
Abstract
The present study aims to investigate the moisture absorption of polypropylene (PP)/rubberwood flour (RWF) composites and its effects on dimensional stability. The compositions included different grades of plastic, and the amounts of wood flour, maleic anhydride-grafted polypropylene (MAPP), and ultraviolet (UV) stabilizer were varied. The composite materials were manufactured into panels by a twin-screw extruder. Long-term water absorption (WA), long-term thickness swelling (TS), and degradation of flexural properties of the composites were studied for a range of water immersion times. The WA and TS of the samples increased with RWF content and immersion time. Recycled PP gave higher WA and TS than virgin PP, for the composites with 45 wt% RWF. Increasing MAPP content from 3 to 5 wt% had no significant effect on WA and TS, whereas the addition of 1 wt% UV stabilizer increased them. A MAPP content of 3 wt% is recommended for moisture resistance, while the amount of UV stabilizer should be kept as low as possible. Flexural strength and modulus of composites also decreased with moisture uptake; however, <3% WA did not significantly affect the flexural strength. In contrast, the maximum strain of composites consistently increased with WA.
Keywords
Introduction
Natural organic fibers are potential replacements for glass or carbon fibers, inorganic fillers, and other traditional materials in composites. 1,2 The advantages of natural fibers include low cost, low density, low energy consumption, biodegradability, and nonabrasive nature. 1,3 Likewise, they can have high specific strength and modulus, allowing the production of low-density composites with high filler content. 4,5 Recent advances in natural fillers create opportunities to improve materials from renewable resources, supporting global sustainability. 6 Natural wood fibers in the form of flour, sawdust, and chips are available as waste streams from sawmills and furniture factories. In plastics industries, they have been primarily used as inexpensive reinforcement to enhance the modulus of several thermoplastics, and as fillers substituting for more costly raw materials. There have been numerous studies on producing thermoplastic composites with plant fibers, plant flour, or wood flour including eastern red cedar, 7 flax, 8 maple, 9 oak, 7 pine, 10 and rubberwood. 11 In addition, the increasing global production and consumption of plastics significantly contributes to municipal solid waste. 12 In 2008, at least 33.6 million tons of postconsumer plastics were generated in the United States, of which 85.8% went to landfills, 7.7% to combustion and energy recovery, and only 6.5% to recycling 13,14 —only a tiny fraction of plastic wastes are recycled. Effective and safe disposal has also become a serious public concern. 15 However, plastic wastes could be used as raw materials for wood–plastic composites (WPCs). 16 Increasing the opportunities to use plastic wastes has motivated the current study. The WPCs produced from recycled plastic would not only provide effective and safe disposal of plastic wastes but also the consumption of energy and natural resources would be reduced. 13,17 There are potential benefits on both environment and economics in recycling combinations of wood and plastic wastes. 10,15
Rubberwood (Hevea brasiliensis) is used in large amounts by sawmills and furniture industry in southern Thailand, and these produce large quantities of waste in the forms of sawdust and wood chips. In these industries only 10% of the rubberwood ends up in the products, while the rest is wood waste about 36% and small branches about 54%. 18 Most of the wood wastes are used to produce medium-density fiberboard and particleboard. 19 However, the utilization of wood waste as reinforcement in plastic composites is great interest, with both environmental and economic benefits. Wood as reinforcement of plastic composites has many advantages over synthetic fillers, 20 but its hydrophilic nature is a disadvantage that impacts the performance of the WPCs. 12,21 The end-use applications of WPCs such as dimensional stability were limited by the amount of water absorption (WA). 2 This varies by the wood species, partly because they have different contents of cellulose, lignin, hemicellulose, and extractants. 22 Hence, the effects of filler (rubberwood flour; RWF) and grade of plastic (virgin or recycled) on the composite properties need to be characterized. The objective of this work was to determine the effects of material compositions (including different grades of plastic; and contents of RWF, coupling agent, and ultraviolet (UV) stabilizer) on the long-term WA, and the resulting thickness swelling (TS), and degradation of flexural properties, of RWF-reinforced polypropylene (PP) composites. Data created from this work would help better understanding of properties of such samples so that developed products can be used for most suitable applications in the form of value-added material.
Materials
RWF supplied by a local furniture factory (Songkhla, Thailand) was used as reinforcement. The main chemical constituents were cellulose (39%), hemicellulose (29%), lignin (28%), and ash (4%). 18 The wood flour was screened through a standard sieve of mesh size 80 (passing particles smaller than 180 µm) and was dried in an oven at 110°C for 8 h before compounding. Recycled polypropylene (rPP) pellets, WT170 with a melt flow index of 11 g/10 min at 230°C, were supplied by Withaya Intertrade Co. Ltd (Samutprakarn, Thailand). Virgin polypropylene (vPP) granules, HIPOL J600 with a melt flow index of 7 g/10 min at 230°C, were procured from Mitsui Petrochemical Industries Co. Ltd (Tokyo, Japan). The coupling agent used was maleic anhydride-grafted polypropylene (MAPP), supplied by Sigma-Aldrich (St Louis, Missouri, USA), with 8–10% of maleic anhydride. Hindered amine light stabilizer additive, chosen as the UV stabilizer, was supplied by TH Color Co. Ltd (Samutprakarn, Thailand) under the trade name MEUV008. A paraffin wax lubricant (Lub) was purchased from Nippon Seiro Co. Ltd (Yamaguchi, Japan).
Manufacturing of the samples and testing
WPCs were manufactured in a two-stage process. In the first stage, to produce WPC pellets RWF and PP were mixed and pelletized using a twin-screw extruder (Model SHJ-36 from En Mach Co. Ltd, Nonthaburi, Thailand). Barrel temperatures of the 10 zones were controlled at 130–170°C from feeding to die zones, to reduce degradation of the compositions, while the screw rotation speed was controlled at 70 r min−1. In the second stage, to produce WPC panels, the WPC pellets were carefully dried prior to use, in an oven at 110°C for 8 h. The WPC pellets, MAPP, UV stabilizer, and Lub (formulations in Table 1) were then dry mixed and added into the feeder of a twin-screw extruder. The extruding conditions were as follows: (1) temperature profiles: 130–190°C; (2) screw rotating speed: 50 r min−1; (3) vacuum venting at 9 temperature zones: 0.022 MPa; and (4) melt pressure: 0.10–0.20 MPa depending on wood flour content. The samples were extruded through a rectangular die with the dimensions of 9 × 22 mm2 and cooled in ambient air. After cooling, the specimens were cut according to ASTM standard for physical and mechanical testing.
Wood–plastic composite formulations (percent by weight).
