
Abstract
Within the scope of experiments, two kinds of biaxial weft-knitted (BWK) fabrics with aramid (AR) and polyamide (PA) 66 stitch fibers were used as reinforcement systems to fabricate thermoplastic composites with PA66 resin yarn. Then, the final composite became BWK with AR stitch yarn and cross-ply. The mechanical properties of composites were investigated by conducting tensile and three-point bending impact tests on specimens. In all specimens, PA66 was commingled with AR yarn. AR was used as reinforcement. In preliminary studies, AR unidirectional composites with AR/PA66 commingled fibers and with various twisting angles were produced and appropriate twisting angle was found out by conducting tensile test on specimens. Due to the random multiple cracks that changed the fracture behavior of BWK composites with AR stitch, the tensile properties of the BWK composites with AR stitch became lower compared with the cross-ply. However, the three-point bending impact properties of the BWK composites with AR stitch fiber were higher compared with the cross-ply.
Keywords
Introduction
In recent years, production of near-net shape preforms have received increasing interest due to the potential benefits of cost-effective manufacturing of knitting with advanced fibers, such as glass and aramid (AR). 1
In order to improve the mechanical properties, such as strength and stiffness, of weft-knitted fabric, straight yarns both in weft and warp directions can be integrated. These types of reinforcements are called biaxial weft-knitted (BWK) structures. Weft and warp yarn layers are held together by a stitching yarn system in BWK fabrics. Reinforcing yarns, for example, glass fibers (GFs) or AR fibers, can be used within all yarn systems. 2 The tensile properties of the BWK thermoset composites were reported by Demircan et al. 3
Nowadays, thermoplastic composites are being used in various industries such as automotive, wind turbines, and so on. The most important advantages of thermoplastics are their potential for rapid, low cost, and mass production of reinforced composites. On the other hand, the very high viscosity (usually 500–5000 Pa·s) of thermoplastic composites make them difficult to be processed in thermoplastic matrix composites. Therefore, some techniques, such as commingled yarn, were developed in order to improve processability of thermoplastic composites. The matrix fiber will be mixed with reinforcing fiber in commingled yarn technique, and this technique proved to be a cost-effective method for processing of thermoplastic composites. 4,5 Therefore, the commingled yarn technique was chosen in order to fabricate the BWK preforms. Some research has been carried out to find out consolidation quality of GF/polypropylene (PP)-commingled yarn-based composites. 6,7
Knitted fabric-reinforced thermoplastic composites with commingled fibers were studied by some researchers. 8,9 The tensile properties of knitted fabric-reinforced composites made from GF/PP-commingled yarn with different loop densities were investigated by Zaixia et al. 4 They found that the tensile strength of the composites increase followed by a slight decrease as the loop density of preform increases. Rios et al. 10 studied damage development and tensile properties of weft-knitted composites. Mechanical properties of knitted fabric composites were investigated by Hamada et al. 11 They conducted tensile, three-point bending, and plate-bending tests on knitted composites. Tensile, three-point bending, and impact properties of textile-inserted PP/PP-knitted composites using injection–compression molding were reported by Khondker et al. 12 The tensile properties of weft-knitted composites for energy absorption were studied by Xue et al. 13 Fabrication and mechanical properties of AR/nylon plain-knitted composites were reported by Khondker et al. 14 They investigated mechanical properties of AR/nylon and AR/epoxy composites and their relationships to the fiber/matrix interfacial adhesion. Moreover, only a few numbers of contributions were made about mechanical properties of BWK composite, 15–17 Demircan et al. 18,19 reported bending and impact properties of BWK composites.
In the literature, contributions about the mechanical properties of knitted composites were reported, which were explained above. However, only a few numbers of contributions were made about the mechanical properties of the BWK and cross-ply thermoplastic composites. The purpose of this research is to characterize the mechanical properties of the BWK and cross-ply textile composites. In this study, we investigated tensile and three-point bending impact properties of the BWK and cross-ply thermoplastic composites. Our study showed that twisting can improve the knit ability of commingled fibers. The obtained results of this study can be used to design new textile preforms during development of different composite materials.
Materials and methods
Selection of intermediate fiber of unidirectional composites
AR reinforcement yarn (Kevlar-29, 1670 dtex, Dupont-Toray Co Ltd, Japan) was commingled with nylon resin yarn polyamide 66 (PA66, 44 dtex × 31 = 1364 dtex, Asahi Kasei Ltd, Japan). The background of this research is shown in Figure 1(a) to (d).
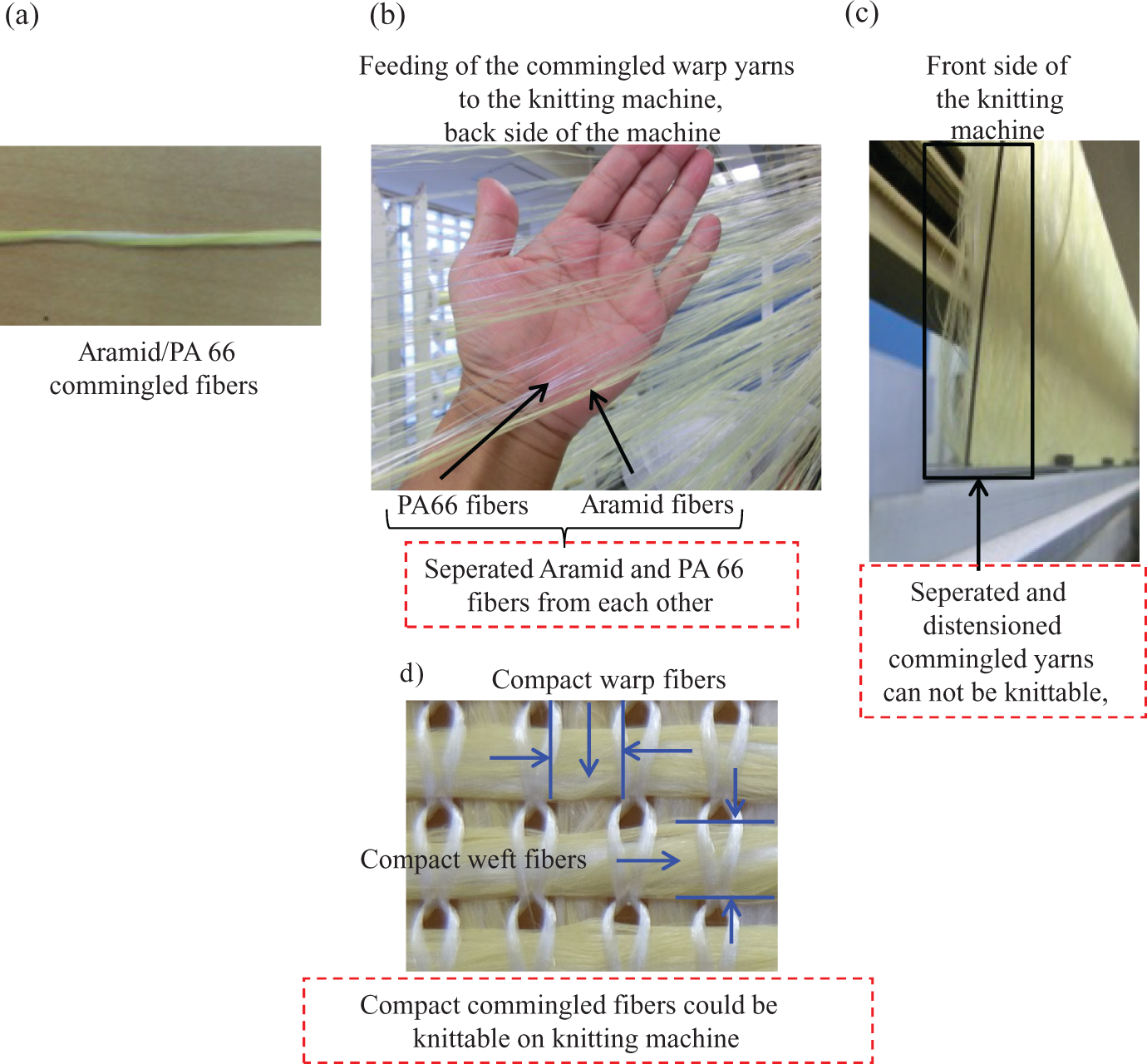
Photographs showing background of the research (a) commingled fibers (AR/PA66), (b) the feeding of the commingled warp yarns to the knitting machine and the separated AR and PA66-commingled fibers, (c) the front side of the machine with the commingled warp yarns and separated and distensioned commingled yarns, and (d) the compact commingled fibers could be knittable on the knitting machine.
