
Abstract
Low-density polyethylene single-polymer composites (SPCs) reinforced with sandwiched ultrahigh-molecular-weight polyethylene woven fabric were prepared by insert injection molding. The process combines aesthetic and processing advantages. A processing temperature window (135–155°C) of a very short cycle time (less than 30 s) could be realized. The mechanical properties and morphologies of the samples were evaluated. The results suggested that the polyethylene SPCs were prepared successfully with concurrent increases in flexural strength (∼57%), tensile strength (∼164%), and impact strength (∼69%). The effects of different processing parameters including the nozzle temperature, injection pressure, injection speed, and the holding time were discussed. Numerical simulation results were used in the analysis.
Keywords
Introduction
Among polyolefin, polyethylene (PE) is one of the most widely used plastics, as the molecular structure of PE is simple and PE has good chemical resistance and processing properties. PE can be classified into ultrahigh-molecular-weight polyethylene (UHMWPE), high-density polyethylene (HDPE), low-density polyethylene (LDPE), and so on. However, the poor mechanical strength and the tremendous shrinkage of PE limit its application. The method of adding the modified fiber can effectively improve the mechanical properties of PE, therefore, the fiber-reinforced PE composites have a wide range of application in industrial production. However, the differences between the matrix and reinforcement in conventional fiber-reinforced PE composites (glass fiber, carbon fiber, etc.) severely limit the recycling of these kinds of materials. Single-polymer composites (SPCs) can solve this problem effectively. SPCs, whose matrix and reinforcement come from the same polymer, were first prepared based on PE by Capiati and Porter in 1975. 1 The advantages of SPCs include easy recyclability, low density, and good interfacial bonding when compared with the traditional fiber-reinforced polymer composites. However, the processing temperature window of the existing main methods of preparing PE SPCs such as hot compaction of fibers or tapes, 2 –5 solution impregnation, 6 –11 and film stacking 12 –15 is all narrow. Besides, the disadvantages of these methods such as long preparation cycle and products with simple or small shapes limit the wide application of PE SPCs. Therefore, many efforts are in progress to produce injection-moldable SPCs 16 because injection molding has many benefits such as high molding speed, a wide choice of thermoplastic materials, high molding precision, producing products efficiently with large scales and complex shape, and so on. However, the matrix and the reinforcement of SPCs come from the same polymer, which causes the fiber to melt easily when the fiber/matrix mixture is fed into a heated barrel in the traditional injection molding process. Therefore, it is necessary to develop a special injection molding process to prepare SPCs. The technique of injection-molded preimpregnated pellets was developed by Kmetty et al., 17 and it was used to prepare polypropylene (PP) SPCs successfully. However, there is still no injection molding process to prepare PE SPCs, except the insert injection molding which was used to prepare PP SPCs previously. 18 –20 We investigated the feasibility of preparing one-component HDPE SPCs by insert injection molding, 21 but incomplete infiltration due to a very low temperature at the cavity wall led to bad surface appearance and affected the quality of final products.
In order to obtain acceptable surface aesthetics and mechanical properties, further work is proceeded using PE as a model system in this article. The inserted woven fabric is fixed in the middle of the mold cavity by a clamping force and then the molten matrix is injected into the cavity. Compared with the previous study, 21 the fabric could be melted easily because the temperature in the middle of the cavity is very high and could stay longer. Thus, in order to have enough processing temperature window, LDPE is used as the matrix and the UHMWPE fabric is chosen as the inserted reinforcement in this article. The mechanical properties of the samples are tested. The effects of different process conditions are investigated. Numerical simulation is used to analyze the insert injection molding process. The morphological properties of the PE SPC samples are observed.
Experimental
Materials
LDPE granules (model number: 868-000, SINOPEC Co., Maoming, China) with a density of 0.9205 g cm−3 at room temperature and a melt flow index of 50 g/10 min were used as the matrix. The UHMWPE fabric was supplied by AIDI Polymer Materials Co., Ltd. (Shandong, China). It was weaved in a plain structure and each yarn consisted of 300 fibers. The densities of the warp and weft are 55 threads/10 cm and 93 threads/10 cm, respectively.
Differential scanning calorimetry
A differential scanning calorimeter (DSC-60, Shimadzu) was used to study the melting and crystallizing processes of the PP granules and the PP fabric. They were heated from 30°C to 170°C at a rate of 10°C min−1 and held for 2 min at 170°C in order to erase the thermal history and then cooled to 30°C at a cooling rate of 10°C min−1.
Polarized light microscopy
In order to know the influence of injection process on the fiber, the UHMWPE fibers were heat treated with LDPE melt to simulate the process of fibers contacting the hot melt during injection molding. The fiber that had the same thermal properties as the fabric was supplied by Tongyizhong Specialty Fiber Technology and Development Co., Ltd. (Beijing, China). One granule of LDPE was put on a glass slide and heated at 180°C. Another glass slide was used to press the melted granule into a flat flake and then it was held on the heating platform at a temperature of 180°C for 2 min to erase the thermal history. The slide with the flake was then moved to another heating platform. Different temperatures (135°C, 145°C, and 155°C) were used in the second heating platform. The fiber was submerged into the melt for several seconds and then the slide with the sample was taken away from the platform and the sample was cooled to room temperature. In order to simulate the shear between the matrix and fiber during injection molding, the fiber was put into the melt and directionally pulled 1 cm in about 1 or 2 s. At last, the polarized light microscopy (POM) samples were observed by a polarizing microscope (BX53; OLYMPUS [Tokyo, Japan]).
Composites preparation
The PE SPCs with sandwiched fabric were prepared at different processing conditions using an injection molding machine manufactured by L.K. Machinery Co., Ltd. (HongKong, China). In the process of insert injection molding, the UHMWPE fabric was preplaced like an insert on the wall of the moving mold plate above the half cavity and then it was fixed in the middle of the whole mold cavity after mold closing (see Figure 1). A clamping force could clamp the woven fabric tightly. The LDPE granules were melted under the effects of heat and shear force provided by the barrel and screw, and then the melt was injected into the cavity under an injection pressure in 1 s. The next stage was packing phase. The holding pressure was 80% of the injection pressure. The mold was at room temperature. In the end, the material in the cavity was cooled down and solidified for a cooling time of 15 s, and then the PE SPC products could be removed after opening the mold. The unnecessary parts of the woven fabric were removed by a knife. The injection molding parameters are shown in Table 1. Non-reinforced PE samples were also compared. At least five samples were prepared for each group.
