
Abstract
The goal of this research was improving the mechanical and physical properties of poly lactic acid (PLA) using cellulose nanofiber (CNF) as reinforcing and maleated PLA (PLA-g-MA) as a compatibilizer. PLA/nanocellulose composites were prepared through melt mixing with maleated PLA (5 wt%) and two levels of cellulose nanofibers (CNFs) (3 and 5 wt%) using twin screw extrusion. Nanocomposites fracture morphology, thermal properties, crystallization behavior, and mechanical behavior were determined as a function of cellulose nanofibers and PLA grafted on maleic anhydride content using scanning electron microscopy (SEM), atomic force microscopy, heat distortion temperature (HDT), impact, and tensile testing. The SEM micrographs confirmed the uniform dispersion of CNF within PLA matrix in the presence of maleated PLA. Among nanocellulose and compatibilizer, the latter one has better role in enhancement of nanocomposites HDT. Compatibilized nanocomposites (PLA/CNF5/PLAgMA5) exhibited maximum impact strength which was 131% higher than that of neat PLA. Compared to pure PLA, 138 and 40% improvements for the tensile strength and Young’s modulus can be obtained for the resulting nanocomposite with PLA/CNF5/PLAgMA5, respectively.
Introduction
Nowadays, great interest has been given to the development of composites based on biodegradable thermoplastic matrices. 1 Poly (lactic acid) (PLA) is one of the most studied polymeric materials in the last two decades; it is a biodegradable, compostable, and recyclable thermoplastic that has attracted a lot of commercial attention because it can be produced from renewable resources. 2 –4 Although PLA consumption and sales volume have increased in the last decade, its stiff and brittle properties and processing instability have been major drawbacks for extended commercialization. 5,6
There have been several studies to overcome brittleness problem of PLA. These studies especially concentrated on the blending of PLA with elastomeric materials such as synthetic and natural rubbers 7,8 and copolymerization with other monomer and using plasticizer. 9 –11 However, these researchers basically reported that although there were significant improvements in the ductility and toughness values, these blends sacrificed their strength and modulus values. 12 Another group of studies in the literature to improve mechanical properties of biopolymer PLA is the “nanocomposite” approach, that is, reinforcing of PLA with cellulose nanofibril and cellulose nanowhisker (CNW). 12 Cellulose nanofibers (CNFs) and CNWs derived from renewable biomass have attracted much interest as an alternative to reinforcements in composite materials. 6,13 –15
One of the developed processing methods is melt compounding. 6,16,17 The melt compounding of cellulose nanocomposites presents several challenges. 6,14,16 The major difficulties are to feed the nanocellulose into the extruder and achieve uniform dispersion in the polymer’s matrix. The nanocellulose composites have a very high surface area and have a tendency to aggregate when dried. That can be avoided by first mixing them in a suitable medium, either in a liquid, which is then fed into the extruder, or first dried and then extruded. 6,16
One challenge when using nanocellulose composites is that, due to their polar surfaces, it is difficult to disperse them uniformly in a nonpolar medium. 6 So, due to the low interfacial compatibility between polymer and filler, the main problem is represented by the poor dispersion of nanofibers in the polymeric matrix, which may result in lower final properties. 6,18,19 For this reason, researcher used some methods including nanocellulose surface modification or used compatibilizer to improve interfacial adhesion between polymeric and reinforcing phase. 1,20
Certain studies have reported on how to make the functional groups of PLA compatible with cellulose; one way is to graft maleic anhydride (MAH) onto PLA. 21 –24 For instance, Carlson et al. 25 firstly reported the preparation of maleated PLA (PLA-g-MA) and the morphology study showed that PLA-g-MA improved the adhesion in starch-filled composites. Petersson and Oksman 26 reported improved phase interaction and mechanical properties by the use of PLA-g-MA as compatibilizer in layered silicate nanocomposites. Plackett 27 showed enhanced adhesion has been reached in the PLA/wood fiber system with the addition of PLA-g-MA. 28
In the current study, CNFs extracted from linter dissolving pulp were used as a reinforcing agent for PLA matrix. Also, PLA-g-MA was used as a compatibilizer between apolar polymeric phase and polar reinforcing phase. The effect of CNF content (3 and 5 wt%) and PLA-g-MA (0 and 5 wt%) was evaluated on mechanical and thermal properties of composites. Scanning electron microscopy (SEM) analysis was used for studying surface fracture of PLA/CNF nanocomposites. Peak force tapping mode was used for obtaining quantitative nanomechanical (QNM) maps of the interphase in nanocomposite film.