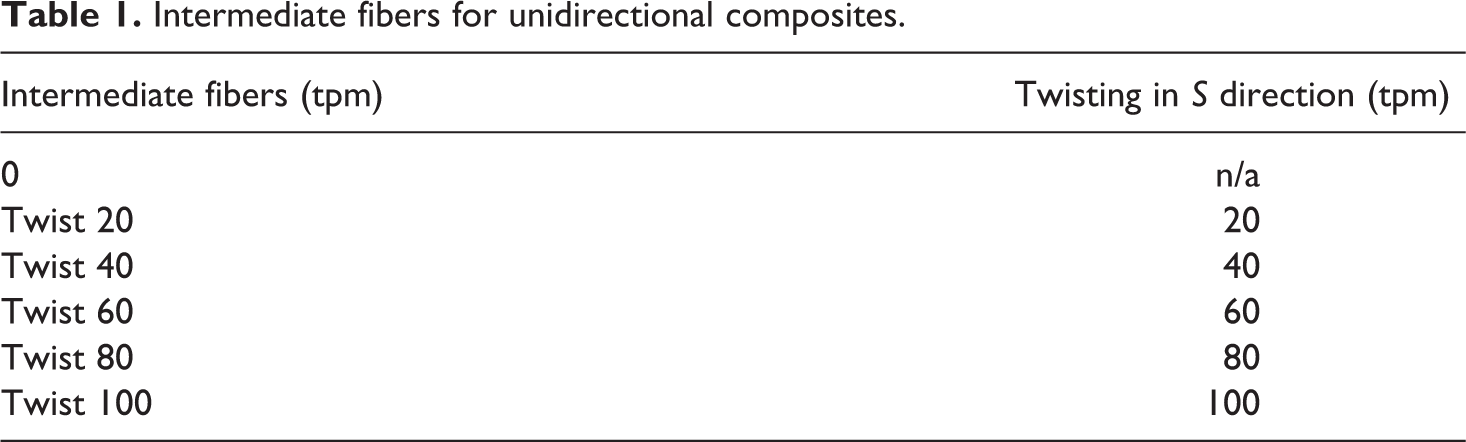
Figure 1(a) shows the photograph of commingled fibers (AR/PA66). The photograph of the feeding of the commingled warp yarns to the knitting machine is shown in Figure 1(b). During the feeding of the commingled warp yarns, the AR and PA66 fibers were separated from each other that were shown in Figure 1(b). Figure 1(c) shows the photograph of the front side of the machine with the commingled warp yarns. The separated and distensioned commingled yarns could be seen in the photograph. Because of the separation and distension of the fibers, the commingled yarns couldn’t be knittable on the knitting machine. In order to overcome this problem, the commingled fibers were brought together by twisting and we called them compact-commingled fibers. Figure 1(d) shows the photograph of the BWK fabric with the commingled warp and weft yarns. The compact-commingled fibers could be knittable on the knitting machine as shown in Figure 1(d). Table 1 shows the processing conditions of intermediate fiber.
Intermediate fibers for unidirectional composites.
Experimental procedure of UD composites
AR unidirectional (UD) thermoplastic composites with twisted (20, 40, 60, 80, and 100 twist/m (tpm), in S direction) and nontwisted (0 tpm)-commingled fibers (1670 dtex Kevlar/1364 dtex PA66) were fabricated on hot-press compression machine. First, the fibers were wound 30 times on a metal frame, and then, they were stayed for 12 h in vacuum oven at 100°C in order to remove moisture from commingled fibers. And then, they were put on the mold and the hot-press machine. The molding pressure, temperature, and time were 6 MPa, 300°C, and 2.5 min. Later, mold was cooled under molding pressure until arriving the crystallizing temperature, that is, 50°C. After that, tensile properties of UD composites were studied in order to find the effect of twisting process. The average volume fractions and thickness of specimens were about 61% and 0.6 mm. The volume fraction (V
f) of the AR fibers in the UD composites was calculated using the following equation:
where A is the cross-sectional area of the AR fiber, h is the thickness of the laminate, and W is the width of the laminate.
The composite coupons had a nominal dimension of 200 × 20 × 0.6 mm3. Tensile tests were conducted on the specimens according to ASTM-D303 standard using universal testing machine (type 55R4206, Instron, Japan) under displacement control with speed 1 mm/min.
Tensile properties of commingled fibers (1670 dtex Kevlar/1364 dtex PA66) with the 0, 20, 40, 60, 80, and 100 tpm twisting were also studied using universal testing machine type 55R4206 (Instron), under displacement control with speed 1 mm/min. The span lengths of the specimens were 150 mm.
Results of tensile properties of AR/PA66-commingled fibers and selection of intermediate fiber of UD composites
Tensile test results of the commingled fibers (1670 dtex Kevlar/1364 dtex PA66) with the 0, 20, 40, 60, 80, and 100 tpm twisting are shown in Figure 2(a). The AR/PA66 commingled fibers with 40 tpm twisting showed the highest tensile strength than other twisting levels. As the twisting number increases, the tensile strength of the fibers also increases. By applying 20 tpm twisting on the commingled fibers, the tensile strength (21.9 grams per denier (gpd)) was improved by 10.6% and by applying 40 tpm twisting on the commingled fibers, the tensile strength (27.3 gpd) was improved about 37.7% compared with the 0 tpm (19.8 gpd). When we further increase the twisting from 40 to 100 tpm, however, the tensile strength was reduced; it (tensile strength at 100 tpm = 25 gpd) was still higher than 0 and 20 tpm (19.8 and 21.9 gpd).
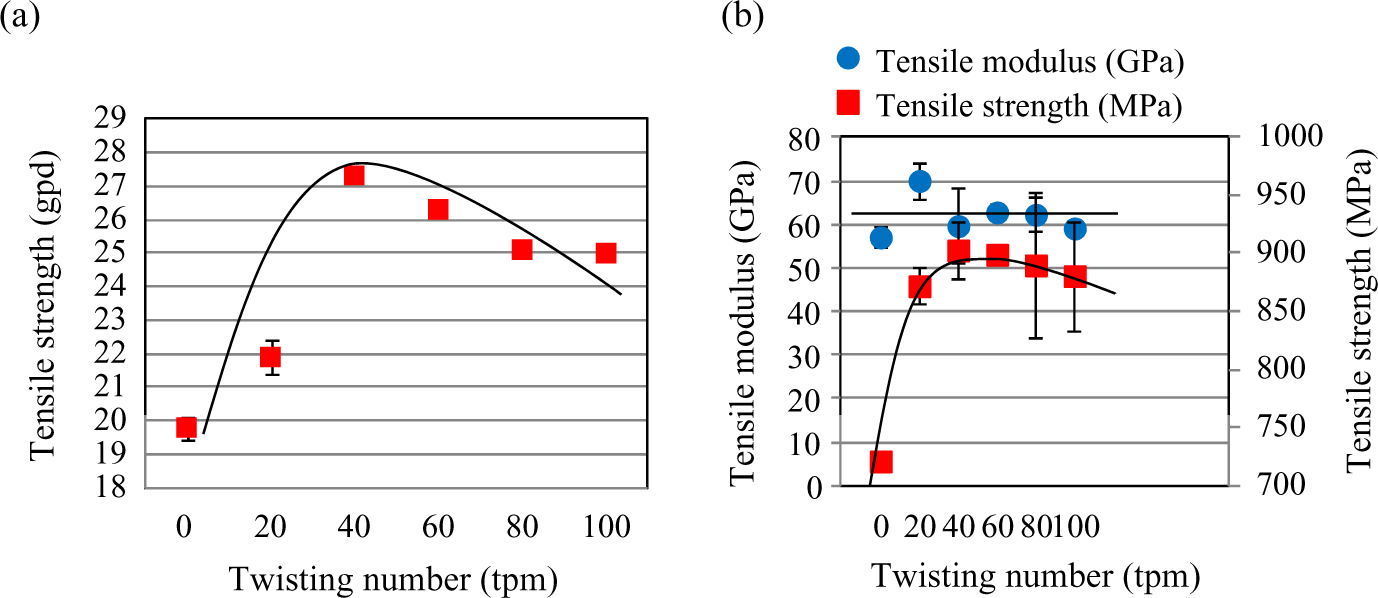
Tensile test results of (a) AR commingled fibers with 1670 dtex Kevlar/1364 dtex PA66 and (b) AR UD composites with 1670 dtex Kevlar/1364 dtex PA66.
