
Abstract
The accelerated aging effects on mechanical properties of carbon fiber-reinforced polyetherketoneketone (PEKK) thermoplastic composites are reported. Ultraviolet (UV) radiation and moisture absorption may induce property changes that weaken the polymeric matrix and/or deteriorate the matrix fiber interface by debonding or microcracking. The aim of the present work is to correlate the influence of the accelerated aging effects on compression and shear properties of carbon fiber-reinforced PEKK thermoplastic composite manufacturing by hot compression molding. The hot compression molding process was shown to be a good alternative for producing the thermoplastic composite, with an appropriate impregnation. The UV radiation/condensation conditioning effect did not show significant influence on shear strength properties. However, the most significant change was observed in the compression and shear strength after the specimens were submitted to the hygrothermal conditioning, which presented a marked increase. This behavior suggests an antiplasticization effect.
Introduction
The use of advanced composite materials in aircraft and aerospace structures has significantly increased in recent years. A primary reason for this increase is that advanced composite materials have low bulk densities in combination with high strength and rigidity, which enables their use in the aerospace industry as replacements for traditional metallic materials. 1 –4
Thermoplastic polymers have several advantages over the conventional thermosetting used in aerospace applications; thermoplastic polymers do not permanently harden and can be reheated and formed several times. Among the available thermoplastic materials, the polyetherketoneketone (PEKK) polymer has demonstrated an excellent balance of properties, including a high glass transition temperature (from 155°C to 160°C), a maximum service temperature as high as 250°C, high tensile strength (approximately 90 MPa), high stiffness (higher than 3.4 GPa), low moisture absorption (less than 0.2 wt%) and a moderate processing temperature (330–380°C). This last characteristic has enabled PEKK composite processing to be easier than polyetheretherketone (PEEK) composite processing, for instance. 1 –5
Among the available manufacturing processes, hot compression molding is often used because of its ability to reach high temperature and pressure during the consolidation of the fiber by the polymer matrix, thus resulting in a void-free composite part and uniformly dispersed fibers. 6
The presence of moisture in a polymeric composite can lead to significant changes in the chemical and physical characteristics of the polymer matrix and result in plasticization. When these changes occur, moisture penetrates the matrix and weakens the fiber and matrix interface, leading to a reduction in the glass transition temperature (T g) value and changes in the mechanical properties. 7 –11 However, a low water level has the exact opposite effect, in some cases. This behavior is known as antiplasticization and can result in a higher modulus and tensile strength. This concept is related to a loss in free volume and subsequent suppression of the motion of the polymer chains. 12 –15
The ultraviolet (UV) radiation absorbed by polymeric materials results in photo-oxidative reactions that alter the molecular structure, thus causing chain scission and/or chain cross-linking. Chain scission lowers the molecular weight of the polymer, reducing the strength and heat resistance. However, chain cross-linking leads to excessive brittleness, resulting in microcracking. Thus, when UV radiation and moisture occur simultaneously, the matrix-dominated properties can be significantly affected, resulting in a consequent reduction in the T g and changes in the mechanical properties. 16–17
The aim of the present work is to correlate the influence of accelerated aging effects on the compression and interlaminar shear properties of carbon fiber-reinforced PEKK thermoplastic composites manufactured by hot compression molding.
Experimental
Materials and processing
The laminate consolidation process of carbon fiber-reinforced PEKK thermoplastic composites was carried out using the hot compression molding technique. The thermoplastic polymer PEKK (CYTECTM), obtained from Cytec Fiberite (Havre de Grace, USA) in the form of amorphous powder, was used as the matrix, and the carbon fiber, supplied by Hexcel Composites (Seguin, TX, USA) in a Plain Weave (PW) (282-3K) style, was used as the reinforcement. First, the laminate was prepared using the hand lay-up technique with approximately 60% of the reinforcement content by volume. Based on the weight of the fibers, and their known matrix and reinforced density, the weight of the matrix was calculated using equation (1).

where mm = matrix weight, mf = carbon fiber weight, f = reinforced volume content (60%), ρ m = matrix density (1.28 g cm−3), and ρ f = reinforced density (1.76 g cm−3). Correlating the rheological analysis and differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) results obtained in a previous work, 4 a proper thermal cycle for processing could be established.
Figure 1 shows the schematic representation of the hot compression molding process and the thermal cycle obtained during the consolidation of the carbon fiber-reinforced PEKK thermoplastic composite. Figure 1(b) shows that before consolidation, the thermoplastic composite was heated to 200°C at 5°C min−1, and this temperature was held for 10 min. Then, the composite laminate was heated to the desired processing temperature of 345°C at 2°C min−1. After reaching the consolidation temperature, the consolidation pressure was applied (6 MPa) after 15 min and kept constant for 45 min. This period is known as dwell time and allows the percolation and transverse flux of the polymeric matrix into the fiber reinforcement. After this time, the hot press was turned off. However, the consolidation pressure was kept constant until the temperature was below the T g of the matrix. Then, the mold plates were cooled to room temperature naturally.
