
Abstract
Improvement in the tribological properties of the polyamide 6 (PA6) with various fillers, for example, talc, glass fiber (GF), combined solid lubricants such as graphite, and ultrahigh-molecular-weight polyethylene was systematically studied. The results revealed that GF could reduce the coefficient of friction (COF) and wear rate of pure PA6 more efficiently than talc, and the optimum content was 15 wt%. The COF and wear rate increased with the increase of load, except the wear rate of the composite with 20 and 25 wt% GF, which decreased with the increase of load. The incorporation of combined solid lubricants to PA6 contributed to increases in COF and wear rate. Further addition of 15 wt% GF enhanced the tribological properties remarkably. To further understand the wear mechanism, the worn surfaces were examined using scanning electron microscopy.
Introduction
Polyamides (PAs) are potential thermoplastic materials for various applications owing to their excellent comprehensive properties such as high strength, excellent corrosion resistance, suitable wear resistance, and favorable self-lubricating property. However, there are shortcomings of PA6 as a kind of sliding material, such as higher coefficient of friction (COF) under dry conditions, worse friction stability under high load condition, and so on. Thus, further improvement is still required to meet more demanding applications.
Reinforcing agents such as inorganic particles and fibers are known to be effective in enhancing the load capacity and reducing the interaction between the matrix and the counterface, consequently improving the tribological behavior. Inorganic nanoparticles such as carbon nanotubes, 1 clay, 2,3 silicon dioxide, 4 and aluminum oxide (Al2O3) 5 were reported to be effective in improving the tribological properties of PA6 due to the small dimension effect, interface effect, quantum effect, and quantum tunnel effect of nanoparticles. The common inorganic particle like talc, due to its layered structure, was widely used to enhance the tribological properties. The layers of talc were bonded together with a weak van der Waals force that allowed them to slide over each other and created slippery property when shear force was applied, thus the low friction and wear could be obtained in the presence of talc during sliding. It has been reported that the addition of 20 wt% talc to PA6 resulted to a drop of 33% in abrasive wear rate; 6 also the incorporation of talc led to a large improvement in the tribological properties of the polyurethane composites too. 7 The fibers, such as glass fiber (GF), 8 –12 carbon fiber, 13 and a high-tech synthetic aramid fiber, 14 which possess high Young’s modulus, small plastic deformation, and high strength are widely used too. Many studies have provided a better understanding on the effect of fiber content, test conditions, surface treatment methods, and the manufacturing process on the tribological properties of fiber-reinforced PA6. Li and Xia reported that all carbon fiber-filled PA6 composites have superior tribological characteristics to the unfilled one, the optimum wear reduction was obtained when the content of carbon fiber was 20 vol%, and the COF increased with the increase of load and decreased with the increase of the sliding frequency. 15 The tribological properties are closely related to the interfacial strength between the matrix and fibers, and appropriate surface treatment can effectively improve the interfacial adhesion between fiber and polymer, thus improving the friction and wear performance. 16 Cartledge and Baillie demonstrated that the wear resistance of GF/PA6 composite was also significantly influenced by the thermal history of the composite. A slow cooling gave GF/PA6 a better tribological behavior than that a fast cooling did. 17 However, the effect of talc and GF content on the dry sliding tribological properties of PA6 under different load has not been studied.
Combined solid lubricants due to their synergistic effect in enhancing the friction and wear behavior have received much attention. Basavaraj et al. reported that PA66/graphite/polytetrafluoroethylene (PTFE) composites showed enhanced impact strength, thermal stability, wear resistance, and reduced COF compared with pure PA66. 18 It was observed that the PTFE played a main role in the wear resistance of PA66 composites; while graphite, on the one hand, compensated the reduction in mechanical properties due to the incorporation of soft PTFE powder; on the other hand, graphite improved the dispersion of PTFE powder in the PA66 matrix, consequently, the synergism obtained. Similar findings have been made by Li et al. 19 It was reported that graphite combined with molybdenum disulfide (MoS2) could promote the crystallization of polyoxymethylene (POM) and enhance its tribological properties. 20 However, sometimes solid lubricants alone may lead to higher wear rate due to their poor wear resistance; usually, nanoparticles or fibers are used in company to enhance the load-bearing capability. For example, PTFE together with MoS2 could reduce both the COF and wear rate of POM under oil-lubricated condition but increase the wear rate under dry sliding condition instead, while further incorporating with 3% nano-Al2O3, the friction and wear rate of POM reduced under both conditions. 21 MoS2 as filler could reduce the friction of PA1010 but also increase the wear rate; delightfully, wear and friction reduction were obtained, while the carbon fiber was used as reinforcement along with MoS2. It was believed that carbon fiber supported the bulk of the normal load, which might help to increase the decomposition of MoS2 to produce iron sulfate or iron sulfate compounds, thus increase the adhesion strength between transfer film and counterface. 22 So, the synergism between reinforcing agents and solid lubricants may be the key to these improvements. There are a few other successes which showed that fibers combined with solid lubricants provided good tribological modification potential, after incorporating short carbon fiber (SCF)/graphite/PTFE, and the wear rates of polyether ether ketone 23 were decreased significantly. Thinning and cracking of SCF were supposed to be the important factors determining the tribological behaviors of the composites; combined solid lubricant PTFE and ultrahigh-molecular-weight polyethylene (UHMWPE) together with GF could enhance the tribological properties of PA6; 24 also, Xian and Zhang reported that a synergistic effect of the combined solid lubricants and SCFs was present in enhancing the tribological properties of SCFs-reinforced poly(etherimide), and the optimal composition for sliding wear has been reported to be 10 vol% PTFE, 10 vol% graphite flakes, and 10 vol% SCFs. 25
With those perspectives in mind, we studied the influence of the GF contents, the talc contents, and the mass ratio of graphite/UHMWPE on the tribological performance of PA6 composites. Moreover the hybrid effect between GF and combined solid lubricants was also discussed.
Experimental
Materials
PA6 and the continuous GF-reinforced PA6 composites selected in this study (containing 5, 10, 15, 20, and 25 wt% GF) were purchased from the Shenzhen Changtai Plastic (Shenzhen, China). The diameter of the GF ranged from 13 to 24 µm. They were dried under vacuum at 100°C for 6 h to remove excess moisture. The talc with a diameter of 100–1800 mesh was obtained from Fuhua Talcum Powder Factory (Guangxi, China). UHMWPE (number-average molecular weight (Mn) = 3–6 million) was supplied by Shanxi Sino-Science Tiangang Technological Development Co Ltd (Lyuliang, China). The colloid graphite (particle size = 25 µm) was provided by the Shanghai Yi Fan Graphite (Shanghai, China).
