
Abstract
Unidirectional carbon fiber-reinforced epoxy (UCFRE) is suffering from weak transverse mechanical properties and through-thickness properties. The effect of different amount (0.1, 0.3 and 0.5 phr which is proportional to 0.09, 0.27 and 0.46 wt%, respectively) of multiwall carbon nanotube (MWCNT), on transverse tensile properties, flexural strength, fracture toughness in transverse and longitudinal fiber directions, interlaminar shear strength and lap shear strength of UCFRE has been investigated. Dicyandiamide was used as a thermal curing agent of epoxy resin. MWCNT was dispersed in the epoxy resin by ultrasonic instrument and their dispersion state was investigated by scanning electron microscopy (SEM). The curing behavior of epoxy resin and its nanocomposites was assessed by differential scanning calorimetry. Results show that transverse tensile strength, modulus and strain-at-break were increased by 28.5%, 25% and 14%, respectively by adding 0.1 phr of MWCNT. Longitudinal flexural properties of UCFRE was not changed by adding different amount of MWCNT. Although longitudinal flexural strength was increased by 5% by adding 0.1 phr of MWCNT. Fracture toughness in transverse and longitudinal fiber directions was increased by 39% and 9%, respectively at 0.3 phr of MWCNT. Results also show that interlaminar shear strength and lap shear strength were increased at 0.3 phr of MWCNT by 8% and 5%, respectively. These increases in mechanical properties were due to the good adhesion of fibers to the matrix, interlocking and toughening action of MWCNT as revealed by SEM.
Introduction
Carbon fibers reinforced epoxy (CFRE) composites have superior characteristics such as lightweight, versatility, high in-plane stiffness and fatigue resistance under tensile loadings, therefore, they have been widely used in the design and manufacture of commercial aircraft, structural components, automotive and medical engineering area.1–4 Addition of nanoparticles such as single-walled carbon nanotube (SWCNT), multiwalled carbon nanotube (MWCNT) has been proposed as the ideal reinforcement for enhanced epoxy resin5–7 and its fiber-reinforced composites.8–10
Many researchers studied the influences of adding carbon nanotube (CNT) on the flexural,11–13 tensile,14–16 fracture toughness,17–19 interlaminar shear strength,20–22 lap shear strength23,24 and cure behavior 25 properties of carbon fiber (CF)/CNT/epoxy composites.
Quan et al. 26 incorporated MWCNT by dispersing them into a CFRE and showed improvement in the fracture toughness properties. Enhancements in the fracture energy of CFRE could be attributed to the better MWCNT breaking and crack deflection mechanisms under shear load as a result of the MWCNT addition. Srikanth et al. 27 illustrated an increase in tensile and flexural strength of amino-functionalized MWCNTs–CFRE nanocomposites that this is due to the toughness change of the matrix. Zhang et al. 28 investigated the effect of MWCNT-COOH and MWCNT-NH2 on carbon fiber composites’ mechanical properties in the epoxy-amine system. The interlaminar shear strength of carbon fiber/epoxy composites improved by the addition of MWCNT-COOH and MWCNT-NH2.
It is necessary to enhance the transverse mechanical properties of CFRE. It seems that this weakness can be improved by using MWCNT. So, the goal of this study was to produce and investigate the effect of MWCNT on transverse properties of unidirectional carbon CFRE cured with dicyandiamide solid hardener. Within our knowledge so far there have not been any reported studies on the effect of MWCNT on dicyandiamide-cured epoxy resin. Prepreg of unidirectional carbon fiber-reinforced epoxy composites containing different amounts (0, 0.1, 0.3 and 0.5 phr which is proportional to 0, 0.09, 0.27 and 0.46 wt%, respectively) of MWCNT was fabricated by hand lay-up and composite samples were prepared by compression hot press.
Experimental
Materials
The epoxy resin of diglycidyl ether of bisphenol-A (Epikote 828) with the viscosity of 12–14 Pa.s at 25°C supplied by Momentive Co used in this work. Dicyandiamide (dicy) with the melting point of 209–212°C and the average particle size of 10 µm was from AlzChem Co. (Germany). 1 Methylimidazole as accelerator (DY070) was purchased from Huntsman Co. USA. The epoxy resin, dicy and DY070 were used in the ratio of 100:7:0.6 phr. MWCNT with a carboxyl group (-COOH) supplied by Parse CO, Iran was used as nanoparticle reinforcement. These MWCNTs were with the outer diameters ranged between 10 and 30 nm and the 30µm lengths as reported by the supplier. Unidirectional carbon fiber fabric with the areal weight of 240 g/m2 and thickness of 0.3 mm with the trademark of T300-6K were prepared from Iranian Navid Company (Tehran, Iran).
