
Abstract
Polymeric materials can be welded by the laser transmission welding technique in order to join two or more sheets. At the interface of the polymer sheets, the released energy induces melting that is assisted by pressure, producing a fast and resistant welding. In this research, single-lap polymeric joints of biomedical ultra-high molecular weight polyethylene sheets were realized; one of the two polymer sheets was doped, at different concentrations, with carbon nanomaterials as a laser absorbent filler. A pulsed neodymium-doped yttrium aluminium garnet laser operating in the wavelength of 532 nm and of 1064 nm with an intensity of the order of 109 W/cm2 was employed to obtain a joint at the interface between the transparent polymer and the absorbent one. The mechanical shear resistance of the prepared joints was related to the optical absorption feature of the polymeric materials. Besides, surface analyses such as hardness, roughness and wettability in different inorganic and organic fluids were presented and discussed. The result of characterization analyses indicated the best filler amount in order to have a mechanically resistant joint with surface properties also suitable for the biomedical employment.
Keywords
Introduction
The ultra-high molecular weight polyethylene (UHMWPE) is a very interesting polymer with high features, employed as a high performance material for its superior mechanical properties. One of its application fields is the biomedical one especially for its low friction coefficient and chemical inertia. 1,2
The use of the laser irradiation technique can be important in order to join different parts of this plastic material and obtain, for example, tubular geometries employed in the biomedical field like blood vessels or tube connectors for catheters, microfluid devices or micropumps. 3 Rectangular geometries could also be realized, with or without angles of junction, in order to produce other medical devices. Among the irradiation techniques, the laser transmission welding (LTW) can be successfully applied to join two or more thermoplastic polymeric sheets; the polymers must have a similar chemical composition so that they can be combined together during the welding process. 4,5
It is worth mentioning that the laser welding technology was already extensively studied also for several other materials and process variants. In fact, it can be successfully applied on thermoplastic composites, 6,7 thermoplastic and wood composites, 8 copolyester-based biocomposites, 9 polyamides, polycarbonate, ABS, 10 and so on. Process variants have been also studied: for example, the selective laser sintering is a layer manufacturing technique in which a three-dimensional part is fabricated by the laser beam controlled by a computer. 8,9 Beyeler et al. 6 have developed an automated process that allows continuous consolidation of a thermoplastic tape using laser energy, applicable to different polymeric materials; Stokes-Griffin 2013 7 proposed a two-dimensional finite element thermal model for this laser-assisted thermoplastic placement system.
UHMWPE can be treated efficiently by the LTW technique in order to modify its superficial properties in the sealing area without compromising the bulk ones. 11 The laser welding technique has got a high–precision seal geometry with the absence of particulate production. Within the welded area, the depth of material crossed by the laser beam changes as a function of the laser interactions with the material setting, consequently, the quality of sealing. The thickness of the joint can be very different, depending on the object to produce and on its geometry.
In order to regulate the depth of modification and the consequent strength of the joint, amount and type of the absorbing filler are crucial points. 3 As known, the UHMWPE is a laser light transparent material that needs absorbing filler in order to produce the sealing effect at the interface with another polymer sheet. For example, the single-lap joint configuration of plastics is an overlapping joint assembled by a transparent polymer placed on the top of the absorbing one. The laser beam passes through the transparent layer and then reaches the absorbent partner. Strong local heat conduction melts the adsorbing area through excitation of the polymeric chains and it brings to the creation of the weld at their interface. The filler amount and type in the polymeric absorbing sheet must be opportunely chosen in order to produce a good sealing action avoiding the degrading phenomena.
In the papers previously published, we have studied in depth the chemical, physical and morphological modifications induced by the neodymium-doped yttrium aluminium garnet (Nd:YAG) laser beam at different wavelengths in the polyethylene both pure and filled with nanofiller. 11 Generally, the welding features depend on several other parameters, such as the chemical composition and physical properties of the plastic material, the pressure between the two polymer film faces and the conditions of laser irradiation (such as vacuum, air, reactive gases and pulse duration). A good adhesion can be associated both with the physical and chemical effects produced in the radiated material as a function of the used wavelength of the laser beam and with the use of the continuous or repetitive laser pulse irradiation. 12
We have already checked that the filler type changes the light absorption of the polymer: the experimental measurements confirmed that the carbon-based filler (such as the carbon nanotube or carbon nanofiller) is the most capable to absorb efficiently the ultraviolet (UV), visible (VIS) and infrared (IR) light compared to other fillers, such as iron oxide or methylene blue. 13 But, if too much laser energy is released to the polymer, the welding areas degrade. Instead, a low laser energy permits the thermal diffusion in the polymer so that the welding occurs producing better mechanical properties of the final joint. 11,14 Besides, polymers with a high melting temperature, such as the UHMWPE, are more appropriate to the laser welding process with respect to other polymers with a lower one [such as the Linear Low Density Polyethylene (LLDPE)] where the laser energy can induce significant degradation effects. 15 Resuming, the mechanical efficiency of a polymeric joint, welded by a laser, can be related to the material features (structure and composition of the pure polymer and of its nanocomposite), to the irradiation conditions and to the consequent effects that the irradiation produces inside the laserated material.
In this article, we considered single-lap polymeric joints obtained by coupling a laser transparent UHMWPE sheet with a laser absorbing nanocomposite (UHMWPE doped with carbon nanofiller at different amounts, 0.2–1.0 wt%). The joints were welded by an Nd:YAG laser operating at two wavelengths, in the VIS (532 nm) and IR regions (1064 nm). We have studied the influence of the carbon nanofiller amount on the mechanical shear performance of the joints and the optical absorbing features of the nanocomposites. Besides, we have investigated the influence of the filler amount on the surface properties of the polymer sheets by means of hardness, roughness and wettability tests. In particular, the knowledge of the wettability properties of the UHMWPE surface in different fluids, both organic and inorganic, is important because the laser welding process can be employed for the production of medical devices that are in contact with organic biological fluids.
Experimental
Raw materials and nanocomposite preparation
The biomedical grade UHMWPE (GUR 1020, powder size = 150 μm, ρ = 930 kg/m3, M w ≈ 3 × 106 g/mol) was supplied by Ticona (GmbH, Germany) (code ‘UH’).
The filler powder of carbon nanomaterials was supplied by Good Fellow (GmbH, Germany); the particle size of the powder was in the order of 50–100 nm. The filler used to make the UHMWPE laser light absorbent was codified as Nano-Carbon or ‘NC’.
The nanocomposites were made by mixing UHMWPE and 0.2, 0.5 and 1.0 wt% of NC with pure ethanol [supplied by Fluka (Analitical-Sigma Aldrich Company, USA)] as dispersing means. The mixing was kept in an ultrasound bath at room temperature for 2 h. Then, the solvent was separated under stirring on a heated plate. The nanocomposite sheets were referred as ‘UHNC02’, ‘UHNC05’ and ‘UHNC1.0’ depending on the filler amount (Table 1).
Code, image and roughness measurements of the polymer and nanocomposite films.
