
Abstract
The self-reinforced composites based on poly(ethylene terephthalate) (PET) are relatively new materials, competitive to composites based on polymers from the group of polyolefins. The use of PET as a base material should be another step forward for this technology, taking into account the properties, price, and the recycling possibility of proposed composites. In this research work, the main subject was to assess the impact of processing conditions on the final properties of the PET self-reinforced composites (srPET). The examined samples were prepared by hot-compaction technique under variable thermal conditions. The input material was composed of PET resin and low-melting copolymer (LPET). The high tenacity PET fibers were used as reinforcement for PET copolymer matrix. Initially both materials were in the form of continuous fiber; they were woven into a hybrid yarn wherein the proportion of PET and LPET fibers was 50/50. The properties of this hybrid yarn were investigated by differential scanning calorimetry (DSC) analysis, where the hot-compaction process conditions were simulated. Composite samples were investigated using the dynamic mechanical analysis (DMA) and static tension tests. The structure of the composite was observed using the optical microscope. The obtained mechanical properties of such a composite are not comparable to commercially made composite sheets, in which overall properties are mostly higher.
Keywords
Introduction
The concept of the self-reinforced technology was presented for the first time by Capiati and Porter 1 few decades ago. This research was related to the use of the polyethylene system many of works performed later refer to the same PE/PE materials. 2 –4 After years of research, the originally used hot-compaction technique 5 –7 was replaced by other varieties of compression technologies, such as film stacking 8 –10 or coextrusion. 11,12
The materials obtained by these techniques are usually self-reinforced composites, homo-, mono-polymers, or all-polymer composites. Their main advantage over traditional composites reinforced using glass fiber is the possibility of full recycling. The commonly used technology for recycling of the thermoplastic glass fiber composites has many limitations. Because of high fiber content and many additives, the recycled composites are not applicable in many cases. This problem was solved in self-reinforced composites, because during processing, the whole structure of the material can be melted to obtain uniform mixture of polymers.
The recent legislative decrees, concerning the management of plastic waste, prioritize the possibility of full recovery of the plastic materials. In this respect, the self-reinforced composites are unbeatable, especially in comparison with the more widely used natural fiber composites and nano-composites. The use of the natural fibers as a reinforcement is not a useful solution in case of the product end-life management. The high content of the natural fibers and their low thermal resistance hinder recycling. On the other hand, in case of nano-composites, the dynamic development of this field of science does not give the clear answer to the industrial importance of this type of fillers.
From the industrial point of view, the most commonly used materials are the self-reinforced composites made from polypropylene (PP), which are often named as “all-PP composites.” The first commercially available self-reinforced PP was introduced under the trade name CURV®. This material is formed by selective melting of the outer layer of PP fiber; 13,14 the molten polymer becomes a composite matrix for the rest of fibers. This method is, of course, the principle of traditional hot-compaction process. Currently, more popular and widely used method is the co-extrusion. For this technology, the highly oriented PP tapes are used. The core of the tape is coated with a thin layer of low-melting PP copolymer. Tapes are heated and compressed to obtain the final composite sheet. This technique causes the extension of the so-called “processing window,” which facilitates the molding process. Commercially available composites of this type are PURE® and Armordon®, which are now alternative technologies for CURV®.
The commercial success associated with the industrial use of self-reinforced PP composites has expanded the area of interest in this technology to other thermoplastic polymers. 15 The research studies conducted so far relate to possible application of materials from the group of polyamides, 16 –18 liquid crystal polymers, 19 and various types of thermoplastic polyesters. 20 –23 The materials from the last group is the main subject of this study.
The standard way of preparing composites by hot-compaction was modified. 24 In the traditional method, the matrix material is derived from the outer layer of the melted fibers. In the proposed method, the matrix material is the low-melting poly(ethylene terephthalate) (LPET) copolymer, which has been obtained by melting of the fibers made from that polymer. The other fibers are made from high-tenacity PET material; these fibers remain as reinforcement.
Materials and sample preparation
The material used for this research was commingled yarn. 25 Structurally, the yarn was a mixture of two types of polyester fibers. First one was high-tenacity polyester fiber made from PET, the melting temperature, determined by differential scanning calorimetry (DSC), for these fibers reaches 260°C. Second material was low melting polyester copolymer; because of its amorphous structure, the melting point cannot be determined by DSC analysis, but the trial tests confirm that the low softening temperature allows the processing at 150°C. The chart given in Figure 1 represents the first heating thermograms for both materials, namely, high-tenacity polyester fibers (PET) and LPET. The percentage ratio of used fiber was 50/50. Before, every processing fibers were dried at 55°C, for minimum 24 h, to remove any moisture content. The low drying temperature was applied because of the initiation of rapid shrinkage of the fibers at 60°C. The hybrid yarn was supplied by Comfil ApS (Denmark).
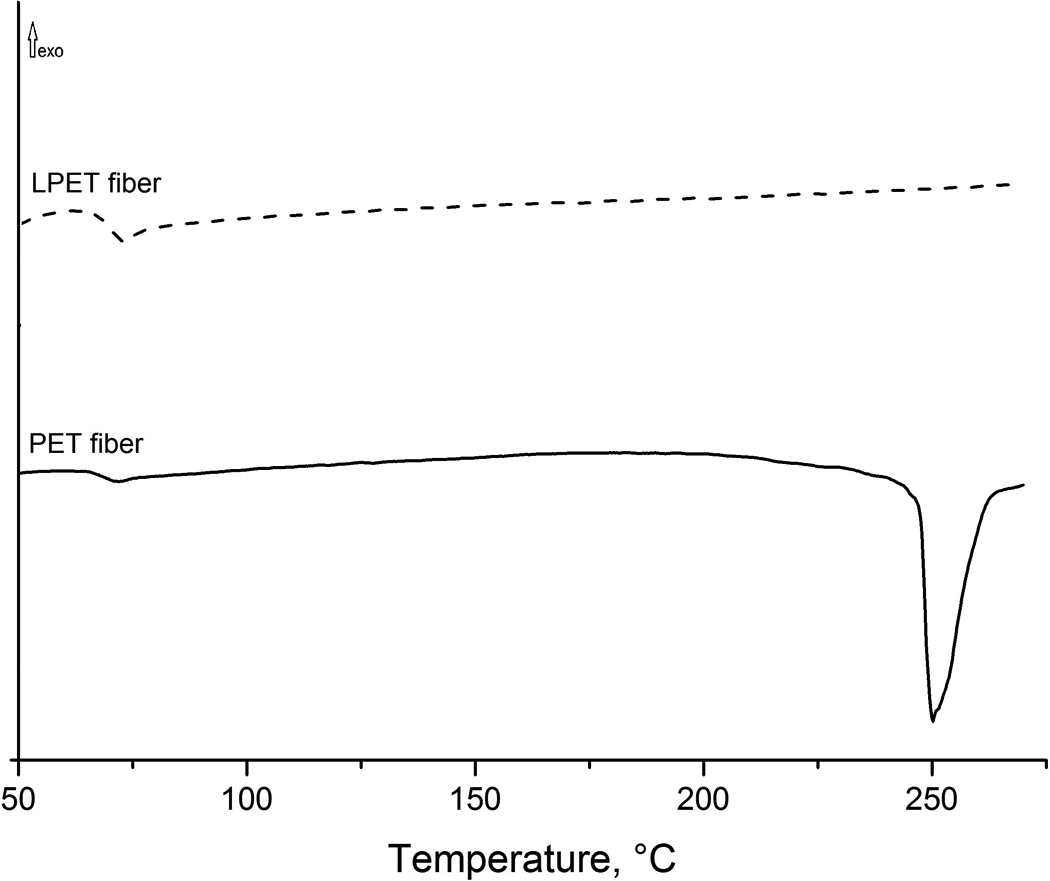
The first heating thermogram of pure PET and LPET fiber.
