
Abstract
Sewing has attracted a great deal of attention as a method to improve the delamination performance of carbon fibre laminate composites. A critical factor in the commercial exploitation of the technology is the development of a suitable sewing yarn, with other researchers looking at a variety of commercial fibres such as Kevlar. It would appear from the literature that fundamental research into what properties a suitable yarn should have has not been carried out. In this work, a commercial fibre designed for sewing applications was sourced from Toho Tenax (Germany) and used as a control. Unlike in published works, rather than relying on yarns which could be purchased commercially, selection criteria were drawn up and promising polymers identified and then extruded as a yarn. Based on the selection criteria, thermoplastic yarns were extruded using polysulfone, polyethersulfone, polyphenylsulfone and polyetheretherketone. It was found that despite the fact that the commercial fibre had much better mechanical properties as a straight fibre, when it was knotted or looped (to try and simulate the effects of sewing), there was a dramatic decrease in the mechanical properties (the ultimate tensile strength dropped by 88% due to a single knot). There was no significant change in the mechanical properties of the thermoplastic yarns. As a result, it is concluded the thermoplastic fibres created could potentially be better suited for sewing applications compared to commercial fibres such as Kevlar and further work is planned to sew the yarns and test the delamination performance.
Introduction
The use of fibre-reinforced polymer (FRP) composites based on carbon and glass fibre is becoming more widespread. In particular, carbon FRP composites are increasingly used in the aeronautical industry to replace metal components to save weight and improve the fuel efficiency of the aircraft. 1 –3 For example, the Airbus A380 is approximately 20–22% composites (by weight) and makes use of carbon fibre and glass fibre–reinforced aluminium alloy. 4 Although these applications use different fibres and for different applications, one issue is of concern in industries using FRP laminates ensuring that the composite structure remains intact for the full operational lifespan of the component. 5,6 The laminate structure of FRP means that delamination is a major concern as once a part delaminates it has essentially failed. 3 Not only is this costly as the part needs to be replaced, but given that often it is hard to detect delamination in a composite structure, delamination can lead to catastrophic failure. 7 It has been found that a low energy impact (such as a dropped tool) is enough to initiate delamination. 8 As a consequence, there is a great deal of research into ways to prevent or at least reduce the likelihood of delamination. 9,10
At present, the main method of improving delamination performance in composites is to improve the toughness of the resin or through the use of z-pins (which are small metal pins which are inserted through the composite providing reinforcement). 11 However, one promising technique which has attracted a lot of research is the idea of using a yarn to sew the laminates together. 8,12 –22 This would not only provide reinforcement at the stitch site, but because the sewing yarn is continuous, it would compress the laminate in between the stitch sites meaning that less stitches should be required compared to z-pins. 23 This is important since in the case of both stitching and z-pins, there is damage to the fibres, reducing the in-plane properties. 11,12 Moreover, the reinforcement of z-pins is determined by the interaction between the pins and the resin, whereas with stitching, the reinforcement is primarily due to the mechanical properties of the yarn. The nature of sewing means that as the yarns are continuous between the stitch sites, they are not dependant on the resin to transfer the load from the composite to the yarn. 14
There has been a great deal of research into different stitching yarns. 24 –27 Most of the work so far seems to have focused on commercial yarns with excellent mechanical properties such as Aramid fibres (Kevlar™ or Twaron™) 9,16,27,10 or Vectran™, 28 –30 dissolvable polymers 25 or other polymers which are available as a fibre (such as polyester). 31,32 Although this is a logical approach, it does not seem to have resulted in the discovery of a suitable stitching yarn. 14 One potential reason for this is that many of the yarns which have impressive mechanical properties as a straight fibre suffer from damage if the yarns are twisted, looped or knotted which dramatically affect their mechanical performance. 33 To give an indication of what sorts of twists and looping a stitching yarn can be subjected to, Figure 1 shows a diagram of the modified lock stitch which many researchers have indicated is the optimum stitch type for reinforcing FRP composites. 14,34 –38

Diagram of the modified lock stitch.
In addition, the parameters of sewing are often not reported in literature with researchers typically mentioning stitch diameter, stitch density and stitch type but neglect mentioning parameters such as needle type, pressure used and stitch orientation 39 which make it difficult to make direct comparisons between the various studies. 12,40
In this work, the opposite approach will be used. Rather than looking at commercial yarns, criteria were drawn up and thermoplastic yarns reviewed to see whether any promising polymers could be identified. The criteria used were a high glass transition (as resins are often cured at around 180°C for up to 12 h), low moisture absorption, chemical resistance (as the composites could be subjected to a range of chemicals through the lifespan of the part) and scratch resistance (as if parts flake off during stitching, this would jam up the sewing machine). Mechanical performance was not considered as despite an extensive literature review, there was no literature found on what mechanical parameters a good sewing yarn should have. As it is likely that the ideal mechanical properties of a sewing yarn are a trade-off between strength, stiffness and flexibility, it was decided to focus on the four criteria set. It was found from sorting through the different polymers that many of the polymers selected did have impressive mechanical performance. As a starting point, four polymers were selected, namely polysulfone (PSU), polyethersulfone (PES), polyphenylsulfone (PPSU) and polyetheretherketone (PEEK). The properties of the polymers can be seen in Table 1.
Properties of the polymers.