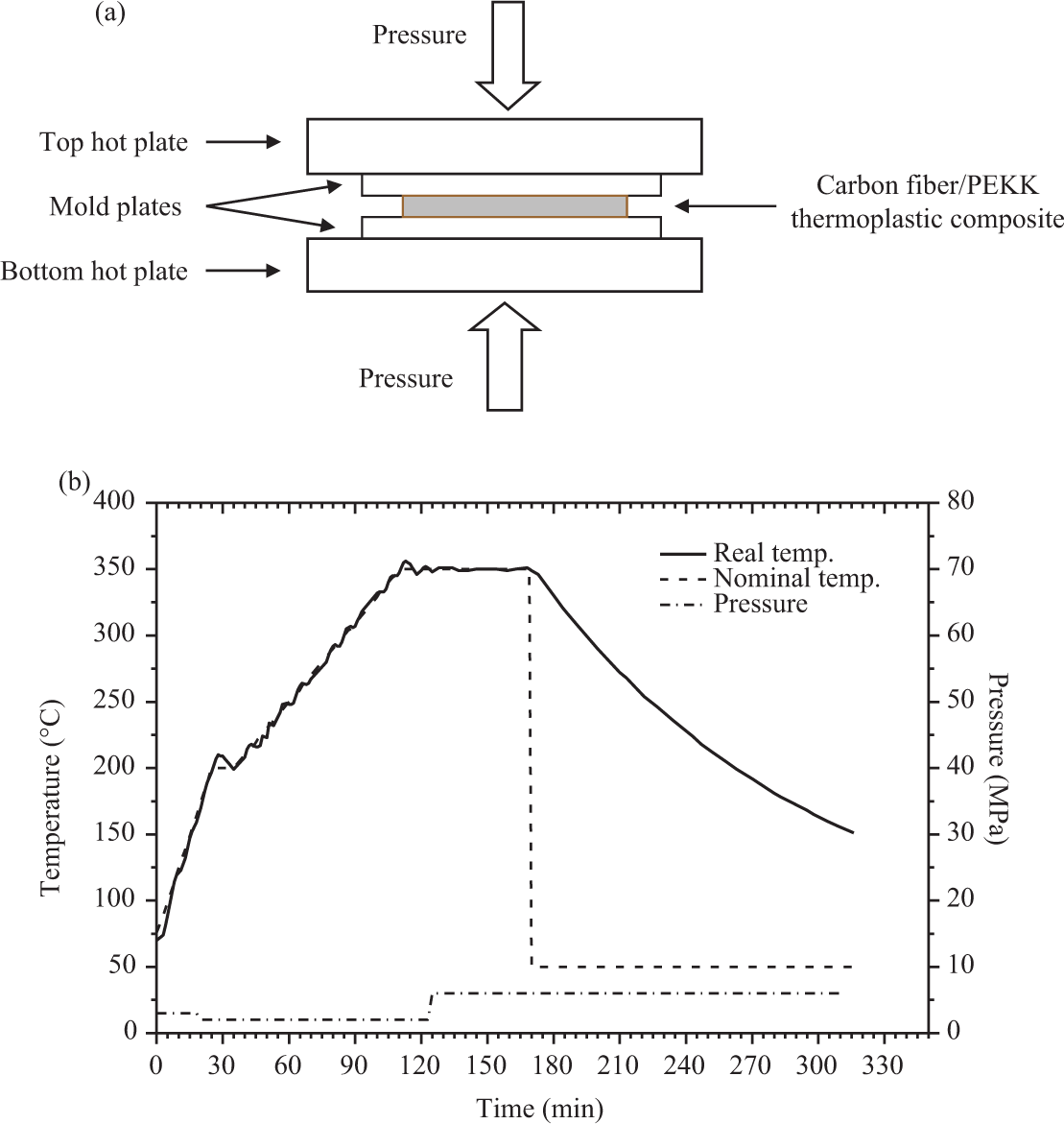
Schematic of hot compression molding (a) and thermal cycle (b) obtained during consolidation of the carbon fiber-reinforced PEKK thermoplastic composite. PEKK: polyetherketoneketone.
Environmental conditioning
To study the influence of the accelerated aging effects of the carbon fiber-reinforced PEKK thermoplastic composite on the interlaminar shear and compression strength properties, the specimens were exposed separately to two types of tests, namely hygrothermal conditioning and UV radiation/condensation conditioning.
The curve of moisture absorption as a function of exposed time was measured according to Procedure B of the ASTM D 5229 M-92 standard using a hygrothermal conditioning chamber from Marconi (MA835-UR). The water uptake was periodically monitored as a function of time by measuring the weight of the samples until the moisture equilibrium state was reached. During this conditioning, the temperature was set at 80°C, and the relative humidity (RH) in the chamber was set at 90%. The water uptake content (M%) was calculated using equation (2).

where M u is the wet weight (g) of the specimens, and M s is the initial weight of the dry specimens.
The UV radiation/condensation test was performed based on the ASTM D 4587-05 and ASTM D 4329-05 standards using a conditioning chamber from the Q-Lab Corporation – QUV/Spray, as shown in Figure 2. The composite specimens were exposed to repeated cycles of 8 h of UV radiation with a power of 0.76 W (m2 nm)−1 at 60°C and 4 h of water condensation at 50°C with a UVB-313-type lamp. The specimens were removed after 1200 h of exposure to verify the possible changes in the material properties.
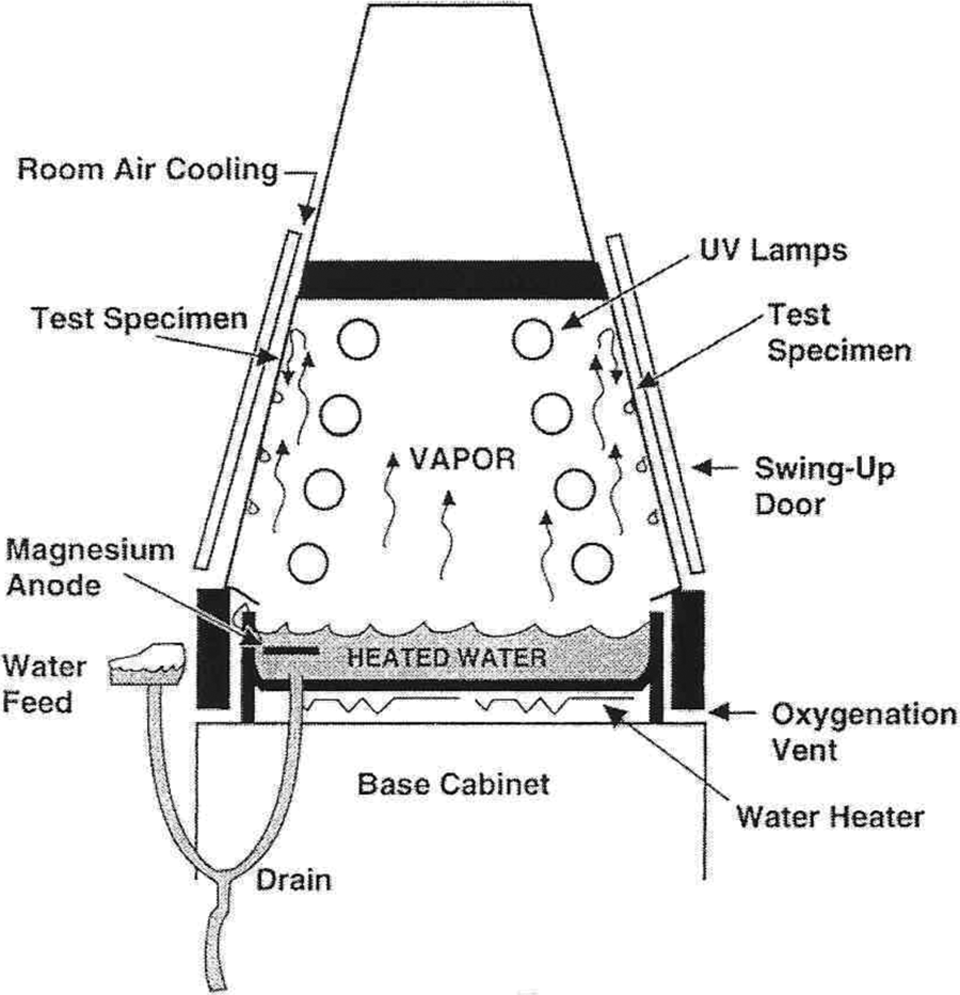
Accelerated Weathering Tester (Adapted: Operation Manual Q-Lab Corporation – QUV/Spray).