Fabrication of MWCNT/CFRP
The epoxy resin was heated to 70–80°C to lower its viscosity. Then, various amount of MWCNT loadings of 0.0, 0.1, 0.3 and 0.5 phr which is proportional to 0.0, 0.09, 0.27 and 0.46 wt%, respectively were mixed into the epoxy resin and the mixture was sonicated by using an ultrasonic homogenizer for 30 min at 35% amplitude and 50 s on/10 s off-cycle pulse mode. After that, solid dicy curing agent (7 phr) was added into the MWCNT/epoxy system and the mixture was subjected to low shear mixing at a velocity of 2000 rpm for 45 minutes using a Heidolph mechanical mixer. Finally, the DY070 accelerator (0.6 phr) was added and mixed for 5 minutes to have four formulated homogenous compound of 0.0, 0.1, 0.3 and 0.5 phr of MWCNTs content. This procedure was chosen based on our experience and MWCNTs dispersion evaluation by SEM and viscosity measurement.
For impregnation of unidirectional carbon fiber fabric or preparing prepregs, the necessary amount of unidirectional carbon fiber fabric was weighted. Then, the necessary amount of formulated compound which was prepared according to the above mentioned method was weighted and fiber was impregnated with the prepared epoxy compound with various MWCNTs content manually in a way that the fiber content of all prepregs was 45 ± 1% by volume. The composite samples for tension, bending, interlaminar shear and fracture toughness tests were prepared by hand lay-up of the necessary number of prepregs. Then, they were cured under 15 tons hot press for 1 hour at 130°C and pressure of 50 bar and then post-cured at 150°C for 1 hour.
Characterizations
The curing behavior of MWCNT/epoxy formulated compounds were analyzed using differential scanning calorimetry (DSC; Mettler Toledo DSC, Switzerland). In all samples, about 7 mg of each composition was poured into a small aluminum plate and then each sample with the heating rate of 10°C/min was heated from room temperature up to 300°C to determine their curing behavior.
The tension test was performed based on ASTM D3039 standard. Samples with dimensions of 175 × 20 × 2 mm3 were cut from a composite sheet using a special saw with a diamond edge and were tested with the cross-head speed of 2 mm/min. The three-point bending test was carried out according to the ASTM D790 standard and samples of a rectangular of 60 × 13 × 2 mm3, with the span of 32 mm and a load rate of 1.3 mm/min.
For conducting the fracture toughness test, ASTM D5045 standard was used. Samples were formed as rectangle cubes with thickness of B = 6 mm, width of W = 12 mm, length of 60 mm and the crack length of a = 6 mm. The test was carried out in 3PB-SEN (three-point bending-single edge notched) on notched samples with a sharp crack, with a span length of 45 mm and the cross-head speed of 10 mm/min. The fracture toughness (KIC) and fracture energy (GIC) were calculated through the following equations:



where PQ is the maximum load for growth of the crack in terms of MN and E is the sample’s module.
The interlaminar shear strength (ILSS) of composites was measured according to the ASTM D2344 standard in short beam bending test. Samples of 20 × 10 mm2 and thickness of 2 mm were prepared and tested in three-point bending mode with the span of 16 mm and a load rate of 2 mm/min. The ILSS was calculated according to the following equation.

where p is the maximum load (N) and w is the width (mm) and t is the thickness (mm) of sample.
The lap shear test was done according to the ASTM D1002 standard. Some plates with 25 × 100 mm2 and thickness of 1.6 mm were prepared from 5000 series aluminum alloys. After rinsing with acetone and roughening with sandpaper 250 grit, a layer of the prepreg in question with the dimension of 18 × 25 mm2 was cut and was put over an edge of the aluminum and then another aluminum sheet was put on with the same condition in a way that, the length of overlapping was about 10 mm. This set under the pressure of 50 bar was cured at 130°C for 1 hour and then post-cured at 150°C for another hour.
To measure the above mentioned mechanical properties a universal testing machine, with the trademark of STM-150 made by Santam Company (Iran), was used. To analyze the dispersion of MWCNTs into the epoxy resin and morphology and adhesion of fiber to the matrix, the fracture surface of samples of tension and fracture tests were analyzed using a scanning electron microscope (SEM) (Tescan, VEGA, Czech Republic) after coating with a thin layer of gold.
