
Abstract
Composites were fabricated using viscose fiber-based needlepunched nonwoven fabric mat as a reinforcement material, with varying mass per unit area of fabric mat (VS200 gsm, VS400 gsm and VS600 gsm) and varying fabric mat weight percentage. The effect of varying mass per unit area of fabric mat and weight percentage loading of these different fabric mats were reported on mechanical, physical and visco-elastic properties of needlepunched nonwoven reinforced epoxy composites. The mechanical and physical characterization was analyzed experimentally, and thermo-mechanical stability studied via the dynamic mechanical analysis, to measure the storage modulus (E′), loss modulus (E″) and damping factor (tan δ) of nonwoven fabric mat-reinforced composites over a temperature range of 20℃ to 200℃ at 1 Hz frequency. The storage modulus (E′) diminish with increase in temperature, with a significant fall in the temperature range 50–80℃ for all the composites. Loss modulus (E″) shows the variation from 60 MPa to 150 MPa, whereas glass transient temperature (Tg) from the tan δ peaks, varies from 70℃ to 85℃. The comparative analysis shows that with the incorporation of nonwoven fabric mat weight percentage in composites, all mechanical and physical properties of composites improve significantly. These mechanical and physical properties are also improving with raise in mass per unit area of fabric mats from VS200 gsm to VS600 gsm.
Introduction
In advanced polymer composite materials, much of the progress has been related to aerospace, automotive parts, industrial and household commodities for the requirement of high-performance combination of unique material properties such as, low density, high strength, high stiffness and chemical resistance [1,2]. In production of these types of polymer composites, the use of needlepunched nonwoven fabric mats is beneficial as these materials improve the toughness and strength with light weight [3,4]. Needlepunched nonwoven fabric mat has three-dimensional orientations of fibers due to the interlocking of fibers [5]. Needlepunching is the easier manufacturing technique than any other three-dimensional textile structures such as weaving and stitching [6]. However, needle punching is the oldest and well-established method of forming nonwoven fabric mat using manmade fibers such as viscose, polyester and polypropylene [7]. As viscose (VS) and polypropylene (PP) fiber based nonwoven fabric (NWF) materials are composed of random network of overlapping fibers. They can create multiple connected pores through which the resin can flow easily and interlinked mechanism with fibers taking place. There has been a major upsurge in research on the use of synthetic fibers based on regenerated cellulose by transformation of natural polymers such as viscose fibers [8]. A discontinuous and non-uniform microstructure of a low-density mechanical bonded nonwoven material displays in a complicated and unstable tensile behavior. Due to the complex structure of nonwoven fabrics, researchers have used considerable efforts to understand the mechanical behavior of nonwoven fabric mat based composites materials [9,10].
Fiber reinforced polymer composites mechanical and physical properties depend not only on the properties of constituent materials but also on the interphase of the fiber and matrix, where stress transfer from the matrix to the fiber takes place at such interphase. Therefore, it is important to characterize mechanical and physical properties of composites to better understand the performance of the polymer composites [11,12]. However, visco-elastic or thermo-mechanical analysis using dynamic mechanical analyzer (DMA) can provide a useful approach to characterize and investigate the interaction between fibers and matrix [13]. The use of DMA to investigate the fiber–matrix interphase in polymer composites has been explored since last decade. Here, it will demonstrate that DMA offers a direct approach to evaluating the fiber–matrix adhesion based on the contribution of the interphase to the damping (tan δ) peak [14,15].
The aim of proposed research is to fabricate the viscose fiber based needlepunched nonwoven fabric-reinforced laminated composites, and to investigate the physical, mechanical and thermo-mechanical performance of these composites under dynamic stress conditions. In this content, the impact behavior of these composite materials is analyzed in order to understand the effect of fabric mat weight percentage. For understanding the structure property and thermal stability of composite materials, thermo-mechanical properties are also investigated using DMA.
Materials and methods
Viscose is probably the most misunderstood of all fibers; it is neither a synthetic fiber nor a natural. It is a fiber formed by regenerating cellulose through transformation of natural polymers [7]. Viscose (VS) fiber-based needlepunched nonwoven fabric mat for reinforcing material is new for composite fabrication, and due to large number of pores it is very compatible with resin for polymer composite fabrication. In this study, three types of viscose fiber based needlepunched nonwoven fabric mats VS200 gsm, VS400 gsm and VS600 gsm (gsm: - g/m2) are used for reinforcement material. The thickness of these VS200 gsm, VS400 gsm and VS600 gsm fabric mats are 1.81 mm, 2.97 mm and 4.07 mm correspondingly under the pressure of 2 KPa [10].