Experimental
Materials
Matrix
PLA granule, 4042D grade (94% poly-
Reinforcement
CNFs were isolated from linter pulp using ultrafine grinder, MKCA 6-3, from Masuko (Japan). The rotor speed was 1500 r min−1. The suspension was passed through the grinder until a gel was formed. 29 For usage in melting process, CNFs dried in spray dryer (BUCHI B290, Postfach, Switzerland). Figure 1 shows the atomic force microscopy (AFM) image of the isolated CNFs. The size of the fibers was measured using NanoScope software, showing that almost 32% of cellulose nanofibers have a size within a range of 25–77 nm.
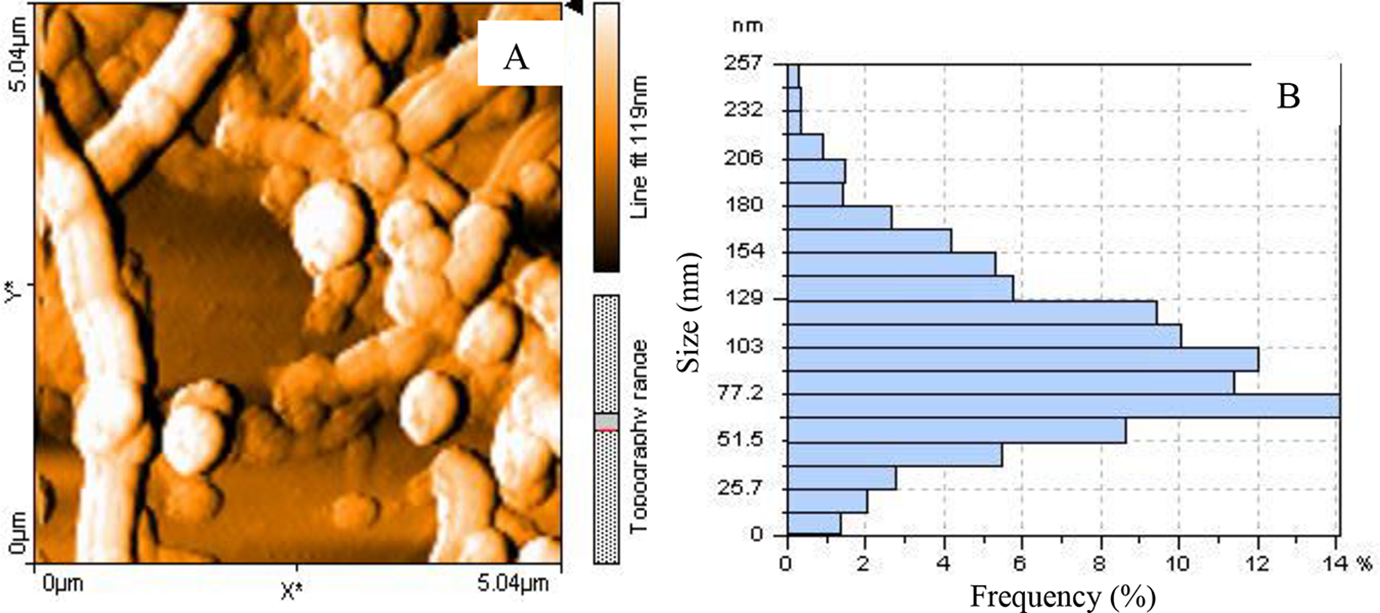
AFM image (a) and distribution size (b) profile of nanofibrillated cellulose (CNFs). AFM: atomic force microscopy.
Chemicals
Dicumyl peroxide (DCP) and MAH (briquettes, 99%) were purchased from Sigma–Aldrich (St. Louis, Missouri, USA).
Preparation of maleated PLA (PLA-g-MA)
The PLA-g-MA was prepared in an intermixer, Brabender Plasticorder (Brabender Messtechnik GmbH Co., Duisburg, Germany), at 190°C with a rotor speed of 60 r min−1. 5 The PLA was melted for 2 min and then DCP (0.2 phr) as an initiator was added and mixed for 3 min. The reaction with the MAH (3 phr) continued during mixing for another 5 min. The PLA-g-MA, yellow color strips, was taken out and ground into small pieces with a grinder.
Nanocomposite fabrication
Nanocomposites were manufactured using a twin screw extruder, Coperion Brabender TSE 20 (Brabender Messtechnik GmbH Co., Duisburg, Germany). The first step was compounding of masterbatch by extrusion and the second was dilution of the masterbatch to different nanocomposite compositions using extrusion. 30
Masterbatch
Based on the method presented by Hassan et al., PLA, spray-dried CNFs, and PLA-g-MA were dry mixed and melt compounding using a twin screw extruder, Coperion Brabender TSE 20 with a screw speed of 100 r min−1 and the temperature profile was varied from 160°C at the feeding zone to 185°C at the die. PLA-g-MA content was constant, 5%, and the CNFs content was 7% of PLA total weight. Pure PLA was also processed with the same parameters and used as a control sample.
