
Abstract
In this study, the effect of multi-walled carbon nanotubes (MWCNTs) and maleic anhydride-grafted polyethylene (MAPE) on the physical and mechanical properties of composites based on wood flour (WF) and high-density polyethylene (HDPE) was investigated. To meet this objective, MWCNTs, as a reinforcing agent, in 4 levels of 0, 1, 3, and 5 wt% and MAPE, as a compatibilizer, in 2 levels of 0 and 3 wt% were used. The amount of WF was fixed at 50 wt% for all formulations. First, the materials were prepared by melt compounding process in an internal mixer (Brabender® Plasti-Corder®), and then the samples were manufactured by injection molding method. The morphology of the specimens was characterized using scanning electron microscopy (SEM) technique. The results showed that when the contents of the MWCNTs were increased from 0 to 3 wt%, the tensile strength and modulus of the samples increased to 41.7% and 24.3%, respectively, and the water absorption values of the samples decreased to 58.8%. Similar results were also observed for the thickness swelling values. Both mechanical and physical properties of samples were improved by adding MAPE up to 3 wt%. The nanocomposites having 3 wt% MWCNTs and 3 wt% MAPE exhibited the highest impact and tensile strength values, while tensile modulus and physical properties reached their maximum when 5 wt% of MWCNT and 3 wt% of MAPE were used. Also, SEM micrographs showed that CNTs can fill the voids of wood–plastic composites, and the addition of MAPE and MWCNTs enhanced the interaction between the components.
Introduction
Sustainability, industrial ecology, eco-efficiency, and green chemistry are guiding the development of the next generation of materials, products, and processes. 1 There is a growing trend to use natural fibers as fillers and/or reinforcers in plastics composites. For example, current growth rate of the wood–plastic composite (WPC) market is 22% for North America and 51% for Europe. 2 As a result, numerous automotive companies, such as Mercedes-Benz, BMW, Audi, and Daimler are replacing some glass-fiber based composites with natural fiber-reinforced polymers. 3
The use of bio-based fillers such as wood fibers is not as popular as the use of mineral or inorganic fillers, but natural fiber-derived fillers have several advantages over the traditional fillers and reinforcing materials such as low density, flexibility during the processing with no harm to the equipment, acceptable specific strength properties, and low cost per volume basis. 4
Nevertheless, although WPCs have been commercialized, their potential for being used in many industries including automotive and decking has been limited due to their high brittleness, low impact resistance, and mainly high density compared with the neat plastic. The mechanical performance can be maximized by improving the interaction and adhesion between the two phases in final composites. 5 Maleic anhydride-grafted polyolefins such as maleic anhydride-grafted polypropylene and maleic anhydride-grafted polyethylene (MAPE) have been used as compatibilizers to modify the polymeric matrix and improve the interfacial strength and subsequently mechanical properties of WPCs. 6 –8
The application of nanotechnology may open new possibilities for improving these mechanical and barrier properties by developing polymer nanocomposite with the addition of fillers in the nanometric range. The reinforcement is currently considered as a nanoparticle when at least one of its dimensions is lower than 100 nm. This particular feature provides nanocomposites with unique and outstanding properties that were never found in conventional composites. 9 The most important nanomaterials incorporated in nanocomposites are nanoclay (NC), carbon nanotubes (CNTs), carbon nanofibers (CNF), and so on. Since CNTs have better mechanical properties than NC, 10 it was believed that the addition of CNT into WPCs would lead to better performance than that of NC-based counterparts; therefore, in this research, CNTs have been selected. CNTs were first observed by Iijima, almost two decades ago, 11 and since then, extensive work has been carried out to characterize their properties. 12 –14 Outstanding mechanical, 15 electrical, 16 and thermal properties 17 of CNTs make them a promising alternative for a wide variety of applications. Structural nanocomposites, in particular, aimed at taking advantage of nanotubes’ superior mechanical properties 18 as well as their high aspect ratio and surface area. 19 CNT–polymer nanocomposites 20,21 have the advantage of size compatibility among their constituents. 22
Essentially, CNTs are among the stiffest and strongest known fibers with a measured Young’s modulus of 1.4 TPa. 23 They have an expected elongation of 20–30% to failure, which is combined with the stiffness and projects to a tensile strength well above 100 GPa (possibly higher). For comparison, the Young’s modulus of high-strength steel is around 200 GPa, and its tensile strength is 1–2 GPa. 24 CNTs are of two kinds: cylindrical single-walled CNTs (SWCNTs) or multiple–walled CNTs (MWCNTs). SWCNT has a diameter of 1–3 nm, whereas MWCNT has a diameter range of 10–100 nm. The length of both types of CNTs ranges from 0.5 to 50 µm. 25 MWCNTs consist of several layers of graphene wrapped into tubular shapes. The construction of SWCNTs and MWCNTs is shown in Figure 1.
