
Abstract
Using biodegradable magnesium microtubes for producing vascular stent have received a great deal of attention during the last decade. However, poor workability and low mechanical properties of Mg and its alloys pose an obstacle to manufacturing microtubes for stent application. In this article, a combined method including equal channel angular pressing), direct extrusion, and microtube extrusion processes are employed to produce WE43 magnesium microtubes. Thus, microtubes with an outside diameter of 3.3 mm and a wall thickness of 0.22 mm are successfully manufactured. The results demonstrate a significant improvement in mechanical properties and microstructure of the processed samples. The ultimate strength and elongation are increased from 240 MPa and 6% to 340 MPa and 20% in the final microtube, respectively. In addition, the microhardness of the final microtube is enhanced from an initial value of 85 Hv to 102 Hv and the grain size is reduced to 3.5 µm from the initial value of 135 µm. Therefore, the proposed method overcomes the poor formability of Mg alloy and can be used to fabricate high-strength microtubes with ultrafine-grained structure.
Keywords
Introduction
Obstructive coronary artery disease is one of the most dangerous health risks facing our current society. The deposit of fatty substances on the interior surface of the arteries’ wall is considered to be the main cause of this issue. The build-up of such deposits results in narrowing the arterial diameter which subsequently restricts the blood flow. Finally, the lack of blood and oxygen in the heart leads to heart attack and death. In recent years, there have been rapid developments in the treatment of such obstructive coronary disease. Among several methods, angioplasty with a stent placement is the most appropriate solution to reopen blocked arteries.1,2 The stent is a device used to maintain the patency of the vessels which is generally divided into two types: permanent and temporary stents. Temporary stent exists in patient’s artery until the remodeling of vessels is completed, then it gradually disappears. 3 Therefore, biodegradable stents can overcome some side effects of permanent types such as thrombosis and in-stent restenosis, which are generally observed in Stainless Steel and Ni-Ti alloy stents. 4 In recent years, Mg and its alloys have become a promising candidate for bone implants and coronary stent applications due to a good combination of fully biodegradable property, good biocompatibility, and adequate mechanical properties.5,6 However, it is difficult to fabricate the initial Mg microtubes with good mechanical and metallurgical properties for stent production because of their poor workability at room temperature which is ascribed to their hexagonal close-packed (HCP) crystal structure. 7 Also, the stent’s properties directly depend on its initial microtube; as a result, the properties of chosen magnesium alloy are of great importance. 3 Even though pure magnesium can be employed for the fabrication of biodegradable stent, as is mentioned in literature, it is necessary to enhance its biocorrosion resistance and mechanical property. 8 One way to solve this problem is to add specific alloying elements to magnesium such as Al, Li, and rare earth (RE) element.9,10 However, some kinds of alloying elements makes biocompatibility issues complex and may cause unwanted effects in human body.5,6,11 Using ultrafine-grained (UFG) materials can be considered as an alternative method of increasing both the mechanical properties and corrosion resistance of metallic materials such as aluminum and magnesium, which can be perfectly achieved by severe plastic deformation (SPD) techniques.12–17 Recent studies revealed that mechanical properties of Mg alloy could be significantly improved by different SPD processes.18–20 For example, Faraji et al. 21 manufactured a UFG tube of AZ91 by tubular channel angular pressing (TCAP) and produced UFG bulk of AZ91 by accumulative back extrusion (ABE) 22 which resulted in superior mechanical and microstructural properties. Yamashita et al. 23 also reported that using equal channel angular pressing (ECAP) could be accompanied by a substantial improvement in mechanical properties of pure Mg and Mg-0.9% Al alloy. In addition, Argade et al. 24 revealed that in AZ31 Mg alloy, corrosion resistance could be improved as a result of microstructural refinement using ECAP, which directly has a great effect on the corrosion resistance and mechanical properties of the final stents.25,26 These studies showed excellent mechanical properties, and proper corrosion resistance could be achieved in Mg alloys by applying SPD techniques. In this regard, using a combination of SPD methods with other forming processes such as extrusion can be an excellent way for producing magnesium stent with proper mechanical properties. For instance, Ge et al. 9 produced UFG tube of ZM21 Mg alloy by ECAP and extrusion and then reduced the thickness of tube by machining for attaining a microtube. However, machining small tube faces many difficulties and manufacturing microtubes with the help of forming processes attracts more attention. Q Ge et al. 27 produced a fine Mg alloy tube with a wall thickness of 0.5 mm by hot extrusion but the achieved wall thickness was too thick for stent application. Fang et al. 28 fabricated a ZM21 magnesium mini-tube with an outside diameter of 2.9 mm and a wall thickness of 0.217 mm by multipass cold drawing. Liu et al. 3 produced microtube of WE43 through a combination of hot extrusion, cold rolling, and drawing. Although these studies with the help of drawing process have resulted in appropriate size optimization for Mg microtubes, they have low mechanical properties.
Despite the high potential of SPD method mixed with other forming processes for fabrication fine-grain magnesium microtubes, less attention has been attracted to the production of microtube from this combined method. In this study, a new combined method is proposed to produce microtubes with proper dimension, significant mechanical properties and fine grain structure which was not possible in other investigations. To do this end, ECAP, direct extrusion, machining, and microtube extrusion (MTE) are used. In the first step, good mechanical properties of WE43 alloy can be achieved by applying ECAP; in the next step, the diameter of ECAPed billets is reduced using direct extrusion process. Finally, the final microtubes are fabricated using MTE. Moreover, mechanical and microstructural properties of all samples are investigated by standard testing methods.