Results and discussions
Scanning electron microscopy
High agglomeration tendency of carbon nanotubes due to their strong Vander Waals forces and high viscosity of epoxy hindered the dispersion of MWCNTs. For better dispersion of MWCNTs, the epoxy resin was heated to 70–80°C. Figures 1 and 2 show the fractured surface of cured epoxy and MWCNTs/epoxy nanocomposites to evaluate MWCNTs dispersion in the epoxy resin. To obtain the optimal ultrasonic mixing time, 0.3 phr of MWCNTs was mixed into the epoxy resin and was exposed to ultrasonic waves for 15 and 30 min. As Figure 1 shows, 15 minutes of ultrasonication was not enough for separating MWCNTs as they were still agglomerated. However, 30 minutes of ultrasonication improved the nanoparticle dispersion. Therefore, the ultrasonication time of 30 min was selected to prepare the MWCNTs/epoxy mixtures.
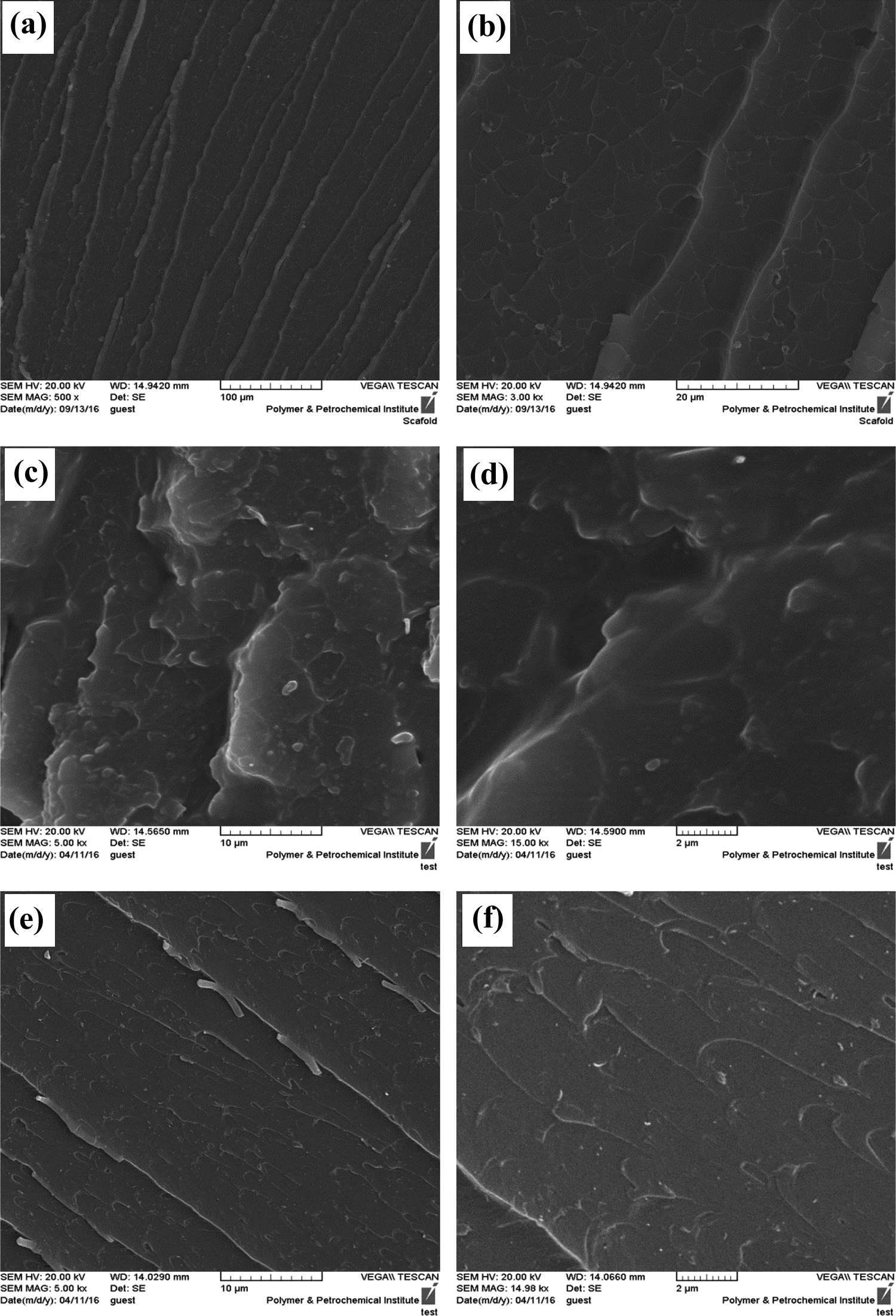
SEM images of pure epoxy fracture surface and nanocomposites containing 0.3 phr MWCNT in two magnifications: (a and b) pure Epoxy, (c and d) 15 minutes and (e and f) 30 minutes of mixing by ultrasonic.