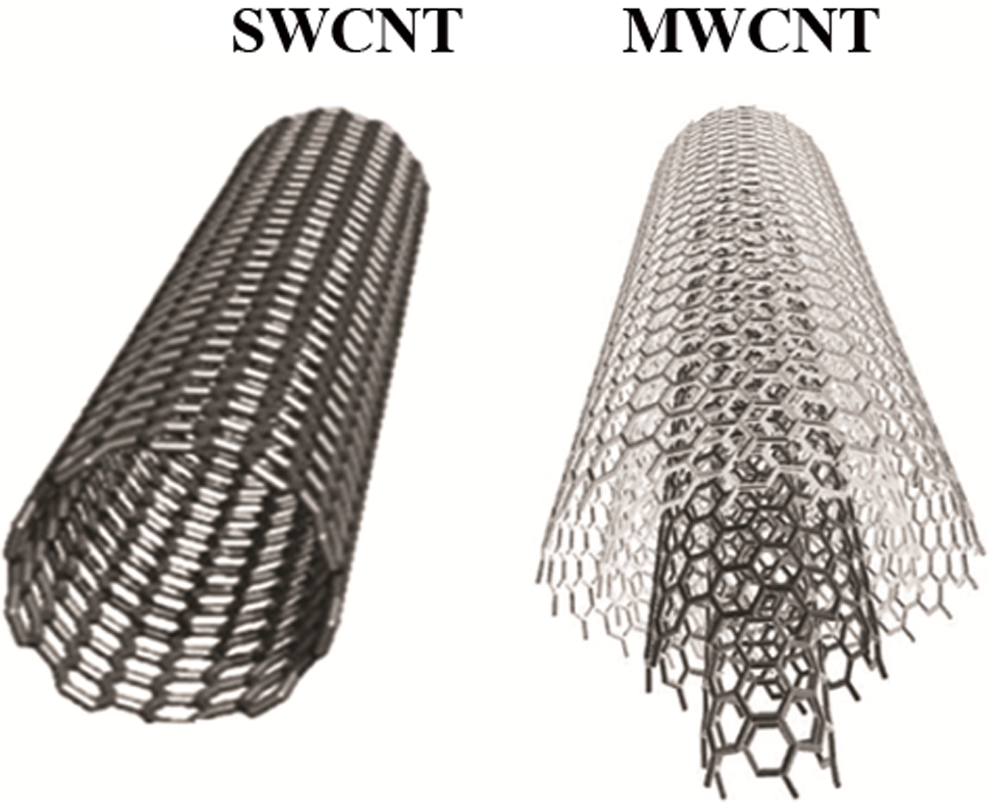
Construction of SWCNTs and MWCNTs. SWCNT: single-walled carbon nanotube; MWCNT: multi-walled carbon nanotube.
However, few studies have investigated the introduction of CNTs onto WPCs, and their results proved that subsuming CNTs into thermoplastic composite systems enhanced engineering performance of the composites. For example, Faruk and Matuana 26 noted that with proper CNT dispersion, the use of CNT-reinforced polyvinylchloride (PVC) as the matrix for PVC/wood flour (WF) composites significantly enhanced the mechanical properties, and further improvements were achieved when chitin was used as a coupling agent. They stated that CNTs possess an extremely high elastic modulus, which is >1 TPa (the elastic modulus of diamond is 1.2 TPa), and high strengths that are 10–100 times higher than that of the strongest steel at a fraction of the weight. Rigid PVC/WF composites with properties similar to those of solid wood could be made using CNT-reinforced PVC as a matrix.
An investigation on the mechanical properties of cement composites manufactured from CNTs and bagasse fiber has been conducted by Kordkheili et al. 27 Based on the findings in this work, the flexural modulus of the panels was enhanced with increasing the percentage of CNTs from 0.5 to 1.5%, and with increasing the content of MWCNTs to 0.5%, the impact strength of composites was increased. In fact, the size of MWCNTs and aspect ratios resulted in a more efficient crack bridging at the very preliminary stage of crack propagation within composites. Similar results were also reported by Asgary et al. 28
A problem associated with using lignocellulosic materials in natural fiber hybrid composites is moisture absorption. 29 Moisture buildup in the fiber cell wall can lead to thickness swelling and dimensional changes in the composite. 30 The thickness swelling can lead to a reduction in the adhesion between the fiber and the polymer matrix. Thus, the water absorption can have undesirable effects on the mechanical properties of the composites. 31 Farsheh et al. 32 reported that by the addition of CNTs to rigid PVC/WF composite foams, water absorption and thickness swelling of foamed samples decreased in compression to samples without CNTs. They also mentioned that the addition of CNTs, compared with pure WPCs, resulted in an increase of mechanical properties. Results from Kordkheili et al. 33 show that the water absorption and thickness swelling of the low-density polyethylene/WF composites decreased with increasing amount of the SWCNTs (from 1 to 3 wt%) and MAPE (3 wt%) in the panels. The reason for less water absorption and thickness swelling could be explained by the hydrophilic nature of the CNTs surface that tends to immobilize some of the moisture, , which inhibits the water permeation in the polymer matrix. The mechanical properties of nanocomposites could be significantly enhanced with increased percentage of MAPE and SWCNTs content. They noted that the strength of the composites depend on the properties of constituents and the interfacial interaction. Because of CNTs size, aspect ratios, and its high mechanical properties, SWCNTs can be well distributed in the composites and provide improved adhesion between the elements.
Currently, there is little information on the effect of MWCNTs on physical and mechanical properties of WPCs manufactured from MWCNTs and WF. Therefore, this work is aimed at analyzing the impact of using MWCNTs and coupling agent on the physical and mechanical properties of WF-filled composites. To meet this objective, water absorption, thickness swelling, impact, and tensile strength of WF/high-density polyethylene (HDPE) composites were studied as a function of MWCNTs and MAPE content. In this work, the fractured samples have also been studied using scanning electron microscopy (SEM).