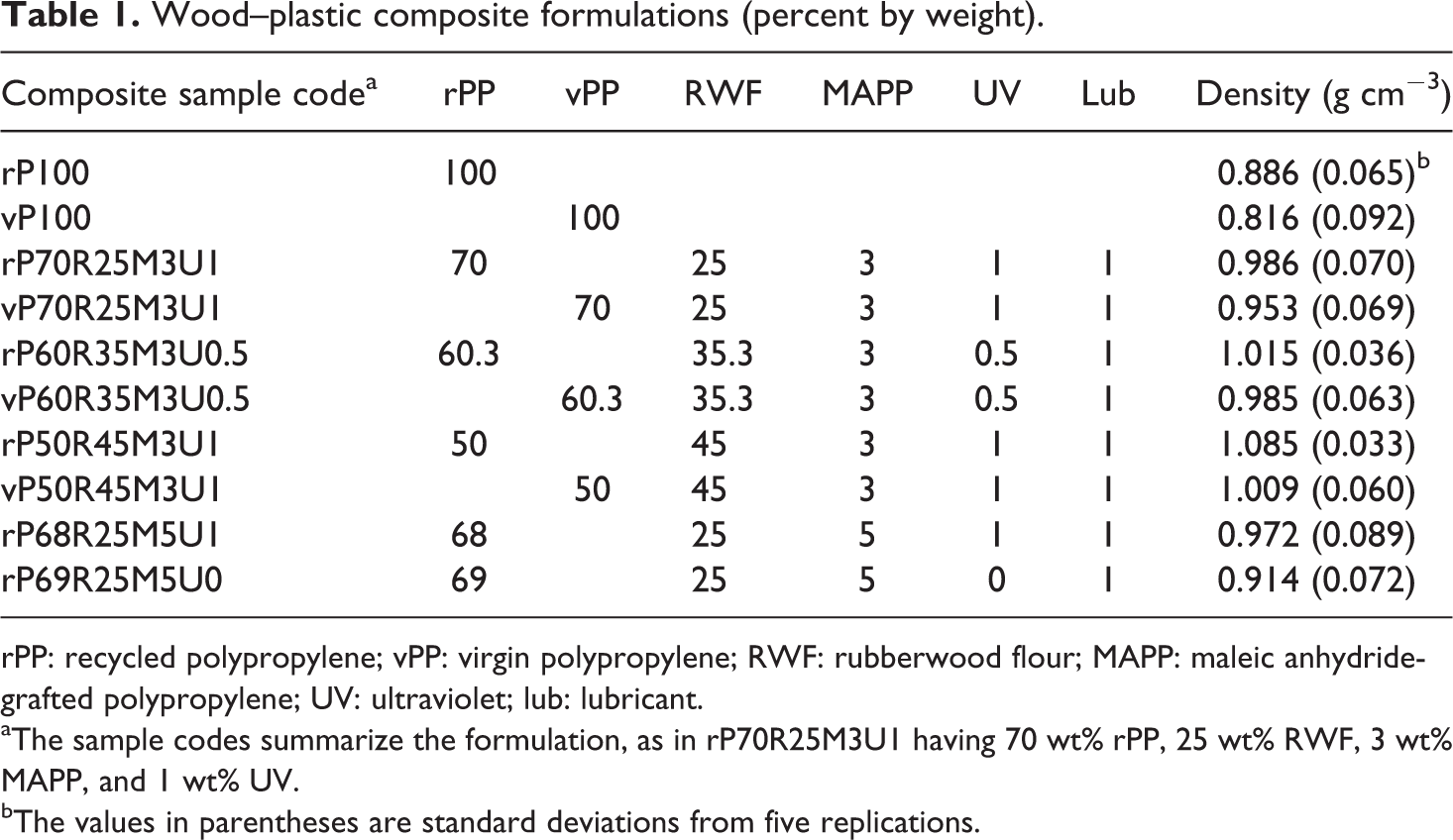
rPP: recycled polypropylene; vPP: virgin polypropylene; RWF: rubberwood flour; MAPP: maleic anhydride-grafted polypropylene; UV: ultraviolet; lub: lubricant.
aThe sample codes summarize the formulation, as in rP70R25M3U1 having 70 wt% rPP, 25 wt% RWF, 3 wt% MAPP, and 1 wt% UV.
bThe values in parentheses are standard deviations from five replications.
Density
All samples were oven dried at 50°C for 24 h. After oven drying, the samples were cooled in a desiccator containing calcium chloride and then weighed (a precision of 0.001 g). After that, the dimensions of the composite samples were measured using a digital vernier caliper (a precision of 0.01 mm) and the volume calculated. The full dry density (δ
0) of PP/RWF composites was computed using:
where M 0 is the full dry weight (in grams) and Vo is the volume (in cubic centimeter) of the composite.
Water absorption and dimensional stability
WA tests were carried out according to ASTM D570-88 specifications. Specimens (4.8 × 13 × 26 mm3) were cut from the extruded panels and used to measure the WA and TS. Five specimens of each formulation were dried in an oven at 50°C for 24 h. The weight and thickness of dried specimens were measured to a precision of 0.001 g and 0.01 mm, respectively. The specimens were then immersed in water at ambient room temperature. After 1 week, soaked specimens were removed from the water, thoroughly dried with tissue papers, and immediately weighed and measured to determine the weight and thickness. Then, the specimens were immersed in water again and stored at ambient room temperature for 10 weeks, during which time the measurements were repeated at 1-week interval. The percentage of WA can be calculated using:
where WA t is the WA at time t, W 0 is the initial dry weight, and W t is the soaked weight of specimen at a given time t.
The percentage of TS was calculated using:
where TS t is the TS at any time t, T 0 is the initial dry thickness, and T t is the soaked thickness of specimen at a given time t.
Flexure testing
Three-point flexure test was carried out on an Instron universal testing machine (model 5582; Instron Corporation, Norwood, Massachusetts, USA) at a crosshead speed of 2 mm min−1 with nominal dimensions of 4.8 × 13 × 100 mm3, a span of 80 mm in accordance with ASTM D790-92 standards. The testing was performed at ambient room temperature of 25°C with 5 samples in each formulation to obtain an average value. From flexural strength test, the modulus of rupture (MOR) can be calculated using:
where P max is the maximum load (in newton), L is the span (in millimeter), b is the width of the specimen (in millimeter), and d is the thickness of the specimen (in millimeter).
The modulus of elasticity (MOE) can also be calculated using:
where L is the span (in millimeter), P pl is the incremental load (in newton), δ pl is the incremental bending distance (in millimeter) in the range where the relation is linear, b is the width of the specimen (in millimeter), and d is the thickness of the specimen (in millimeter).
The measurements of flexural strength and modulus were repeated at 1-week interval, for otherwise continuously soaked samples. The degradation of the flexural properties was determined for a total of 6 weeks, at which time the samples were water saturated and no longer absorbing.
Morphological analysis
Morphological analysis of the samples was carried out using a scanning electron microscope (SEM) to assess the interfacial adhesion and phase dispersion of wood flour in the polymeric matrix. SEM imaging was carried out with an FEI Quanta 400 microscope (FEI Company, Hillsboro, Oregon, USA) at an accelerating voltage of 20 kV. Prior to SEM observations, all samples were sputter coated with gold to prevent electrical charging during the imaging. Specimens were imaged at magnifications of 150× and 1000×.
Statistical analysis
The effects of WA on the bending properties of RWF-reinforced PP composites were evaluated by analysis of variance (ANOVA) and Tukey’s multiple comparison test. The ANOVA revealed significant differences between WA amounts and degradation of flexural properties in each week, whereas comparison of the mean values was carried out with Tukey’s multiple comparison tests. Results, such as mean and standard deviations from five samples of each test, were statistically analyzed. All the statistical analyses used a 5% significance level (α = 0.05).
Results and discussion
Density of WPCs
Densities of the WPCs at various mix ratios and different plastic grades are shown in Figure 1. The density of the composites ranges from 0.816 g cm−3 for the entirely vPP panel to 1.085 g cm−3 for the 45 wt% rubberwood-rPP composite panels with 3 wt% MAPP. The density of WPC increased linearly with the wood fiber loading; the R 2 values of linear fits are 0.992 and 0.943 for vPP and rPP composites, respectively. The density of produced WPCs is over 0.8 g cm−3, which can be compared with high-density fiberboard (0.8–1.040 g cm−3). These are high-density boards that could be of interest as structure materials, among other applications. Generally, the bulk density of most wood species is in the range of 0.32–0.72 g cm−3. Wood with density exceeding 0.8 g cm−3 is considered high density wood. 23 Furthermore, the WPCs from rPP had higher densities than those from vPP at all mix ratios, although both types of PP gave a similar trend for the density increase with wood flour loading. The effect of UV stabilizer was to increase the density of PP/RWF composites, at 1 wt% addition level. This is probably because the UV stabilizer has higher density than the rPP.