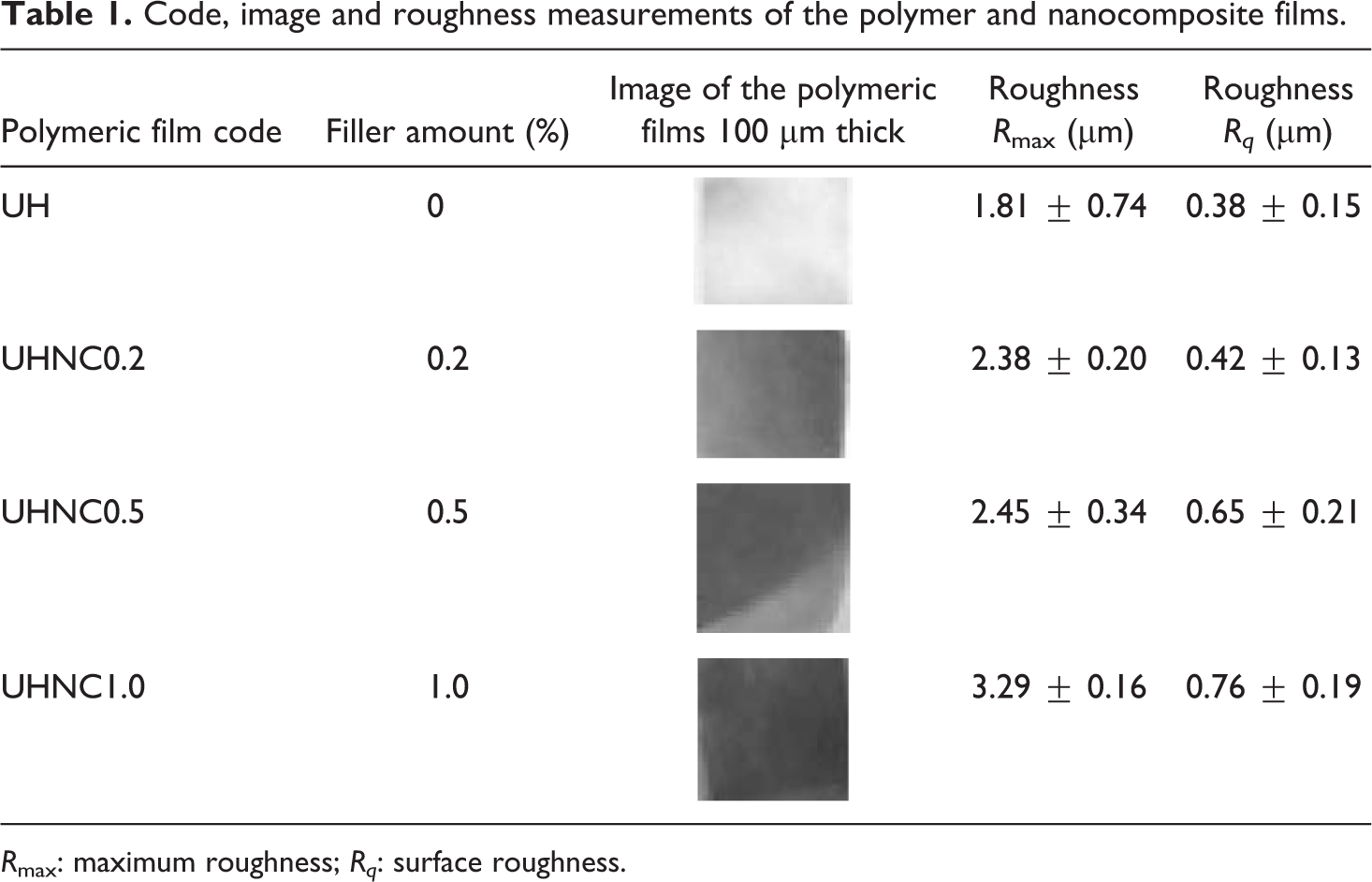
R max: maximum roughness; Rq : surface roughness.
The pure polymer and the nanocomposite sheets were obtained by moulding the powders in a hot press at 200°C for 20 min at a pressure of 20 MPa, obtaining sheets of 1 mm thick, by releasing thin teflon films (123 µm) supplied by P.A.T.I. S.p.A (Treviso, Italy). The UH sheets had a semitransparent appearance, while the UHNC02, UHNC05 and the UHNC1.0 were black (see Table 1).
For the optical measurements, thin polymeric films were employed; they were obtained by means of an appropriate mould of about 100 µm thickness and using the same hot press conditions for the powder moulding described earlier (200°C/20 min, P = 20 MPa). The image of the polymeric films with different filler amounts (within the range of 0–1 wt%) are shown in Table 1.
Laser welding of the joints
The welded joints were obtained by coupling two rectangular polymer sheets (30 × 20 mm, 1 mm thick): one white (laser light transparent in the top face) and the other black (laser light absorbent in the bottom face; Figure 1(a)).
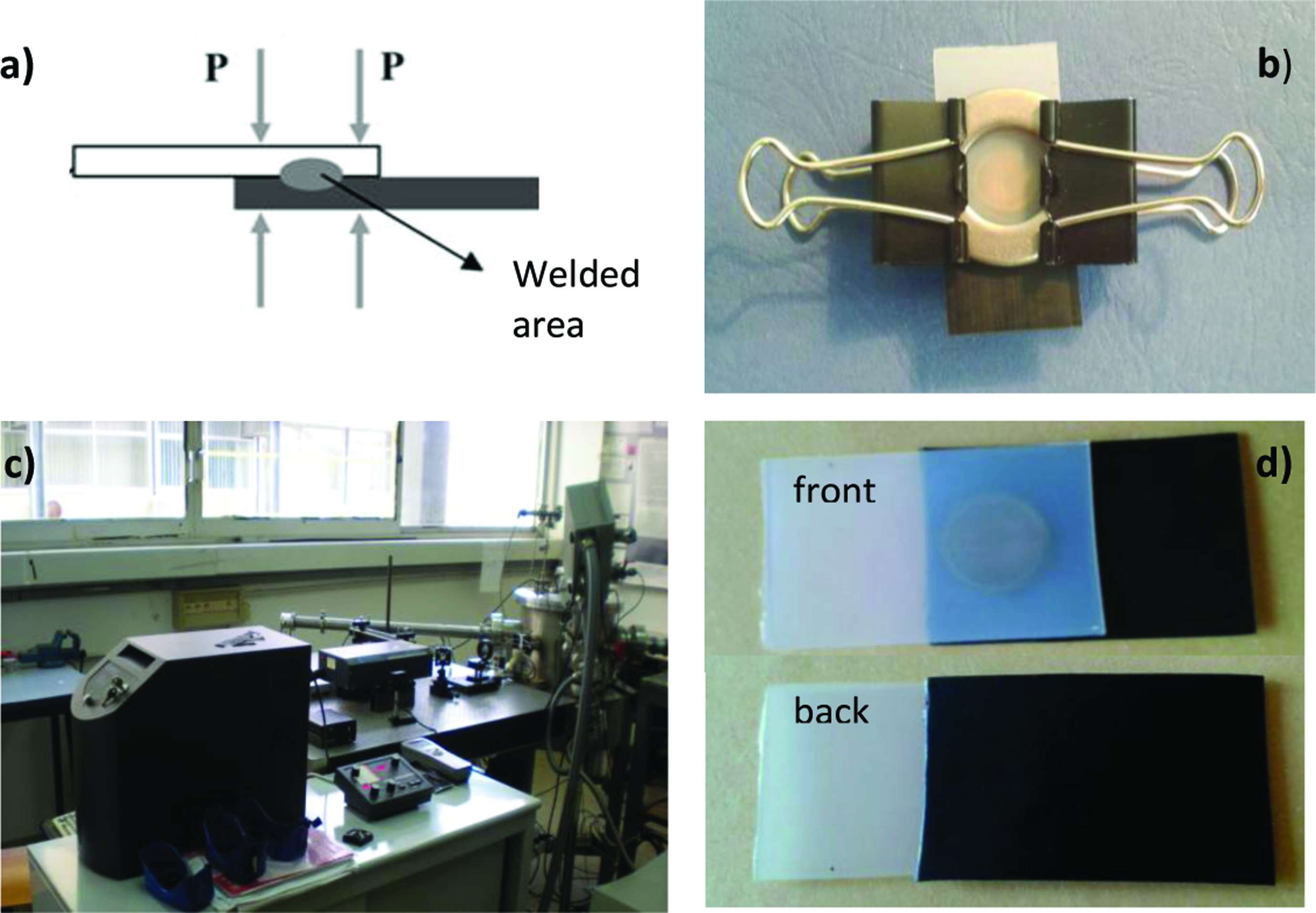
Single-lap welding geometry (a), pressed sheets by clamping system (b), Nd:YAG laser (c), and typical front and back view of a UH/UHNC joint (d). Nd:YAG: neodymium-doped yttrium aluminium garnet.