Mechanical testing
Interlaminar shear strength test
The interlaminar shear strength (ILSS) of carbon fiber-reinforced PEKK thermoplastic composite was evaluated according to the ASTM – D2344 standard. Specimens of 15 × 6.35 × 2.5 mm3 were tested in a universal Shimadzu machine using a test speed of 1.0 mm min−1, as depicted in Figure 3. The ILSS was calculated using equation (3).
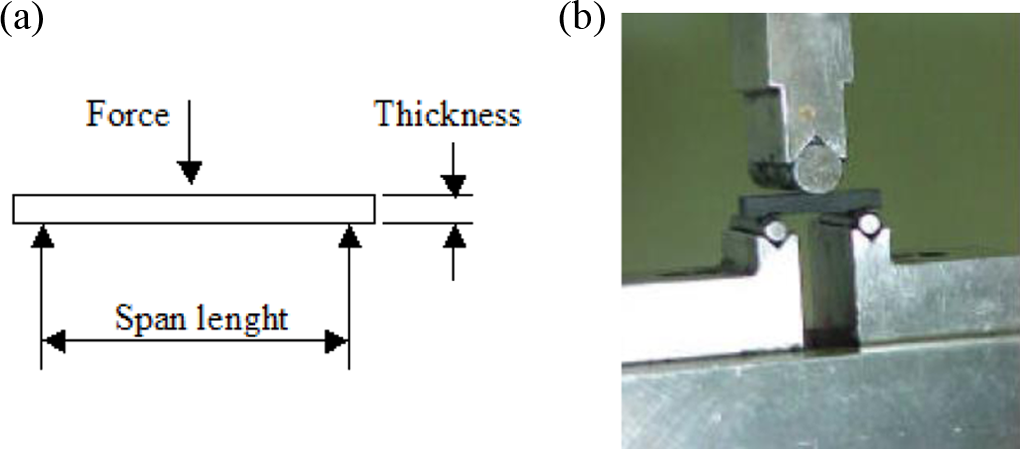
Interlaminar shear strength test of carbon fiber/PEKK thermoplastic composite: schematic diagram (a) and photo (b). PEKK: polyetherketoneketone.

where P is the maximum load, and A is the cross-section area of the beam.
Compression strength tests
The compression strength of carbon fiber-reinforced PEKK thermoplastic composite was evaluated according to the ASTM – 3410 standard (Illinois Institute of Technology Research Institute). Specimens of 110 × 10 × 2.5 mm3 were tested in a universal Shimadzu machine using a test speed of 1.0 mm min−1, as shown in Figure 4.
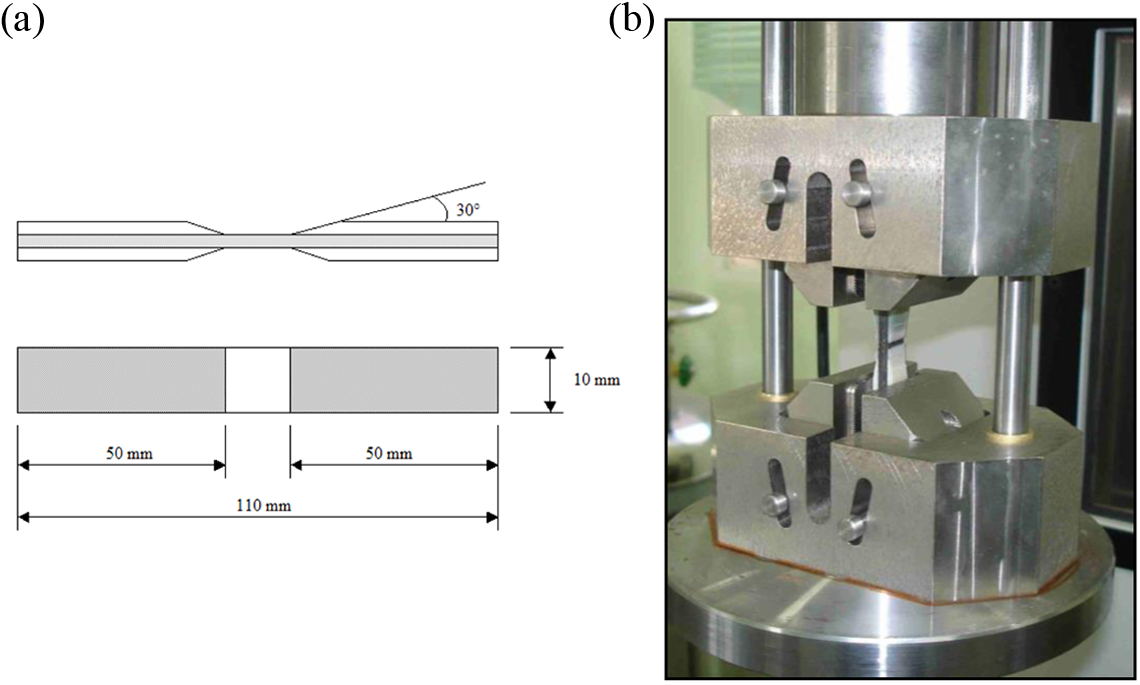
Compression strength test of carbon fiber-reinforced PEKK thermoplastic composite – IITRI. Schematic diagram (a) and photo (b). PEKK: polyetherketoneketone; IITRI: Illinois Institute of Technology Research Institute.
Quality control
To investigate the quality of the processed composite, the laminate was evaluated by acoustic inspection, and the microstructure was analyzed using an optical microscope (Olympus Company, Japan). The ultrasonic inspection was performed by the pulse-echo method with immersing the specimen in a water bath. The results were shown on a C-scan graph, which can detect discontinuities in the laminate, for example, resin-rich regions, voids, or cracks. The inspection was performed with a model MUIS32 apparatus from MATEC. A probe can be employed from 2.25 MHz to 10 MHz. In this research, the 10 MHz probe was more suitable due to the ease of defect identification and assessment.
Scanning electron microscopy (using SEM – ZEISS model DSM 950) was employed to characterize the compression fracture and shear failure modes of the carbon fiber-reinforced PEKK thermoplastic composites under the action of UV radiation, moisture and temperature.