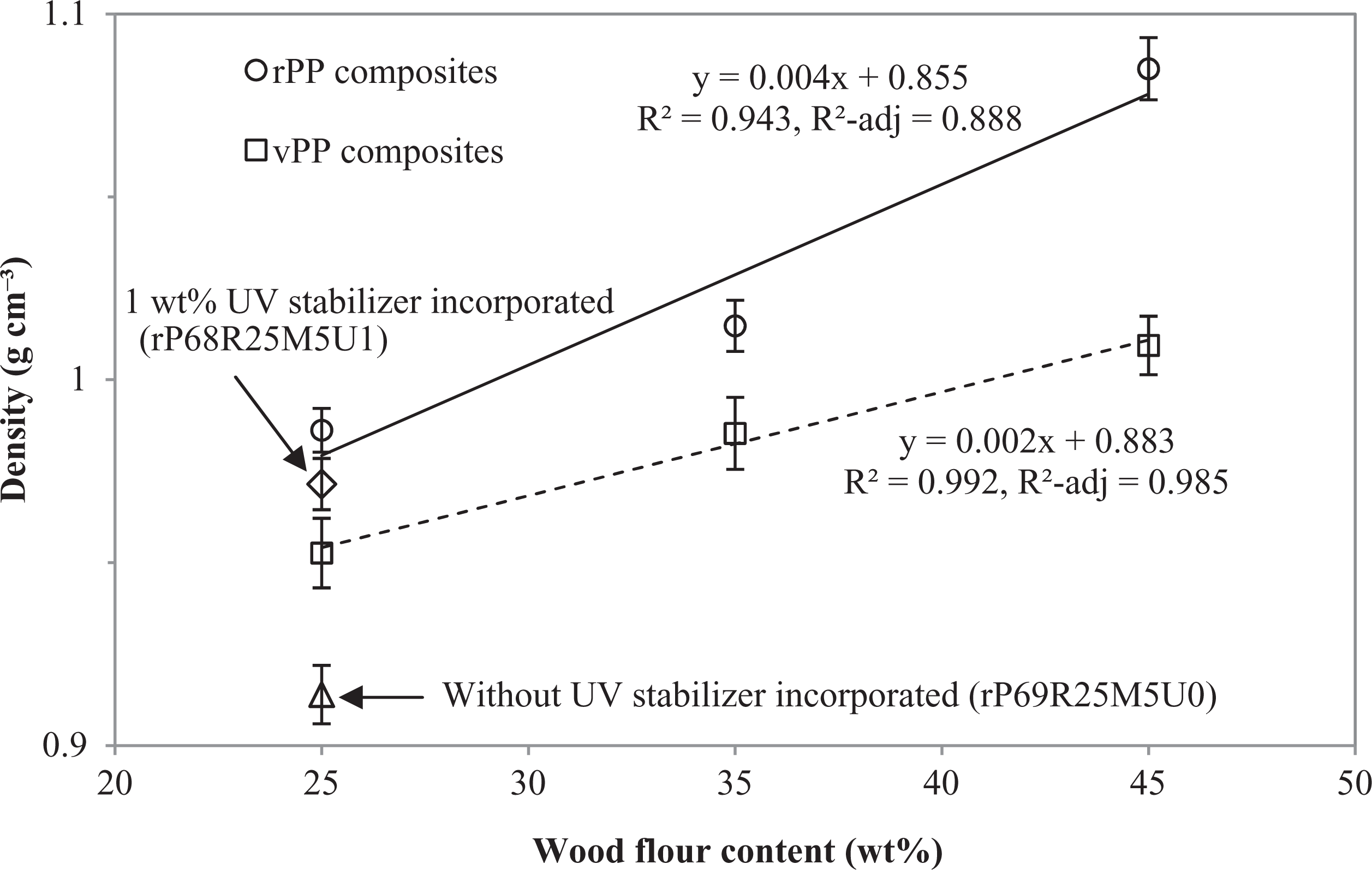
Averages of density as a function of wood flour loading, for the PP-RWF composites. PP: polypropylene; RWF: rubberwood flour.
Long-term WA behavior
The long-term WA of the PP/RWF composites was monitored by full water immersion over a period of 10 weeks as shown in Figure 2. Composites made from vPP and rPP with 45 wt% RWF absorbed the most water, having moisture ratios of 9.80 and 10.33% (relative to solids by weight), respectively, after 10 weeks. Generally, the WA increased with wood flour content 24 because of an increase of free OH groups with wood cellulose content. These free OH groups interact with polar water molecules, leading to the weight gain of the composites. 12 During immersion, the wood flour absorbed a significant quantity of water, while the plastics absorbed very little. 12 With the same wood flour contents up to 35%, the composites based on vPP and rPP had very similar WA. However, at 45 wt% RWF, the two types of plastics seemed to give different absorption behavior. This may be due to better encapsulation of wood flour into vPP, with good dispersion and strong interfacial bonding between wood particles and polymer, and consequently slower WA. Theoretically, the penetration of moisture into WPCs takes place by three different mechanisms. These are capillary transport of water in the pores, and flows at the interfaces between polymer and fibers, due to poor wettability and impregnation. The last mechanism is the diffusion of water molecules in the microgaps between polymer chains and transport by microcracks in the matrix. 25,26
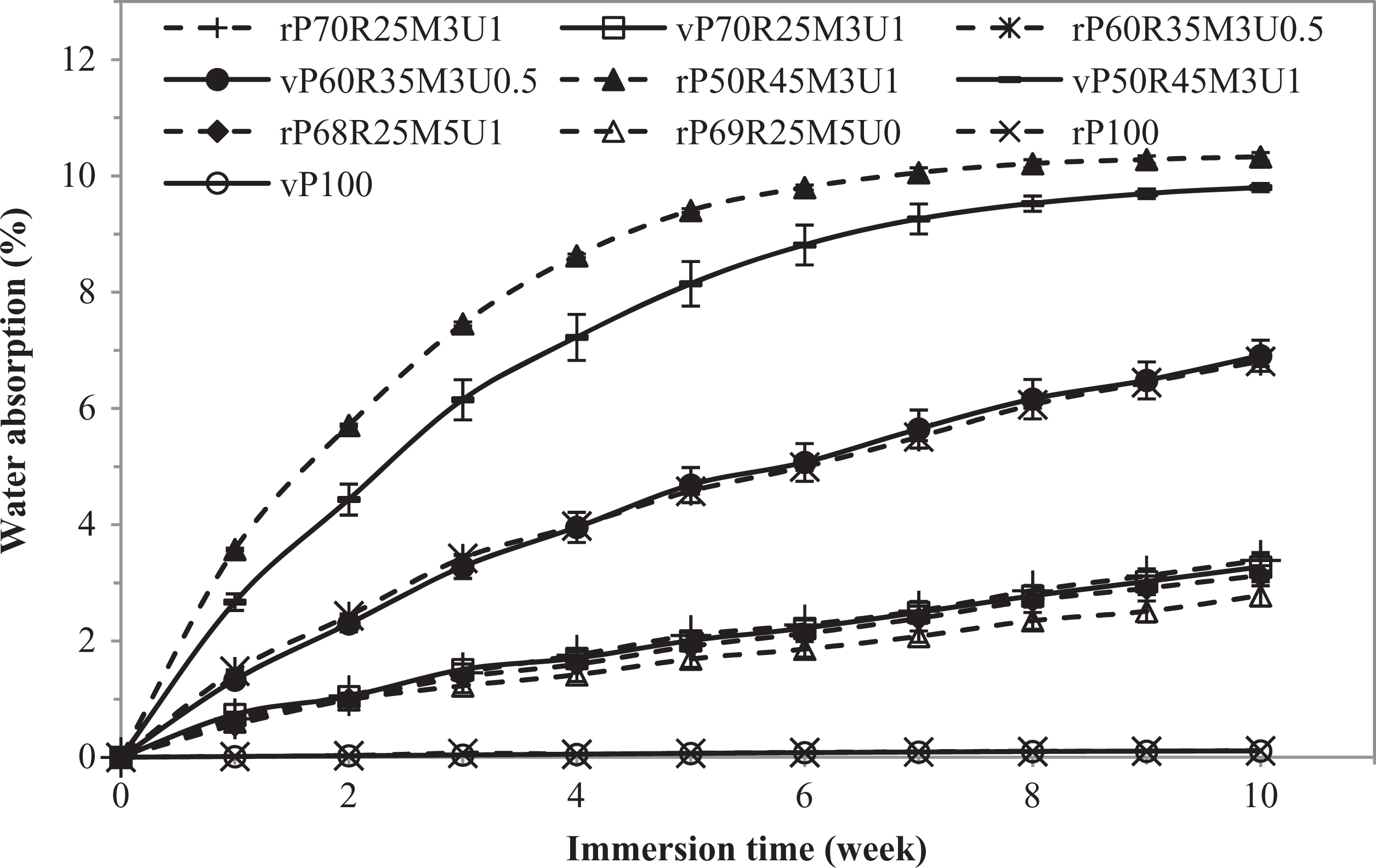
Effect of composition contents and plastic grades on long-term water absorption for PP-RWF composites. PP: polypropylene; RWF: rubberwood flour.
The effects of MAPP and UV stabilizer contents on the WA are also shown in Figure 2. MAPP addition of 5 wt% in rPP/RWF composites containing 25 wt% RWF (case rP68R25M5U1) gave a lower WA (not statistically significant) than the addition of 3 wt% MAPP (case rP70R25M3U1). Similar results have been reported by Adhikary et al. 12 that the coupling agent can increase adhesion in WPCs by improving compatibility between the wood particles and the polymer. Then, the plastic can cover more of the wood surfaces, resulting in lower WA. Furthermore, adding 1 wt% UV stabilizer (case rP68R25M5U1) increased the equilibrium moisture content (EMC) from 2.78 to 3.13% without UV stabilizer (case rP69R25M5U0), as shown in Figure 3. This may be attributed to the nonuniform spatial distribution of wood flour, polymer, and UV stabilizer, 19,27 which results in higher WA. In Figure 3, the linear correlation between EMC and wood flour content was high, for both vPP and rPP composites (R 2 = 0.995 and 0.999, respectively). However, the composite board density and EMC were less well correlated, with the R 2 value being 0.781. The WA behavior is complex and can be influenced by several factors, for example, wood content, virgin or recycled plastics, UV stabilizer, and coupling agent.
