
Abstract
In this study, thermoplastic nanocomposite fibers based on hot melt copolyamide and multi-walled carbon nanotubes (MWCTs) were fabricated with a two-step approach. In the first step, a masterbatch containing 20 wt% MWCTs was diluted by pure hot melts to produce nanocomposite pellets with 2, 4, and 6 wt% MWCTs. In the second step, nanocomposite fibers were extruded and drawn from the fabricated pellets. The selected processing conditions resulted in fibers with an average diameter of 80 μm. Rheological behavior of hot melt copolyamide changes dramatically after the addition of carbon nanotubes (CNTs). Crystallinity content expressed by enthalpy of melting is higher in the fibers than in the pellets. Microscopic examination shows that MWCTs are randomly oriented in the direction of the extrusion. The mechanical performance of the fibers shows decreased elongation at break for fibers with MWCTs and an increase in Young’s modulus. A strong influence of fiber surface quality on mechanical properties was also indicated. Thermoplastic nanocomposites fibers with MWCTs, based on hot melt copolyamide, are a new group of materials that can be applied as multifunctional composites for aviation, automotive, military, medical and electronic industries due to their adhesive properties, low melting range as well as electrical properties.
Introduction
Today’s thermoplastic nanocomposites with carbon nanotubes (CNTs) are widely studied as functional materials in the electronics, automotive, and aerospace sectors. As an example, these lightweight structures can reduce the weight of vehicles, thereby offering fuel savings. 1 In comparison to thermoset nanocomposites, they are easily processed and do not need complex reactions or long curing times. Obviously, such nanocomposites may be fabricated in different forms depending on the final application, for example, bars, strands, strips, and so on. Undoubtedly, thermoplastic nanocomposite fibers are novel lightweight functional materials, which can be used directly or as a precursor for fabrics. 2 Subsequently, fabrics can be applied as interlayers in carbon fiber reinforced polymer (CFRP) composites for increasing fracture toughness and/or electrical conductivity. 3–4
According to the literature, many nanocomposites fibers of thermoplastic polymer and CNTs have been already fabricated and described. 3 These are mainly produced by electro-spinning, gel-spinning, melt-spinning or solid-state drawing. Most of them are fabricated with an effective diameter below 100 μm. 4 For instance, fibers from polycarbonate and 2 wt% CNTs were produced by melt-spinning with diameters from 23 to 95 μm. 5 In turn, Newcomb et al. 6 successfully obtained fibers with diameters lower than 30 μm from a solution of polyacrylonitrile/CNT by gel-spinning. Some authors put more effort into fabricating pure CNT fibers without addition of polymer to achieve higher electrical conductivity. It is known that a lack of a polymer-insulating layer improves the electrical properties. However, these fibers have poor mechanical performance due to the slippage effect of the CNTs, thus restricting their practical applications. 7 Therefore, nanocomposite fibers doped with CNTs are more promising because during the formation, the fibers both polymer macromolecule chains and CNTs can be aligned, thereby enhancing the mechanical and physical properties. 8
All described polymer/CNTs nanocomposite fibers are made of typical homopolymers. Here, we would like to present for the first time fibers based on hot melt copolyamide that is a semi-crystalline copolymers with randomly arranged segments. The formulation of typical hot melt material includes not only polymer but also wax, tackifier, and other chemical additives resulting in interesting sticky property. Hot melts are able to form fibers and they are commonly used in the textile industry. 9 As a nanofiller, CNTs seem to be the most suitable additive for production of fibers with excellent electrical and mechanical properties. 10
The focus of this article is the processing and characterization of nanocomposite fibers from hot melts of copolyamide and 2, 4, and 6 wt% of multi-walled carbon nanotubes (MWCTs) by extrusion and drawing. The relationship between the rheological behaviors of MWCT-doped hot melt polyamide and the processing conditions of fibers are given. The influence of MWCT on thermal properties and mechanical performance of nanocomposite fibers is discussed. In addition, the orientation of MWCT in the fibers and surface quality are tested using a transmission electron microscope. The main application area of nanocomposites based on hot melt polyamides is related to mechanical fastening and thermosetting adhesive bonding. 11
Materials
A hot melt copolyamide with the trade name Platamid®H106 (ARKEMA, France) was used as a polymer matrix. Subsequently, composites with 2, 4, and 6 wt% of MWCTs were fabricated by diluting a masterbatch of 20 wt% MWCT (Graphistrength®CM2-20; ARKEMA) with pure Platamid®H106 using a mini-extruder with corotating screws (HAAKE MiniLab, Thermo Scientific, Germany). The extrusion temperature was 145° and 150°C for 2 wt%, 4 wt% MWCT, and 6 wt% MWCT, respectively. In turn, the screw velocity was 80 r min−1 for all materials and mixing time was 5 min. The extruded strands were cut directly after processing into small pellets.
Nanocomposite fibers of hot melt copolyamide with 2, 4, and 6 wt% MWCT were obtained by extrusion and drawing from the previously extruded nanocomposite pellets. The mini-extruder was equipped with a round cross section of 200 µm diameter to form fibers from the melt. The extruder was connected to a transport belt and the winding reel allowed the formation of fibers from the extrudate. A single fiber was placed on a transport belt to cool down and then rolled up on a drum winder. The speed of the transport belt and drum winder was influenced by the extrusion speed of the fibers, which was determined by the torque of the extruder. The hot melt pellets, masterbatch, and nanocomposite pellets were dried before extrusion in a vacuum oven at 75°C for 24 h.
Characterization methods
Rheological characterization of the composites was obtained by pressing pellets into bars and then cutting into rounds with a thickness of around 2 mm. An ARES rheometer (Rheometrics, Inc., USA) was used to perform the rheological measurement in a parallel plate geometry. The linear elastic range was found by a frequency sweep at low strain (0.1–10%) and between 0.1 and 100 rad s−1 using an ARES rheometer. The test was performed at 180°C under 1% strain.
The extruded fibers were characterized by their diameter, surface quality, MWCT dispersion, and distribution. A Hitachi 3000 Scanning Electron Microscope was used to measure the diameter of fibers at several points. In turn, the surface of the fibers was analyzed using an STEM 5500, Hitachi, USA. The dispersion and distribution of MWCT in the nanocomposite fibers were measured by a transmission electron microscope (TEM). Samples for TEM observations were prepared using a Leica UM6 ultra-microtome (Leica Microsystem, Wetzlar, Germany) in a low temperature chamber. Slices with a thickness of 80–90 nm were sampled with a diamond knife designed for trimming and sectioning. The process was carried out at a temperature of −100°C with cutting speed set at 1 mm s−1. The plane of the cross section was aligned with the direction of the extrusion process. Single fibers were cut parallel to their long axis and microscopic investigation of MWCT dispersion was performed using an STEM S5500 with a voltage of 30 kV.
The thermal properties of the pellets and fibers were studied using a differential scanning calorimeter (DSC; Q-1000, TA Instruments, USA). Measurement was performed in an aluminum hermetic pan under a nitrogen atmosphere. Fibers were cut into small pieces to adjust the appropriate mass for analysis. A heat-cool-heat program was utilized with a scan rate of 10°C min−1. The characteristic temperatures and enthalpy of melting were taken from a first heating curve. The crystallinity degree of the nanocomposities was not calculated because of a lack of data about the specific heat of fusion (
The mechanical properties of the extruded fibers were measured using an MTS Tytron 250 instrument according to the Standard Test Method for Tensile Strength and Young’s Modulus of Fibers (ASTM C1557 – 03/2013). From each type of material, 10 single fibers were tested to failure at a constant crosshead displacement rate with a velocity of 10 mm min−1. Then, the average values of tensile strength, elongation at break, and Young’s modulus were calculated.