Experimental
Materials
HDPE, (melt flow index (MFI): 23 g/10 min, density: 0.965 g cm−3) was supplied by Maroon Petrochemical Industries Co (Iran). WF (particle size: 80 mesh) was obtained from Caspian MDF factory (Iran). MAPE (KJS 111, MFI: 0.4 g/10 min, grafted maleic anhydride 0.8 wt%) provided by Kimia Javid Sepahan Co (Iran) was used as a compatibilizer. MWCNTs were supplied by the Research Institute of Petroleum Industry (Tehran, Iran). The outer and inner diameters of the MWCNTs were about 10 and 3.5 nm, respectively, and the purity was 90%. Raman spectra of the used MWCNTs are presented in Figure 2. The most prominent Raman features in CNTs are the radial breathing modes, the higher frequency D (disordered), G (graphite), and G′ (second-order Raman scattering from D band variation) modes. In the Raman spectrum of CNTs, the peaks of the graphite structure-derived G-band and the defect-derived D band appear in the vicinities of 1590 cm−1 and 1350 cm−1, respectively. The quality of a sample has often been evaluated using the D/G band intensities. For high-quality samples without defects and amorphous carbon, the D/G ratio is often <2%. The data show that this CNT sample with a large D-band peak has a low combustion temperature and many impurities.
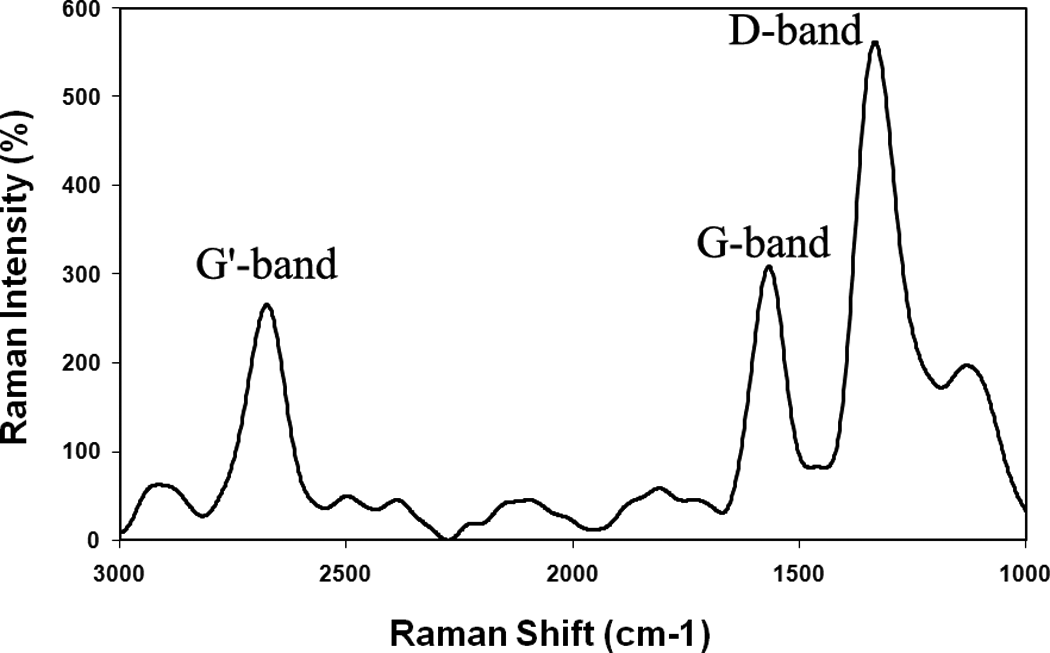
Raman spectra of the used MWCNTs. MWCNT: multi-walled carbon nanotube.
Method
Composites preparation
HDPE, WF, and MWCNTs were weighed and bagged based on the formulations given in Table 1. The mixing was carried out in an internal mixer (Brabender® Plasti-Corder®, Germany). First, HDPE was fed to the mixing chamber. After HDPE melting, compatibilizer and nano filler were added. WF was fed at the 5th min, and the total mixing time was 13 min. The compounded materials were then ground using a pilot scale grinder (WIESER, WGLS 200/200 Model, Germany). The resulted granules were dried at 105°C for 4 h. The test specimens were prepared by injection molding (Imen machine, Iran). The specimens were stored under controlled conditions (50% relative humidity and 23°C) for at least 40 h prior to testing.
Composition of evaluated formulations.
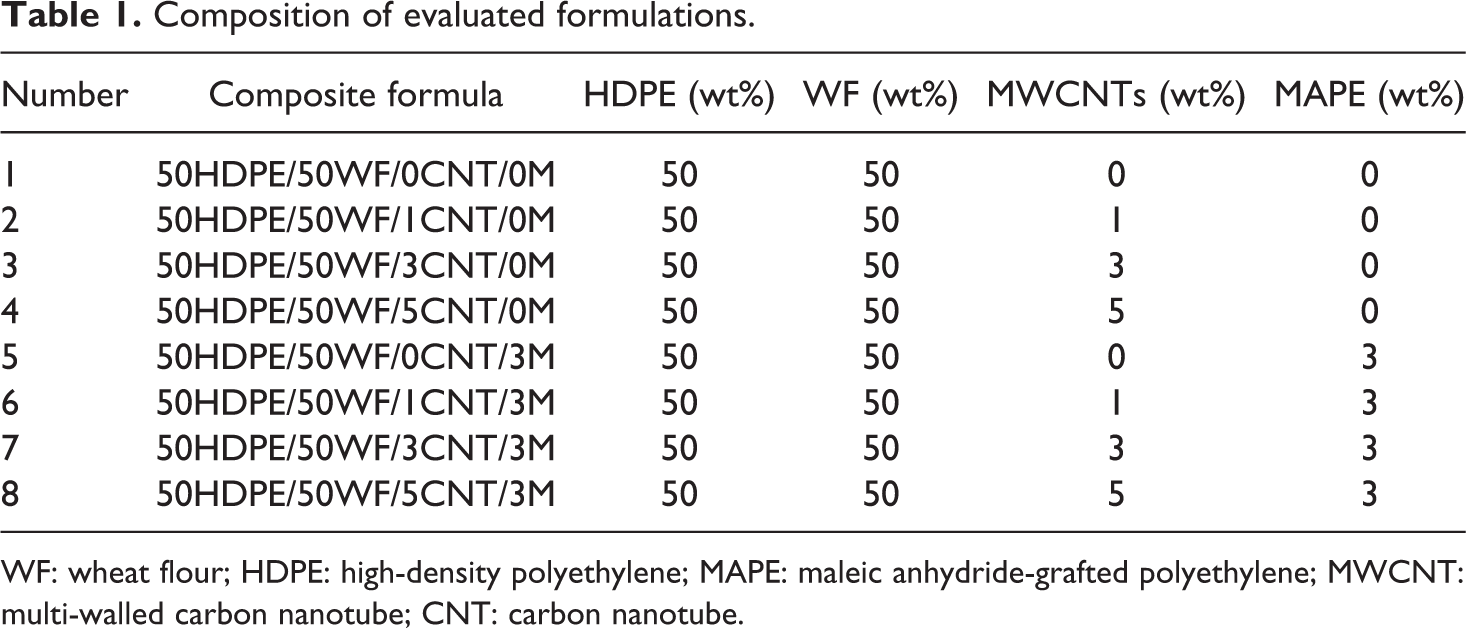
WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene; MWCNT: multi-walled carbon nanotube; CNT: carbon nanotube.
