
Abstract
The aim of this study was to investigate the dimensional stability, mechanical and biological performance and thermal degradation of wood–plastic composites made from high-density polyethylene and recycled wood treated with chromated copper arsenate (CCA), a commonly used wood preservative chemical. Virgin pine wood samples were also prepared with and without a coupling agent and used as the control group. Samples of CCA-treated Scots pine (Pinus sylvestris L.) with varying wood content were produced by adding different ratios of the coupling agent. The recycled CCA-treated wood-filled composites exhibited better flexural and tensile strength properties and dimensional stability than the control group, whilst their impact strength was less. Biological test values showed improved durability against termites and fungus with the recycled CCA-treated wood-filled composites. In addition, the leaching of heavy metals was significantly diminished when the coupling agent was utilized at a level of 5% (w/w), thus presenting a much lower impact on the environment.
Introduction
In order to protect wood products from fungi and termite attacks, many types of wood preservatives such as chromated copper arsenate (CCA) and pentaclorophenol have been widely used via external application. For the last 50 years, CCA has been the most commonly used commercial wood preservative and can be found in such exterior applications as decks, fences, playground equipment and utility poles. However, over the next few decades, CCA-treated wood will be taken out of service in significant levels. In Canada, approximately 2 million m3 of CCA-treated wood will be phased out by 2020. In the United States, this amount is expected to increase up to 16 million m3. 1,2 The disposal of all this out-of-service CCA-treated wood is becoming a crucial problem. The disposal of CCA-treated wood presents greater difficulties than with other treated wood products. Popular waste disposal methods such as incineration and land filling have a negative impact on the environment; therefore, there is increasing concern about the disposal issue. 3 On the other hand, a great deal of research has been done towards resolving this problem. Many scientists have done studies on reuse and recycling. The use of CCA-treated wood in traditional composite products is one alternative to recycling. The conversion of recycled CCA-treated wood into high-value composite panels may be a practical alternative to its disposal into the environment. However, the presence of solid CCA on the surface physically blocks the force attraction between the polar wood and the adhesive. 4,5,6 In this study, an evaluation was made of the use of CCA-treated wood in the manufacturing of wood–plastic composites (WPCs). These WPCs are new-generation composites and present many advantages over other composite materials, including good durability and biological resistance, a variety of colours and low maintenance. Previous studies on the use of CCA-treated wood in WPCs have been very limited. 7,8
In this study, recycled CCA-treated wood was used as a filler to produce WPCs. The effects of the coupling agent and filler content on the water absorption, thickness swelling, mechanical and thermal properties, biological performance and morphology of the WPCs were investigated. In particular, the effects of the coupling agent on the leaching of heavy metals from WPCs made from recycled CCA-treated wood flour were monitored since this was found to have the most important impact on these composites if they were to be used outdoors.
Experimental
Raw materials
Virgin Scots pine (Pinus sylvestris) and recycled CCA-treated Scots pine poles were used to produce the samples. The CCA-treated Scots pine poles, taken out of service after 20 years, were obtained from the Coruh Electricity Distribution Corporation. The virgin pine wood and the poles were first chipped with a planer until sapwood was reached. The chips were then reduced to wood flour with a Wiley mill. The resulting particles were sifted with a vibration sieve and those that passed through a 20-mesh (0.84 mm), but not an 80-mesh (0.17 mm) screen were used. The virgin high-density polyethylene (HDPE, S 0464, Petrokimya Holding Corporation, Aliaga, Turkey) had a melt flow index of 0.25–0.40 g/10 min (2.16 kg and 190°C, ASTM D1238) and a density of 0.959–0.963 g cm−3. Maleated polyethylene (MAPE) was used as the coupling agent (Priex®12031, Addcomp Polymer Additive Solutions Inc, Nijverdal, the Netherlands). Its melt flow index and density were 23–31 g/10 min (5.0 kg and 190°C, ISO 1133) and 0.948 g cm−3, respectively. The HDPE and MAPE were obtained from commercial sources.
Composite preparation
The selected wood flour was dried for 24 h at 103 ± 2°C. It was then mixed with the HDPE in a high-intensity laboratory mixer (Shini SVM-80U, Dongguan, China). This mixture was compounded in a single-screw laboratory extruder (length-to-diameter ratio 30:1; Rondol linear 30, UK). The four barrel temperature zones of the extruder were maintained at 160–165–170 and 175°C during the production, and the rotor speed was set at 60 r min−1. Extruded samples were collected, cooled and granulated into pellets. The pellets were poured into a metal frame to form the experimental composite panels via compression moulding in a hot press for 3 min at 170°C. The compositions of the different WPC samples are summarized in Table 1. Each WPC sample was produced in dimensions of 150 mm in length (L) × 170 mm in width (W) × 5 mm in thickness (T).
Compositions of WPC formulations tested.
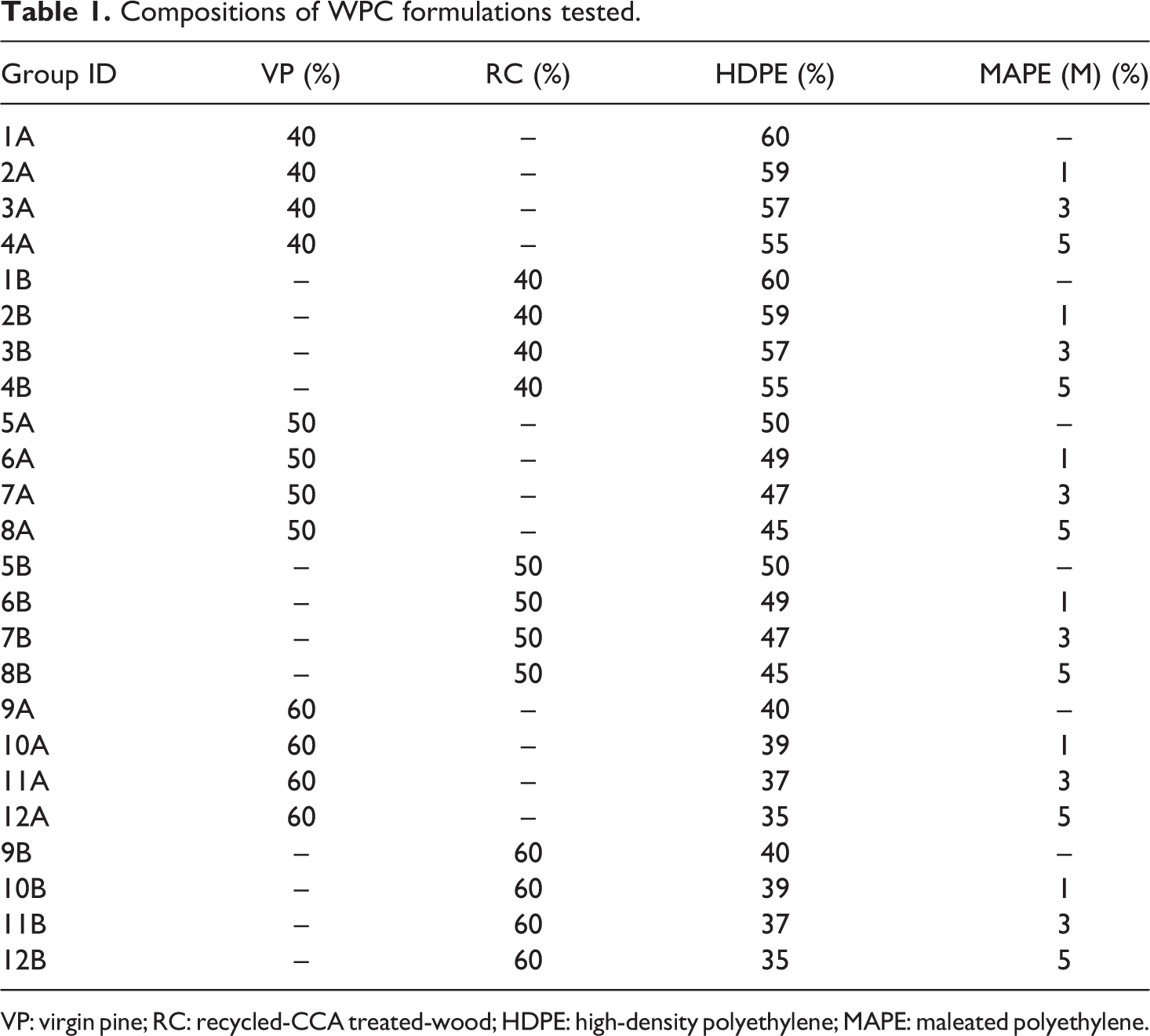
VP: virgin pine; RC: recycled-CCA treated-wood; HDPE: high-density polyethylene; MAPE: maleated polyethylene.