Nanocomposite processing
Nanocomposite with 3 and 5 wt% CNF (with or without PLA-g-MA) was diluted from masterbatch with neat PLA. The extruded pellets were dried at 55°C for 6 h prior to injection molding (Haake MiniJet II, Paya, and Iman machines) of the test specimens according to ASTM, D638 type 5, testing method. The barrel temperature of the injection molding machine was set at 190°C. The injection-molded specimens were used for evaluation of the mechanical and thermal properties.
Characterization
Scanning electron microscopy
The microstructures of nanocomposites were investigated using SEM. Cryo-fracture surfaces were analyzed in Hitachi S-4700 (Schaumburg, IL, USA). The acceleration voltage was 0.5 kV and samples were sputter coated with carbon to avoid charging.
Atomic force microscopy
AFM PeakForce QNM was used to investigate nanolevel mechanical properties of neat PLA, nanocellulose, and QNM map in nanocomposite interphase. Detailed description of PeakForce QNM mode is shown elsewhere. 15,31 AFM images of neat PLA and PLA composite films were captured in air under ambient by Silicon AFM probes. Nominal spring constant and tip radius of probe were 20–80 N·m−1 and 5–12 nm, respectively. The AFM images consisted of 512 × 512 pixels. Scanning rate was changed according to the scan size and was <1 Hz at all times. The elastic modulus was calculated by NanoScope software using the Derjaguin–Muller–Toropov model. 32 AFM data analysis and image processing were made with NanoScope software version 1.20.
Heat distortion temperature
The HDT tests were conducted (MP3, HDT-Vicat Analyzer; Atsfaar, Italy) according to ASTM standard D648. The specimens were analyzed in flexural mode using rectangular specimens of dimension (127 × 12.7 × 3 ) mm with a load of 0.455 MPa and heating rate of 2°C min−1.
Mechanical properties
The tensile tests were performed using a universal testing machine, Hounsfield H25KS (Benchtop Materials Tester, Manchester, UK), with a load cell of 10 kN and with a crosshead speed of 3 mm min−1. The injection-molded specimens (ASTM, D638 type 5) were used for tensile testing and the gauge length was 30 mm. The elastic modulus was calculated from the initial part of the slope from stress–strain curves. At least five test samples were tested for each material and the average values are presented.
Unnotched Izod impact strength was measured on PLA/nanocellulose nanocomposites and neat PLA based on ASTM D256. Rectangular bars of 64 × 12.7 × 3 mm3 were sawn from injection-molded sheets.