Measurements
Physical tests
Water absorption and thickness swelling tests of the nanocomposites were performed based on the ASTM D7031-04 standard. Five specimens from each combination were taken and dried in an oven for 24 h at 100 ± 3°C. The weight and thickness of dried specimens were measured at an accuracy of 0.001 g and 0.001 mm, respectively. The specimens were then immersed in distilled water for 24 h and kept at a temperature of 20 ± 2°C. The weight and thicknesses of the specimens were measured after excessive water was rinsed from their surface. The values of the water absorption (WA
(t); in percentage) at time t were calculated using the following equation:
where W 0 is the oven-dried weight and W (t) is the weight of the specimen at a given immersion time t.
Also, the values of the thickness swelling (TS(t); in percentage) at time t were calculated using equation (2):
where T 0 is the initial thickness of specimens, and T (t) is the thickness at time t.
Mechanical tests
The tensile strength tests were measured according to the ASTM D638 standard, using an Instron machine (Model 1186, England). The tests were performed at crosshead speeds of 5 mm min−1. A Zwick impact tester (Model 5102, Germany) was used for the izod impact test. All the samples were notched in the center of one longitudinal side based on the ASTM D256 standard. For each treatment level, five replications were tested.
Scanning electron microscopy
The morphology of the composites was examined using a SEM (XL 30) supplied by Philips Company Limited (The Netherlands). The fracture surfaces of the specimens after impact test were sputter coated with gold before analysis. All images were taken at an accelerating voltage of 17 kV.
Results and discussions
Nanocomposites morphology
There is a relation between nanocomposites properties and their internal structure. The reinforced nanocomposites properties with natural fiber are significantly dependant on nanomaterial type, polymer and fiber-reinforcing material, the arrangement of particles in the matrix, and their adhesion to the polymer phase in the interfacial region. These images can serve as a suitable means to explain the physical and mechanical properties of nanocomposites. Figure 3(a) shows SEM micrograph of the sample without MWCNTs and MAPE (control) with a magnification level of 500×. Regarding the absence of MAPE and MWCNTs, as it can be witnessed, there are many holes in the matrix in which fibers, in some parts, were removed unaffected from their places and instead of having fibers, there are many wholes indicating a poor adhesion between the fibers and the matrix.
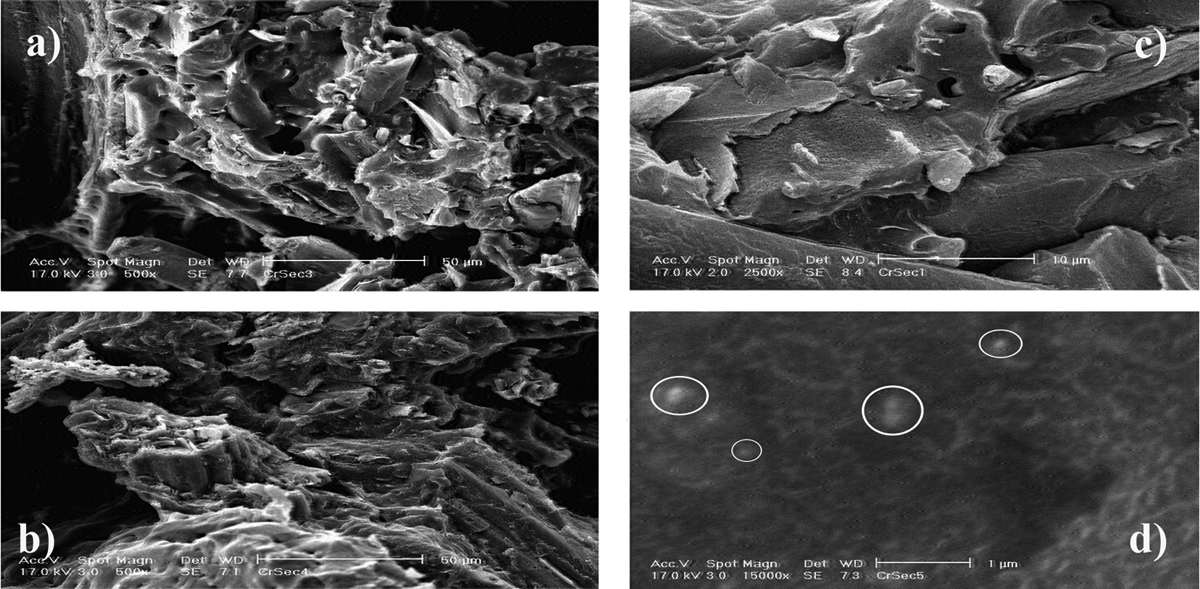
SEM photomicrographs of fractured samples of nanocomposites with (a) 0% MWNCT + 0% MAPE, (b) 3% MWCNT + 0% MAPE, (c) 3% MWCNT + 3% MAPE, and (d) 5% MWCNT + 0% MAPE. MWCNT: multi-walled carbon nanotube; MAPE: maleic anhydride-grafted polyethylene.