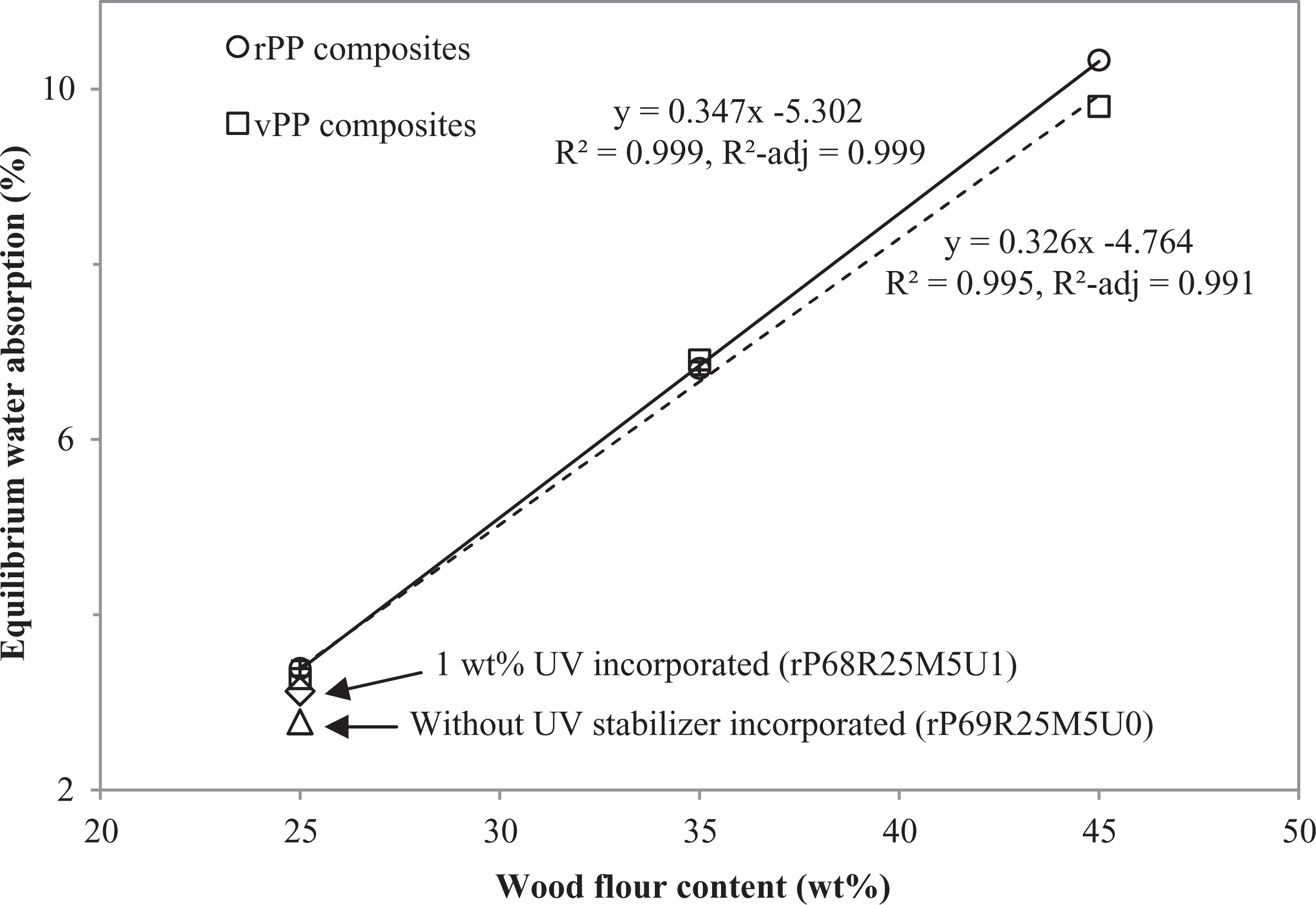
Averages of equilibrium water absorption is a practically linear function of wood flour loading, for the PP-RWF composites. PP: polypropylene; RWF: rubberwood flour.
Long-term TS behavior
The TS of vPP and rPP composites with various contents of RWF are represented in Figure 4. The TS of virgin and recycled composites was the highest with 45 wt% RWF at 3.20 and 3.51%, respectively, corresponding also to the highest WA. However, the rPP composites containing 45 wt% RWF had more TS than the vPP composites. These results can be compared with the scanning electron micrographs of PP composites with 45 wt% RWF in Figure 5 (Figure 5(a) and (b) for vPP and Figure 5(c) and (d) for rPP). Irregular short fibers were spread in the plastic matrix. The rPP composites showed less homogenous morphological structure, poorer dispersion of the fibers in the matrix, and weaker interfacial bonding between the wood flour and the polymer matrix than the vPP composites. Therefore, the rPP composites allow easier access of water to the cellulose. 12 With a similar trend to the WA, the TS of rPP/RWF composites increased with wood flour content and immersion time until saturation at equilibrium. For example, the rPP composites containing 25, 35, and 45 wt% RWF with addition of 3 wt% MAPP displayed equilibrium TS (ETS) values of 0.89, 1.73, and 3.51%, respectively. Likewise, the equilibrium TS of vPP composites with 25, 35, and 45 wt% RWF were 0.69, 2.0, and 3.20%, respectively, which have the same trends and qualitative as the rPP composites.
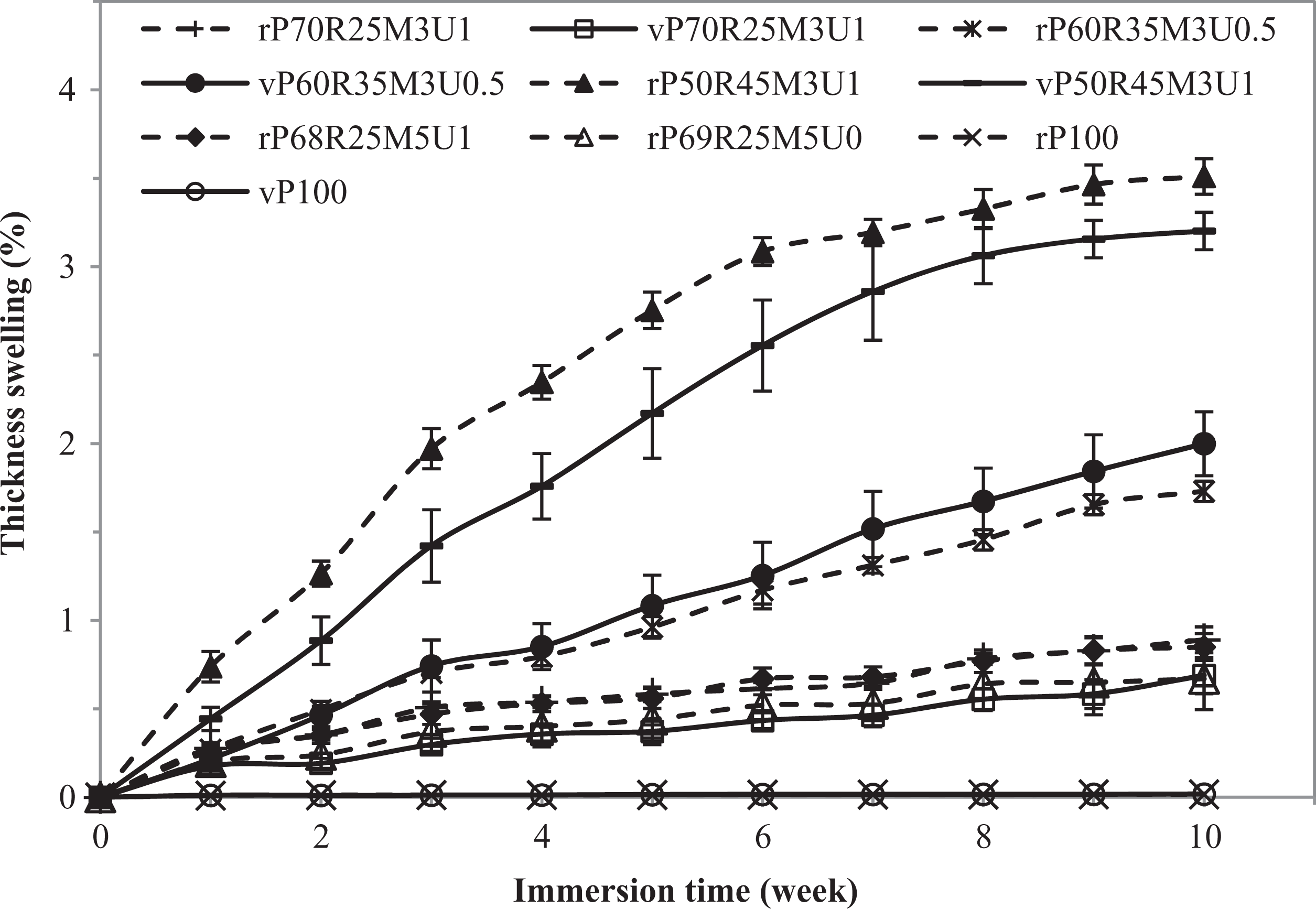
Thickness swelling as function of water immersion time for PP-RWF composites. Solid lines show virgin polymer and dashed lines represent recycled polymer. PP: polypropylene; RWF: rubberwood flour.