Specimen preparation
The PA6 composites with various fillers were achieved by twin-screw extruder (Φ = 35.5 mm and length/diameter = 41) with a screw frequency of 360 Hz and a feeding frequency of 20 Hz under processing temperatures of 210, 220, 230, 240, 240, 240, 240, 240, and 240°C in 9 zones of the extruder barrel. The extrudate was continuously cooled by water and pelletized. The pellets were dried in oven at 100°C for 6 h again ready for injection molding. Standard test samples were injection molded; the injection pressure was 45 MPa, and the temperatures in 4 zones were 250, 250, 250, and 250°C, and in the nozzle, the temperature was 230°C.
Friction and wear analysis
Friction and wear tests were performed according to Chinese standard—GB 3960—83 on a Universal Macro Materials Tester-3 friction and wear tester. An assembly diagram of the frictional pairs is shown in Figure 1. Columnar structure of chromium steel with Φ 9.5 ball (HRC 62) was used as the counterface. The dimension of the sample designed by the size of machine fixture, not according to the standard description size, is 25 × 25 × 15 mm3. The specimens were cleaned ultrasonically with acetone and thoroughly dried before being tested. The tests were performed in normal laboratory environment (temperature: 20 ± 5°C and humidity: 50 ± 10%) with two loads of 40 and 160 N and a velocity of 1500 r/min (one motion period of forward and backward was defined as one round, and the trace of friction was 10 mm). The test durations ranged from 0 to 120 min. The COF was recorded and calculated by the ratio between the tangential force (Fx) and normal force (Fz), which were obtained directly from the equipment. Weight loss measurements were made using an analytical balance having an accuracy count of 10−4 g. Specific wear rate was calculated using the following equation:

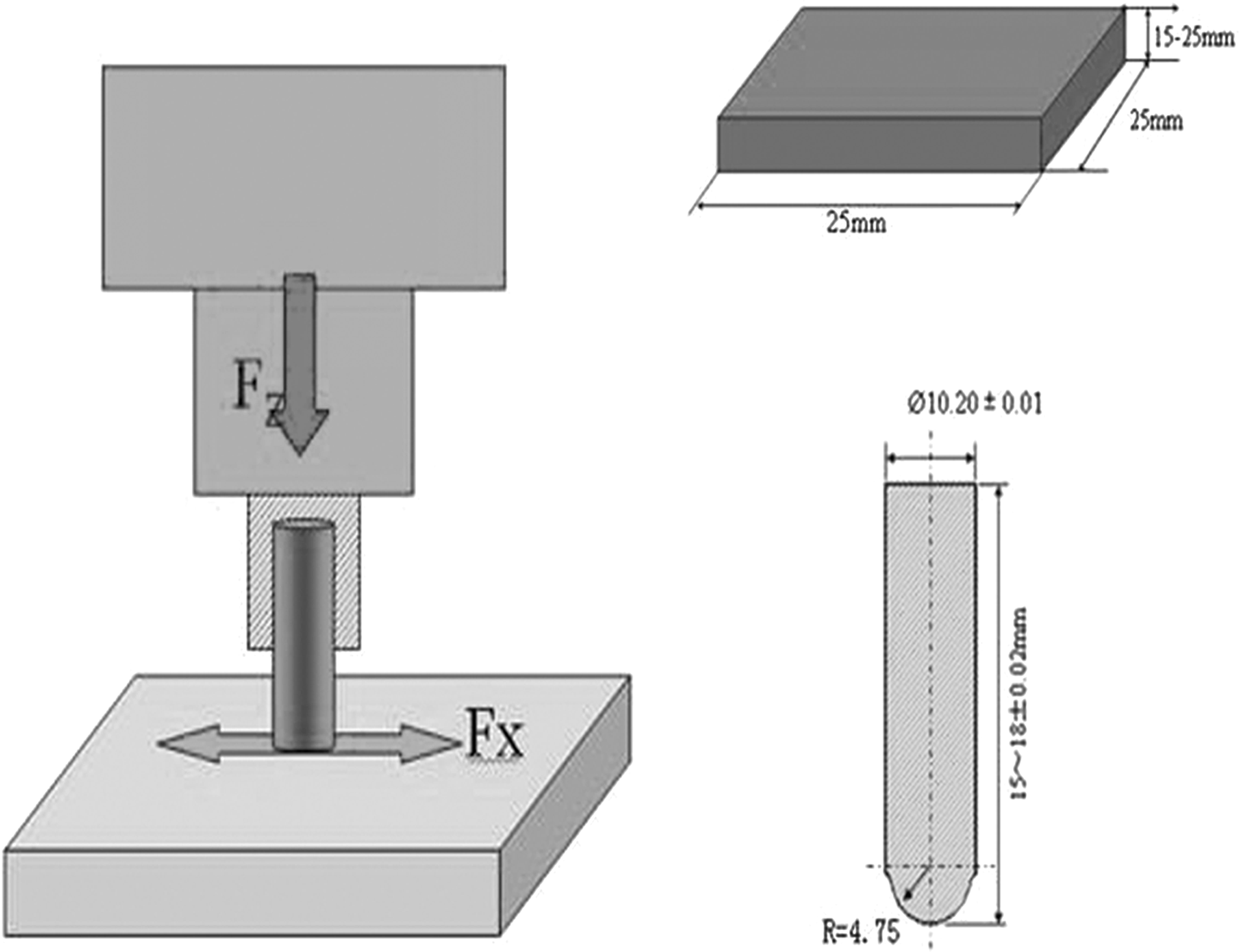
Schematic diagram and sample size for the frictional couple.
Each test was repeated three times or even more often if too large scatter was observed, the maximum variation between these experimental values was controlled within ±10%. The data represented in this article were the arithmetic mean values of the tests.
Analysis of worn surfaces
The worn surfaces were inspected by scanning electron microscopy (SEM, JSM-6363LV, JEOL, Japan). In order to increase the resolution for the SEM observation, each of the tested samples was coated with a thin gold layer to endow it with electric conductivity.
Results and discussion
The effects of the talc content on the COF and wear rate of PA6 at a sliding velocity of 1500 r/min and under different loads of 40 and 160 N are shown in Figures 2 and 3, respectively. The reduction of coefficient is not obvious according to the scope of experimental error, while the wear rate of the PA6 composites decrease first with the talc content up to 20 wt% and then increase thereafter. Under the applied normal load of 40 N, the lowest COF and wear rate are achieved by the addition of 10 and 20 wt% talc, respectively. In the case of 160 N, the lowest COF and best wear resistance composition are both achieved by the addition of 20 wt% talc. The COF reduction may be attributed to the layered structure of the talc. These layers are bonded together with a weak van der Waals force that allowed them to slide over each other and created slippery property when shear force was applied. Meanwhile, the addition of appropriate talc can increase the strength of the composites; talc as a hard phase in PA6 composites will support the load preferentially apart from noticeably reducing interaction between the matrix and the counterface, subsequently the tribological properties enhanced. However, above an optimum loading, tribological properties worsened, which may be due to the aggregate of talc. Figures 2 and 3 also show that the greater the applied load is, the higher the COF and wear rate are. It could be attributed to the friction-induced heat effects. At higher load, the temperature of the worn surface rose, the sample surface was intenerated and viscous flow occurred. Subsequently, the real contacting area between the polymer composite and counterface as well as the tendency of conglutination and the transfer of matrix increased, resulting in higher COF and wear rate.
