
Abstract
Thermoplastic polyurethane (TPU) composites containing carbon nanotube (CNT) with the loading ratios from 0.5wt% to 2 wt% were prepared using melt-compounding process. Surfaces of the CNT particles were treated with sulfuric acid/nitric acid to purify CNT and to achieve compatible surface characteristics between TPU matrix and CNT. Mechanical, thermal, flame retardant, melt flow, and morphological properties of TPU/CNT composites were investigated. Addition of CNT to TPU matrix causes in a prominent increase in tensile strength, percentage of elongation at break, and tensile modulus values of TPU. The mechanical properties are improved for lower modified CNT loadings. CNT inclusions also improve the thermal stability of pristine TPU. Addition of CNT into TPU matrix causes increase in melting and decomposition temperatures of TPU and decrease in glass transition temperature. The flammability parameters of TPU also shift to higher values after CNT loadings to matrix. Modified CNT additions at higher concentrations exhibit better fire performance. Additions of modified CNT and pristine CNT show different trends in the case of melt flow rate values. Modified CNTs disperse more homogeneously relative to pristine ones into TPU matrix which is due to improvement in interfacial interactions between CNT and TPU.
Introduction
Carbon nanotube (CNT) and its derivatives are one of the most important carbon-based materials in last 50 years due to its aspect ratio 1 plus mechanical and electrical properties. 2 CNTs have different usages in polymeric composites including biosensors, 3,4 solar cells, 5 fuel cells, 6 photovoltaics, 7 electrochemical capacitors, 8 conductive materials, 9 electromagnetic interference shielding, 10,11 and for the purposes of improvement of flame retardancy 12,13 and mechanical properties. 14
CNT has tendency to form agglomerate in polymer matrix due to strong van der Waals interactions and this property limits its applications. Different methods are applied to exceed this agglomeration problem including solution mixing, 15,16 in situ polymerization, 17,18 melt mixing, 19 –21 addition of appropriate compatibiliser, 22,23 and surface modification 24,25 of CNT with appropriate surface groups to achieve better interfacial adhesion with polymer matrix. Melt mixing is one of the most useful methods especially for industrial applications. Shear stress arises from the screw rotations that provide better dispersion of particle in polymer matrix.
Surface modification is also common and effective method to improve the dispersion of nanoparticles in polymer matrix. This technique is based on the formation of similar surface functional groups on particle surface which are compatible with the polymer structure. In the case of surface treatments with acids, shortening of the CNT lengths occurs, 26,27 and this results with an advantage to get better dispersion in polymer matrix due to ability of shorter chain to form aggregate is lower than the pure form. On the other hand, shortening of CNT causes some reductions in mechanical properties because of the decrease in aspect ratio of nanotubes but dispersion homogeneity and enhancement of interfacial interactions between CNT and polymer matrix influence more dominantly the final properties of composites. The decrease in the nanotube length depends on the time and temperature of the acid treatment. 28
Thermoplastic polyurethane (TPU) consists of hard and soft segments. Hard segment consists of highly polarized group which is hardened by cross-linking 29 and soft segment is a polyester phase. Hard segments disperse as microdomains in the structure and phases are held together by the hydrogen bonds. 30 Easy processability and fully recyclability of TPU make it a good candidate for broad industrial application area including footwear; automotive; sporting goods; medical devices; tubes; hoses; wires; cables; and medical devices in the form of sheets, films, or profiles. 31
In this study, mechanical, thermal, and flame resistance properties of CNT-loaded TPU composites were investigated. Several publications about CNT-reinforced TPU composites produced exist 32 –37 in which flame retardancies of these composites have not reported yet. Espadas-Escalante et al. have studied the thermal conductivity and flammability of polyurethane foam composites containing CNT in a similar study. 38 Mechanical and electrical properties of CNT-reinforced TPU composites were studied in our earlier publication. 39 As a difference from that publication, CNT is treated with nitric acid (HNO3)/sulfuric acid (H2SO4) for the purpose of purification and to obtain better interfacial interactions with TPU matrix, and fire performance and thermal stability of TPU/CNT composites are investigated in this present work. Composites of CNTs and TPU were prepared using a twin screw extruder. Tensile and shore hardness tests, melt flow index (MFI) test, differential scanning calorimetry (DSC), thermogravimetric analysis (TGA) analysis and UL-94, limiting oxygen index (LOI) test, and mass loss calorimeter measurements were performed to evaluate mechanical characteristics, processability, thermal properties, and flame retardancy of composites. Scanning electron microscopy (SEM) was used to investigate the dispersion of CNT particles in TPU matrix.
Experimental
Materials
Polyester-based TPU (Texalan® 485A) was purchased from Pasific (Covina, California, USA) with density of 1.20 g cm−3 and 85 (Shore A) hardness. This grade of TPU composes of 45% flexible segment and 55% of rigid segment. CNT used in this study was supplied from Nanocyl SA (Belgium) under the trade name of NC 7000. This CNT grade has length, diameter, and carbon purity of 1.5 µm, 9.5 nm, and 90%, respectively, cited by producer. HNO3 (65%) and H2SO4 (98%) were obtained from Merck, USA.
Surface modifications of CNT
CNT was annealed at 450°C for 4 h before the surface modification treatment. The non-modified CNT is coded as CNT. Chemical functionalization of CNT was done using the surface modification route given in the literature 40 ; 1.6 g of CNT was refluxed for 6 h at 120°C with (3:1, v/v) concentrated H2SO4 and concentrated HNO3, respectively. Following the surface modification step, the solution was diluted with distilled water and filtrated. Then the filtrated solid product was washed with distilled water several times and dried under vacuum for 5 h. Surface-modified CNT was coded as m-CNT. Detailed characterizations of the surface-treated CNT were reported in our previous study. 41
Preparation of TPU/CNT composites
A DSM Xplore (15 ml) twin screw extruder was used for the preparation of TPU/CNT composites with a mixing speed of 100 r min−1 and processing temperature of 210°C for 8 min. Prior to preparation of composites, TPU granules were dried at 100°C for 2 h. TPU/CNT and TPU/m-CNT composites were prepared with four different CNT loading ratios as 0.5 wt%, 1.0 wt%, 1.5 wt%, and 2.0 wt%. Tensile test samples of the composites were prepared by Daca Instruments’ microinjection molding at a barrel temperature of 215°C and mold temperature of 40°C.