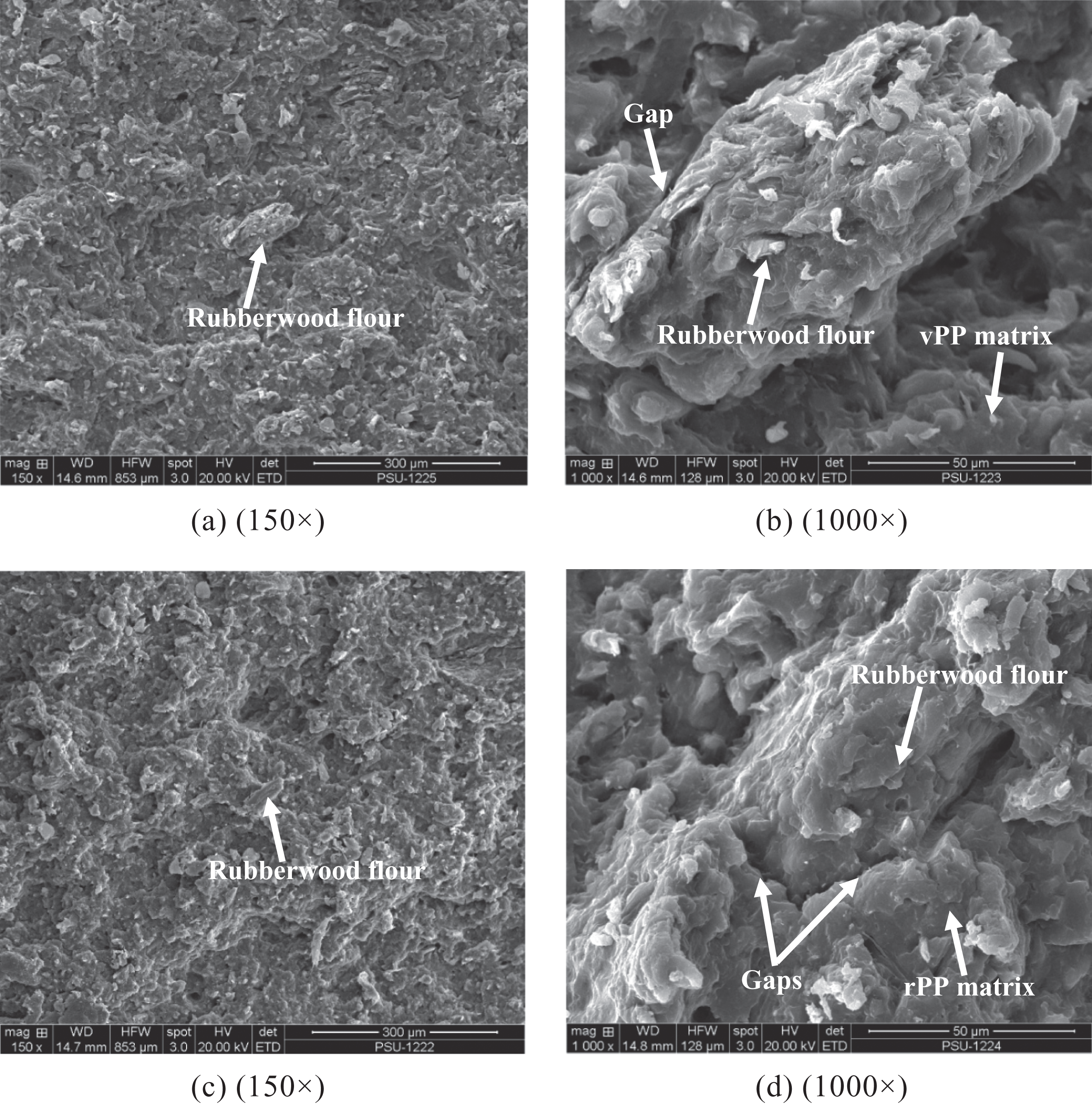
Scanning electron micrographs of 45 wt% RWF composites based on (a and b) virgin polypropylene and (c and d) recycled polypropylene. Magnifications of 150 × and 1000 × from left to right. RWF: rubberwood flour.
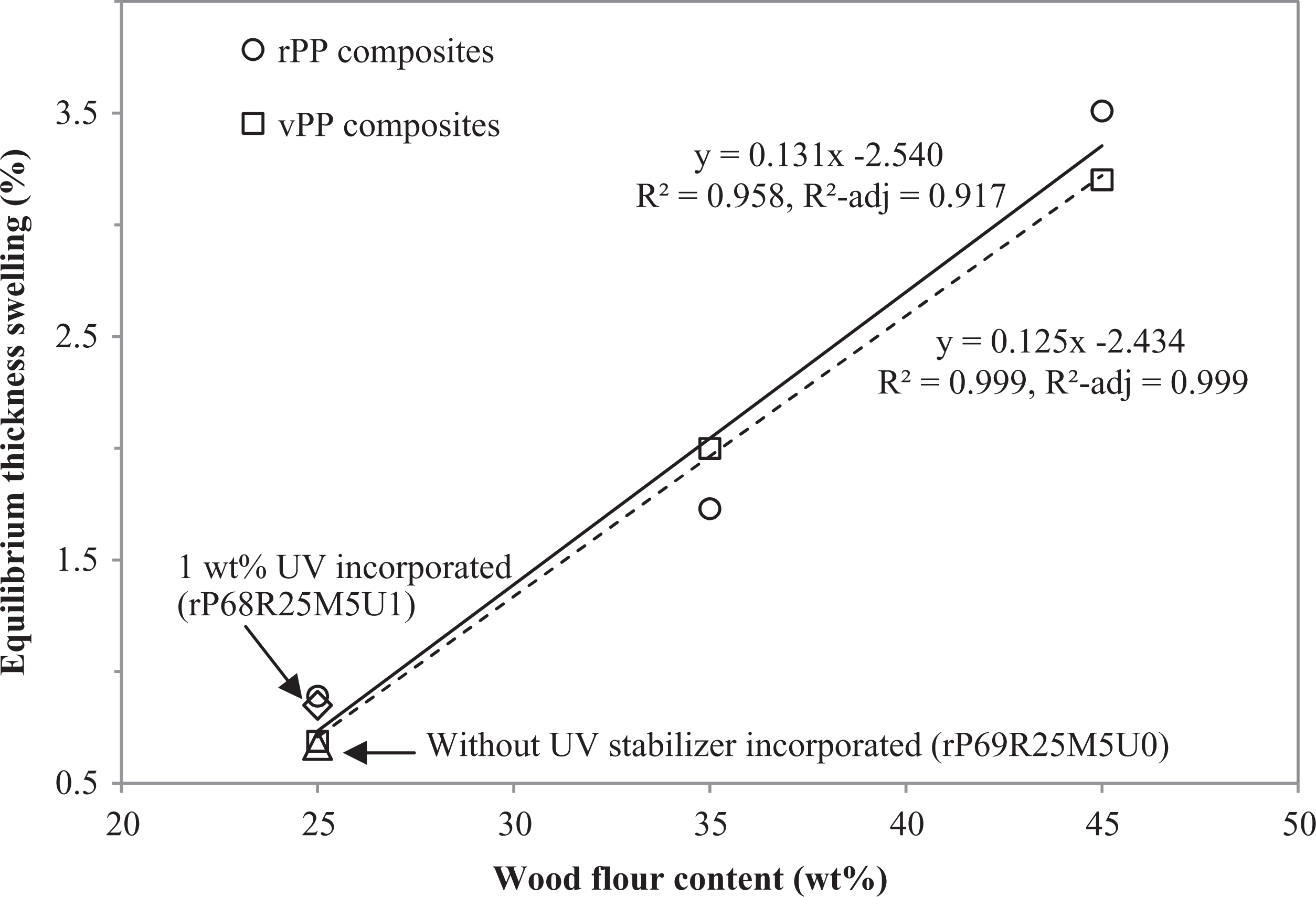
The effects of MAPP and UV stabilizer contents on the TS of WPCs are also shown in Figure 4. As can be seen, the rPP/RWF composites with 3 wt% MAPP (case rP70R25M3U1) yielded the same TS as the composites with 5 wt% MAPP (case rP68R25M5U1) and had similar trend with WA. In 3–5 wt% range, changes in MAPP content had no effect on the WA and TS of rPP/RWF composites, so using MAPP in excess of 3 wt% may be unnecessary. However, at the same wood flour content, the WA and TS significantly decreased with addition of 3–5 wt% coupling agent to the composites, compared with the composites without MAPP. 12,26 As the coupling agent improves the interfacial adhesion between wood flour and polymer matrix, the penetration of moisture into WPCs is limited. 28 In addition, the change in the TS with different UV stabilizer concentrations was similar to that found in the WA. The composites with 25 wt% RWF showed an insignificant increase in ETS with an increase in UV stabilizer from 0 wt% (case rP69R25M5U0) to 1 wt% (case rP68R25M5U1), as shown in Figure 6. The mechanisms causing this phenomenon were discussed earlier in relation to WA. Using 1 wt% of UV stabilizer may be unnecessary and to reduce the negative effects on the TS and WA, the amount of UV stabilizer should be minimized.