Experimental procedure
In this investigation, WE43 was used with the following composition (wt%): 4.12Y, 2.15Nd, 0.43Zr, and 0.26La and Mg balance. Cylindrical specimens with a 10 mm in diameter and a length of 70 mm were provided by machining from the extruded bar. All dies were manufactured from H13 tool steel. After heat treatment, a hardness of about 55 HRC was achieved in all die parts. ECAP die with a channel diameter of 10 mm, two channels with intersecting angle of 90°, and an outer arc of curvature angle of 20° was used. During the process, the die and sample were heated by electrical resistance heater up to 330 °C. In the first step, the as-received samples (0P) were processed up to one (1P) and two (2P) passes of ECAP. It is worth mentioning that the second pass of ECAP was conducted using processing route of BC, in which the sample was rotated by +90° in the same direction between each pass. 29 In the next step, 1P and 2P samples were extruded into a bar with 5 mm in diameter at 330 °C with an extrusion ratio 4:1, the extruded samples are briefly named 1P + Ex and 2P + Ex, respectively. Then, the specimens were machined into a tube blank with 5 mm in outer diameter and 1 mm in thickness by the drilling process. An appropriate material for stent application must have proper mechanical properties, and microscale dimensions, 30 so the hot extrusion process can be a suitable method by considering these requirements. Due to RE elements in WE43 Mg alloy, dynamic recrystallization (DRX) temperature is increased (above 300 °C).31,32 Therefore, for attaining fine-grained microtube, higher temperature is applied in MTE process for both 1P + Ex and 2P + Ex samples, which are briefly named MTE (1P + Ex) and MTE(2P + Ex), respectively. Hence, the outer diameter and thickness of tube blanks were then reduced at 425 °C with the extrusion ratio of 6:1. The final microtubes had an outer diameter of 3.3 mm and a wall thickness of 220 µm. For all processes, molybdenum disulfide (MoS2) was used as a lubricant to reduce the friction between die and samples. The schematic view of the combined method is shown in Figure 1. To simplify extrusion and MTE die and prevent burr formation, a middle part with an entry angle of 70° was used.
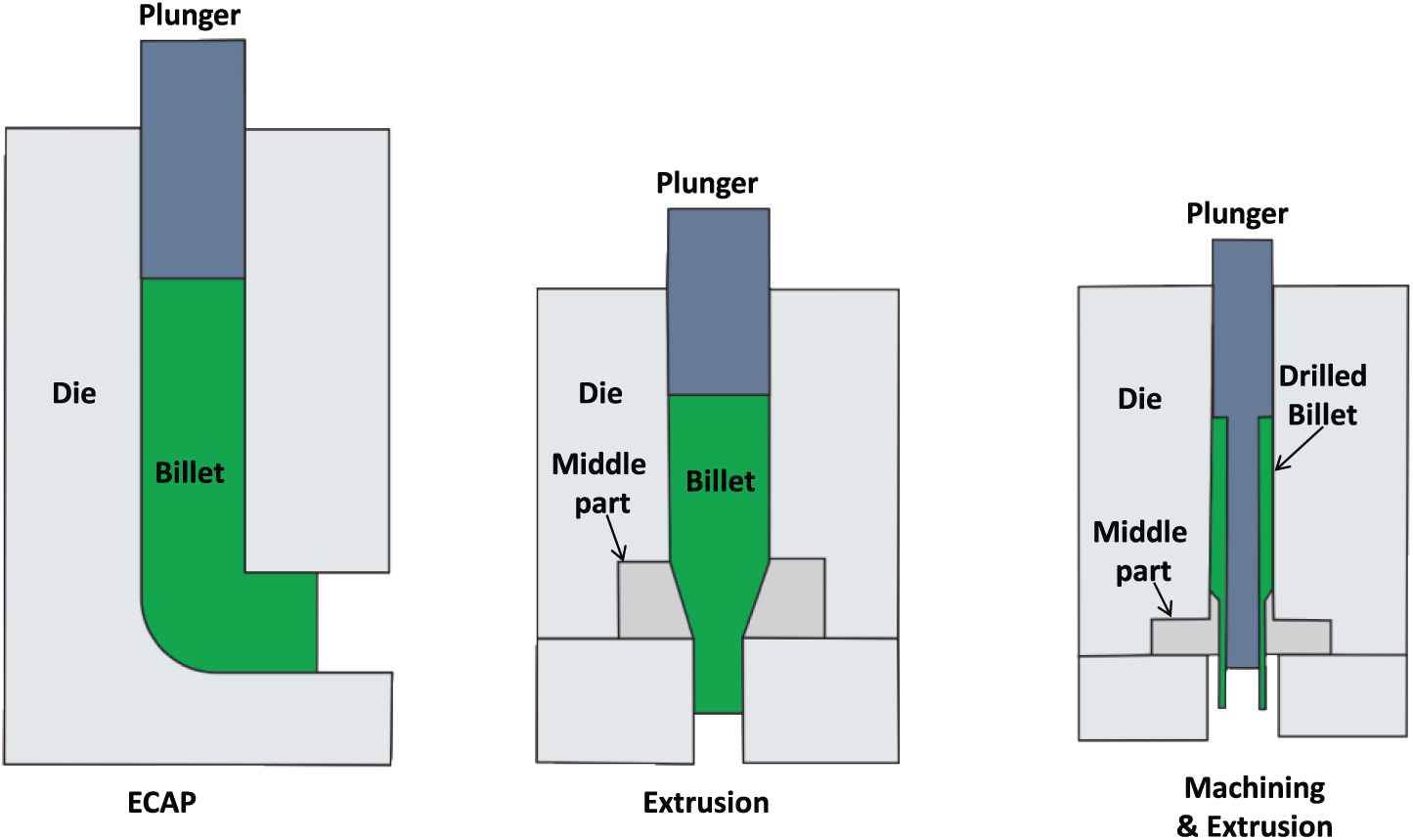
Schematic illustration of the forming processes for the fabrication of seamless micro-tubes.