The experimental results show that the strength of the commingled yarns can be improved by a slight twist. Interlocking mechanism might be responsible to rise to the higher tenacity at small degrees of twist. The filaments are held together by radial forces and friction in the interlocking mechanism and followed this single fiber to fail more than once. On the other hand, a high degree of twist damages the fibers and reduces the tensile strength of the yarn.
Figure 2(b) shows the tensile test results of the AR UD composites (1670 dtex Kevlar/1364 dtex PA66) with 0, 20, 40, 60, 80, and 100 tpm twisting. Tensile modulus was almost same with increasing the twisting from 0 to 100 tpm. The UD composites with the AR/PA66-commingled fibers with the 40 tpm twisting showed the highest tensile strength (902.8 MPa) than the other specimens like the tensile test results of the AR/PA66-commingled fibers. The tensile strength of the UD composites (872.1 MPa) with the 20 tpm twisting were increased about 20.9% compared with the nontwisted (0 tpm, 721.1 MPa) specimen. The tensile strength of the UD composites with 40 tpm twisting were increased about 25.2% compared with the nontwisted (0 tpm) specimen. By increasing the twisting from 20 to 40 tpm, the tensile strength was improved about 3.5%. From 40 to 100 tpm the tensile strength started to decrease.
The tensile strength of the composite specimens was mainly controlled by the reinforcement fibers. When the fiber strength was increased by twisting, the composite strength was also increased. On the other hand, the twisting hinders the penetration of the matrix between the filaments of the bundle with the consequence of lower outer bond. This might be the reason for the reduction of the tensile strength of the AR UD composites from 40 to 100 tpm. The very good agreement between both tests (Figure 2(a) and (b)) has supported our experimental results.
By increasing the twisting from 0 to 20 tpm, the tensile strength of the UD composites was improved about 20.9%. That was 3.5% from 20 to 40 tpm. The significant improvement of the tensile strength of the UD composites was achieved by increasing the twisting from 0 to 20 tpm. Therefore, 20 tpm twisting level was selected to apply the twist on the commingled fibers (1670 dtex Kevlar/1364 dtex PA66). Applying 20 tpm twisting on the commingled fibers in comparison with nontwisted (0 tpm) specimen showed (i) knittability of BWK fabric on knitting machine and (ii) higher tensile properties of the UD composites.
Experimental procedure of biaxial weft-knitted and cross-ply composites
Materials
The above-mentioned commingled yarns (1670 dtex Kevlar/1364 dtex PA66) with 20 tpm twisting were used as biaxial materials (warp and weft yarn) in the BWK fabric. AR with 440 dtex (Kevlar-29, Dupont-Toray) and 235 dtex PA66 were used as stitch yarns. In all thermoplastic composite panels, the AR was used as reinforcement, and the PA66 was used as resin yarn. Table 2 shows the parameters of the BWK fabric. Two types of BWK fabric, (i) BWK fabric with the AR stitch yarn, (ii) BWK fabric with the PA66 stitch yarn, were produced on a flat-bed knitting machine (Shima Seiki Mfg Ltd, Japan). The BWK fabric with the AR stitch yarn was used to fabricate the BWK composites with the AR stitch yarn. The BWK fabric with the PA66 stitch yarn was used to fabricate the cross-ply composites. Schematic drawing of the BWK fabric is shown in Figure 3(a) to d). Figure 3(a) depicts the warp and weft yarns. The knitted fabric with stitch yarn is shown in Figure 3(b), and Figure 3(c) and (d) shows the BWK fabric with warp, weft, and stitch yarns.
Parameters of the BWK fabric.
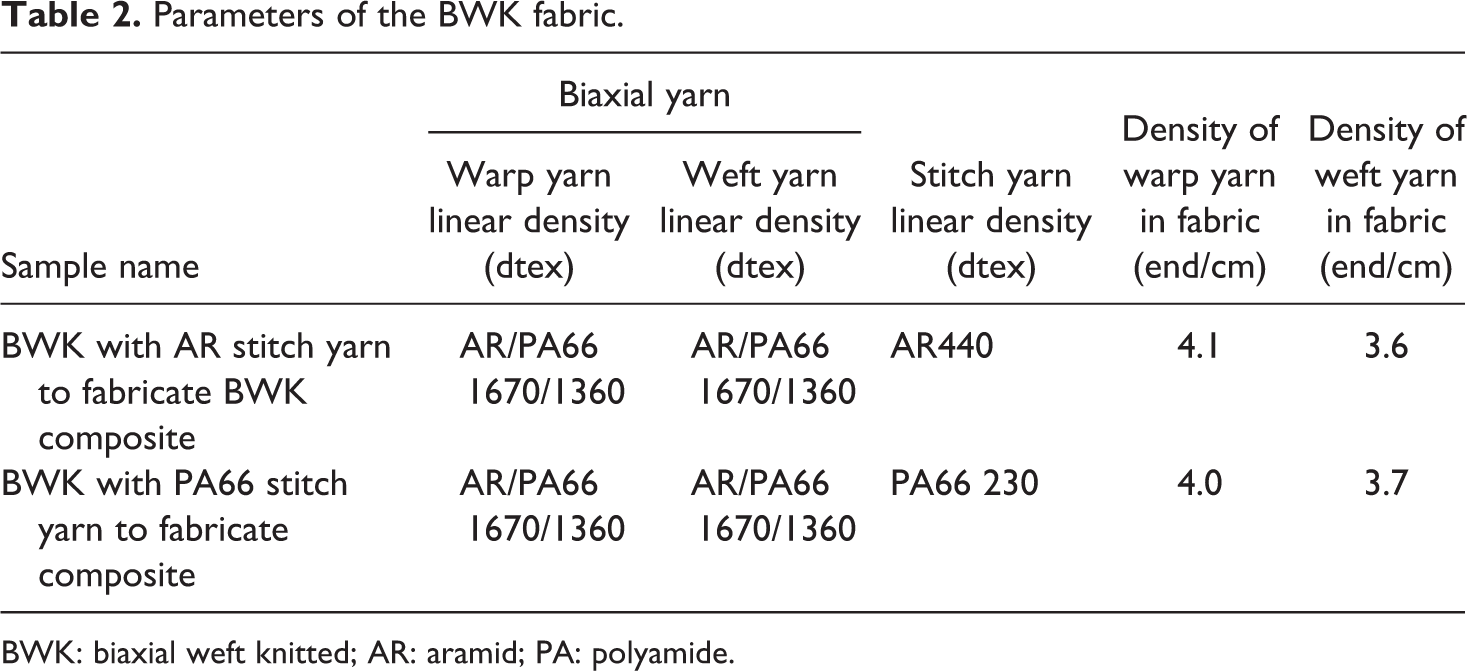
BWK: biaxial weft knitted; AR: aramid; PA: polyamide.