The material preparation started with the winding process. The hybrid yarn was winded on a frame. Two types of fiber arrangement were used. In the first one, fibers were oriented in one direction (Figure 2). The second type of samples was prepared from two fiber layers winded at an angle of 90° (Figure 3). Each sample was prepared using the same procedure, including mold heating, compaction process, and sample cooling. The first stage of mold heating was performed up to the final processing temperature of 160°C, 180°C, or 200°C. After reaching the processing temperature, the winded yarn was placed between heated plates and compressed immediately. The press used for sample preparation was small laboratory hydraulic press with maximum force of 7 tons. After reaching the desired process temperature, which is measured inside the mold, the main compaction process begins; 5 min at maximum temperature after that, press heating was switched off and the air cooling system was turned on. Samples were compressed during the entire cooling stage until the mold reached the temperature of 50°C, which was necessary due to the softening temperature of the LPET matrix at 60°C. The last step was to cut the sample to the proper dimension. Composite sample names are associated with the maximum compaction process temperature; hence, the samples prepared at 180°C have been marked as srPET(180). The reference samples were prepared by the injection molding technique. The input material was made from shredded srPET sheets made from the same hybrid yarn, as for all samples, the PET/LPET proportion was 50/50. The samples were prepared using the Engel ES 80/20 HLS injection molding machine, Austria. The injection molding temperature was 270°C so as to obtain the homogeneous polymer mixture of LPET matrix and melted PET fibers. This polymer mixture was shaped into dumbbell samples and finally tested as a reference sample for compacted yarn composites. The reference samples were labeled as LPET (injection molding).
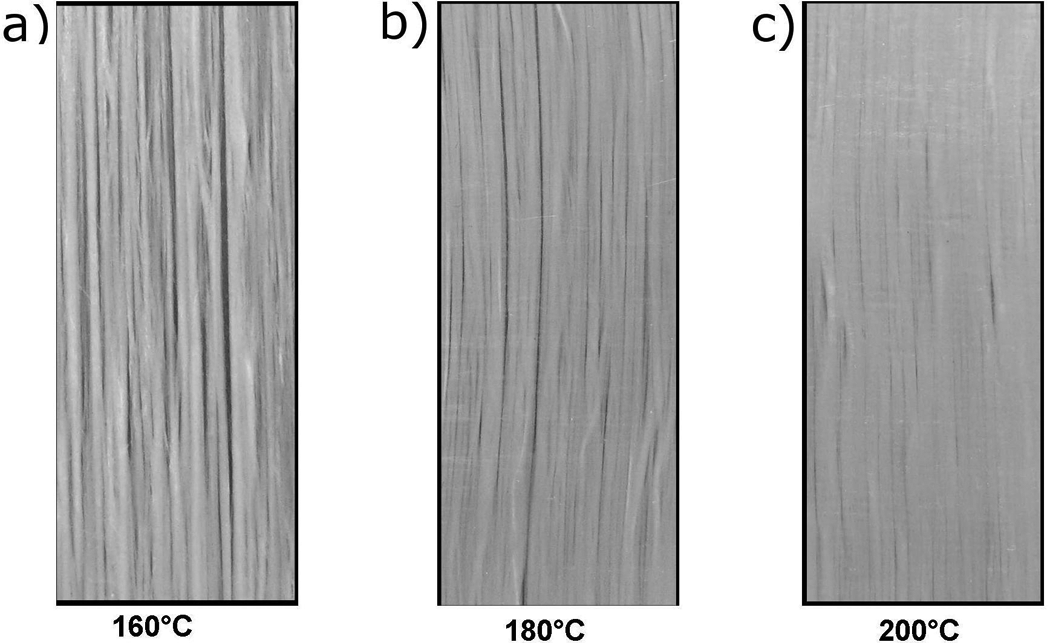
Hot-compacted samples made from fibers arranged in parallel.
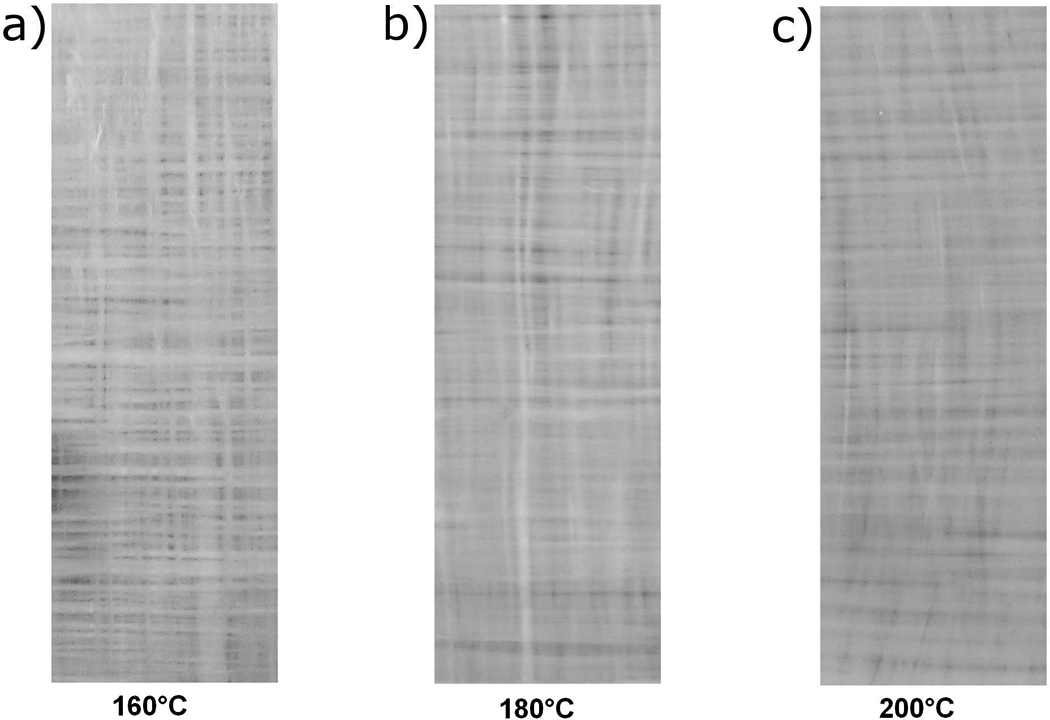
Hot-compacted samples made from perpendicularly arranged fibers.