Characterization methods
Tensile tests of the composites were performed using a Lloyd LR 30 K, UK universal tensile testing machine with load cell of 5 kN at a crosshead speed of 5 cm min−1 according to the ASTM D-638 standard. Tension tests were applied on dog-bone-shaped samples (7.4 × 2.1 × 80 mm3). Tensile strength, percentage elongation at break, and tensile modulus values were recorded as an average of five samples with standard deviation. Thermal properties of composites were investigated by TGA analysis (STA 7300 TGA; Hitachi, Japan) between the temperature range of 30–600°C under a nitrogen atmosphere at a heating rate of 10°C min−1 and DSC (DSC 4000; PerkinElmer, USA) analysis from −50°C to 250°C under a nitrogen atmosphere at a heating rate of 10°C min−1. MFI tests were done using Coesfeld Material Test (Germany), Meltfixer LT. The test was carried out at 215°C under specified load of 5 kg and MFI values are reported as average of 10 tests. For flammability tests, vertical burning tests (UL 94) were conducted on the test bars with the dimensions of 130 × 13 × 3.2 mm3 according to ASTM D3801 standard. LOI values were also measured using LOI analyzer instrument (Fire Testing Technology, UK) on specimens of size 130 × 6.5 × 3.2 mm3, according to the standard oxygen index test ASTM D2863. The mass loss calorimeter test was investigated using mass loss cone of Fire Testing Technology with thermopile attachment according to procedures in ISO 13927. Square test samples (100 × 100 × 3 mm3) were irradiated at a heat flux of 35 kW m−2, corresponding to a mild fire scenario. SEM photographs were taken at magnifications in the range of ×50,000 to ×200,000 for cyro-fractured surface of composites using FEI Quanta (USA) 400F field emission SEM.
Results and discussion
Tensile test
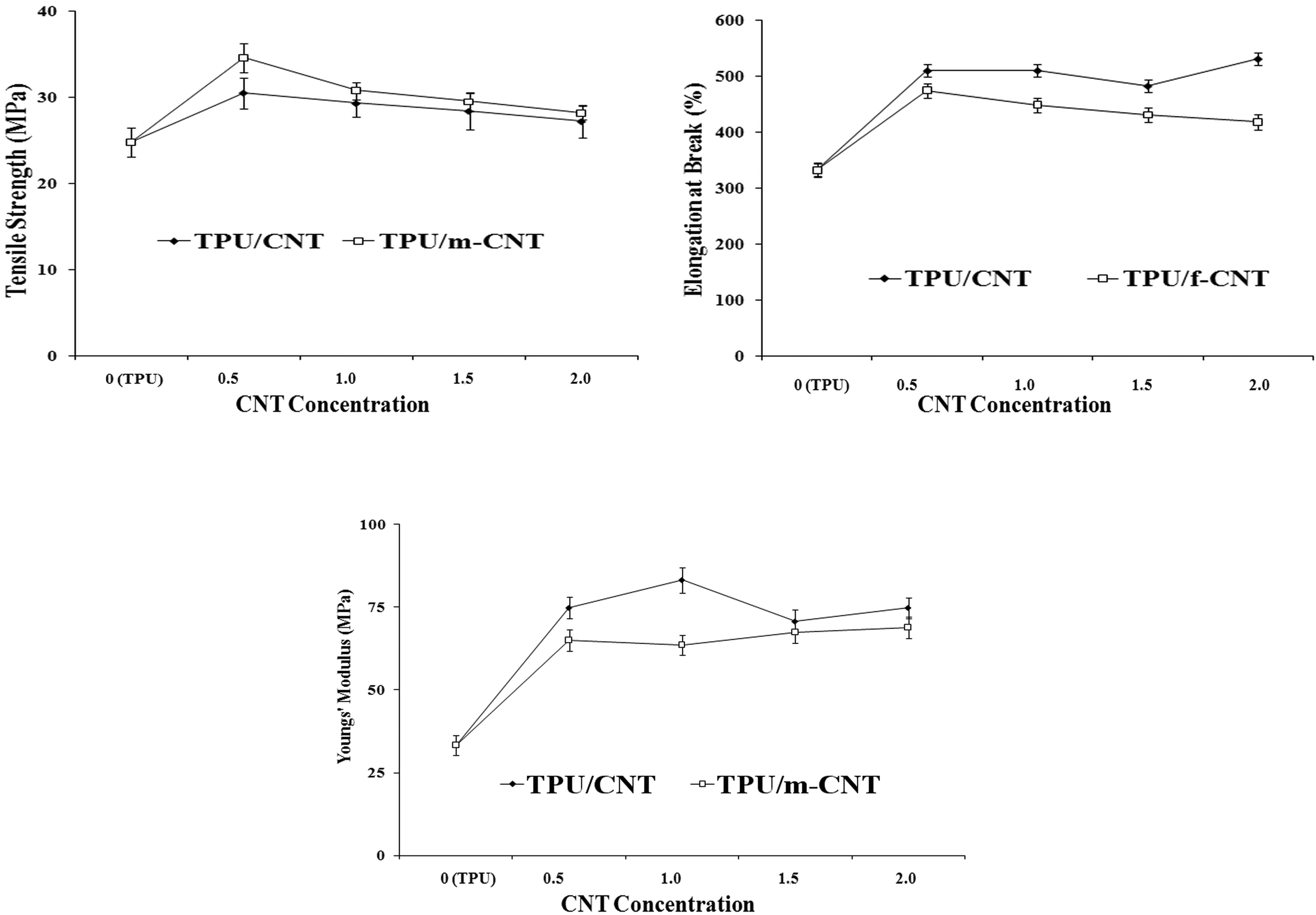
Tensile test data of TPU and its composites are represented in Figure 1 and Table 1. Table 1 shows that tensile strength, elongation at break, and elastic modulus values are improved remarkably by the addition of CNT as compared with neat TPU. Additionally, m-CNT containing composites give slightly higher results in the case of tensile strength with respect to unmodified CNT-loaded TPU composites because of better interfacial interactions between TPU and CNT surfaces after treatment. The highest strength, elongation at break, and elastic modulus values are obtained for the composites which contain 0.5 wt% CNT and m-CNT. Further additions of m-CNT cause decrease in percent elongation of composites which may be attributed to restriction of chain motions. 42 Composites containing modified CNT exhibit slightly lower elastic modulus as compared to pristine CNT-filled ones.
Tensile test results of TPU and composites.
Tensile test data of TPU and composites.