The electrical conductivity measurements were performed using a Keithley 2182A Digital Nanovoltmeter and a Keithley Model 6221 AC both are produced by Keithley, USA with DC current source. This configuration makes it possible to set a precise current through the material, taking voltage and calculating resistance from Ohm’s law equation. Conductivity was then calculated, taking into account the dimensions of the specimen. The nanocomposite pellets were pressed into a bar and the fibers were measured directly after the process. Before the measurement, the bars were polished and the conductive tape was applied to the ends to enhance the contact between the specimen and electrodes.
Results and discussion
Rheological characteristic
According to Figure 1, there is a visible increase of melt viscosity of the neat hot melt copolyamide after addition of CNTs. For 6 wt% MWCT composites, this increase in viscosity is at a level of five order of magnitudes due to the creation of an intrinsic network by MWCT and then hampered slippage of macromolecules during melting. 12 The rheological percolated structure of all three composites is confirmed by the deviation of the curve of 2 wt% MWCT composite at low frequencies, when compared to the curve of neat copolyamide. It can be stated that the rheological percolation threshold is below 2 wt% MWCT. Moreover, at low frequencies neat copolyamide exhibits the characteristic Newtonian viscosity plateau. As previously mentioned, when MWCTs are added, the viscosity increases significantly because nanotubes restrain the relaxation of macromolecule chains. 12 Hence, doped copolyamide exhibits a very strong shear thinning effect compared to neat polymer, which shows little frequency dependence. Therefore, the applied screw rotation speed is adequate for the obtained material with lower melt viscosity during processing.
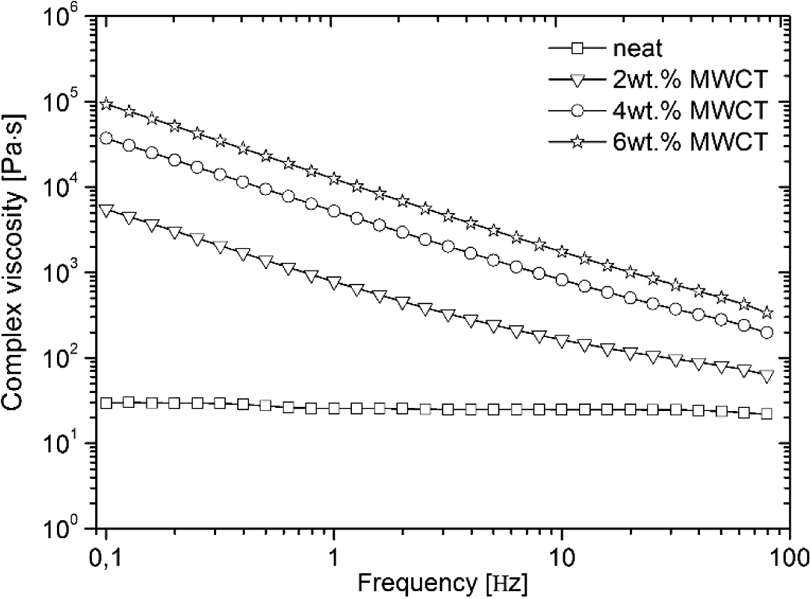
Complex viscosity of undoped and MWCT-doped hot melt copolyamide. MWCT: multi-walled carbon nanotubes.
Figure 2 shows the mutual dependence between storage modulus (G′) and loss modulus (G″) for neat copolyamide doped with MWCT. Based on the obtained graphs, the values of both moduli show a jump after addition of MWCT, whereas the storage modulus leap is more dramatic. The storage modulus value describes the elastic properties of the material. In the neat copolyamide, the loss modulus G″ is higher than G′ within the whole frequency range. For typical thermoplastic polymers at higher frequency, the typical transition from elastic to viscous behavior is known. 13 Such a transition does not occur in the case of the studied copolyamide, and at the measured frequency, the material shows viscous properties. This is because the copolyamide used belongs to the group of hot melt adhesives for which heating results only in partial melting. In contrast to neat copolyamide, the addition of MWCT causes predomination of the elastic property (G′) over the viscous response (G″), which is visible in the whole frequency range. Moreover, only nanocomposites with 2 wt% MWCT possess the crossover point at around 60 Hz.
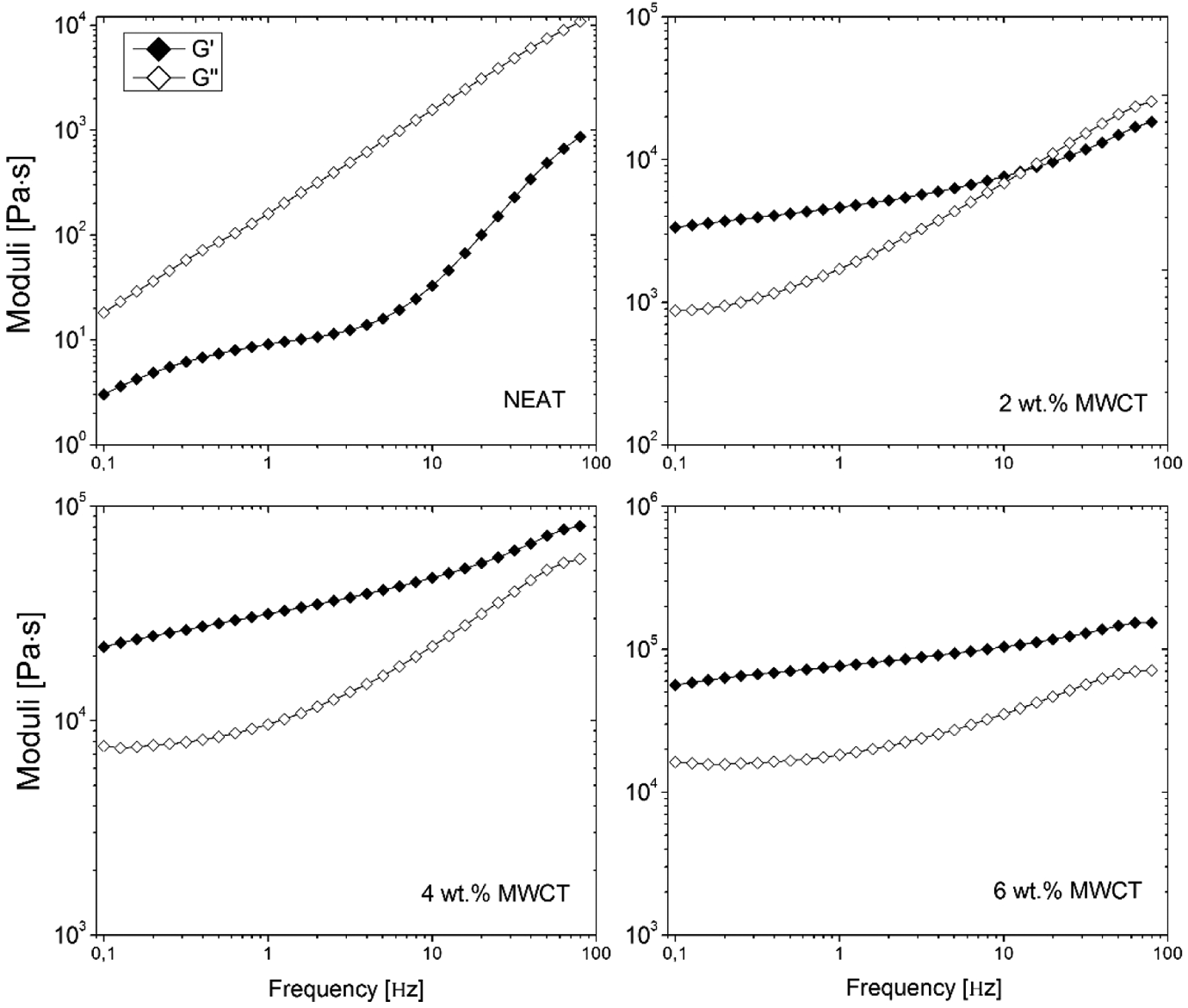
Dependence between storage (G′) and loss (G″) modulus of undoped and MWCT-doped hot melt copolyimide. MWCT: multi-walled carbon nanotubes.