Experiment methodology
Differential scanning calorimetry
The input materials were characterized using the DSC measurement. The main task was to determine the influence of the various temperature conditions on the thermal properties of the fibers. DSC was performed using a Netzsch DSC 204 Phoenix apparatus (Germany); samples of an average of 5 mg were investigated in the aluminum crucibles under nitrogen flow. Samples were heated to 160°C, 180°C, and 200°C and held at that temperature for 5 min; after that the samples were cooled to 30°C with cooling rate of 10°C min−1. Second and third heating stages were performed to investigate the level of fiber orientation. The samples were heated to 270°C with the heating rate of 10°C min−1. The main objective of this study was to assess the occurrence of changes in the structure based on the changes in the appearance of melting peak. The samples were designated based on the maximum temperature of the first heating stage; hence, sample named PET yarn(160) refers to the sample heated up to 160°C. The reference sample named as PET yarn (unstressed) was made from the same hybrid yarn.
During the compression process, the polymer fibers are in the stretched state, which eliminates the adverse effect of the temperature on the orientation of the material. The state of stress has to be provided during the DSC measurement. For this purpose, each of the samples before being placed in the aluminum crucible was densely intertwined, as shown in Figure 4. The reference sample was not intertwined. To reliably reflect the actual process, the first heating stage was carried out at the heating rate of 40°C min−1.
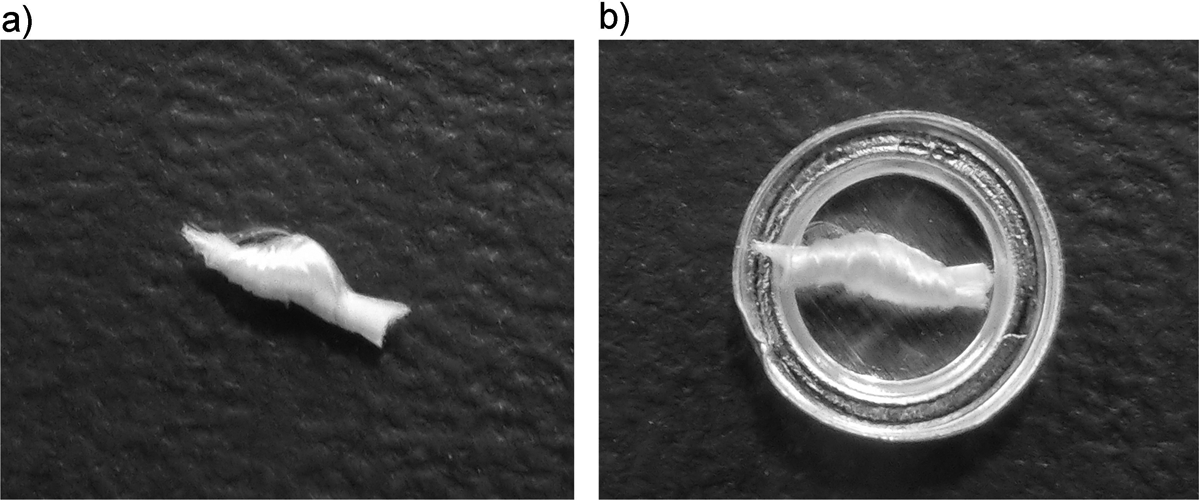
The intertwined fibers (a), the open crucible with prepared sample (b).
Dynamic mechanical analysis (DMA)
The DMA was performed using the Anton Paar MCR 301 apparatus, Austria operating in the torsion mode. All the measurements were taken at the frequency of 1 Hz. Temperature was raised from –60°C to 200°C at a scanning rate of 2°C min−1.
Mechanical properties
The static tensile tests were carried out using the Zwick/Roell Z020 testing machine (Germany). All measurements were performed at the crosshead speed of 10 mm min−1 at the temperature of 20 ± 2°C. Testing samples were prepared from the rectangular samples.
Microscopic observations
The pictures of the composite structure were made using the transmission optical microscope. Samples were prepared using the Leica RM series microtome (Germany). Also, 100 µm sections were cut from the samples made from perpendicular arranged fibers. The structure of the samples was compared at a lens magnification of ×100 using polarized light.
Experimental results
Differential scanning calorimetry
The results of the DSC analysis carried out to simulate the temperature conditions prevailing during the compression of the srPET composites showed a significant impact of the temperature on the level of polymer fibers orientation. The curve presented in Figure 5 shows the real temperature changes during the DSC measurement. The results of the first heating segment (Figure 6) show no significant change between the samples; all four measurements confirmed the presence of the glass transition temperature of about 85°C. From this point, the DSC signal for all four samples has a flat run up to the final temperature, 160°C, 180°C, and 200°C, respectively. Significant differences occur in the DSC signal for the reference sample. Exceeding of the glass transition temperature resulted in the release of the stress occurring in the oriented material. These changes confirm the effectiveness of used fibers tensioning method.
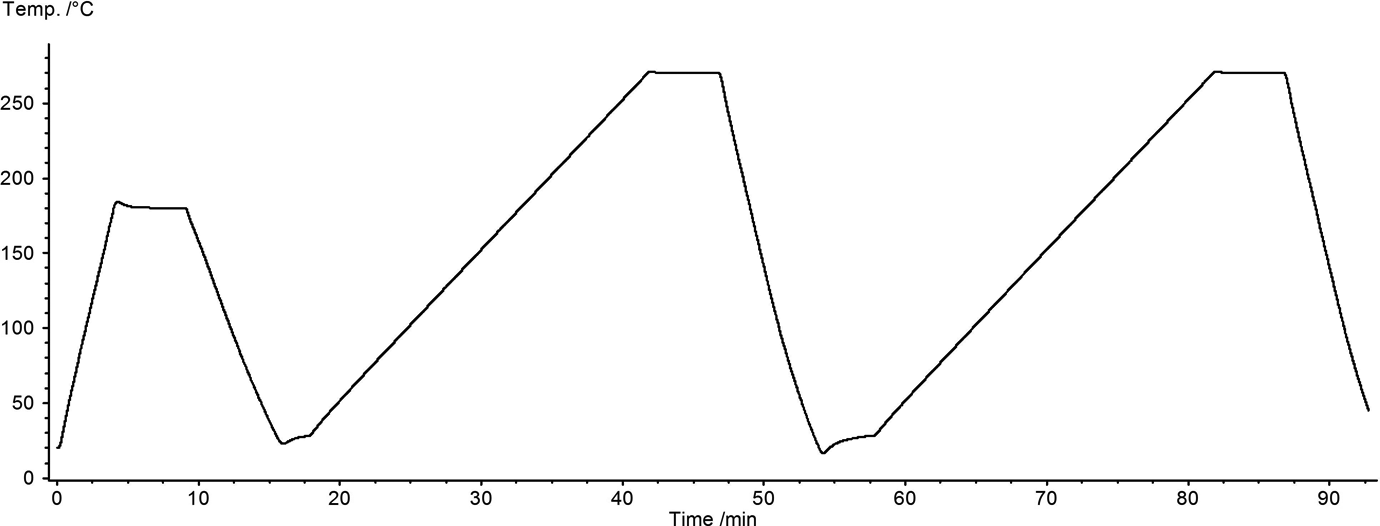
The real temperature chart of the sample annealed at 180°C.