SEM images of pure epoxy fracture surface and its nanocomposites containing different amount of MWCNT: (a and b) pure, (c and d) 0.1 phr, (e and f) 0.3 phr and (g and h) 0.5 phr.
Fractured surface images of MWCNTs/epoxy nanocomposites including 0.1, 0.3 and 0.5 phr MWCNTs in Figure 2 show a relatively proper dispersion for samples containing 0.1 and 0.3 phr MWCNTs. However, using 0.5 phr MWCNTs resulted in a weak dispersion. This agglomeration can be due to over-increase of resin viscosity by MWCNTs which may hinder the separation of the nanoparticles.
Cure behavior
Figure 3 and Table 1 show the DSC curves of the curing behavior of various MWCNTs/epoxy composition. As Table 1 shows, the peak cure temperature of neat epoxy resin is 136°C which is expected for accelerated dicy-cured epoxy resins.29,30 The addition of MWCNT did not alter the peak cure temperature and the cure behavior remained constant in all the compositions. In the most of studies, 24 it has been shown that the addition of nanoparticles accelerate the cure behavior of the samples. This means that nanoparticles can serve as accelerators. This study however revealed that (Table 1) the addition of different levels of MWCNTs did not influence the cure behavior of dicy/epoxy mixture. This could be attributed to the solid nature of dicy latent curing agent 30 which is one of its unique properties.
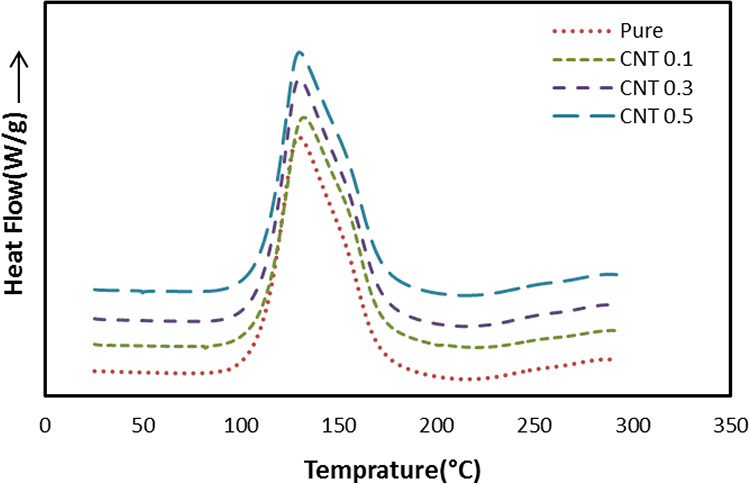
Differential scanning calorimetry graphs of epoxy resin containing different amount of MWCNT.
The effect of different amounts of MWCNT on curing behavior of dicy-cured epoxy resin.

To: Onset curing temperature; Tp: Peak curing temperature; Te: End curing temperature.
Tensile strength and stiffness
The impact of MWCNTs on the tensile properties of the hybrid composites were measured in transverse fibers direction in five replicates. The closest stress–strain curve to the mean value of each sample and the variations of average values of modulus and tensile strength are shown in Figures 4 and 5, respectively. The results indicate that the addition of 0.1 phr MWCNTs enhanced the tensile strength, modulus and break strain of the unidirectional CFRE in the fibers’ transverse direction by 28.5%, 25% and 14%, respectively. This may be due to two reasons: (1) the presence of MWCNTs in the matrix can be effective in reducing the small cracks inside the sample and delaying their growth. (2) The addition of MWCNTs enhanced the adhesion between the fibers and matrix and hence increase the stress transfer from the matrix to the fibers. Moreover, in laminates, it can elevate the interlaminar adhesion by the interlocking mechanism. Further increase of MWCNTs will result in their agglomeration due to their strong Van Der Waals interaction. On the other hand, higher levels of MWCNTs in the resin will increase its viscosity. High resin viscosity will cause a reduction in carbon fiber wettability during fibers impregnation and hence decrease the adhesion of the fibers to the resin and force transfer from the matrix to the fibers; it will increase the pore volume and prevent from the discharge of the trapped bubbles. So it will decline the tensile strength.