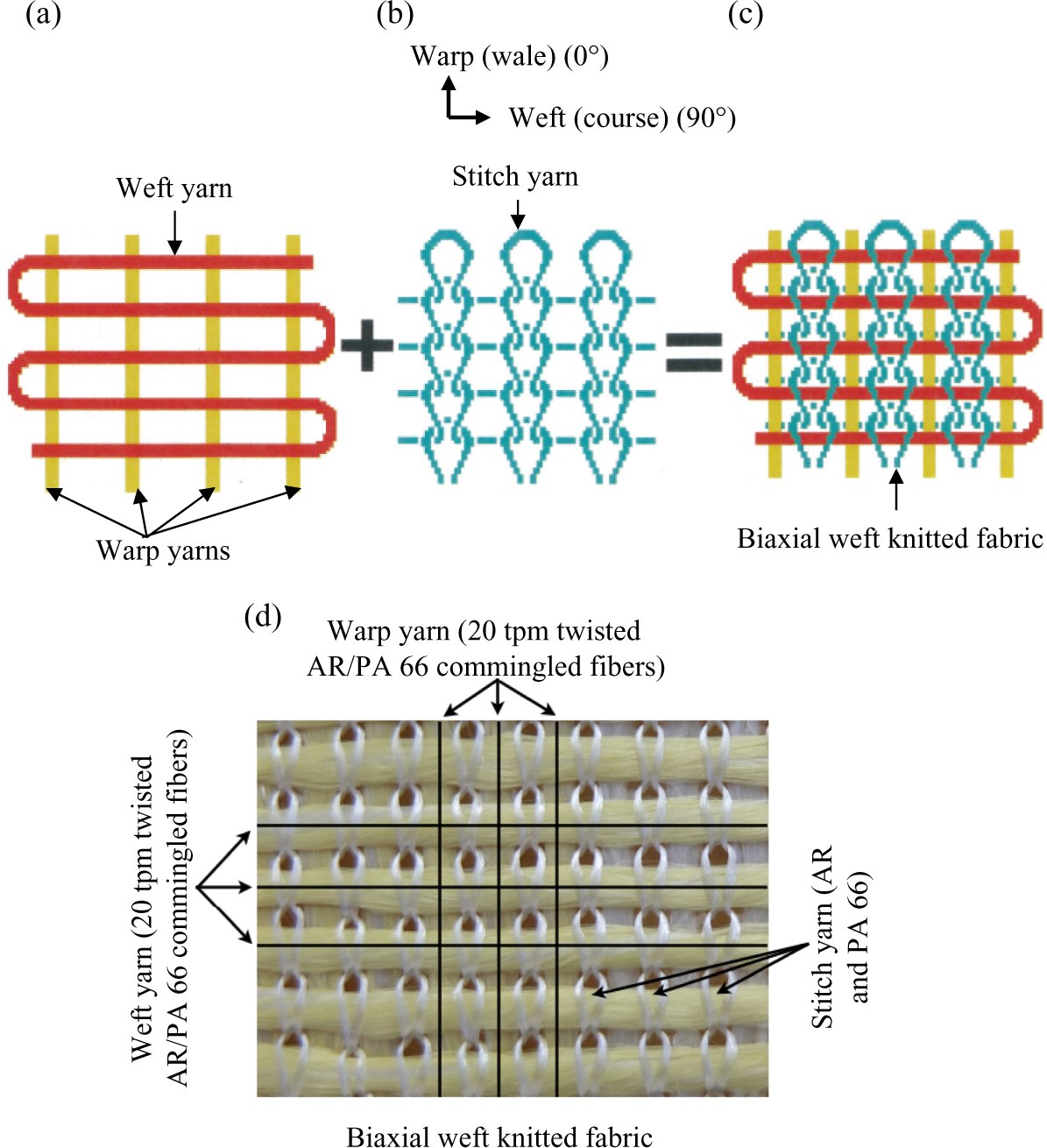
Schematic drawing of the BWK fabric (a) the warp and weft yarns, (b) the knitted fabric with stitch yarn, and (c) and (d) the BWK fabric with warp, weft, and stitch yarns.
Fabrication method
BWK with 2 and 10 layers and cross-ply composites were fabricated on hot-press machine. During fabricating of the cross-ply composites, the PA66 stitch fibers in the BWK fabric were melted and disappeared and became resin. Only the AR warp and weft fibers stayed in the cross-ply composites. During fabricating of the BWK composites with the AR stitch fiber, the AR stitch fibers in the BWK fabric weren’t melted, and the AR stitch fibers stayed after fabrication of composites with the AR warp and weft fibers.
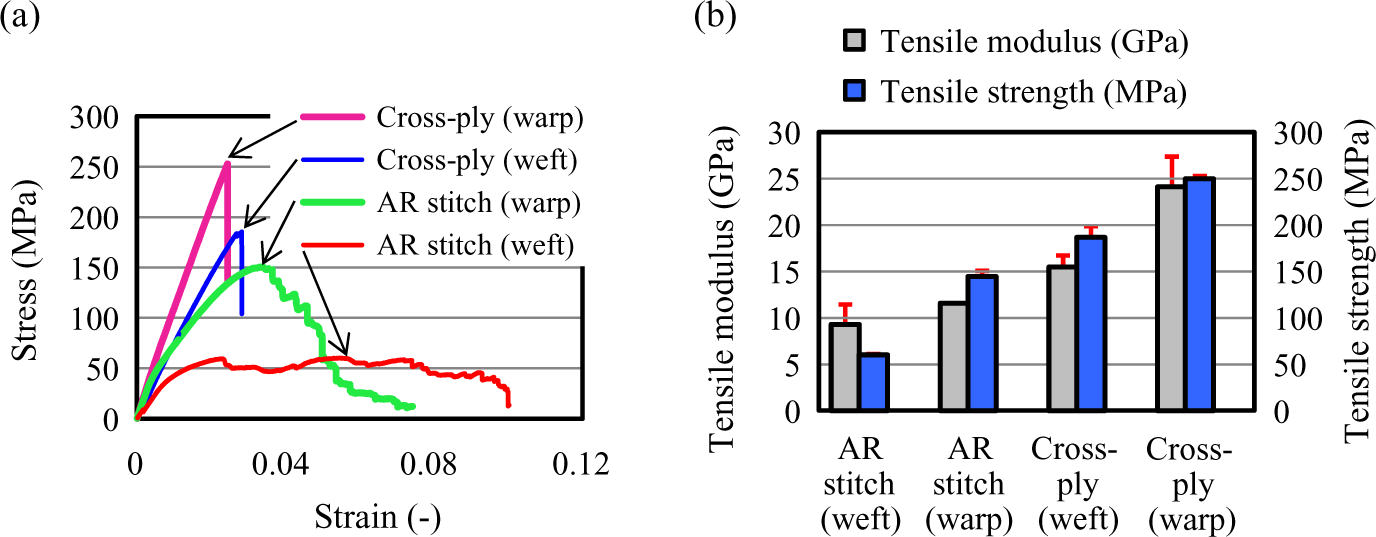
Fiber volume fraction and thickness of composites.
UD: unidirectional; BWK: biaxial weft knitted; AR: aramid.

where B is the weight of the AR reinforcement, ρ f is the density of AR fiber (1.44 g/cm3), A is the area of the laminate, and h is the thickness of the laminate.
Total fiber volume fraction of the 2- and 10-layer specimens with the AR stitch fiber (52 and 61.9%) was higher than that was with the cross-ply (46 and 54.5%). On the other hand, when we compare the values of warp and weft yarn V fs of the 2- and 10-layer specimens, the specimen with the cross-ply (22.1 and 23.9% for 2 layers weft and warp and 26.2and 28.3% for 10 layers weft and warp) was about 5% higher in V f value than that was with the AR stitch fiber (16.8 and 19.1% for 2 layers weft and warp and 20 and 22.8% for 10 layers weft and warp).