Results and discussion
SEM of fracture surface of nanocomposites
SEM micrographs of fractured surfaces of the PLA and its nanocomposites are shown in Figure 2. The goal was to provide information about distribution of reinforcing phase in the matrix because any CNF aggregates were visible in the fractured surfaces. As shown in Figure 2, a smooth surface was observed for the pure PLA.
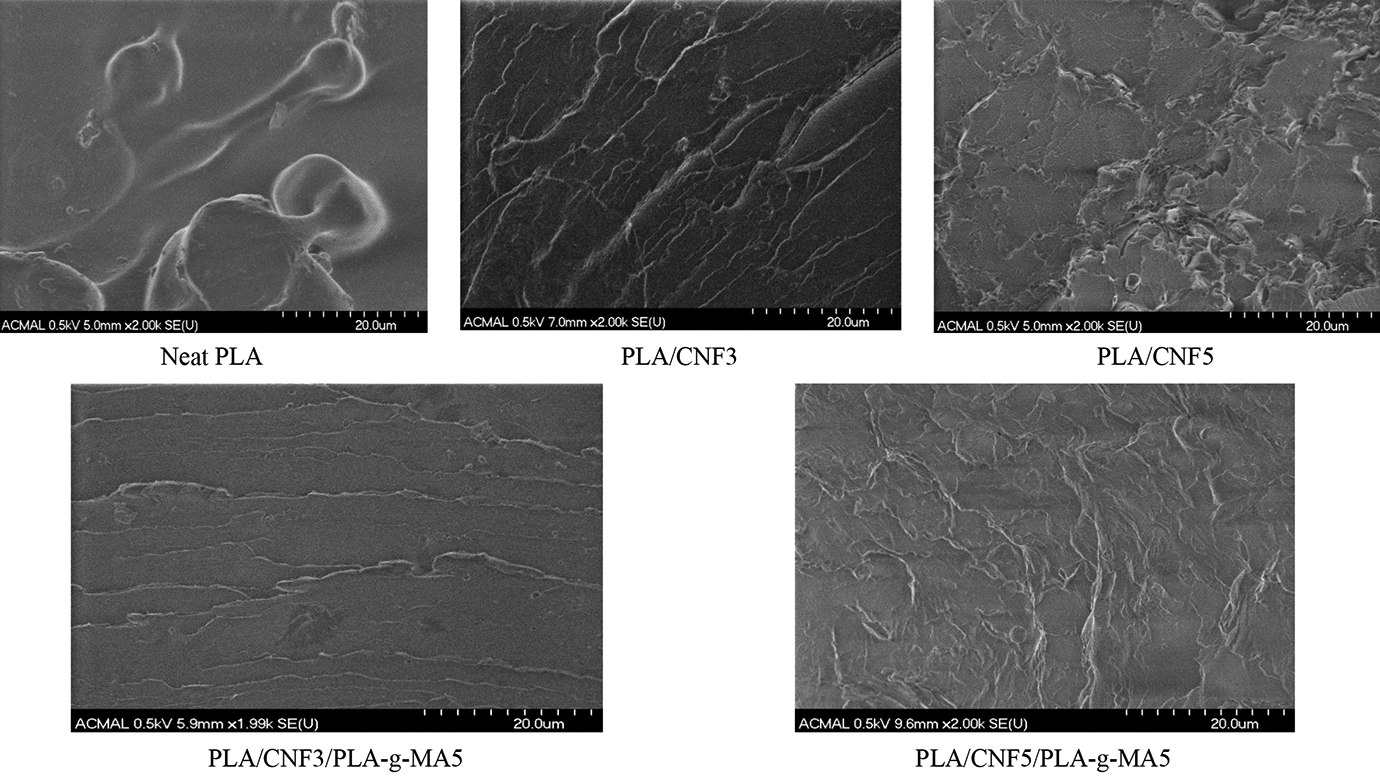
Fracture surface of PLA/NFC composite with and without PLA-g-MA (Mag. 2000×). PLA: poly lactic acid.
Compared to pure PLA, the surface of the nanocomposites with compatibilizer showed no visible aggregation which signals good dispersion and homogeneity in composite. But the nanocomposite with 3 and 5 wt% CNF (PLA-CNF5) had a rougher surface compared to those with compatibilizer which is contributed to small aggregates of CNFs. Generally, a relatively good dispersion was achieved in composites with 5% PLA-g-MA. This improved adhesion is due to coupling of the anhydride groups in the PLA-g-MA, with the hydroxyl groups on the fiber surface of the nanocellulose via hydrogen bonding and is the reason why the tensile and flexural strength was improved to match that of the neat PLA. 33 Based on Dogu and Kaynak, 12 using PLA-g-MA copolymer compatibilization not only improved the distribution uniformity of MCCs but also decreased the level of their debonding and pulled out from the PLA matrix.
Nanomechanical and interphase properties by AFM
AFM modulus and profile images of neat PLA, CNFs, and nanocomposite are shown in Figure 3(a) to (c). PLA has average modulus nearly about 2 GPa in the range of 1.4–2.8 GPa. High modulus areas in PLA matrix can be related to the growing crystallites consisting of inclined stacks of lamellae. 15 CNF also has modulus of elasticity in the range of 5.5–19 GPa and its average of modulus is about 12–16 GPa. Modulus image of nanocomposites containing PLA/CNF5/PLA-g-MA5 and its profile is presented in Figure 3(c). The cellulose fibers can be detected by QNM technique due to their significantly higher modulus than that of polymeric matrix. 15,3 1 From the polymer matrix to the CNF surface, the average elastic modulus increased from 2.5 GPa to 10 GPa. Hence, some parts of modulus profile have average elastic modulus of 2–2.5 GPa which is attributed to polymeric matrix. Other parts of the profile that are containing elastic modulus higher than 10 GPa are related to CNFs.