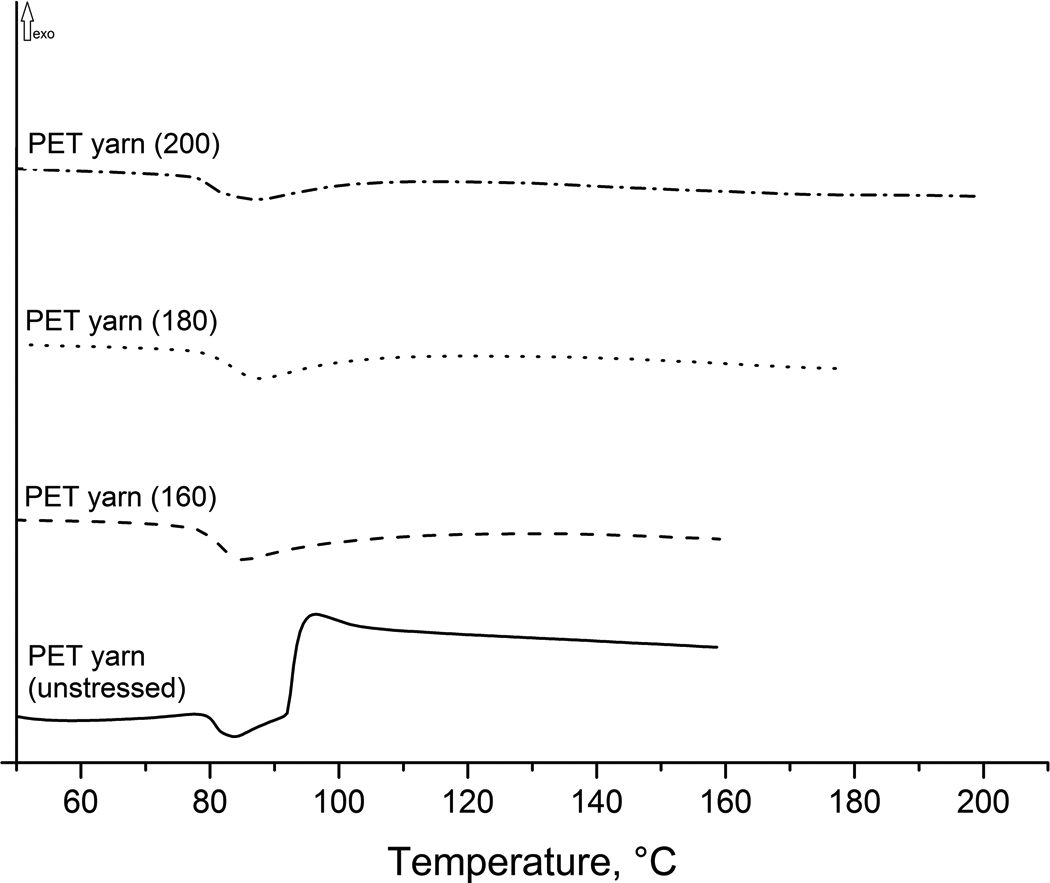
The first heating thermograms. The heating rate for all samples was 40°C/min.
The course of the II heating thermograms (Figure 7) shows significant differences in the DSC signal. The influence of the different conditions of the temperature treatment is clearly visible here. For the samples preheated to 200°C, the maximum peak of the transition temperature is shifted to lower temperature. For all stretched samples of PET yarn (160,180, 200), the melting peak maximum is shifted by least 10°C above the maximum of the reference sample. Moreover, the comparison of the investigated samples shows the strong influence of the processing temperature on the orientation lever, which is highest for the samples annealed at 160°C. To confirm the homogeneity of the tested samples, the third heating step was performed (Figure 8). The DSC signals from the third heating stage were almost identical for all four samples, which confirms that observed changes are caused by the different thermal history of the samples.
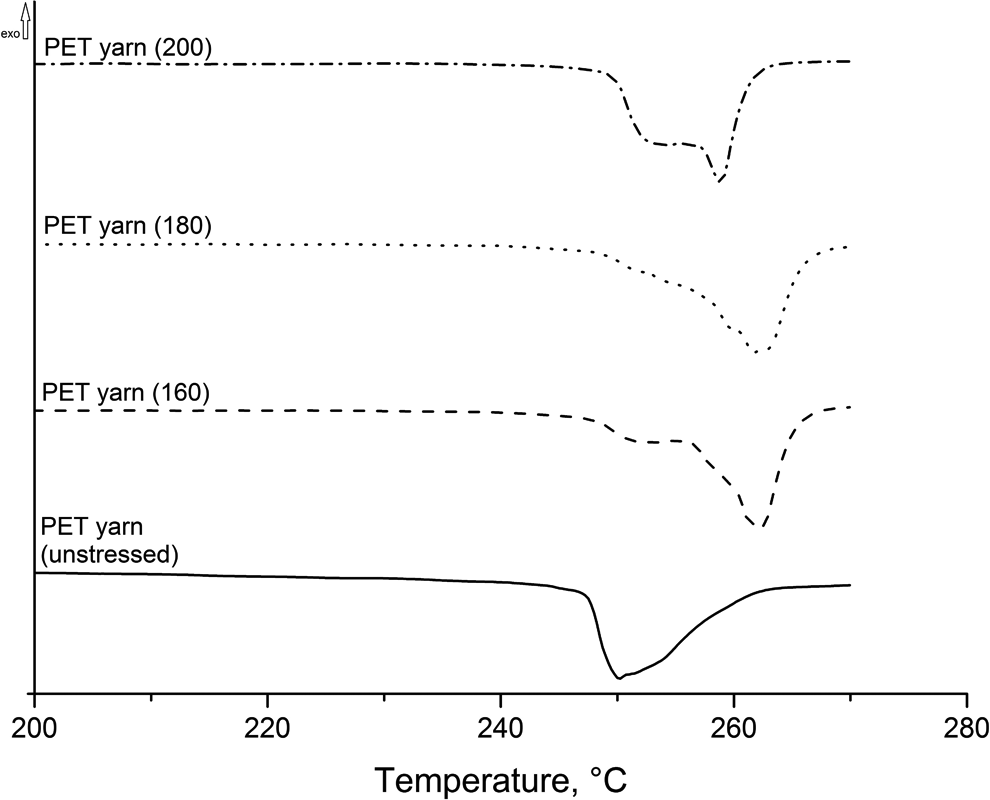
The second heating thermograms. The heating rate for all samples was 10°C/min.