Figure 2 shows a slight change in the rheological characteristic of the neat polymer in the presence of 2 wt% MWCT. Firstly, neat copolyamide is more viscous (G″ > G′) than 2 wt%-doped copolyamide, which responds partially in a viscous way and partially elastic. This is represented by the crossover point, which on the left side of the material is more viscous and on the right more elastic. 14,15 Further addition of MWCT causes a predominant elastic response (G′ > G″), but it is probable that the crossover point occurs at frequencies higher than 100 Hz (out of the range of our rheometer). Finally, in the presence of 6 wt% MWCT, the elastic behavior of material under strain is easily visible. The main conclusion from the rheological analysis is that all materials behave dissimilarly during extrusion, therefore different processing conditions are required.
Fibers manufacturing
Table 1 contains the optimal processing parameters used to obtain nanocomposite fibers in a continuous process with diameters below 100 µm.
Processing parameters for fibers production.
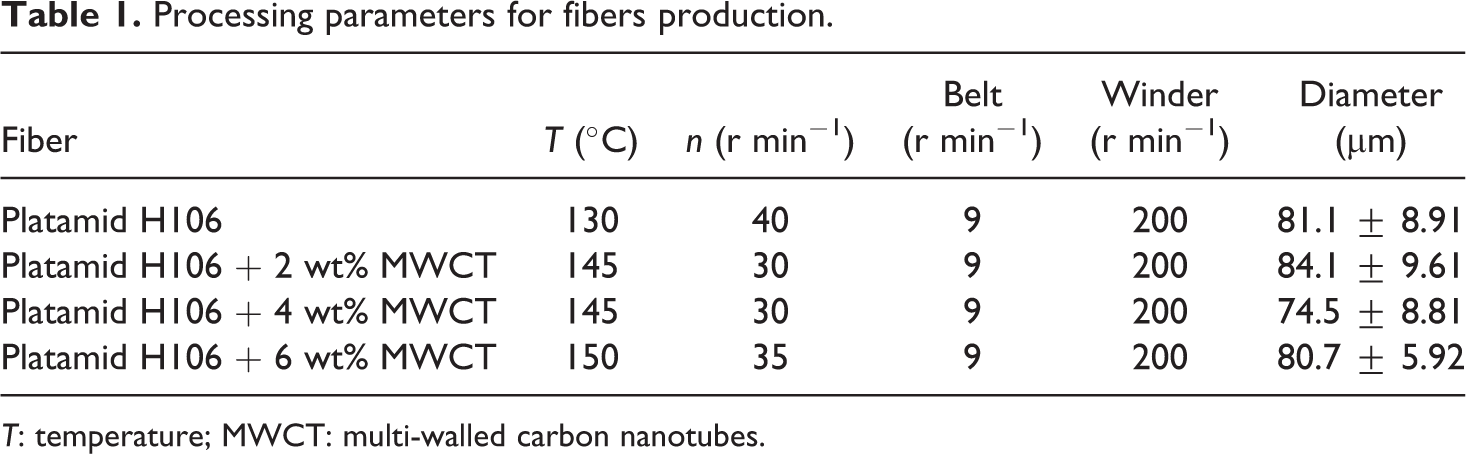
T: temperature; MWCT: multi-walled carbon nanotubes.
The appropriate extrusion temperature was adjusted based on DSC analysis (Table 2) and rheological characteristics (Figures 1 and 2). For doped fibers, the temperature was a little higher than for those prepared from neat copolyamide, because with the addition of MWCT, the melting point is shifted and the viscosity significantly increased. Hence, more energy is needed to melt the polymer and destroy its crystalline structure. Adjustment of torque was determined by two factors; the limitation of the maximum transport belt speed and the sudden change in the nature of the polymer flow that comes from the design of the die head. Therefore, when torque was low, the polymer did not extrude from the die head. On the other hand, when torque was too high the transport belt could not effectively retrieve the extrudate. Hence, the velocity of the transport belt was set on 9, which corresponds to the optimal torque value of 9 Ncm. The next parameter is the screw velocity, which was set from 30 to 40 r min−1. When the screw speed was low, the transport belt was able to form fibers from the extrudate without breakage. Finally, the prepared fiber was drawn on a moving winder with the same medium velocity of 200 r min−1. It should be mentioned that in the presence of MWCT, the stickiness of the fibers is less than those made of neat copolyamide.
Mechanical properties of nanocomposite fibers.
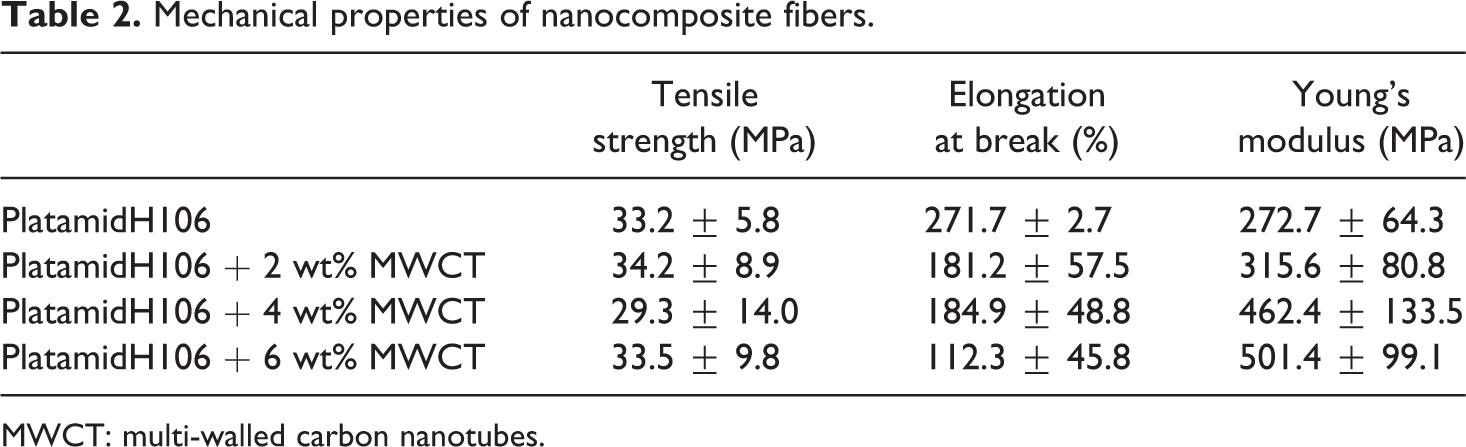
MWCT: multi-walled carbon nanotubes.