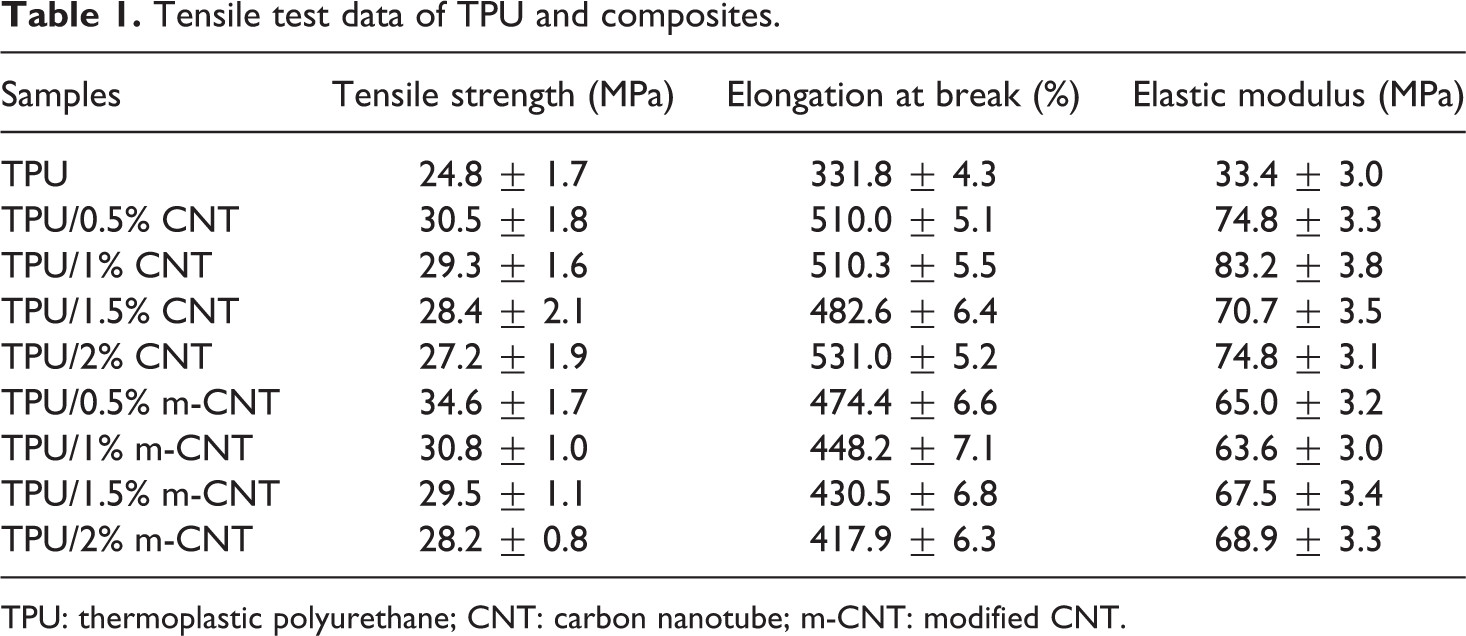
TPU: thermoplastic polyurethane; CNT: carbon nanotube; m-CNT: modified CNT.
Shore hardness test
Shore hardness is a specific parameter for elastomers and their composites. Shore A hardness test results of TPU and TPU/CNT composites are given in Table 2. The results show that the hardness of TPU decreases slightly with the addition of the lowest loading level for both cases of CNT and m-CNT. Hardness of the composites containing pristine CNT decreases with the increase of filling ratio of CNT since the dispersion of pristine CNT is poor in polymer matrix and their tendency to form agglomerates. 31 As a result, unmodified CNT exhibits sharp reduction for shore hardness of TPU. In contrary, m-CNT shows increasing trend with increase of its content due to better dispersion of m-CNT in matrix.
Shore A hardness values of TPU and composites.
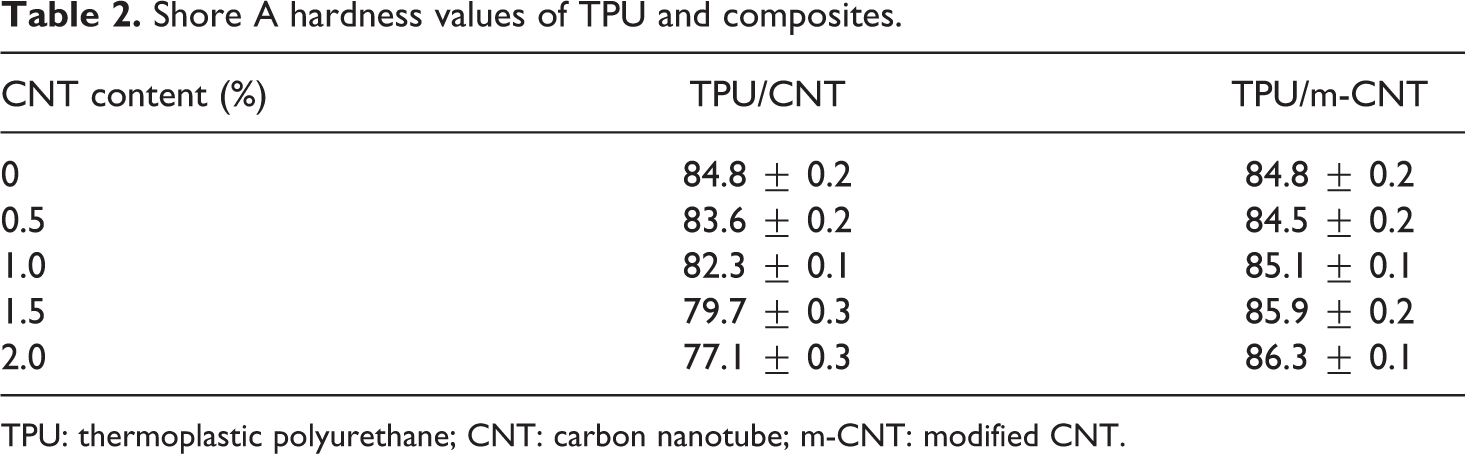
TPU: thermoplastic polyurethane; CNT: carbon nanotube; m-CNT: modified CNT.