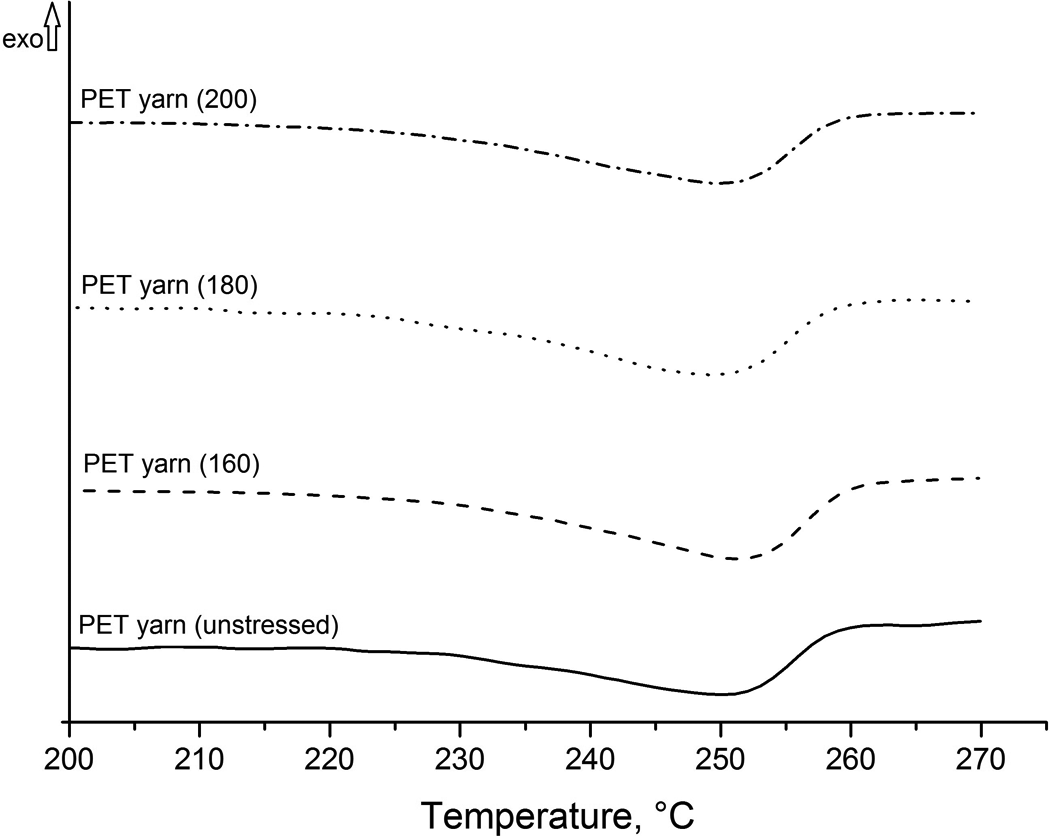
The third heating thermograms. The heating rate for all samples was 10°C/min.
Dynamical mechanical analysis
The results of the DMA analysis for the samples prepared by compression molding are presented in the form of thermograms of the storage modulus and the tangens δ. The results of the study, despite the use of samples of identical composition and orientation of the fibers, exhibit significant changes caused by different thermal history. The storage modulus values are presented in the Figure 9, which characterize the stiffness of the sample. The most noticeable change apparently relates to the lowest modulus values for the samples pressed at 160°C. This result stands in opposition to the DSC analysis, which confirms the high degree of orientation for these samples. The main reason for the reduced stiffness of the samples formed at the lowest temperature is the lack of a sufficient level of impregnation of the reinforcing fibers. The high viscosity of the polymer matrix under these conditions of temperature hinders the effective wetting.
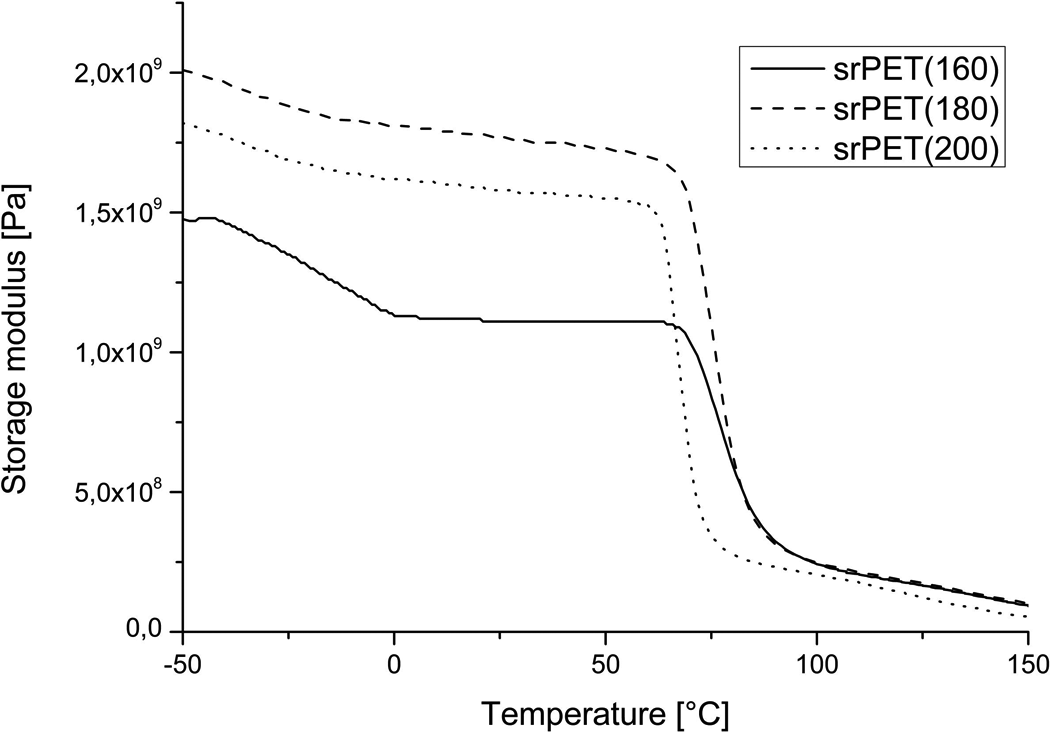
Storage modulus results. Fiber arrangement was perpendicular.
The results for the rest of samples reveal another interesting relationship. The stiffness of the samples compressed at 180°C proves to be higher than the samples produced at the temperature of 200°C. A comparison of these curves shows another negative phenomenon appearing during manufacturing processes of self-reinforced composites. This process is connected with the relaxation of the material at high temperature, which is confirmed by DSC studies. The highest value of the storage modulus, and therefore, probably the best mechanical properties, are related to samples produced at 180°C.