Microscopic investigation
Directly after the process, the produced fibers have a smooth surface without a sharp skin, as often occurs with the extrusion technique. 16 Figure 3 shows the uniform diameter along the length of an individual produced fiber. The diameter was determined by statistical measurement of the diameter of 100 different fibers using electron microscopy and calculation of the average diameter. For the adjusted processing parameters, the diameter in each case is below 100 µm, which was the main objective of this work (Table 1).
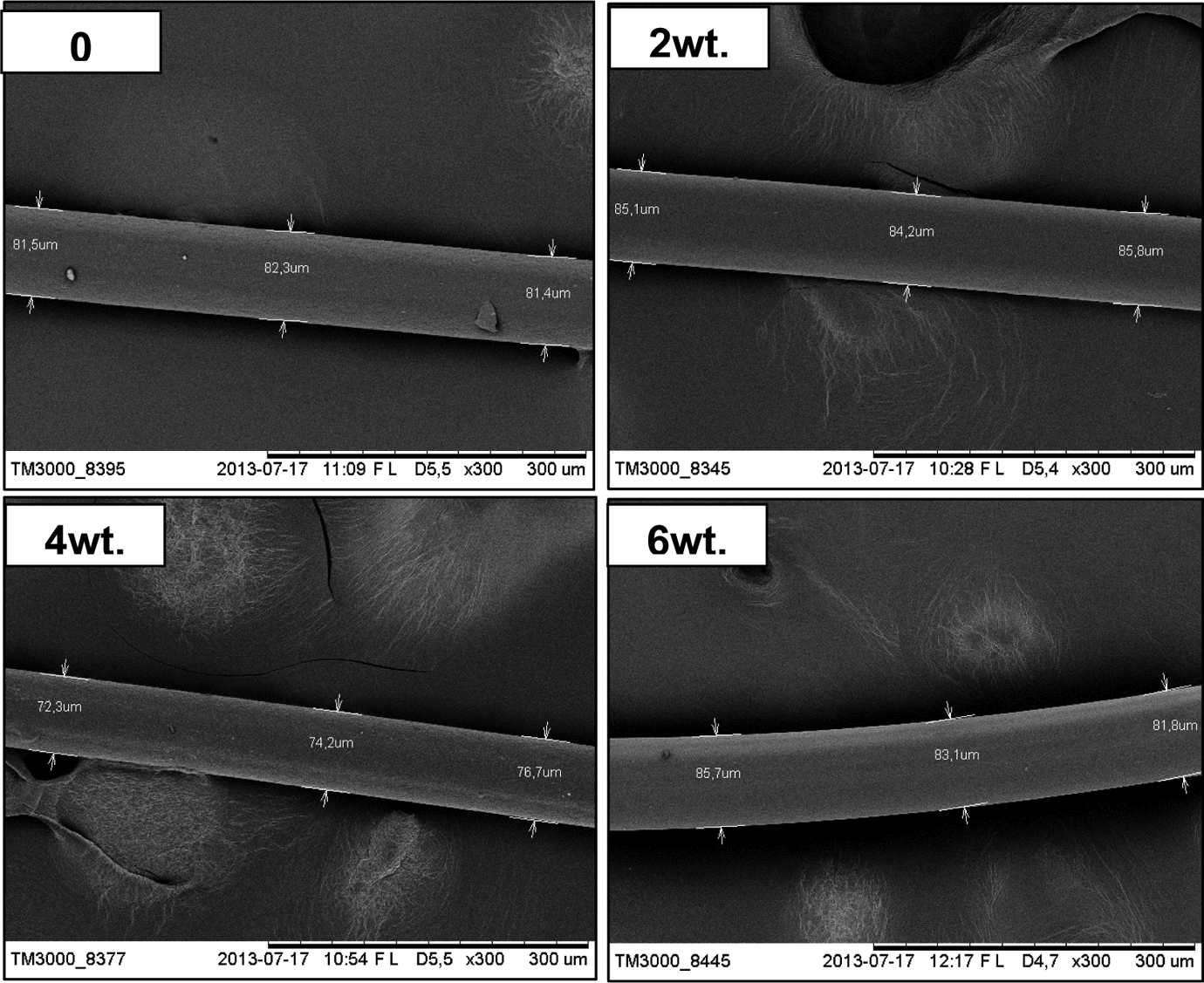
Nanocomposite fibers with marked diameters.
As shown in Figure 4, the average diameter for all fibers is approximately 80 µm with a standard deviation from 5.92 to 9.61 μm. Hence, the probability of obtaining a fiber with an average diameter is less than 10% for all types of fibers. On one hand, this broad distribution of fiber diameters may be related to inhomogeneous dispersion and distribution of MWCT in the polymer matrix. On the other hand, the different rheological behavior of the tested materials leads to a dissimilar flow character in the extruder. Mainly due to the viscous or elastic response of the material during processing, the distribution of diameters can vary similarly to a melt-blown process. 17 It can also be seen from Figure 4 that addition of MWCT does not significantly hinder the formation of fibers. Such a small amount of CNTs probably does not have an effect on fiber diameter, in contrast to a higher percentage of nanofiller. For instance, polyurethane fibers doped with 9 wt% MWCT have diameters of approximately 200 μm 18 or polypropylene with 12.5 wt% MWCT also obtained by melt-spinning has a diameter as high as 470 μm. 19
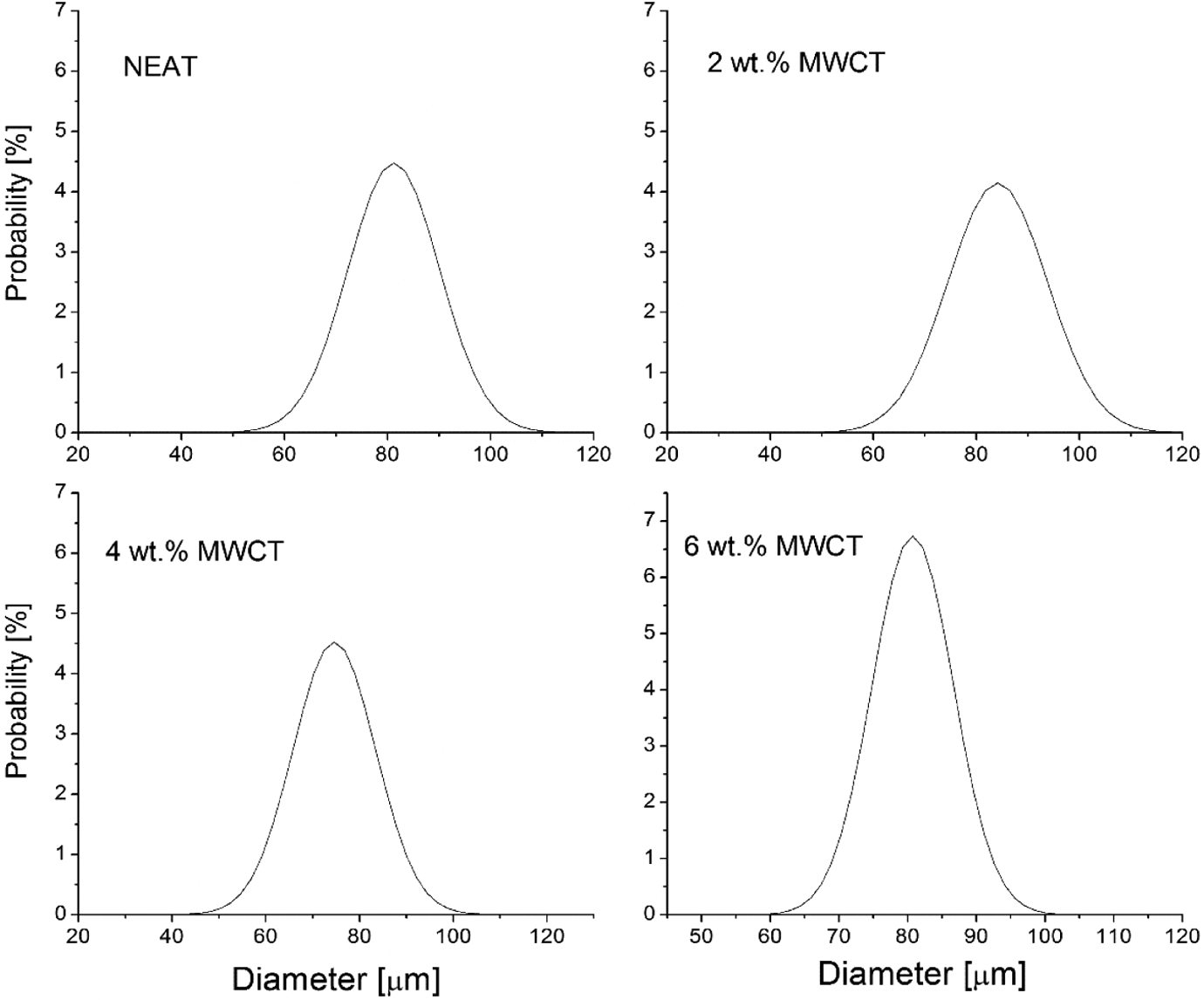
Fiber diameter distributions.