The two sheets were partially overlapped for a length of 15 mm and pressed between each other with pressure of about 70 kPa by means of metallic clamps (Figure 1(b)).The metallic clamps press the two plate rings so that a uniform pressure is applied to the welded zone. The pressure value used during the polymer welding was evaluated accurately, thanks to previous calibration obtained by applying a tensile stress on the clamps in the linear elastic range.
The three realized single-lap joints were referred as UH/UH-NC0.2, UH/UH-NC0.5 or UH/UH-NC1.0 depending on the filler amount (0.2, 0.5 and 1.0 wt%, respectively). They were laser exposed for a time of about 30 s. The polymeric sheets were irradiated in air at the room temperature of 25°C by a 9 ns Nd:YAG laser (operating at 1064 nm, first harmonic, and at 532 nm, second harmonic, in single pulse or at 1 Hz repetition rate, with an intensity of about 109 W/cm2, a maximum pulse energy of about 300 mJ and a laser spot of approximately 1 cm2; no focusing lens were employed), as shown in Figure 1(c). The laser pulse energy had a Gaussian shape with a diametric full width at half maximum of about 5 mm. The incident angle of the laser beam was 0°. An image of a typical single-lap joint obtained by the laser beam irradiation is shown in Figure 1(d) in which the circular laser spot is well visible from both sides.
Optical measurements
Absorption coefficients of the light in the UHMWPE both pure and doped with different concentrations of the NC filler were determined in the range between 250 nm and 1064 nm wavelength by means of optical spectroscopy. The investigations of absorption were carried out by evaluating the absorption of characteristic peaks emitted from a lamp and Hg(Ar) detected by the high-sensitivity optical spectrometer. The absorption coefficient μ of the sample was evaluated using Beer–Lambert’s law 3 :

where the absorbance of the electromagnetic wave is given in terms of incident light I 0, transmitted light I and thickness x of the used sample. The absorbance was measured through thin films of approximately100 µm thickness.
Mechanical and physical characterization of the materials
The mechanical performance of all the joints described earlier was investigated by means of shear tests at 25°C performed by a LLOYD LR 10 K universal testing machine with a cross head speed of 5 mm/min. For each kind of joint, six specimens were tested in order to give the average value. The geometry of joint during a shear test is shown in the inset of Figure 2(b).
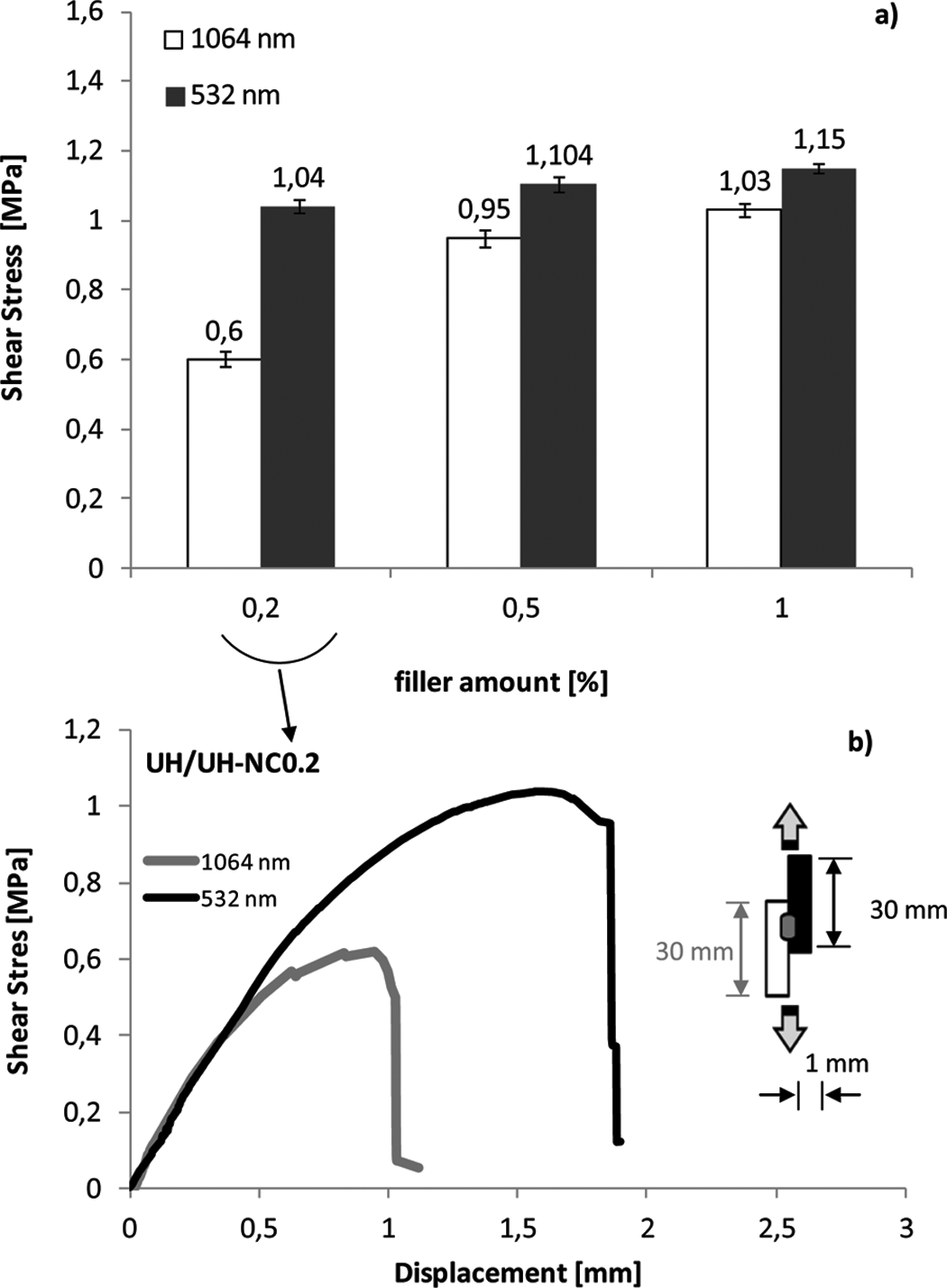
Comparison between the shear stress values of the UH/UH-NC0.2, UH/UH-NC0.5 and UH/UH-NC1.0 joint at λ = 1064 nm and at λ = 532 nm (a) and typical shear stress versus displacement curves of the UH/UH-NC0.2 joint (b).