Results and discussion
Quality of thermoplastic composite
Figure 5 shows an acoustic inspection map and representative results from optical microscopy of a non-weathered sample of the processed carbon fiber-reinforced PEKK thermoplastic composite. The morphology shows that the hot compression molding process generates an appropriate composite material with good impregnation and few resin-rich regions. The few resin-rich regions, which can be observed in Figure 5(a) are attributed to variation in the symmetry of the press tool that induces variations in the laminate thickness. The presence of the resin-rich regions, as shown in Figure 5(b), can negatively influence the mechanical properties.
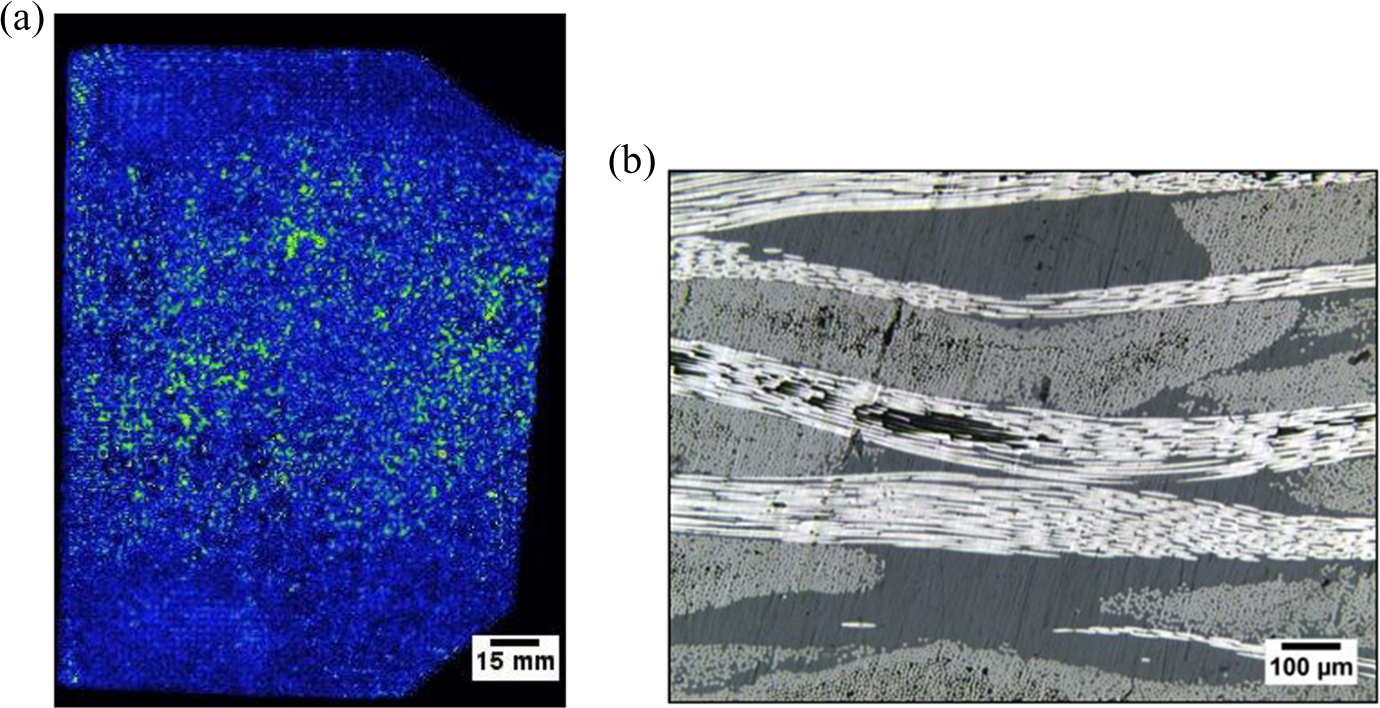
Carbon fiber-reinforced PEKK thermoplastic composite evaluated by acoustic inspection (a) and optical microscopy (b). PEKK: polyetherketoneketone.
Moisture absorption
Figure 6 shows the moisture absorption effect on carbon fiber-reinforced PEKK thermoplastic composite specimens as a function of the exposed conditioning time at 80°C and 90% RH. The moisture absorption increases quickly in the beginning and reaches saturation level after 6 weeks (nearly equals 0.22% in weight). The observed behavior suggests a Fickian process, as observed in the literature. 7 –11 However, further tests are being conducted to confirm the experimental results.
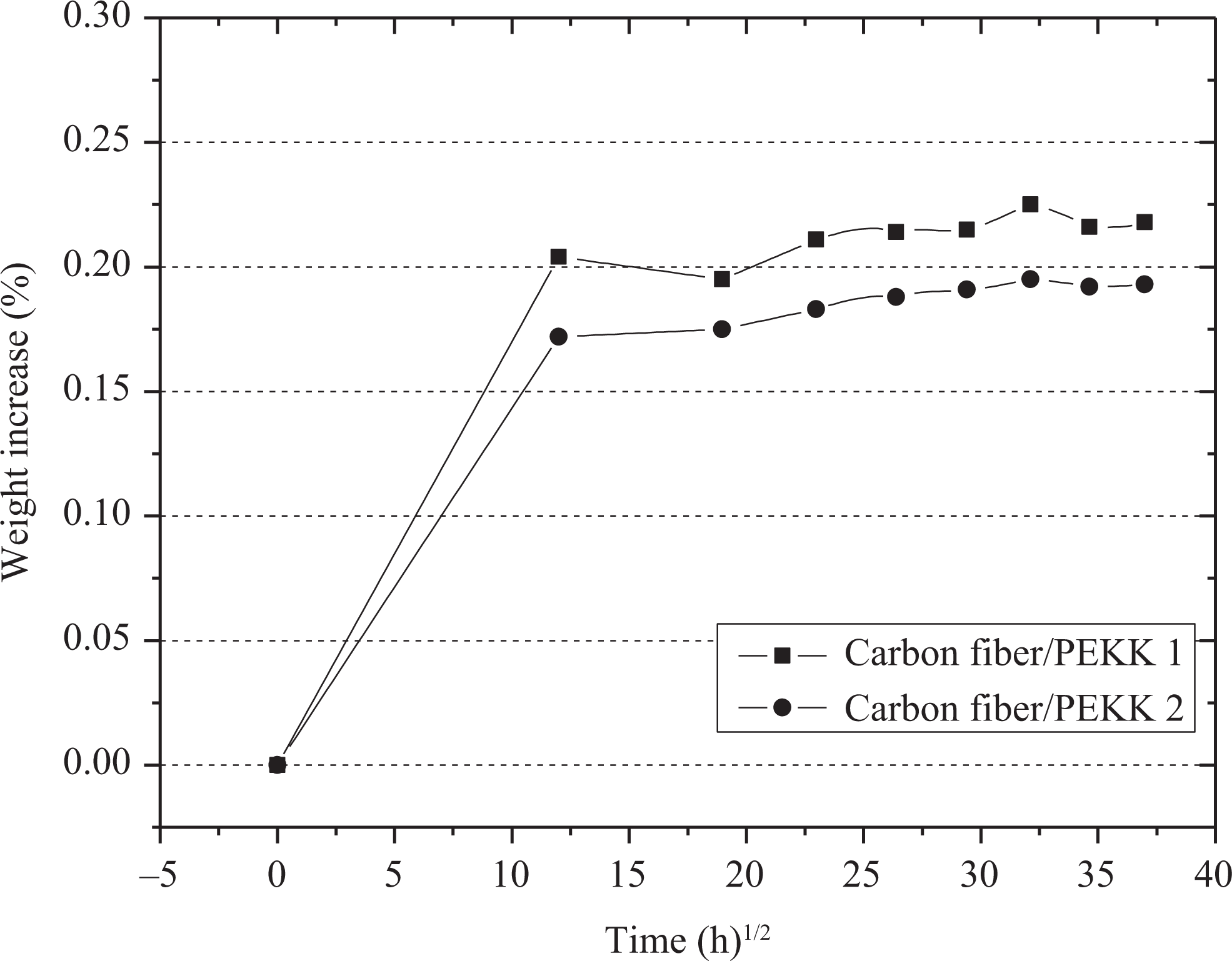
Moisture absorption curves of the carbon fiber-reinforced PEKK thermoplastic composite at 80°C and 90% RH. PEKK: polyetherketoneketone; RH: relative humidity.