Deeper investigation of fiber quality using a high-resolution microscope shows a difference in the surface of the fibers. According to Figure 5, fibers produced from neat copolyamide have a smooth surface without any defects. However, with incorporation of MWCT, there is a visible decrease in the surface quality of the fibers. As opposed to neat fibers, the surface morphology of nanocomposite fibers doped with 6 wt% MWCT (Figure 5) has many defects due to the incorporation of MWCT in the polymer. The surface is discrete, porous, and similar to fibers of polyimic with –COOH-modified MWCT described by Yin et al. 20 or those produced from polyimide and 2 wt% f-MWCT by wet spinning. 21 It is highly probable that this irregular surface may decrease the mechanical properties of nanocomposite fibers, as was explained for the polyvinylalcohol-single wall carbon nanotube fibers. 22
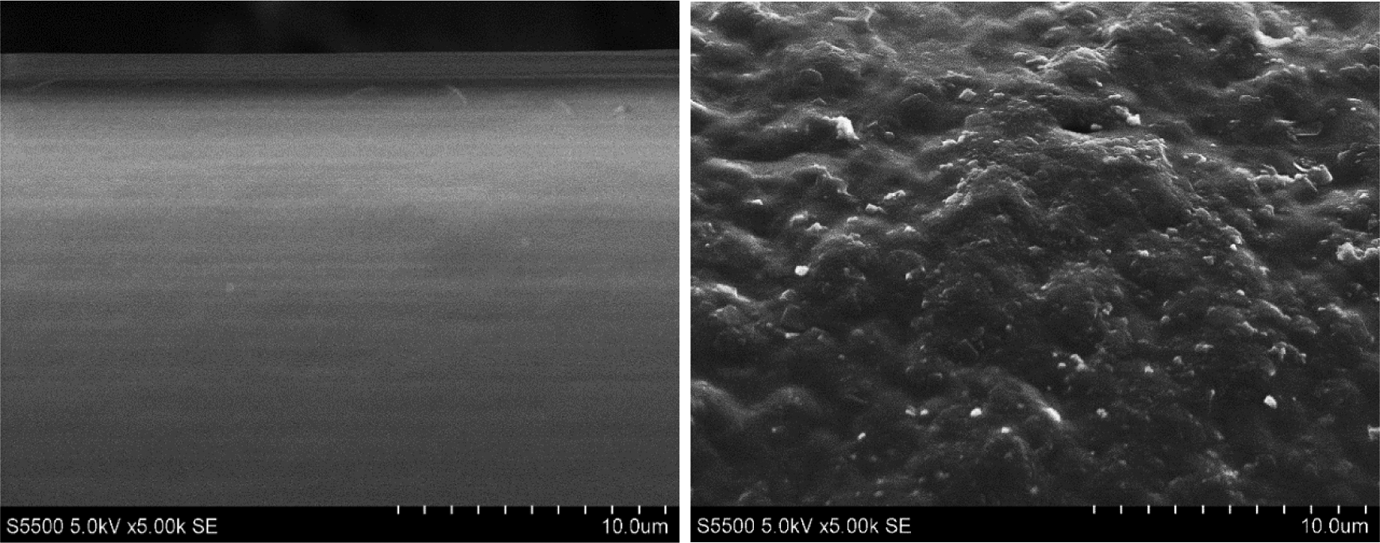
The surface of neat copolyamide fiber (left) and nanocomposite fiber of Platamid®H106 + 6 wt% MWCT (right). MWCT: multi-walled carbon nanotubes.
The drawing process of extrudate can lead to the alignment of the MWCT along the length of the fibers. 23 The way in which the MWCT can be arranged in the direction of extrusion has already been investigated, for instance in nanocomposite fibers made of polycarbonate and 2 wt% MWCT formed by melt-spinning. 24 The alignment of CNTs is performed to increase the electrical and mechanical properties of fibers by higher packaging of nanotubes and internal bonding between them. 25 A useful technique is TEM, in which a thin nanocomposite sample is used, thereby making it easy to observe when the nanotubes are aligned. 26 The nanocomposite fibers of interest here were analyzed whether MWCTs are oriented in the fiber or not. Figure 6 presents a fiber with 6 wt% MWCT in which the MWCT is rather well dispersed without visible agglomerates. There are some empty spaces where with no nanotubes, but well-dispersed single nanotubes are also visible. However, there is no alignment of MWCT within the extrusion/drawing direction, therefore the characteristic oriented structure of the CNTs was not obtained, possibly due to the insufficient winder velocity and/or the character of the CNTs used. We know from our previous work with other MWCTs (from Nanocyl, Belgium) that the same processing parameters can indeed result in visible alignment of nanotubes along the fiber length. 27 Moreover, some impurities (Figure 6, red circle) were also found, indicating some defects in the manufacturing process of the supplied masterbatch.