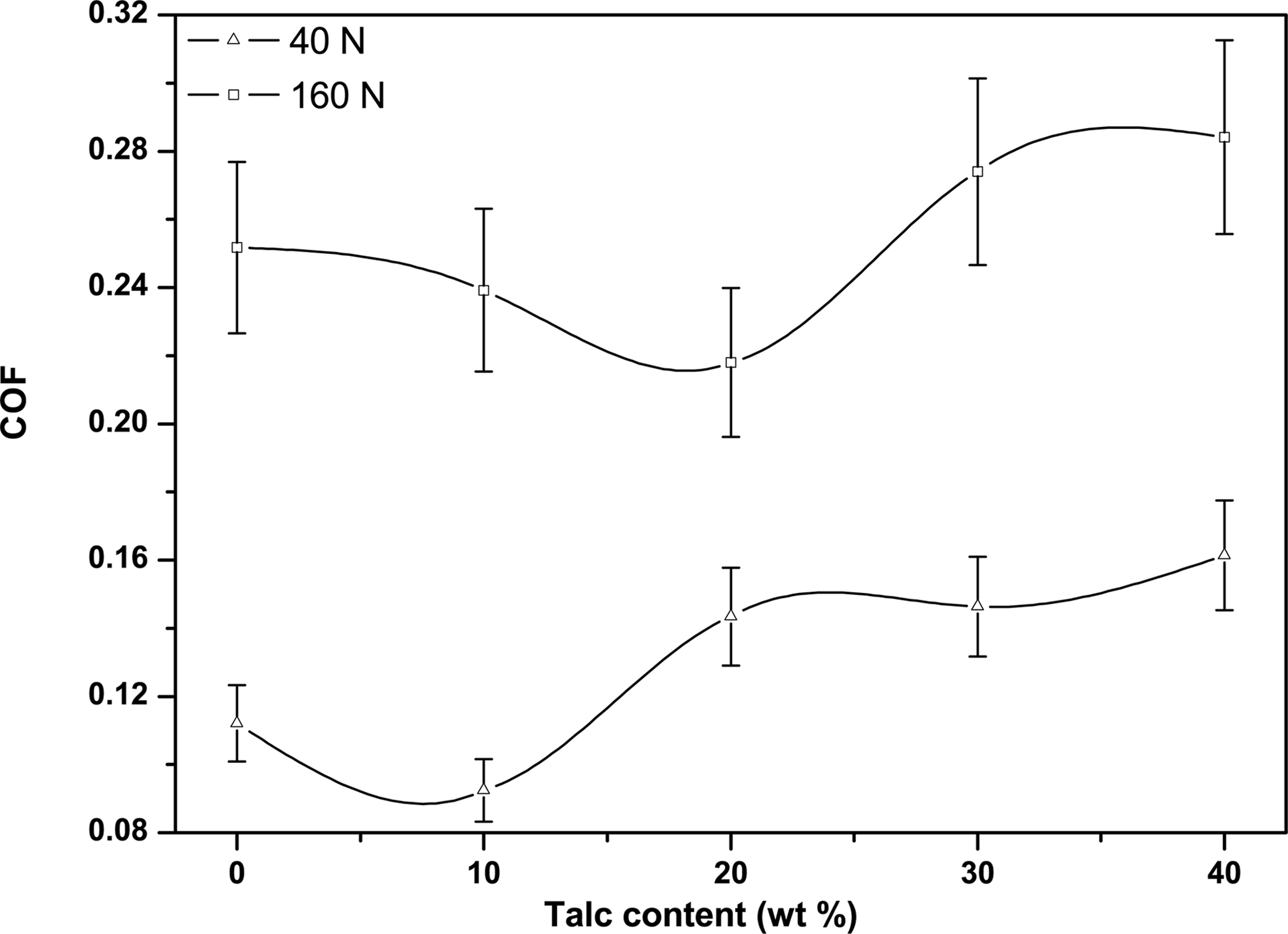
Effect of talc content on the COF of PA6 at 40 and 160 N, 1500 r/min.
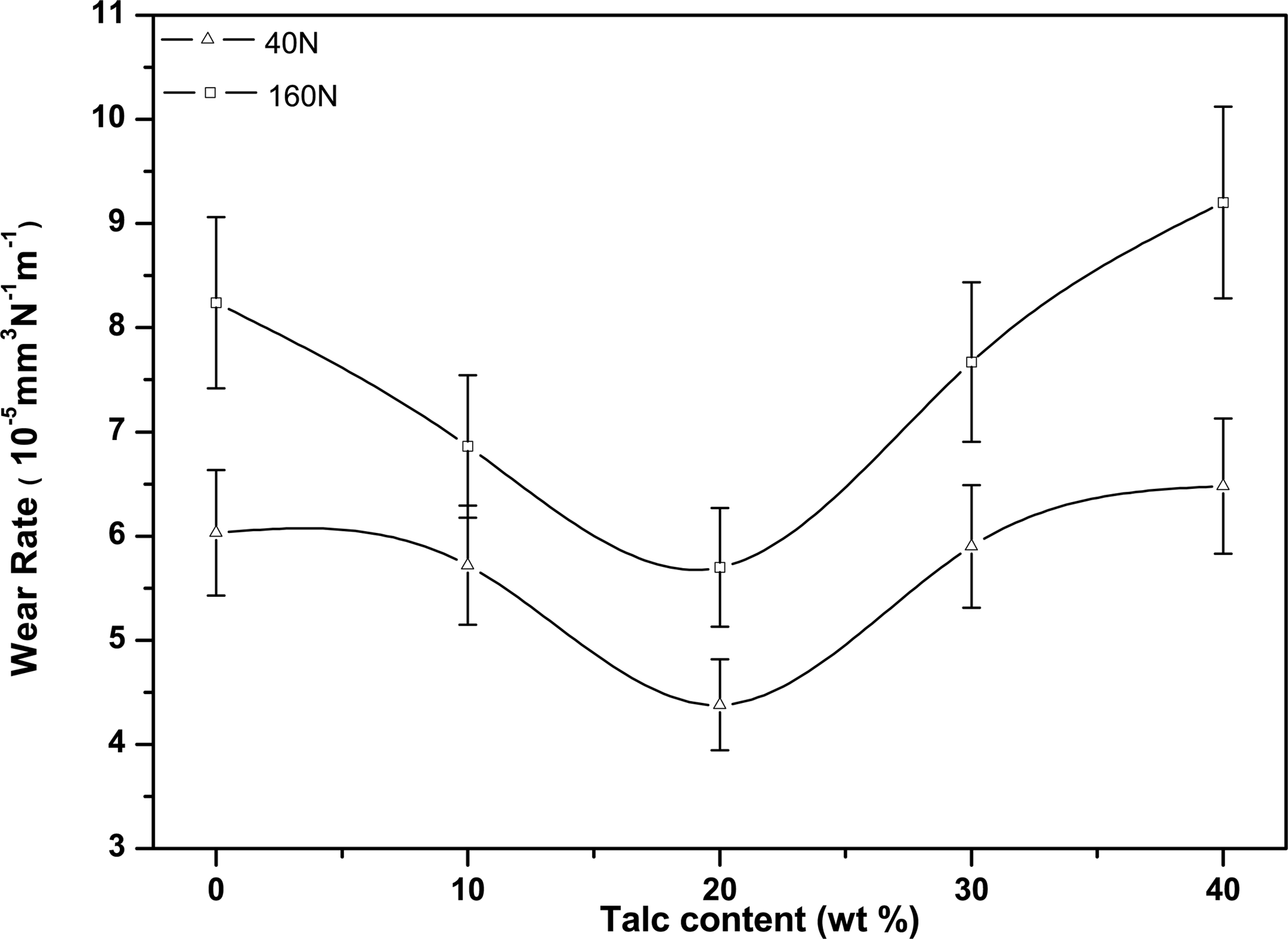
Effect of talc content on wear rate of PA6 at 40 and 160 N, 1500 r/min.