Mechanical characterization
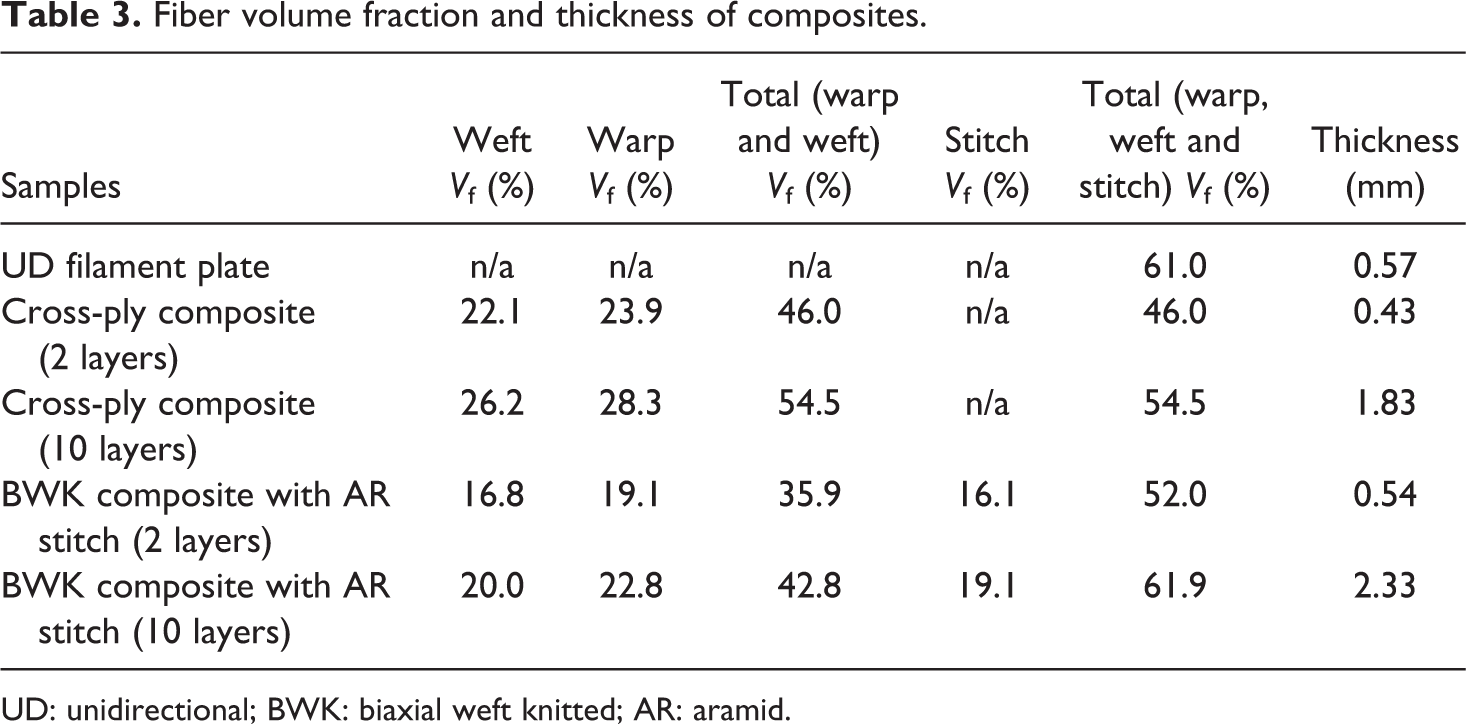
Tensile tests were conducted on 2 layers BWK and cross-ply composites. Same testing conditions and geometry of the specimens like AR UD composites were used for tensile test of 2 layers composite specimens. Tensile tests were conducted on the specimens according to ASTM-D303 standard in course (weft yarn) and wale (warp) directions. The measurements of tests were performed using a universal testing machine (type 55R4206, Instron) under displacement control with 1 mm/min speed. Figure 4(a) shows the geometry of the specimen from tensile test. In this figure, laminate and aluminum thickness is shown with t c and t Al. The value of t Al tabs was 0.5 mm. The composite coupons had a nominal dimension 200 × 20 × 0.5–0.4 mm3 for tensile test.
Geometry of the specimen (a) tensile test and (b) three-point bending impact test.
Figure 4(b) shows the test set up and geometry of the specimen from three-point bending impact test. The three-point bending impact tests were conducted on 10 layers BWK and cross-ply specimens according to JIS-K7084 standard in the course (weft) and wale (warp) directions. The three-point bending impact damages were inflicted on different specimens in a drop-weight test using Dynatup 9250HV-type universal testing machine (Instron). The drop weight was used as an impactor for the tests. The weight of the impactor was 6490 g, and the incident impact energy was 20 J for the three-point bending impact test. The composite coupons had a nominal dimension of 50 × 10 × 1.8–2.3 mm3 for three-point bending impact test. Test span length was 35 mm.
Results and discussions
Tensile properties
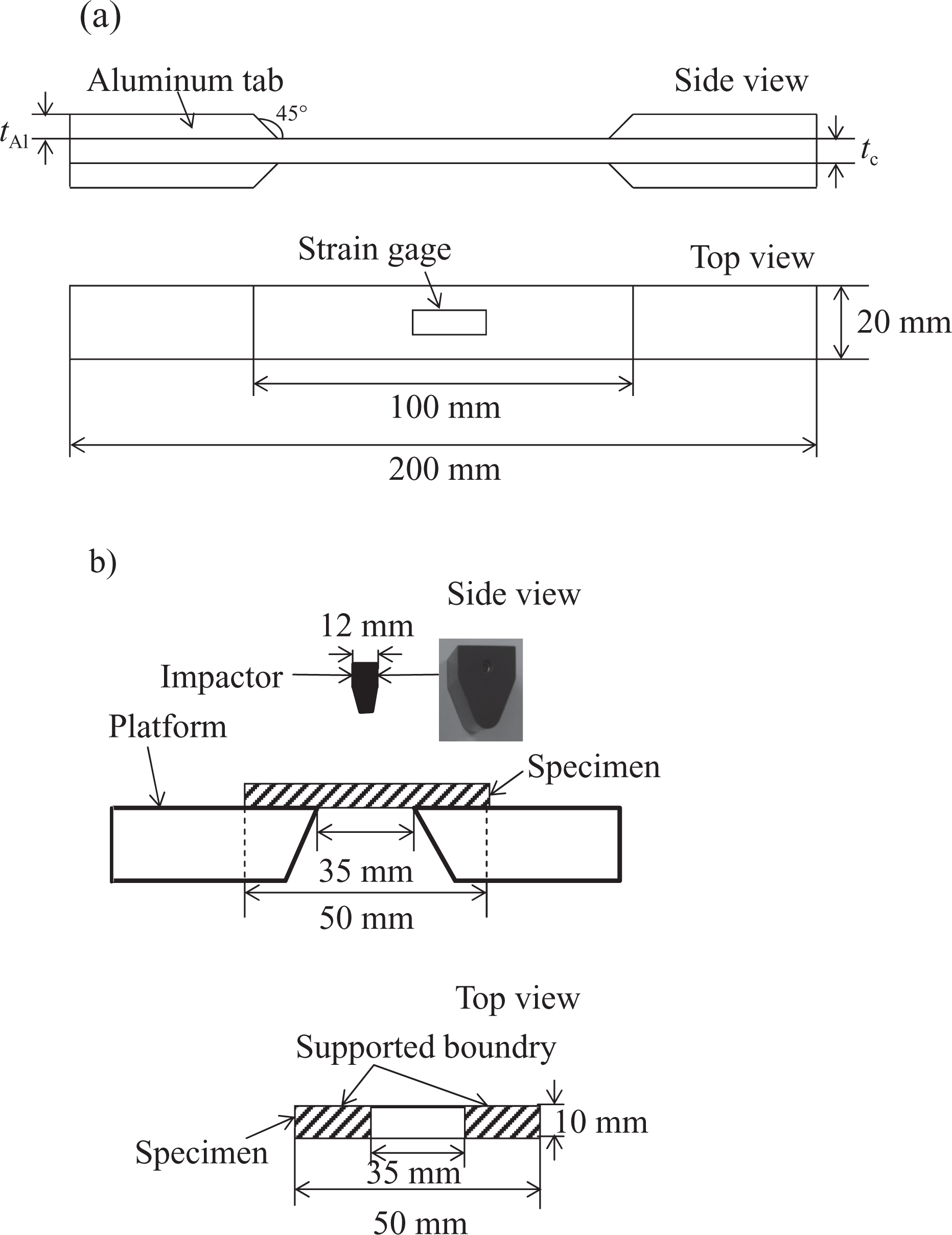
The stress–strain curves of the BWK and cross-ply composites during tensile test are shown in Figure 5(a). From these curves, it can be seen that tensile stress with the cross-ply increases linearly with increase in the strain and was followed by a sudden drop in a stress value corresponding to the ultimate failure of the composite. On the other hand, tensile stress with the AR stitch yarn increases linearly with increase of the strain and after maximum stress, it decreases and increases until to ultimate failure of the composite. The specimen with the cross-ply yarn showed higher tensile strength and lower tensile ultimate strain than with the AR stitch yarn. The ultimate strain with the AR stitch fiber was about 3.6 and 4 times higher than that with the cross-ply fibers in the weft and warp directions.
(a) and (b) Tensile test results of BWK and cross-ply composites.