Epoxy is a copolymer which is formed from the reaction of two different polymers; these two polymers are epoxide resin and polyamine hardener. When polyamine hardener and epoxide resin mix together, the amine groups react with epoxide groups to form a covalent bond. Each amine group can react with an epoxide group, so the resulting polymer is heavily cross-linked and strong. Epoxies are known for their excellent adhesion, chemical, heat resistance and good to excellent mechanical properties. The low temperature curing epoxide resin (LY 556) with corresponding polyamine hardener (HY 951) was used as a matrix material, supplied by the supplier (Shankar chemical and dyers, New Delhi, India).
Designation and composition of needle-punched nonwoven fabric mat composites.

Mechanical and physical testing of viscose fiber based needlepunched nonwoven reinforced composites
Tensile tests for viscose fiber base needlepunched nonwoven reinforced composites are carried out on the universal testing machine (UTM) manufactured by Hounsfield test equipment limited, Model H25K-S, Serial No- H25KS-0259 (England), with span length 70 mm, specimen size 150 × 15 mm2 according to ASTM D638 standards at a crosshead speed of 2.54 mm/min. The theoretical tensile strengths of all the composites are also calculated using the series model given by Joseph et al. [16] as shown in equation (1),

The three-point bend test is conducted for composite specimens on the same equipment with a spam length of 40 mm and 70 mm, specimen size of 80 × 15 mm2 and 100 × 15 mm2 for inter-laminar shear strength and flexural strength, respectively, according to ASTM D790 standards. Cross-head speed of 2.54 mm/min and averages of five readings are reported for precious results.
I-zod impact tests are done using the Model IT 504 Impact Tester of TINIUS OLSEN Testing Machine Co. Inc. (USA) which calculates and displays the impact energy absorbed by a specimen. From its maximum drop height of 609.6 mm (24 inches), the pendulum develops a nominal impact velocity of 3.46 m/s for impacting a standard specimen size of 60 × 15 mm2 in compliance with ASTM D256 standards. The specimens are clamped in a square support and are struck at their central point by a rectangular latch catch. The respective values of impact energy of different specimens are recorded directly from the dial indicator.
The theoretical density of composite materials in terms of weight fraction can easily be obtained as per the equations given by Agarwal and Broutman [17].

The actual density (ρE) of the composite can be determined experimentally by simple water immersion method, and the volume fraction of voids (Vf) in the composites is calculated using the equation (3).

Dynamic mechanical analysis
The thermo-mechanical or visco-elastic properties of viscose fiber-based needlepunched nonwoven reinforced composites are determined using DMA, Model- Tritec 2000B, supplied by Triton Technology Ltd. (UK) with ASTM D-4473 standards. The shapes of test specimen are of rectangular strip with dimension of 25 × 4 × 1.5 mm3. The three-point bending mode of deformation is used under the test temperature range of 20℃ to 200℃, with a heating rate of 5℃/min in a nitrogen atmosphere at a fixed frequency of 1 Hz, for obtaining storage modulus (E′), loss modulus (E″) and damping factor (tan δ).
Results and discussion
Comparison of density and void fraction of different nonwoven fabric mat reinforced composites
Theoretical and experimental densities of VS200 gsm, VS400 gsm and VS600 gsm fabric mat composites with their void fractions.