The amount of equivalent strain in ECAP process is calculated by a relationship including the channel angle, φ, and the curvature angle, ψ, as follows 33

where N is the number of separate passage through the die, φ is the angle between the channels, and ψ is the outer arc of curvature at the intersection of the two channels. For the extrusion and MTE processes, equivalent strain is achieved by the following formula 34

where R is the extrusion ratio equal to A0/As in which A0 is the initial cross section of the billet and As is the final cross section, and

The equivalent plastic strain which is applied to the samples by different processes is calculated, and the values are given in Table 1.
Equivalent strain applied to the samples.
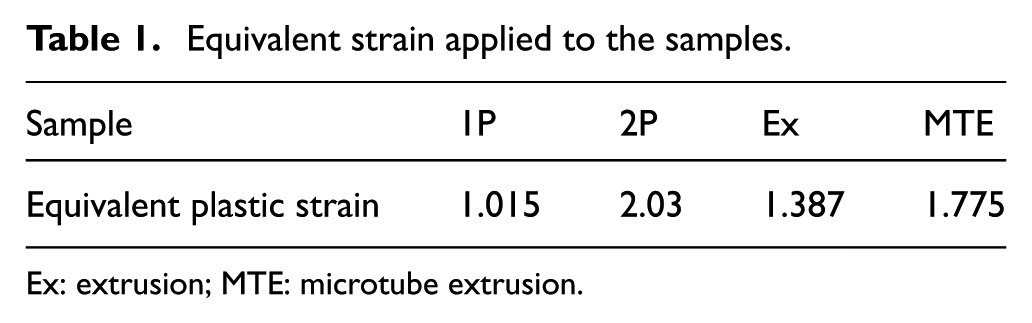
Ex: extrusion; MTE: microtube extrusion.
Therefore, the high amount of plastic strain is one of the most important advantages of this combined method.
For microstructure observations, the processed bars were cut perpendicular to the extrusion direction, cold-mounted into the epoxy resin, ground up to #3000 grit SiC papers, polished, and then chemically etched for about 30 s by a solution of 5 g picric acid, 10 mL acetic acid, 70 mL ethanol, and 10 mL distilled water. 35 Final microtubes were also ground up to #5000 grit SiC papers and polished with 3 µm and 1 µm alcohol-based diamond suspension and then chemically etched by the mentioned solution for about 10 s. 36 Microstructure characterization was performed by optical microscopy (OM). Also, energy-dispersive spectroscopy (EDS) and X-ray diffraction (XRD) analysis were used to determine phases and elements of the samples. The scans were performed over areas of 1 × 1 mm2 with an accelerating voltage of 40 kV and scanning speed of 4°/min using a high-resolution X-ray diffractometer with a rotating copper anode (Cu Kα1) radiation.
The Vickers microhardness, tensile, and compressive tests were used to evaluate mechanical properties of samples. The microhardness test was performed with a load of l00 g applied for 10 s. At least, five tests were conducted with 5% scatter error for each specimen. The tensile test was performed at room temperature with a strain rate of 0.5 × 10−3 s−1 for ECAPed and extruded samples. The dimension of the tensile specimens was 6.3 mm in gauge length, 2.5 mm in diameter, and 2 mm of fillet radius. The mechanical properties of the microtubes were also examined by the micro-compression test at a similar strain rate of 0.5 × 10−3 s−1. The test samples were prepared in the form of ring-shaped specimens manufactured from microtubes with a length to diameter (L/D) ratio of 1 for the micro-compression test.
Result and discussion
Figure 2(a)–(c) shows the as-received (0P) material and the samples subjected to ECAP process up to two passes. It is obvious that the burr has been formed in ECAPed samples because of the existed gap between die parts. Figure 2(d) shows the processing product from the extruded bar to the hollow billet and microtube. Microtubes with an outside diameter of 3.3 mm and a wall thickness of 0.220 mm with a length of 34 mm were successfully produced. As is seen, the microtubes have a smooth surface, proper straightness, and good uniformity in thickness. Because of poor workability of Mg alloy, it is difficult to fabricate Mg microtube with high dimensional accuracy, but the results showed that MTE process provides a good controllability. Inspection of the dimensions showed that the dimensional errors were within a narrow range between 0.4% in diameters to 4% in thickness.