Dimensional stability
For the water absorption (WA) and thickness swelling (TS) tests 50 (L) × 50 (W) × 5 (T) mm3 specimens were prepared. The water temperatures were 21 and 40°C. Seven replicate specimens were tested for each formulation. The WPC test specimens were immersed in water for 2 and 24 h, respectively. The WA and TS values were calculated using the following equations:
where W1 is the weight of the dry specimen (in grams) and W2 is the weight of the wet specimen (in grams)
where T1 is the thickness of the dry specimen (in millimetre) and T2 is the thickness of the wet specimen (in millimetre).
Mechanical properties
The flexural and tensile properties of all samples were determined according to ASTM D790 9 and ASTM D683 standards, 10 respectively, using a Zwick 10KN universal testing machine (Zwick Inc., Germany). The span length was determined as 16 times the thickness of the specimen (approximately 80 mm), as mentioned in the flexural properties standard. The Izod impact strengths were determined according to ASTM D256 standard 11 using a HIT5.5P testing machine manufactured by Zwick Inc. All samples were notched in the centre according to the standard. Ten replicate samples were tested for each level.
Scanning electron microscopy
The fractured surface of each sample was examined with a scanning electron microscope (ZEISS EVO LS10, Germany). The samples were first dipped in liquid nitrogen and snapped in half. The specimens were then coated with gold under vacuum prior to the scanning.
Thermogravimetry
The thermal analyzer (STA 6000, PerkinElmer, USA) was used for the thermogravimetric analysis of the samples. The test samples, each weighing 3–5 mg, were heated in an aluminium crucible up to 600°C at a heating rate of 10°C min−1 and kept at this temperature for 2 min to monitor thermal history.
Biological tests
Decay tests
The decay tests were carried out according to European standard EN 113. 12 Test specimens of 20 (L) × 20 (W) × 5 (T) mm3 were dried at 60 ± 3°C for 48 h and weighed to the nearest 0.01 g to determine the initial weight (M60°C-1). One white rot fungus, Trametes versicolor (MAD-697 (L:Fr.) Pilat) and two brown rot fungi, Postia placenta ((Fr.) M.J. Larsen & Lombard (Mad 698-R)) and Coniophora puteana ((Schumach.: Fr.) P. Karst (Mad-15)) were used for the decay tests. All test fungi were grown on a malt extract agar medium. The malt agar solution (4.8%) was autoclaved at 120°C for 20 min and poured into petri dishes. After cooling the medium, a mycelium plug was transferred to the centre of each petri dish. The dishes were incubated at 24 ± 2°C with 75% relative humidity (RH) until the fungal mycelium reached the edges of the dishes. Six specimens of each formulation were sterilized in an autoclave for 30 min at 121°C and placed in the pre-inoculated petri dishes. At the end of the exposure time (16 weeks), the surfaces of the specimens were cleaned and weighed immediately to determine post-decay weight of the samples. The specimens were then dried (at 60 ± 3°C for 48 h) for the calculation of the mass loss.
Termite resistance tests
Termite resistance tests were carried out with group IDs 1A, 1B, 4A, 4B, 5A, 5B, 8A, 8B, 9A, 9B, 12A and 12B. The test was designed with three specimens per group, and the procedures were carried out according to the Japan Wood Preserving Association Standard (JWPS-TW-P.1). 13 All test specimens were oven dried (at 60°C for 48 h) to obtain dry weights prior to termite exposure. Each test specimen was placed at the centre of a cylindrical test container (80 mm in diameter) and exposed to 150 workers and 15 soldiers of Coptotermes formosanus (Shiraki, from the laboratory colony of Research Institute for Sustainable Humanosphere, Kyoto University, Kyoto, Japan). The containers were placed in an unlit cabinet at 28 ± 2°C with 80% RH for 3 weeks. At the conclusion of the exposure period, the specimens were oven dried (at 60°C for 48 h) for the calculation of the mass loss. Termite mortality and consumption rates were also calculated.
Water leaching procedure
The amount of copper (Cu), chromium (Cr) and arsenic (As) leaching from the WPCs was determined according to the AWPA E11-97 standard. 14 Twelve specimens per group were used for analysis. Six specimens were submerged in 300 ml deionized (DI) water in a flask at room temperature. After 0, 6, 12, 24, 48 h and thereafter at 48 h intervals, the leachate was removed and replaced with an equal amount of fresh DI water. The leaching was continued for a total of 14 days.
Data analyses
The mechanical, physical and biological (decay and termite) tests were evaluated with analysis of variance. All means were compared using the Duncan multiple comparison test with a 95% confidence interval using Statistical Package for the Social Sciences statistical program (SPSS Version 19, 2010).
Results and discussion
Dimensional stability
The TS and WA values of the HDPE composites filled with virgin pine and recycled CCA wood flour are presented in Tables 2 and 3, respectively. With the wood particle content increasing from 40% to 60%, WA and TS values were increased. The higher content of the hydrophilic lignocellulosics in the composite increased the WA and TS values. Cellulose and hemicelluloses in the lignocellulose have many polar hydroxyl groups which are responsible for hydrogen bonds with polar water molecules, resulting in an increase of WA and TS values. 15 The same trend continued with the temperature increase from 23° to 40°C and the increase in the WA and TS. With the increase in the ratio of the coupling agent (MAPE), the composite WA decreased compared with the control samples and the same situation was also observed with the recycled CCA-treated wood-filled composites. The coupling agent improved the interfacial adhesion between the lignocellulose and the polymer matrix. 16 Moreover, the presence of CCA in the wood flour may have contributed to the reduced WA and TS values. Thus, the composites made with recycled CCA-treated wood-filled and 5% MAPE exhibited the lowest WA and TS values.
Thickness swelling rate of recycled CCA-treated wood and virgin pine wood-filled composites.a
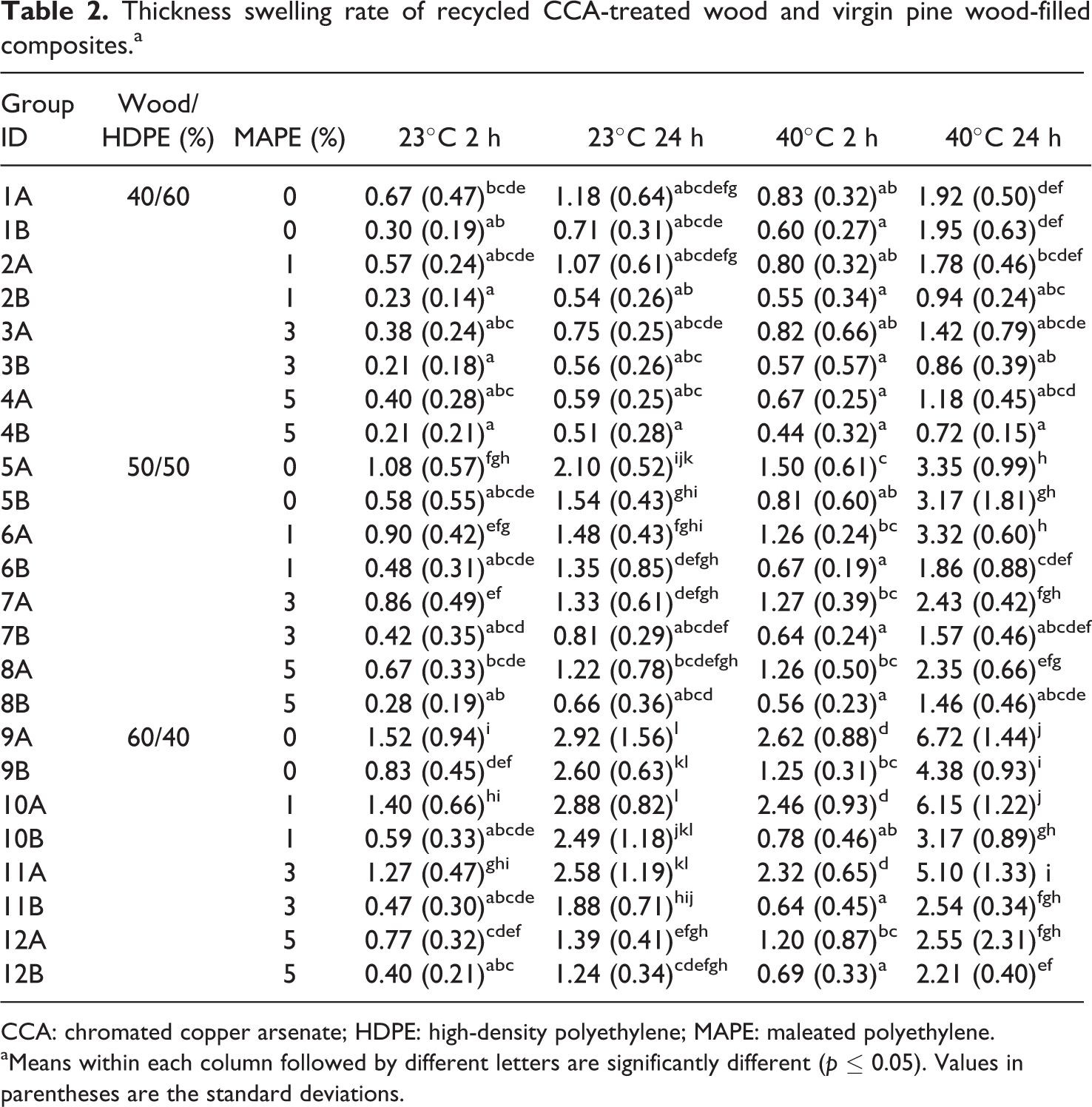
CCA: chromated copper arsenate; HDPE: high-density polyethylene; MAPE: maleated polyethylene.
aMeans within each column followed by different letters are significantly different (p ≤ 0.05). Values in parentheses are the standard deviations.