Figure 5(b) shows tensile modulus and strength results of the BWK and cross-ply composites. The highest tensile modulus and strength was obtained by the cross-ply composites in the warp direction (24.1 GPa and 249.6 MPa). The tensile modulus and strength of the cross-ply composites was 107.7 and 72.7% higher than the BWK composites with the AR stitch fiber (11.6 GPa and 144.5 MPa) in the warp direction. The tensile modulus and strength of the cross-ply composites (15.5 GPa and 186.7 MPa) was also 66.6 and 209.6% higher than the BWK composites with AR stitch fiber (9.3 GPa and 60.3 MPa) in the weft direction. The possible reason for the obtained high tensile strength results with the cross-ply composites would be higher weft and warp fiber V fs (22.1 and 23.9%) than the BWK composites with the AR stitch fiber (16.8 and 19.1%).
Fracture behavior of tensile-tested specimens
In situ macroscopic observations using high-resolution digital video camera for the fracture behavior on the specimen surfaces under tensile loading are shown in Figure 6(a) and (b). Figure 6(a) shows the observation of fracture behavior of composites with the cross-ply fibers during tensile test. The cross-ply thermoplastic composites with cross-ply warp and weft yarns showed brittle fracture behavior. At first, the matrix crack occurred at 183 MPa stress. Then, the matrix cracks propagated. The final fracture occurred by fiber fracture with the maximum stress.
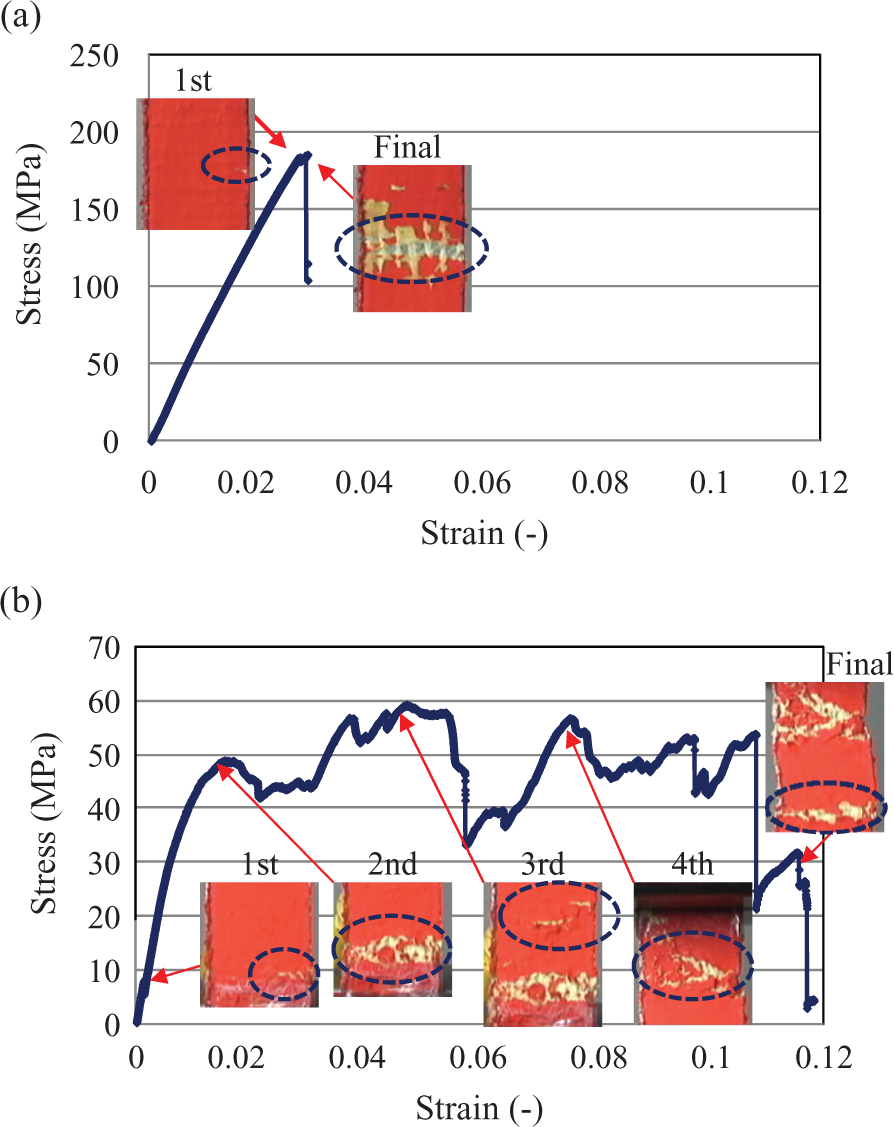
Tensile stress–strain curves associated with the fracture behavior of specimens (a) specimen with the cross-ply fibers and (b) specimen with the AR stich fiber.
Figure 6(b) shows the observation of fracture behavior of the BWK thermoplastic composites with the AR stitch fiber during tensile test. The BWK thermoplastic composites with AR stitch yarn showed ductile fracture behavior. At first, the matrix crack occurred at 8 MPa stress followed by fiber and matrix crack propagation, and finally, the stress was increased and decreased. Second crack occurred with maximum stress. Then, the stress was decreased and increased. Third crack occurred at higher part of the specimen. At the final fracture, we observed fiber fracture. As we can see from this observation, with the AR stitch fiber random multiple cracks occurred on the specimens, and these random multiple cracks reduced the tensile properties of the specimens.
Three-point bending impact properties
Figure 7 shows three-point bending impact test results of the BWK and cross-ply thermoplastic composites, load–displacement curves during three-point bending impact test. The load–displacement graphics showed that the highest peak load was achieved by the AR stitch specimens (276 and 271 N) in the warp and weft directions. And, the cross-ply composites had 169 and 223 N maximum load in the warp and weft directions.
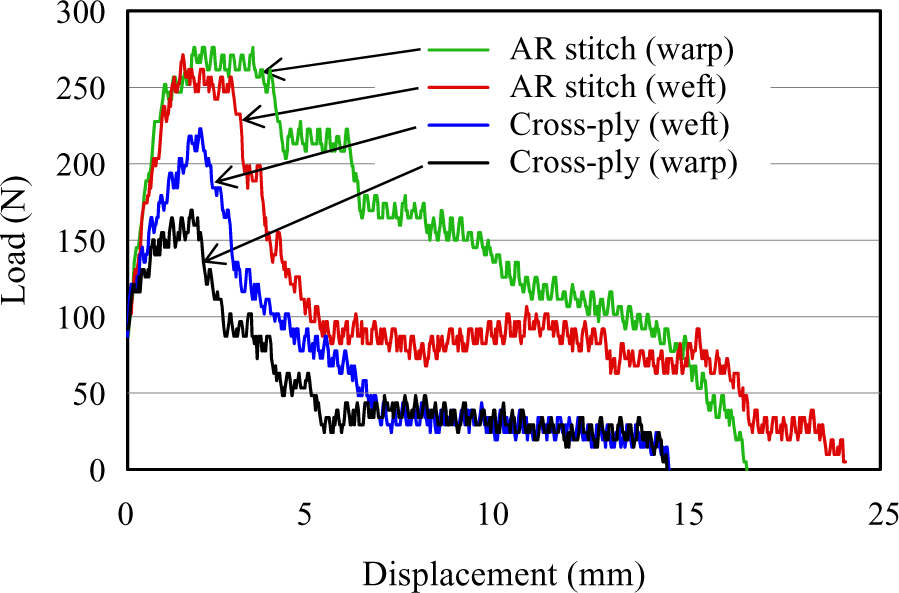
Three-point bending impact test results, load–displacement curves during three-point bending impact test.
Table 4 shows energy results after three-point bending impact test. The BWK composites with the AR stitch fiber absorbed higher total energy (3.2 and 2.6 J) than the cross-ply composites (1 and 1.3 J) in the warp and weft directions. Furthermore, total energy results were recalculated with same thickness of specimens and found that BWK composites with the AR stitch fiber absorbed more total energy (1.4 and 1.1 J/mm) than the cross-ply composites (0.5 and 0.7 J/mm) in the warp and weft directions.
Energy results after three-point bending impact test.