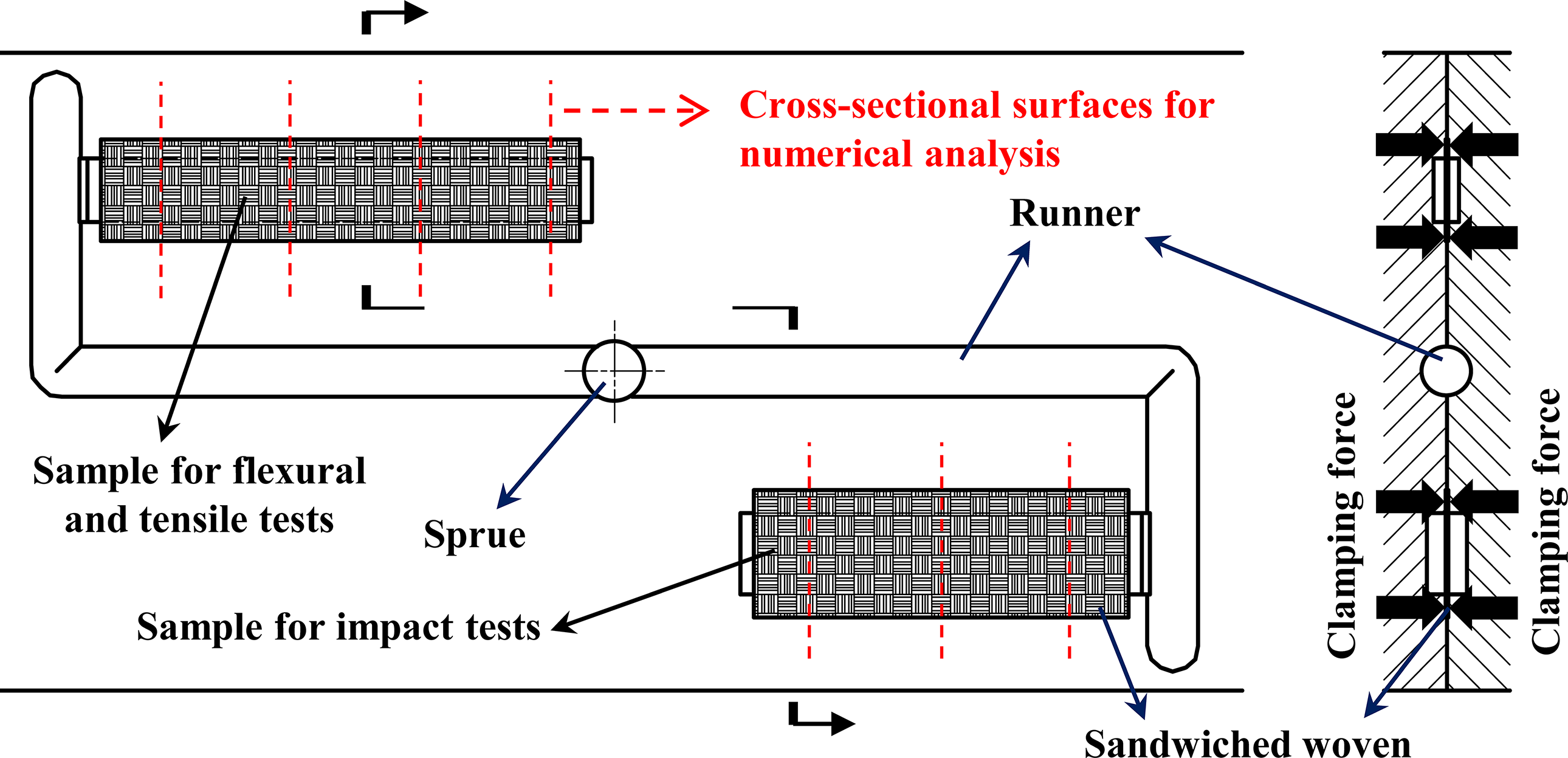
Schematic of the mold for insert injection molding of PE SPCs. PE: polyethylene; SPC: single-polymer composite.
Injection molding parameters of the experiments for the production of samples.
The values in bold indicate the value change for each parameter respectively.
Numerical simulation
Temperature is the most important influential factor for the realization of SPC production. In order to know the temperature profile in the mold cavity during injection molding, a numerical simulation was carried out with the professional injection molding simulation software Moldex3D (CoreTech System Co., Ltd., Taiwan, China), and a special module of insert injection molding was used. The injection molding parameters used are all listed in Table 1.
Mechanical tests
The samples of PE SPCs were in standard transects for the flexural test and the impact test in accordance with ASTM-D790 and ASTM-D256. The flexural tests were carried out on a universal testing machine (XWW-20Kn) made by Jinshengxin Testing Machine Co., Ltd. (Beijing, China). The sample dimensions were 80 × 10 × 4 mm3. The span length was 64 mm and the loading velocity was 17.067 mm min−1. After the bending tests, the tensile tests were carried out with a crosshead speed of 5 mm min−1 and a gauge length of 40 mm. The Izod pendulum impact tests were carried out using an impact testing machine (HIT-2499) made by Jinjian Testing Instrument Co., Ltd. (Chengde, China). The sample dimensions were 63.5 × 12.7 × 6.4 mm3. The gap of 2.54 mm depth was notched by a notching machine (JJANM-21) and the distance between the gap and one end of the sample is 31.8 mm. At least five samples were tested for each group.
Morphological observation
The PE SPC sample with a maximum impact strength was used for morphological observation. The sample was freeze-fractured in liquid nitrogen. Before the observation, the cryofractured surfaces were coated with thin layers of gold. The JSM-6301F (JEOL, Tokyo, Japan) scanning electron microscope (SEM) was used with an accelerating voltage of 15 kV.
Results and discussion
Processing temperature for the insert injection molding
An appropriate processing temperature window needs to be determined before manufacturing the products by injection molding. The fibers should not be totally melted and the flow property of the matrix should be maintained during the process for the injection temperature to have a great influence on the properties of the products. The thermodynamic properties of LDPE granules and the UHMWPE fabric were then tested by DSC. The melting temperature can be obtained, based on which the suitable range of the injection temperature could be determined. Figure 2 shows the DSC thermograms of the LDPE matrix, UHMWPE fabric, and the fiber. The peak melting point of the LDPE matrix is at 110.98°C. The injection temperature must be at least 20°C higher than the melting point of the polymer. In order to maintain the flow property of the matrix, the lower limit of the injection temperature is 135°C. Because of the presence of different crystalline morphologies in the UHMWPE fabric with high draw ratio, two peak melting points occurred during the increasing phase of temperature, one peak melting point is at 147.35°C and the other one is at 153.07°C. The fiber has the same thermal properties as the fabric.