Figure 3(b) shows the WF/HDPE composite containing 3% of MWCNTs without compatibilizer with a magnification level of 500×. The sample surface was more uniform than that of the control sample; however, in some cases empty holes evidences the fiber pull out from the matrix is shown. Yet, the fibers in disjointed areas are intact and the surface of the matrix was consistent and uniform showing positive effect of MWCNTs on filling the gap between the fibers and the matrix. Nevertheless, there is a weak interaction between the fiber and matrix, which is seen as distant and fine failure.
Figure 3(c) shows the simultaneous effect of the nanoparticles and compatibilizer. With a magnification of 2500×, it is evident that the matrix had a good level of smooth and monotonous surface that encapsulated the fibers. As samples include compatibilizer, due to the surface activation effect of fibers by MAPE, HDPE bonds to wood fibers and encapsulates them. However, in the WF/HDPE nanocomposites, samples containing 5% of MWCNTs under a magnification level of 15000×, as shown in Figure 3(d), it is observed that the higher the percentage of MWCNTs in the WF/HDPE nanocomposites, the aggregation of nanoparticles with considerable low dispersion. Such agglomeration in the nanocomposites can provide points of stress concentrations, thus providing sites for crack initiation and potential composite failure, which in some parts is specified in SEM micrograph of Figure 3(d).
Tensile behavior
The mean values of tensile strength and modulus of WF/HDPE nanocomposites containing different amounts of MWCNTs and MAPE are presented in Figures 4 and 5, respectively. Figure 4 shows that the addition of MWCNTs increases the tensile modulus in such a way that the highest tensile modulus of the composites containing 5% MWCNTs without MAPE is 3.8 GPa. While the minimum tensile modulus of the sample is related to the samples without MWCNTs and MAPE (control) which is about 2.4 GPa. The elasticity modulus of the composites depends on many factors such as the applied fibers, fiber orientation, and the adhesion between the fiber and the matrix in the interface area, the components elasticity modulus and density. 34
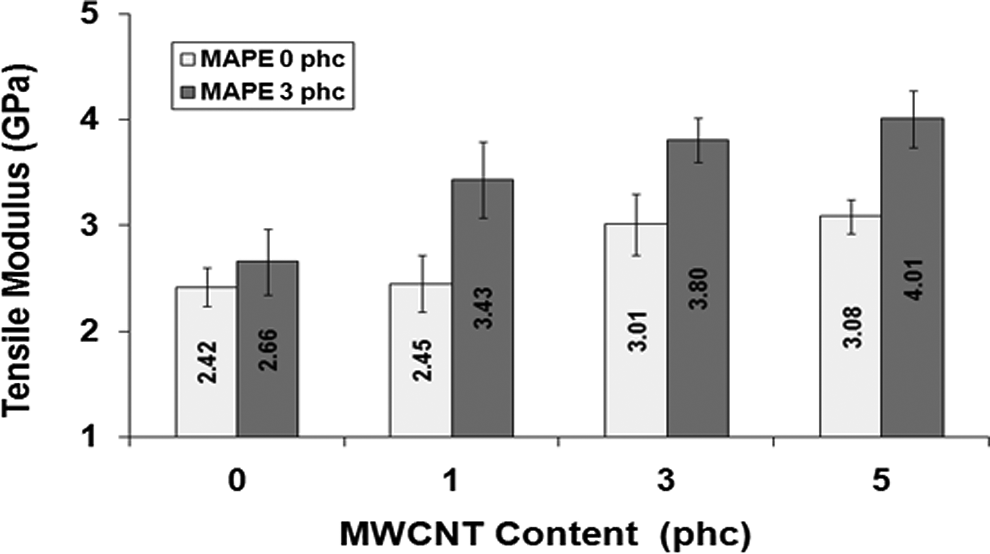
Tensile modulus of the WF/HDPE composites as a function of MWCNTs and MAPE. MWCNT: multi-walled carbon nanotube; WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene.