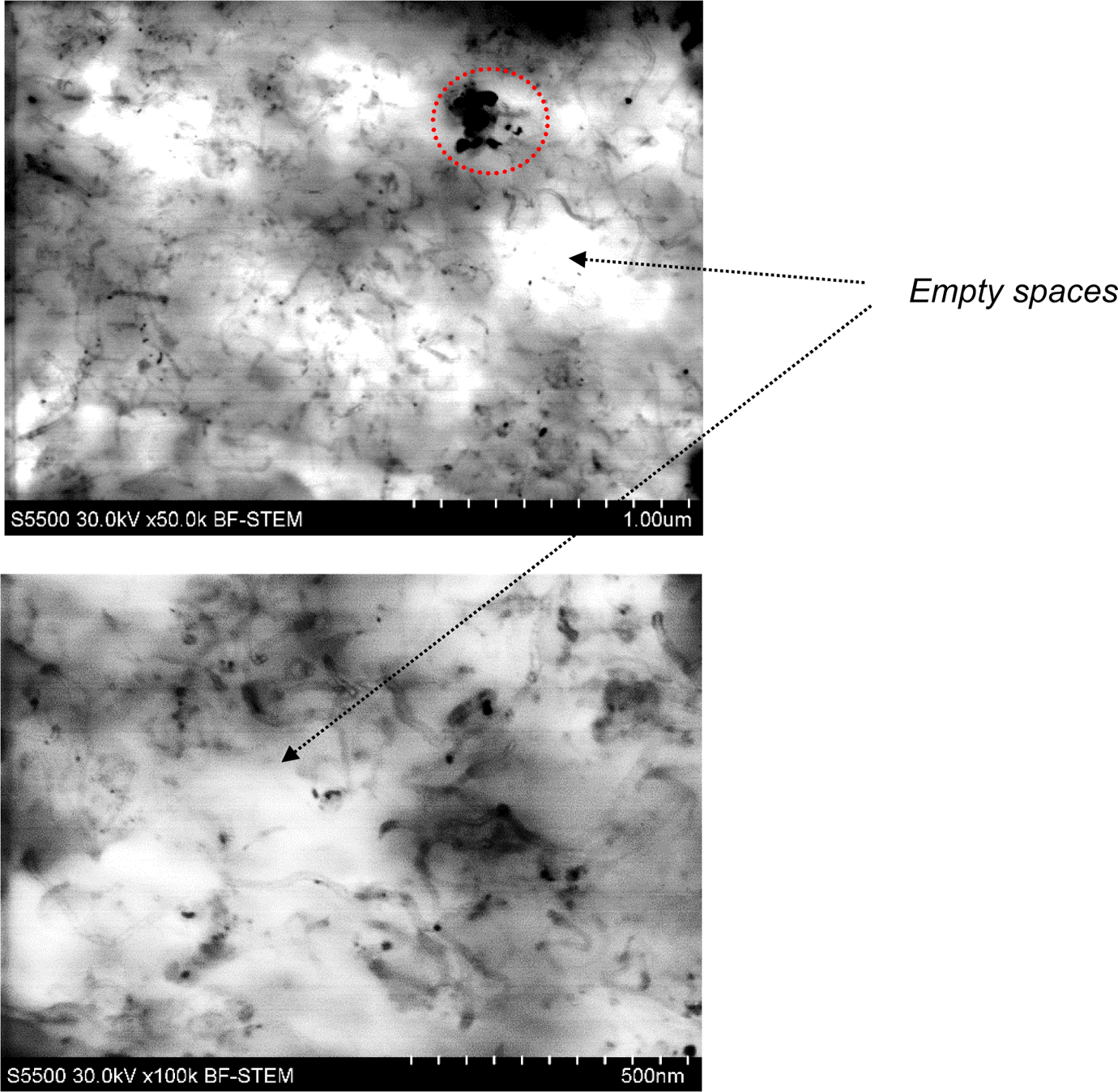
State of MWCT dispersion along a fiber doped with 6 wt% MWCT. MWCT: multi-walled carbon nanotubes.
Thermal properties
In general, CNTs act as a nucleating agent for polymer crystallization. This leads to the higher melting range observed for many thermoplastic polymers. 28 In the nanocomposite fibers with CNTs, the macromolecule chains are oriented with a simultaneous orientation of nanotubes. During heating, the polymer chains normally shrink, but their movement is restricted by the presence of nanotubes. 1 As is shown above, the MWCTs in the nanocomposite fibers produced are not oriented. Therefore, it could be stated that there will not be a significant increase in crystalline phase content. Figures 7 and 8 present the heating curves of nanocomposite pellets and fibers, respectively.
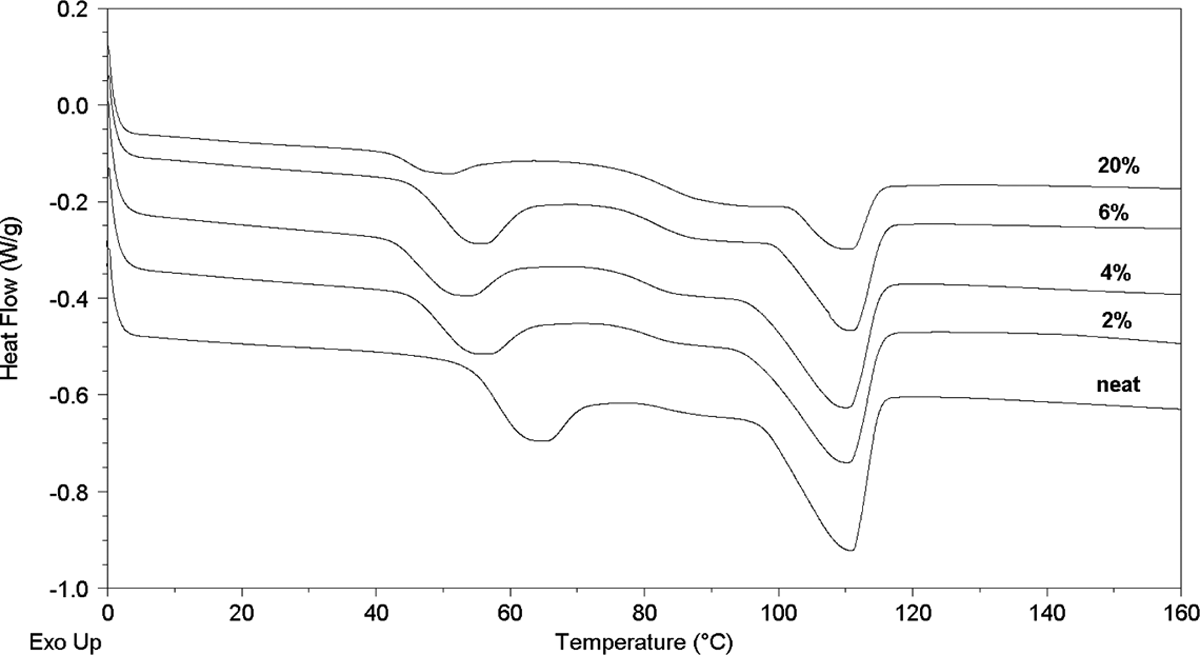
DSC curves of nanocomposite pellets (first heating). DSC: differential scanning calorimeter.