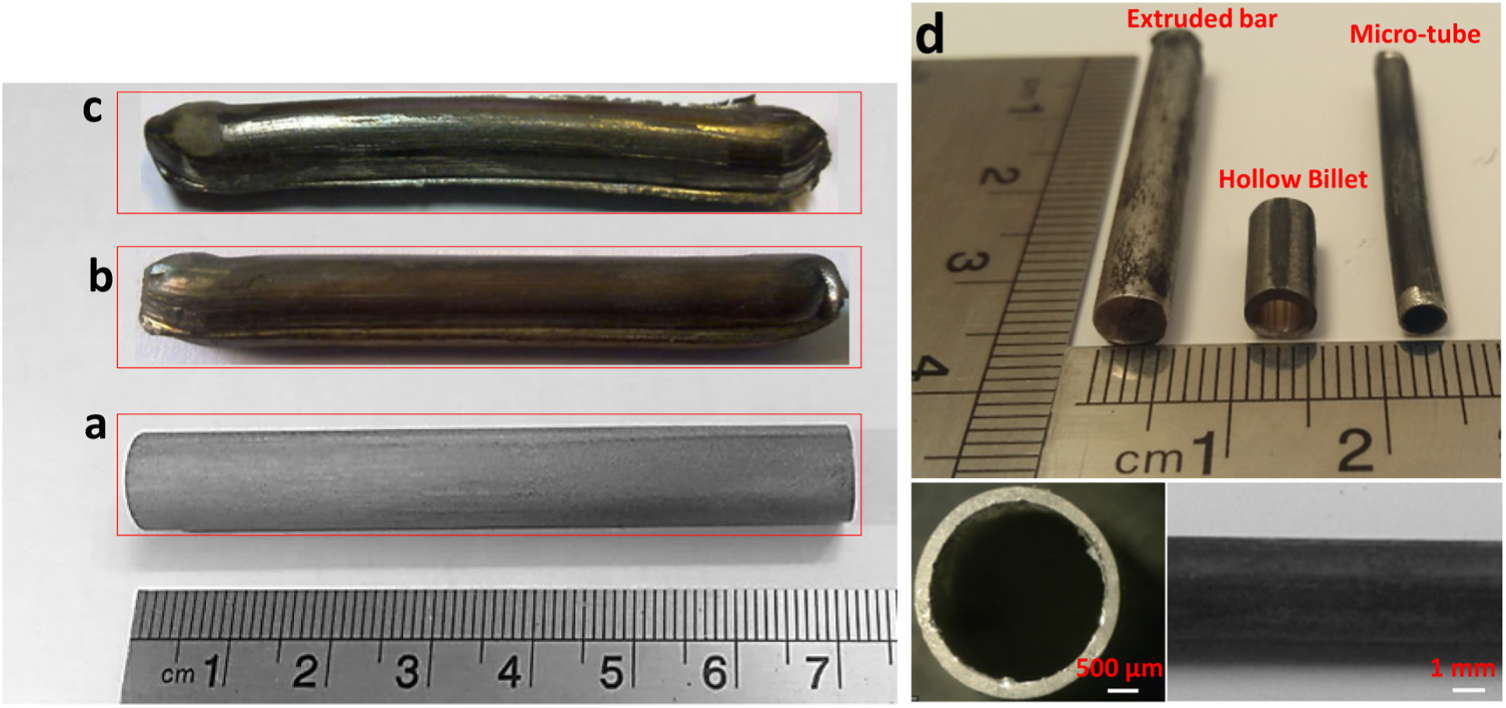
As-received and ECAP processed specimens: (a) 0P, (b) 1P, (c) 2P, and (d) extruded ECAPed sample, drilled, micro-extruded microtube, cross section of fabricated microtube by microtube extrusion, and surface appearance of the final microtube product.
Tensile property
Figure 3(a) represents the true stress–strain curves of as-received and processed specimens. Also, the tensile properties’ variations of all samples are shown in Figure 3(b). As is seen, all the curves except 1P sample exhibit a notable increase in the yield strength (YS) and the ultimate tensile strength (UTS). In 2P + Ex sample, YS increases from 150 MPa of the initial billet up to 350 MPa and UTS has a significant increase from 240 to 425 MPa. This remarkable increase in the strength is the result of strain hardening and dislocation strengthening mechanism during SPD processing.22,37–39 In addition, several studies have proved that reducing the grain size of Mg alloys results in higher strength which can be related to the Hall–Petch relation.40–42 Furthermore, it should be noted that ECAP passes enhance elongation to failure (El) of the as-received material. The 2P specimen exhibits the highest elongation among all processed specimens. As can be seen, after two passes of ECAP, YS, UTS, and El are significantly increased and with subsequent extrusion, El decreases slightly but is still in a reasonable order. Therefore, the processed material by a combination of ECAP and extrusion exhibits an excellent balance of strength and tensile ductility. 43
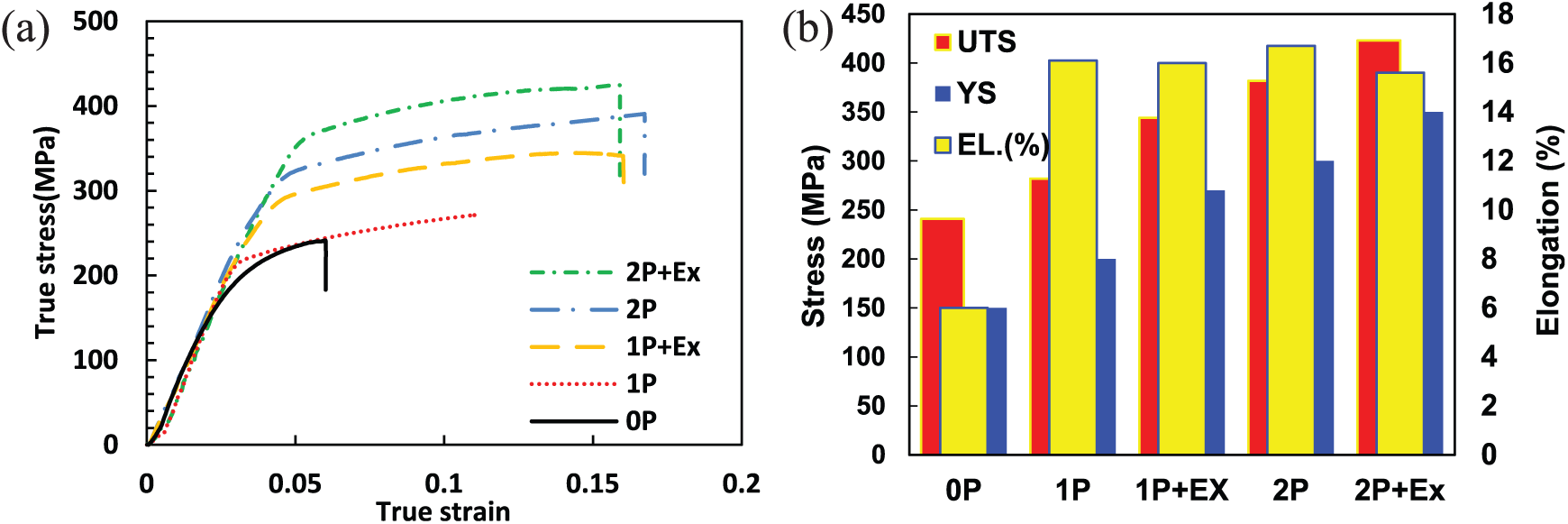
(a) True stress–strain curves of the as-received and ECAPed samples before and after extrusion and (b) amount of UTS, YS, and elongation of the samples.