Thermograms showing the relationship of the tangens δ values for tested composites are presented in Figure 10. They reveal a clear relationship between the temperature of the process and the occurrence of the glass transition temperature in the sample. The increase in the processing temperature reduces the glass transition temperature. In addition, in the graph of tangens δ, the peak width is narrowed. The dominant effect appears to be the structure relaxation, which is clearly visible for the samples produced at 200°C when the glass transition temperature is the lowest and the width of the peak is the narrowest.
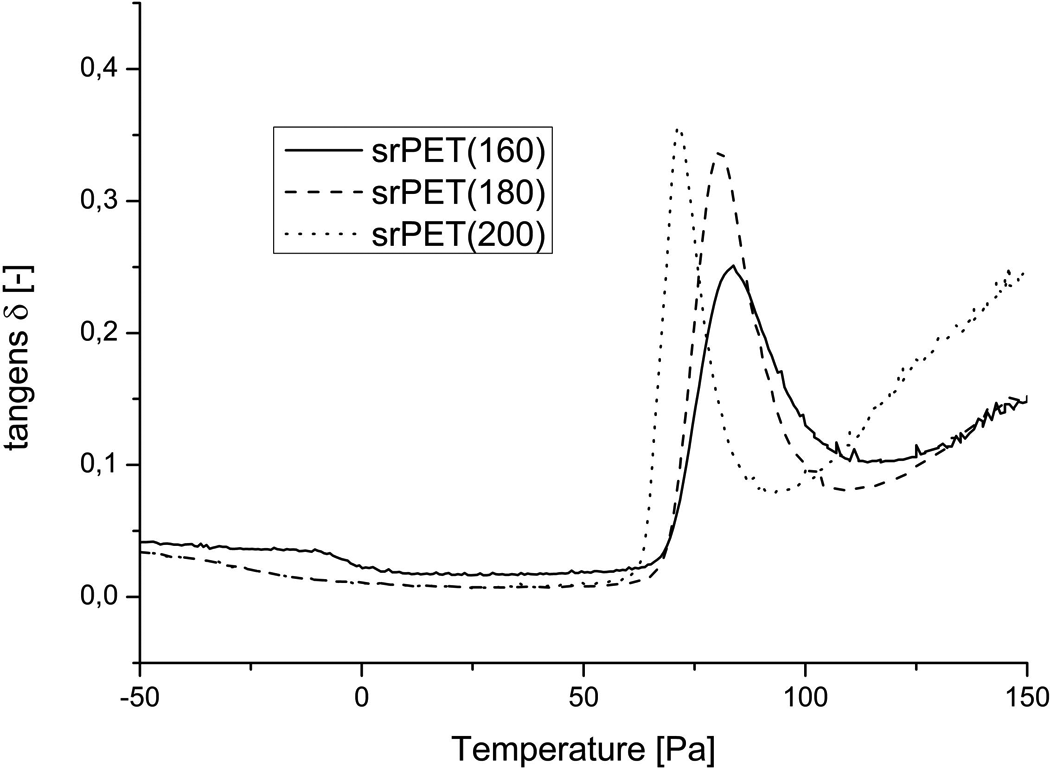
Tangens δ results. Fiber arrangement was perpendicular.
Apart from the comparison of DMA curves for the tested samples, the study reveals an important feature of composites based on polyester polymer. It is a low glass transition temperature, linking with the drastic drop of the mechanical properties of the material. This can be a serious disadvantage that eliminates the use of srPET materials at elevated temperatures. However, taking into account the processing characteristic is an advantage, reflected in increased formability of composites, especially considering the thermoforming techniques.
Mechanical properties
Mechanical tests were carried out on samples with the fibers arranged parallel and perpendicular. Samples were cut into pieces with equal width of 10 mm, a thickness of about 1 mm, and a length of about 100 mm. The distance between the machine clamps was 60 mm, and this value will be treated as the measuring length. The test results are summarized in Table 1 as the values of E modulus, yield stress, and the elongation at yield point and at break. Table 2 presents the results of mechanical test of commercially available composite sheets.
Static tension test results of hot-compacted hybrid yarn.
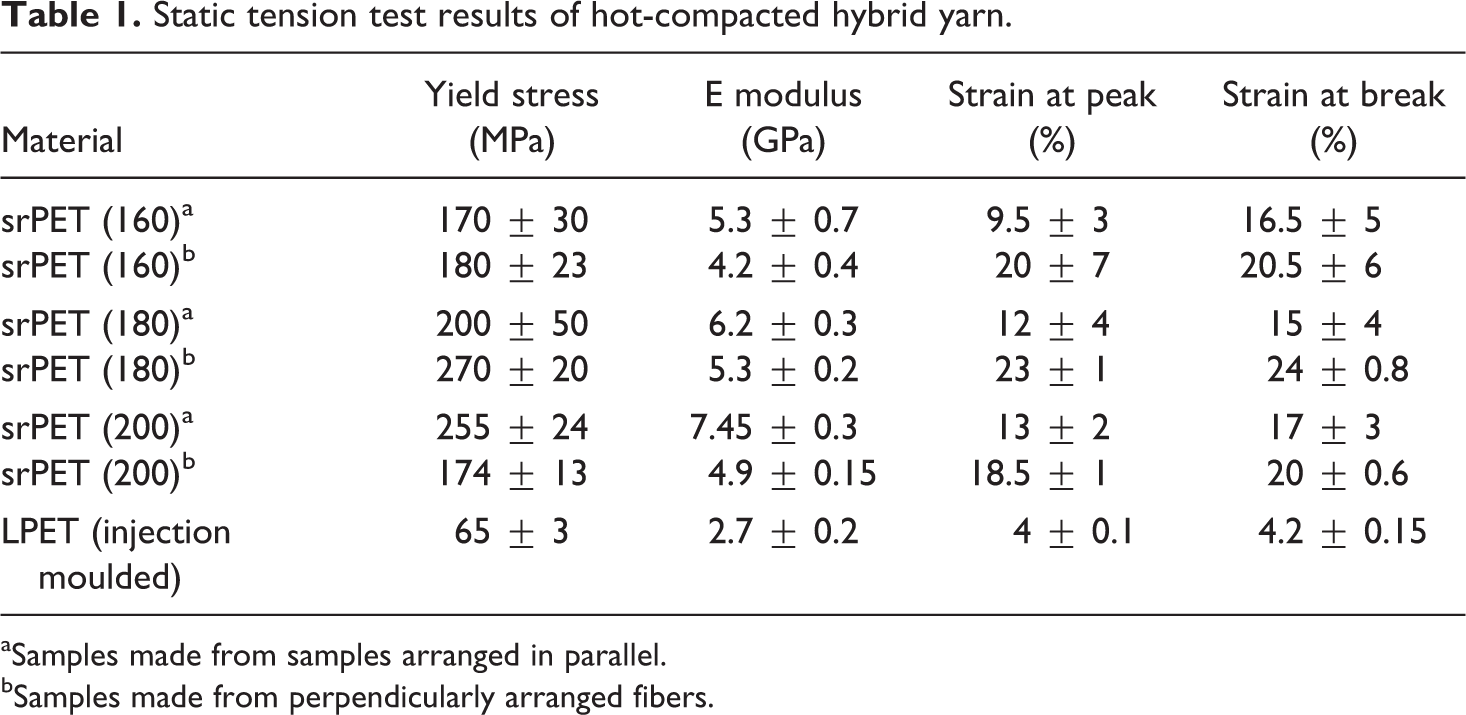
aSamples made from samples arranged in parallel.
bSamples made from perpendicularly arranged fibers.