The moisture absorption saturation is primarily a result of the diffusion process of water through the matrix, although two other mechanisms are frequently observed, namely, the capillary between fibers and polymer matrix and water transport through microcracks. However, the overall effect can be determined by considering only the diffusion process from areas of higher water concentration to areas with lower concentrations. The presence of the moisture absorption process can lead to a plasticizer effect in the polymer matrix, which can reduce both the strength between the fiber and the matrix and the T g, as mentioned in the literature. 7 –11
Accelerated aging effects on mechanical properties
Effect of hygrothermal conditioning on compression strength
Figure 7 shows the moisture absorption effect on the compression strength of carbon fiber-reinforced PEKK thermoplastic composite specimens after conditioning at 80°C and 90% RH. As shown, the hygrothermal-conditioned specimen presented a sharp increase (approximately 22.7%) in the compression strength. This analysis shows behavior opposite to that observed for polymeric composite samples subject to the plasticization effect, as discussed in the literature. 8,16 In the present study, cross-linking or another mechanism occurs and enhances the composite strength. This behavior suggests an antiplasticization effect, which is caused by a loss in free volume and the subsequent suppression of the motion of the polymer chains as a consequence of the increase in stiffness. 12 –15 It is known that the moisture presence can promote the water absorption by the polymer matrix. In this case, low water absorption levels in PEKK (approximately 0.22%) were observed, as shown in Figure 6, but this amount was enough to cause the increase in the compression strength. However, further study is required to determine the exact mechanism.
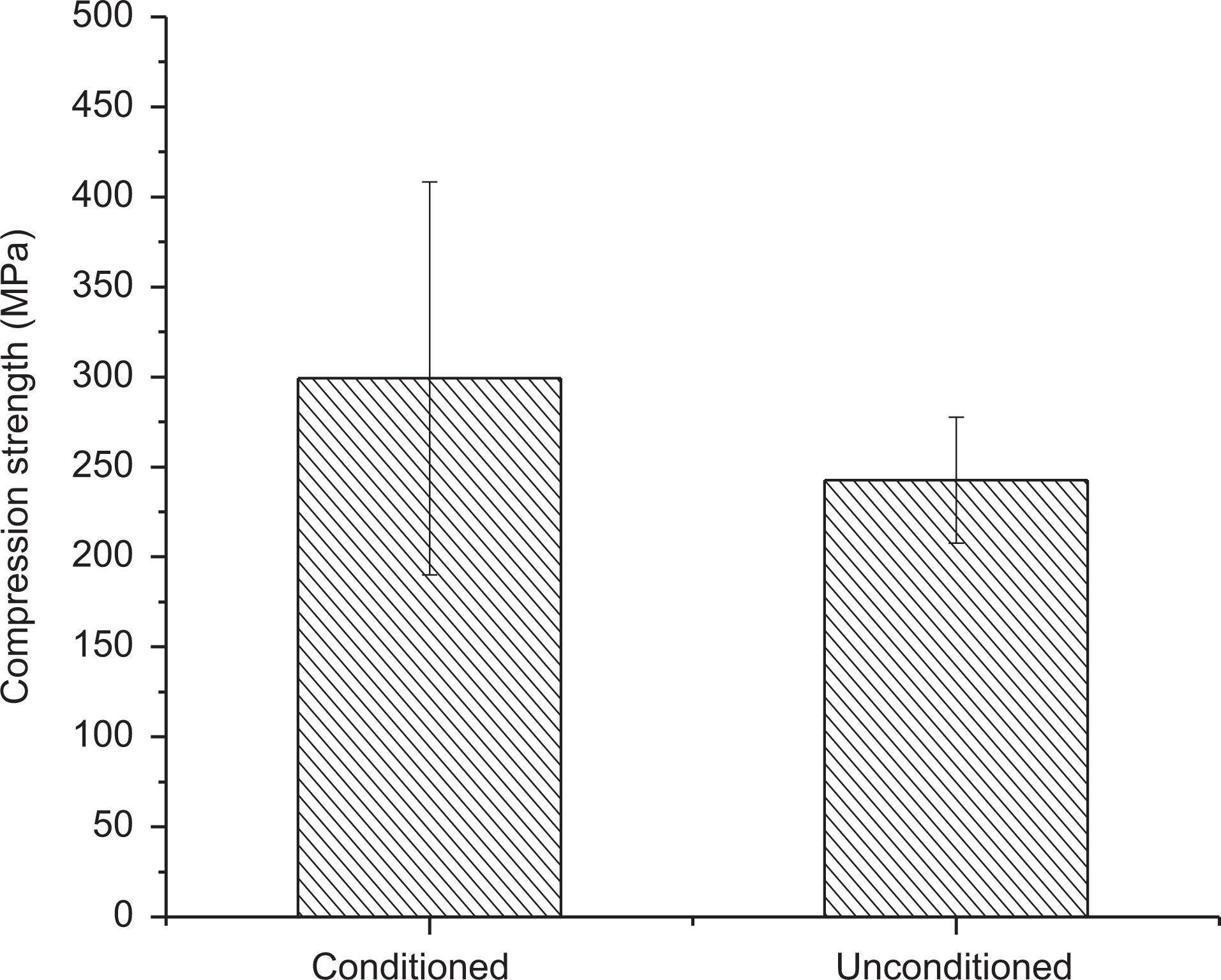
Compression stress of carbon fiber-reinforced PEKK thermoplastic composite specimens that were hygrothermal conditioned and unconditioned. PEKK: polyetherketoneketone.