Averages of equilibrium thickness swelling of the PP-RWF composites as a function of wood flour loadings. PP: polypropylene; RWF: rubberwood flour.
The relationships between ETS and wood flour content of the vPP and rPP composites are also shown in Figure 6, with strong linear correlations (R
2
= 0.999 and 0.958, respectively). When the wood flour content in the composites is increased, the number of free OH groups contributed by wood cellulose is also increased. Therefore, the WA increased, resulting in increased TS.
2,12,29
The relationship between the ETS and EMC of the PP/RWF composites is also linear with an R
2
value of 0.997. The empirical equation obtained from the linear correlation between ETS and equilibrium WA (EMC) was:
Since the ETS should be positive value, the minimum EMC should be greater than 0.63%.
Degradation in mechanical properties
The flexural properties are important for decision making on WPC applications. The degradation of flexural strength and modulus of the composites, with vPP or rPP and different amounts of RWF, are shown in Figures 7 and 8. Both the flexural strength and modulus of vPP or rPP/RWF composites decreased with immersion time and moisture uptake. Moreover, the composites with high wood flour contents lost flexural properties sharply. The water molecules reduced the strength of interfacial adhesion between RWF and PP. 2 When water molecules infiltrate into the composite, the wood flour tends to swell resulting in localized yielding of the polymer matrix and loss of adhesion between the wood flour and matrix. 2,30 The flexural modulus also significantly decreased rather than the strength. In fact, wood flour has hard filler in comparison with the plastic matrix increased the stiffness of the composites. Wood flour plasticizes when wet becoming ductile decreasing the stiffness of composites. 30 These qualitative observations were assessed for statistical validity by analysis of variance (ANOVA). According to one-way ANOVA of data as shown in Tables 2 and 3, the WA does not significantly affect the flexural strength of vPP or rPP composites containing 25 wt% RWF. In contrast, with 35 and 45 wt% RWF, the flexural strength is significantly affected by WA. Initially for up to 2 weeks, the flexural strength decreased only slightly (not significant), but after 2 weeks it decreased significantly and then stabilized. The flexural strength depends on crack formation or fracture mechanism of the composites. When WPCs are soaked in water, the wood flour absorbs water and swells, while PP hardly absorbs water or swells. 30 Hence, the swelling of wood flour mainly causes microcracks and reduces adhesion of wood particles to the plastic matrix. However, the initial WA (for up to 2 weeks) is only around 1–3%, and the swelling of wood flour is not sufficient to generate microcracks 30 ; in the current study, <3% absorption did not significantly affect flexural strength. Tukey’s test values shown in Table 3 also indicates that, for vPP composites with 45 wt% RWF (case vP50R45M3U1), for up to 2 weeks, the decrease in flexural strength was not significant (indicated as footnote “a” in Table 3), but these initial flexural strengths were significantly higher than those at 3–6 weeks (indicated as footnote “b” in Table 3). Besides, an increase in maximum strain of the vPP or rPP composites with different amounts of RWF is also shown in Figure 9. The maximum strain increased significantly with immersion time and WA: the initial increase was rapid and then stabilized after 2 weeks. The reason for this phenomenon is probably similar as described earlier. When wood flour wets, it plasticizes and becomes ductile, 30 and this increases the maximum strain. The composites with high wood flour contents had sharper increases in the maximum strain because of this. The composites based on vPP had higher maximum strains than those based on rPP at equal wood contents. vPP being stiffer than rPP may be the reason for this. The molecular weight of recycled plastic decreases with repeated recycling. Short chains have more chain ends per mass than long chains, and these ends act as crystal defects that initiate failure during flexural loading, at comparatively lower elongation. 31
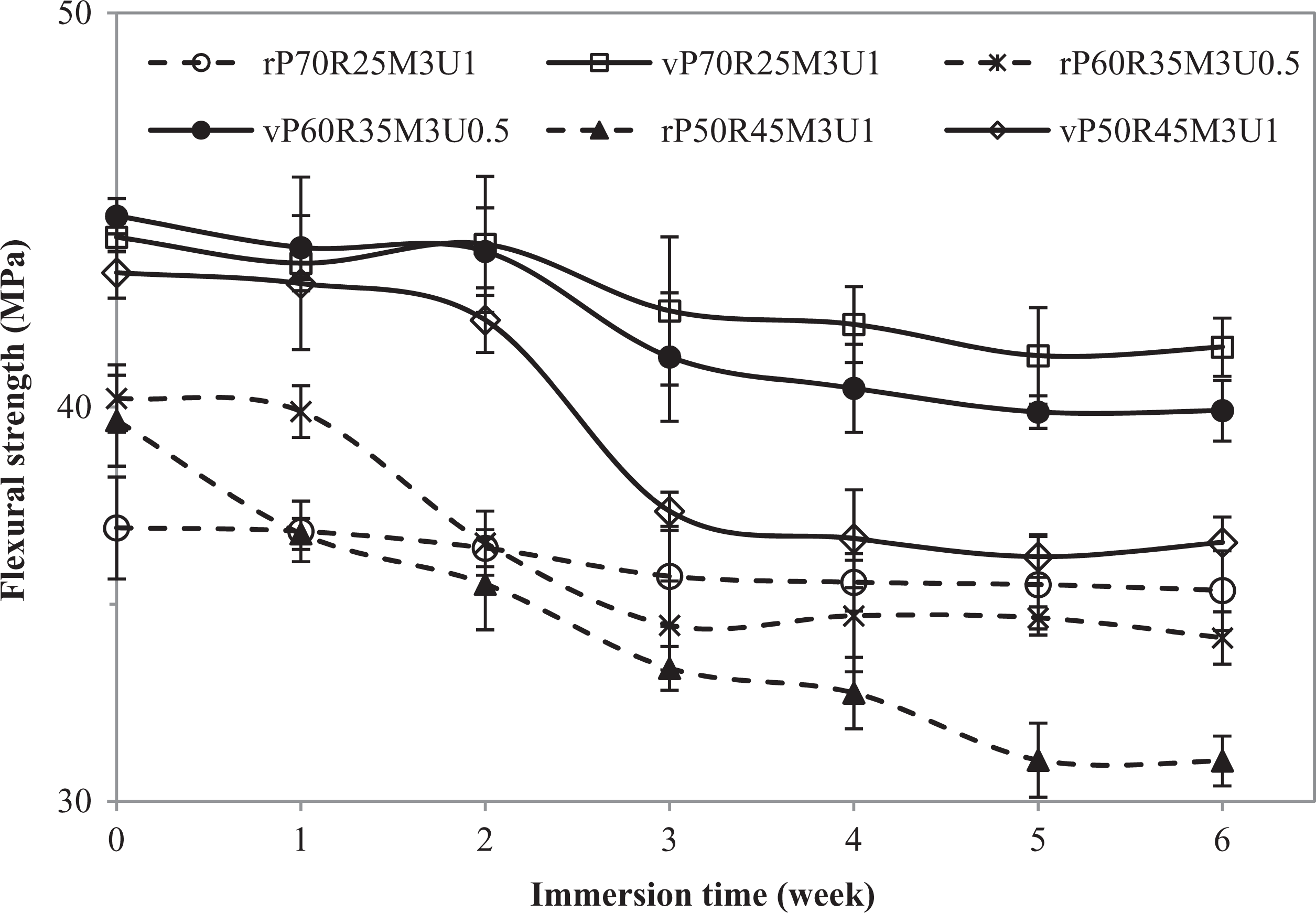
Effect of water immersion time on flexural strength of virgin (solid lines) and recycled (dashed lines) PP composites containing different RWF loadings. PP: polypropylene; RWF: rubberwood flour.