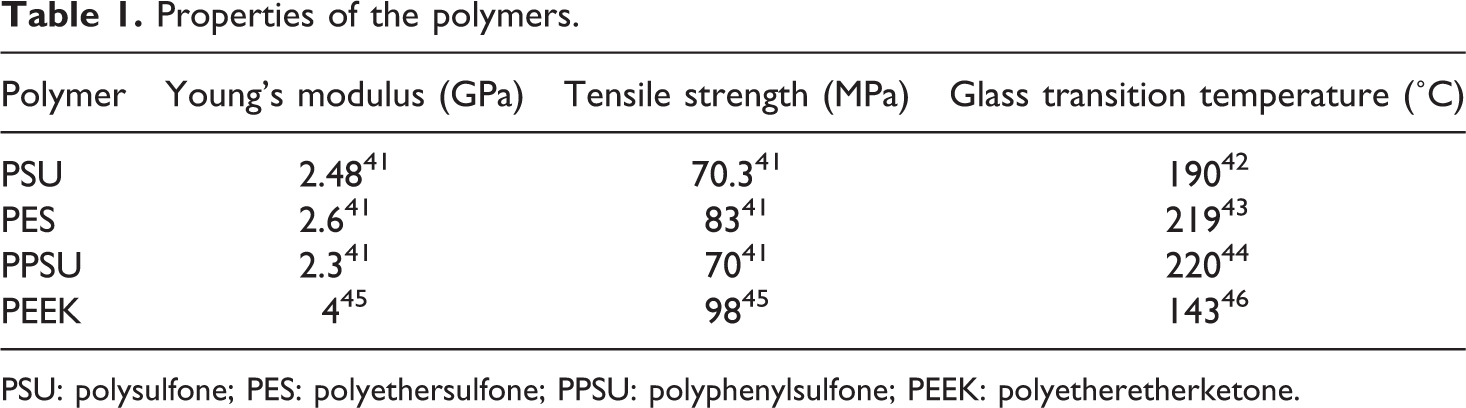
PSU: polysulfone; PES: polyethersulfone; PPSU: polyphenylsulfone; PEEK: polyetheretherketone.
By contrast, Kevlar has a Young’s modulus of 85 GPa and a tensile strength of 3.88 GPa as a straight fibre 47 which is possibly why so much research has focused on it for sewing applications as it is significantly higher than the polymers used in this work (even though these polymers are considered to have impressive mechanical properties compared to other polymers). Despite an extensive literature review, no mentions of the polymers used in this work being used for sewing applications was found, which would suggest that this work is novel.
Method and materials
The sulfone polymers (PSU grade: P-1800-NT-11; PES grade: A-100-PNT and PPSU grade: R-5500-NT) used were donated by Solvay chemicals, and the PEEK (grade 450P) was purchased from Victrex (UK) polymers. All polymers were dried at 150°C for 2 h to remove any moisture prior to use. A commercial yarn was obtained from Teijin under the Toho Tenax brand (product number: 408146, product type: FAC Carbone 1K×2 2×67 TEX, fibre type: Tenax-J HTA 40 F15 1 K 67 TEX 155) and used as a control. This yarn was apparently specifically designed for sewing applications. To create the yarns, the polymers were extruded using a twin screw extruder (Thermoscientific HAAKE Rheomix OS PTW16) with a 2-mm die and to draw the fibre out, and the attached pelletizer (Thermoscientific type L-002-0061) was used with the blade removed (as this drew the fibre out at a constant and controlled rate). As preliminary work had shown that the most consistent results were obtained when the speed of the pelletizer was set to 8, which corresponds to a speed of 1450 r min−1. The yarn was then wound by hand onto a bobbin. The temperature of the barrel was kept as low as possible (so the polymer was as viscous as possible) and the screw speed was set at 5 r min−1 (so that the polymer would be extruded slowly). The high viscosity and the low extrusion speed meant that the pelletizer was able to pull the polymer into a thin a yarn as possible. For the PSU and PES, the barrel and die temperature was set to 360°C and for the PPSU and PEEK, the barrel temperature was 385°C and the die temperature was 380°C.
Using this approach, a high quantity of consistent yarns could be produced. Figure 2 shows a bobbin with a single continuous PSU yarn wound onto it. A similar quantity was produced for each of the other yarns to allow for sewing trials.

Polysulfone yarn produced wound onto a bobbin.
To determine whether there was any degradation in the polymers as a result of extruding them, differential scanning calorimetry (DSC) was carried out using a TA instruments Q100 to measure the glass transition temperature of the yarns and the virgin polymer. Approximately 10 mg of the yarn was sealed in a hermetically sealed pan. Samples were heated from room temperature to 400°C at 10°C min−1 under a nitrogen atmosphere with the point of inflexion taken as the glass transition temperature.
To measure the tex of the yarns, 10 m of each yarn was weighed. This was weighed on a set of scales and the value multiplied by 100 to give the tex (the weight in gram/1000 m).
The yarns were imaged using a Joel JSM-6010Plus/LV SEM at 10 kV at 45 times magnification and the diameters measured using the integrated software. The yarns were cut into five lengths at random and five images of each length were at random intervals and the diameter measured. This not only provided the average diameter but also allowed the consistency of the yarns to be assessed. As the Toho Tenax yarn was comprised of two yarns twisted around each other, to get an accurate figure the yarn was unwound and each was measured individually in the same manner as the thermoplastic yarns. It was found that though the Toho Tenax fibres were comprised of a large number of small filaments, measuring the overall diameter was problematic as the spacing between the filaments was dependent on the amount of twist in the yarn. If the yarn was tightly twisted, then the filaments were brought closer together and so the overall diameter was small, while if it was allowed to unwind, then the filaments spread out and the diameter appeared larger. Therefore, getting an accurate figure for the diameter of the yarn is problematic as once it is cut, then it changes the twist and therefore the measured diameter. This is why the weight for a given length is normally used for calculations for fibres instead of the diameter of the yarns. 48
To evaluate the mechanical properties of the yarns, paper tabs were stuck onto the ends of the yarns using epoxy resin to improve the grip on the yarn and to try and to inhibit the yarns breaking at the grip. All the samples were tested using an Instron 3344 with a 50 N load cell. All measurements were taken at a cross speed of 20 mm min−1 with a grip distance of 25.4 mm. Three different types of measurements were taken. Mechanical testing on the straight fibres was carried out in accordance with ASTM D-3822-07. In addition, mechanical testing was also carried out using loop and knot configurations in accordance with ASTM D 3217-07, to simulate what happens during stitching. The configurations for the loop test can be seen in Figure 3(a) and the configuration for the knot test can be seen in Figure 3(b).