Water absorption rate of recycled CCA-treated wood and virgin pine wood-filled composites.a
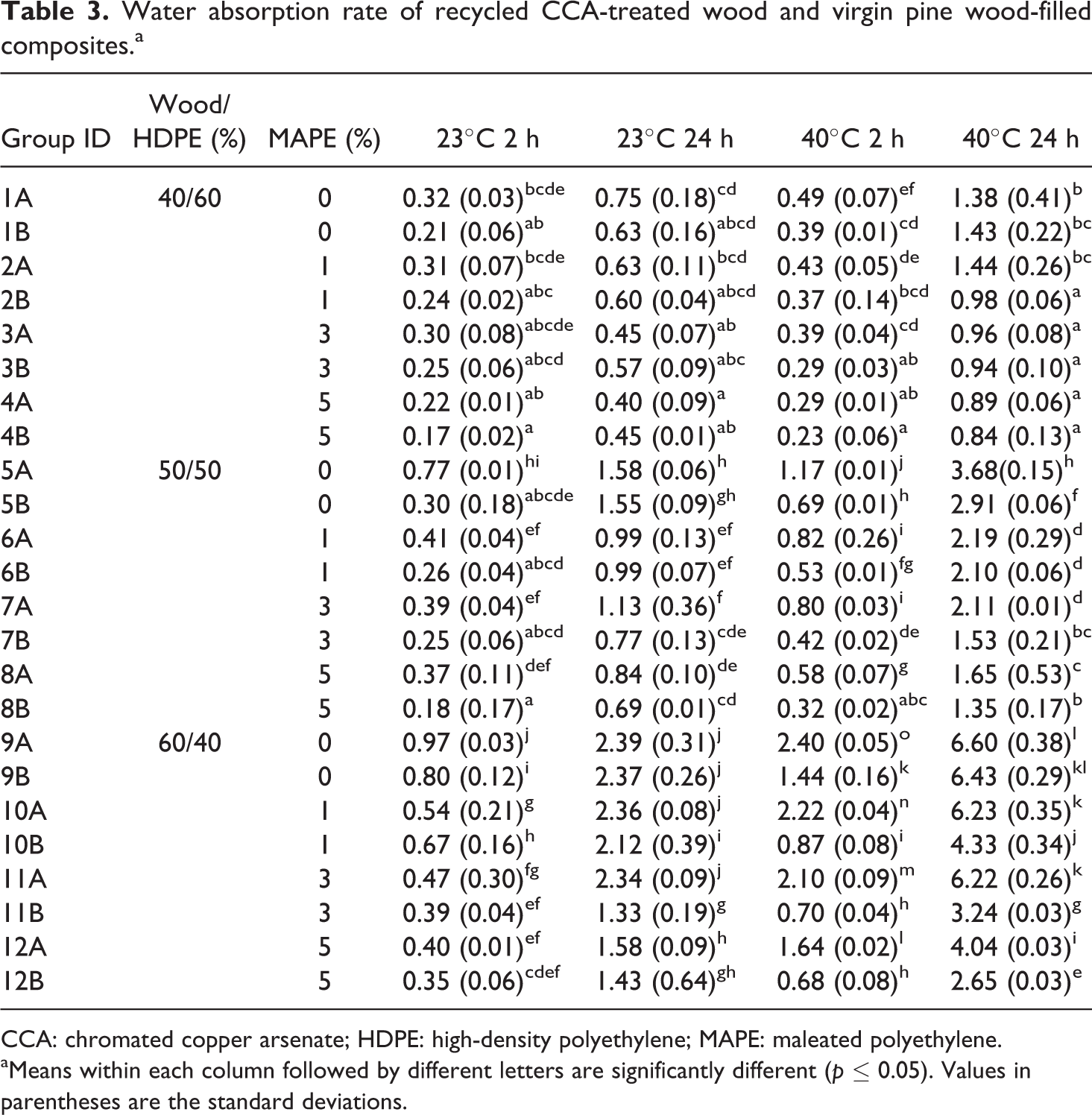
CCA: chromated copper arsenate; HDPE: high-density polyethylene; MAPE: maleated polyethylene.
aMeans within each column followed by different letters are significantly different (p ≤ 0.05). Values in parentheses are the standard deviations.
Mechanical properties
Flexural and tensile properties and Izod impact strength are presented in Table 4. It is known that a polar wood particle surface and a non-polar polymer matrix surface cause poor interfacial adhesion. Poor adhesion between the surfaces is enhanced by the use of a coupling agent. 16 All composites produced with virgin pine and recycled CCA-treated wood flour showed higher flexural and tensile strength and modulus of elasticity when the highest coupling agent amount was used (5%) compared with those WPCs using 3% or 1% and to those without a coupling agent. Composites produced with recycled CCA-treated wood showed higher flexural and tensile property values than virgin pine wood-filled composites. It is believed that the wood surface becomes more hydrophobic after CCA treatment. 17,18 Therefore, the use of recycled CCA wood flour in WPCs leads to better adhesion between the particles and the polymer matrix. WPC samples produced from virgin pine wood flour at a rate of 40, 50 and 60% with 5% MAPE showed an increase in flexural strength values of 30, 39 and 34%, respectively. Increases of 33, 54 and 62% were recorded for WPC samples using recycled CCA-treated wood flour with 5% MAPE. The tensile strength values exhibited the same trend. The increases in tensile strength of samples produced from 40, 50 and 60% virgin pine wood flour with 5% MAPE were 34, 40 and 42%, respectively. The increases determined for WPC samples produced from 40, 50 and 60% recycled CCA-treated wood flour with 5% MAPE were 40, 58 and 85%, respectively. Moreover, the tensile modulus and flexural modulus of the WPCs were enhanced with the increase in the amount of lignocellulosic material. Wood fibres have a higher modulus compared with polymer matrix. As a result, a mixture of the two produces modulus values that are higher compared with the polymer alone. The same trend has also been reported in other studies. 19 –21 Despite the hydrophobic character of recycled CCA-treated wood flour, the mechanical properties of WPCs produced from these particles were improved with the addition of a coupling agent.
Mechanical properties of recycled CCA-treated wood and virgin pine wood-filled composites.a
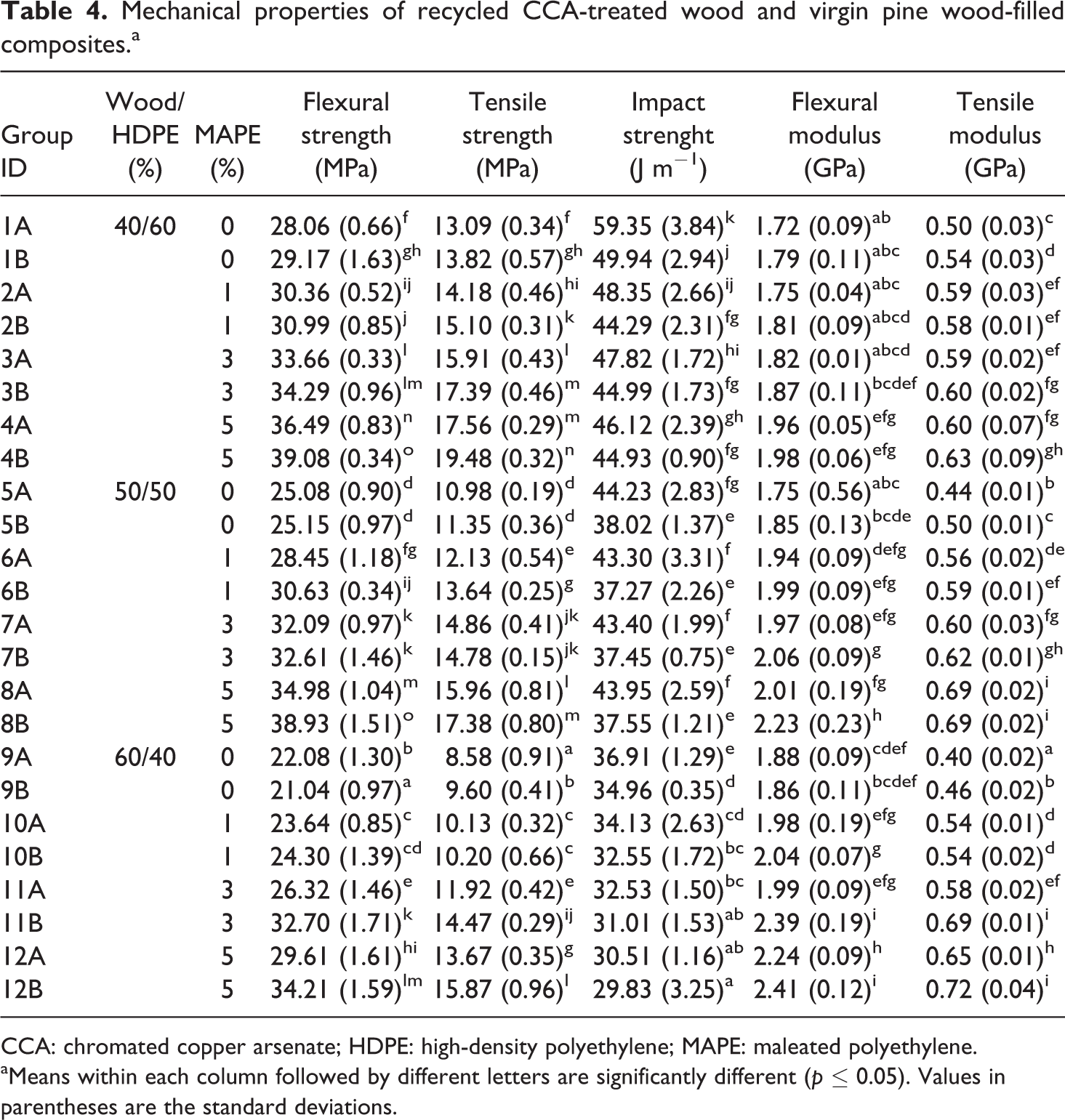
CCA: chromated copper arsenate; HDPE: high-density polyethylene; MAPE: maleated polyethylene.