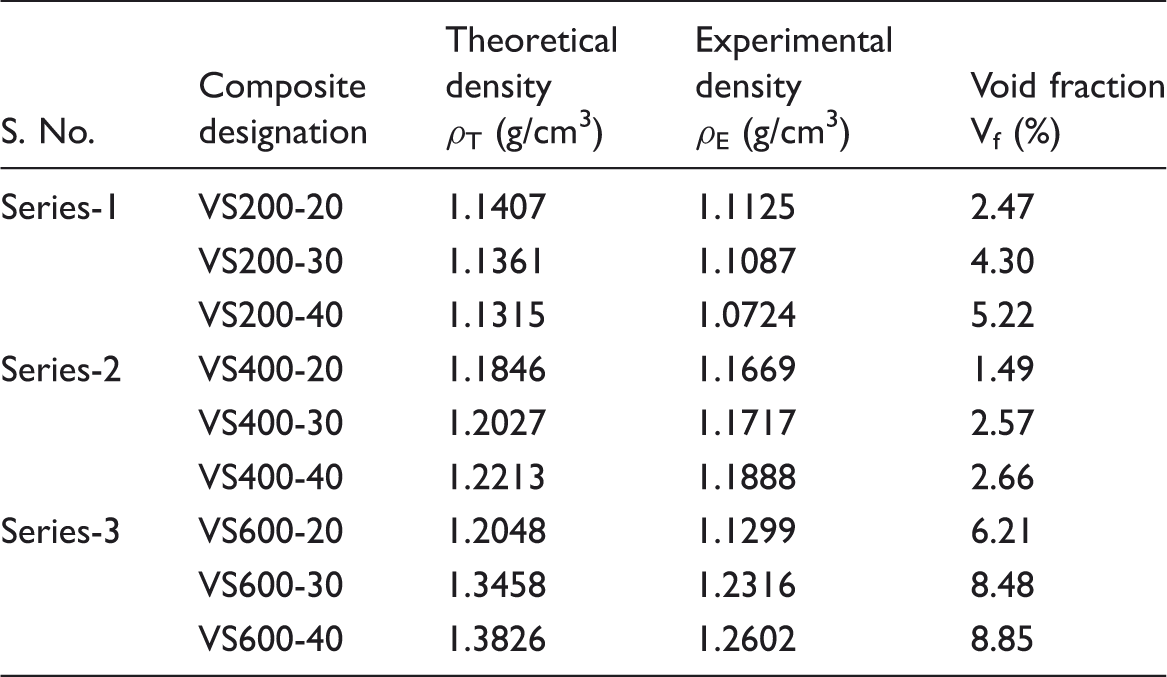
Another phenomenon shown in Table 2 is that voids contents are also increasing with the inclusion of fabric mat weight percentage for the entire three fabric mat composites may be due to the highly porous needlepunched nonwoven fabric mats. By adding these highly porous fabric mat layers, the interlocking between the fabric mat and epoxy matrix is good but some voids may form in composites due to the improper fabrication of composites. From all the three fabric mat composites, the void content in the VS400 gsm fabric mat composites are less than the void contents in VS200 gsm and VS600 gms fabric mat composites, it may be due to the compatible weight fraction of epoxy and VS400 gsm fabric mat.
Comparison of rockwell hardness of different nonwoven fabric mat reinforced composites
Rockwell hardness on B scale of the three fabric mats (VS200 gsm, VS400 gsm and VS600 gsm) reinforced composites with their three weight percentage (20 wt%, 30 wt% and 40 wt%) loadings are presented in Figure 1. All three types (VS200 gsm, VS400 gsm and VS600 gms) fabric mat reinforced composites explaining hardness is improving with inclusion of fabric mat weight percentage from 20 wt% to 40 wt%. Figure 1 also shows that the hardness value of all the three fabric mat composites is nearer on 30 wt% composites compared to 20 wt% and 40 wt% composites. Another phenomena shown in Figure 1 is that the hardness of the VS400 gsm mat reinforced composites is higher that the VS200 gsm and VS600 gsm composites due to less voids present in VS400 gsm composites.
Rockwell hardness of different fabric mat composites with fabric mat weight percentage.
Comparison of tensile strength of different nonwoven fabric mat reinforced composites
The variation of the experimental and theoretical tensile strengths of VS200 gsm, VS400 gsm and VS600 gsm fabric mat reinforced composites are present in Figure 2. Figure 2 shows that both experimental and theoretical tensile strength are improving with increase in fiber weight percentage or fabric mat layer. This may be due to better fiber matrix interface, therefore due to that reason the tensile strength is improving with incorporation in fiber weight percentage [18]. On the other way Figure 2 explores that the theoretical and experimental tensile strength is also improving with increase in fabric mat gsm (200 gsm to 600 gsm). This increment in the tensile strength is due to the increase in fabric mat density [16]. Tensile strength increase rapidly from 7.78 MPa to 19.6 MPa in 200 gsm to 600 gsm fabric mat composites for 40 wt% fabric mat loading, but less increment from 4.98 MPa to 10.92 MPa is seen for 20 wt% fabric mat loading composites. A lesser difference of about 2% is seen from Figure 2 in between theoretically calculated tensile strength through the series model and experimentally obtained tensile strength. Theoretically calculated values of tensile strength are very close to the experimental tensile strength values and these values are the evidence for the reasonable experimental tensile strength.