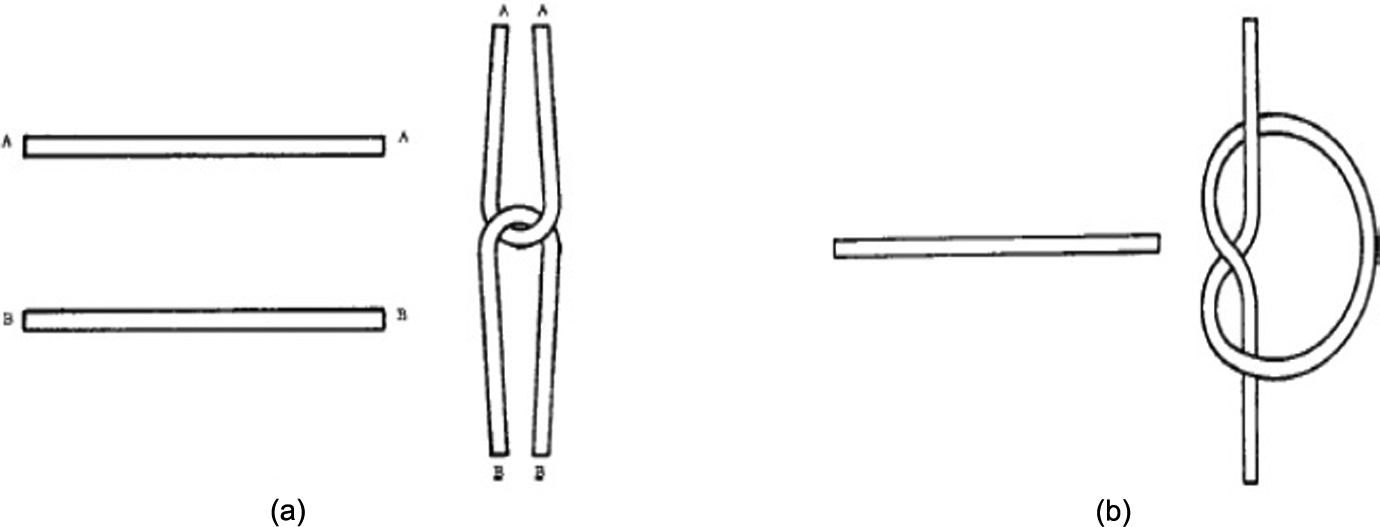
Configuration used for the loop test (a) and the knot test (b).
At least five samples were tested for each sample type and 12 of each sample was made so that any sample which did not break in the centre or where there was an issue with the resin was discarded. In order to calculate the uncertainty in the measurements, the standard error (the standard deviation divided by the square root of the number of samples) was used. The mechanical properties of the yarns were calculated using the method in the ASTM standards. The strain of the yarns was calculated as usual, but the stress was calculated by dividing the force (in centinewton) by the weight (in tex) of the material. Normally, the stress is calculated by dividing the load by the cross-sectional area, but using this approach means these results can be compared against other yarns (for which calculating the cross-sectional area may be problematic due to variations in thickness, fibre shape and for multifilament yarns which comprise more than one fibre).
Results and discussion
The results of the DSC can be seen in Table 2. Based on the comparison of the glass transition of the different materials, it can be seen that there is not a significant change in the glass transition temperature of the polymers before and after being extruded as a yarn. This would indicate that there was no significant degradation as a result of extrusion.
DSC results for the polymers and the yarns.
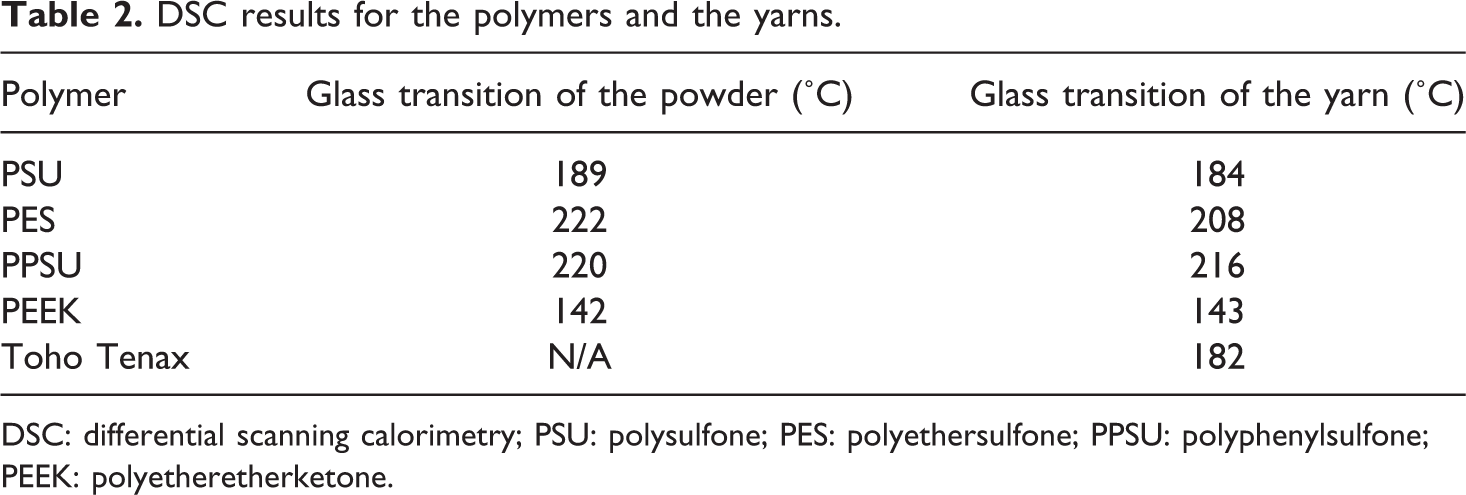
DSC: differential scanning calorimetry; PSU: polysulfone; PES: polyethersulfone; PPSU: polyphenylsulfone; PEEK: polyetheretherketone.
The weight of the yarns can be seen in Table 3.
Weight of the yarns in tex (g/1000 m; measured using 10 m of material).