aMeans within each column followed by different letters are significantly different (p ≤ 0.05). Values in parentheses are the standard deviations.
Recycled CCA wood flour exhibited better adhesion between the particles and the polymer matrix, but unfilled spaces remained because pulled out fibre could still be observed in the WPCs. Figure 1 shows these void areas (marked with arrows) for the WPC samples in ID groups 1B, 5B and 9B. Figure 2 shows a reduction of the voids and better surface adhesion (indicated with arrows) in ID groups 4B, 8B and 12B resulting from the addition of 5% MAPE.
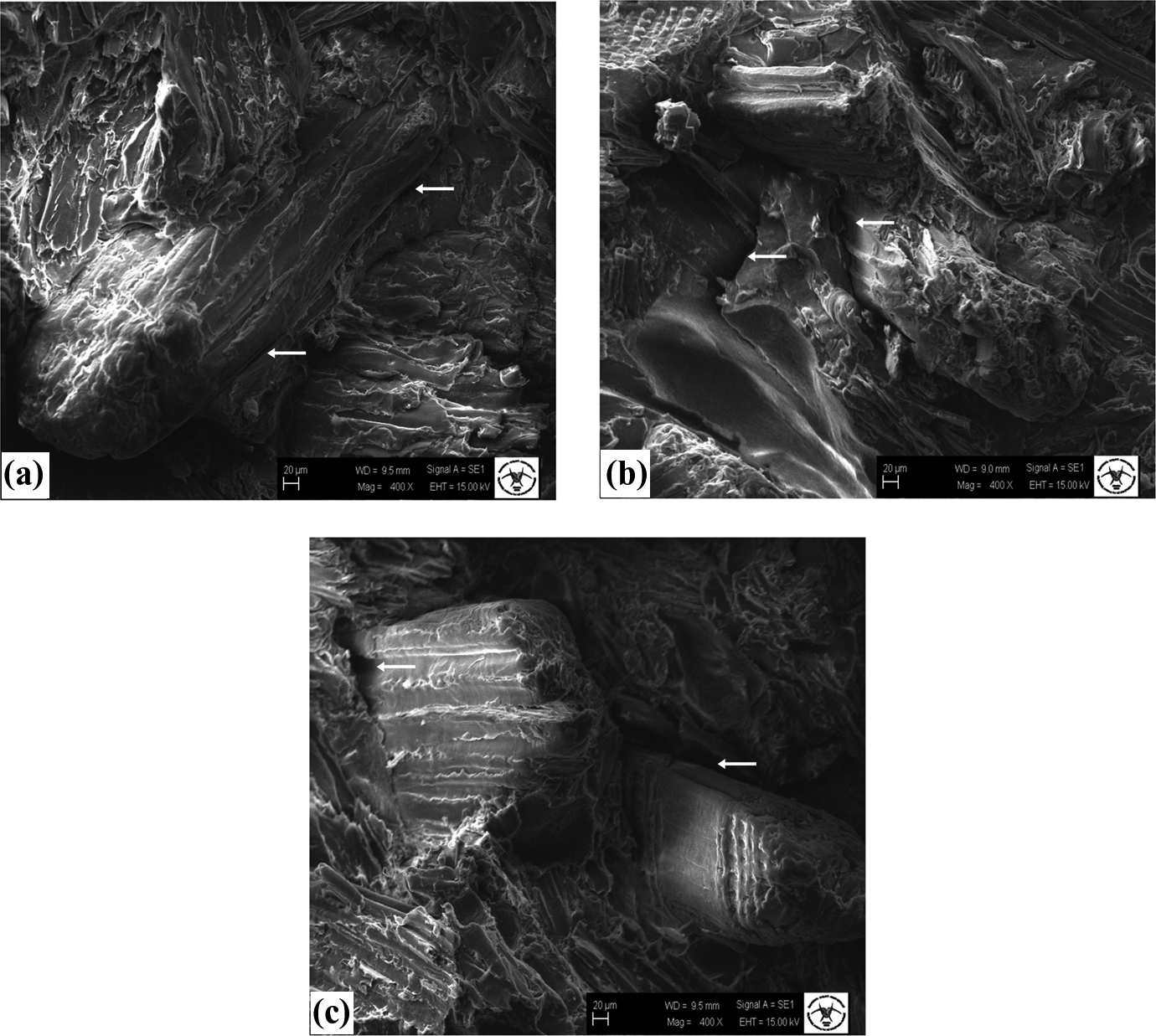
SEM images of composites: (a) group ID 1B, (b) group ID 5B and (c) group ID 9B (magnification ×400 and scale bar 20 µm). SEM: scanning electron microscope.
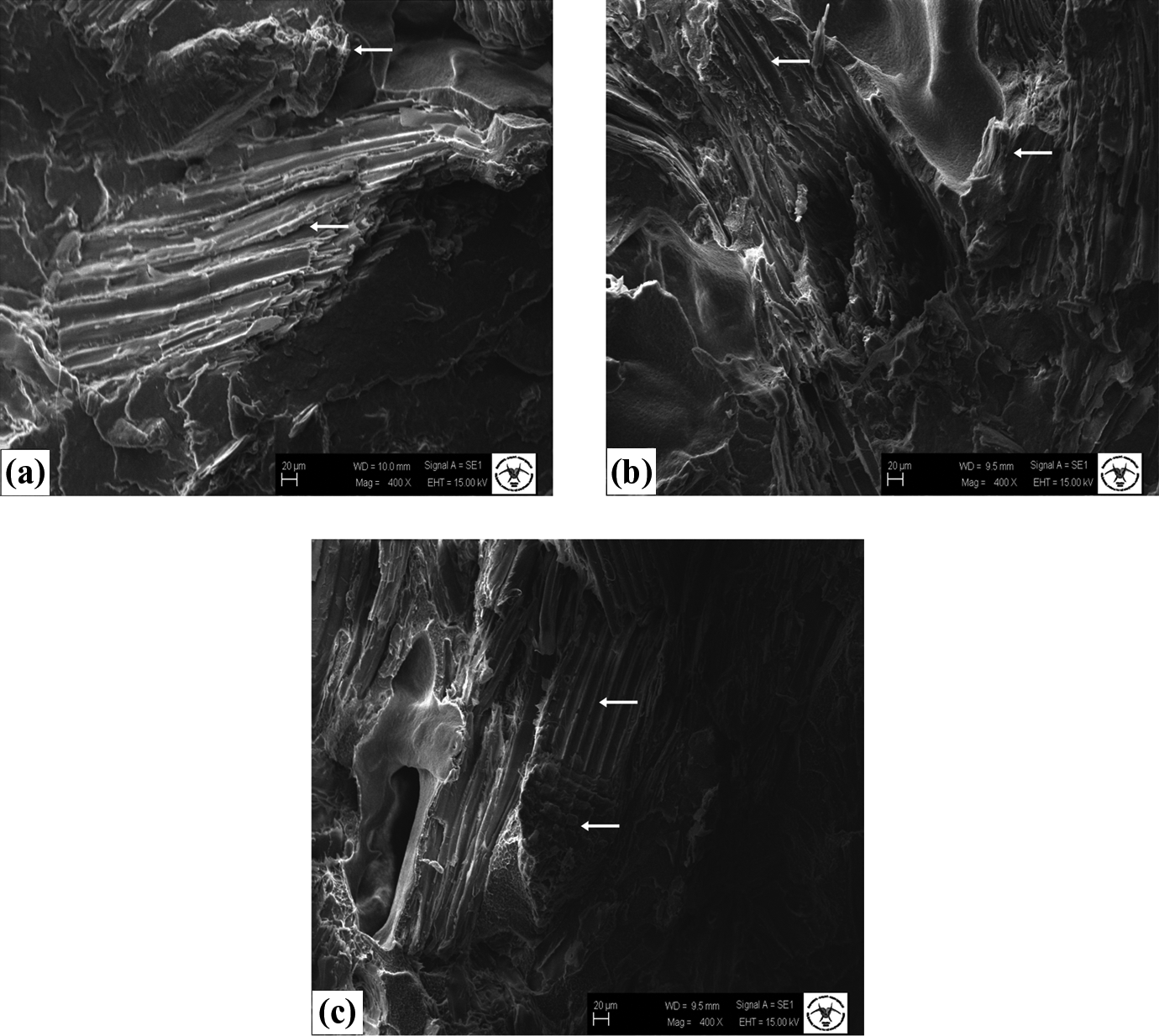
SEM images of composites: (a) group ID 4B, (b) group ID 8B and (c) group ID 12B (magnification ×400 and scale bar 20 µm). SEM: scanning electron microscope.