Theoretical and experimental tensile strength of the different fabric mat composites with fabric mat weight percentage.
Comparison of flexural strength and inter-laminar shear strength of different nonwoven fabric mat reinforced composites
Flexural strengths of the VS200 gsm, VS400 gsm and VS600 gsm fabric mat composites with 20 wt%, 30 wt% and 40 wt% fabric mat loading are presented in Figure 3. This figure shows that the flexural strength of the composites improving with increase in fabric mat density from 200 gsm to 600 gsm. Reason behind this increment in flexural strength with fabric mat density is that the strength of the fabric mat is increased with increase in fabric mat density from 200 gsm to 600 gsm. By reinforcing the high strength material in epoxy matrix, the flexural strength of the composites is increasing up-to an appropriate weight compatibility of reinforcing and matrix material. The flexural strength is also improving with incorporation of fabric mat weight percentage from 20 wt% to 30 wt% and decrease from 30 wt% to 40 wt% in VS200 gsm and VS400 gsm composites, whereas for the VS600 gsm composites a regular increment in flexural strength is seen from 20 wt% to 40 wt% fabric mat loading.
Flexural strength of the different fabric mat composites with fabric mat weight percentage.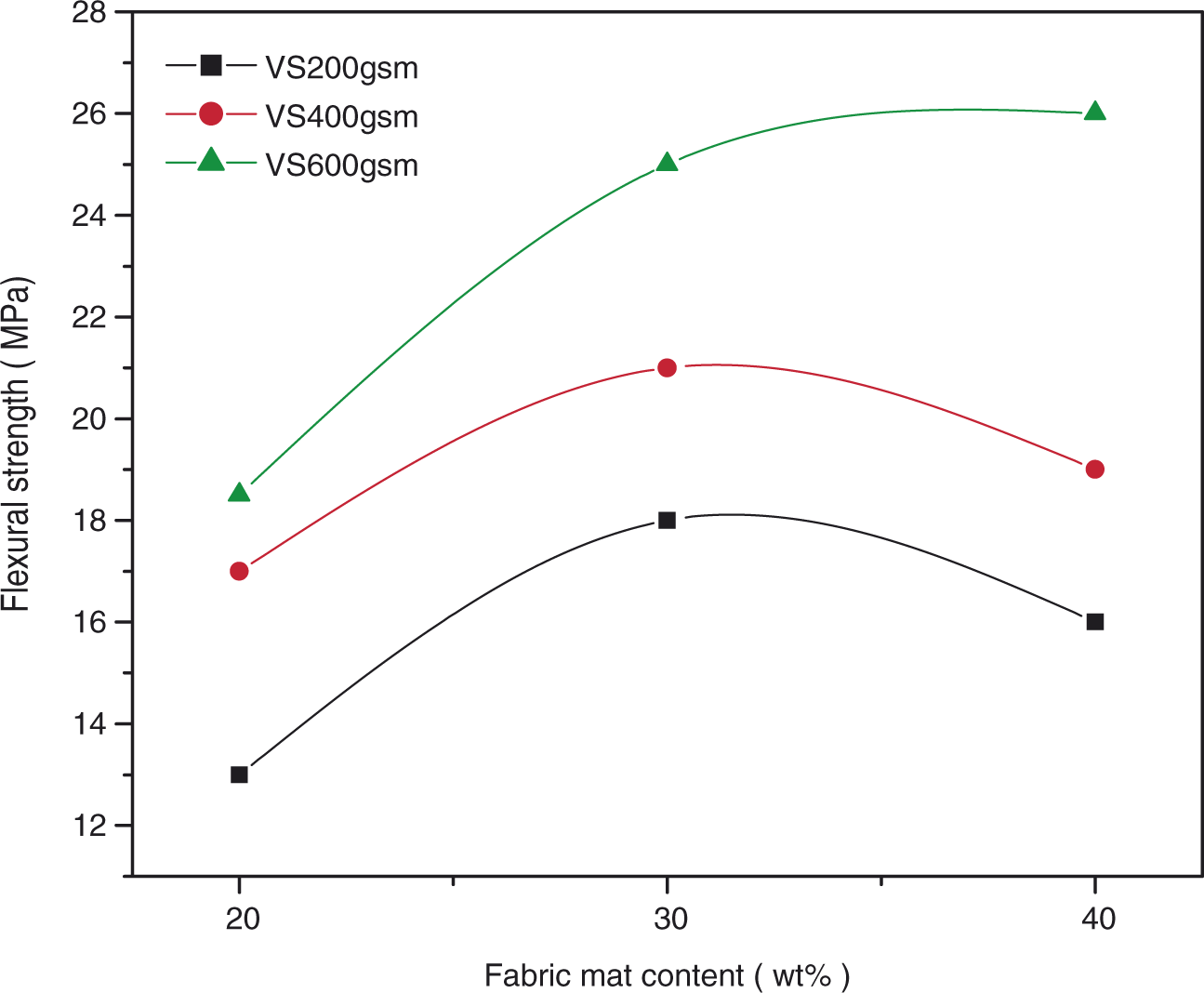
Figure 4 shows the inter-laminar shear strength of the different fabric mat composites with 20 wt%, 30 wt% and 40 wt% fabric mat loading. From Figure 4 it is clear that ILS strength of the composites is improving with increase in viscose (VS) fiber based fabric mat gsm from 200 gsm to 600 gsm, this may due to the increase in fabric mat density from 200 gsm to 600 gsm. On the other hand the ILS strength of all the fabric mat composites is higher for the 30 wt% fabric mat loading, this phenomena show that the 30 wt% fabric mat loading has the appropriate weight percentage compatibility with epoxy matrix for all fabric mats.
Inter-laminar shear strength of the different fabric mat composites with fabric mat weight percentage.
Comparison of the impact energy of different nonwoven fabric mat reinforced composites
The compatibility of a polymer composite for industrial, aerospace and automobile applications should not only be determined by usual physical properties or design parameters but also by its impact or energy absorbing properties. For both safe and efficient design of structures, it is important to have a good understanding of the impact behavior of composites and to develop new composites having good impact properties [12]. For that purpose, the impact energy values recorded during the impact tests for different fabric mats (VS200 gsm, VS400 gsm and VS600 gsm) with 20 wt%, 30 wt% and 40 wt% fabric mat loading composites are shown in Figure 5.