DSC analysis
Figure 2 displays the DSC heating curves of TPU and relevant composites. The glass transition temperatures (T gs) and melting temperatures (T ms) of samples are given in Table 3. T m of TPU shifts to higher temperatures with the addition of CNTs. T m value of unmodified CNT-loaded composites increases slightly with increasing CNT composition; however, m-CNT-loaded composites exhibit almost identical T m values for all loading ratios. According to Table 3, CNT additions result in the reduction for T g of pristine TPU. This result proves that incorporation of CNT into polymer matrix causes an increase in free volume stem from its nucleating effect. 43
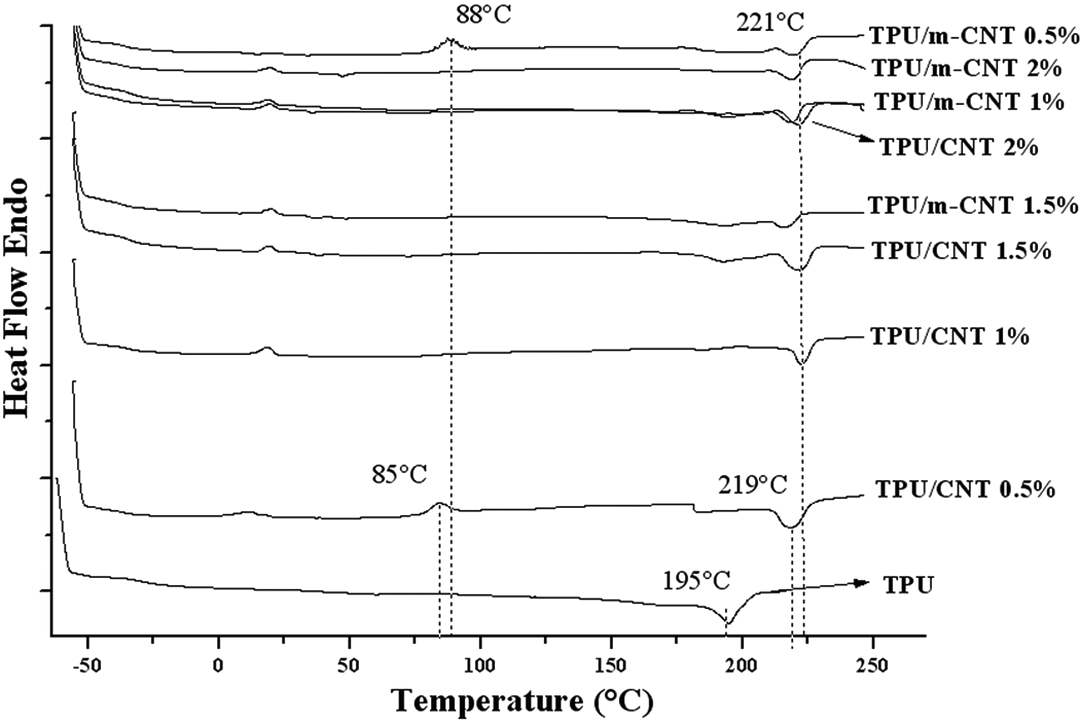
DSC heating curves of TPU and composites.
Glass transition and melting temperatures of TPU and composites.
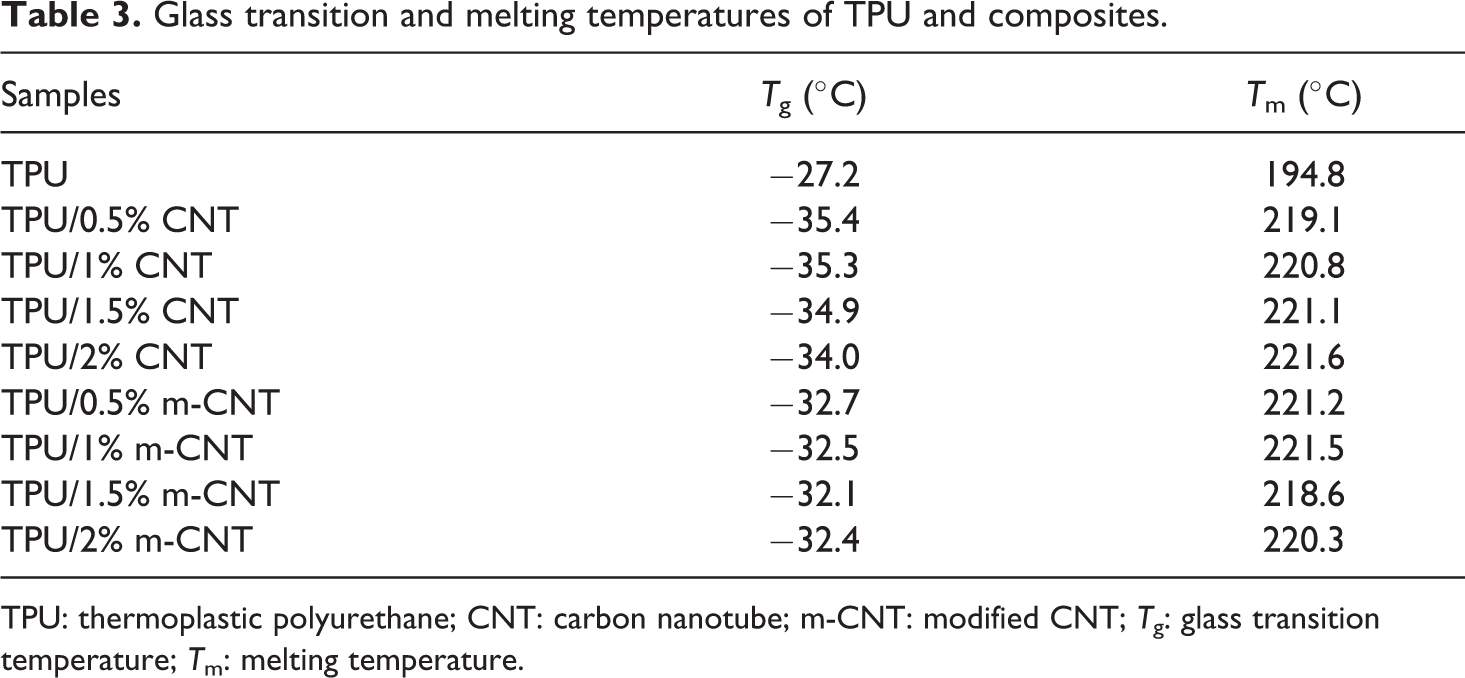
TPU: thermoplastic polyurethane; CNT: carbon nanotube; m-CNT: modified CNT; T g: glass transition temperature; T m: melting temperature.
Thermogravimetric analysis
TGA curves of TPU and TPU/CNT composites are given in Figure 3. Thermal decomposition of TPU occurs through double step at around 330°C and 400°C with two shoulders which can be seen at 280°C and 460°C. The reason for this two-stage degradation is different decomposition behaviors of urethane bonds in hard segment and polyol groups in soft segment of TPU. 44 –46 The initial thermal stability of TPU is extended up significantly with the highest loading ratio of CNT, whereas TGA curve of TPU shifts to higher temperatures with inclusion of m-CNT at lower loading levels. TGA curves of pristine CNT and m-CNT containing curves indicate that unmodified CNT favors the thermally stable composites as compared with the same compositions of modified CNT. The highest shift among TGA curves is observed for TPU/2% CNT at the end of the initial decomposition step which is related to hard domains of TPU. This result also indicates that CNT particles improve the microphase separation by their interaction with more compatible hard domains of TPU. 47 T m value of TPU increases with increase in concentration of CNT similarly with DSC results.