Micro-compression tests
Figure 4(a) shows the dimension of the prepared test samples and Figure 4(b) and (c) demonstrates specimens before and after the micro-compression test. The specimens change to a barrel shape after the micro-compression test in which the direction of compression load is parallel to the axis of the microtube. Figure 4(d) shows stress–strain curves of the microtubes which are resulted from the micro-compression test. As is shown, the strength and ductility of the final microtube manufactured from 2P + Ex sample are more than others. The increase in the number of ECAP passes leads to increase in ductility and strength of final microtube. Achieving a Mg alloy with simultaneous enhanced ductility and strength is one of the important challenges.44,45 Because of the processing temperature which initiated the recrystallization, grain refinement occurred significantly and grains with the size of 2 and 3 µm appeared in the microstructure of microtubes which is the main cause of having samples with high strength and ductility. This excellent combination of ductility and strength is perfect for stent application where the samples undergo large strains in their actual usage.
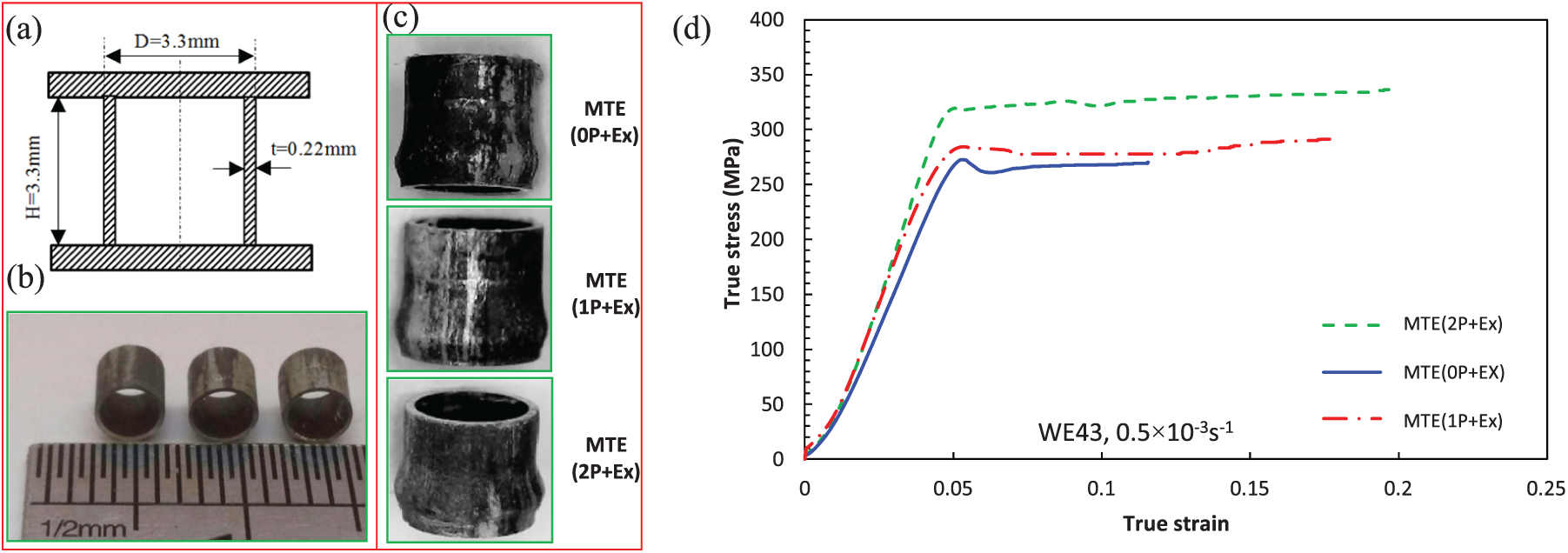
(a) Schematic of the micro-compression test, (b) and (c) prepared samples before and after the micro-compression test, and (d) true stress–strain curves of the microtubes.
Microhardness
Figure 5 shows the average microhardness value (Hv) of all samples. The microhardness value is increased by increasing the number of ECAP passes. The most enhancement in microhardness is achieved after two passes of ECAP and subsequent extrusion. This is in good agreement with the observed changes in hardness of other SPD techniques.46,47 Also, there is a small increase in hardness after the extrusion process. The increase in the hardness can be due to the grain refinement 48 because it is commonly accepted that materials with HCP structure such as magnesium alloys show a high grain size dependency of strength and hardness due to the lack of slip systems. 22 However, the microhardness of material is reduced after MTE because of higher processing temperature which usually has an adverse effect on the hardness and strength. 49 The efficacy of this combined method in enhancing hardness is revealed when the microtubes’ hardness is compared with as-received materials. From Figures 3 and 5, it can be inferred that the microhardness changes can approximately be the same as the yield stress variations during processing of the WE43 Mg alloy.