SHORE D hardness mechanical tests were performed on the polymeric sheets by means of a PCE-HT 210, according to the ASTM D 2240 international protocol. The resolution is of 0.1° of hardness and precision of ±1°, in scale range from 0 to 100.
In the inset of Figure 4, the geometry of the D-type indenter used (as suggested by the standard test method ASTM 2240) on a polymeric sheet is shown.
Contact angle measurements were carried out according to the sessile drop technique that consists in the measure of the contact angle between the tangent to the profile of a drop, deposited on the sheets’ surface, and the surface itself. 16,17 Three fluids were used to carry out the wettability measurements on the polyethylene sheets and on its nanocomposites: distilled water, saline solution and blood. The saline solution was obtained by dissolving 18 g of sodium chloride in 50 mL of distilled water. The blood considered for this experiment is human blood taken from a healthy volunteer; it was taken in a laboratory of clinical analyses and then stored in the original sterile tube (BD Vacutainer K3E (BD Diagnostic Preanalytical Systems NJ, USA) with 5.4 mg ethylenediaminetetraacetic acid (EDTA) at a temperature between 2° and 6°C. The liquid solution of EDTA binds calcium ions thus inhibiting the coagulation cascade and preserving the blood. In order to avoid the possible deterioration of blood, the measurements of contact angle were performed within 5 days from donation. Before the experiment, the tube was agitated to homogenize the solution for a long time, until the room temperature was reached. Temperature measurements for this study were obtained using Sika Electronic digital thermometer (SiKa, SIEBERT GmbH & Co KG-Germany) (TS 9180). Drops of liquids (1 μL) were gently placed on the horizontal and perfectly flat face of the sample with a calibrate syringe at room temperature and pressure (22°C, 1 atm) and relative humidity of 35%. 18 Six measurements of contact angle on drops of liquids test on different points of each sample were performed; subsequently, the average value was calculated. The reproducibility of contact angle readings is ±2°.
The contact angle θ (degree) was calculated from the height h (mm) and the base diameter d (mm) of the droplet itself 19

An example of drop is shown in the inset of Figure 6(a) in which the diameter (d), hight (h) and θ angle are evidenced. The drop of liquids test placed on the surface of the samples will tend to widen when the surface is wettable (hydrophilic, θ < 90°); vice versa, it will assume a spherical shape when the surface is non-wettable (hydrophobic, θ > 90°). Hence, the wettability is inversely proportional to the θ value. For very small droplets, the effect of distortion of gravity is minimal.
The three fluids used were physically characterized by density, surface tension and viscosity tests, as detailed in the following. The density of the solutions was measured by weighing of a known volume drop aspirated into a graduate syringe by means of an electronic balance Kern KB 120-3N. Ten independent measurements were taken and averaged. Surface tension measurements were performed by pendant drop test at T = 22°C and Relative Humidity (HR) = 35% by dripping slowly the liquid from a dropper of radius of 1.2 mm and measuring the weight of 15 drops on the electronic balance. 20
Measurements of viscosity relative to the distilled water were performed at 22°C using a glass pipe and measuring the time of outflow of a known value of the solution. The physical properties of the liquids test used are summarized in Table 2.
Physical properties of liquids used for wettability measurements at T = 22°C.
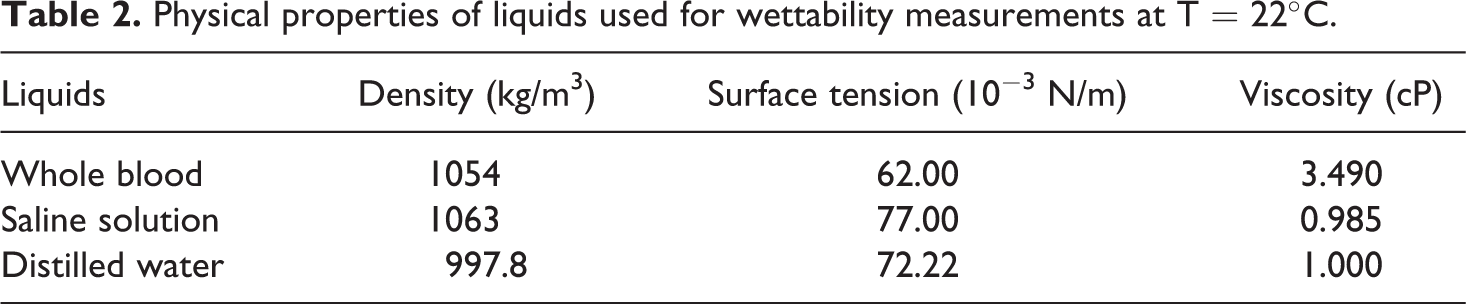
The density, surface tension and viscosity of the human blood depend on the hematocrit (Ht ) 21,22 ; in our measurements, Ht value was of 39.3%.
The roughness measurements of the polymeric sheets were performed using a Tencor P-10 surface profiler using a micrometric mobile tip with 1 mg force scanning the sample surface. This device allows the surface analysis of solid materials measuring the horizontal and the vertical roughness. The analysis is done using a diamond point that sweeps the surface of the specimen to follow the profile. A transducer converts the movement of the tip in value relative height. All information is transmitted to a computer, connected to the instrument, which shows the surface of the sample itself. The system has a 10 nm depth resolution and 1 μm lateral resolution during the scanning of the sample surface. The surface roughness was measured using the average peak-to-peak distance of the roughness profile. 23 The measurement of the surface roughness Rq (root mean square roughness) was determined using the formula:

where Rq is the arithmetic average value of the ordered height of the curves of the real profile (y 1, y 2, …, yn ; taken in absolute and squared) of the surface relative to the centreline. The experimental measurements report not only the Rq value, as a result of a mean roughness on a large excursion (generally 5 mm sweep length), but also the maximum roughness (R max) value, representing the maximum roughness possible given as the difference between the maximum peak and the minimum valley in the roughness sweep profile.