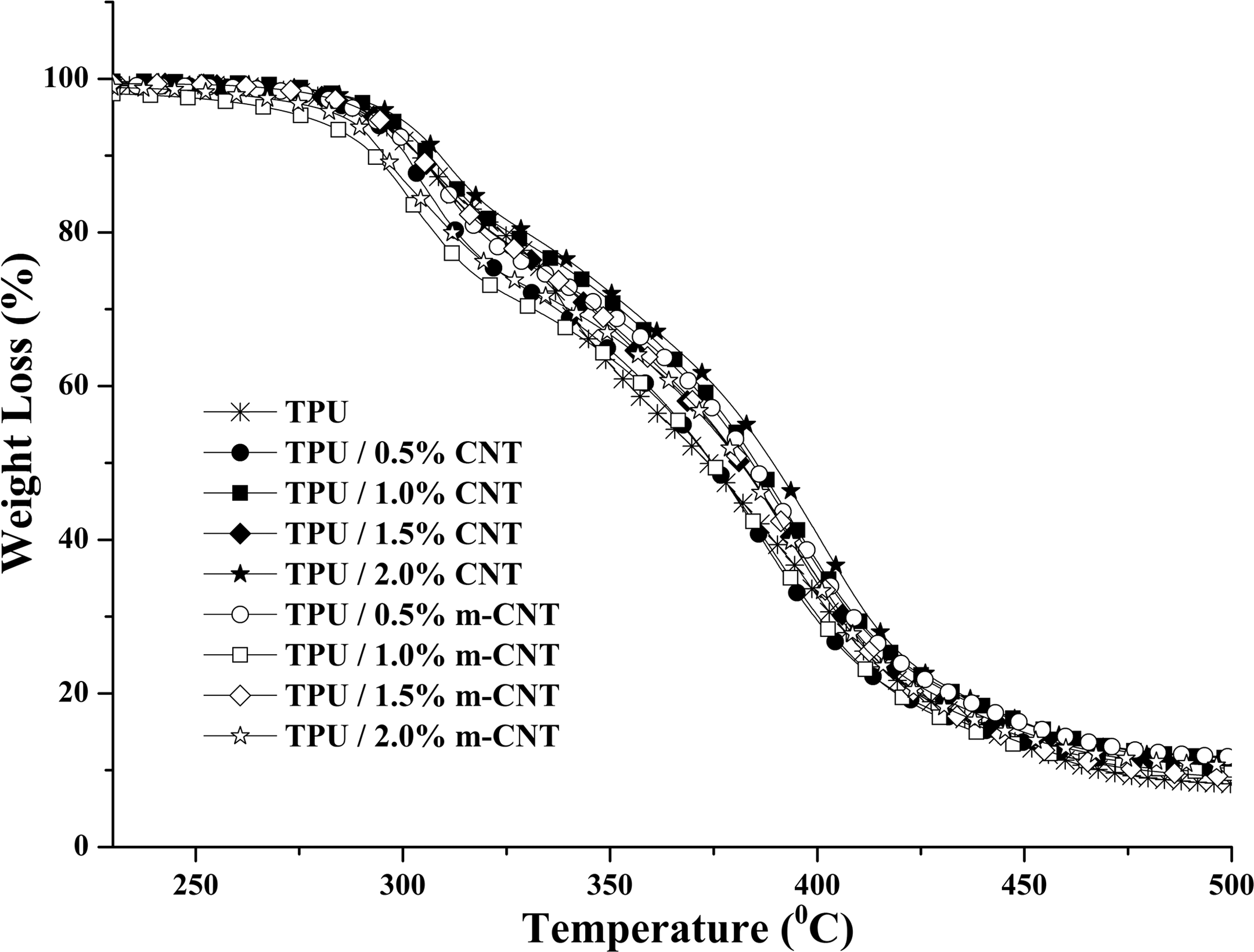
TGA curves of TPU and composites.
Flammability properties
The flammability properties of TPU/CNT composites are investigated by UL-94 rating and LOI tests and results are given in Table 4. Pristine TPU gives LOI value of 19.5% and it burns to clamp (BC) during the UL-94 test. Table 4 shows that addition of CNT enhances LOI of TPU slightly. Modified CNT-filled composites give a bit higher LOI values. The highest enhancement is obtained for TPU/1.0% m-CNT composite which has LOI value of 21.3%. Further additions of CNT and m-CNT cause reductions. UL-94 rating of neat TPU increases from BC to V2 for both cases of CNT and m-CNT additions. This result shows that CNT has no obvious effect for the flammability properties of TPU because only small changes occur in LOI values and V0 rating is not achieved during the UL-94 test.
Flammability test results of TPU and composites.
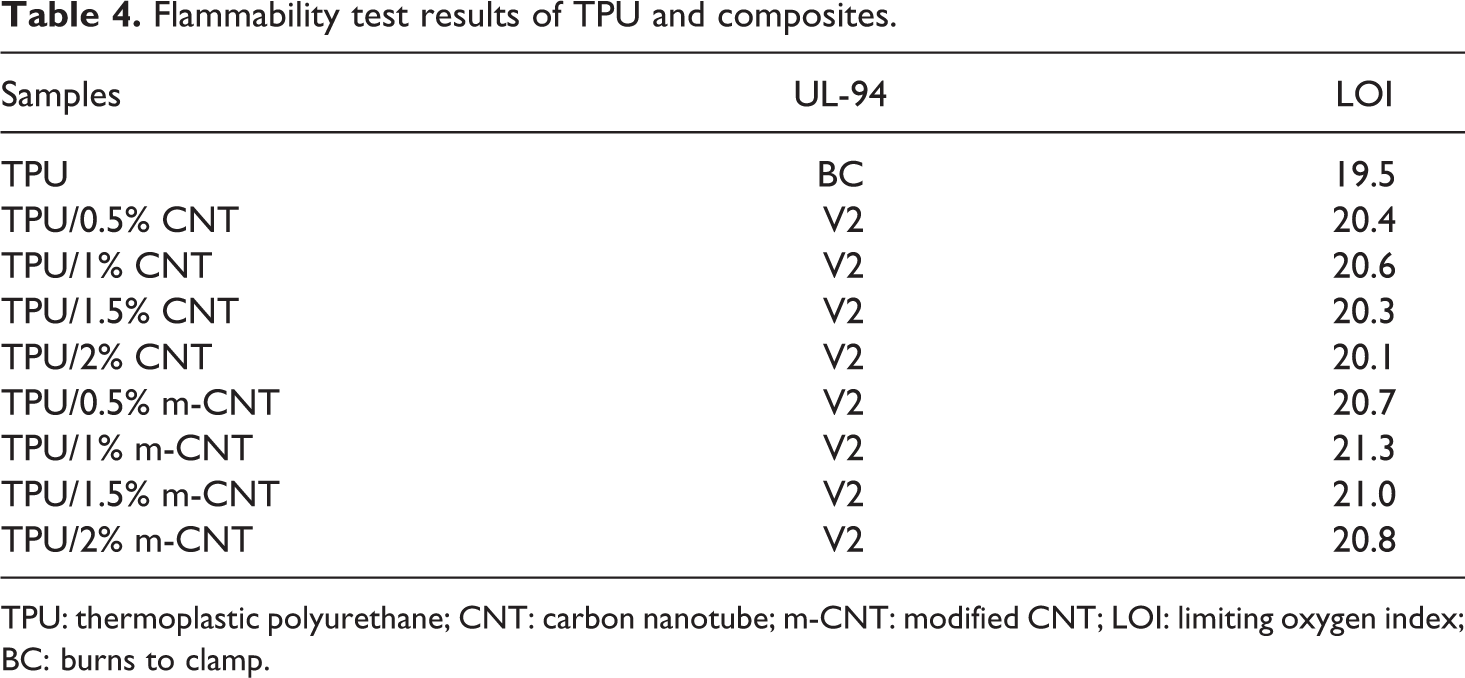
TPU: thermoplastic polyurethane; CNT: carbon nanotube; m-CNT: modified CNT; LOI: limiting oxygen index; BC: burns to clamp.