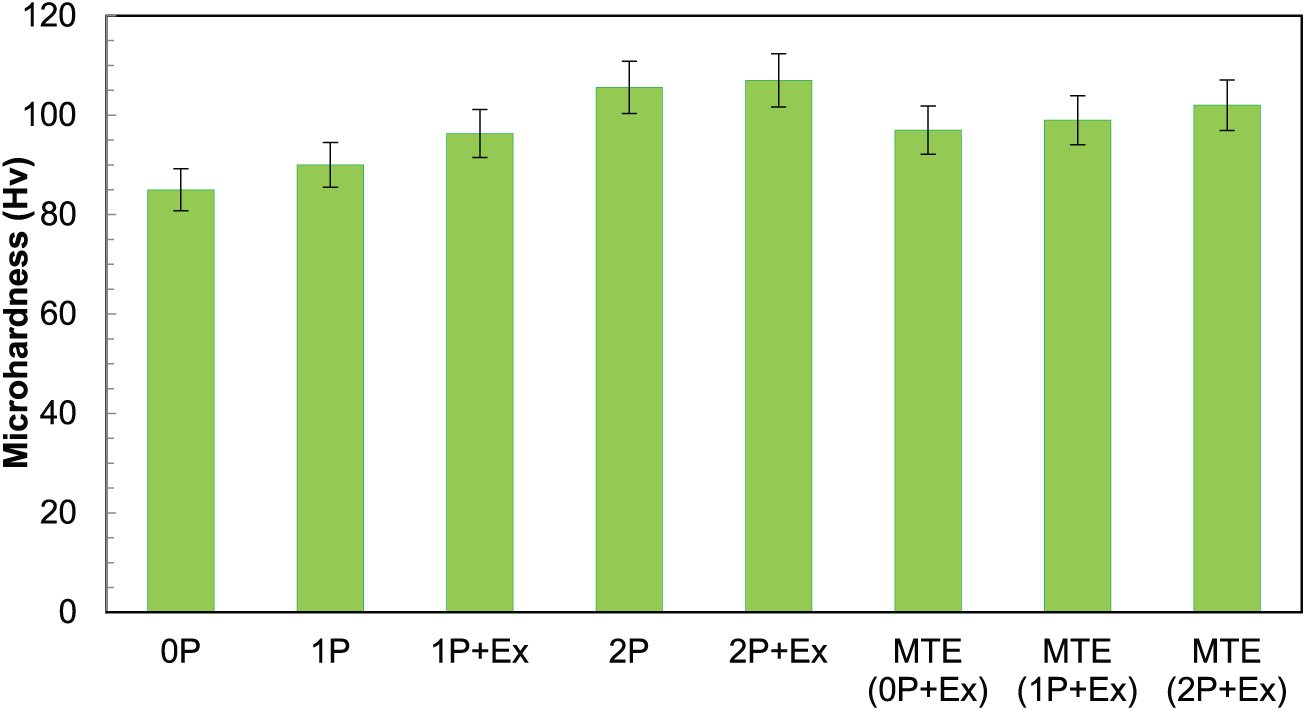
Microhardness test results for all samples.
To show the microhardness variations, Hv measurements have been done across the transverse cross section in samples shown in Figure 6. It demonstrates an increase in the level of hardness in all processes which is a common result of SPD methods and is in line with other studies in the literature.50,51 It is mentioned that the value of hardness measurement is mainly affected by some factors such as grain size, density of dislocation, and twins.52–56 Some other investigations revealed that texture strengthening could also play an important role in hardness enhancement. 57 In addition, it can be inferred that the center of samples after ECAP and extrusion process has the minimum microhardness value. This is because of the material flow during the process and the existed pressure between the material and die surface which results in higher amount of shear strain in outer areas. Also, by increasing the pass number, the variation of measured Hv decreases slightly which is in line with some other studies.47,58,59
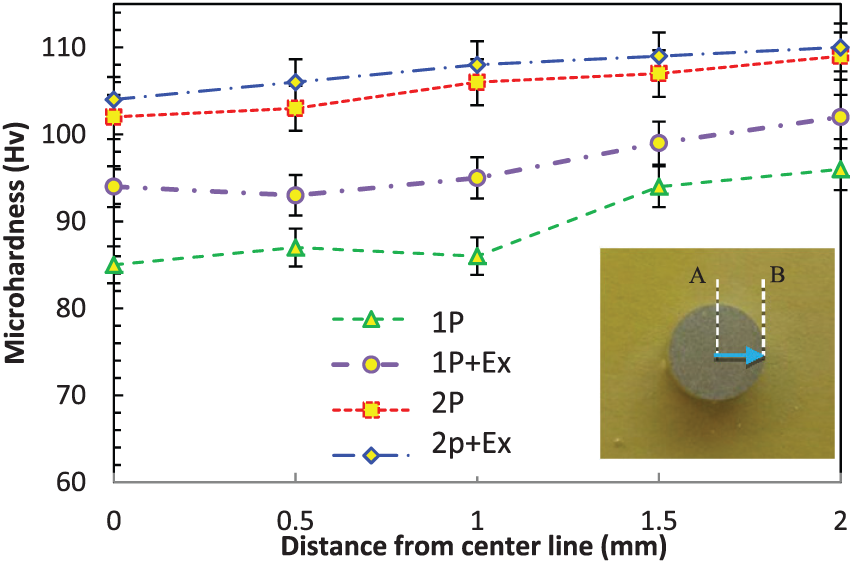
Microhardness distribution through the samples diameter.