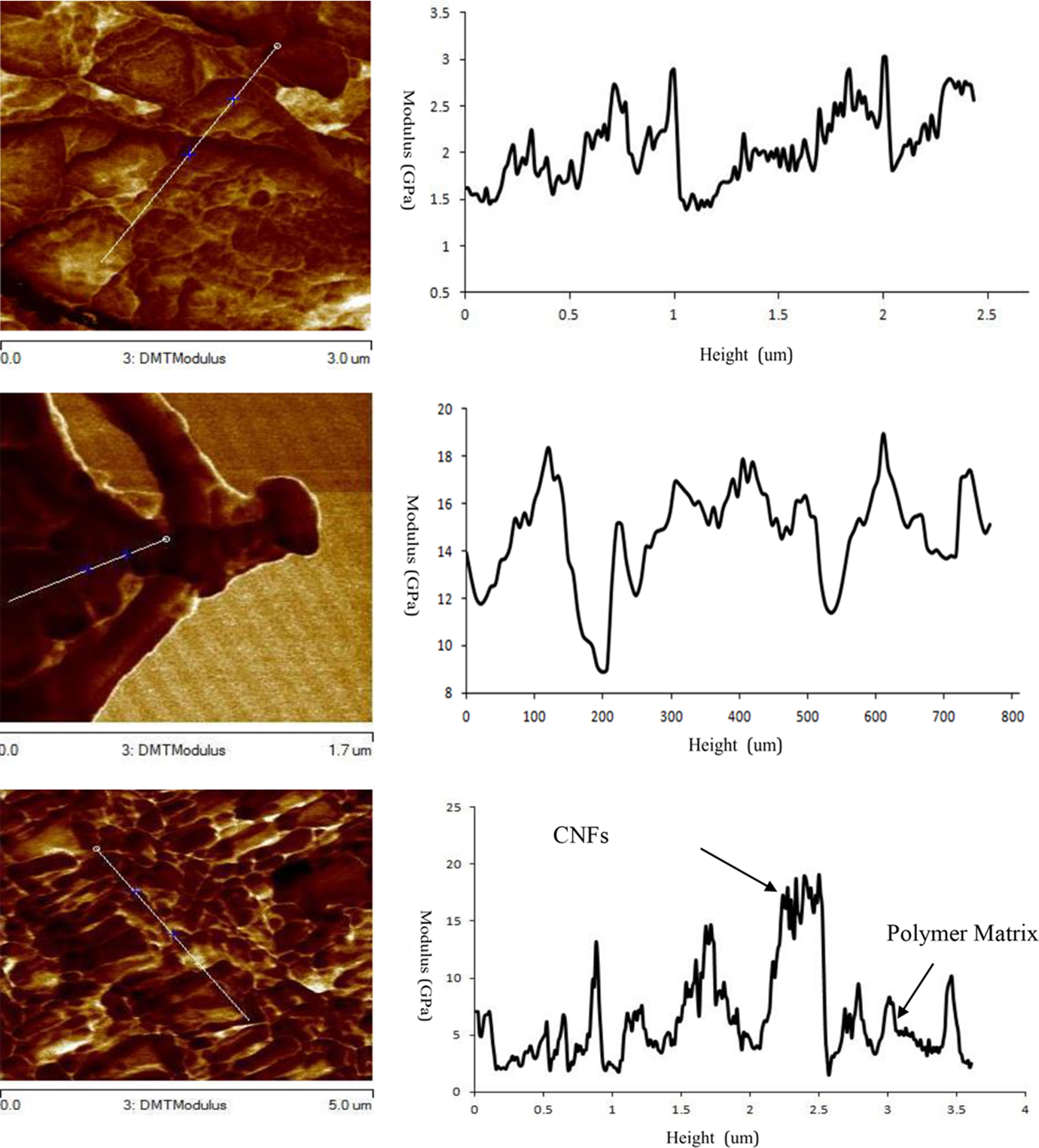
AFM image and modulus profile of neat PLA (a), CNF (b), and nanocomposite containing PLA/CNF5/PLAgMA5 (c). AFM: atomic force microscopy; PLA: poly lactic acid.
Heat distortion temperature
Table 1 shows HDT of neat PLA and PLA-CNFs composites with and without compatibilizer. It has shown that by adding 3% of CNFs, HDT is increased from 52.3°C to 54°C by amount of 3.25%. Furthermore, HDT is increased by increasing level of 3–5% of nanocellulose from 54°C to 55.2°C. But by adding 5% compatibilizer to nanocomposites with 3 and 5% nanocellulose brought a change in nanocomposites HDT and caused increasing by amount of 9 and 16.6% compared to PLA neat, respectively. In fact, compatibilizer can improve interfacial adhesion between the nanocellulose and the PLA matrix. 34 It is very difficult to achieve high HDT enhancement without strong interaction among the fillers and polymer matrix. These results suggest that the improvement in HDT in PLA originates from the better reinforcement by the dispersed phase of cellulose and their intercalation within the PLA matrix. 35 Other research showed that enhancement of HDT may be attributed to the better dispersion of cellulose fiber within PLA matrix through modified fiber, compatibilizer, or high molding temperature. 34 –37
HDT of PLA-CNFs composite.