Mass calorimeter study
Fire performances of the composites were investigated using mass loss calorimeter method. The fire behavior of composites is compared using peak heat release rate (pHRR), average HRR (aHRR), peak mass loss rate, time to ignition (TTI), time to flameout, and fire performance index (FPI). The HRR curves of composites are represented in Figure 4 and the relevant cone calorimeter data are listed in Table 5. The reductions in HRR curves normally indicate improved fire performance.
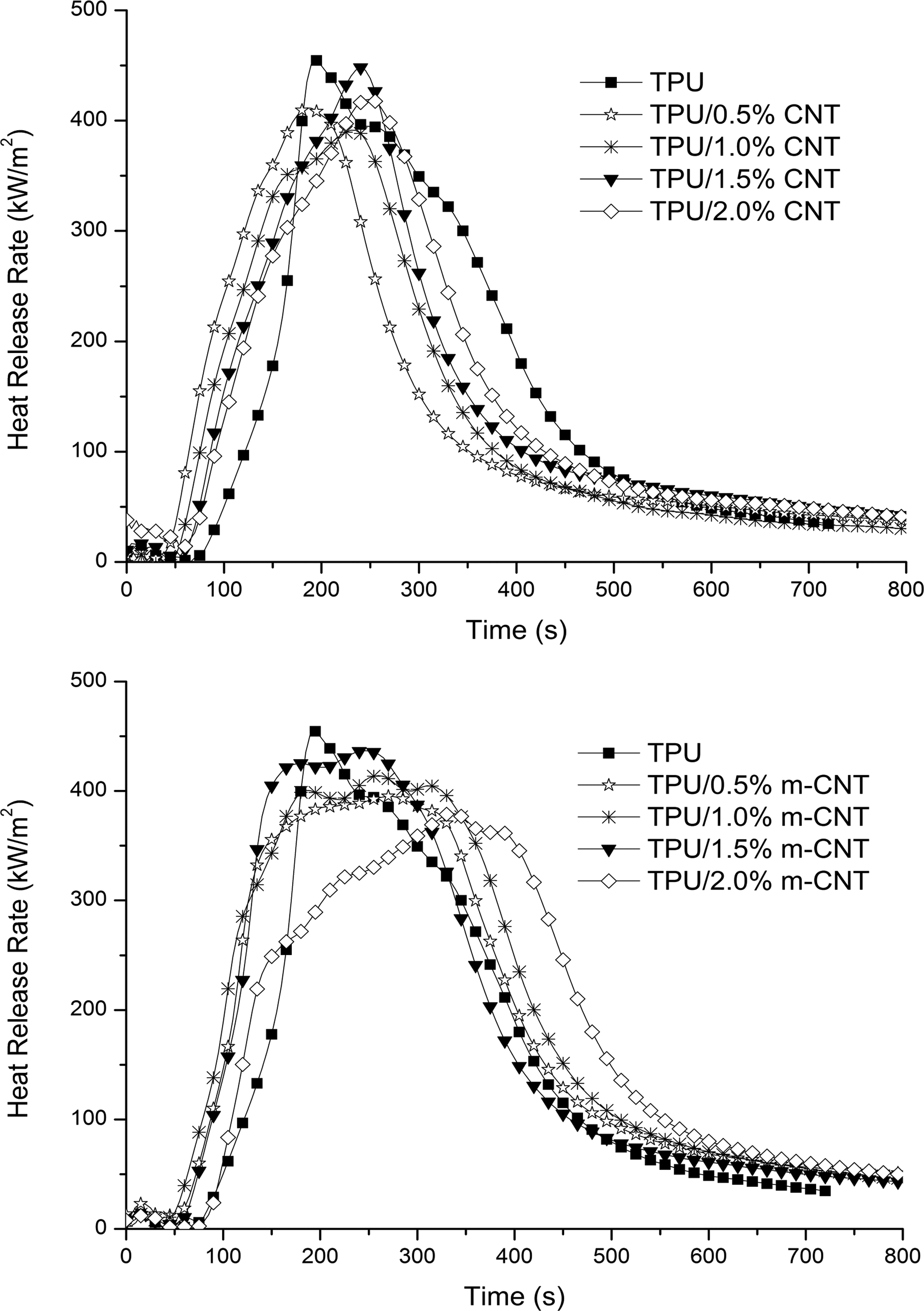
HRR curves of TPU and composites.
Mass loss calorimeter data of TPU and composites.