Figure 8 is representative of the scanning electron microscopy evaluation of the carbon fiber-reinforced PEKK thermoplastic composite specimens tested for compression after being hygrothermally conditioned. As clearly shown in Figure 8(a), the main failure mode occurred after shear fracture, showing severe delamination. Figure 8(b) shows a significant number of fibers without resin. This behavior suggests that moisture absorption may have had a deleterious effect on the interface of the composite, causing embrittlement between the fibers and the matrix, followed by water diffusion into the polymer matrix. However, some variation in the symmetry of the press tool may have been present, resulting in variations in the thickness of the laminate and consequently several resin-poor regions.
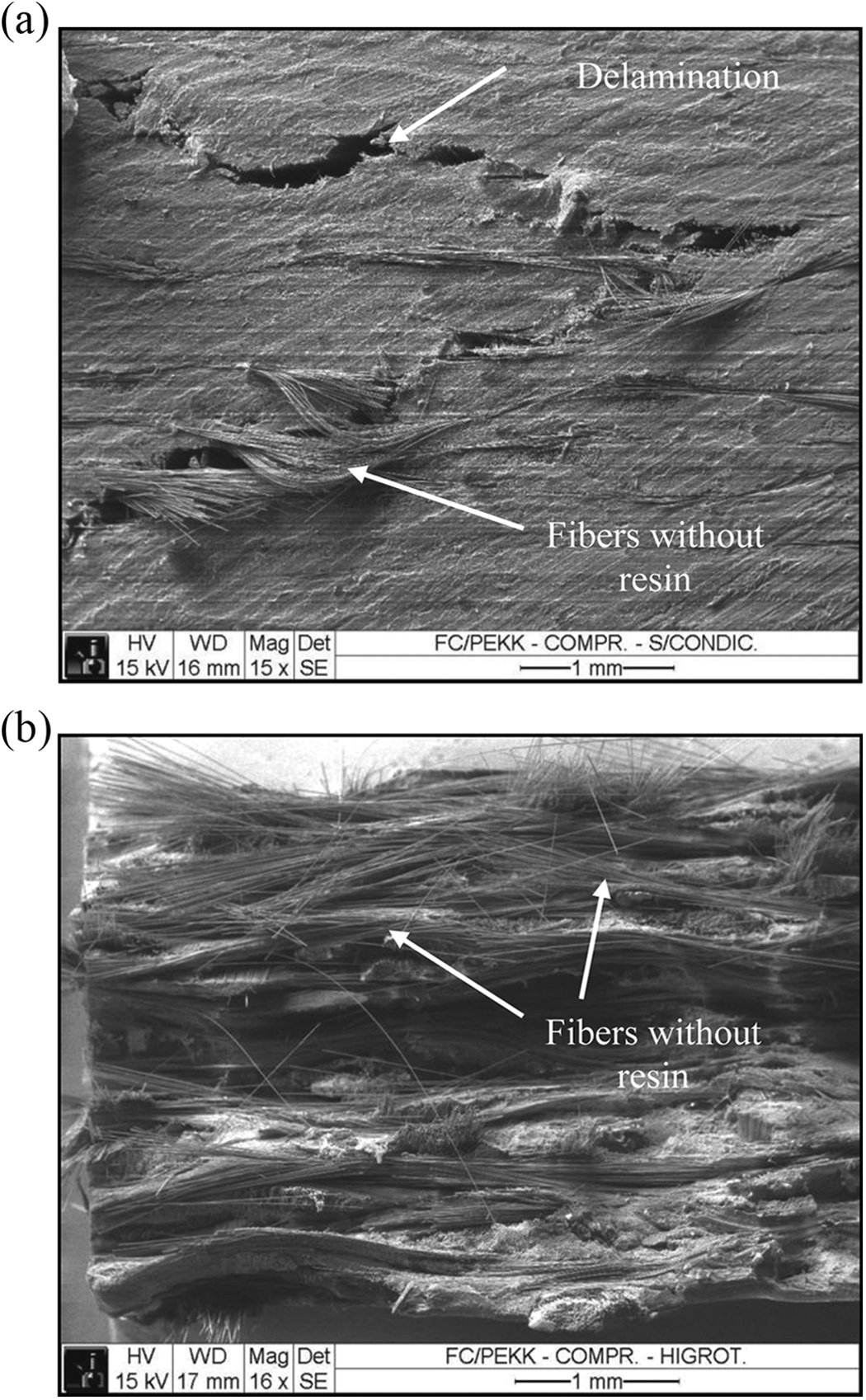
Scanning electron microscopy of carbon fiber-reinforced PEKK thermoplastic composite specimens after compression test. (a) Not weathered and (b) weathered. PEKK: polyetherketoneketone.
Effects of UV radiation/condensation and hygrothermal conditioning on ILSS
Figure 9 shows the UV radiation/condensation and hygrothermal conditioning effects on the ILSS properties of the carbon fiber-reinforced PEKK thermoplastic composite. As shown, the specimens exposed to UV radiation/condensation and the unconditioned specimens presented similar ILSS values. This mechanical test is known to be characterized by interlaminar failure in the central region of the specimens, but the experimental results show that this property was not affected by the UV radiation/condensation test. In contrast, the hygrothermal-conditioned specimen showed a sharp increase (approximately 68%) in the ILSS property. This analysis suggests, as observed in the compression tests, that this behavior is opposite to that of plasticization and could also be related to the concept of antiplasticization.