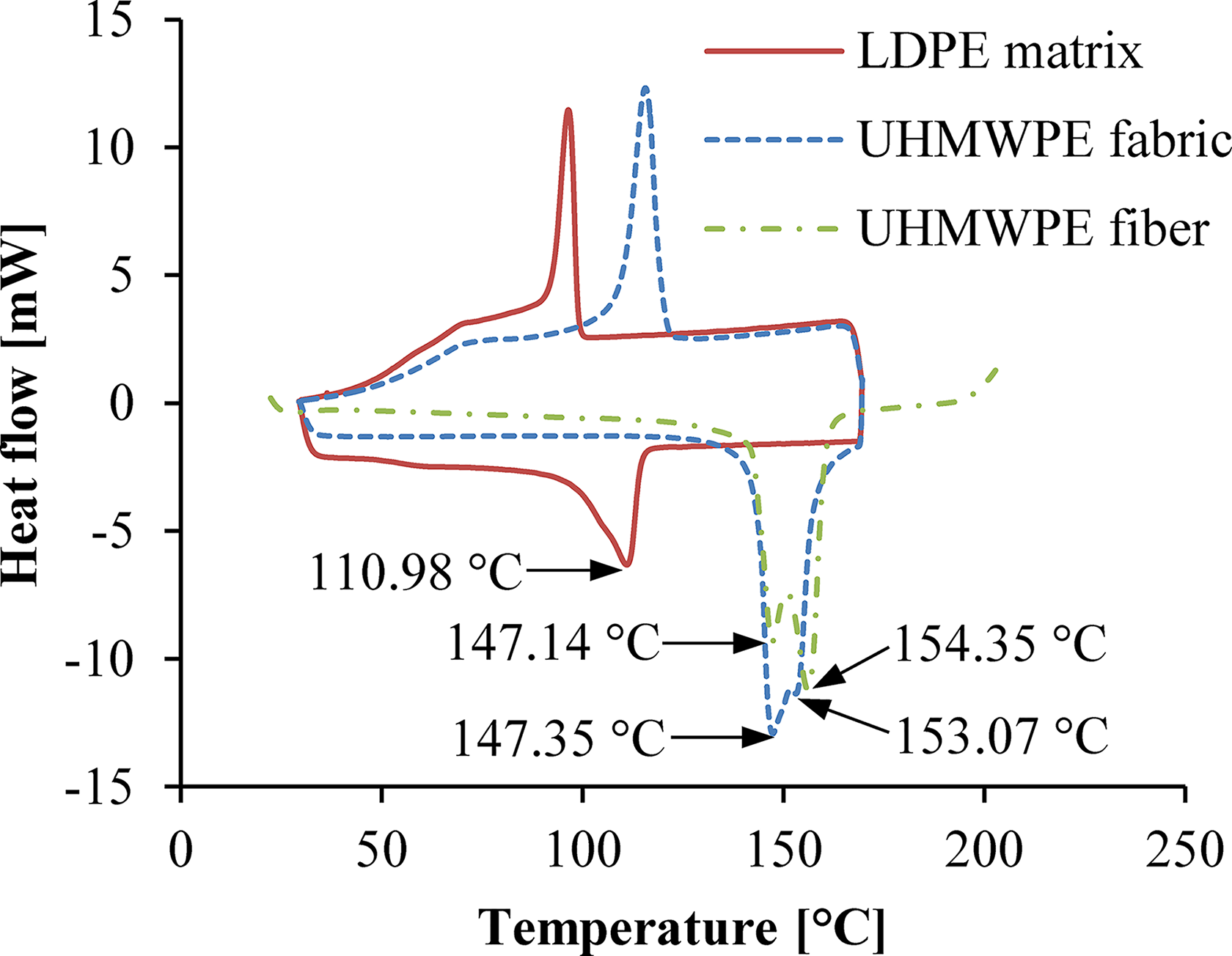
DSC thermograms of the LDPE matrix and UHMWPE fabric. DSC: differential scanning calorimetry; LDPE: low-density polyethylene; UHMWPE: ultrahigh-molecular-weight polyethylene.
Figure 3 shows the polarized photographs of POM samples obtained at different temperatures. It can obviously be seen that the fiber was melted at 155°C in the matrix. Although theoretically the injection temperature should not be higher than the melting point of the fiber, in actual the temperature of hot melt during insert injection molding will decline when it is injected into the cavity due to the cooling effect of the mold and the insert. Thus, 155°C is in appropriate for the injection temperature. Therefore, the injection temperature range was determined to be 135–155°C.
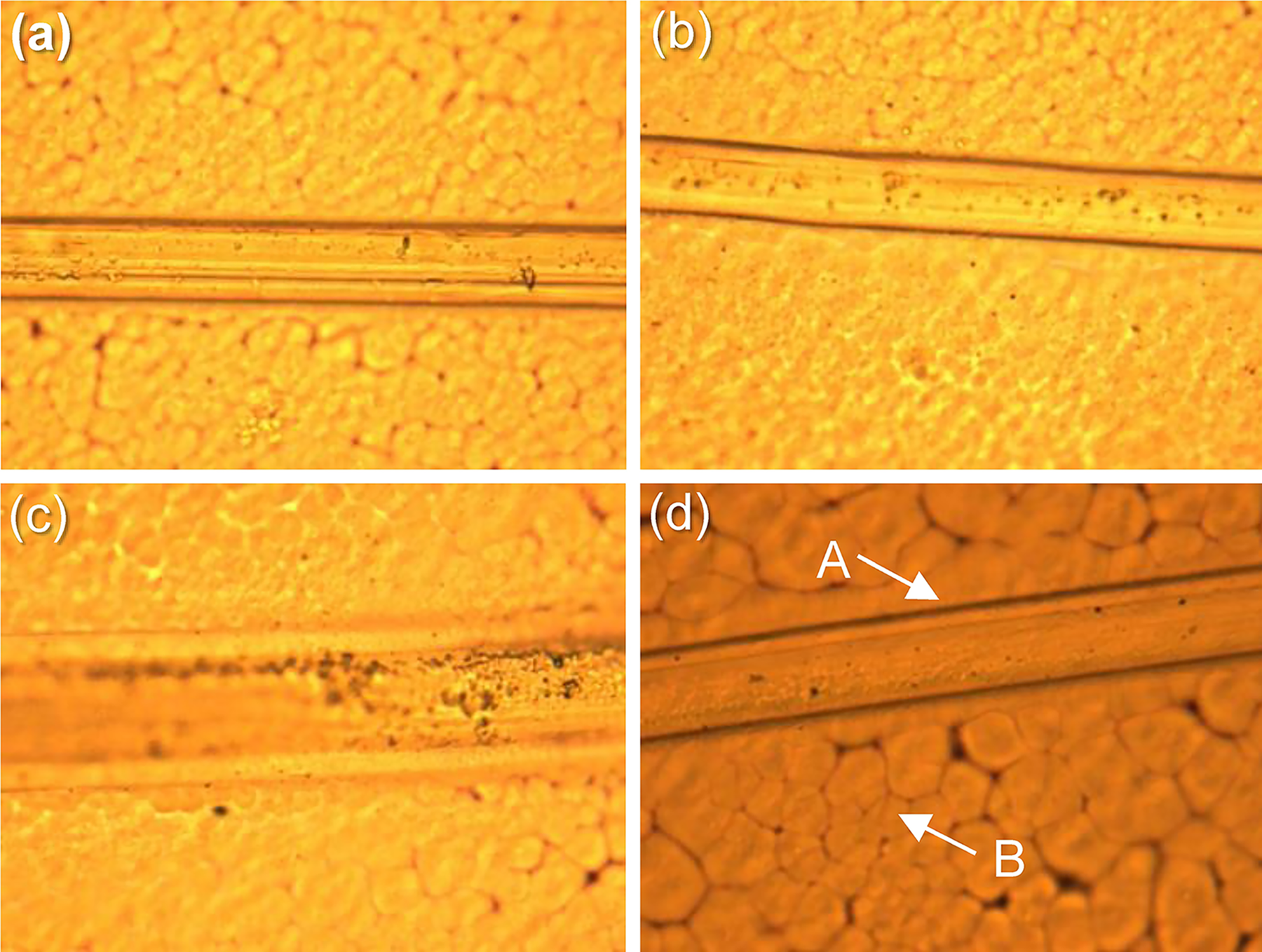
Polarized photographs of POM samples: (a) 135°C without drag, (b) 145°C without drag, (c) 155°C without drag, and (d) 145°C with drag. POM: polarized light microscopy.