Low transverse strength of the unidirectional CFRE (relative to the pure epoxy resin) could be attributed to the stress concentration along the transverse direction which will decline the strength and strain which is a common feature of these kinds of composites.

Stress–strain curves of carbon fiber/epoxy nanocomposites at different amount of MWCNT.

Variation of transvers tensile strength and modulus of carbon fiber/epoxy nanocomposites containing 0.1, 0.3 and 0.5 phr MWCNT.
SEM images of the fractured surface of the samples after the tensile test are shown in Figure 6 for various amounts of MWCNTs. Figure 6(a) and (b), show that in the carbon fiber/epoxy composites, the resin adhesion to the fibers is low; so the fibers were separated from the resin indicating weak fiber–matrix adhesion. In the matrix area, a large number of pores that may cause stress concentration can be seen. For the sample containing 0.1 phr MWCNT, the amount of epoxy resin surrounding the carbon fiber was increased indicating better adhesion of the epoxy to carbon fiber (Figure 6(c) and (d)). Further increase in MWCNT content decreased the porosity of the resin-rich area. In the specimen containing 0.3 phr MWCNT, the fiber is separated from the resin in some points. For the sample with 0.5 phr MWCNT, despite an increase in the matrix–fiber adhesion in some parts, many pores can be observed at the fractured surface, reflecting the nanoparticle agglomeration and formation of pores in the matrix. SEM test results of the fracture surface of the samples are consistent with the tensile test results.
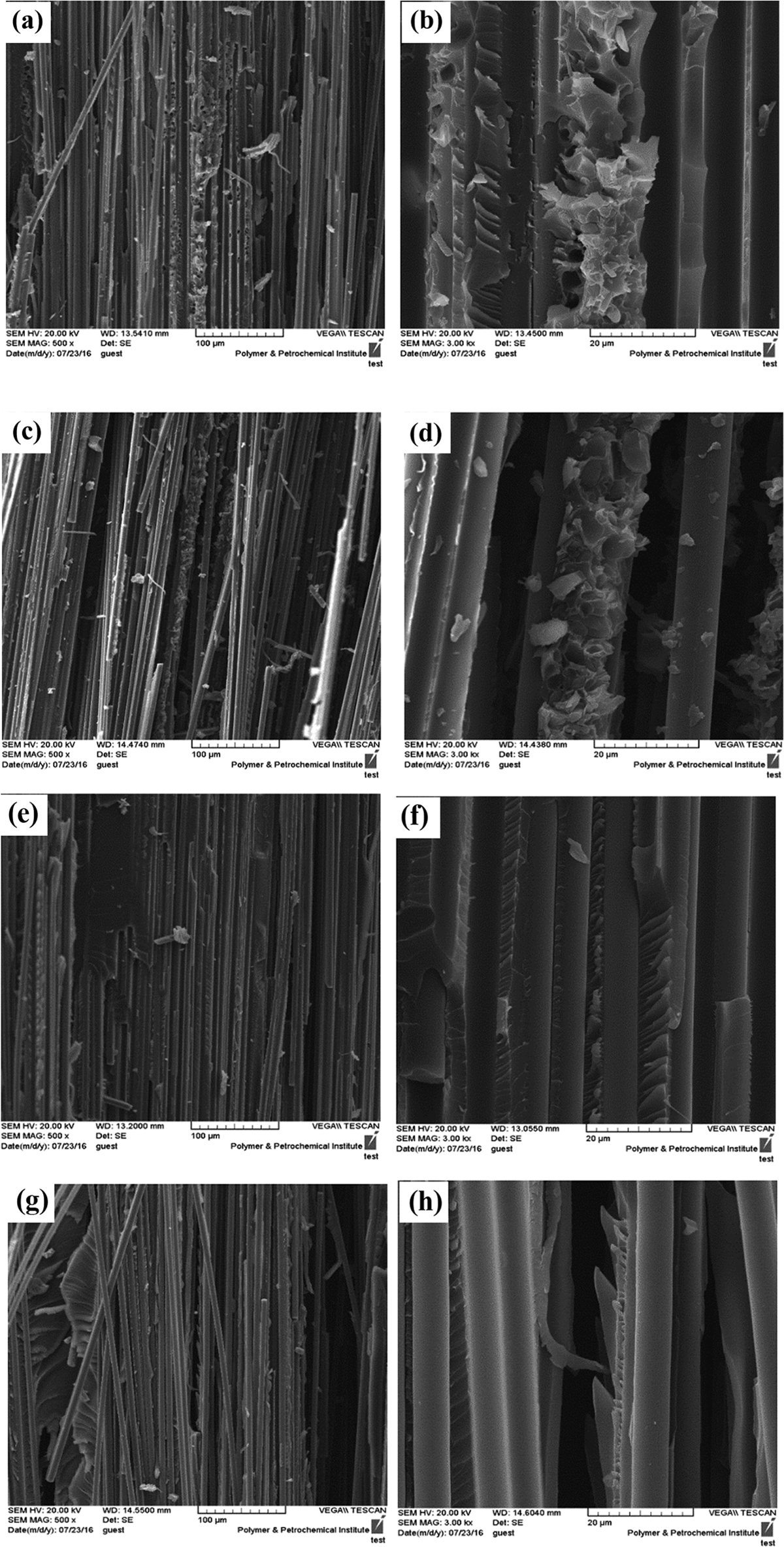