The impact strength was reduced in all groups with addition of the coupling agent. This result was expected since the use of coupling agent enhanced the fibre–matrix interaction, thus increasing the brittleness of the composite. Some studies mention changes in the modes of failure from fibre pull out to fibre breakage due to increase in brittleness. Similar findings were reported in other studies. 22 –24
Thermogravimetric analysis
The results of thermogravimetric analysis (TGA) and differential TGA are shown in Figures 3 and 4 with ID samples 1A, 1B, 4A, 4B, 5A, 5B, 8A, 8B, 9A, 9B, 12A and 12B. Degradation of all evaluated sample groups started at around 200–220 C. Several studies have determined that the degradation temperatures of hemicelluloses, lignin and cellulose start at 180, 200 and 210°C, respectively. Two main decomposition peak areas are shown in Figure 4. The composites produced from recycled CCA-treated wood flour had a degradation temperature (around 340°C) that was lower than the virgin pine wood flour composites (360°C) as illustrated in the first peak area. Several studies have reported that the decomposition point of CCA-treated wood is difficult to define. During the wood preservation process and relatively simple mechanism of fixation, CCA preservative chemicals generate complicated inorganic compounds. In the thermal decomposition process, volatile compounds such as arsenic oxide are produced and the temperature of decomposition is lower compared with the untreated composite material. 25,26 The second peak area gives the highest decomposition temperature at 480°C. It is known that HDPE degrades around this temperature. 27
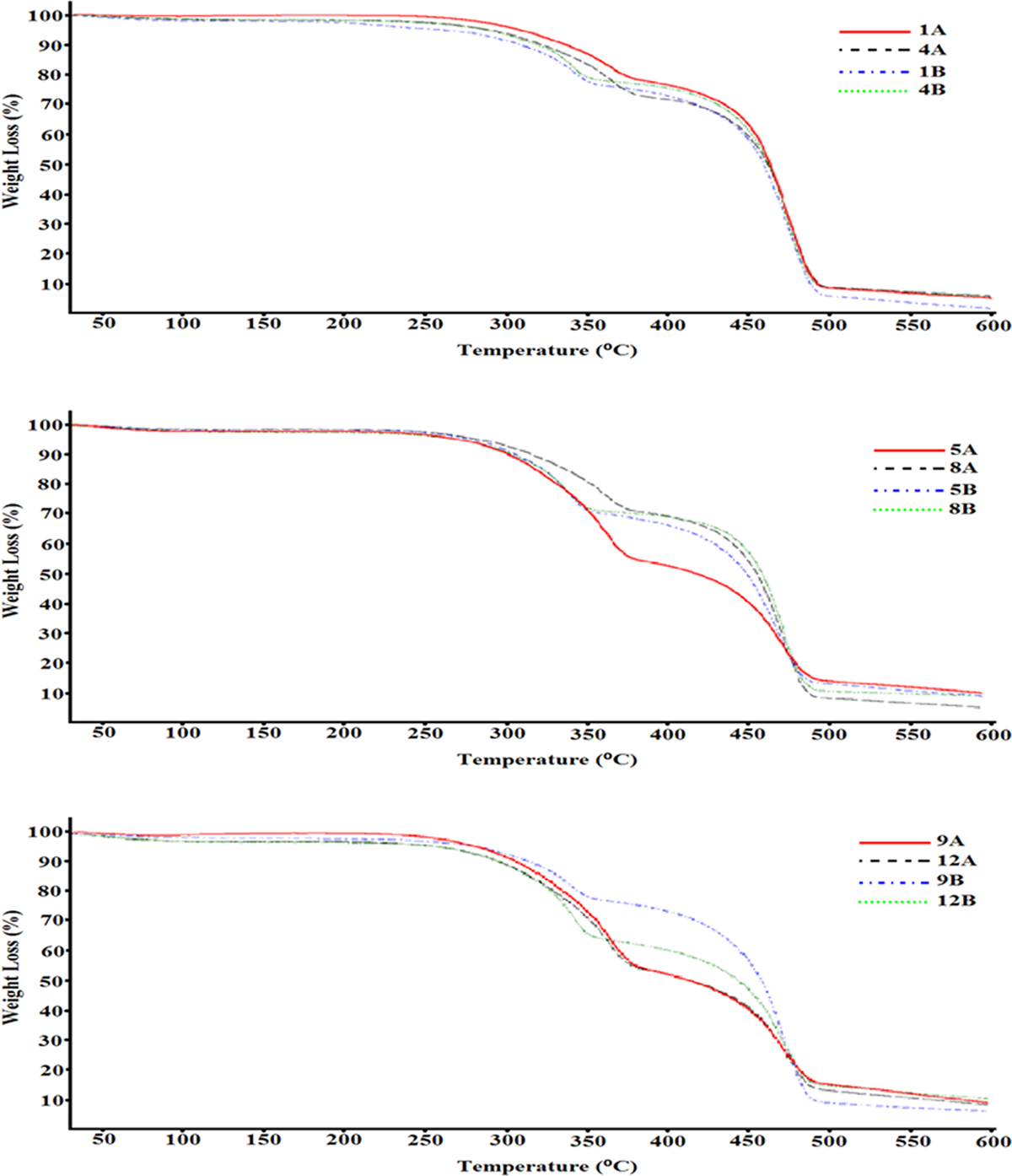
TGA results of composite formulations 1A, 1B, 4A, 4B, 5A, 5B, 8A, 8B, 9A, 9B, 12A and 12B. TGA: thermogravimetric analysis.