Impact energy of the different fabric mat composites with fabric mat weight percentage.
Figure 5 shows that the resistance to impact loading improves with addition of weight percentage of fabric mats from 20 wt% to 40 wt% for the viscose (VS) fiber-based needlepunched nonwovens (VS200 gsm, VS400 gsm and VS600 gsm) fabric mat reinforced epoxy composites It is seen that with incorporation of fabric mat weight content from 20 wt% to 40 wt%, the impact energy of composite improve with slower rate for all three fabric mat composites, but incorporation with the fabric mat density from 200 gsm to 600 gsm it increase in higher rate from 0.12 J to 1.05 J correspondingly. Energy dissipation is higher for the high fiber weight percentage, and the impact energy increases from 20 wt% to 40 wt% fabric mat composites. This may be because the applied load transferred by shear to fibers may exceed the fiber/matrix interfacial bond strength. When the stress level exceeds the fiber strength, fiber fracture occurs [19]. The fractured fibers may be pulled out of the matrix, resulting in the form of higher energy dissipation for the higher fiber weight percentage loading composites.
Comparison of the DMA of VS200 gsm, VS400 gsm and VS600 gsm fabric mat reinforced composites
In this section, DMA is studied to evaluate the variation of storage modulus (E′), loss modulus (E″) and damping factor (tan δ) as a function of temperature to characterize the thermo-mechanical response of the 20 wt%, 30 wt% and 40 wt% fabric mat loadings for the VS200 gsm, VS400 gsm and VS600 gms fabric mat composites as shown in Figures 6–8. DMA helps to study the polymer composites and glass transition temperatures (Tg) of these polymer composites in thermo-mechanical meaning [20]. In the case of DMA, a sinusoidal oscillating stress is applied to a specimen; a corresponding oscillating strain will be produced. Unless the material is perfectly elastic, the measured strain will lag behind the applied stress by a phase difference (δ). The ratio of peak stress to peak strain gives the storage modulus (E′) which presents the stiffness or elastic behavior of the material and a 90° out of phase component or energy loss in internal motion presents loss modulus (E″) which shows the viscous behavior of the material. The ratio of the loss modulus and storage modulus (E″/E′) gives the mechanical damping factor (tan δ) which is a measure of the amount of damped energy that is dissipated as heat during each cycle [15,21].