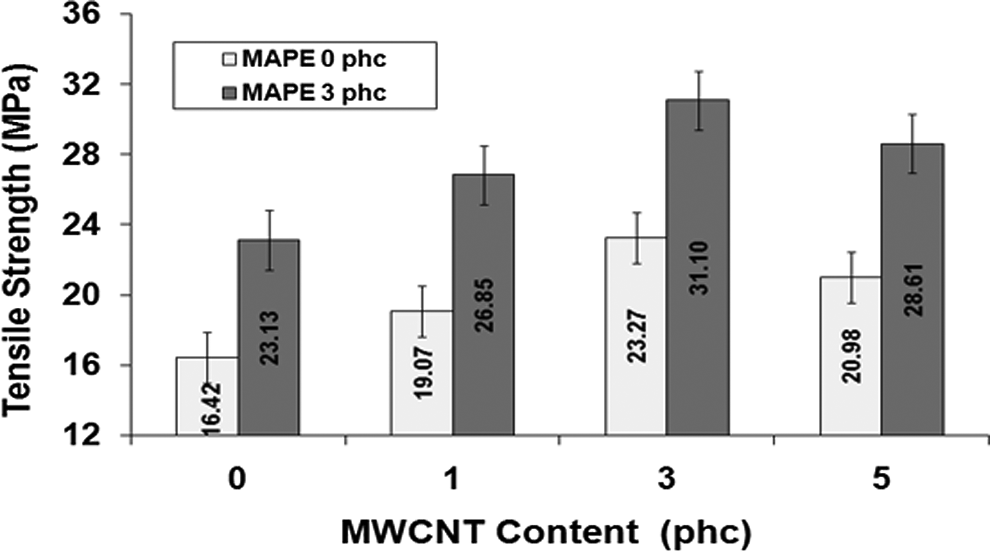
Tensile strength of the WF/HDPE composites as a function of MWCNTs and MAPE. MWCNT: multi-walled carbon nanotube; WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene.
Salvetat et al. 15 reported the elasticity modulus of CNTs to be 1 TPa. Primarily, wood fiber replacement, which has modulus elasticity of approximately 5000–8000 MPa with CNTs, can have a significant effect on elasticity modulus of nanocomposites. On the other hand, length to diameter ratio (L/D) is equal to 10,000 for MWCNTs used in this study, with extremely high fine dimensions, had substantially important effect on increasing the elasticity modulus of WF/HDPE nanocomposites. These results are consistent with the studies of Shi et al. 35 and Li et al. 36 in which they used MWCNTs and CNF as reinforcement in plastic and cement fibers, respectively.
In addition, by adding 3% MAPE to the control samples (without MAPE and CNTs), the elasticity modulus increased from 2.41 to 2.66 GPa. This could be related to better adhesion between matrix and cellulosic materials by adding MAPE which caused a decrease in the velocity of the diffusion processes (due to the existence of fewer gaps in the interfacial region and blocking hydroxyl groups by the coupling effect). Also chemically, coupling agent can form ester bonds between the anhydride carbonyl groups of MAPE and hydroxyl groups of the WFs. 37 This hypothesis is confirmed by previous studies, 38 which showed that anhydride moieties of functionalized polyolefin coupling agents entered into an esterification reaction with the surface hydroxyl groups of wood. The increase in elasticity modulus of WF/HDPE composite by adding compatibilizer has also been reported by Chowdhury and Wolcott. 39 Tensile modulus of WF/HDPE nanocomposites containing MAPE of 1, 3, and 5% MWCNTs were 29.2, 43.3, and 50.8% more than that of the control sample, respectively. Samples made with 3% MAPE along with 1, 3, and 5% MWCNTs had elasticity modulus of 40.3, 26.6, and 29.9% greater than the samples without MAPE, respectively.
Moreover, the positive effect of MWCNTs and MAPE on tensile strength is shown in Figure 5. As observed in the figure, the increase of MWCNTs up to 3% resulted in 41.7% increase in tensile strength. So, the tensile strength of 16.42 MPa in control samples increased to 23.27 MPa in WF/HDPE nanocomposites containing 3% MWCNTs. In the presence of 3% MAPE, the tensile strengths of composites with 1, 3, and 5% MWCNTs were 16.1, 34.5, and 23.7% more than that of the control samples containing compatibilizer. Various parameters influence the mechanical properties of fiber-reinforced composites including the fiber aspect ratio, fiber content, fiber–matrix adhesion, stress transfer at the interface, and mixing temperatures. 40 The presence of MAPE in the composition of WF/HDPE composite enhances compatibility and adhesion between polar cellulosic materials and nonpolar polymers. It increases the interaction and adhesion between the lignocellulosic material and polymer by creating covalent bonds with hydroxyl groups of wood fibers surfaces; and thus the stress transferred from matrix to the cellulosic material is performed better and strength increases. 29 Due to the large surface area of CNT nanoparticles with their extremely fine dimensions (high aspect ratios), as well as the intimate contact that occurs between the particles and the polymer matrix, MWCNTs can be distributed appropriately in the composite and create strong bond with composite components. Moreover, compatibilizer leads to better distribution of MWCNTs in polymer matrix, which has a significant role in increasing the mechanical properties of the composites. 41 This is confirmed by the results of SEM micrograph (Figure 3(c)). With MWCNTs increasing to 5%, marked decrease in the tensile strength by 9.8% is seen, which isprobably due to the formation of MWCNTs agglomeration in the polymer matrix. This issue corresponds with the results from SEM micrograph in Figure 3(d). However, by adding MAPE, the strength decrease is partially compensated, and the tensile strength is increased from 20.98 to 28.61 MPa. In general, the results of tensile tests showed that the highest elasticity modulus and tensile strength values of 4 GPa and 28.61 MPa are observed in the composites containing 3% MAPE and 3% MWCNTs, respectively.