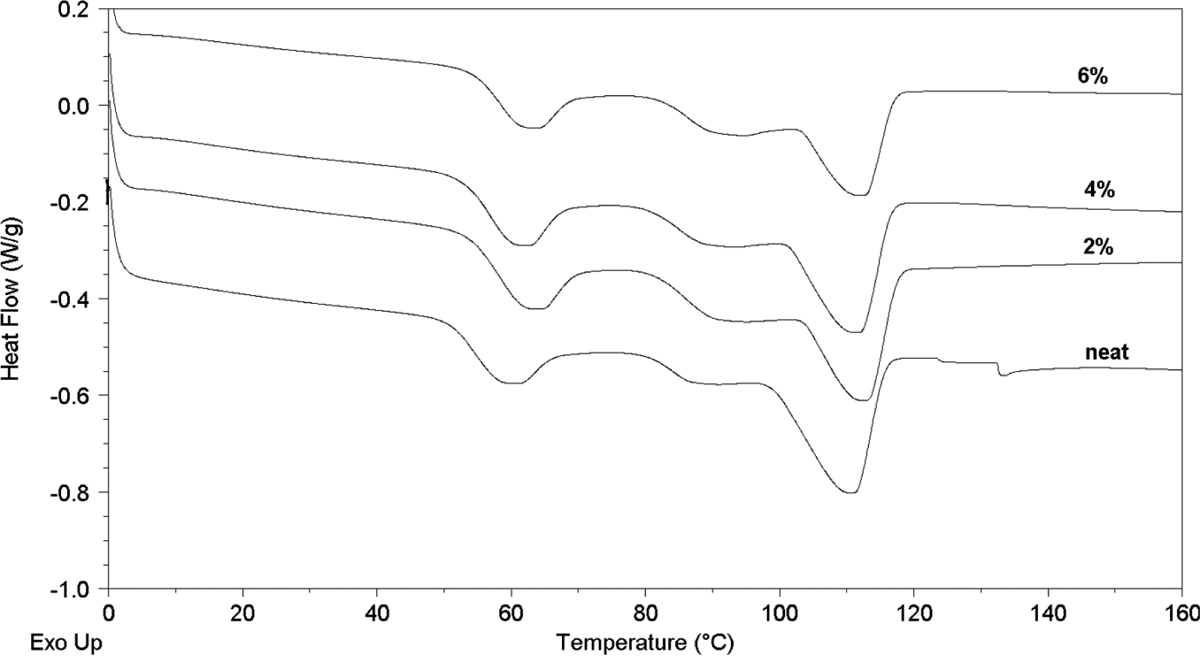
DSC curves of nanocomposite fibers (first heating). DSC: differential scanning calorimeter.
The character of all curves is similar and the melting range was determined as being from approximately 50°C to 120°C. Such a broad melting range is characteristic of hot melt adhesives based on polyamides. This is due to the fact that the polymers used as hot melt adhesives belong to the group of random copolymers. 29 By copolymerization reaction, the repeating units of comonomers (diamindes, dimer acid) are excluded from the crystal structure of the homopolymer. The crystallization is disturbed and crystals with different thickness occur, which melt at different temperatures. 30–31 In the presence of CNTs, the temperature at which the crystals start to melt is shifted toward a lower value. Figure 7 shows that this starting temperature is approximately 58°C, as compared to a masterbatch doped with 20 wt% MWCT for which the temperature is approximately 42°C. Moreover, the enthalpy of melting is significantly decreased from 51.05 J g−1 (neat polymer) to 25.34 J g−1 (masterbatch), as shown in Figure 9. This means that CNTs affect the crystallinity phase of the copolyamide, however, it is possible they can change the size/shape of crystals but do not cause the formation of new crystals. This is in contrast to typical homopolymers doped with CNTs, but it is possible since the molecular structure of random copolymers and homopolymers is responsible for the crystallization behavior. For instance, polyamide 6 doped with 8 wt% MWCT (NC 7000, Nanocyl, Belgium) using a melt mixing process shows an increase in enthalpy of melting from 63.6 J g−1 to 70.1 J g−1. 30 Differences in heat of fusion values for polyamide 6 homopolymer and the copolyamide studied are also visible. Nanocomposite fibers as oriented structures should possess higher crystallinity phase content as an effect of drawing or stretching. The produced fibers exhibit a similar heating curve and broad range of melting as nanocomposite pellets (Figure 8). However, there is no visible shift in the starting point of melting after MWCT addition. All fibers start melting at 50°C. The determined melting point for neat fibers is 109.7°C and for 6 wt% MWCT nanocomposite fibers 110.6°C, which is a negligible change (Figure 9).
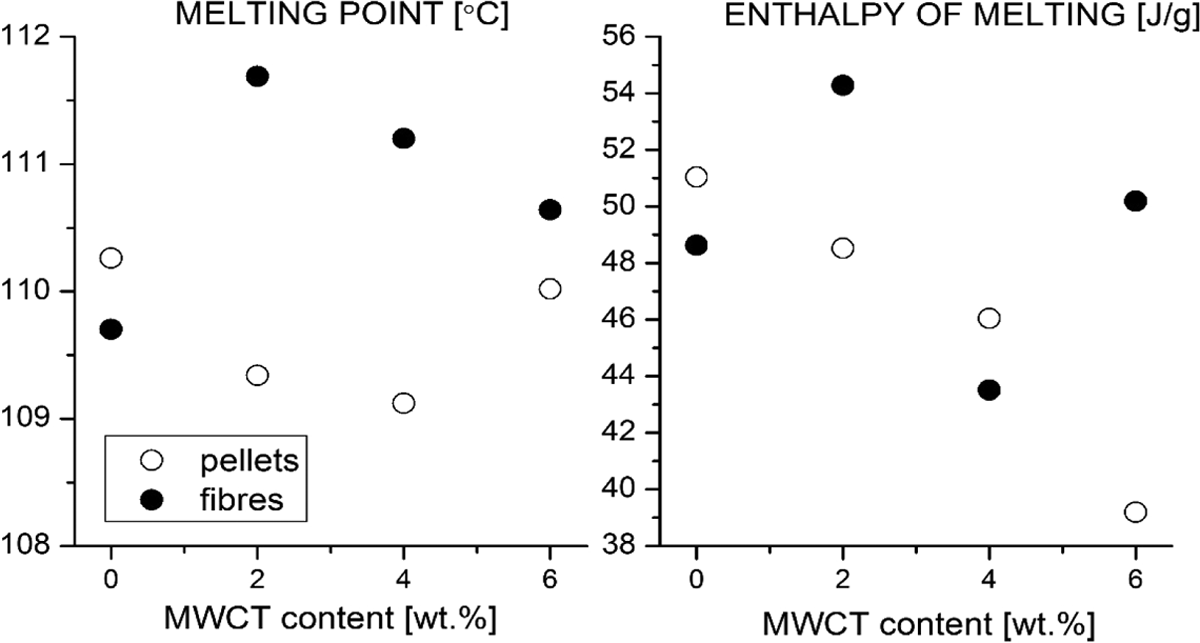
Thermal properties of pellets and fibers.