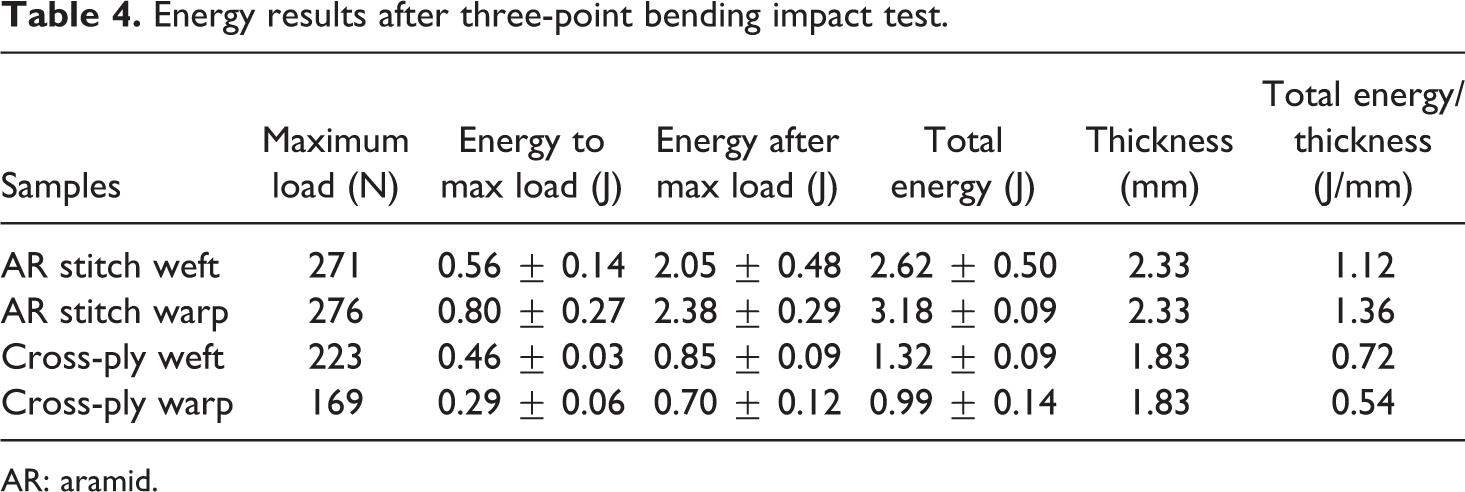
AR: aramid.
Especially in the warp direction, total absorbed energy was about three times higher in the BWK composites with the AR stitch than the cross-ply. During fabricating of the composites with the AR stitch fibers, the AR stitch fibers were not melted and stayed after fabrication of composites with the AR warp and weft fibers. In the case of the cross-ply composites with the cross-ply fibers, the PA66 stitch fibers in the BWK fabric were melted during fabrication and only the AR warp and weft fibers stayed in the composites after fabrication. The possible reason for obtaining higher impact properties of the BWK composites with the AR stitch fiber would be higher total fiber V f of the stitch, weft, and warp fibers (61.9%) than the total fiber V f of the weft and warp fibers of the cross-ply composites with the cross-ply fibers (54.5%). And also, lack of the stitch fibers (stitch fibers were melted during fabrication of composites) in the cross-ply composites with the cross-ply warp and weft fibers, the impact properties became lower as compared to the BWK composites with the AR stitch fibers.
For all kind of the composites, the energy absorption until maximum load was less than the energy absorption after maximum load. This shows that most of the damage occurred after maximum load.
Fracture aspects of the specimens after three-point bending impact test
Figure 8(a) to (d) shows the cross-sectional photographs and schematic drawings of the specimens, after three-point bending impact test, Figure 8(a) and (b) shows the specimen with the cross-ply fibers, and Figure 8(c) and (d) presents the specimen with AR stitch fiber. The cross-section of these composites was detected under an optical microscope. In these photographs, the impact load was applied from the upper side of the specimens. The highest intensity of the fiber breakages were observed near the impact point.
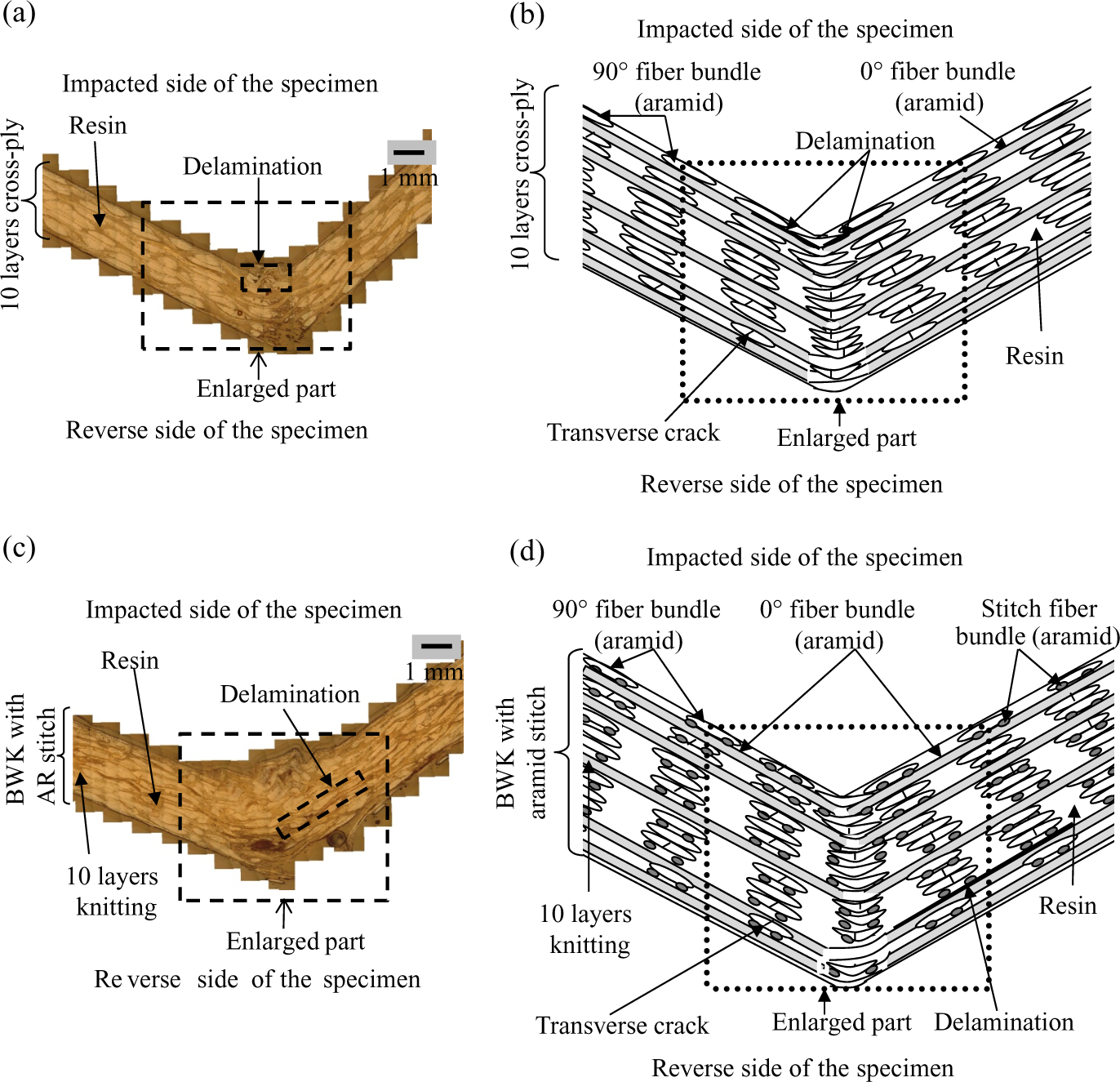
Cross-sectional photographs and schematic drawings of the specimens, after three-point bending impact test (a) and (b) specimen with the cross-ply fibers, (c) and (d) specimen with the AR stitch fiber.