Numerical simulation was conducted to determine the processing conditions especially the processing temperature. The dash lines in Figure 1 represent the cross-sectional surfaces for numerical analysis. Figure 4 shows the distribution of temperature and viscosity in the cross-sectional surfaces for PE SPCs and pure LDPE at the end of the filling time and at 2.564 s. As we can see in Figure 4(a), the maximum temperature is almost the same, but the temperature around the inserted fabric is low in the insert injection molding of PE SPCs compared to the injection molding of pure LDPE. We can also see that the viscosity in the insert injection molding is high, but low enough for the permeation of melt into the gaps between the bundles of the fabric. Figure 4(b) shows that the temperature in insert injection molding decreased faster due to the effect of inserted fabric and more heat had been transferred out. The maximum temperature in the insert injection molding became 147.84°C at 2.564 s, whereas the maximum temperature in the injection molding for pure LDPE was at 155.55°C, which is still very high. It only took 0.8 s after filling that the temperature around the inserted fabric decreased to a temperature below the melting point of the fabric, though the injection temperature of 155°C was used. Therefore, the numerical simulation result illustrates the feasibility of insert injection molding to produce PE SPCs.
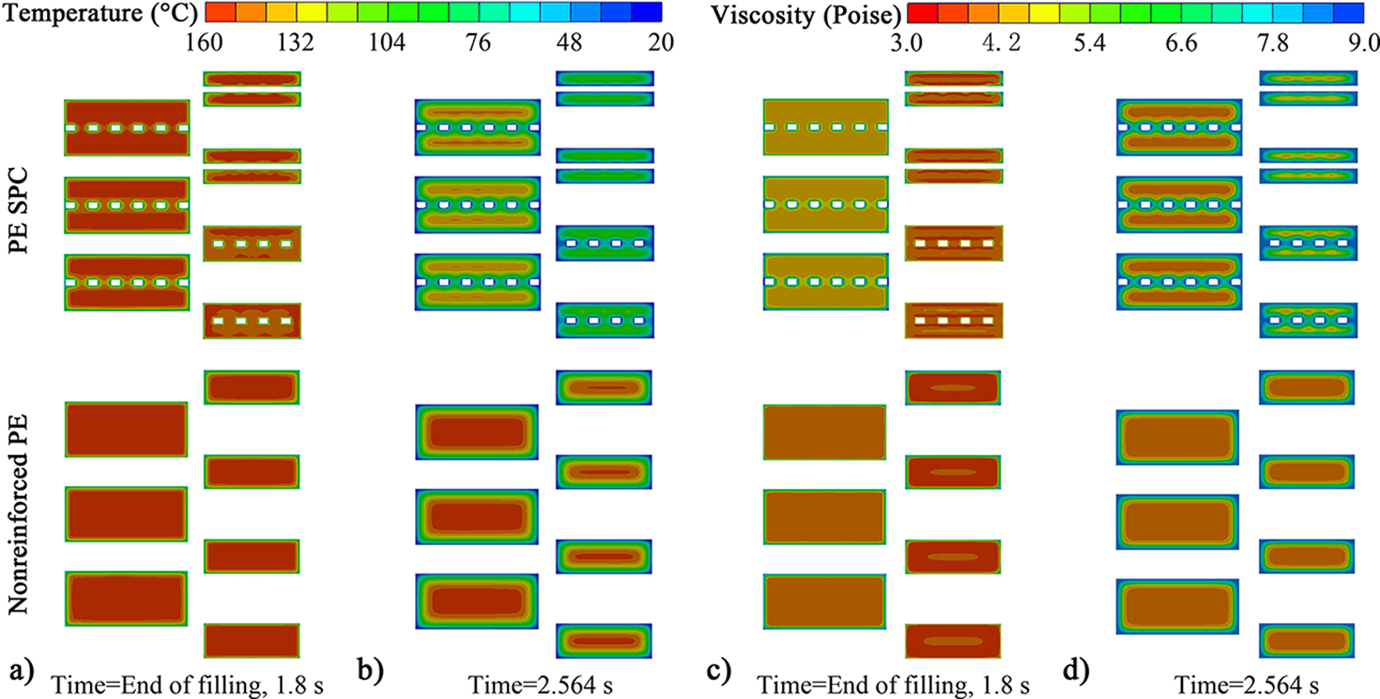
Temperature and viscosity distribution in the cross-sectional surfaces for PE SPCs and pure LDPE at the end of filling time and the time of 2.564 s (nozzle temperature of 155°C). PE: polyethylene; SPC: single-polymer composite; LDPE: low-density polyethylene.
Flexural and tensile properties
Figure 5 shows a comparison of stress–strain curves for PE SPCs and non-reinforced PE. The flexural and tensile strength of PE SPCs were obviously improved. It could be up to a maximum value of 14.47 MPa, 56.58% higher than that of the non-reinforced PE. The tensile strength of PE SPCs could be up to 23.8 MPa, 163.90% higher than that of the non-reinforced PE.
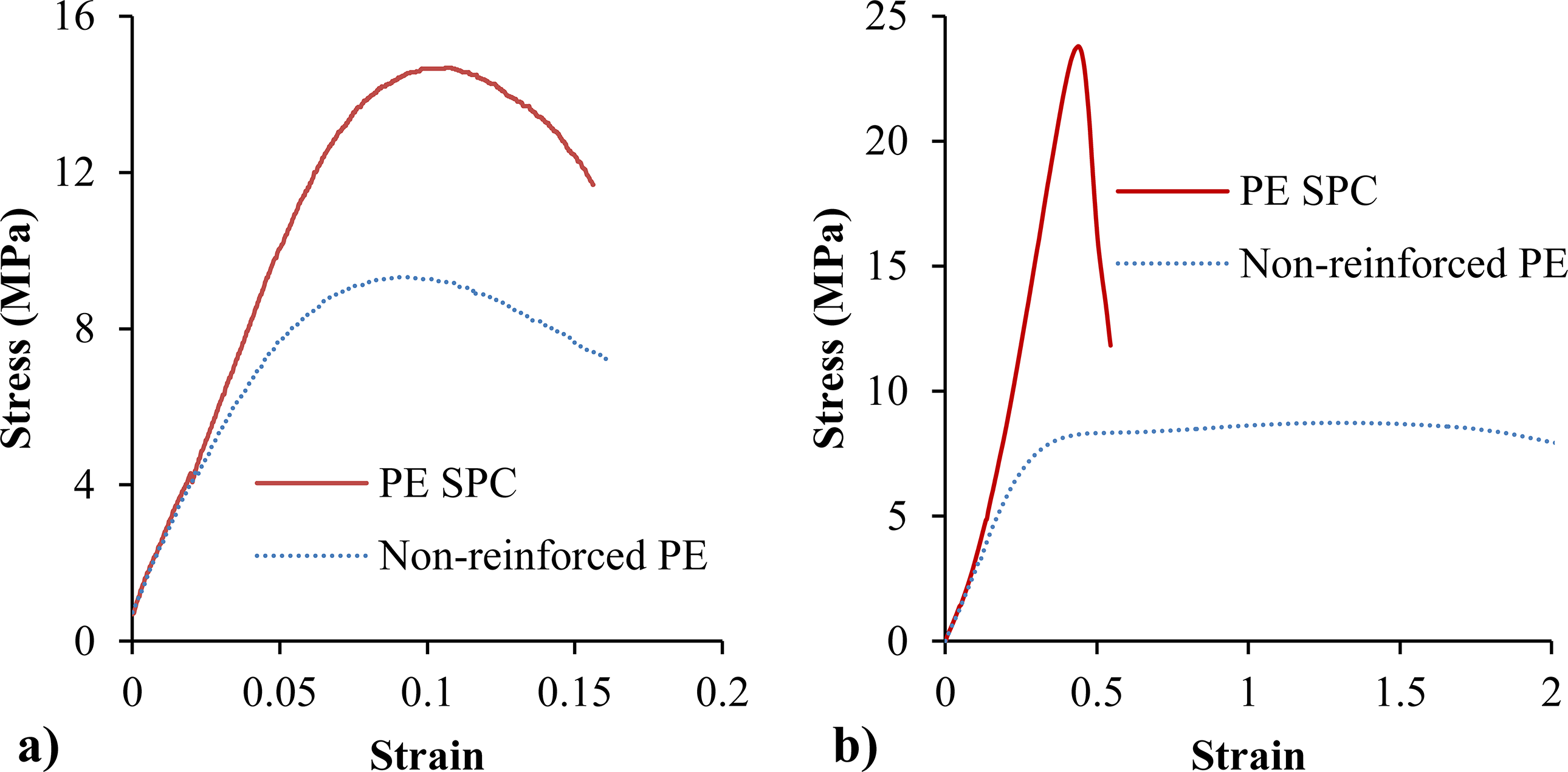
A comparison of stress–strain curves for PE SPC and non-reinforced PE: (a) flexural and (b) tensile. PE: polyethylene; SPC: single-polymer composite.