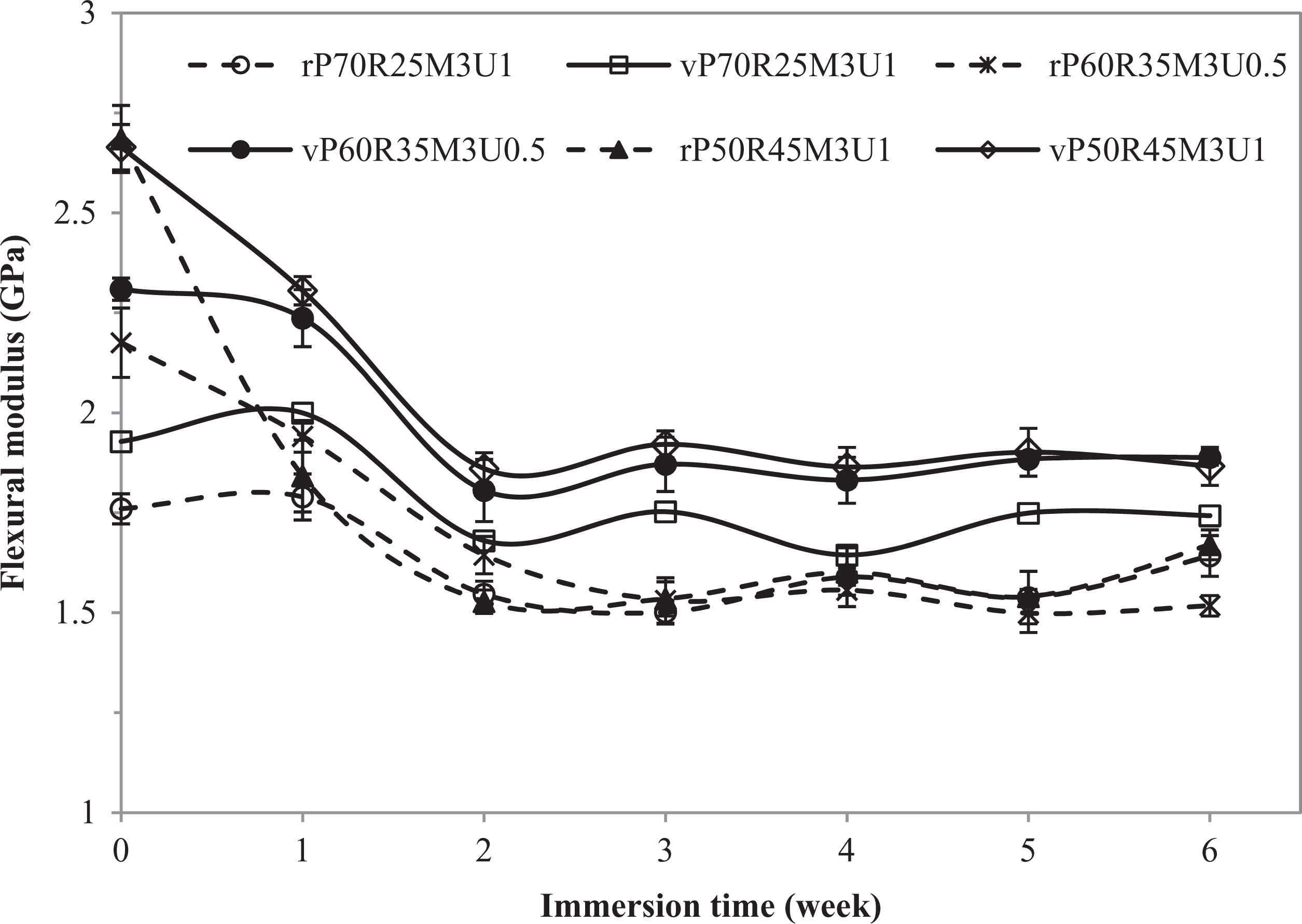
Effect of water immersion time on flexural modulus of virgin and recycled PP composites containing different RWF loadings. PP: polypropylene; RWF: rubberwood flour.
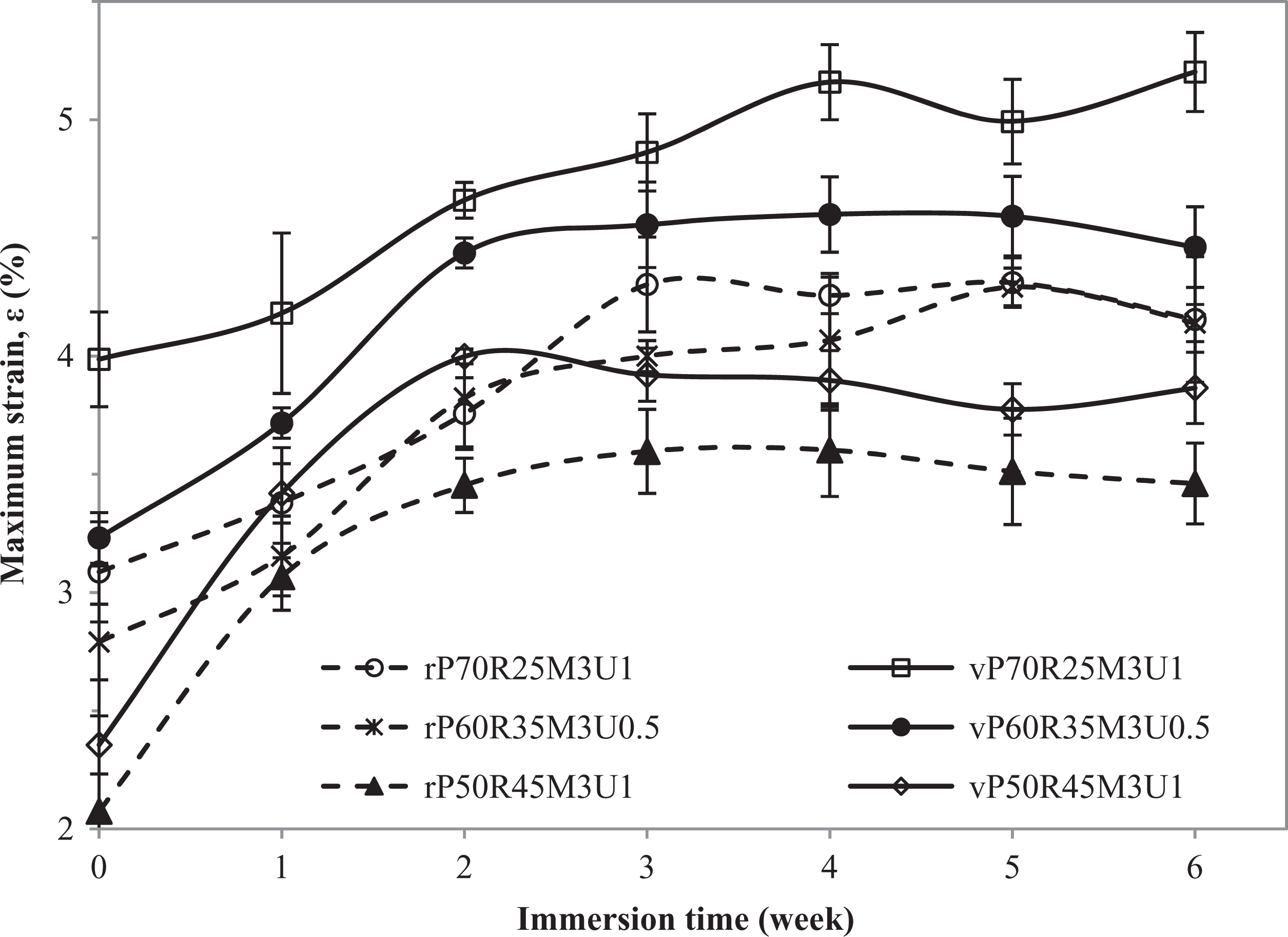
Effect of water immersion time on maximum strain of virgin and recycled PP composites containing different RWF loadings. PP: polypropylene; RWF: rubberwood flour.