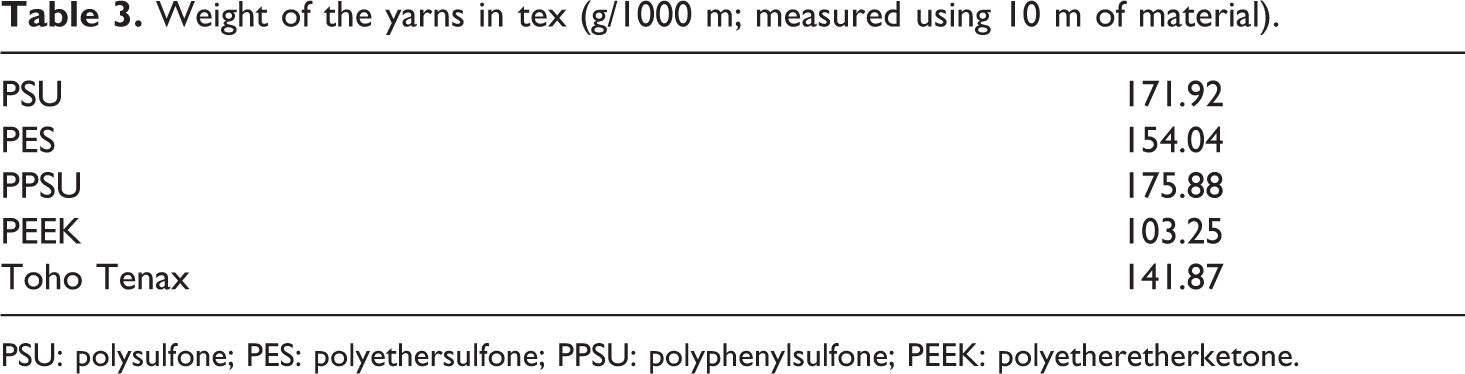
PSU: polysulfone; PES: polyethersulfone; PPSU: polyphenylsulfone; PEEK: polyetheretherketone.
These values were used in calculations rather than the diameter of the yarns. This decision was made to allow comparisons to be made between the yarns created and other yarns which are commercially available. The diameter of the yarns measured through SEM can be seen in Table 4.
SEM results for the yarns.
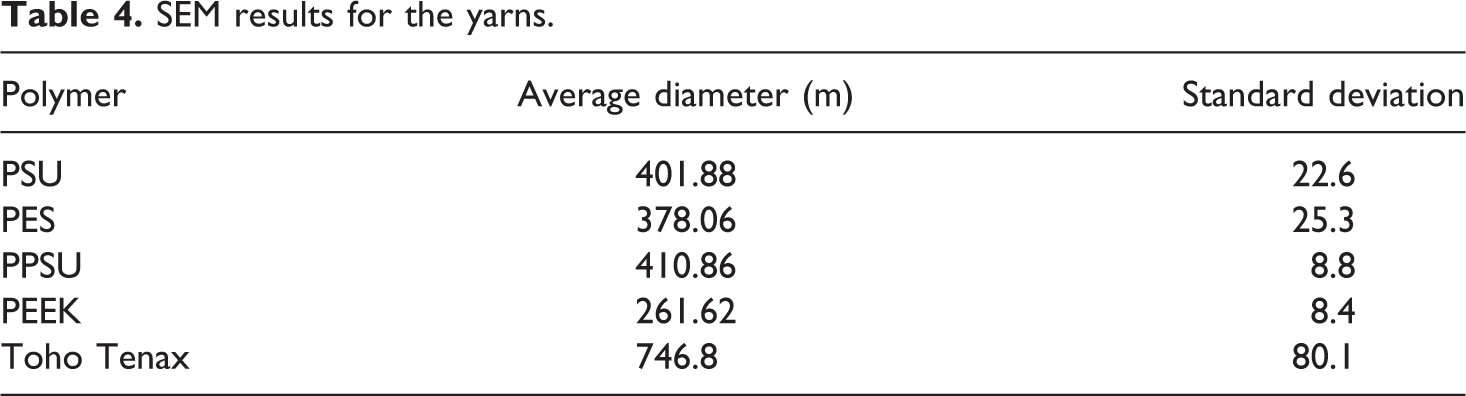
What is interesting from the SEM results is that despite the production technique for the yarn being as consistent as possible, there are some interesting variations in the diameter and the standard deviation of the yarns. Although the temperature of extruder was changed because of the different melting point of the polymers, it is not clear whether it is this change in temperature or whether it is due to the actual polymer itself (especially since the haul-off speed was kept constant). It would appear that of the yarns, the PPSU and PEEK are the most consistent in terms of diameter. The average diameter of the PEEK is significantly thinner than the other yarns, which is interesting since the temperature and processing conditions were at the same as the PPSU. SEM images of the Toho Tenax yarn can be seen in Figure 4(a) and the PSU yarn can be seen in Figure 4(b). The Toho Tenax fibre is made of a large number of filaments which are gathered into a thread, and two of these threads are wound together to form the yarn. Depending on how tightly these are twisted or compressed will determine the amount of space between the filaments and so the apparent diameter will change. This variation is part of the reason why the weight for a given length is used for calculations in textiles as opposed to the diameter.