The flexural strength of PE SPCs and non-reinforced PE obtained at different experimental conditions is shown in Figure 6, which also shows the influence of different processing parameters on flexural properties. A very large difference was obtained between the maximum and minimum values for all the PE SPCs. For all the non-reinforced PEs, the difference values were little, which proves that the measured error was small. Thus, the large difference reflects a low repeatability of the insert injection molding method because the deformation of the inserted UHMWPE woven fabric occurred during each injection molding cycle since the LDPE is very soft and the UHMWPE has low hardness and thermal deformation temperature. As the differences in flexural strength values in different processing conditions appear to be encompassed, it is difficult to conclude the effect of different processing parameters on the flexural properties.
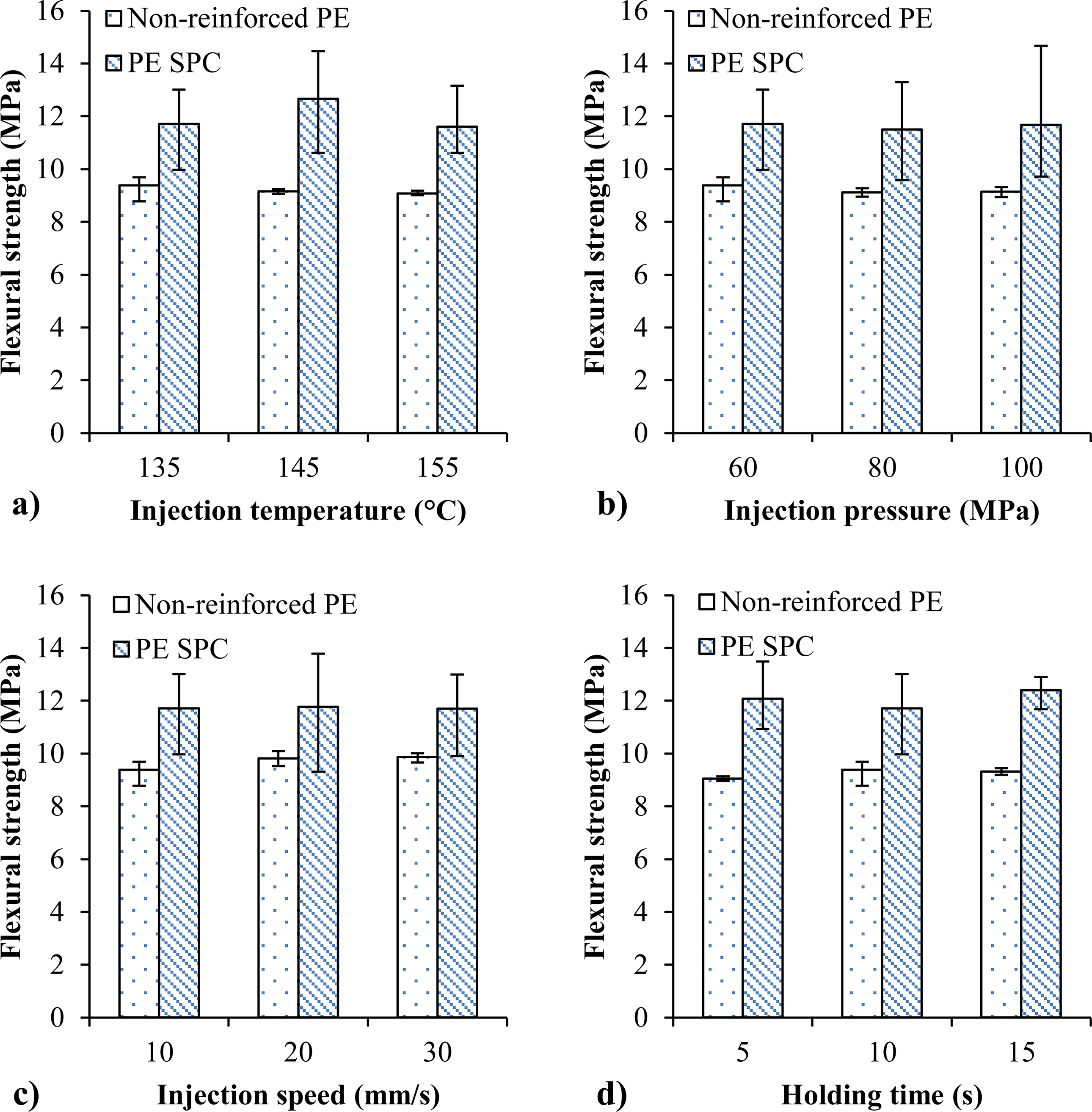
Flexural strength of the PE SPCs and non-reinforced PE made at different experimental conditions. PE: polyethylene; SPC: single-polymer composite.
Figure 7 shows the tensile strength of PE SPCs and non-reinforced PE obtained at different experimental conditions. Although the difference between the maximum and minimum values was also large, the improvement in tensile strength was more obvious than the flexural properties. Since the improvement in mechanical properties is mainly dependent on the properties of fiber, and the UHMWPE has a low bending strength and creep property but high tensile property.