Impact strength
Figure 6 shows the notched impact strength of the WF/HDPE nanocomposites. Figure 6 indicates that generally composites containing 3% MAPE have more impact strength than samples with no MAPE. The effect of MWCNTs amount on impact strength of WF/HDPE nanocomposites without MAPE showed that the sample containing 3% MWCNTs had the highest impact strength of 32.5 J M−1. Furthermore, in the absence of compatibilizer, the impact strength of composites containing 1, 3, and 5% MWCNTs was 21.4, 26.3, and 22% higher than that of the control sample, respectively. In the presence of MAPE compatibilizer, by 1–5% increase of MWCNTs, the impact strength of composites in the study increased to 17, 25.2, and 20.4 % compared with the control sample containing MAPE. Impact strength shows the strength of material against breakage and starts cracking at the weakest point of the composite, which is the connecting point between the lignocellulosic material and the polymer. 4,40 MWCNTs prevent the propagation of cracks and increase the impact strength by bridging mechanism. 38 Figure 6 shows the decrease in impact strength by an increase in MWCNTs from 3 to 5%; according to SEM micrograph of Figure 3(d), it can be observed that with increasing MWCNTs from 3 to 5%, inappropriate distribution and accumulation of nanoparticles occur. The accumulation of particles can create stress concentration points that are susceptible to fracture and crack development. 33,40,42 The increase in the imapact strength of the WF/HDPE nanocomposites has been resulted from adding MAPE in the samples containing 5% MWCNTs due to the surface bond enhancement that has caused MWCNTs dispersion in WPCs and thus increase the impact strength. Generally, the impact test results showed that the composites containing 3% MAPE and 3% MWCNTs have the greatest impact strength.
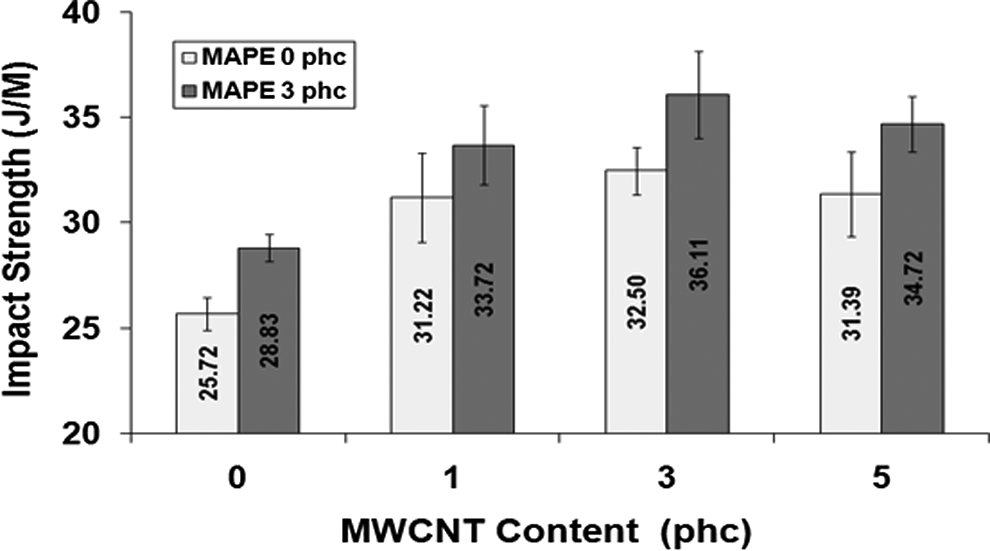
Impact strength of the of the WF/HDPE composites as a function of MWCNTs and MAPE. MWCNT: multi-walled carbon nanotube; WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene.
Water absorption and thickness swelling
Figures 7 and 8 show water absorption and thickness swelling of WF/HDEP composites, respectively after 24 h. Regarding the fixed amount of WF (50%) in all combinations, different amounts of water absorption and thickness swelling are related to the role of MWCNTs and MAPE. As seen in Figure 3(a), various cavities can be observed in the matrix without MWCNTs and MAPE that can be water absorption points according to Espert et al.
31
According to their research, water absorption in WPCs is carried out by a variety of mechanisms including: Water absorption through the cell wall of lignocellulosic material, which is due to the moisture absorption nature of lignocellulosic material, leads to composite thickness swelling. Water absorption is performed by capillary process which is created by distances and gaps in the contour intervals between plastic and wood fibers (which is created due to weak bond between wood fiber and plastic) and the voids in the wood fiber and polymer matrix (due to production process).
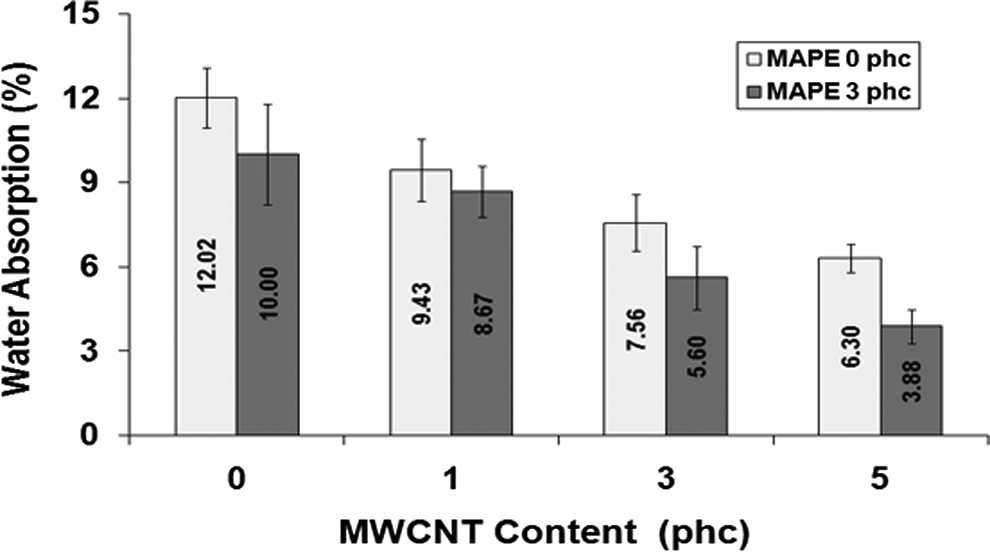
Effect of MWCNTs and MAPE content on water absorption of WF/HDPE composites. MWCNT: multi-walled carbon nanotube; WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene.