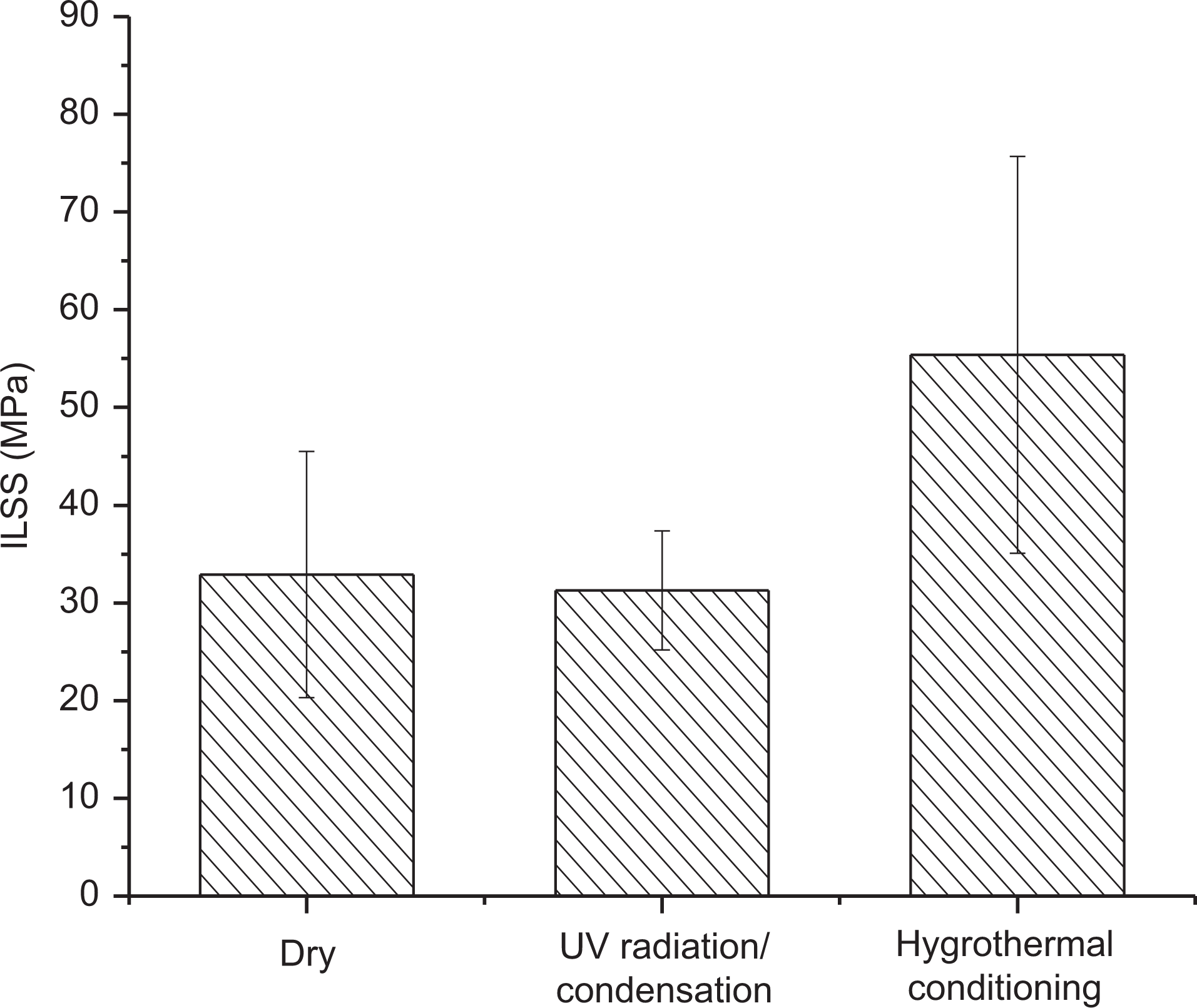
ILSS of carbon fiber-reinforced PEKK thermoplastic composite exposed to different environmental conditions. ILSS: interlaminar shear strength; PEKK: polyetherketoneketone.
Figure 10 shows the representative SEM results of the carbon fiber-reinforced PEKK thermoplastic composite specimens tested in the interlaminar shear test after being hygrothermal conditioned. As shown in Figure 10(a), the main failure mode occurred by shear fracture, showing both interlaminar and intralaminar fractures. Figure 10(b) shows a large number of fibers without resin, demonstrating the deleterious effect of hygrothermal conditioning on the composite. However, a significant influence on the compression properties was not observed.
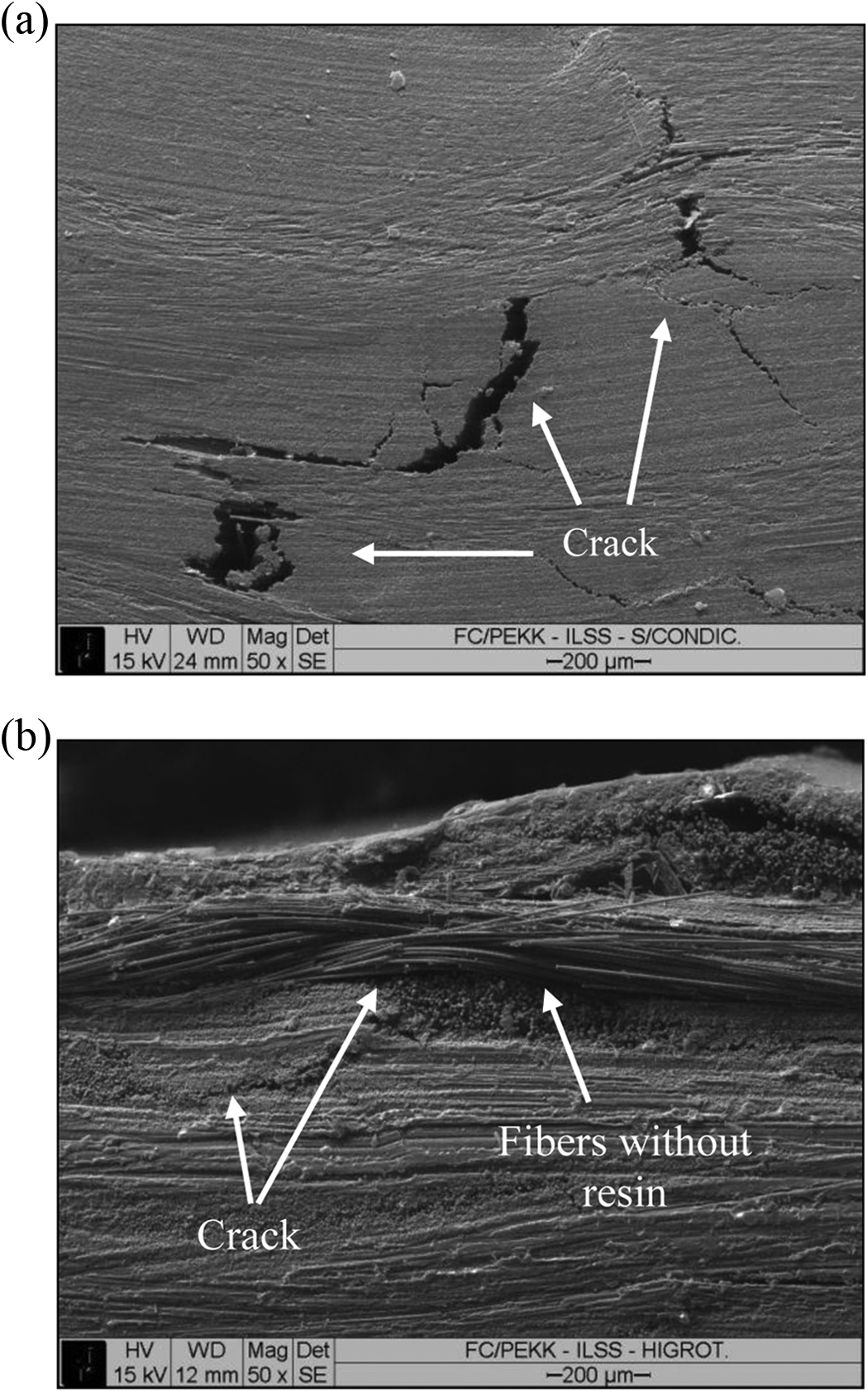
Shear failure modes of carbon fiber-reinforced PEKK thermoplastic composite by SEM: (a) not weathered and (b) hygrothermal conditioned weathered specimens. PEKK: polyetherketoneketone; SEM: scanning electron microscopy.