Figures 4 and 5 show the influence of the GF content on the COF and wear rate of PA6 composites at a sliding velocity of 1500 r/min and different loads of 40 and 160 N, respectively. While the similar trend to that of the influence of talc content on wear rate is observed, the COF and wear rate reached a lowest value at 15 wt% loading of GF at both test conditions. It was known that the GF in the composites appeared gradually and shared partial pressure, subsequently the actual area of contact decreased, so the COF of the composites reduced with the increasing of GF content. The improvement in wear resistance may be due to the reinforcement by GF, which increased the mechanical properties of the composites and prevented deformation of the relatively soft PA6. 26 However, when the GF content is larger than 15 wt%, the COF increases dramatically under 40 N but slightly under 160 N; meanwhile, the wear rate increases remarkably and even larger than that of pure PA6. It suggests that the composite’s surface seems to be sufficiently reinforced by the 15% GFs and further fiber addition is not effective in improving the tribological properties due to the abrasive nature of GF. The COF of the GF-reinforced PA6 composites increases with the increase in load. It may be due to that there were more fibers broken at higher load, so the abrasive wear became more severe, while the actual area of contact increased. It is interesting that when the GF is ≤15 wt%, the wear rates of GF/PA6 under 40 N are lower than that under 160 N, and the difference between the wear rate values under two loads decreases with the increasing GF contents; an inverse result takes hold when the content of GF is beyond 15 wt%, the wear rates of GF/PA6 under 160 N are lower. The wear losses of GF/PA6 composites were produced by both the worn of the matrix and the GF. At lower GF content, the worn of PA6 may be more dominant. With the increase of the load, the adhesion of the PA6 increased and the matrix was easily worn off from the sliding interface that corresponded with the higher wear rate at the higher load. With the increase in the content of GF, the worn of the GF might play a controlling role in wear loss. With the increase of GF, the GF fracture increased, at lower load the fractured fibers may be rubbed out from the wear interface during sliding. But under higher load, the fractured GF may be crushed into small particles and embedded into the worn surface, which corresponded with the relative lowered wear rate at higher load.
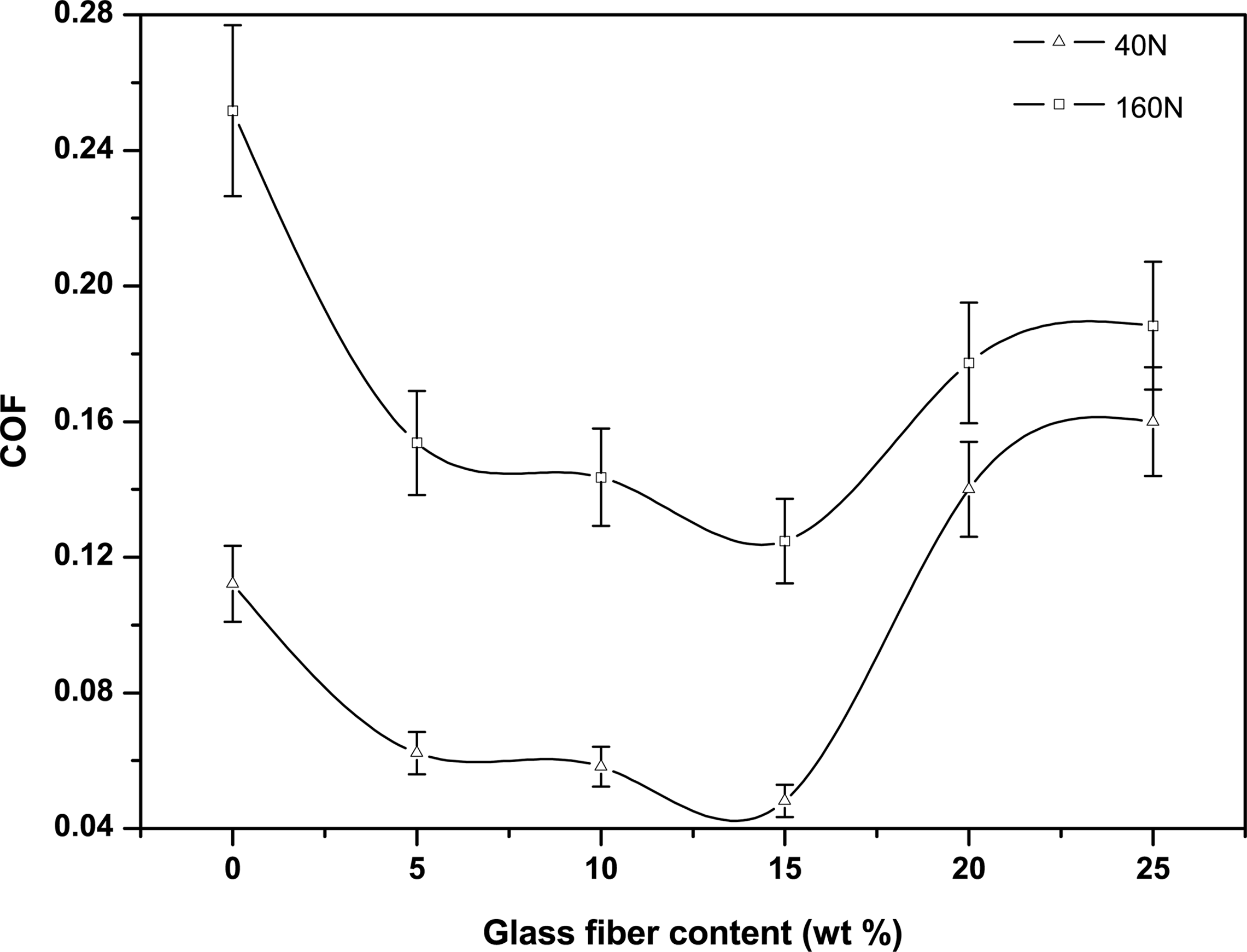
Effect of GF content on the COF of PA6 at 40 and 160 N, 1500 r/min.