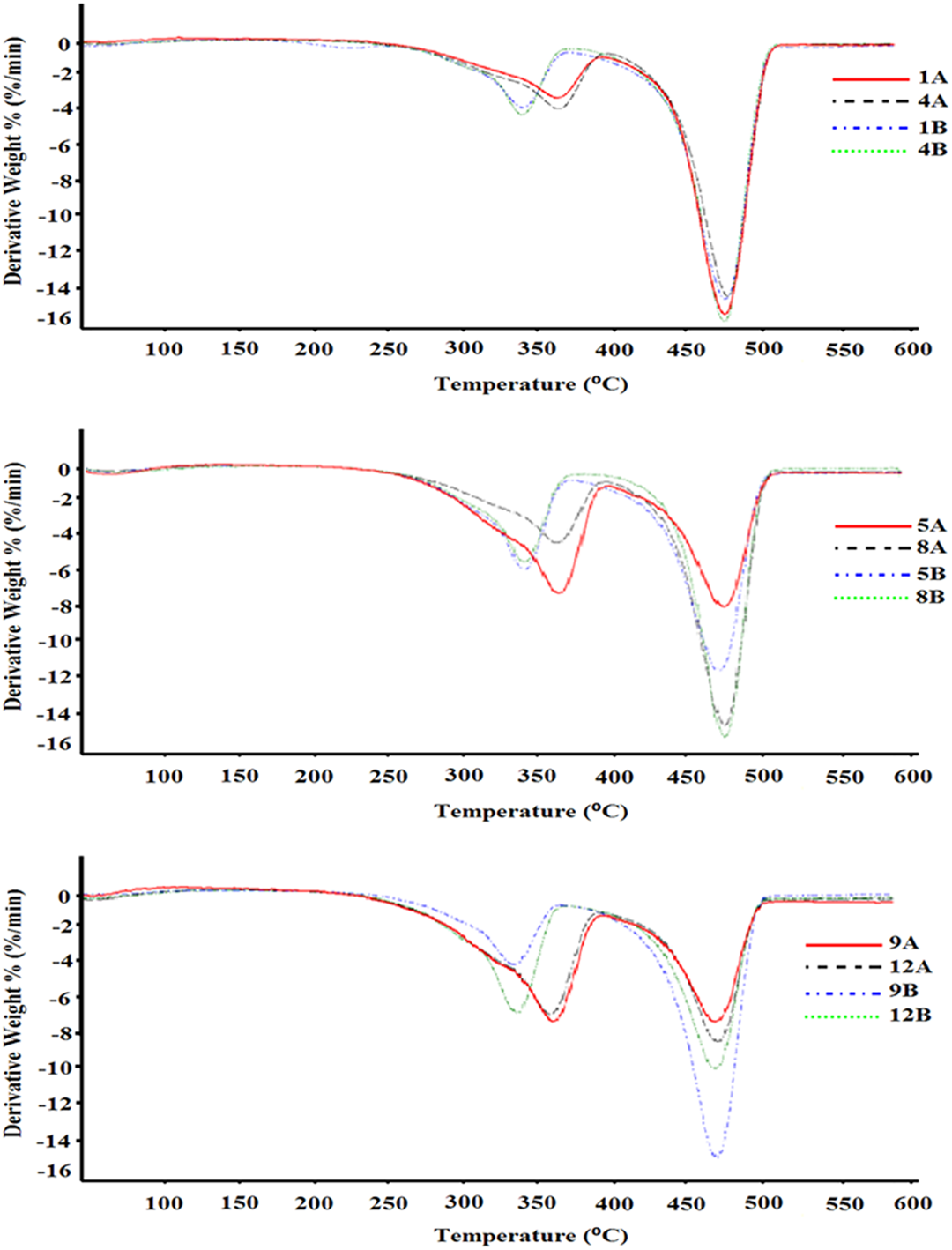
DTGA results of composite formulations 1A, 1B, 4A, 4B, 5A, 5B, 8A, 8B, 9A, 9B, 12A, 12B. DTGA: differential thermogravimetric analysis.
Biological tests
Decay tests
The mean mass losses caused by T. versicolor, P. placenta and C. puteana fungi on the virgin pine wood flour WPC and the recycled CCA-treated wood flour samples are given in Table 5. The highest mass losses for T. versicolor, P. placenta and C. puteana were recorded on the ID 9A group produced from 60% virgin pine wood flour without MAPE as 1.83, 5.12 and 1.94%, respectively. Whilst the mean mass loss of the WPC samples produced from recycled CCA-treated wood flour were found to be 1.40, 2.15 and 1.64, respectively, and the mass loss for Scots pine sapwood was found to be 35.69, 45.29 and 40.2%, respectively. At the end of the test period, when comparing the post-decay mass loss caused by all fungi, the highest post-decay mass loss was recorded in the Scots pine sapwood. In general, the mass loss of all WPC groups was shown to be much lower than that of the solid wood. Additionally, the post-decay mass loss values of all the WPC groups were decreased by the use of the coupling agent because it is known to enhance the interfacial adhesion between the wood flour and polymer matrix thus reducing moisture uptake and related fungal activity. 28 The fungal loss was negatively affected by the reduction of post-decay; therefore, the mass losses were decreased. As stated in the literature, increasing weight losses are correlated with the rate of lignocellulosic filler material in WPCs. 29 However, when recycled CCA-treated wood flour and MAPE were used in WPCs, there were no statistical differences in weight loss, even though the rate of lignocellulosic filler material was enhanced.
Mean mass loss and post-decay MC in WPCs after a 16-week exposure time.a
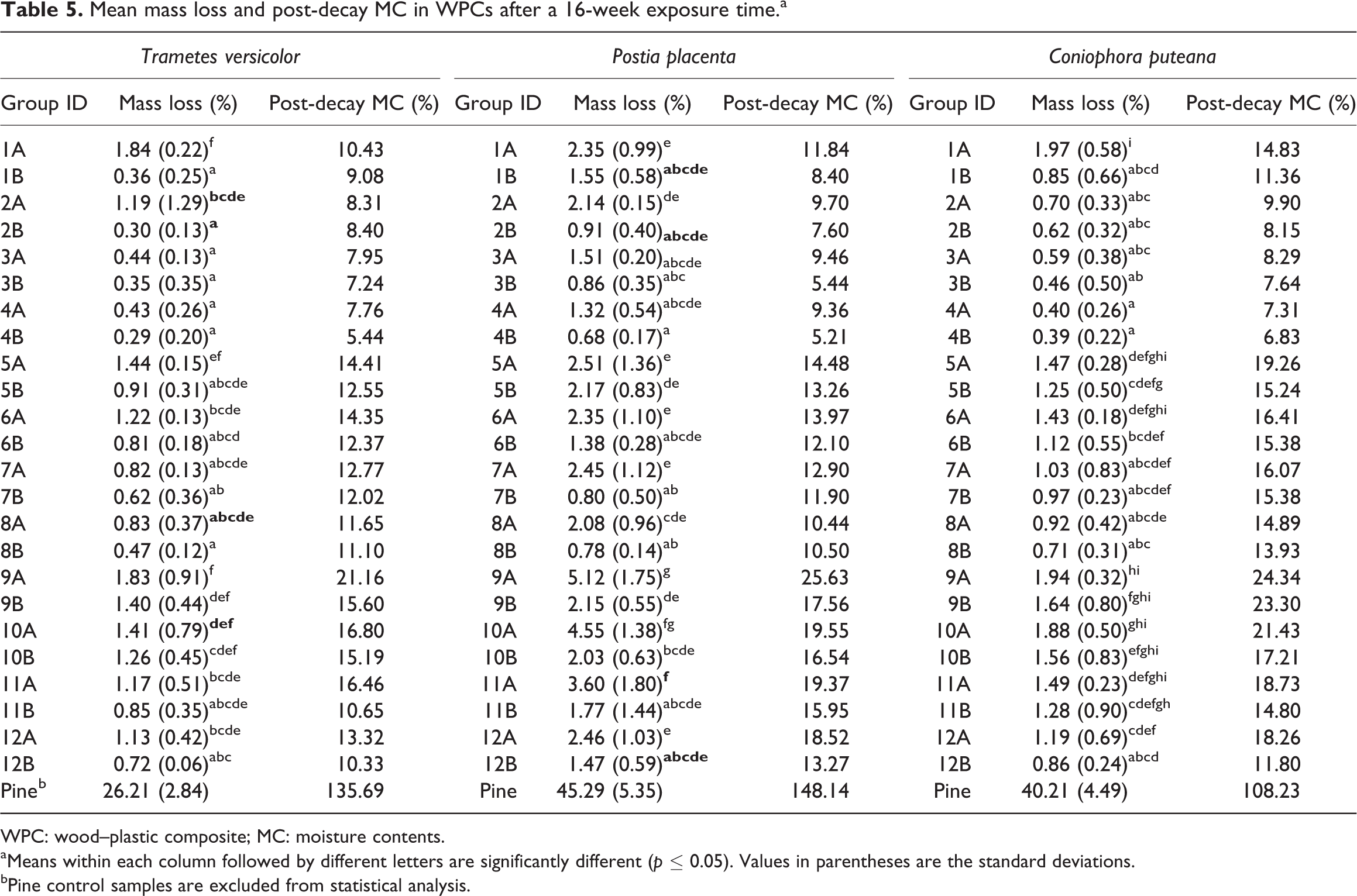
WPC: wood–plastic composite; MC: moisture contents.
aMeans within each column followed by different letters are significantly different (p ≤ 0.05). Values in parentheses are the standard deviations.
bPine control samples are excluded from statistical analysis.
Termite tests
Weight loss and consumption rate values with the use of recycled CCA-treated wood flour in the composites decreased compared to the control groups (Table 6). Termite mortality, on the other hand, decreased with increasing virgin pine content. In general, the addition of 5% MAPE did not statistically affect the mass losses and consumption rate of the WPC formulations, with the exception of formulation 12. Lopez-Naranjo et al. highlighted that their coupling agent added to WPC formulation showed a lower drop in tensile properties after exposure to accelerated weathering and termite attack for 30 days. They indicated that the coupling agent might have reinforced material resistance against termites due to a more resistant interface, which hindered the access of their mandibles into the lignocellulosic material. 30 The lowest mean mass losses caused by termites were observed in formulation 4B, 8B and 12B produced with recycled CCA-treated wood flour and 5% MAPE. In terms of termite mortality rates, the results indicate that recycled CCA and the addition of MAPE did not create statistically significant differences in any of the formulations tested in this study.