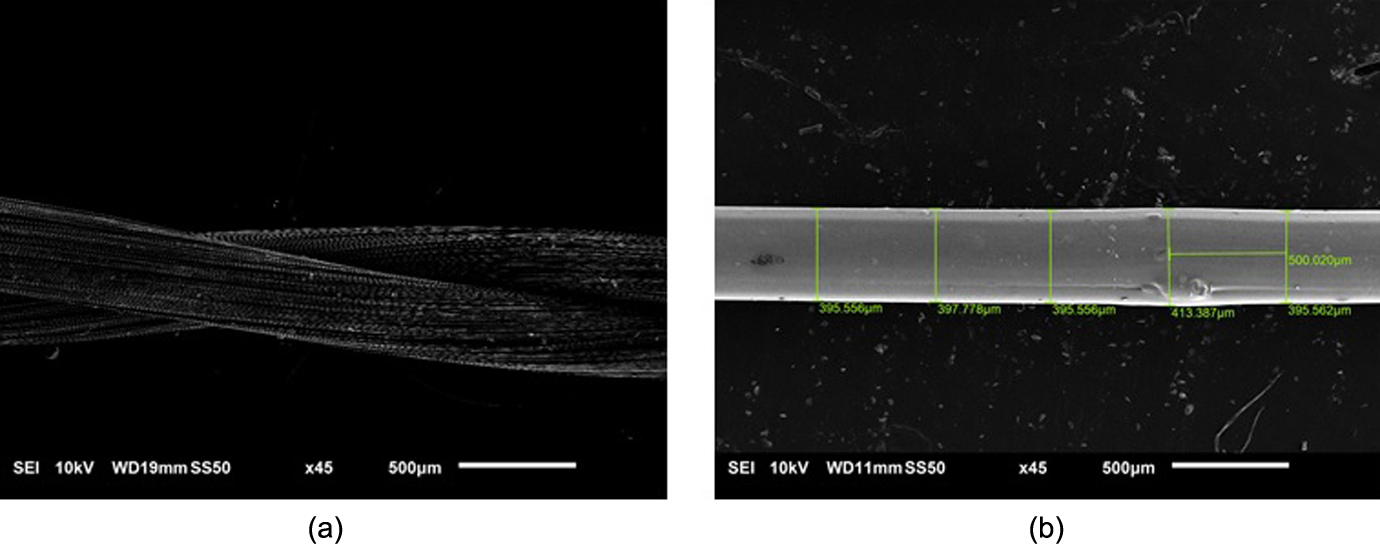
SEM of the Toho Tenax yarn (a) and representative image of the other yarns (polysulfone) (b).
The tensile testing of the yarns should reveal any differences between the yarn types and determine their suitability as a sewing yarn. A representative stress–strain curve for the PSU yarns can be seen in Figure 5. What is interesting is that despite the same material being used, the curves are different. For example, the straight fibre curve has a noticeable peak where the material transitions from elastic to plastic deformation while the other curves lack this. The likely explanation for this is that as the straight yarn reaches the yield point, the yarn has no option but to deform plastically, while for the knotted samples, the knot can also tighten (and absorb some of the load) and for the looped samples, the yarns are under the same load but each can deform independently and this could smooth out the transition between elastic and plastic regions. Each of the polymer yarns produced displayed the same basic trends so for the sake of saving space, it was decided not to include them in this article. A presentative stress–strain curve for the Toho Tenax yarn can be seen in Figure 6. It is clear that the Toho Tenax yarn behaves very differently from the thermoplastic yarns with little to no plastic deformation. The two sharp peaks in the curves are a result of one of the two strands which make up the fibre breaking. It is also clear that a single knot significantly impacts the behaviour of the yarn, and looping the yarn also reduces its performance compared to a straight fibre.
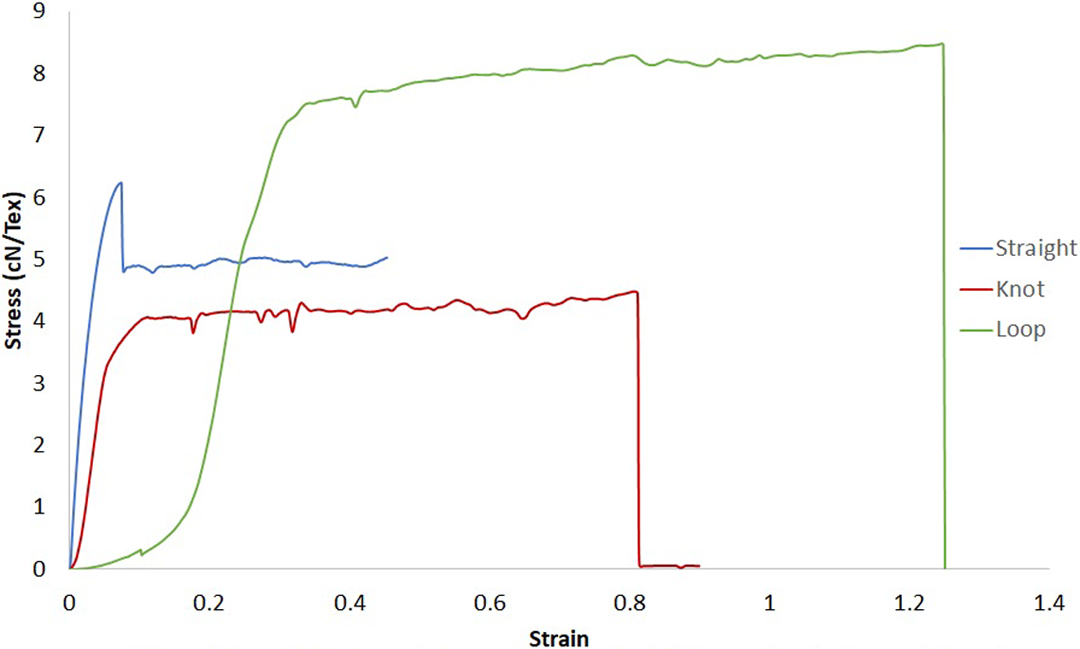
Typical stress–strain curves for the PSU yarns in the three different configurations. PSU: polysulfone.