SEM images of the fracture surface of MWCNT/CFRE nanocomposites in the tensile test: (a and b) pure epoxy, (c and d) 0.1 phr, (e and f) 0.3 phr and (g and h) 0.5 phr MWCNT.
Flexural properties
The flexural test was carried out along the longitudinal direction of the fiber and the stress–strain curve nearest to the mean value is reported in Figure 7 for each sample. The results of the average value and standard deviation for flexural strength, deflection-at-break and modulus, are listed in Table 2. The addition of 0.1 phr MWCNT to carbon fiber/epoxy composites resulted in a 5% increase in the flexural strength, while the modulus remained unchanged. The low variation of flexural properties can be due to the fact that the flexural test was carried out in the longitudinal direction of the fiber and the mechanical properties of composite appeared to be controlled by the fibers. The strength sharing of the MWCNT-reinforced epoxy resin is negligible in comparison with the high strength of the fiber along the longitudinal direction hence it will have a slight impact on the flexural properties. In the sample containing 0.5 phr MWCT, the flexural properties were reduced due to the agglomeration of the nanoparticles. This phenomenon will lead to an early fracture of the matrix and decline of its flexural strength under loading. The deflection-at-break increased by the addition of MWCNT due to the crack deviation induced by MWCNT.
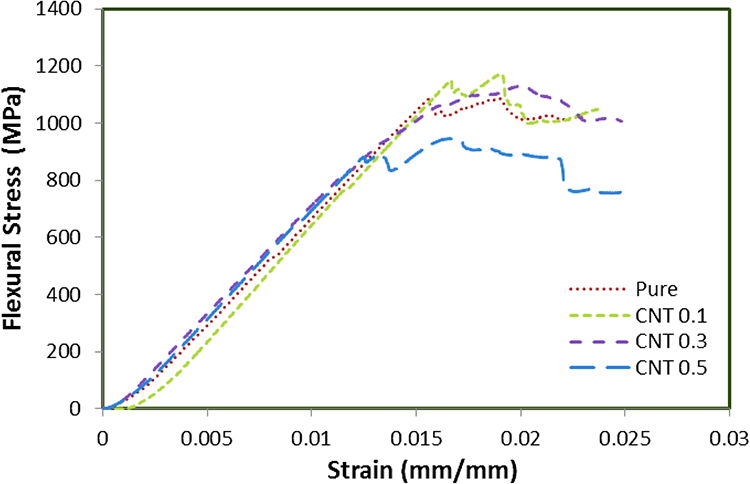
Typical flexural stress–strain curves of carbon fiber/epoxy nanocomposites containing different amount of MWCNT.
Flexural properties of carbon fiber/carbon nanotube/epoxy composites at different MWCNT content.