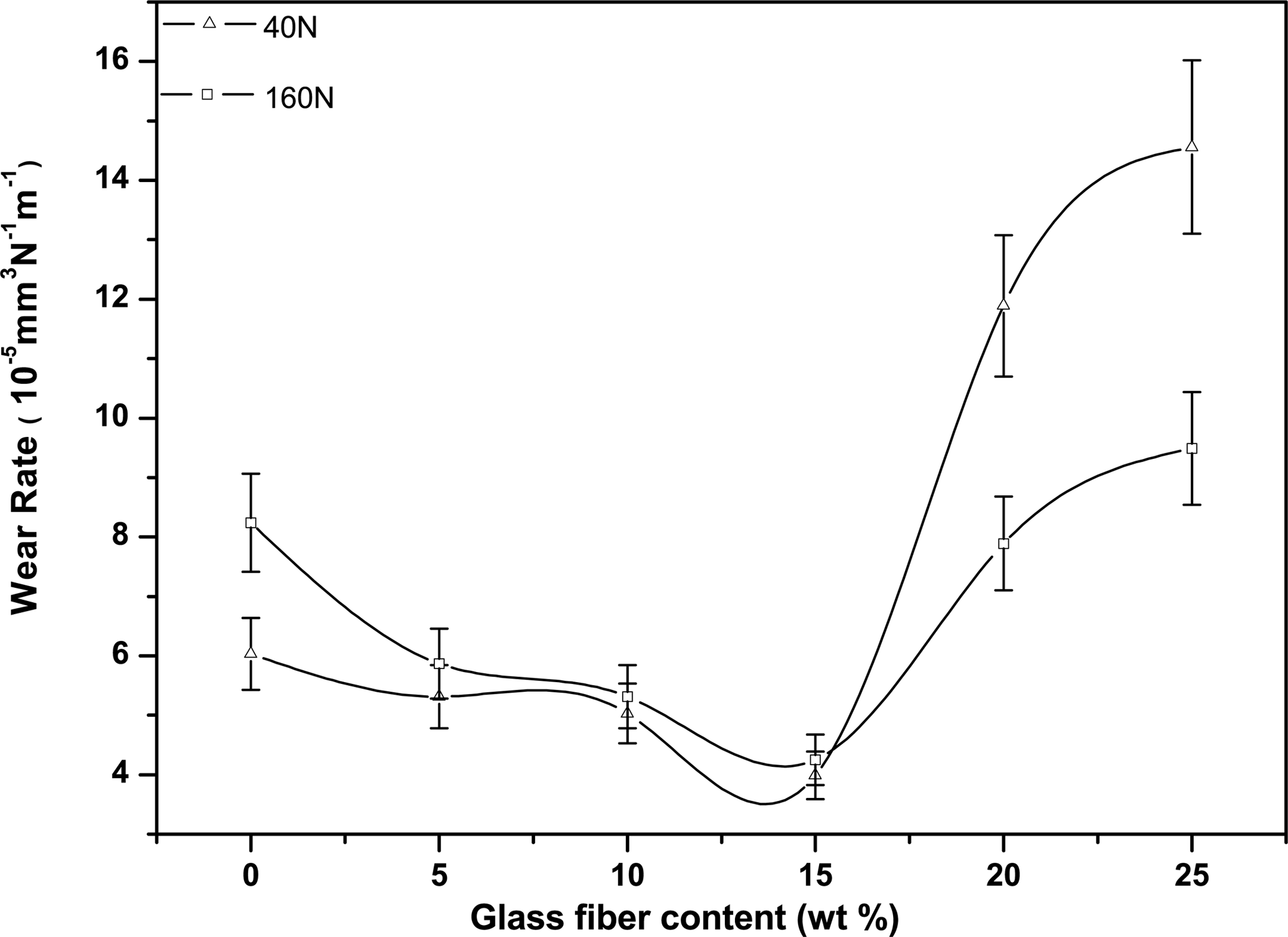
Effect of GF content on the wear rate of PA6 at 40 and 160 N, 1500 r/min.
Figures 6 and 7 show the friction and wear rate of combined solid lubricants-filled PA6 composites with and without GF at 40 N and 1500 r/min. The COF and wear rate of the PA6 composites increase with the addition of combined solid lubricants graphite and UHMWPE. As is well known, the compatibility between the solid lubricants and PA6 is poor, so the integrity of the matrix is destroyed by the incorporation of solid lubricants, subsequently the capacity for resisting deformation of the composite decline, so the higher COF of solid lubricants filled PA6 composites maybe due to the increased actual contact area during sliding. Meanwhile, the wear resistance also depends on the deformation ability of polymers (mechanical strength and surface hardness) and molecular chain rigidity. 27,28 The sample with graphite and UHMWPE may have poorer ploughing and cutting resistance than pure PA6 that seems to be corresponding with the elevated wear rate. After further incorporation of 15 wt% GF, the COF and wear rate reduced remarkably, the best tribological properties is achieved by 7 wt% graphite + 8 wt% UHMWPE + 15 wt% GF-filled PA6, which exhibits a COF of 0.016 and a wear rate of 2.45 × 10−5 mm3/Nm, the COF reduces by an order of magnitude and the wear rate by 59% than that of pure PA6. The GF and solid lubricant show synergism on improving the friction and wear performance. In this case, the GF-shared pressure prior and the solid lubricants promoted the formation of a lubricating film in the contact zone for the molecular layer of graphite and UHMWPE could easily slip and be transferred. It also shows that there is an optium ratio of 7/8 between grahite and UHMWPE, indicating that synergitic effect is also obtained between graphite and UHMWPE. Graphite can improve thermal conductivity of the composite, and UHMWPE with low-melting point in the combined solid lubricant may act as an adhesive for the composite, so interface interaction between graphite or GF and PA6 matrix enhanced quite a little, subsequently the friction and wear behavior improved.