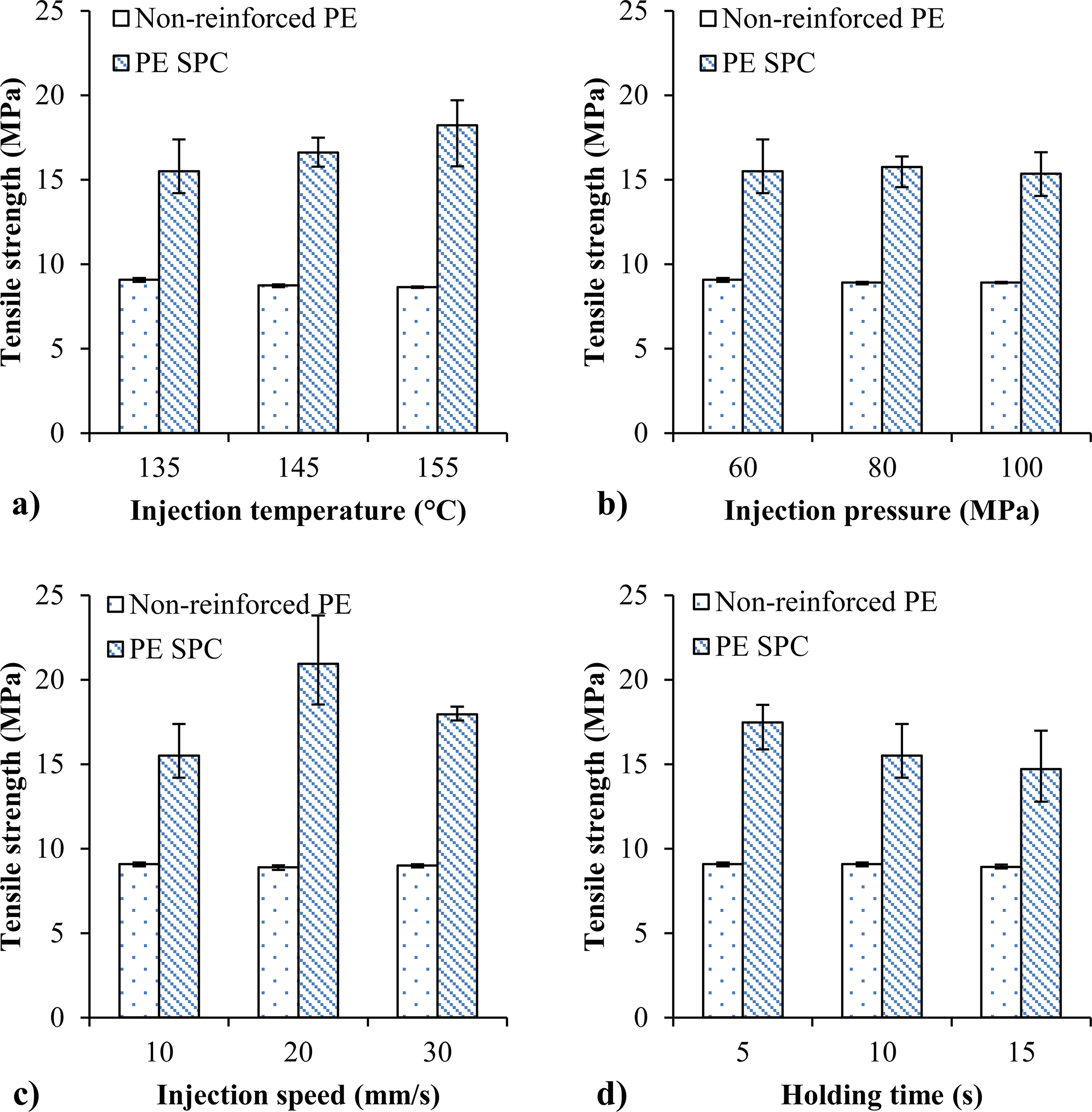
Tensile strength of PE SPCs and non-reinforced PE made at different experimental conditions. PE: polyethylene; SPC: single-polymer composite.
Impact behaviors
Because the LDPE becomes relatively soft after molding, the type of failure for non-reinforced PE and PE SPC samples in the impact test was nonbreaks. The impact strength of PE SPCs and non-reinforced PE obtained at different experimental conditions is shown in Figure 8. The impact strength of PE SPCs was obviously improved. It could be up to a maximum value of 101.64 kJ m−2, 69.43% higher than that of the non-reinforced PE. It was obtained by a nozzle temperature of 145°C, injection pressure of 60 MPa, injection speed of 10 mm s−1, and a holding time of 10 s. The UHMWPE with high impact strength played the important role.
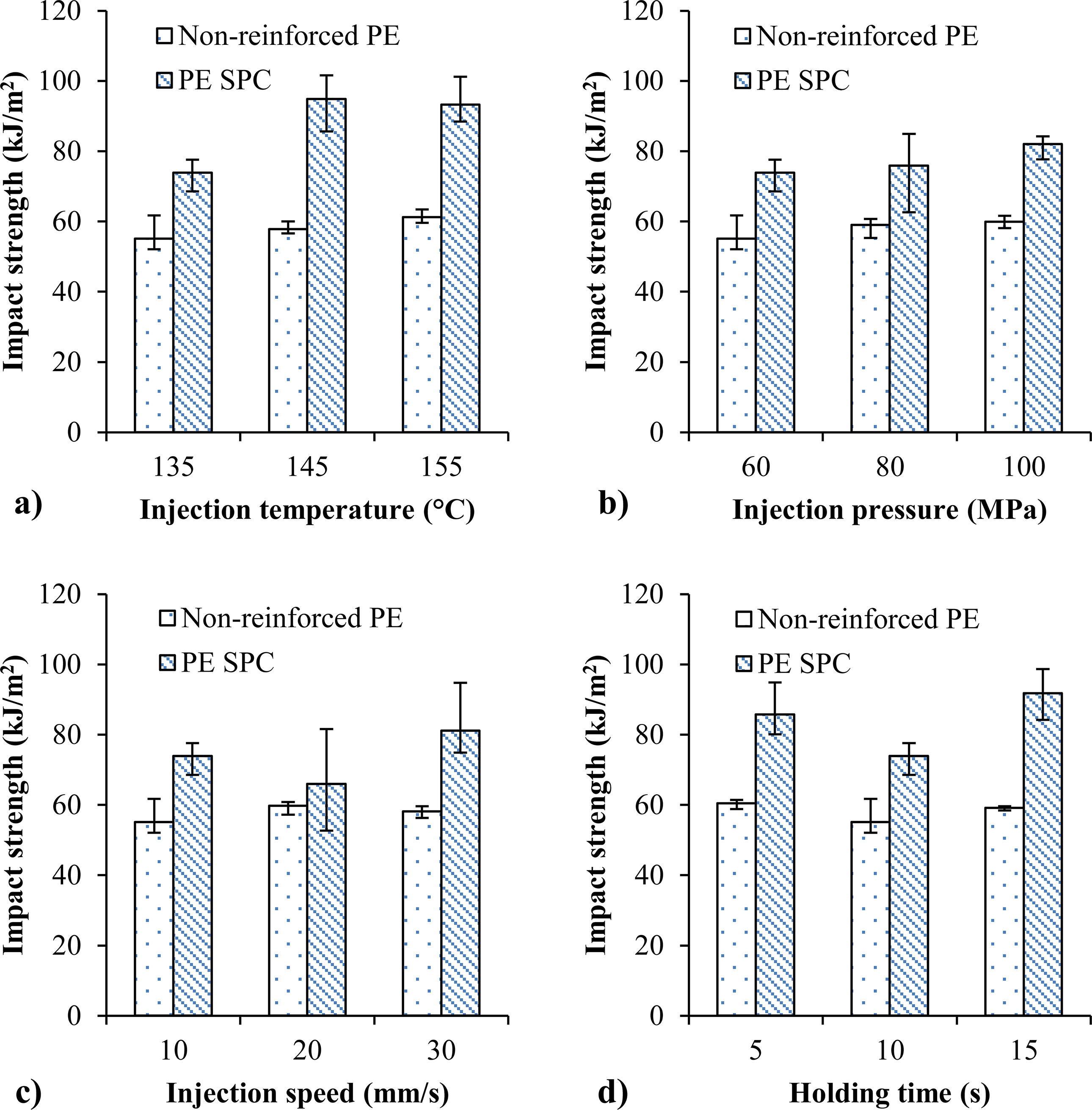
Impact strength of PE SPCs and non-reinforced PE made at different experimental conditions. PE: polyethylene; SPC: single-polymer composite.