Fracture toughness
To determine the fracture toughness (KIC) and fracture energy (GIC), the fracture test was performed in both transverse and longitude directions of fibers. This test indicates the damage tolerance and the resistance of the composite against the growth of the crack. The variations of KIC and GIC are plotted versus different MWCNT amounts along the transverse and longitudinal direction of fibers in Figures 8 and 9, respectively. A 39% improvement can be seen in the fracture toughness along the transverse direction by the addition of 0.3 phr of MWCNT. This increase in fracture toughness can be due to the prevention of rapid crack growth by MWCNTs. These nanoparticles caused the crack deviation in the matrix and delayed the composite fracture. Therefore, more cracks will be needed to induce the fracture, which itself requires more energy. A small change in the fracture toughness for the sample containing 0.5 phr MWCNT could be due to the control of the composite properties along the transverse direction of the fiber by matrix. Poor MWCNT-epoxy interaction as well as the weak nanoparticle dispersion in the matrix can lead to this observation.

Fracture toughness and fracture energy of MWCNT/carbon fiber/epoxy nanocomposites in transverse direction of fibers.

Fracture toughness and fracture energy of MWCNT/carbon fiber/epoxy nanocomposites in longitudinal direction of fibers.
Based on equation (3), the fracture energy is a function of the toughness and modulus. As the increase of MWCNT did not significantly alter the modulus of the composites and the toughness was increased, the fracture energy exhibited an improvement. In the sample containing 0.5 phr MWCNT, nanoparticles could not prevent from crack growth due to their agglomeration and their inappropriate dispersion in the epoxy matrix.
The toughness of carbon fiber/epoxy composites along the longitude direction of the fiber did not change by incorporation of the MWCNT. As mentioned in the flexural test, in the longitude direction of the fiber, the properties of carbon fibers have a dominant role in the fracture of the composites.
SEM test was employed to investigate the morphology and adhesion of the fiber and resin in pure epoxy/carbon fiber composites and those containing various levels of MWCNTs after the fracture toughness test. The resulting images are not reported due to space limitation and observations and discussion are similar to those of Figure 6.
Interlaminar shear strength
The interlayer interactions as well as the bonding of the prepregs layers were evaluated by the interlaminar shear strength (ILSS) test in a short beam shear (SBS) test and results are presented in Table 3. The interlaminar shear strength depends on the fiber–matrix adhesion, the matrix shear properties and the composite porosity. The addition of 0.3 phr MWCNTs to carbon fiber/epoxy composites (Table 3) caused an 8% increase in the interlaminar shear strength. Insignificant variation of ILSS may be due to the high intrinsic interlaminar shear strength of the pure epoxy systems cured with dicyandiamide (70.1 MPa). 31
Interlaminar shear strength and lap shear strength values of MWCNT–CFRE hybrid composites.

Lap shear strength
Table 3 also summarizes the results of the lap shear test to evaluate the prepregs adhesion and shear strength of different epoxy compositions. These results are the average of five replicates. The results show that adding 0.3 phr MWCNT resulted in a 5% enhancement in the lap shear strength. This low increase could be due to the high intrinsic lap shear strength of the epoxy systems 31 cured by dicyandiamide (17.9 MPa). The other reason could be due to the increase in the viscosity of the prepreg matrix in the presence of the nanoparticles which declined the wettability of the aluminum sheet and hence decreased the adhesion of the prepregs layers to the aluminum surface.
Conclusions
The effect of different amounts of MWCNTs on various mechanical properties of carbon fiber/epoxy composites cured by dicyandiamide is investigated. The most important conclusions are:
– DSC test results indicated that the maximum curing temperature of the epoxy resin with this curing system is 136°C and different amounts of MWCNT do not affect the curing behavior. This means that they did not exhibit accelerating or hindering effects.
– The addition of 0.1 phr MWCNT enhanced the transverse tensile strength and modulus by 28.6% and 25%, respectively.
– The flexural properties of the carbon fiber/epoxy composites along the longitudinal fibers’ direction were investigated for samples with different MWCNTs contents. The incorporation of nanoparticles did not significantly affect the flexural properties along longitudinal fibers direction due to the dominant role of fibers in this direction.
– To determine the fracture toughness and fracture energy of the samples, the toughness test was conducted along with the transverse and longitudinal directions of fibers. The addition of 0.3 phr MWCNTs resulted in a 39% and 9.3% increase in the fracture toughness along with the transverse and longitude directions, respectively.
– The shear properties of the composites and prepreg samples were investigated by measuring ILSS and lap shear strength. The addition of MWCNTs increased the interlaminar shear strength and lap shear strength of the samples cured by dicyandiamide by 8% and 5%, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.