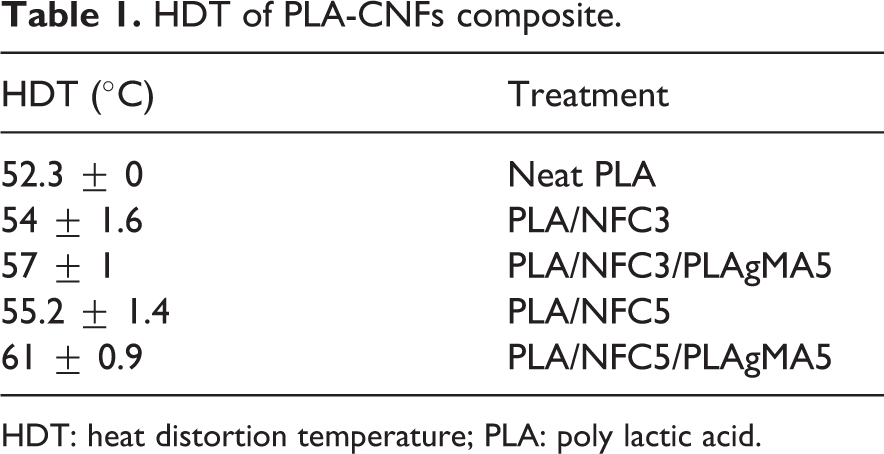
HDT: heat distortion temperature; PLA: poly lactic acid.
Mechanical properties
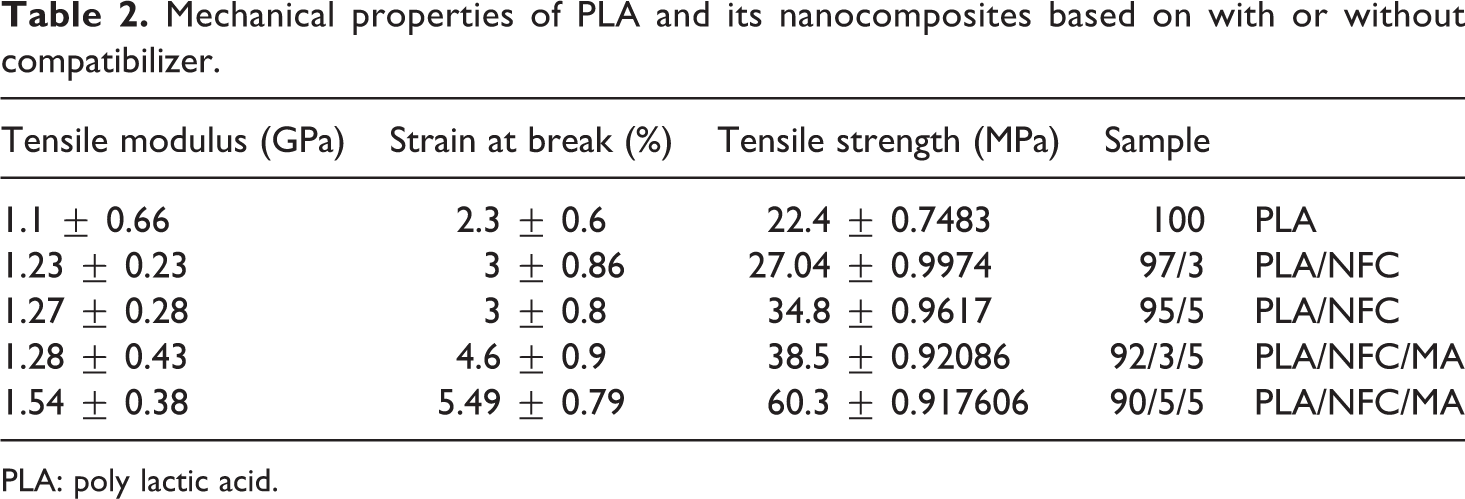
Effects of CNF content and PLA-g-MA compatibilization on the strength and modulus of PLA were investigated by tension tests. Figure 4 shows stress–strain curve of neat PLA and CNF/PLA composite (with and without compatibilizer) separately. The corresponding measurement data are represented in Table 2. The tensile properties indicated that the strength and modulus were improved with increased CNFs contents. Other researchers reported similar improvement in PLA/CNFs tensile strength and modulus by adding CNFs in PLA matrix. 6,12,13,38,39 Tensile strength and strain at break (%) of PLA/CNF(5) show 46 and 52% improvement over pure PLA. It hasn’t seen any improvement in strain at break by increasing CNF content from 3% to 5%, while tensile modulus and strength are increased by the amount of 3.3 and 21%, respectively. It might be happened due to some extent agglomeration of CNF 5% in polymeric matrix. 39 PLA-g-MA might be caused to significant improvement in tensile strength, modulus, and strain at break of nanocomposites containing 3 and 5% CNFs. By incorporation of the 3% of PLA-g-MA into PLA nanocomposite containing 3% CNF, the tensile strength, modulus, and strain at break were improved by the amount of 42.3, 4, and 53.3%, respectively. This increase may be due to effect of compatibilizer on the improvement of interfacial adhesion between two phases: CNFs and PLA matrix.