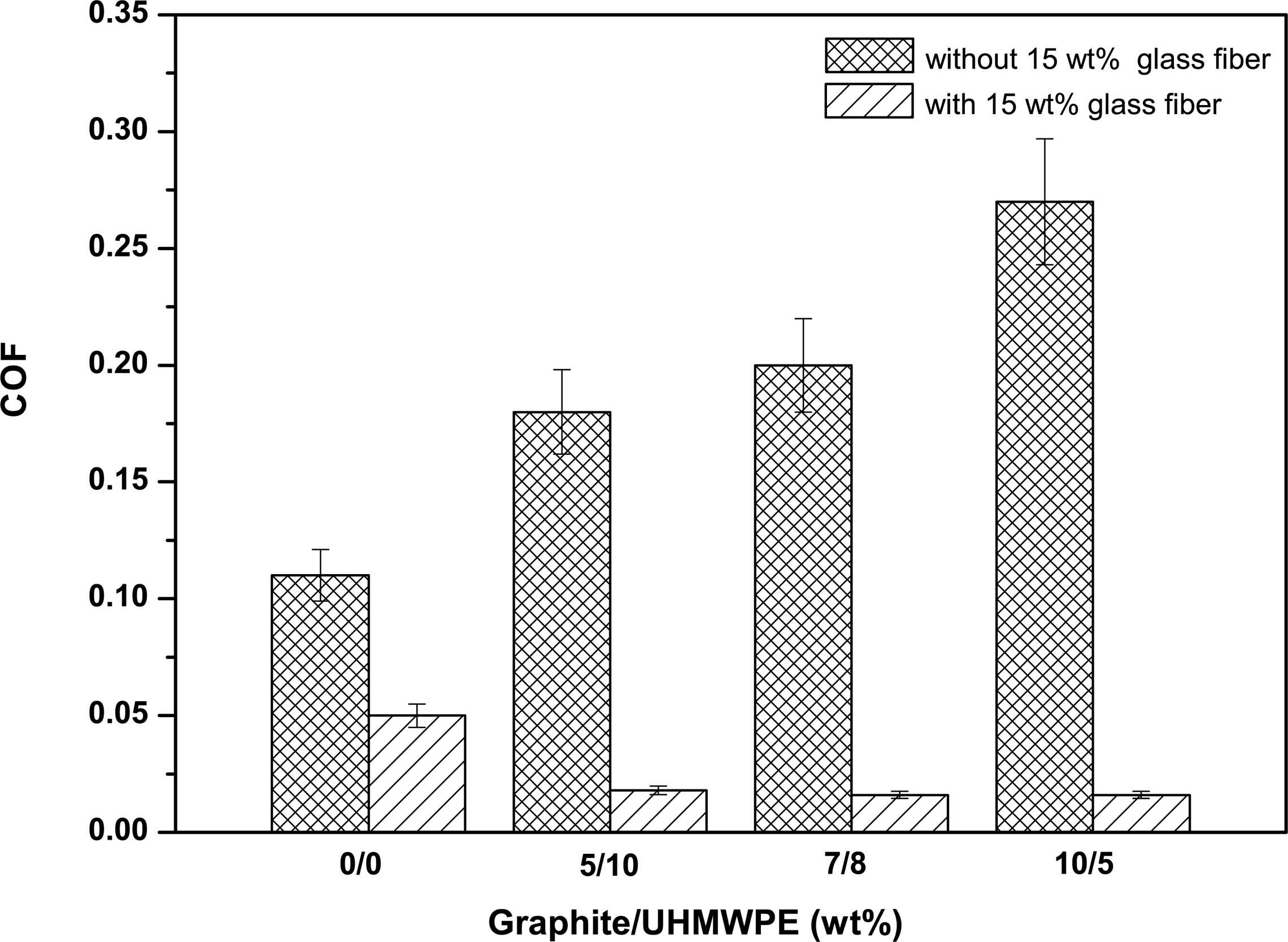
The COF of solid lubricants-filled PA6 with and without GF at 40 and 1500 r/min.
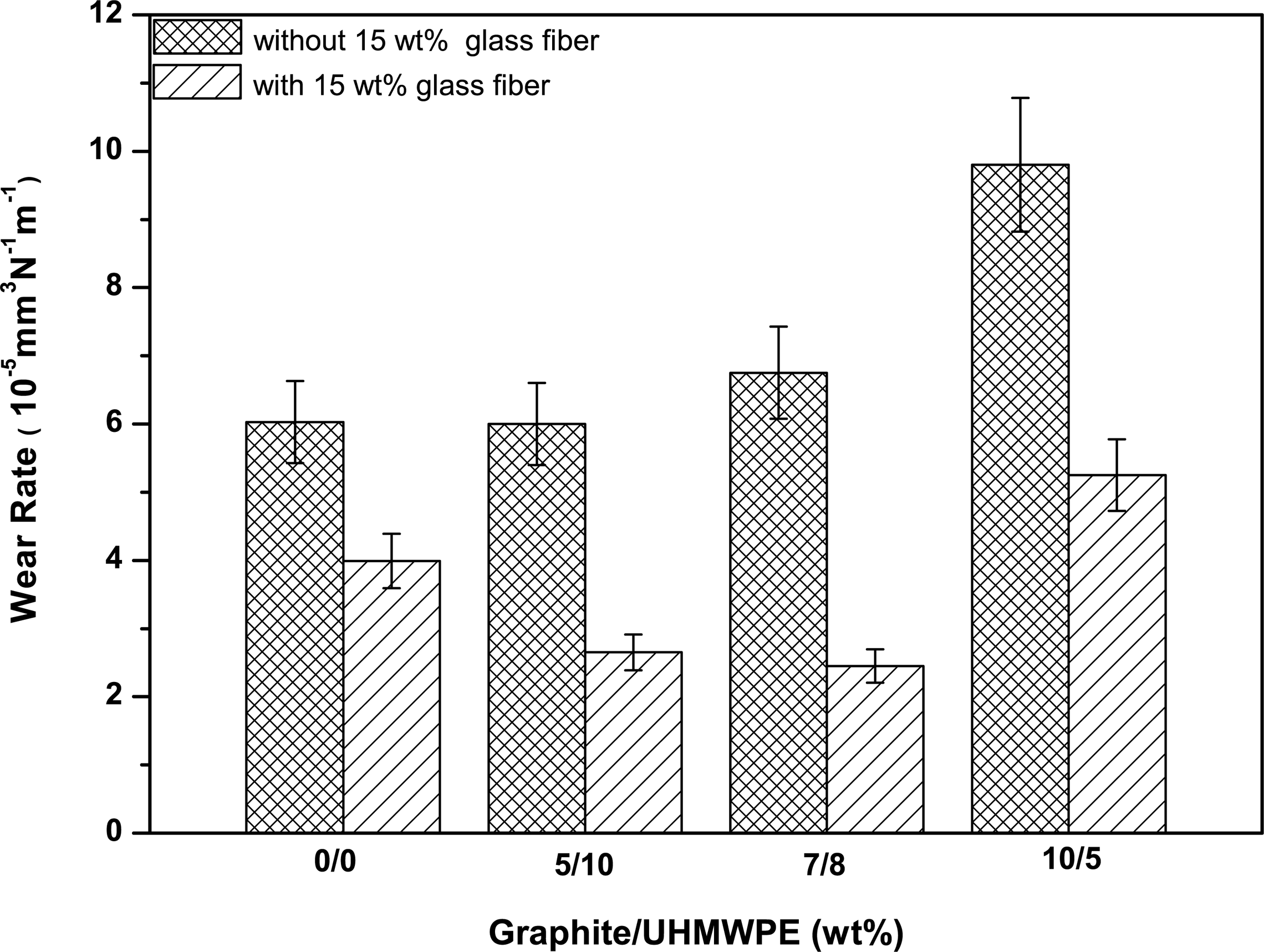
The wear rate of solid lubricants-filled PA6 with and without GF at 40 and 1500 r/min. PA: polyamide; GF: glass fiber.