Variation of Storage modulus (E′) as a function of temperature.
Storage modulus (E′) of the VS200 gsm, VS400 gms and VS600 gms fabric mat reinforced composites with temperature variation
Figure 6 presents the storage modulus (E′) with varying temperature range (20℃ to 150℃) for the viscose (VS) fiber-based needlepunched nonwoven fabric mats (VS200 gsm, VS400 gsm and VS600 gsm) reinforced composites with varying fabric mat loadings (20 wt%, 30 wt% and 40 wt%). Three isolated regions are explored in Figure 6, a glassy high modulus region where the segmental mobility is restricted (20°–50℃), a transition zone where a substantial decrease in the storage modulus (E′) values with increase of temperature (50°–80℃) and a rubbery region where a harsh decay in the modulus with temperature [22,23]. Figure 6 also demonstrates that VS400-40 composite have highest (1400 MPa) storage modulus (E′) as compared to all other composites, and VS400-30 gives the least (590 MPa) storage modulus (E′). It is also noticed from the Figure 6 that in the temperature range of 20–50℃, the storage modulus (E′) remains less affected for all composites. Besides increasing the temperature range of 50–80℃, the storage modulus (E′) suffered a sharp decline, pursued by a final thermo-mechanical failure of all the composites above a temperature of 80℃ [23].
Loss modulus (E″) of the VS200 gsm, VS400 gms and VS600 gms fabric mat reinforced composites with temperature variation
In dynamic mechanical analysis, the glass transient temperature (Tg) for all composites is defined as the temperature where the loss modulus (E″) reached a maximum as shown in Figure 7. The energy dissipation ability of the material represents the loss modulus (E″) corresponding to the toughness of the composites. When the composites were subjected to external stress, energy was dissipated by frictions between fiber–fiber and fiber–matrix interactions [23,24]. Loss modulus (E″) of VS600-30 composite indicates a higher viscous energy dissipation ability than the other composites. Further, a narrow peak width of the composites VS200-20, VS200-30, VS400-20 and VS400-40 indicates the lack of homogeneity in composition of related structure. Whereas, the broadened peaks width of the composites VS200-40, VS400-30, VS600-20, VS600-30 and VS600-40 theoretically indicate a higher voids and entanglement density [14,15,21].
Variation of loss modulus (E″) as a function of temperature. Variation of damping factor (Tan δ) as a function of temperature.

Composites made with the viscose fiber based needlepunched nonwoven fabric mat indicate the temperature peak (Tg) shifted to the lower temperature (for 20 wt% to 30 wt%) and again shifted to the higher temperature for VS200 gsm, VS400 gsm and VS600 gms composites (30 wt% to 40 wt%). This could be due to the immobilization of the polymer molecules near the surface of the viscose fibers in 30 wt% composites and again increase in Tg due to the various fiber molecular interactions in higher fiber weight percentage, which increased the Tg of the higher percentage composites [14,15]. The loss modulus (E″) value corresponding to the Tg is lowest for the VS400-30 (65 MPa), increasing through composites VS600-40 <VS200-30 <VS200-20 < VS200-40<VS400-20<VS400-40 <VS600-20<VS600-30, respectively.
Damping factor (tan δ) of the VS200 gsm, VS400 gms and VS600 gms fabric mat reinforced composites with temperature variation
The damping factor (tan δ) gives information about the relative contributions of the viscous and elastic components of a visco-elastic material. In the transition region, damping behavior of composites is determined by the fiber loading, fiber/matrix interface and mechanical relaxation of the matrix and fiber [24]. Glass transition temperature (Tg) and the damping factor (tan δ) peaks value with respective to temperature is shown in Figure 8. Tg is affected by a number of chemical, molecular structures and the relative amount of components present in the composites. At temperatures around Tg of the matrix, the molecular chains have high flexibility and damping of the composite is due primarily to the matrix [25]. The damping factor (tan δ) variation of the composites as a temperature function is shown in Figure 8. A maximum in tan δ value has been observed for the composite with a 40 wt% of viscose fiber-based needlepunched nonwoven composite (VS400-40) indicating enhanced damping performance which is closely followed by the composite (VS200-40) with 40 wt% of fabric mat, may be attributed to possible deformation of the resin molecules in between the cross links [23], after that all these composites the tan δ variation is very less. It is also interesting to note that the amplitude of tan δ peaks of these composites with higher weight percentage of fabric mat (VS200-40, VS400-40) are greater and the peaks are narrow for less fabric mat-reinforced composites. Figure 8 also shows that in temperature range of 20℃ to 50℃, there is no effect on tan δ values for all the composites. Whereas, in the temperature range of 50℃–60℃, all the composites are increasing in tan δ values, and the peak values of tan δ is observed in the temperature range of 70℃–90℃. Finally, there is no change in the damping properties in most of the composites after a temperature of 100℃ and the remaining VS200-20 composite shows the maximum temperature around 120℃ for no changes in damping properties.