Effect of moisture content on flexural properties of the rPP-RWF composites.
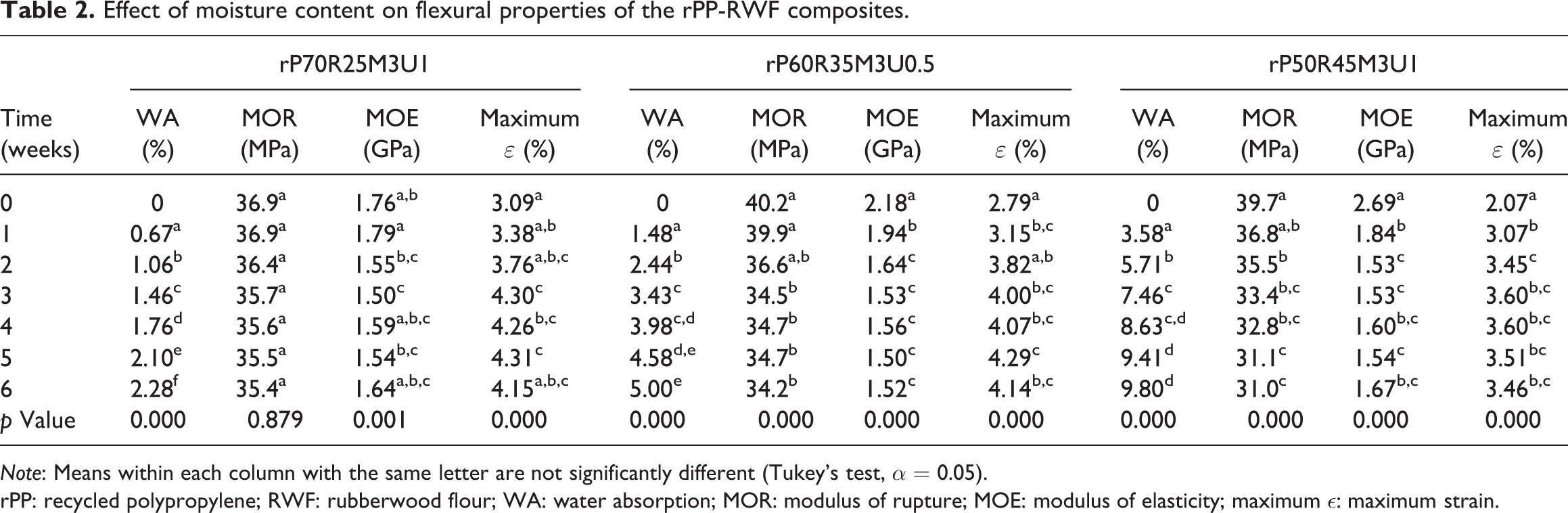
Note: Means within each column with the same letter are not significantly different (Tukey's test, α = 0.05). rPP: recycled polypropylene; RWF: rubberwood flour; WA: water absorption; MOR: modulus of rupture; MOE: modulus of elasticity; maximum ∊: maximum strain.
Effect of moisture content on flexural properties of the vPP-RWF composites.
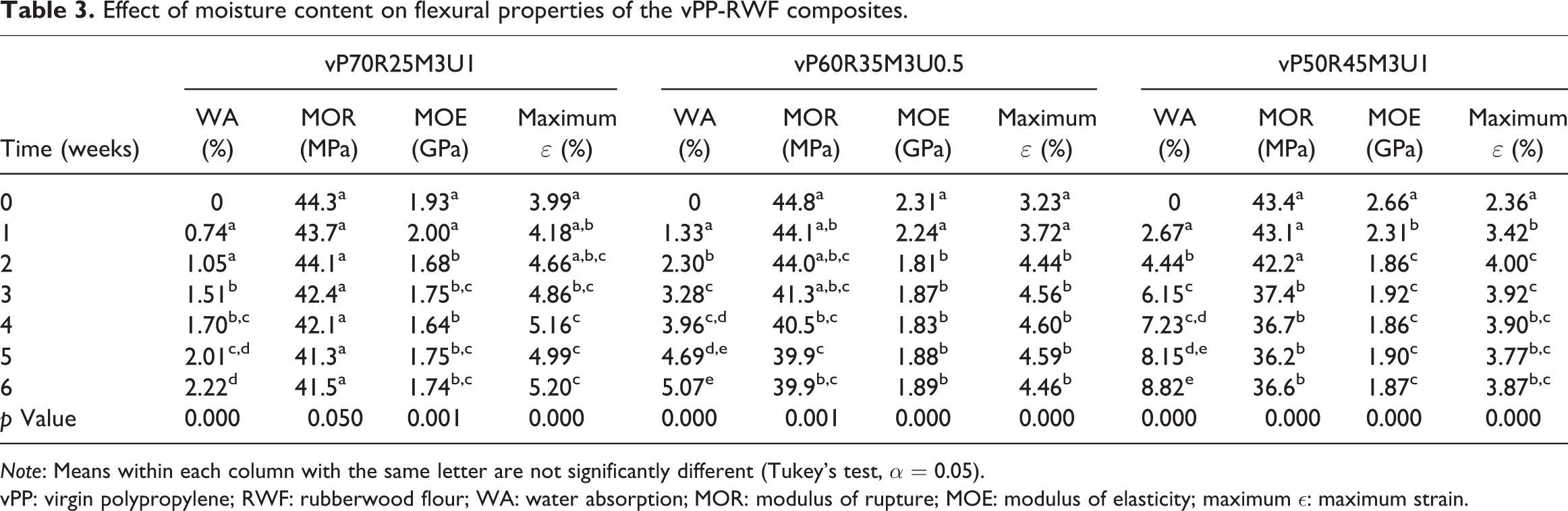
Note: Means within each column with the same letter are not significantly different (Tukey's test, α = 0.05). vPP: virgin polypropylene; RWF: rubberwood flour; WA: water absorption; MOR: modulus of rupture; MOE: modulus of elasticity; maximum ∊: maximum strain.
Conclusions
WPCs were prepared from RWF and rPP or vPP. The density of WPCs increased linearly with wood flour content because these natural fibers have a higher density than the polymer matrix. Long-term WA and TS behavior of vPP or rPP/RWF were experimentally observed. Both WA and TS increased with wood flour content because wood cellulose absorbs water, while the plastic matrix in the composites does not. At 45 wt% RWF, the rPP composites had initially higher WA and TS than the vPP composites; however, after 6 weeks of immersion the vPP and rPP composites had closely similar saturation values. The initially different absorption rate between the two types of plastic was attributed to poorer encapsulation of wood flour into the rPP matrix, with poor dispersion and weak interfacial adhesion. The coupling agent MAPP at 3 wt% reduced WA and TS, with no further benefit, reached at 5 wt% MAPP using more than 3 wt% MAPP may be unnecessary and uneconomical. The WA and TS of composites were increased by an addition of 1 wt% UV stabilizer. These negative effects of the UV stabilizer on the WA and TS of the composites should be minimized, by minimal use of the stabilizer. The flexural strength and modulus of composites decreased significantly with moisture uptake; however, at WA <3%, its effects on flexural strength were not significant. The composites with high wood flour loadings suffered a sharp decrease in the flexural properties with absorption of water, which reduced the interfacial adhesion between wood flour and plastic matrix. The maximum strain of composites significantly increased with absorption due to the water plasticizing wood particles.
Footnotes
Acknowledgements
The authors thank the Rubberwood Technology and Management Research Group (ENG-54-27-11-0137-S) of Faculty of Engineering, Prince of Songkla University, Thailand. The authors would also thank the Research and Development Office and Associate Prof. Dr Seppo Karrila for editing this article.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to express their thanks to the Prince of Songkla Graduate Studies Grant, the Government budget Fund (Research Grant Code: 2555A11502062) for financial support throughout this work.