Microstructure
Figure 7(a) shows XRD pattern taken from the as-received material in which three phases such as α-Mg, Mg41Nd5, and Mg24Y5 can be identified. Figure 7(b) shows scanning electron microscope (SEM) micrograph of as-received material accompanied with EDS analysis to discover the composition of each phase. The test reveals that phases with irregular shape (point1, Figure 7(b), Table 2) mainly contain magnesium and neodymium. Therefore, the chemical composition of this phase could be Mg41Nd5 and/or Mg41Y5. Phases with a rectangular shape (point 2, Figure 7(b), Table 2) are composed of magnesium, yttrium, and a small content of neodymium. These particles may be Mg24Nd5. Also, it is possible that other phases with Mg-Y-Nd and Mg-Y system exist in the as-received material.60,61
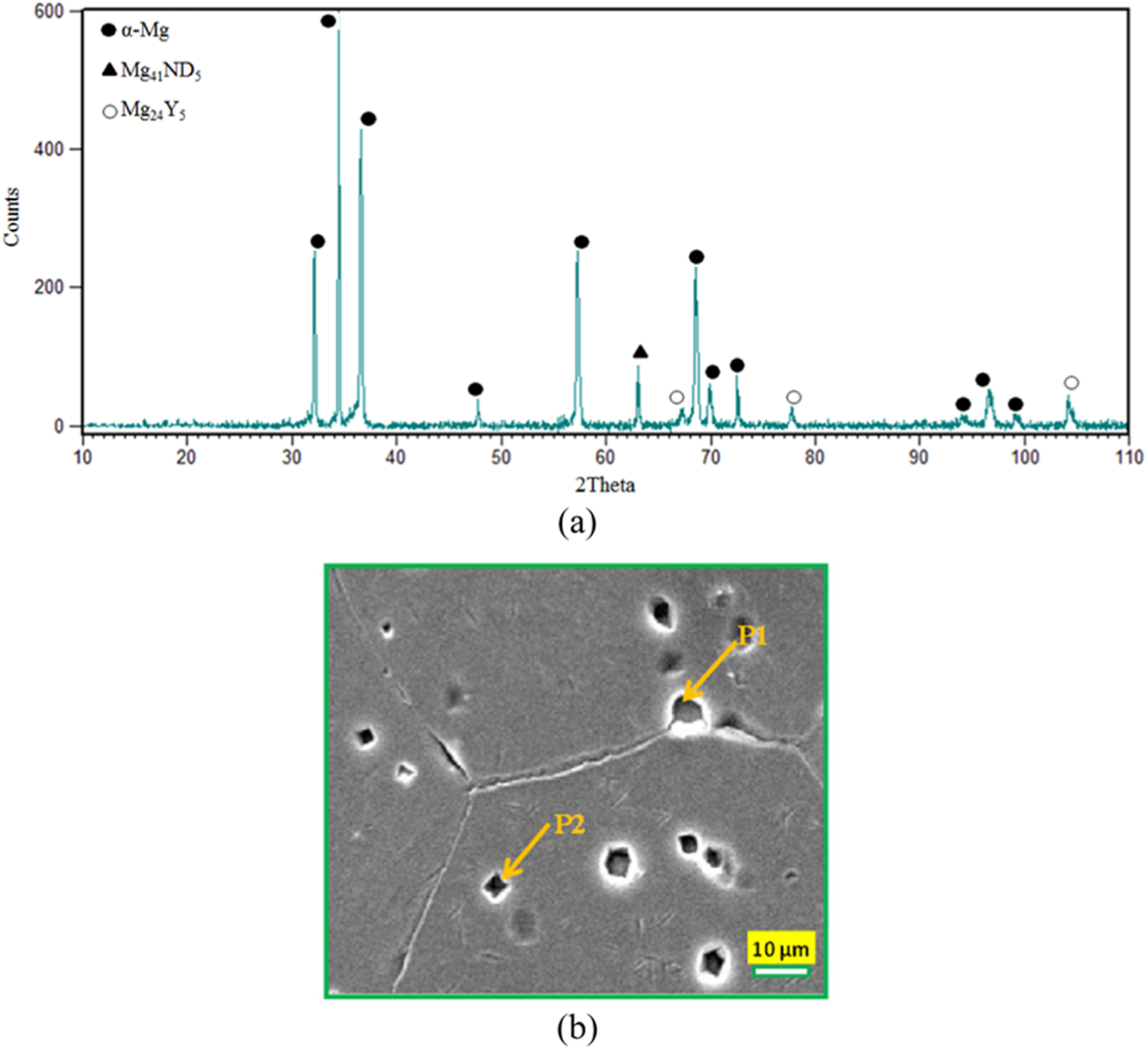
(a) XRD pattern of as-received WE43 magnesium alloy and (b) SEM micrograph with analyzed points. 62
EDS result from Figure 7(b).
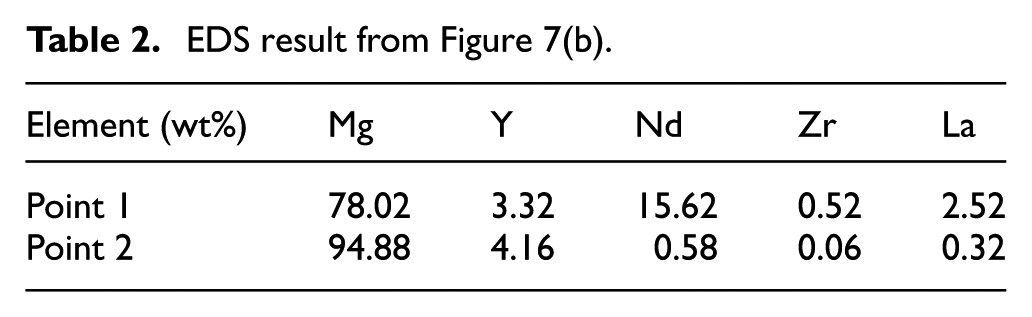
Figure 8 shows the optical micrographs of the as-received material, ECAPed, and extruded specimens. In the microstructures of the as-received sample (Figure 8(a)), the initial grain orientations are random, and no mechanical twins can be seen. Also, the microstructure consists of large α-Mg with an average grain size about 130 µm and dispersed precipitates of intermetallic phases at grain interiors and the grain boundaries. Figure 8(d) and (g) shows the microstructure of 1P and 2P samples, respectively. It is obvious that grain refinement, which commonly occurred in the ECAP processing, is not apparent. Therefore, the grain size is still in the form of coarse grain similar to the as-received sample and is about 90 and 70 µm, respectively. The microstructures of the extruded specimens are shown in the second row of Figure 8. As can be seen, the mean grain size has a slight change after extrusion. It is clear that recrystallization will not appear even after the extrusion process. This is just because of the RE elements existed in WE43 Mg alloy which suppresses DRX.63,64 In fact, a notable recrystallization was reported above 400 °C. 65 Therefore, MTE process was performed at 425 °C to take the advantage of DRX and its microstructure can be seen in the last row of Figure 8. The average grain size of the microtubes produced from the 0P + Ex, 1P + Ex, and 2P + Ex samples is about 55, 6, and 3.5 µm, respectively. Due to a higher temperature and large plastic strain in MTE, the mean grain size significantly reduced. Also, it is clear the DRX happened completely in microtubes fabricated from the ECAPed samples. Due to the plastic strain applied in ECAP process, the consumption of the coarse grains in MTE process is facilitated, consequently, fine grains with a high level of homogeneity are achieved. 66 The comparison of mean grain size in the final microtubes shows the importance of ECAP process. Finally, it should be mentioned, reaching a finer structure with higher mechanical properties depends on the amount of applied strain and also the appropriate processing temperature.