Effects of different processing parameters
The impact strength increased first and then weakened (see Figure 8(a)). By increasing the melt temperature, the thermal motion of the molecular chain enhanced. It is difficult for an orderly arrangement of molecules at high temperature, resulting in decreased crystallinity. Furthermore, the melt viscosity decreased with the increase in injection temperature, so the fabric could be better impregnated by the matrix. According to Figures 2 and 3, the temperature range preventing fabric melting is about 147–153°C. As the injection temperature was further increased to 155°C, some fibers in the cavity melted, leading to a reduction in fiber volume fraction and the impact strength declines. However, the tensile strength increased as the injection temperature increased (see Figure 7(a)), there was no decrease in tensile strength with the increasing temperature. This is due to the thickness of the tensile sample, which is thinner than that of the impact sample, but the thickness of the inserted woven fabric is the same. During the filling process of insert injection molding, a thicker mold cavity can maintain the temperature of the matrix high for a longer period, leading to the melting of fibers. This is proved by the numerical simulation results. Figure 4 shows the difference in temperature distribution between the tensile sample and the impact sample, the thicker sample retained more heat during injection molding. Especially in Figure 4(b) (upper one), the maximum temperature in the core of the impact sample was almost 145°C, but the maximum temperature in the core of the tensile sample decreased to 100°C. Figure 9 shows the numerically calculated maximum temperature in the cross-sectional surfaces for PE SPCs as a function of time and the processing conditions were from Table 1. Figure 9(a) shows the effect of injection temperature, the maximum temperature increased obviously with the increasing injection temperature.
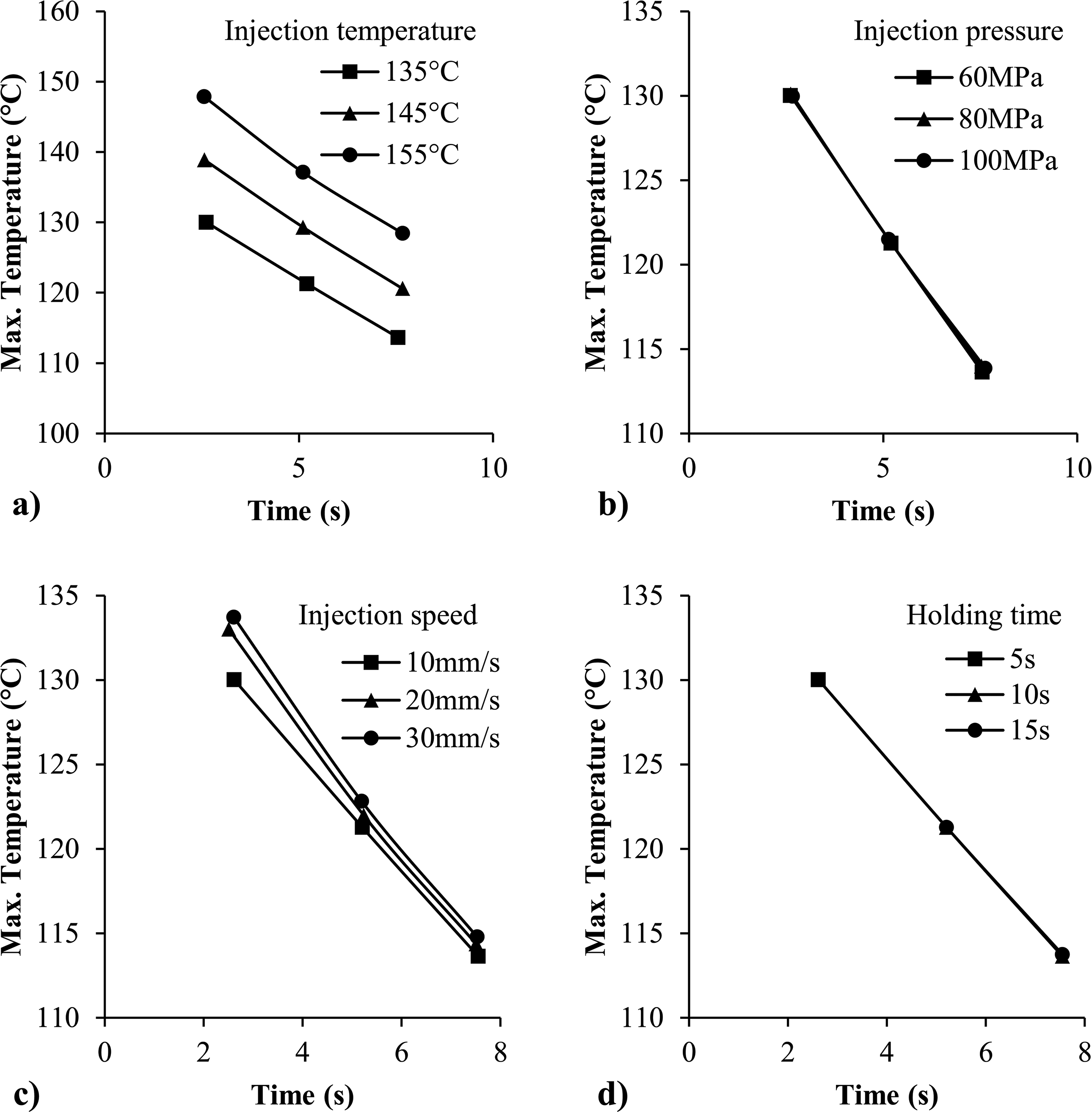
Numerically calculated maximum temperature in the cross-sectional surfaces for PE SPC samples made at different conditions. PE: polyethylene; SPC: single-polymer composite.
Figures 7(b) and 8(b) illustrate the influence of injection pressure on the tensile and impact properties. The injection pressure of each group was 60, 80, and 100 MPa, respectively, and the other conditions were the same. It can be recognized that the injection pressure does not significantly influence either the tensile or the impact strength. The resistance of melt flowing could be better overcome by increasing the injection pressure. Better melt permeability could be obtained by increasing the injection pressure, which caused better bonding between the matrix and fibers. However, the injection speed is the first parameter to be controlled during the injection molding process, and the injection pressure becomes the controlled parameter when the real pressure increases into the setting value, and it is followed by the holding process. Therefore, when the pressure becomes high, the filling of the mold cavity is almost completed; that is why the mechanical properties as a function of injection pressure changed less. There is very little difference in the temperature value (see Figure 9(b)).