Mean percent mass losses, mortalities and consumption rates in WPCs after a 3-week exposure to a laboratory termite colony.a
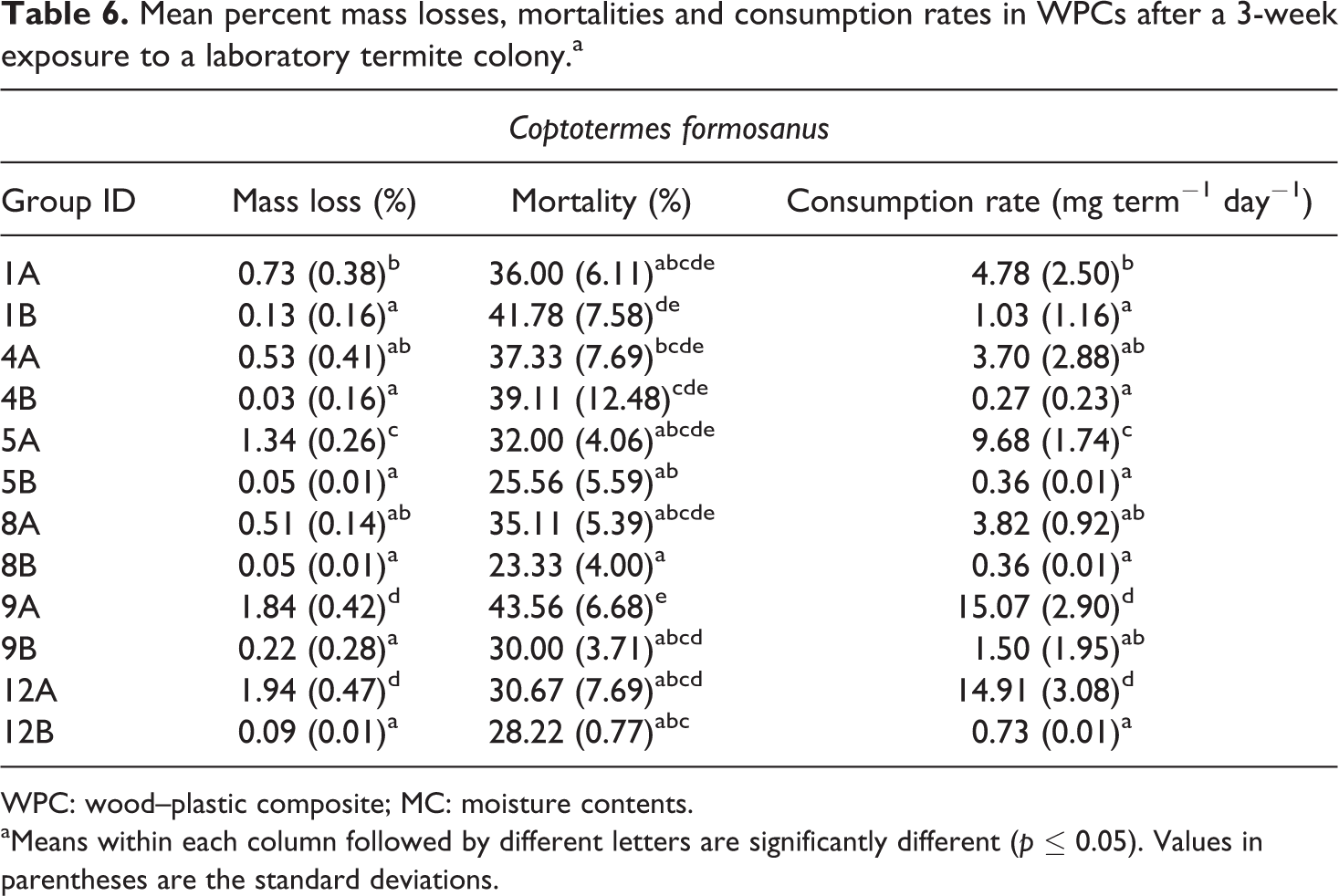
WPC: wood–plastic composite; MC: moisture contents.
aMeans within each column followed by different letters are significantly different (p ≤ 0.05). Values in parentheses are the standard deviations.
Water leaching
The total amounts of determined Cu, Cr and As are shown in Figures 5, 6 and 7, respectively. The highest leaching values for Cu, Cr and As obtained from WPC samples of 60% recycled CCA-treated wood flour without coupling agent were 5.5, 2.9 and 1.5 ppm, respectively. With the addition of 5% coupling agent, these values were determined as 1.4, 0.6 and 0.5 ppm, respectively. Generally, with the addition of a coupling agent, the leaching values decreased for all composites. The determined leaching values were lower than those of other studies. 31,32 However, the amount of As leaching was higher than the 10 ppb allowed for drinking water.
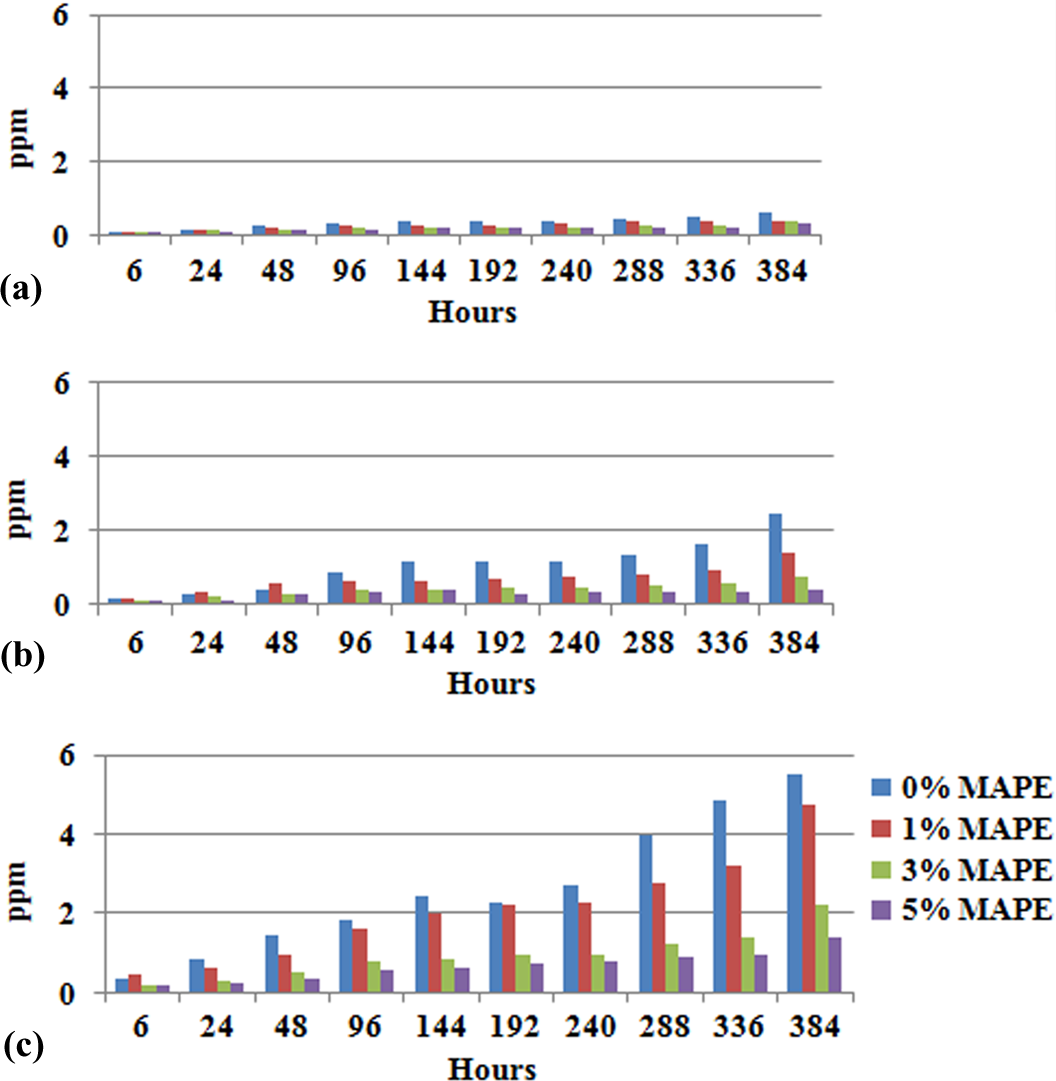
Total amounts of Cu in WPCs leachates: (a) 40%, (b) 50% and (c) 60% wood content. Cu: copper; WPC: wood–plastic composite.