Results and discussion
Mechanical shear strength of polymeric joints
In Figure 2(a), the shear stress values of the joints irradiated at two different wavelengths (1064 nm and 532 nm) are compared versus the filler amount (0.2–0.5 –1.0 wt%). The graph shows as the higher stresses are reached by employing the laser at 532 nm (in the VIS region) with respect to that at 1064 nm (in the IR region). Besides, the shear resistance of the joints improves with the filler amount in the order

regardless of the wavelength used.
The maximum stress grows from 0.6 MPa to 0.95 MPa and to 1.03 MPa in the joints welded by a laser operating in the IR region (1064 nm). Therefore, a high filler amount (1.0%) can enhance about 40% of the shear strength, compared to a joint with a lower amount (0.2%). The shear strength values of joints irradiated by a laser operating at 532 nm (VIS region) improve in the same order of those irradiated at 1064 nm, but the strength values (that are 1.04, 1.10 and 1.15 MPa, respectively) are higher than those found operating at 1064 nm.
As an example, two typical shear stress/displacement curves of the joint UH/UH-NC0.2 irradiated with the Nd:YAG laser light at two different wavelengths are shown in Figure 2(b). They highlight the great difference in the shear behavior of the two joints, depending on the laser irradiation wavelength. The curve at 532 nm appears to be an enhancement of that at 1064 nm, growing both the maximum shear stress and also the deformation at the break of the joint. In fact, the maximum strain value of the joint irradiated at the wavelength of 1064 nm is about 1 mm, while that of the joint irradiated at the wavelength of 532 nm is quite twice, approximately 1.9 mm.
This suggests that the chemical and/or physical modifications induced by the laser source (operating in the VIS region, 532 nm) in the polymeric material seal better the two overlapped sheets, with respect to the laser operating at higher wavelength in the IR region (1064 nm). By this way, it is possible to have the best resistance of the junction. The physical and/or chemical interactions between the two polymeric sheets are reasonably not enough at 1064 nm, which results in poor sealing.
Optical absorption properties of polymeric films
In order to have more information about the absorption properties of the polymeric sheets at different laser wavelengths and about the role of the filler amount in the absorbing features, optical absorption measurements were carried out in polymeric films, as detailed in the experimental section ‘Laser welding of the joints’.
The graph of Figure 3 shows the absorption in the wavelength range of 250–650 nm (left) and a detailed measurement was performed at the Nd:YAG fundamental frequency of 1064 nm (right) as a function of the filler concentration. It clearly indicates that the absorption decreases on improving the wavelength value. Furthermore, the absorption effect improves with the filler amount in the order

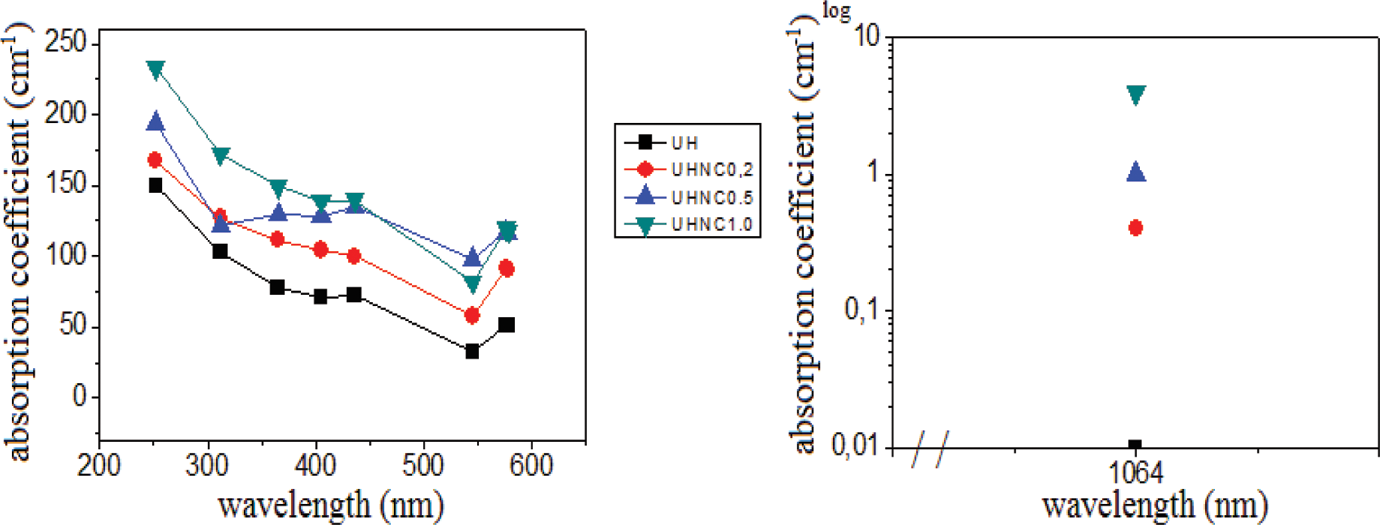
Optical absorption measurements of the UH, UH-NC0.2, UH-NC0.5 and UH-NC1.0 films in the wavelength range 250–650 nm (left) and a detailed measurement at 1064 nm (right).
These results are in perfect agreement with the mechanical test results, as discussed earlier. In fact, the higher is the absorption coefficient of the nanocomposite (with the highest filler amount – 1 wt.%), the better is the mechanical shear resistance in the single-lap joint. Furthermore, the higher absorption coefficient corresponds to the lower laser wavelength; this explains why the joint welded by the laser operating at 532 nm has a better mechanical resistance than that operating at 1064 nm.
The knowledge of the absorption features of materials in a wide spectral range, from UV to IR wavelengths, is necessary in order to optimize the radiation–target interaction. The laser interaction with the polymer produces hot laser-generated plasmas the properties of which are strongly dependent on the laser intensity and wavelength. Long wavelengths, such as IR radiation, generally induce thermal effects producing target heating, vaporization, thermal diffusion and sublimation. Short wavelengths, such as UV radiation, having photon energy higher than the chemical bonding of molecular species composing the target, generally induce chemical effects with breaking of bonds (scission), molecular dissociation, radical formation, molecular cross-linking and chemical reactions. The intermediate VIS radiation may induce both thermal and photochemical effects depending on the wavelength and target composition. 12,24
The experimental results discussed earlier suggest that the photochemical and thermal effects that occur during the 532 nm wavelength irradiation (in the VIS region) are essential to produce an efficient sealing action. They induce chemical interactions and physical melting effects between two sheets, providing the formation of a mechanical resistant junction. Instead, only thermal effects are not enough to ensure good mechanical strength joints, even with high filler amount (1 wt%). As known, the chemical bond is stronger than the physical interactions because they involve the covalent bond formation between the two UHMWPE sheets and seal the overlapped area. The chemical and physical sealing effects mentioned earlier occur even in the polymeric joint containing a low absorbing filler amount, like 0.2 wt%.