Conclusions
For the mechanical and dynamic mechanical analysis, viscose fiber based needlepunched nonwoven fabric mat reinforced composites has been successfully fabricated using hand lay-up technique. From the study of these composites, the following conclusion can be drawn:
Composites reinforced with VS400 gsm fabric mat presents the less voids compared to VS200 gsm and VS600 gsm fabric mat reinforced composites due to the proper viscose fibers and epoxy resin weight compatibility in the VS400 gsm composites. VS400-20 composite shows lowest voids present as 1.49%, whereas highest voids (8.85%) are present in the VS600-40 composite. Rockwell hardness of the VS400 gsm composites is also better than the VS200 gsm and VS600 gsm composites. From the results of density, voids and hardness VS400 gsm composites show the better physical behavior compared to VS200 gsm and VS600 gsm composites. Theoretical and experimental tensile strength of the viscose fiber based needlepunched nonwoven reinforced composites is improving with addition of fabric mat weight percentage. This concludes that the tensile strength is better for higher fiber weight percentage for all nonwoven fabric mat (VS200 gsm, VS400 gsm and VS600 gsm) composites. On the other hand, the theoretical values of the tensile strengths are the evidence for the experimental tensile strength values with very less difference about 2% in theoretical and experimental values. Flexural and inter-laminar shear strengths are better for the 30 wt% composite from all nonwoven fabric mat weight percentage loading composites, and maximum for the VS600 gsm fabric mat composites compared to VS200 gsm and VS400 gsm composites. This indicates that with the increase in fabric mat density from VS200 gsm to VS600 gsm, the flexural and ILS strength are improved. However, with the increase in fabric mat weight percentage from 20 wt% to 30 wt%, the flexural and ILS strengths are improved but after that the increment in fiber mat weight percentage from 30 wt% to 40 wt% flexural and ILS strength gradually reduced. This phenomenon concluded that the proper weight fraction of fiber and epoxy resin is important for the flexural and ILS strength. The impact energy released in the impact tests of composite specimens is also improving with addition of fabric mat weight percentage for needlepunched nonwoven reinforced composites, due to high fibers present in higher fabric mat weight percentage composites. Corresponding to the thermo-mechanical properties, the 30 wt% fiber loading for all fabric mat (VS200 gsm, VS400 gsm and VS600 gsm) composites show the better storage modulus (E′) due to the reinforcement imparted by the fibers that allowed greater stress transfer at the interface. However, for all composites, the storage modulus (E′) decreased with the increase in the temperature, having a sharp fall between 50℃ and 80℃. The loss modulus peak of the viscose fiber-based needlepunched nonwoven reinforced composites was observed at 55℃ to 70℃. The loss modulus values corresponding to the Tg improve considerably in the all composites from 60 MPa to 150 MPa. The high damping parameter (tan δ) of the 40 wt% composites was due to the deformation of the resin molecules in between the cross-links on application of stress. For all the composites the tan δ peaks was shown in the temperature range of 70℃ to 85℃ with a less variation in tan δ values. The optimum amount of 30 wt% fiber content of viscose fiber-based needlepunched nonwoven dependence of the dynamic mechanical performance may be attributed to adequate fiber-resin adhesion and a better state of fiber distribution in the composite. The next part discussed the wear behavior of the same series of composites are subjected to erosive wear environments under controlled operating conditions. Taguchi experimental design and analysis of variance (ANOVA) used to establish the inter-dependence of operating parameters. Scanning electron microscopy (SEM) is also used to examine the wear modes of the composites by scanning the eroded surface of composite specimens.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.