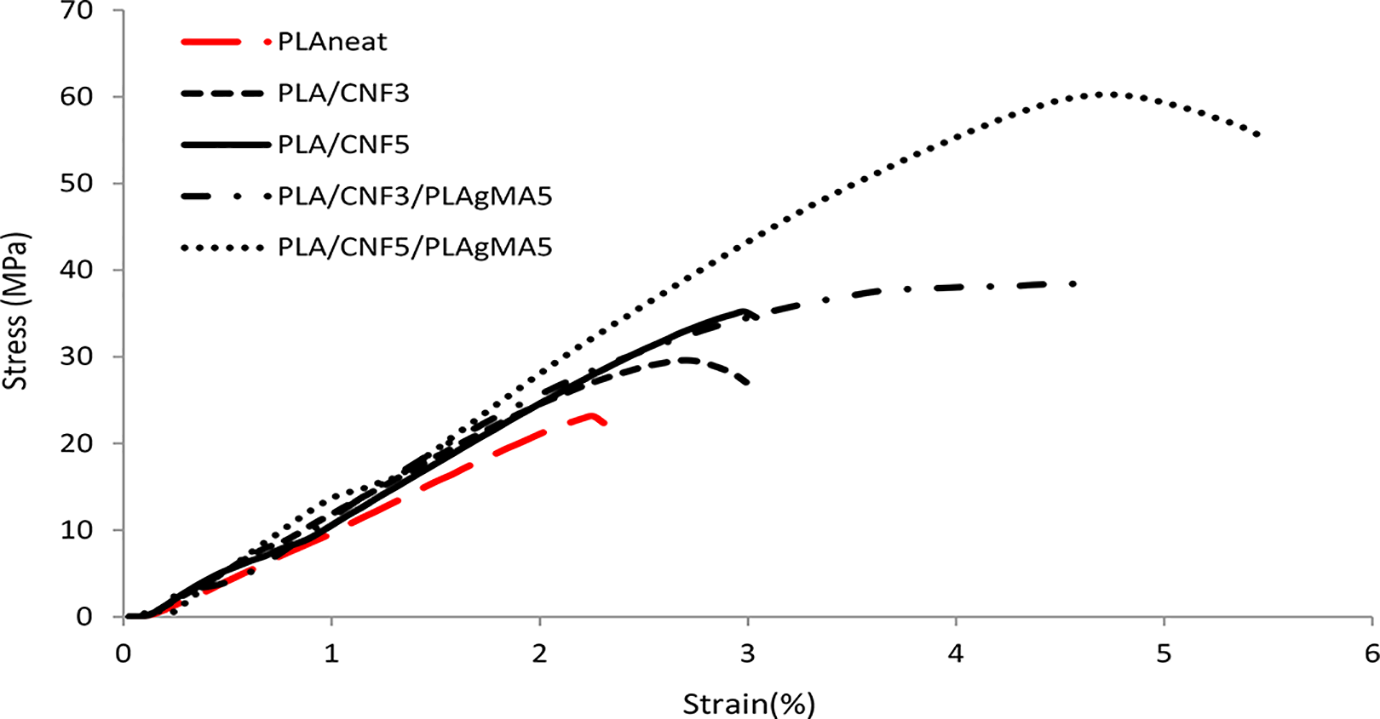
Tensile stress–strain curves for PLA/nanocellulose composites. PLA: poly lactic acid.
Mechanical properties of PLA and its nanocomposites based on with or without compatibilizer.
PLA: poly lactic acid.