Static tension test results of commercially available srPET sheets.
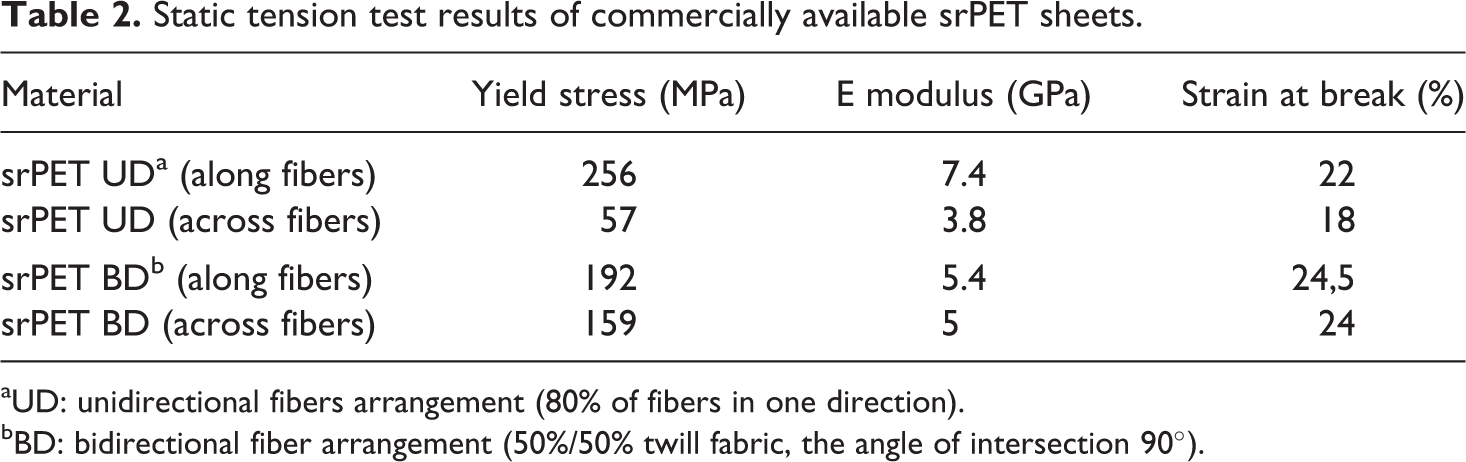
aUD: unidirectional fibers arrangement (80% of fibers in one direction).
bBD: bidirectional fiber arrangement (50%/50% twill fabric, the angle of intersection 90°).
The measurements showed very significant differences between the values of the indicators of strength for samples prepared at different temperatures. The different change trends are also observed in mechanical properties for the samples made from fibers in parallel and perpendicular arrangements.
For samples compacted with parallel arrangement of fibers, there is a clear trend in the growth of unit E modulus and yield stress as a function of temperature. The increase of processing temperature of 40°C causes an increase in both the E modules and yield stress values. The elongation values did not show any characteristic trends, however, exhibit a distinct difference between the elongation at yield stress and at break, which would confirm the ductile type of failure, but in this case reflects the slowly occurring delamination. The pictures of the samples after the test procedure are shown in Figure 11. They confirm the dominant influence of the impregnation level on the mechanics of the cracking process. The material is delaminated along the stretching direction; the continuity of single fibers is not distorted.
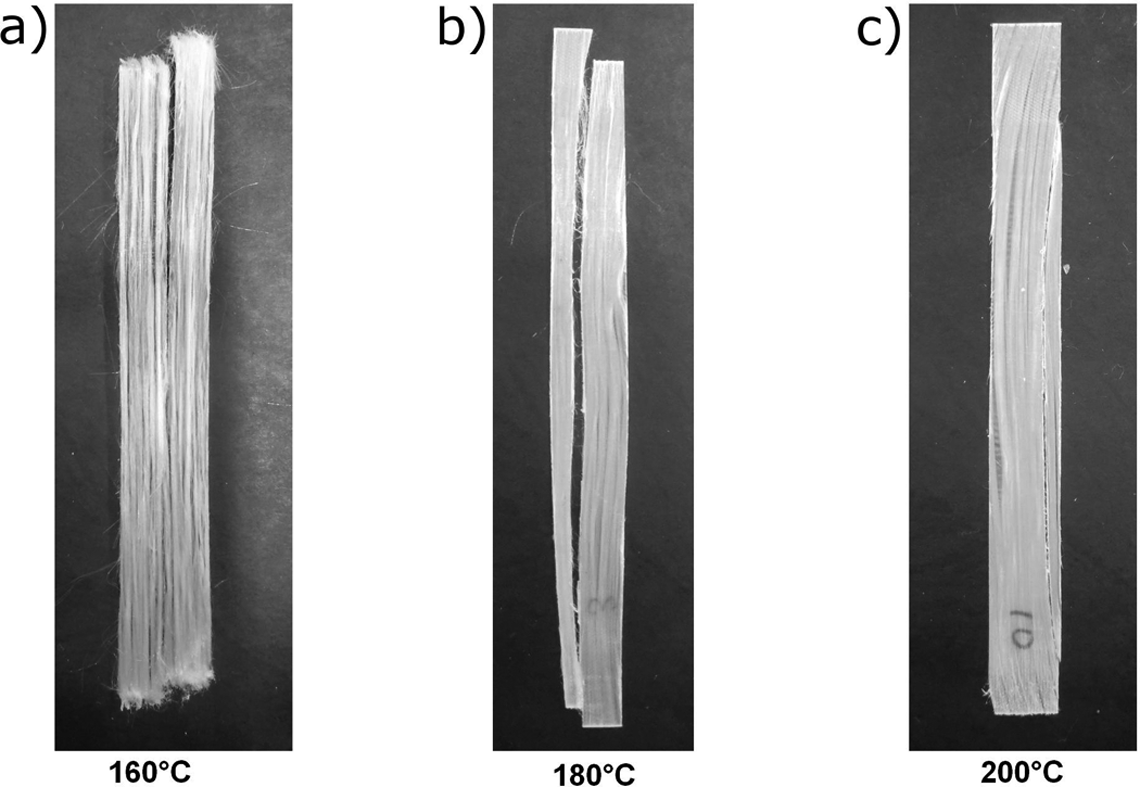
Samples made from fibers arranged in parallel after the static tension test.