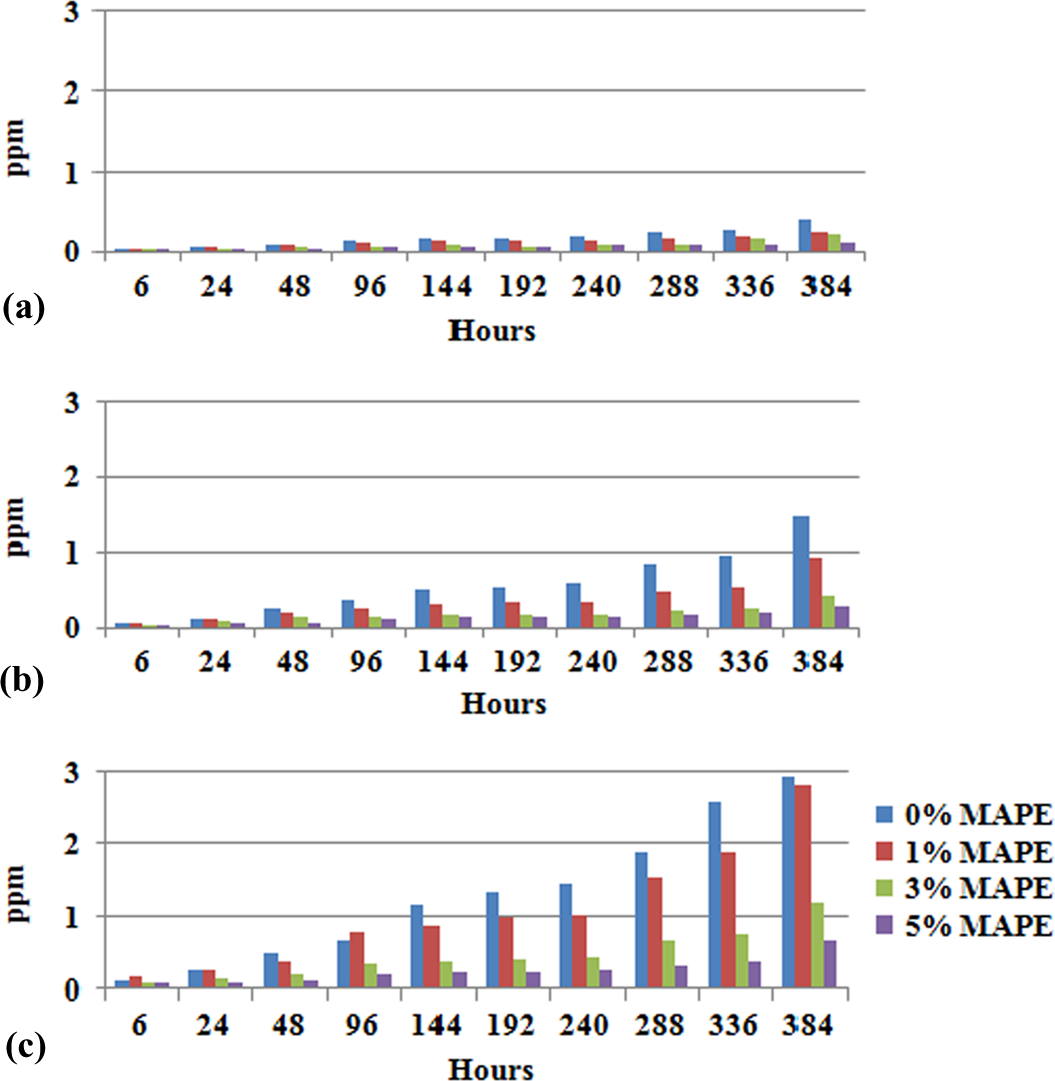
Total amounts of Cr in WPCs leachates: (a) 40%, (b) 50% and (c) 60% wood content. Cr: chromium; WPC: wood–plastic composite.
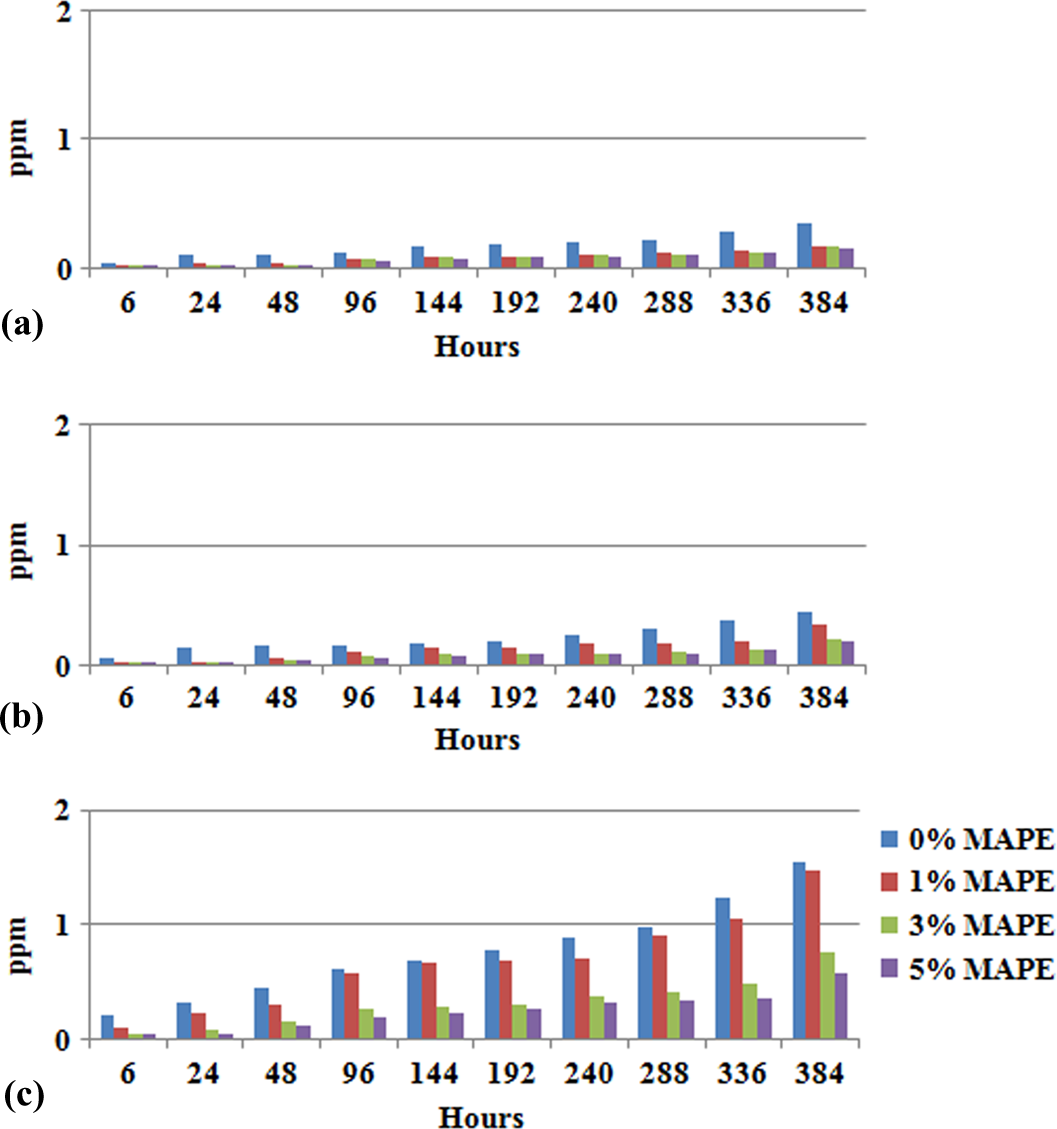
Total amounts of As in WPCs leachates: (a) 40%, (b) 50% and (c) 60% wood content. As: arsenic; WPC: wood–plastic composite.
Conclusions
In this study, recycled CCA-treated pine wood and virgin pine wood flour were produced and compression moulded into WPCs. Their dimensional stability, mechanical and thermal properties, biological performance and morphology were evaluated. The effect of the coupling agent (MAPE) was also investigated.
The dimensional stability and mechanical performance of the WPCs, excluding the Izod impact, were improved with the recycled CCA-treated wood flour and addition of the coupling agent. Recycled 40 and 50% CCA-treated wood-filled composites with 5% MAPE gave the same flexural strength values. Moreover, flexural properties along the sides of all produced WPC samples met the requirements of the ASTM D 6662 standard 33 for polyolefin-based plastic lumber decking boards.
The presence of recycled CCA-treated wood flour in the WPC samples resulted in degradation at lower temperatures compared with the untreated controls. However, biological resistance was higher in the CCA-treated wood-filled composites groups than in the control groups due to the presence of Cu, Cr and As in the WPCs. The leaching values of As determined in the CCA-treated wood-filled composites were higher than the amount allowed for drinking water, whilst relatively small compared to naturally occurring soil As levels. Therefore, use of this WPC must be limited to applications with minimum exposure to water and human or animal contact. The results of this study illustrated that WPC properties were improved by using recycled wood treated with CCA and that the manufacturing of composites from these material can be utilized as an alternative recycling method for chemically treated wood.
Footnotes
Acknowledgements
The first author also extends his appreciation to RISH of Kyoto University for support under the Visiting Professor program between 1 April 2012 and 30 June 2012 and to Professor Tsuyoshi Yoshimura for the opportunity to use the laboratory facilities and termite colony.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by BAP (Directory of Scientific Research Projects of Duzce University) under grant numbers of 2010.02.03.057 and 2012.02.HD.071.