Also, nanocomposite containing PLA/NFC5/PLMA5 showed the largest improvements in the tensile strength, modulus, and strain at break of all the prepared materials: 169, 40, and 138% in comparison to those of pure PLA. This behavior can be explained by the creation of strong hydrogen bonds between cellulose nanofibers and PLA which contributes to good dispersion of nanofibers in the matrix and causes superior load transfer from the matrix to reinforcement. 16,40
Be noted that the differences in the reinforcing effects of other nanofibers and linter pulp nanofibers, used in this work, could be ascribed to different processing techniques and conditions for isolation of the fibers and also the fact that cellulose nanofibers from different plants have different characteristics. 41
Impact strength
As shown in Figure 5, adding CNFs in 3 and 5% to PLA matrix led to decrease in impact strength of PLA/CNF composite. Also, increasing CNFs content from 3 to 5% hasn’t shown any significant improvement in impact strength. The greatest impact is related to sample that is containing 5% CNF and 5% PLA-g-MA. Compared to neat PLA, it shows 131% of increase in impact strength. This is due to CNFs reinforcement and strong interfaces, which results from PLA-g-MA addition. Because of good adhesion, CNFs are able to transfer stress better. 23,42
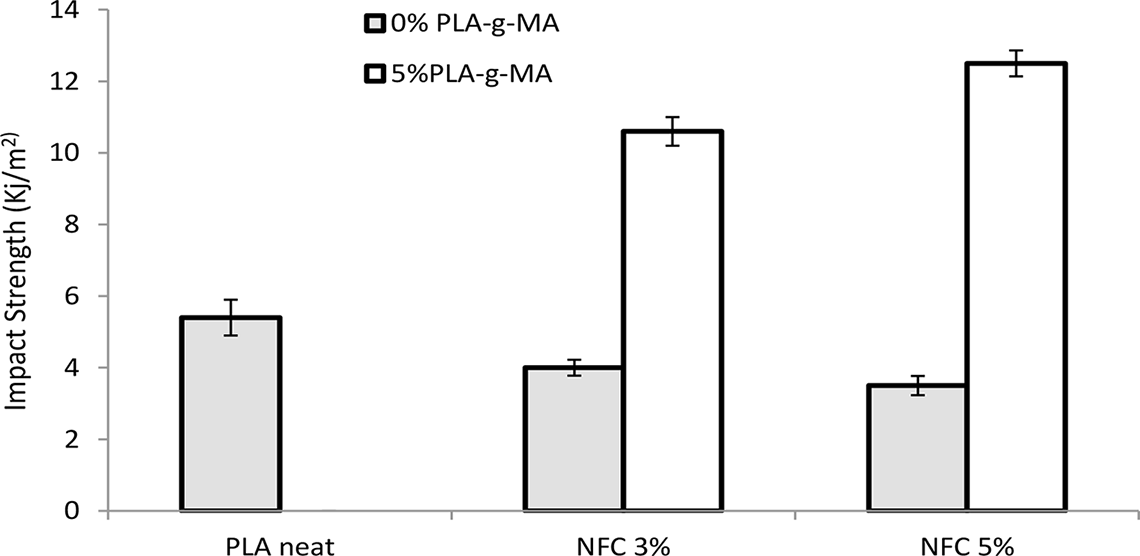
Impact strength of nanocellulose/PLA composites. PLA: poly lactic acid.
Based on other research, adding a compatibilizer to the composite further improved the impact strength. 43 The trend of the results in case of using PLA-g-MA is somewhat similar to those reported in previous work, where MCC was used with PLA matrix. 12
Conclusion
This study showed that the CNFs can be used in high-temperature extrusion processing using the masterbatch. PLA-g-MA was used as an additive to facilitate interaction between CNFs and matrix and to improve mechanical and thermal properties for PLA.
The morphology studies of PLA and its nanocomposites showed that a relatively good dispersion was achieved as no CNF aggregates were visible in the fracture surfaces of the PLA-CNF3 and PLA-CNF5 with PLA-g-MA nanocomposites. Nanomechanical properties of the nanocomposites were exhibited PLA containing a lower gradient in mechanical properties compared to CNF.
The HDT study indicated that PLA-g-MA had positive effect on thermal stability of PLA/CNF composite.
Mechanical tests pointed out that adding 3 and 5% nanocellulose did not improve impact strength of nanocomposite compared to neat PLA, while using PLA-g-MA improved nanocomposite impact strength significantly. In particular, with regard to sample containing PLA/CNF5/PLA-g-MA5, this increment would be 131%.
The evaluation of the tensile properties of the PLA and its nanocomposite showed a trend that the tensile strength, modulus, and strain at break were improved with increased nanofiber content and applying 5% PLA-g-MA. The tensile strength of the PLA was increased from 22.4 MPa in neat PLA to 60.3 MPa with the addition of 5 wt% CNF and 5% PLA-g-MA, and also a 40% increase in tensile modulus was observed.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.