For samples compacted with fibers arranged perpendicularly, the changes in mechanical properties reflect the results of the DMA measurements. The values of E modulus are significantly lower than those reported for parallel arranged samples, which is due to the presence of weak bonding of fibers arranged perpendicularly to the stretching direction. The maximum value of E modulus was achieved for sample compacted at 180°C. The same relationship refers to the yield stress value, wherein a difference between the compressed sample at 160°C and the material processed at 180°C reaches the yield stress of 270 MPa, which is the best result for all respondents materials. The negligible difference between the elongation at yield point and at break suggests the brittle character of the failure. The cracking mechanism was also confirmed as shown in Figure 12. In this case, the failure cross section reveals the fibers’ breakage.
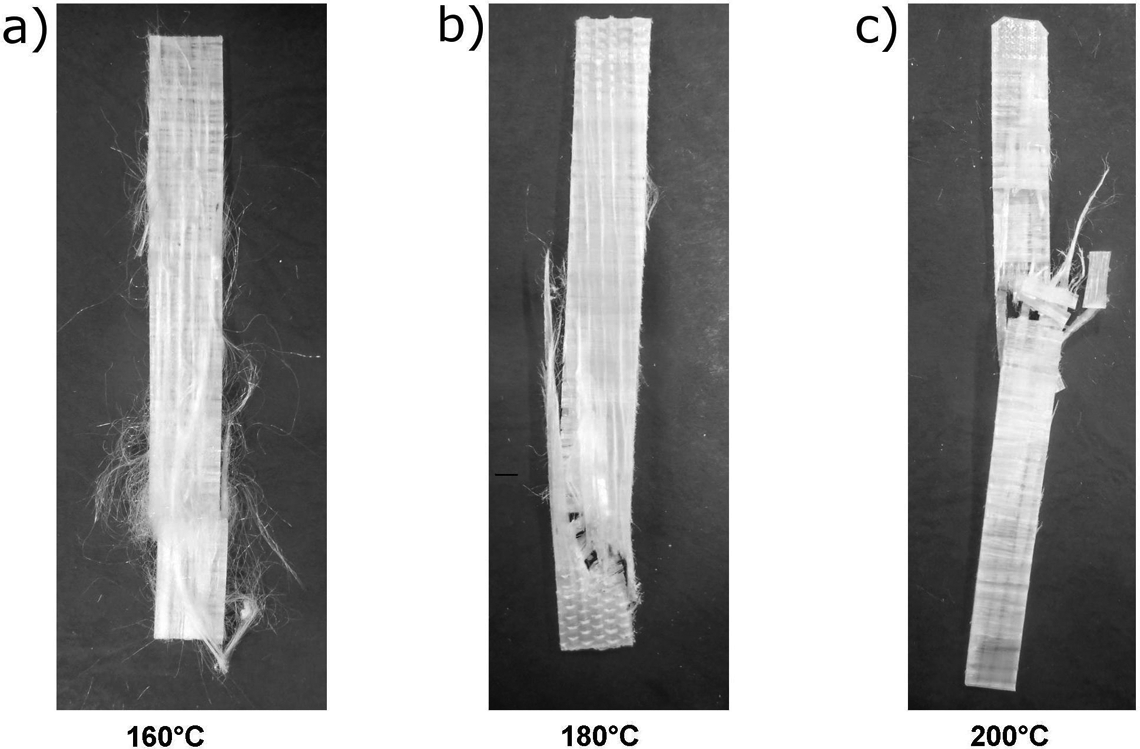
Samples made from perpendicularly arranged fibers after the static tension test.
For the perpendicularly arranged samples, the sample cracking process is clear; the yield point value is reached when the sample is destroyed by transverse rupture. But for the samples arranged in parallel, the yield stress value was measured as a maximum stress during the delamination process. The sample is destroyed, but it is not the result of fiber breakage. Therefore, the real value of yield stress is higher, assuming that use of the other type of measuring clamps could prevent the delamination process.
The short comparison between the results of samples prepared by us and commercially available materials did not show any significant difference, but the deeper analysis of the theoretical values reveals the potential for improving the mechanical properties. Taking into account the basic difference resulting from the use of hybrid fabric and yarn, the mechanical properties of composites made from fabric should be about 5–10% lower due to the more curved fibers in the weaving pattern. Also the properties of yarn arranged in parallel should be 25% higher in comparison to composites made from, where only 80% of fibers are arranged unidirectionally. The reasons underlining why the theoretical values are not achieved for prepared samples are not only temperature dependent but also more complex. Most of the processing difficulties are associated with the shrinkage problems during the heating stage; most of the problems occur after the softening point of the fibers is reached, long before the LPET matrix could be melted.
Microscopic study
The results of microscopic observations are presented in Figure 13, wherein the images of composite structures compacted at 180°C are shown. For the other samples prepared at 160°C and 200°C, the major difficulties occurred during sample preparation. Microtome did not cut the fibers to cross sections; the blade was sliding along the fibers surface, so the samples were cut incorrectly. The clear structure of the composite is visible for the sample prepared at 180°C; the structure pictures indicate a great level of wetting of fibers. Sharp border of fiber–matrix interface confirms that the surface of PET fibers has not been melted.

Microscopic view at the samples compacted at the temperatures of 180°C. Fibers are arranged perpendicular.
Summary
The measurement results confirm the twofold nature of the processes, affecting the structure and properties of self-reinforced PET (srPET) composites. The benefits of polyester materials in the tested configuration allow to significantly eliminate many of the drawbacks associated with the processing of self-reinforced composites. The choice of temperatures in which the samples were compacted fits to a wide processing window. Nevertheless, the properties of the composites are significantly different from each other. The main factors determining the temperature-dependent process were the phenomenon of wetting of the fibers by polymer matrix and the relaxation of the oriented fiber structure. Both phenomena are gaining in intensity with increasing temperature, but the relaxation phenomena affect negatively the mechanical properties of the obtained structures. The falling level of orientation for fibers arranged in parallel does not affect the properties of the composite in a decisive way. The better mechanical properties of the structures obtained in higher temperatures were obtained by increasing the level of fiber impregnation. In the case of the perpendicular arrangement of fibers, the temperature changes do not affect so clearly the characteristics of the composites. Therefore, the basis for further work on self-reinforced composites should be a matter of arranging the fibers and the manner of fiber stretching.
The obtained results confirmed the great potential and possibility of applications for the PET-based self-reinforced composites. srPET composites exhibit a very wide range of possibly processing conditions. Despite the use of simple laboratory tools, the mechanical properties of prepared samples were almost similar to industrially produced materials, which is a further advantage of this type of composites. The main conclusion from the research is that the influence of the compaction temperature at the mechanical properties of compacted materials is apparent; however, the final properties may depend on other factors, for example, the fiber shrinkage, which was not considered.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: A part of the study was carried out as a part of project named “Internships and trainings as a way to commercialize knowledge” under the Human Capital Operational Programme 2007–2013, co-financed by the European Union within the scope of European Social Fund.