The COF of PA6 and its composites versus time are shown in Figure 8. As shown in Figure 8, the friction stability of PA6 is significantly improved by the addition of talc and GF, especially at higher load condition. The feature of stick-slip is clear in the friction curve of PA6 at 160 N due to its high surface energy. After adding talc and GF, the fluctuation of the COF is alleviated and the stable wear period comes earlier. This may be attributed to the enhanced strength and the improved thermal stability 29 that can prevent the deformation and reduce the adhesion of the relatively soft PA6. From the figure, it is seen that the composite with combined solid lubricants indicates an initial rapid increase stage followed by a decrease stage, and then a steady stage at 40 N and 1500 r/min, which confirms the formation of transfer film on the counterface; PA6 composite with both GF and solid lubricants shows a very smooth line, which indicates that the wear process achieved steady stage quickly and there were almost no running-in stage, which also confirms the improved tribological properties.
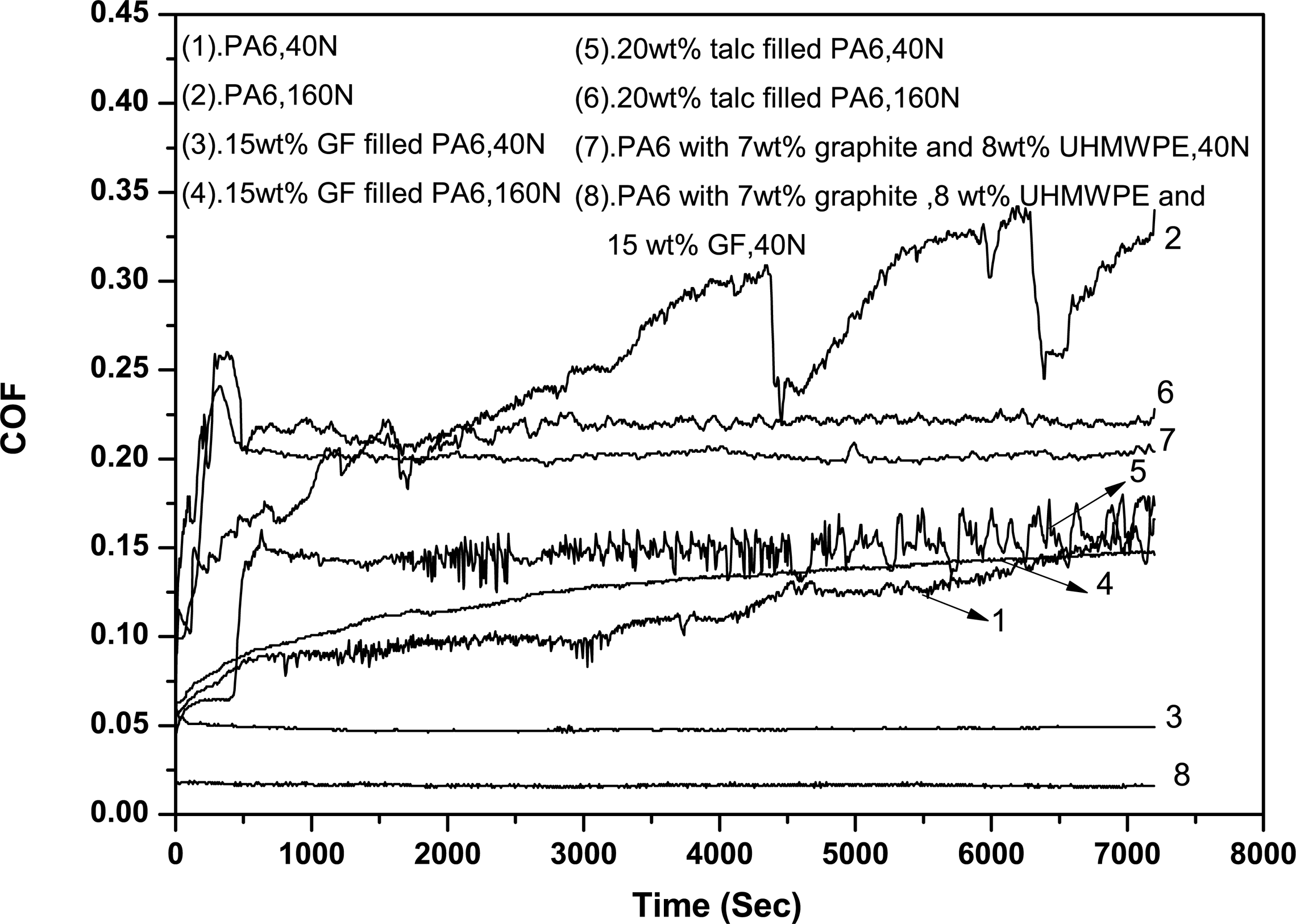
The COF versus testing time for PA6 and its composites, at 1500 r/min and two loads 40 and 160 N.