Figure 9(a) to (d) shows the enlarged parts and schematic drawings of Figure 8(a) to (d). The white circles show the transverse cracks and red one shows the delamination in Figure 9(a) and (c). The yellow circles in Figure 9(c) shows the location of the AR stitch yarn and the PA66 stitch yarn cannot be seen because it was melted during fabrication. According to these observations, the entire energy mechanism was mainly contributed by delaminations and transverse fractures. The BWK composites with the AR stitch fiber (Figure 9(c) and (d)) had higher transverse cracks and longer delamination compared with the cross-ply composites (Figure 9(a) and (b)). This shows that specimen with the AR stitch fiber absorbed more energy than the cross-ply specimens. The lower part of the cross-ply specimens shows many fractures which means that the material had brittle fracture compared with the AR stitch.
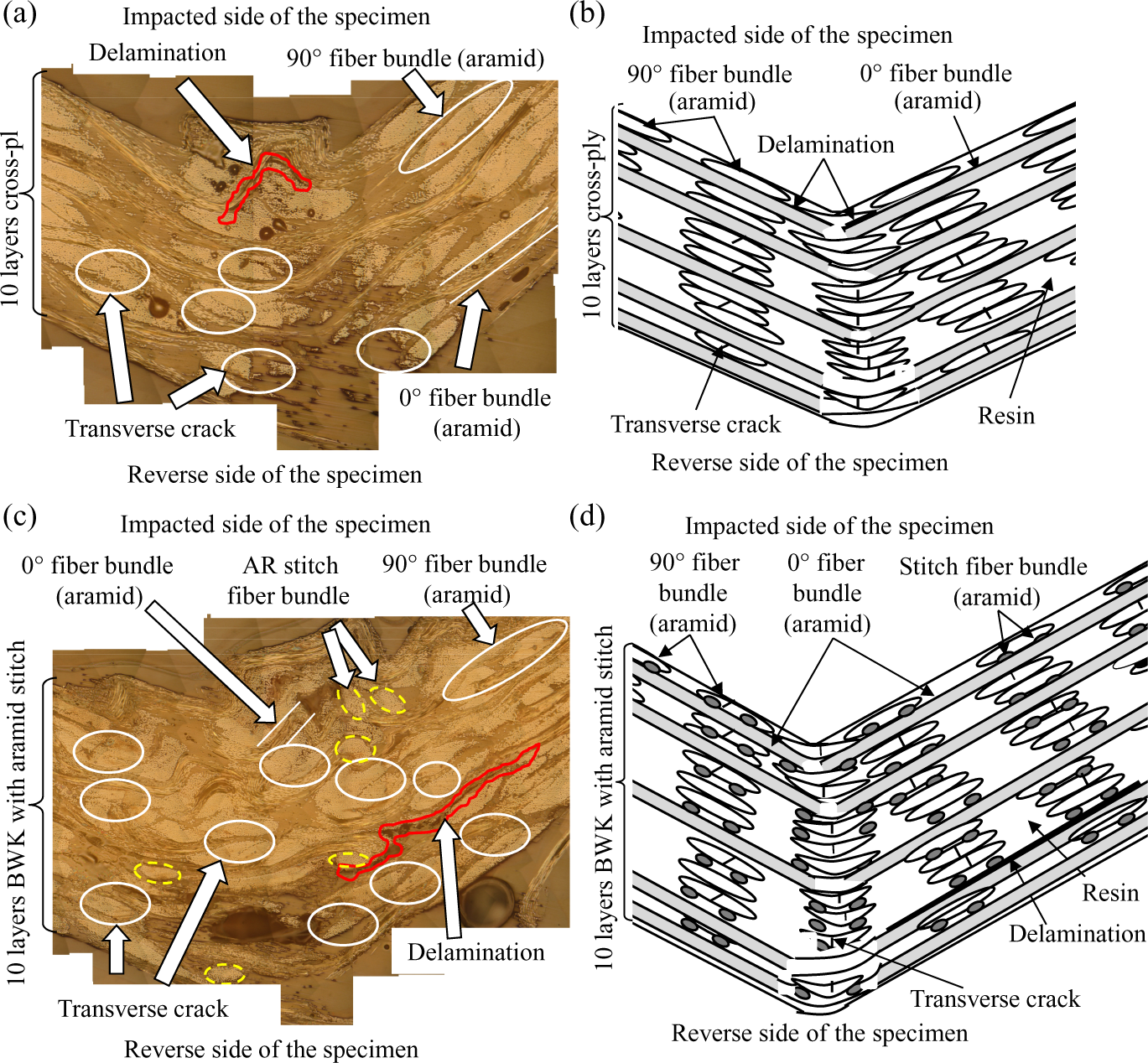
Enlarged part of cross-sectional photographs and schematic drawings of the specimens, after three-point bending impact test (a) and (b) specimen with the cross-ply fibers, (c) and (d) specimen with the AR stitch fiber.
Relationship of the crack length and total absorbed energy
Relationship of (a) transverse crack length and total energy and (b) delamination length and total energy is shown in Figure 10(a) and (b). Total energy and energy after maximum load increase with increasing the transverse crack and delamination. This shows that most of the cracks and delamination probably occurred during energy after maximum load.
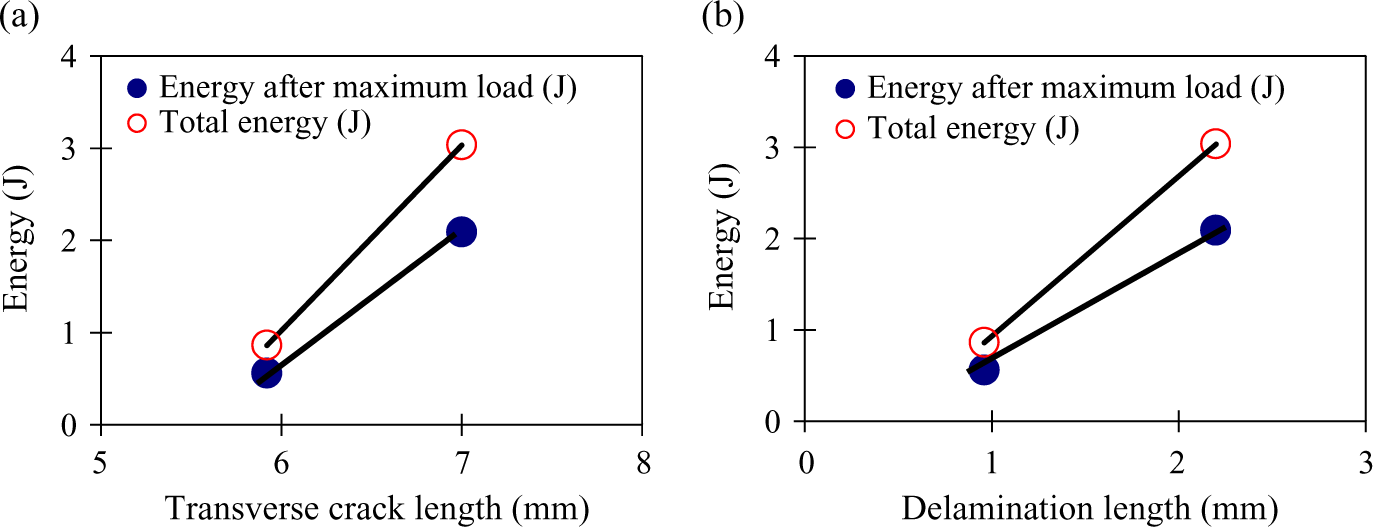
Relationship between (a) transverse crack length and total energy and (b) delamination length and total energy, after three-point bending impact test.
Conclusion
Our study showed that the AR UD composites with the 40 tpm twisting had the highest tensile properties than that was with the 0, 20, 60, 80, and 100 tpm. The tensile properties of the AR-commingled fibers and the UD composites agreed well.
During tensile test of specimens, the fracture behavior of the BWK composites with AR stitch fibers showed that random multiple cracks occurred on the specimens. Random multiple cracks reduced the tensile properties of the specimens with the AR stitch fiber. However, the BWK composites with the AR stitch yarn had better energy-absorbance capacity compared with the cross-ply composites. The cross-sectional observations of the fractured specimens after three-point bending impact test showed that the BWK composites with the AR stitch fiber had higher transverse cracks and longer delamination compared with the cross-ply composites.
Footnotes
Funding
The authors specially thank Prof. Hiroyuki Hamada and Assoc. Prof. Mohamed S Aly-Hassan, Kyoto Institute of Technology, Japan, for their help and support.