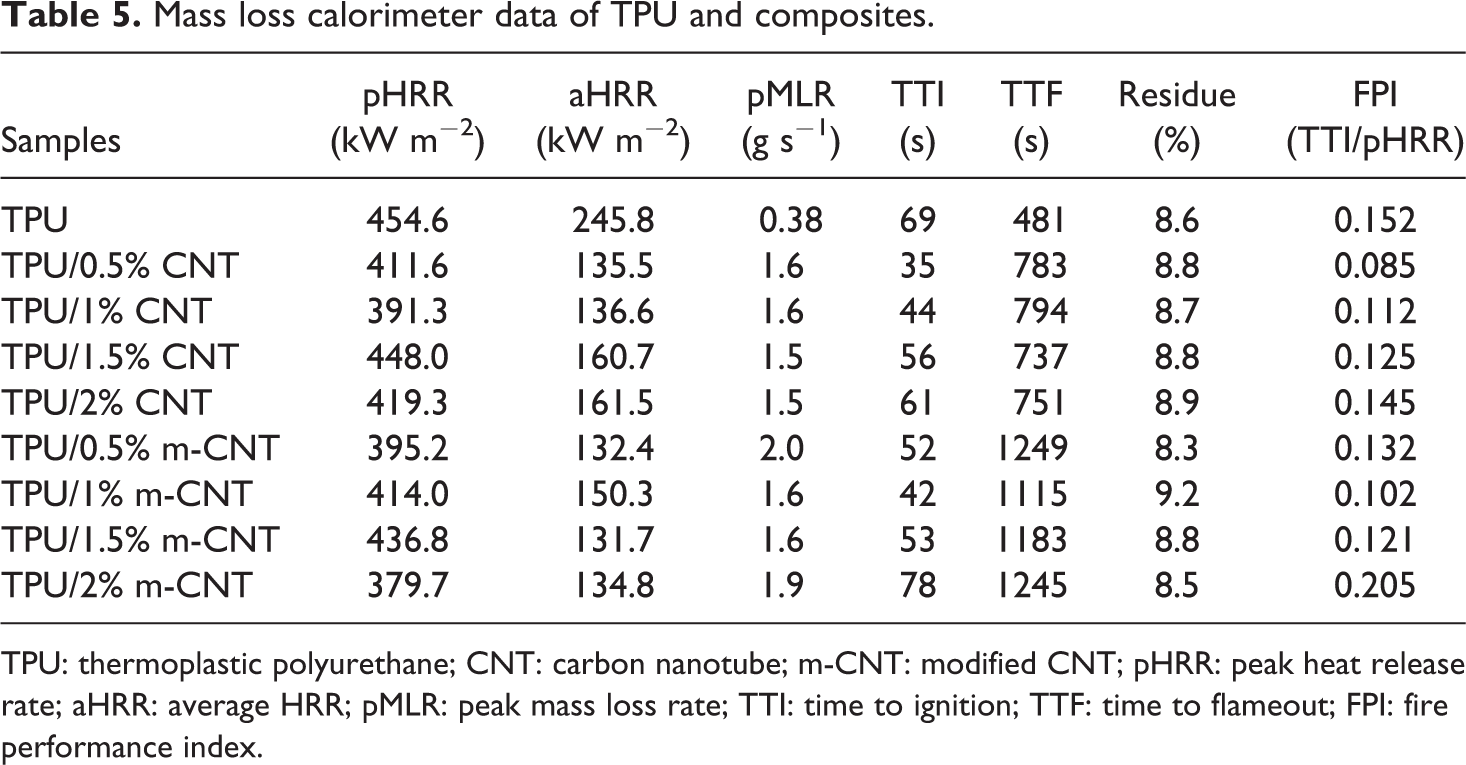
TPU: thermoplastic polyurethane; CNT: carbon nanotube; m-CNT: modified CNT; pHRR: peak heat release rate; aHRR: average HRR; pMLR: peak mass loss rate; TTI: time to ignition; TTF: time to flameout; FPI: fire performance index.
According to Figure 4, TPU burns very fast after ignition, and one sharp HRR peak appears with pHRR and aHRR of 454.6 and 245.8 kWm−2, respectively. HRR curve of TPU becomes more plateau-like with the extended burning time after m-CNT loadings. All of the composites show remarkable reductions in HRR curve of TPU. The pHRR and aHRR values are dropping down nearly 75 and 111 kW m−2 with the inclusion of 2.0% m-CNT, respectively. These data display the sharpest reduction of HRR among all of the composites.
Reduction in TTI of TPU is obtained after CNT additions, which means that CNT inclusions cause the earlier ignition with respect to TPU. The black color of CNT is the main reason for this observation which leads to increase in absorption of radiant heat within the top layer of the material. 48,49 Similar trend was observed as other carbonaceous materials such as expandable graphite and carbon fiber were used as a flame retardant additive for TPU in our previous studies. 50,51 The earlier initiation of thermal degradation of TPU occurs because of the higher heat absorption.
TPU and its composites yield almost identical residue content at the end of the mass loss calorimeter test. Modified CNT additions cause an increase in total burning time compared to pristine CNT. It is also seen from Table 5 that incorporation of CNT into TPU gives decreasing trend for FPI except for TPU/2% m-CNT composite in which the higher FPI is achieved than in TPU which indicates the improvement of fire performance. It is found that addition of pristine CNT and increase in CNT contents cause enhanced fire performance of TPU as an overall investigation from the mass loss calorimeter study. As a different from other nanomaterials used in polymer composites, CNT particles tend to act in condensed phase during combustion, thus decrease of flammability properties is observed since their well-known tapping of free radical characteristics. 52 –55
MFI test
MFI values of the composites are important to choose the process conditions during their production steps. 56 MFI values of TPU and relevant composites are given in Figure 5. It can be seen from Figure 5 that MFI of neat TPU shows a reduction trend with the addition of unmodified CNT into polymer matrix. In contrary to this result, MFI value of TPU gets much higher with the addition of m-CNT, and these composites give higher MFI values than that of unmodified ones, as well. MFI value of TPU/unmodified CNT composites decreases with increasing content of CNT as a result of CNT particles prefer interparticle interactions instead of CNT-matrix adhesion. Agglomeration of CNT particles in matrix causes remarkable improvement in melt viscosity, in contrary reduction in MFI values. MFI value of modified CNT-loaded composites shows decreasing trend after initial improvement through TPU/1.0% m-CNT composites. As a sum of these results, addition of unmodified CNT at 0.5% concentration has no significant effect on MFI value of TPU. This means that no obvious problems will be found such as high shear mixing and feeding difficulties at the processing stages of its TPU-based composites.
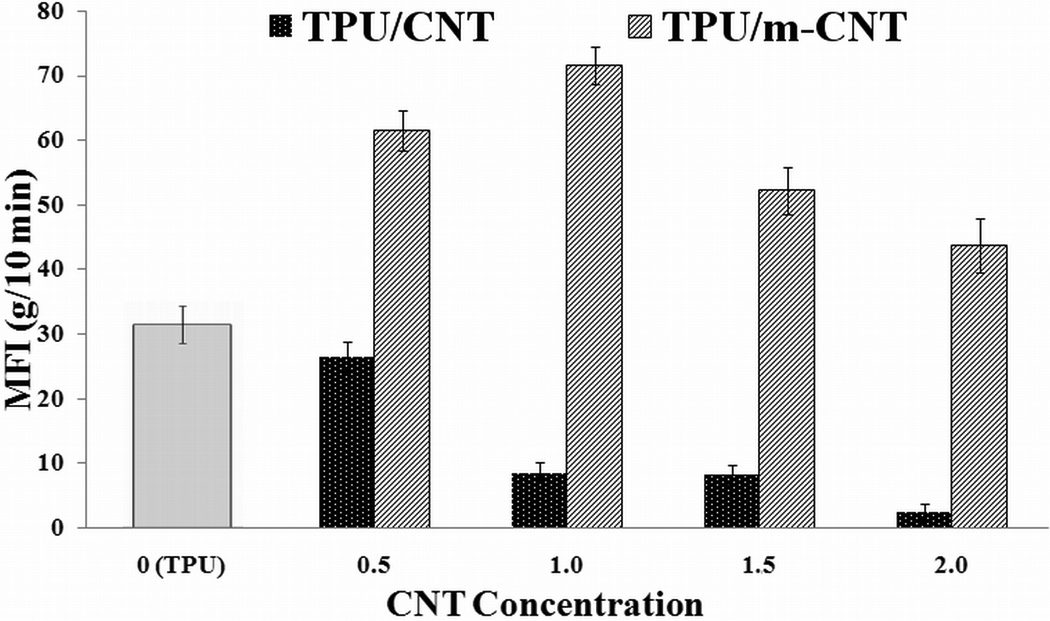
MFI values of TPU and composites.