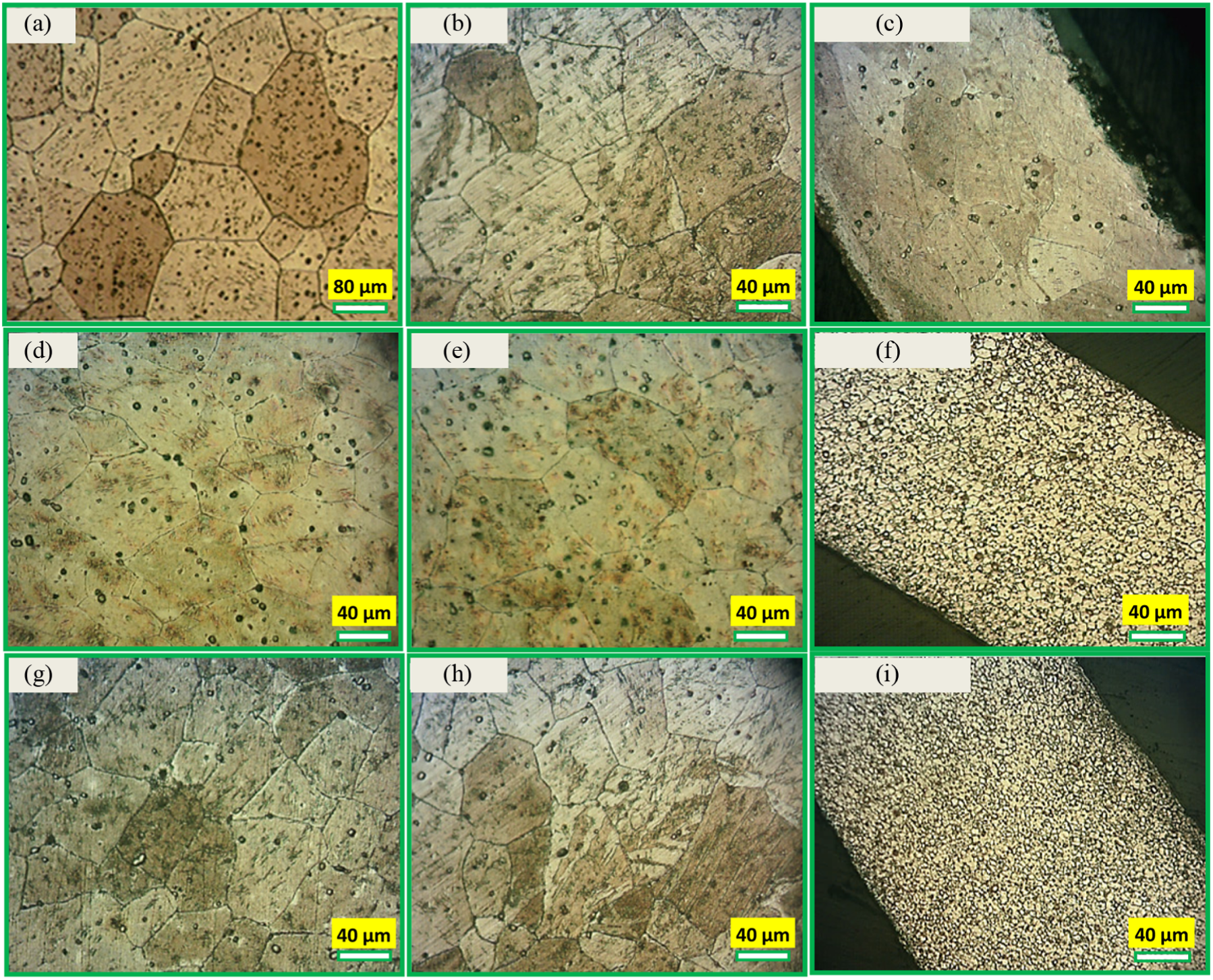
OM microstructures of the samples processed via different conditions: (a) 0P, (b) 0P + Ex, (c) MTE (0P + Ex), (d) 1P, (e) 1P + Ex, (f) MTE (1P + Ex), (g) 2P, (h) 2P + Ex, and (i) MTE (2P + Ex).
Conclusion
In this study, through a combination of ECAP, extrusion, machining, and MTE processes, high-quality microtubes with refined microstructure are fabricated from WE43 Mg alloy. The following results can be drawn:
High-quality microtubes with an outside diameter of 3.3 mm and a wall thickness of 0.22 mm were successfully produced.
The mechanical characterization demonstrated that UTS and El significantly increased from the initial value of 240 MPa and 6% to 423 MPa and 15.6% in the 2P + Ex sample, respectively.
In the final microtube, MTE (2P + Ex), UTS, and El increased to 340 MPa and 20%, respectively, which shows the capability of this method to produce high strength and ductility magnesium microtubes.
The Vickers microhardness of microtube MTE (0P + Ex), MTE (1P + Ex), and MTE (2P + Ex) increased to 97, 99, and 102 Hv from the initial value of 85 Hv.
The effect of ECAP on grain refinement in the final Mg microtubes is obvious where the mean grain size reduced from 130 µm in the as-received material to 55, 6, and 3.5 µm in the MTE (0P + Ex), MTE (1P + Ex), and MTE (2P + Ex) samples, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.