Figure 11 shows the scanning electron microscopy results after performing the ILSS test on the carbon fiber-reinforced PEKK thermoplastic composite specimens conditioned by UV radiation/condensation. As shown in Figure 11(a), the main failure mode occurred by shear fracture, showing an interlaminar fracture with severe delamination and many fibers without resin. This observation shows the deleterious effect of UV radiation/condensation conditioning on the composite material. Figure 11(b) shows that the main failure mode resulted from microbuckling, which forms folds. These folds can cause breakage of the fibers due to applied stress, forming kink bands, a typical mode of compression failure. This behavior shows the influence of UV radiation/condensation on the thermoplastic matrix of amorphous PEKK in the fracture surface area of the specimens, which resulted in folding regions during the shear test.
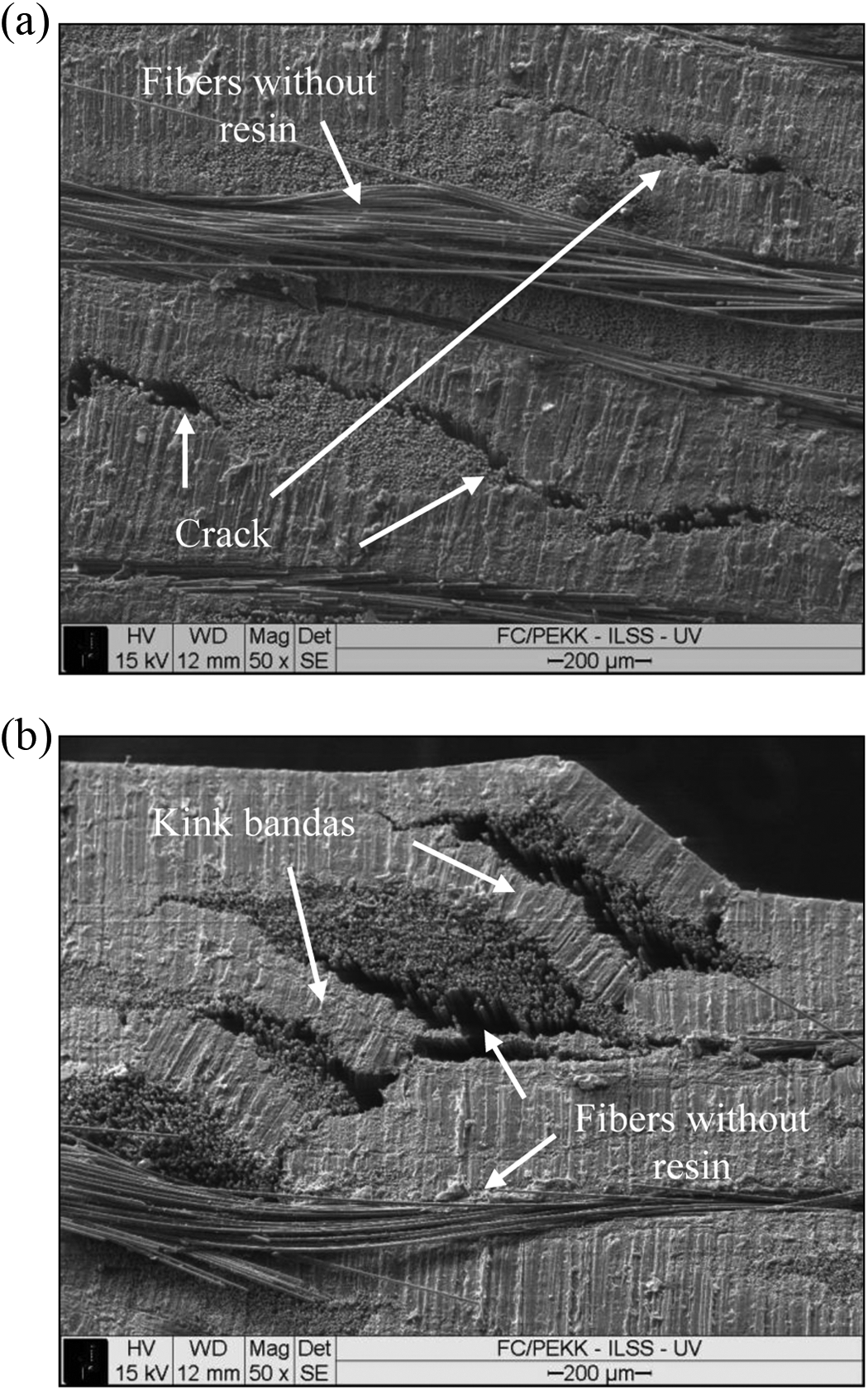
Scanning electron microscopy of carbon fiber-reinforced PEKK thermoplastic composite after ILSS test: (a) and (b) are both UV radiation/condensation weathered specimens. PEKK: polyetherketoneketone; ILSS: interlaminar shear strength; UV: ultraviolet.
Conclusions
Manufacturing by hot compression molding was shown to be adequate for producing a PEKK thermoplastic composite with good impregnation and few resin-rich regions. As expected, the amount of moisture absorption registered for the composite increased rapidly at the beginning of conditioning and reached saturation level after 6 weeks, with a maximum gain of 0.22% in weight. In this work, the UV radiation/condensation conditioning showed no significant influence on the shear strength. However, the most significant change was observed in compression and shear strength after the specimens were submitted to the hygrothermal conditioning, and a sharp increase in these characteristics was observed. This behavior suggests an antiplasticization effect. However, further study is required to determine the exact mechanism.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors received financial support from CAPES, FAPESP (2005/54358-7) and CNPq (Project no. 159815/2011-8, 305478/2009-5 and 302115/2009-9), and Alltec Materiais Compostos Co.