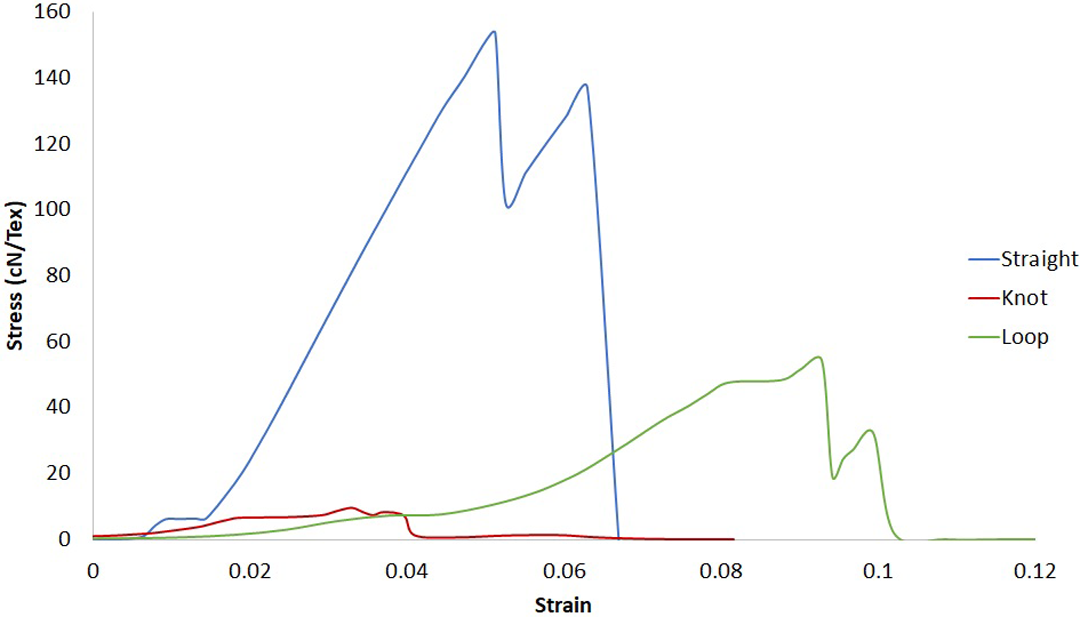
Typical stress–strain curves for the Toho Tenax yarns in the three different configurations.
The tensile behaviour of the yarns was characterized by means of Young’s modulus, the yield strength (where the polymer goes from elastic to plastic deformation), the ultimate tensile strength and the elongation at break. The results for the straight fibre, knotted fibre and looped fibres were plotted on the same graph to allow comparisons to be made. As the commercial Toho Tenax yarn had a much higher mechanical properties (at least as a straight fibre) compared to the thermoplastic yarns, the results were plotted on a separate axis so that the trends could be more easily seen. The results for the Young’s modulus of the yarns can be seen in Figure 7.
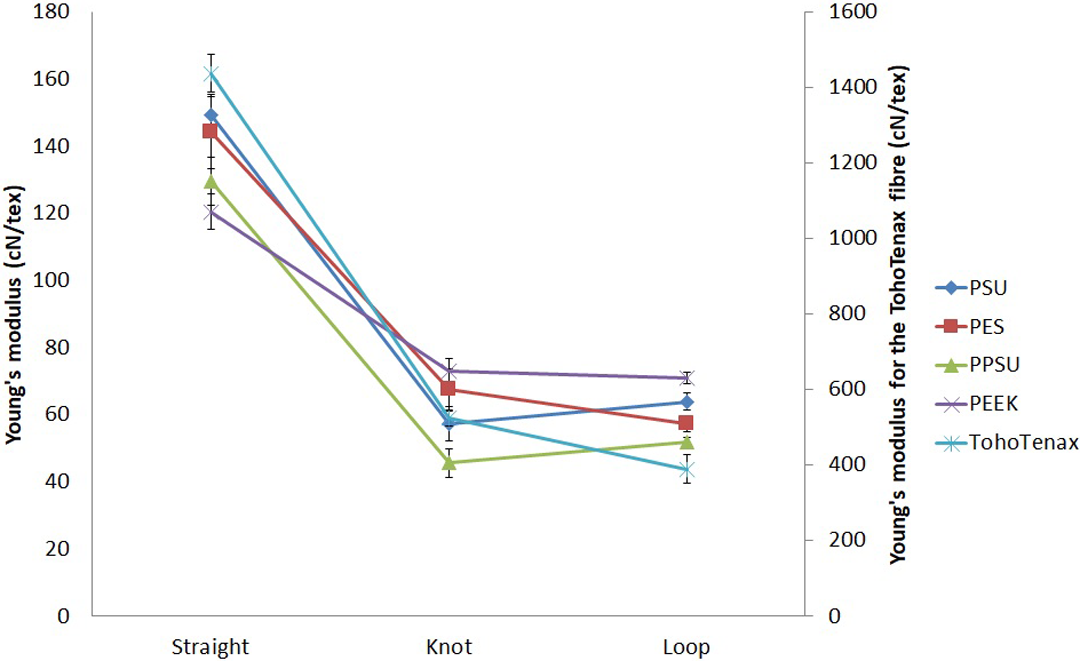
Effect of knotting and looping the yarns on the Young’s modulus.
From Figure 7, it is clear that all the yarns show the same trend. It would be tempting to suggest that the knotting and looping had a significant effect on the stiffness of the yarn. However, in the case of the knotted samples, the drop in the stiffness if more likely due to the fact that as a load is applied the yarn, the fibre can either stretch or else the knot can tighten. As there are two mechanisms, this means that the apparent stiffness of the yarn is reduced. In the case of the looped samples, the apparent reduction in the stiffness is attributed to the fact that the total length of the yarns is greater than with the straight fibre and the knotted fibre. In the looped samples, the yarns are looped around each other; so although the grip distance is still the same, the total length of the yarns is at least twice as long. In addition, although ideally both yarns would extend in the same manner, the yarns are sharing the load so often one would extend while the other would remain the same length. In the standard, there is no mention of a way to correct this, and measuring the exact length is problematic (although a pattern was used to ensure consistency, there were slight differences arising from the yarns moving slightly while the resin dried). There is not a method in the standard to adjust for this, and despite an extensive literature review, no papers were found which investigated the mechanical properties of the yarn as it was looped and knotted and so it is not possible to state definitively whether this is true for other potential sewing yarns.