SEM images of the worn surface of PA6 and its composites are shown in Figure 9. As shown in Figure 9(a), the characteristic of plastic deformation is clear; the wear debris (the white lumpy substance in the upper right corner, which may act as abrasive particle and aggravate the abrasive wear) and cavity due to the removal of matrix are observed on the worn surface of pure PA6 at 160 N and 1500 r/min, which corresponds to the higher friction and wear. The grooves paralleled to the sliding direction are also detected, which indicates that the adhesion and abrasive wear are the main wear mechanism. Figure 9(c) and (d) shows the worn surface of 20 and 30 wt% talc-filled PA6 composites at 160 N and 1500 r/min. Compared with pure PA6 in Figure 9(a), the plastic deformation relieved and the wear debris on the worn surface are hardly detected, which indicates that the adhesion and removal of PA6 reduced. But the aggregations of talc are clearly seen in Figure 9(d), and the interfaces between PA6 and talc are distinct which may attribute to the worse tribological properties. Figure 9(e) and (f) shows the worn surface of 15 and 30 wt% GF-reinforced PA6, respectively. The worn surface of the 15 wt% GF-reinforced PA6 is much smoother, GFs exposed on the worn surface can carry the load prior and reduce the removal of PA6 matrix, which confirms the improvement in friction and wear properties. Figure 9(f) illustrates more destroyed worn surface in comparison with lower GF content (Figure 9(e)). While the GF is too excessive, it may be easily drawn out and fractured when losing the protection of the matrix, and further to aggravate the abrasive wear. In short, the main wear mechanism of the reinforced composites appears to be abrasive wear. Figure 9(b) shows the worn surface of PA6 under 40 N and 1500 r/min, the surface shows deep rill-like fold, it can be concluded that adhesive wear was the main wear mechanism. After incorporating graphite and UHMWPE, the worn surface is characterized by delaminating as shown in Figure 9(g), the peeling debris may be rubbed away during the repetitive sliding, and the produced wear debris on the worn surface would cause the increase of abrasive wear, so that the composite’s COF and wear rate are higher compared with pure PA6. The worn surface of solid lubricant and GF-filled PA6 is shown in Figure 9(h). The delaminating phenomenon and adhesion alleviate and the worn surface is characterized with microcracking, the removal of matrix reduces, which is corresponding to the best tribological properties.
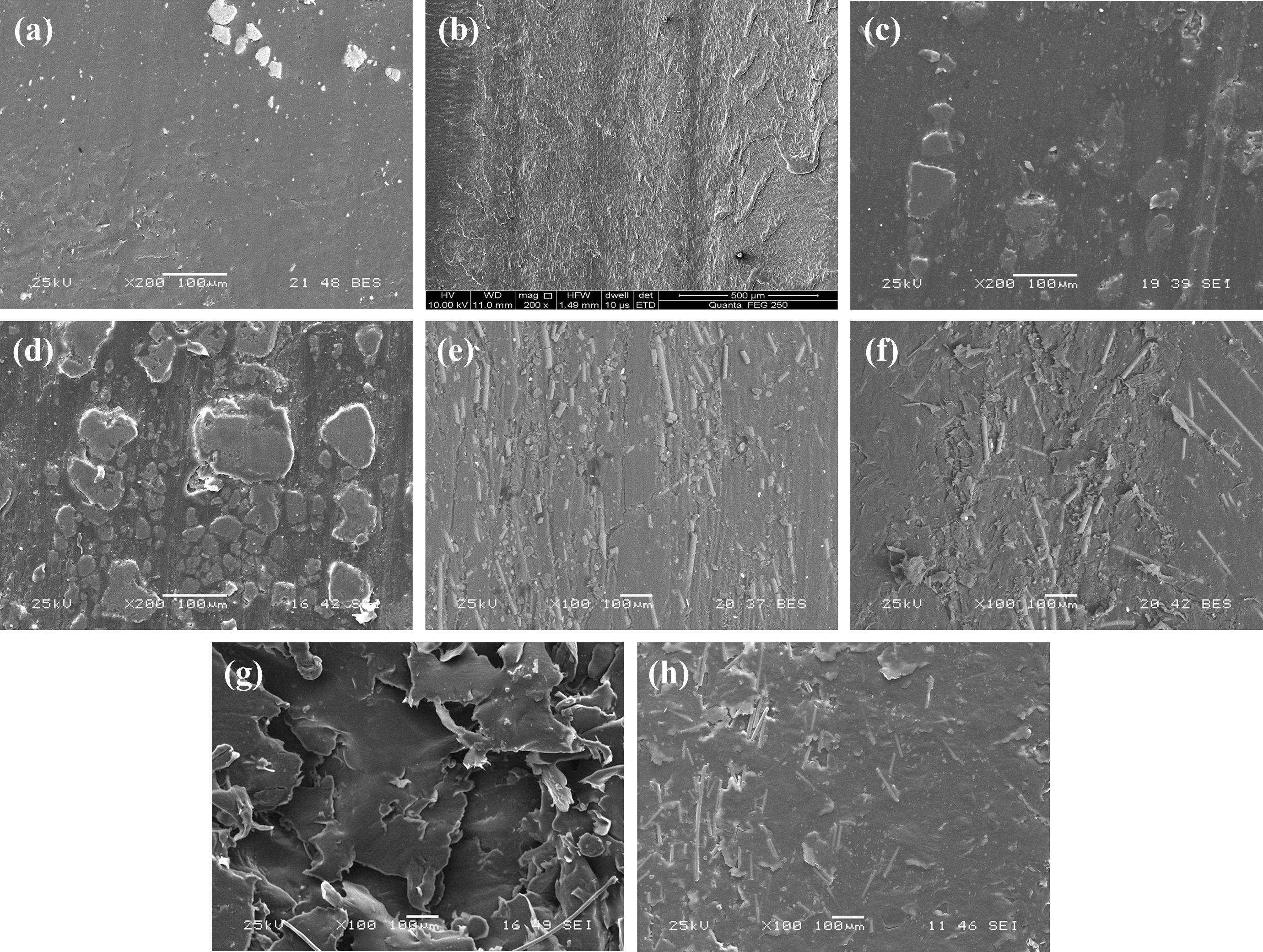
SEM images of the worn surface of (a,b) PA6 and its composites filled with (c) 20 wt% talc; (d) 30 wt% talc; (e) 15 wt% GF; (f) 30 wt% GF; (g) 7 wt% graphite and 8 wt% UHMWPE; and (h) 7 wt% graphite, 8 wt% UHMWPE, and 15 wt% GF. (a), (c)–(f) under 160 N, 1500 r/min, and (b), (g), and (h) under 40 N, 1500 r/min.
Conclusions
In the present article, the tribological properties of a series of PA6-based composites filled with talc, GF, and combined solid lubricant were systematically studied. The following conclusions can be drawn:
The tribological properties of PA6 were remarkably enhanced by the incorporation of appropriate talc and GF. The applied load played a key role on the tribological properties of PA6 composites. The COF of talc and GF-reinforced PA6 increased with the increasing load. The wear rate of talc-reinforced PA6 and lower content of GF-reinforced PA6 also increased with the increase of load, while the wear rates of higher contents of GF (20 and 25 wt%)-reinforced PA6 decreased with the increase of load. The combined solid lubricants (graphite and UHMWPE) increased the COF and wear rate of PA6. Further incorporation of GF reduced the COF and wear rate, the best tribological properties was achieved by 15 wt% GF + 7 wt% graphite + 8 wt% UHMWPE-filled PA6, which exhibited a COF of 0.016 and a wear rate of 2.45 × 10−5 mm3/Nm.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by State Key Laboratory for Powder Metallurgy of Central South University and by National Natural Science Foundation of China (51203193).