Generally, the following steps occur during the laser–matter interaction: The polymer absorbs laser energy and chemical bonds are broken because the absorption is a multiphoton process. The broken covalent bonds create free radical during the macromolecular chain scission process; hence, they diffuse free inside the melted polymer for the high temperature produced by the laser. Free radicals are highly reactive and they easily recombine between each other: new chemical rearrangements occur in the macromolecular chains. This re-bonding forms a material with new and different chemical and physical properties with respect to the starting ones. The new chemical arrangements that occur between the two polymeric sheets improve the sealing action at their interface improving the joint shear strength.
Surface features of the polymeric sheets
In order to observe whether the filler amount also influences the surface features of the biomedical grade UHMWPE sheets (1 mm thick), the surface hardness, roughness and wettability to different fluid measurements were performed.
In Figure 4, the Shore D hardness values of the pure UH and its nanocomposites sheets versus the filler amount are plotted. The hardness value increases on improving the filler content from 74.15 Shore D (UH) to 75.32 Shore D (UHNC0.2) up to 78.68 Shore D (UHNC1.0). Again, the hardness growth is comparable to that of the mechanical shear stress

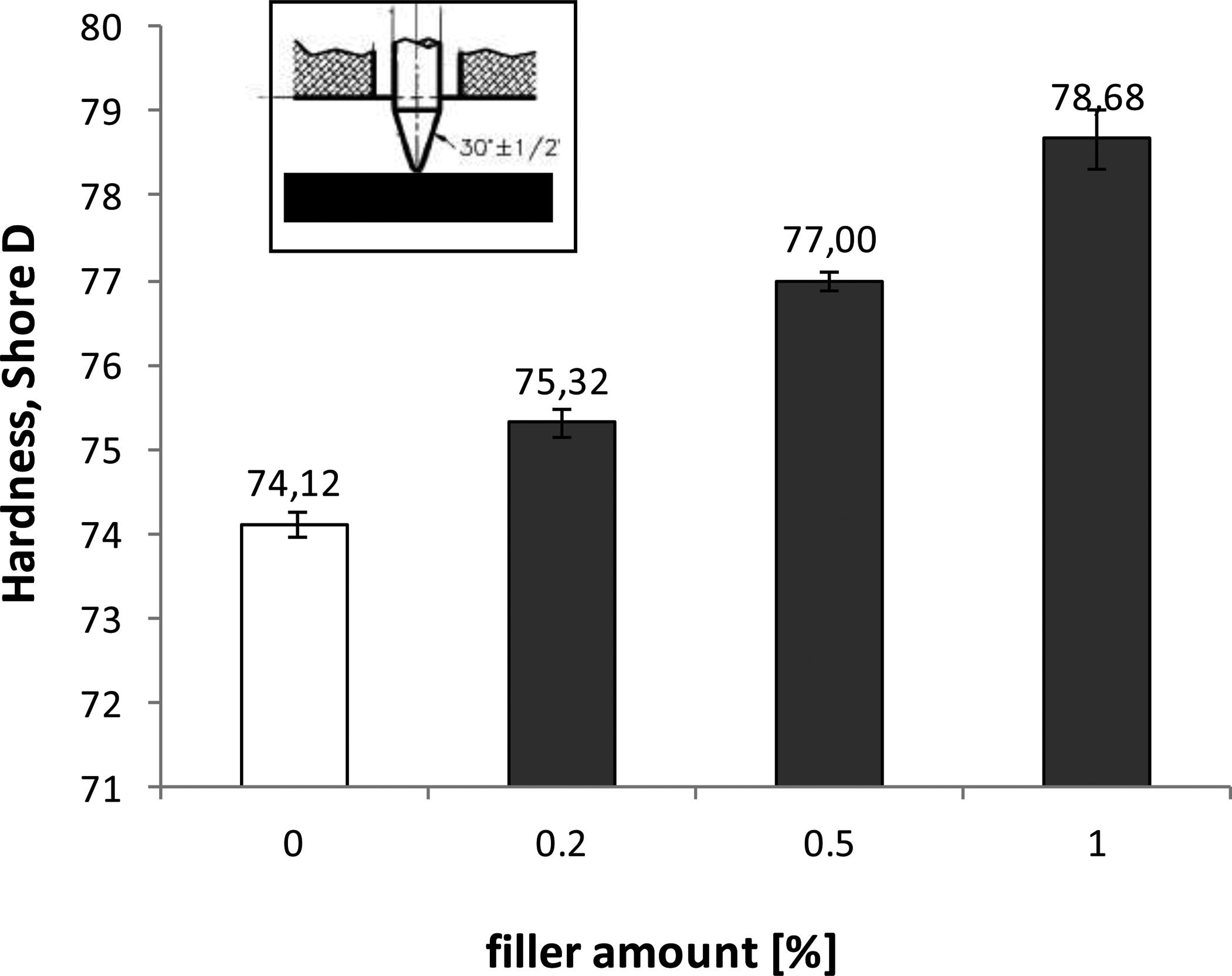
Shore D hardness versus the filler amount.
These experimental results suggest that: The mechanical performance of the nanocomposites is similarly influenced by the filler content in the bulk and in the surface: in fact, the surface hardness improves with the filler amount and the shear strength of the joints, as discussed earlier. The filler is homogeneously distributed in the polymeric nanocomposite, both inside and on the surface of the sheet. The improvement of surface hardness is due to the presence of a carbon filler that stiffens the nanocomposite.
The roughness profiles of UH and its nanocomposite are shown in Figure 5, while the R max and the average roughness (Rq ) values of each sample are listed in Table 1. Both the roughness parameters increase with respect to the addition of the lowest amount of carbon nanofiller (0.2%) to the pure UH (R max from 1.81 μm to 2.38 μm, +24% and Rq from 0.38 μm to 0.42 μm, +10%). The roughness parameters increase also by increasing the filler amount: in particular, the R max of the UHNC1.0 sheet is 3.29 μm and it improves by +45% with respect to that of the pure UH. Similarly, the Rq of the UHNC1.0 sheet is 0.76 μm and it improves by + 50% with respect to that of the pure UH (0.38 μm). The sheet surface profiles exhibit an evident growing roughness by increasing the filler amount in the nanocomposites, as shown in Figure 5. Therefore, the presence of the carbon nanofiller modifies the typical polymeric smoothed surface on increasing its amount.