The results for the yield strength of the yarns can be seen in Figure 8. What is apparent in Figure 8 is that unlike the values for the stiffness, the yield strength of the thermoplastic yarns is comparable with the commercial Toho Tenax yarn. In addition, from looking at the raw results, in the case of the thermoplastic yarns, there was not a clear transition between the elastic and plastic regions of the yarns in the knotted and looped yarns. This is attributed to the knot tightening, or in the case of the loop samples, the fact that the two loops would reach the plastic region at approximately the same time and this would obscure the transition. As a consequence, it is not clear whether the yield strength of the knotted thermoplastic samples decreased or whether it is due to the nature of the samples. This is true in the case of the looped samples as well, but it is interesting to note that the yield strength of the looped thermoplastic samples is approximately the same as that of the commercial fibre.
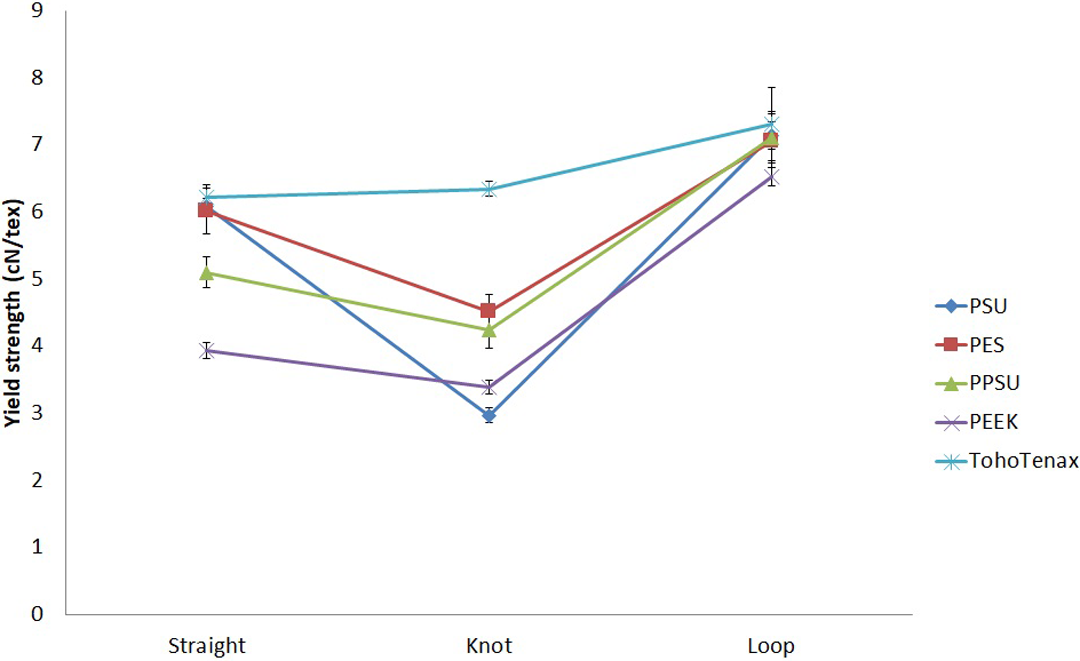
Effect of knotting and looping the yarns on the yield strength.
The ultimate tensile strength of the yarns can be seen in Figure 9. What is really interesting about these results is the significant drop in the ultimate tensile strength of the commercial Toho Tenax drops dramatically (by approximately 88%) when the yarn is knotted, while with the thermoplastic yarns, there is no significant change. The knotted commercial fibre has an ultimate tensile strength when knotted which is comparable to that of the thermoplastic yarns. What is also interesting is that in the thermoplastic yarns, the looped yarn showed an increase in the ultimate tensile strength compared to the straight fibre and the knotted fibre (which is attributed to the longer length of the fibres). However, in the case of the Toho Tenax yarn, there was a drop of approximately 60% of the ultimate tensile strength compared to the straight fibre. The exact reason for this is unknown, but it could be either because as the loop tightens, the yarns are twisted around each other tightly damaging the individual strands, or it could be because as the loops are pulled, the fibres rub against each other and this damages the individual strands and leads to early failure. This would seem to match what has been reported in literature with other commercial fibres such as Kevlar, 33 but no papers were found where the authors had tested the yarns using this method to assess their suitability prior to sewing. In their review paper, Mouritz and Cox report that often data are published without failure methods or material parameters, 14 so it is not possible to be definitive about what limitations the sewing yarns used by other researchers may have.
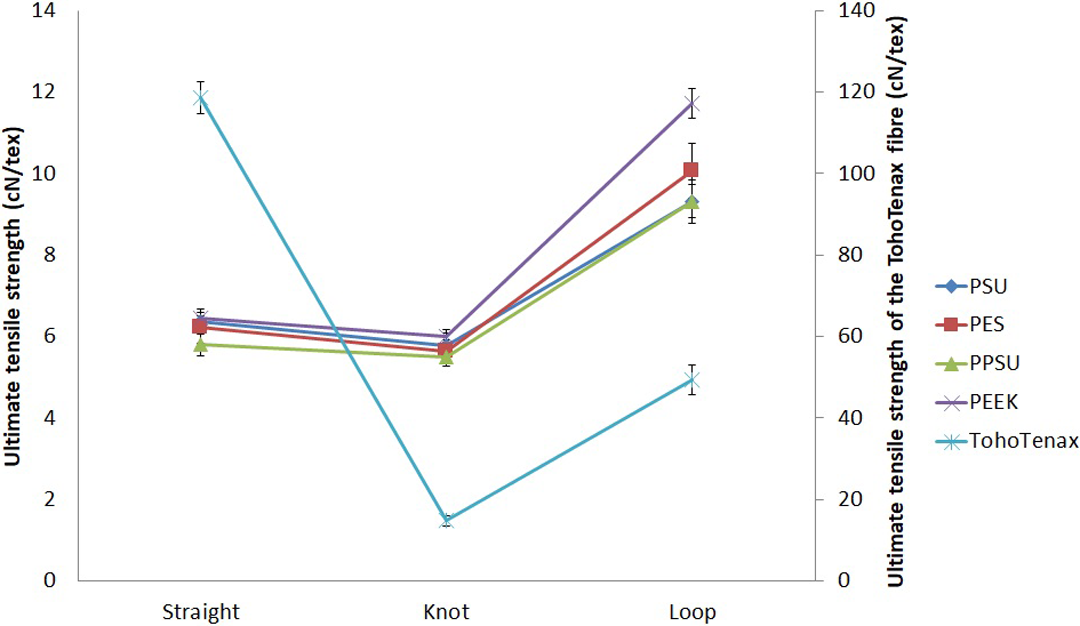
Effect of knotting and looping the yarns on the ultimate tensile strength.