SEM analysis
SEM micrographs of cryo-fractured surfaces of TPU/CNT and TPU/m-CNT composites for the lowest and highest CNT loading ratio are shown in Figure 6. According to SEM micrographs, modified CNT particles show better dispersion in TPU matrix than the pristine CNT particles as a result of surface compatibility of m-CNT particles with TPU matrix. For higher loading ratio of unmodified CNT, CNT particles form large agglomeration parts into TPU matrix. Bundle formations gradually disappear for TPU/m-CNT composites especially for its 0.5% filling ratio. m-CNT containing composites show homogeneous dispersion even at the highest loading level as compared to unmodified CNT containing composites. These findings also support the mechanical and thermal properties results of the composites discussed earlier.
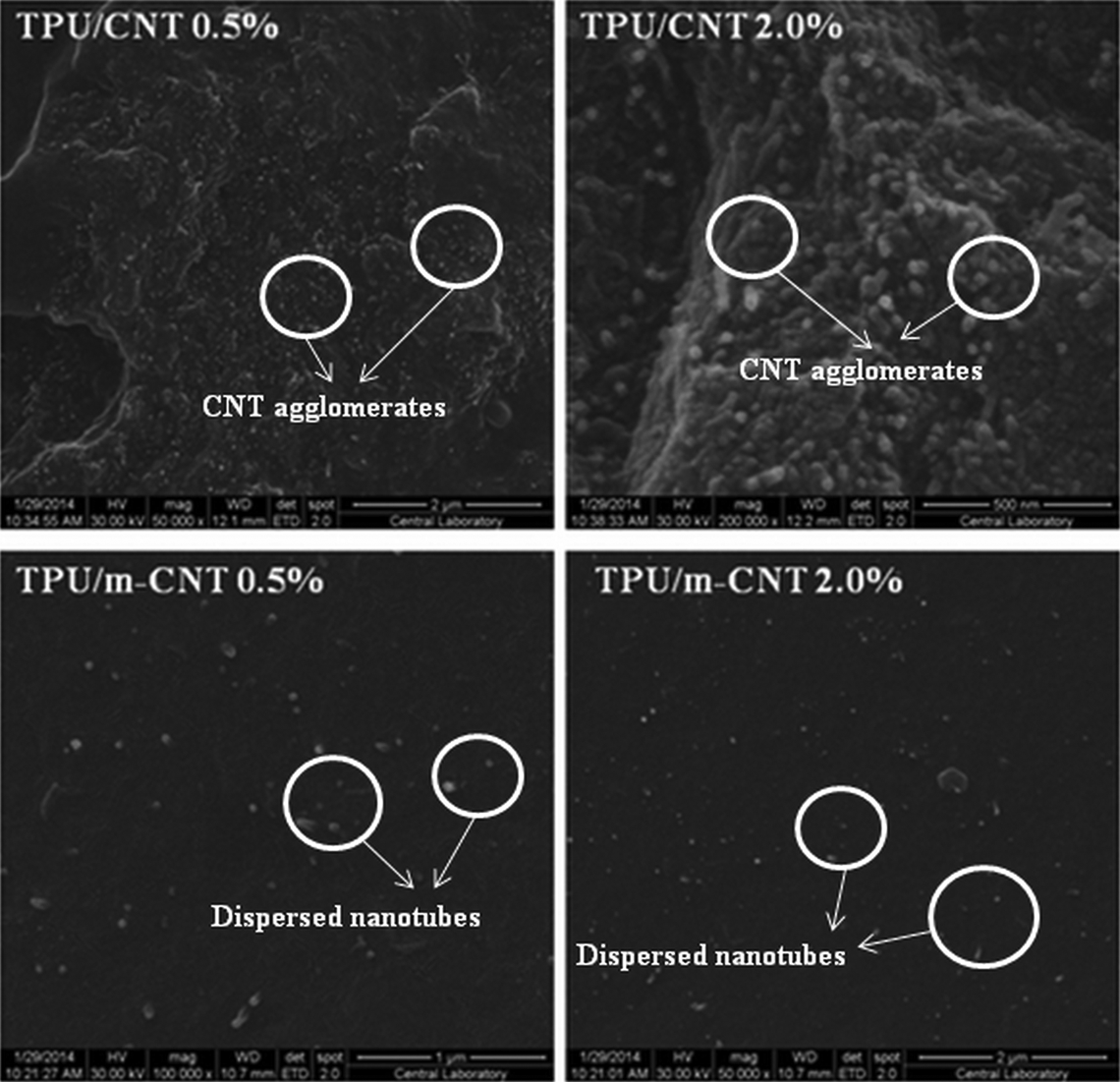
SEM micrographs of composites.
Conclusions
This study deals with the influence of content and surface treatment of CNT on mechanical, melt flow, thermal, and flammability properties of TPU/CNT composites. Tensile test results indicate that addition of CNT into TPU leads to a distinct increase in tensile strength, percentage of elongation at break, and elastic modulus values. Shore hardness of TPU exhibits a reduction trend with the inclusion of CNT. The higher mechanical properties are obtained for modified CNT containing composites at their lowest concentrations. DSC analysis results show that T m of TPU shifts to higher values; on the other hand, T g shows decreasing trend with the addition of CNT. TGA analysis implies that CNT containing TPU composites have better thermal stability than neat TPU. The UL-94 rating of V2 and LOI value of 21.3% are reached with the addition of modified CNT into TPU according to flammability tests. Enhancement of fire performance is observed with both the pristine and modified CNT inclusions. The highest decrease in HRR curve is found in modified CNT containing composite at its highest loading level among all samples. MFI test results exhibit that melt flow behavior of TPU does not change drastically at lower concentrations of CNT. Modified and unmodified CNT-filled composites display completely different trends for MFI values in the case of their compositions. According to morphological studies with SEM micrographs of composites, formations of large agglomerates are observed for high loading percents of unmodified CNT. Modified CNT containing composites show more homogeneous dispersion homogeneity than the unmodified ones. Surface modification and low loading ratio of CNT in polymer matrix give better mechanical, thermal, melt flow and morphological properties due to better physical interactions between CNT and TPU matrix with the surface modification.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.