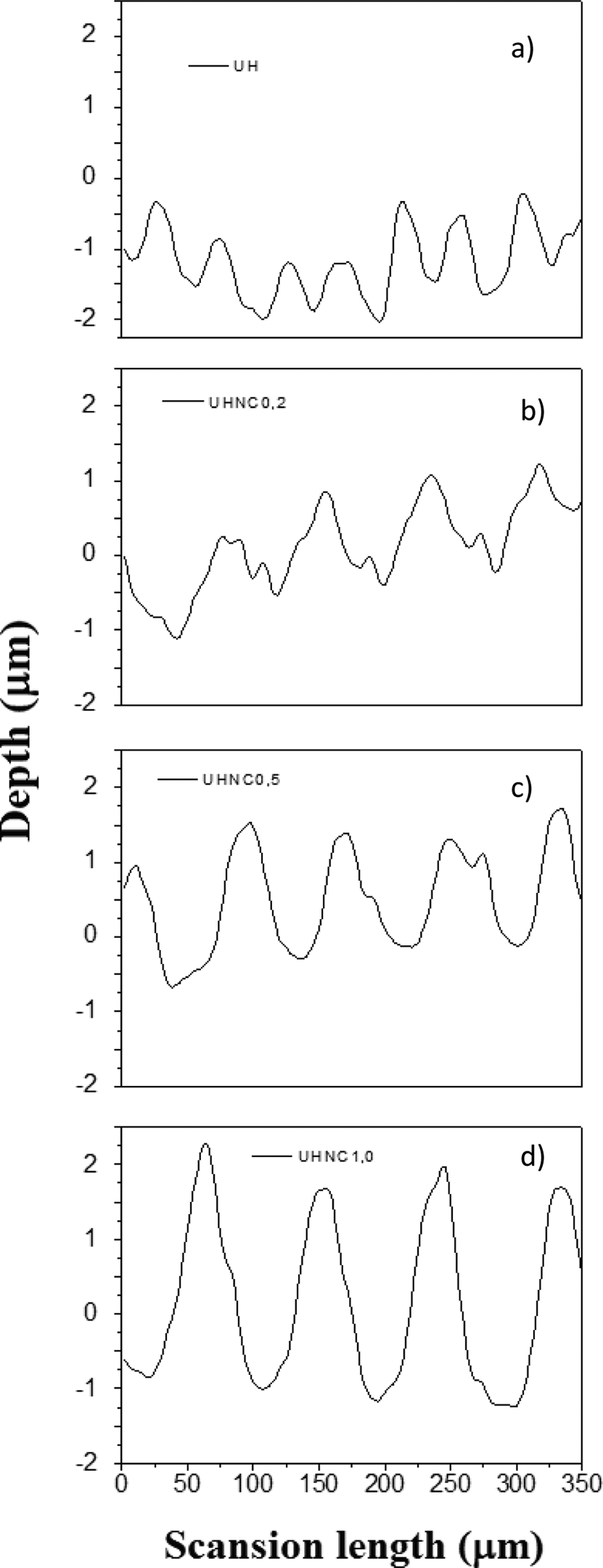
Roughness profiles of all the (a) UH, (b) UH-NC0.2, (c) UH-NC0.5 and (d) UH-NC1.0 joints.
The contact angle (θ) values of UH and its nanocomposites are given in detail in Table 3.
Contact angle values of different liquids on polymeric films.
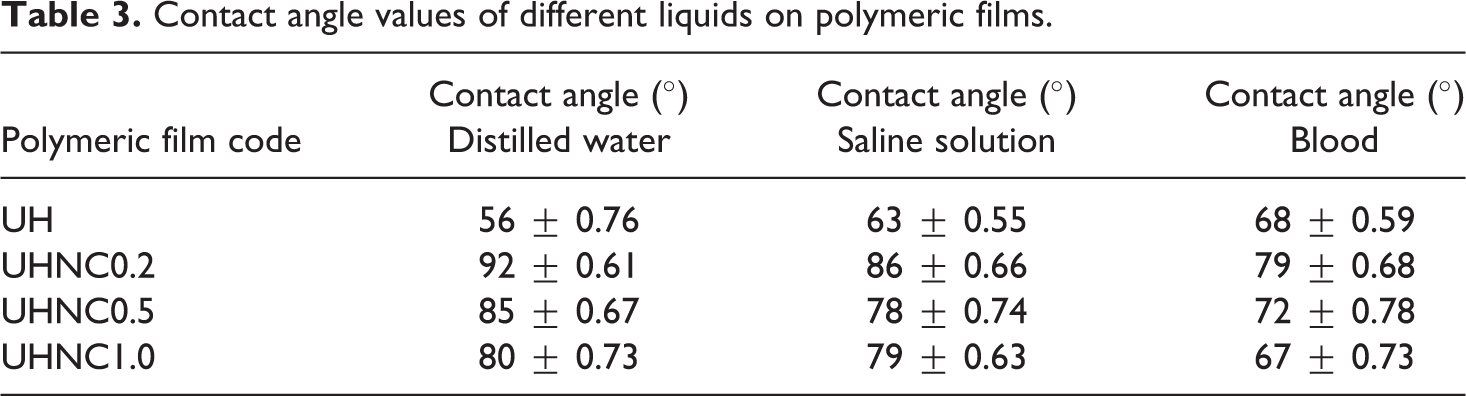
The θ values of the pure UH are lower (and hence UH is more wettable) than those of the nanocomposites for all the investigated fluids.
Generally, the hydrophobic/hydrophilic surface properties depend on two main aspects: the surface material chemical composition related to the wetting fluid features and its morphology. 25
Pure polyethylene has a low rough surface (regular morphology), as shown before. For its apolar nature, it has generally a low chemical affinity towards the water, or generally polar solvents. 1,26,27 However, the surface of the polyethylene can be changed to form a more hydrophobic material by adding hydrophobic fillers. In fact, the addition of carbon to the polyethylene reduces its wettability due to hydrophobic nature of carbon. 27,28 By this way, the nanocomposites are less wettable than the pure UH.
In order to evaluate the wettability of three different fluids on the nanocomposite surface, the contact angle values of water, saline salt solution and blood were measured and plotted versus the polymeric sheet surface roughness (Figure 6(a)) and versus filler amount (Figure 6(b)). In the inset of Figure 6(b), the images of the drops of the liquids upon the surfaces of all the tested samples are shown.