By comparing the elongation of the yarns prior to breaking in Figure 10, it is clear that the thermoplastic yarns extend a great deal before breaking compared to the commercial yarn. The relative size of the error bars masks any small differences between the four thermoplastic samples but it is apparent that knotting and looping the fibre did not dramatically alter elongation at break. What is interesting though is that it does appear that with the exception of PEEK, the extra length of the looped samples does not seem to have a significant effect on the elongation at break. The fact that the thermoplastic yarns stretch by over 100% of their original before breaking is important as if the load applied to them during sewing is greater than the yield strength of the yarn, then they can stretch, while the commercial Toho Tenax fibre is more likely to break.
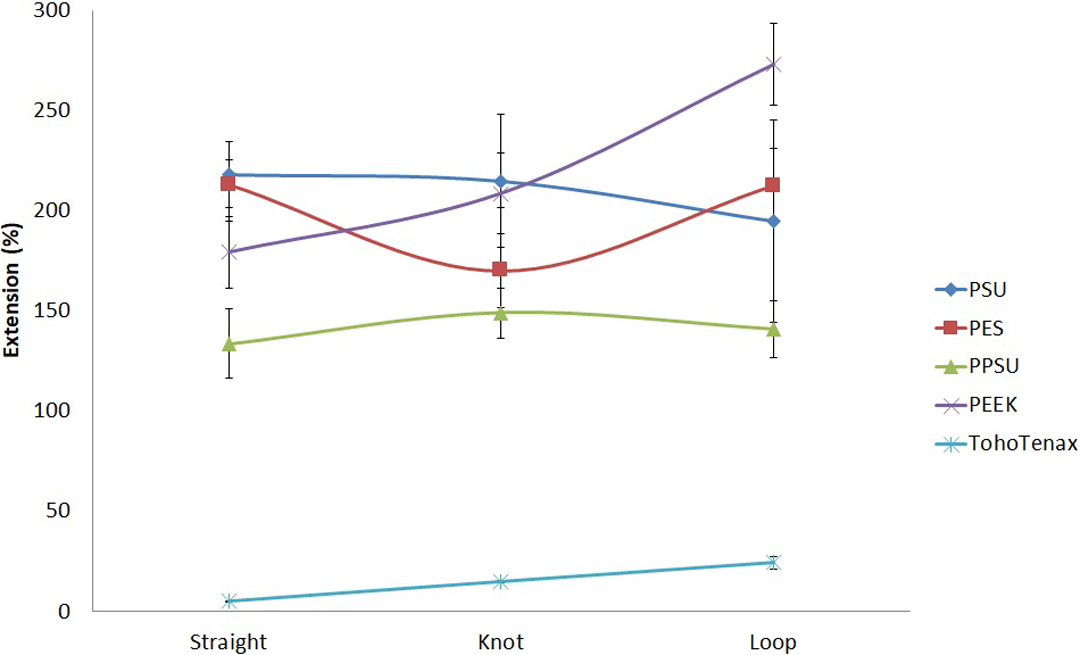
Extension of the yarns at break.
Rather than consider these results in isolation, it is worth combining them to get an overall view of the suitability of the material as a yarn. On paper, the high stiffness and the high ultimate strength of the commercial Toho Tenax yarn would appear to make it seem like the logical choice. However, the yield strength is little higher than the thermoplastic yarns made which coupled with the high stiffness means that the yarn has a small elastic region. As a result, during stitching, it is likely that the yarn will deform plastically or else break unless care is taken. Although the ultimate strength of the straight yarn means it is unlikely to break, when the fibres are looped and knotted, the ultimate tensile strength of the commercial yarn decreases significantly which means it is likely to break during sewing. The thermoplastic yarns though have a larger plastic region, do not seem to be affected by knotting or looping and have a much longer extension which means they are much less likely to be broke during stitching. 13,38,49
Based on these results, it is clear that the thermoplastic yarns seem to be better suited to sewing than the commercial Toho Tenax yarn. Some preliminary work was carried out with sewing, using a commercial ‘heavy duty’ sewing machine (Frister and Rossman GC0398). It was found that the commercial fibre was deemed to be too brittle for sewing applications, while the thermoplastic yarns were found to be easier to sew with. The sewing machine failed repeatedly during the initial testing. Planned testing using new equipment will validate this finding and test the delamination and impact resistance of the composites. Although the testing confirmed the suitability of the thermoplastic yarns for sewing, once consistent sewing of the laminates can be achieved, then impact testing and delamination resistance will be investigated.
Conclusions
Thermoplastic yarns have been created from PSU, PES, PPSU and PEEK by extrusion. Despite an extensive literature review, no other instances of these polymers being used to create a yarn for stitching applications were found. A commercial yarn was sourced from Toho Tenax for use as a control.
While there was some variation in both weight and diameter, it was found that the polymers could be made into reasonably consistent yarns. The yarns prepared using PPSU and PEEK showed the least variation in diameter.
The mechanical testing showed some interesting features. The Young’s modulus and the ultimate tensile strength of the commercial fibre were much greater than the thermoplastic yarns. The yield strength was found to be broadly similar to that thermoplastic yarns (which coupled with their high stiffness meant that during stitching, it is likely they would soon start to deform plastically), and when knotted or looped, there was a significant decrease in the ultimate tensile strength. This coupled with the fact that the commercial yarns did not extend much before fracture meant they were likely to break during stitching unless a great deal of care was taken. This was borne out by some preliminary sewing tests. Although there was some variation in the mechanical properties of the thermoplastic sewing yarns, there were much greater differences between the commercial yarn and the thermoplastic ones.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was funded by the Engineering and Physical Sciences Research Council (EPSRC): grant number EP/L02697X/1.