The effect of injection speed on the tensile and impact properties is shown in Figures 7(c) and 8(c). The injection speed of each group was 10, 20, and 30 mm s−1, respectively. With the increasing injection speed, the impact strength increased, whereas the tensile strength increased and then decreased. Too low injection speed causes a reduction in melt temperature and an increase in melt viscosity. High injection speed will create high shear as the melt passes through the runner, gate, and along the cavity surface. Increasing the shear rate will decrease the viscosity, which allows the matrix to flow easily and helps to fill the two halves of the thin-wall cavities between the inserted fabric and the whole cavity. The increasing trend of the impact strength of PE SPCs demonstrates that the high injection speed benefits the matrix impregnation in the fabric. Figure 3(d) illustrates that the crystal morphology in area A near the fiber is different from the crystal morphology in area B, which is far from the fiber. Transcrystallinity was formed in area A and sphaerocrystal was formed in area B. Compared with Figure 3(b) without shear at the same temperature, it was found that the shear force between the fiber and matrix could lead to the formation of transcrystallinity, which can produce better bonding between the matrix and fiber and improve the mechanical properties of composites. 22 This proved the benefits of high injection speed. However, according to Figure 7(c), the tensile strength increased and then decreased with the increasing injection speed. The decrease in tensile strength is because the thinner cavity resulted in a much higher shear rate and a faster filling speed, leading to the melt flow instability and melting of fibers. Figure 9(c) also reflects the effect of injection speed. It confirms that the increasing injection speed increased the melt temperature in the mold cavity.
The effect of holding time (Figures 7(d) and 8(d)) was also investigated. The holding time of each group was 5, 10, and 15 s, respectively. The variation trend of the tensile and impact strength with the holding time is not very clear. Excess holding time is not needed when the gate is frozen. It should be pointed out that the effect of holding time is determined by the used injection temperature. Because the injection temperature of 135°C was the lowest one, and the effect of holding time was limited. There is no change in the maximum temperature in Figure 9(d), which is in accordance with the above conclusion.
Actually, these processing parameters influence each other. If a higher injection temperature is used, a low injection pressure and speed could be used. When the injection temperature is lower, a faster injection speed, longer holding time, and a higher injection pressure could be used to benefit the properties of the final products.
Morphological characteristics
The micrographs of fracture surface of the PE SPC sample subjected to impact test are shown in Figure 10((a–c) for the transverse section and (d–f) for the longitudinal section). Figure 10(a) shows that most fibers did not melt during the injection process and the woven fabric was kept well in the middle of the sample. It indicates that the fibers in the sample could share the impact force during the test and the transference of stress from the matrix to the fibers was good. Figure 10(b) illustrates that many fibers were disorderly pressed or stretched at high temperature and pressure. Figure 10(c) shows the matrix in the middle of the sample and the surface is coarse. Certain channels could be observed where some fibers should have been embedded but were pulled out. Figure 10(d) shows the crossed channels in the sample where some fibers were pulled out during the freeze-fracture process. Figure 10(e) is the amplification of one channel shown in Figure 10(d), the roughness of the channel indicates that existence of good adhesion between the matrix and fibers. Microfibril could be observed in Figure 10(f), further suggesting a good interfacial bonding in the insert-injection-molded PE SPCs.
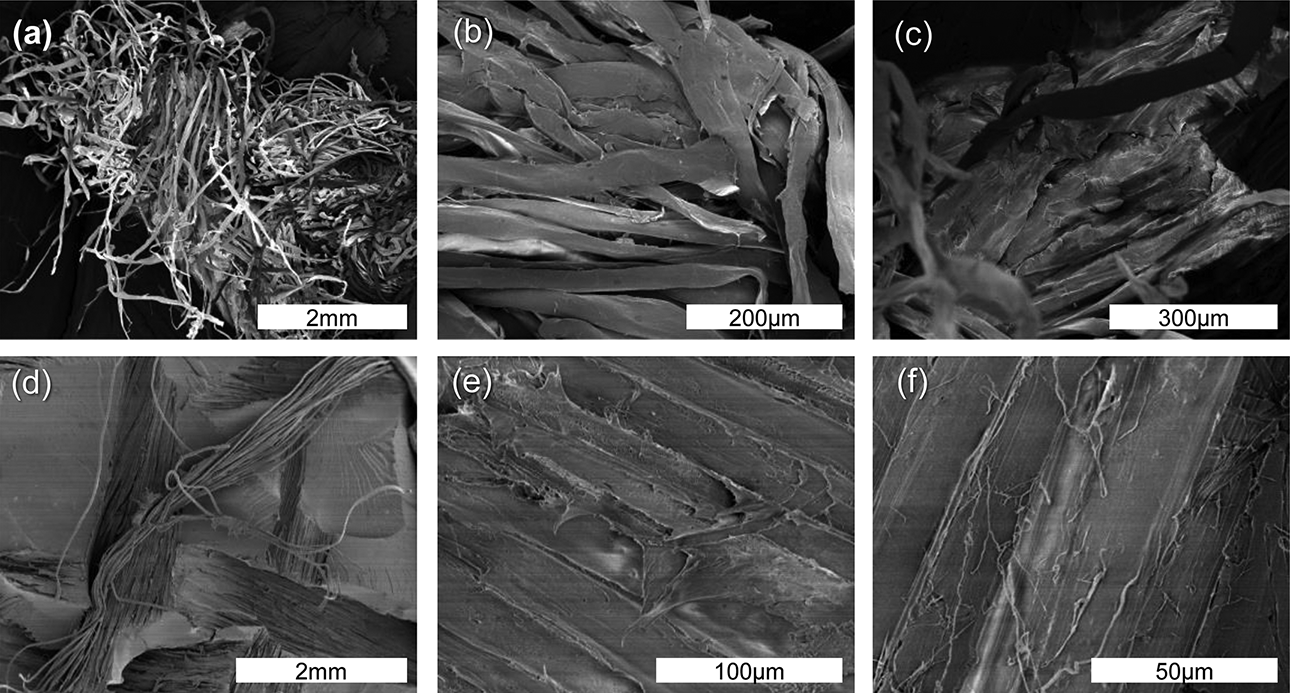
Micrographs of the fracture surface of the broken PE SPC sample (no. 2) subjected to impact test. PE: polyethylene; SPC: single-polymer composite.
Conclusions
PE SPCs were produced by insert injection molding. The UHMWPE fabric was used to reinforce the LDPE matrix. A clamping force was used to fix the inserted woven fabric to improve the mechanical property. A processing temperature window of 135–155°C and a short cycle time of less than 30 s could be realized. The optimum flexural, tensile, and impact strength of the PE SPCs were 14.47 MPa, 23.8 MPa and 101.64 kJ m−2, which is 56.58%, 163.90%, and 69.43% higher than that of the non-reinforced PE, respectively . The effects of injection temperature, holding pressure, injection speed, and holding time were analyzed. Numerical simulation was used in the analysis. High injection temperature benefits the infiltration, but excess temperature will lead to fiber melting. High injection pressure could produce better bonding between the matrix and fibers. High injection speed is also needed to prevent the reduction in melt temperature and the decrease in melt viscosity so that the matrix impregnation in the fabric could be improved. A suitable holding time should be provided according to the injection temperature. The effects of different parameters on the tensile and impact strength could be in the order of injection temperature, injection speed, holding time, and the injection pressure. The morphological properties of PP SPC samples were characterized. The micrographs of the PE SPCs by SEM illustrated good bonding and compatibility between the fibers and matrix.
Footnotes
Acknowledgement
The authors appreciate CoreTech System Co., Ltd. for providing the software license of Moldex3D.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The project is financed by the National Natural Science Foundation of China (project no. 51403019) and the Basic Research Fund of Beijing Institute of Technology (project no. 20141042002).