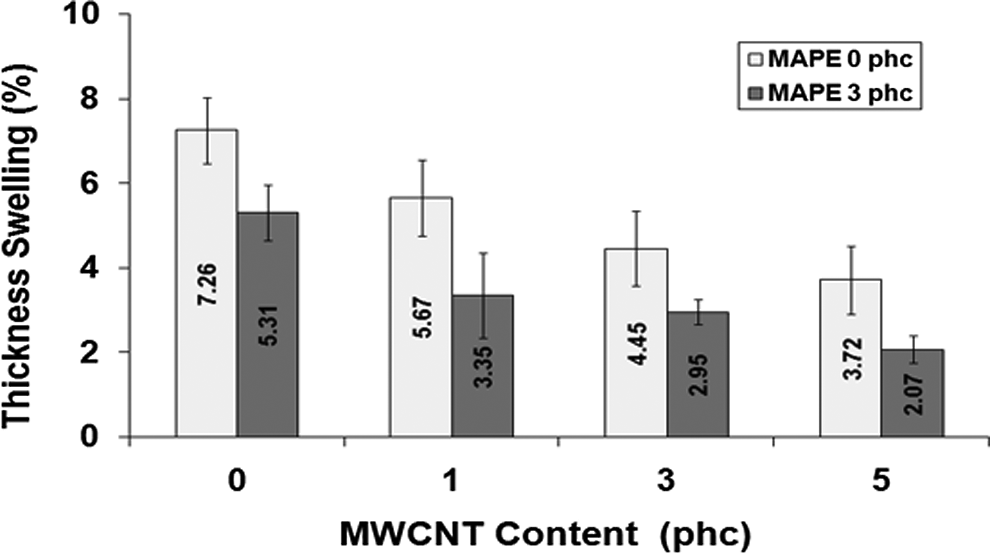
Effect of MWCNTs and MAPE content on thickness swelling of WF/HDPE composites. MWCNT: multi-walled carbon nanotube; WF: wheat flour; HDPE: high-density polyethylene; MAPE: maleic anhydride-grafted polyethylene.
In a fixed amount of MWCNTs, composites containing 3% MAPE have the lowest water absorption and thickness swelling. This is due to the better adhesion of matrix and lignocellulosic materials by the MAPE and because of less distance in interfacial regions and blocking carbonyl groups of MAPE and hydroxyl groups of WF; it causes less moisture penetration into composites. This is consistent with the studies of Markar et al. 38 They stated that anhydride moieties of functionalized polyolefin coupling agents entered into an etherification reaction with the surface hydroxyl groups of wood fibers. Upon etherification, the exposed polyolefin chains diffuse into the polymer matrix phase and entangle with polymer chains during manufacturing of the composites. 43 Figures 7 and 8 also show that in the constant of compatibilizer, WF/HDPE composites containing MWCNTs to samples without MWCNTs have less water absorption and thickness swelling. As the composite voids were filled with MWCNTs, the penetration of water by the capillary action into the deeper parts of composite was prevented. 31,37 This hypothesis is confirmed by SEM micrograph of Figure 3(c). Another reason for less water absorption and thickness swelling could be explained by the hydrophilic nature of the CNTs surface, which tends to immobilize some of the moisture inhibiting the water permeation in the polymer matrix. 33 In general, the lowest water absorption and thickness swelling are observed in the samples containing 5% MWCNTs and 3% MAPE. Also Farsheh et al. 32 indicated that by the addition of MWCNTs to rigid PVC/WF composite foams decrease water absorption and thickness swelling of foamed samples.
Conclusions
In this study, the effect of the amount of MWCNTs and MAPE on physical and mechanical properties of WF/HDPE nanocomposites was investigated. Based on this, these conclusions were obtained: Applying of MWCNTs reduces water absorption and thickness swelling of WF/HDPE composites and is further reduced with the increase of MWCNTs. The reduction of water absorption and thickness swelling of the composites, which were caused by the addition of MWCNTs to WF/HDPE composites, could be a useful factor for WPCs. Because water absorption and thickness swelling influences all the physical and mechanical properties of the composites and is considered as a limiting factor in the final application of the WPCs. Tensile strength of WF/HDPE nanocomposite improved by adding MWCNTs up to 3%. However, at 5% of MWCNTs the tensile strength decreases slightly. By adding MWCNTs up to 5%, it had a great role in increasing the elastic modulus of WPCs. Impact strength of WF/HDPE nanocomposites decreased by increasing MWCNTs to 5%, this is due to inappropriate distribution and concentration of MWCNTs in the polymer matrix. MAPE compatibilizer had a positive effect on reducing water absorption, thickness swelling, and mechanical strength of the nanocomposites by improving the adhesion in interfacial regions between wood fiber and polymer matrix. The results of SEM micrograph images indicate the presence and appropriate distribution of MWCNTs up to 3%. Nevertheless, with the increase of nanoparticles up to 5% in WF/HDPE nanocomposite, we observe inappropriate dispersion and aggregation of these particles that caused a decrease in impact strength of the studied nanocomposites by creating points of stress concentration. Furthermore, the addition of 3% compatibilizer leads to better dispersion of wood fibers and MWCNTs and better encapsulation of the fiber by the matrix. The general result indicates the desired and supportive effect of MWCNTs in the matrix of WF/HDPE nanocomposite. Accordingly, the highest elasticity modulus and the lowest water absorption and thickness swelling were related to the nanocomposites containing 3% MAPE and 5% MWCNTs. The maximum impact strength and tensile strength were observed in the composites with 3% MAPE and 3% MWCNTs.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.