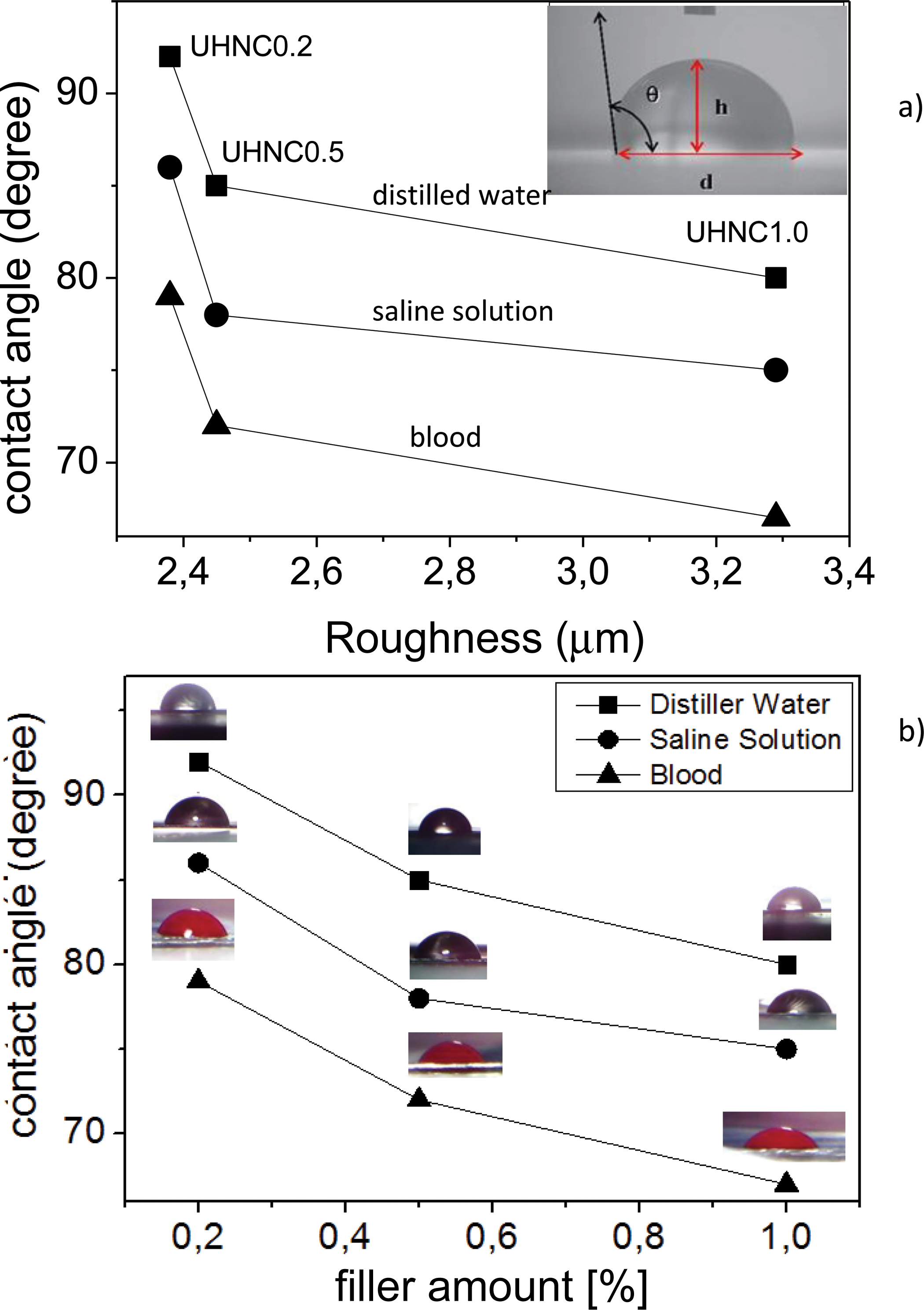
Wettability measurements of different liquids (water, saline solution and blood) versus the samples roughness (a) and versus the filler amount (b).
The θ value of all the fluids decreases with increasing the surface roughness of the nanocomposites (Figure 6(a)). In this case, the surface morphology changes due to the roughness improvement for the presence of carbon filler. The improvement in roughness seems to play a key role on the ability to wet the nanocomposite rather than the presence of non-polar carbon. The improvement in surface roughness with the filler amount decreases the drop tension of wetting fluids so that they can better wet the polymeric surface. The greater the surface roughness, the greater is this effect.
Furthermore, for equal surface roughness and filler amount, the wettability of the nanocomposites grows with increasing the viscosity of the fluid in the order

as shown in Figure 6(b). In fact, the viscosity of these fluids grows from the value of 0.980 cP (distilled water) up to 3.490 cP (blood; see Table 2). The possible explanation of this improvement in wettability with increasing the viscosity of the fluids could be related to factors such as the chemical compositions and the surface tension of the wetting fluids. The drop tension decreases in the presence of chemical affinity between the organic polymer and the organic fluid: for this reason, the human blood wettability is highly favoured. Besides, the surface tension of the blood (62 × 10−3 N/m) is lower than that of the inorganic fluids (72 and 77 × 10−3 N/m for water and saline solution, respectively, see Table 2) attesting that the blood drops are more wettable with respect to both the inorganic fluids. On the contrary, the wettability of inorganic fluids is lower since the chemical affinity is poor towards the organic polymeric sheet.
The measurements of the surface roughness and wettability discussed earlier have been highlighted again as the presence of the filler influences the surface features of the nanocomposites as well as its bulk.
Summarizing, the experimental results discussed have demonstrated that a high filler amount (like the 1.0 wt%) in the UHMWPE–based nanocomposite improves its surface hardness, roughness and the wettability. Nevertheless, taking into account that UHMWPE joint could be very useful in biomedical devices realization, great interaction with the blood should be avoided. For this reason, small amounts of carbon nanofiller such as the 0.2 wt% could be enough to ensure a good sealing action and an appreciable mechanical strength, especially using laser wavelength in the VIS region, such as the 532 nm. Indeed, the mechanical results highlighted that the mechanical shear performance of the joint irradiated by the laser operating at 532 nm could be anyway appreciable with a low filler amount, such as the 0.2 wt% since its stress value (1.04 MPa) is reasonably close to the maximum one (of 1.15 MPa in the joint with 1 wt% of filler).
Conclusions
In this article, we studied single-lap polymeric joints of biomedical UHMWPE. One of the two polymeric sheets was doped with different concentrations of carbon nanomaterials as a laser absorbent filler. A pulsed Nd:YAG laser operating in the wavelength of 532 nm and 1064 nm (VIS and IR region) with an intensity of the order of 109 W/cm2 was employed to be transmitted by the transparent polymer and to be absorbed at the joint interface. The two sheets are assisted by pressure during the irradiation in order to ensure the best possible contact and hence a good adhesion.
We have studied the correlation between the mechanical resistance of the joints and the optical absorbing properties of the polymer as a function of the filler amount present in the absorbing nanocomposite sheet. Furthermore, we have performed surface analyses of the joints (hardness, roughness and wettability in inorganic and organic fluids).
The characterization analyses highlighted that the carbon filler influences both the bulk and the surface features of the polymer nanocomposite sheets.
The low absorbing filler percentage (the 0.2 wt%) can be the suitable amount in order to have a mechanically resistant joint with also a good surface hardness, a low surface roughness and hence low wettability towards the organic fluids, such as blood. This last aspect is particularly important since this laser welding process can be employed in the biomedical field where medical devices could be in contact with organic biological fluids. The joint can be successfully welded by an Nd:YAG laser operating at 532 nm in the VIS region where the photochemical and thermal processes ensure both chemical and physical interactions among the polymeric material, providing the best resistance joint formation. Energy pulsed laser, repetition rate, pressure of the two sheets, exposition time and filler concentration can be modified in order to optimize the chemical and physical properties of junction. Work is in progress in order to optimize the obtained results by changing the values of used parameters.
Further studies will check the chemical and physical modifications that occur during the laser radiation with the two different wavelengths by means of calorimetric and mass quadrupole spectrometry analyses. Besides, it should be interesting to check the effects of a laser irradiation operating in the UV region inducing chemical interactions in the welded joint, as explained before in the section ‘Results and discussion’. The aim will be to observe whether the chemical interactions alone, without the physical ones, are sufficient to ensure a satisfactory sealing action.
Also, an extensive research will be carried out into the junction of plastic sheets without any colored filler, for aesthetic reasons and for the possibility to have a visible control inside of the welded objects. A great challenge in this field should be, in fact, the laser welding of transparent polymers. For this purpose, the investigation will be devoted to the change of some intrinsic structural polymeric features in order to make laser absorbing a transparent plastic. The goal will be to modify the optical absorbing features of the polymer leaving nearly unchanged the other mechanical and physical properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.