This is similar to the enthalpy of melting, which is approximately 50 J g−1 for all fibers with a decreased value for 4 wt% MWCT fibers. These results suggest a lack of orientation of MWCT in the fibers because the crystalline phase content did not increase significantly. It is also probable that the crystals are small and can be rearranged in fibers, thereby causing the discrepancies in the thermal properties. 31
Mechanical properties
CNTs are very stiff with a Young’s modulus of ca. 1.2 TPa and a tensile strength of 50–200 Gpa. 32 In contrast to pure CNT fibers, the polymer-CNT fibers do not break so easily because the addition of polymer decreases the effect of CNT slippage.25 Figure 10 presents the results of tensile testing of the produced fibers. Representative stress–strain curves of all the studied fibers are typical of polyamides in which the necking and drawing ranges can be distinguished. 33
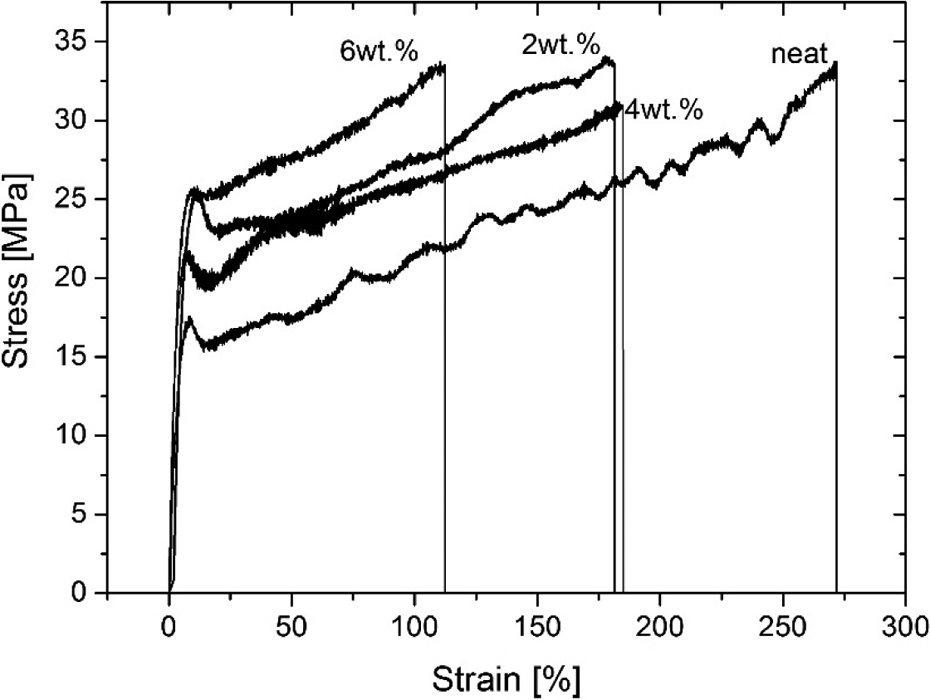
Stress-strain curve of neat copolyamide fibers doped with MWCT. MWCT: multi-walled carbon nanotubes.
Elongation at break (271%) for fibers made of neat copolyamide is higher than for fibers doped with MWCT, similar to 6 wt% MWCT for which elongation at break is 112% (Table 2). This is most likely due to the different way in which macromolecule chains are rearranged during the test. In the presence of CNTs, the movement of chains is hampered and they therefore exhibit less elongation. 4 The structure is more stiff, which is also represented by a significant increase in Young’s modulus from 272.7 MPa (neat) to 315.6 MPa (2 wt%) and 462.5 MPa (4 wt.%) to 501.4 MPa (6 wt.%). This is expected and observed for many thermoplastic polymers with carbon nanotubes. 3 On one hand, the addition of CNTs to a polymer improves the tensile strength, as for instance, presented in the case of PA6,6-CNT fibers. 34 On the other hand, the higher the orientation of macromolecule chains, the higher the tensile strength. Unfortunately, the fibers presented in this work do not show this tendency. The possible reasons for this are related to a lack of macromolecules and/or CNT orientation, due to the poor drawing conditions or a macroscopic effect, such as surface quality. It was shown that fibers doped with MWCT have the roughest surface with many cracks (see Figure 5). For these fibers, the tensile strength is lower because such surface defects work as notches, thus leading to faster rupture of fibers.
Electrical properties
The electrical conductivity of thermoplastic composites with CNTs is the main property which makes these materials suitable for novel applications in electronics, 35 aerospace, 36 biomedical engineering, 37 and others. The addition of even a small amount of CNT into the polymer matrix can transform its insulating properties into high conductive performance, but the key factor in achieving this is good CNT dispersion and orientation. 38 Moreover, the processing method and the final form of the composite (bar, strip, fiber) affect the electrical conductivity. First, we measured electrical conductivity of masterbatch pellets pressed into a bar. The average electrical conductivity of 20 wt% MWCT-doped hot melt copolyamide was 4.89 ± 0.16 (S m−1). Then, pressed nanocomposite pellets with 2, 4, and 6 wt% MWCT were analyzed. However, for all materials, the average electrical resistivity was higher than 10 10 (Ω·cm), which is the maximum measurable value on the used equipment. Similarly, the produced nanocomposite fibers were non-conductive. Based on TEM images (Figure 6), the probability that MWCTs touch each other and form a conductive pathway is low because the fibers have such a small diameter 39 and there are many places without MWCTs. Similar problems in electrical conductivity measurement have been described for polycarbonate/MWCT, 24 polyethylene/MWCT, 40 thermoplastic polyurethane/MWCT, 18 and polyamide6,6/MWCT 36 nanocomposite fibers obtained by melt mixing and drawing. However, in these cases, the reason for the absence of electrical properties was associated with the high level of CNT alignment. For the fibers presented here, the MWCTs were not oriented. This review describes the electrical conductivity of different nanocomposites based on different polymers and CNTs. 41 For the MWCT used, the electrical conductivity is much lower than other nanocomposites with the same amount of MWCT. Hence, we assumed that the MWCT used could have increased the mechanical performance but not improved the electrical properties. The second reason for the high resistivity of the fibers could clearly be their small diameter.
Conclusions
In this work, a new group of nanocomposite fibers based on hot melt copolyamide doped with 2, 4, and 6 wt% MWCT was fabricated using a two-step approach. Firstly, a hot melt masterbatch with 20 wt% MWCT was diluted using an extruder into 2, 4, and 6 wt% MWCT doped nanocomposite pellets. In the second step, nanocomposite fibers were extruded and drawn from the produced nanocomposite pellets. The average diameter for all fibers was ca. 80 μm. Rheological analysis of the compression molded nanocomposite pellets shows a significant viscosity increase for doped hot melts. The mutual dependence between storage and loss modulus is different from neat hot melts with a predominance of elastic properties. Therefore, the processing of nanocomposites is hampered, resulting in a rough surface of fibers doped with MWCT. The melting range of the produced nanocomposite pellets and fibers is broad, as is typical of random copolymers. The melting phenomena starts at 50°C and ends at 120°C. For pellets, the addition of MWCT shifted the melting range toward lower values with a simultaneous decrease in enthalpy of melting. It was assumed that MWCTs affect the size and shape of the crystal phase in hot melts, in which the crystallization process is disturbed due to the random structures. In the case of fibers, the melting range is still broad but the addition of MWCT does not change the enthalpy of melting. This could be because the nanotubes are not oriented along the length of the fibers as they are shorter than other commonly used CNTs. The mechanical properties of fibers should be considered on two levels: the macro and the micro. In our study, the visible difference in surface quality rather than the intrinsic structure of filaments is the main factor affecting the tensile strength of the fibers. Due to the hindered movement of the macromolecule chains caused by the presence of MWCT, the elongation at break is lower than for neat hot melt copolyamide and higher Young’s modulus. The MWCT used is not satisfactory to improve the electrical properties of fibers. This new group of textile materials with good flexibility at low temperatures and high mechanical performance can be used as a precursor for the manufacturing of woven fabrics. However, fabrics based on polymers with adhesive properties are highly desirable for lightweight constructions in many industrial sectors.
Footnotes
Acknowledgements
The authors acknowledge ARKEMA for supply of polymer pellets and Dr Eng. Rafal Kozera of Warsaw University of Technology for microscopy investigation.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research leading to these results has received funding from the European Union Seventh Framework Programme (FP7/2007-2013) under grant agreement no. ACP0-GA-2010-265593 (ELECTRICAL).