
Abstract
This study investigated the effect of milk packet waste (Tetra Pak™) and maleic anhydride–grafted polyethylene (MAPE) on the physical and mechanical properties of wood–plastic composites. Tetra Pak was used in four levels (0, 10, 20, and 30%) and MAPE was applied in two levels (0 and 3%). The morphology of the samples was characterized using the scanning electron microscope technique. The results showed that adding Tetra Pak and MAPE to samples increased the flexural strength and modulus of elasticity and reduced 24-h water absorption and thickness swelling. The results were also confirmed by electron microscopy images.
Introduction
Widespread use of the residual waste produced by industries such as printing, packaging, and paper, and even recycled cardboards, has greatly helped to supply raw material cellulose industry and to clean up the environment. Because technological advances throughout the world have helped improve human life on the one hand, the residual waste of these technologies, on the other hand, has brought about unpleasant consequences such as environmental pollution. In recent decades, the use of packaging technology for food and beverages such as juices, milk, and so on using paper packets, which are commonly known as Tetra Pak™, has led to production of too much waste in the world. As in 2006, about 312,000 tons of these materials were seen in 12 billion tons of recycled materials in Europe. 1 It seems that the construction of composites from Tetra Pak waste provides the grounds for optimum recycling of these materials on the one hand, while, on the other hand, the presence of Kraft paper, aluminum, and polyethylene in the composition of these packets can increase the functional properties of the products. A possible usage of such waste packaging material might be panel production to be used in the furniture industry as an alternative raw material. The potential advantages of such waste for panel manufacturing can be considered as low energy demand, cost-effectiveness, easiness in recovery, and usage of whole material without leaving further waste when compared to conventional methods for wood-based panel production. 2,3 Ebadi et al., while researching the effect of waste packets for the storage of wood–plastic composite beverages on tensile strength, reported various findings. The results showed that the composites containing 30% of Tetra Pak and 3% maleic anhydride–grafted polyethylene (MAPE) have the highest strength and tensile modulus. Moreover, the sample Tetra Pak containing 3% of MAPE has the highest impact resistance. 4 Rahamin et al. used waste beverage packing materials in the manufacture of structure panels. 5 They claimed that they had made carton boards from Tetra Pak in the standard area without resin. Murathan and Gurum-Balbas have made several composites using polyvinyl acetate resins and urea formaldehyde and Tetra Pak, separately. The results have casted light on the possibility of producing several composites from Tetra Pak; however, it was not recommended in humid conditions. They also noted that they could not obtain any information related to the effect of resin proportion on the matrix. 6 In a study entitled “Mechanical evaluation of composite from lignocellulosic waste materials with variables of rice husk and wood floor,” Ayrilmis et al. concluded that aluminum composite modulus and strength filled with lignocellulosic waste is significantly more than unfilled composites. With increasing filler amounts, tensile and flexural modulus was greatly improved. 7 Hidalgo developed a rough panel board composite from Tetra Pak wastes. The results showed a better composite tensile strength and low water absorption compared to the control samples. 8
The purpose of this research is to build a wood–plastic composite using waste from Tetra Pak. Thus, some composites were made of wood floor and Tetra Pak (0, 40), (10, 30), (20, 20), and (10 and 30%) proportion and maleic anhydride grafted with low-density polyethylene (LDPE) coordinated (0 and 3%) to investigate their physical and mechanical properties.
Material and methods
Materials
LDPE with a melting flow index of 0.43–0.57 g/10 min and a density of 0.925 g/cm 3 was purchased from Bandar Imam Petrochemical Company (Khuzestan, Iran) and was selected as the matrix. The MAPE from Kimia Javid Sepahan (Isfahan, Iran) commercially named I3OS, with the melting flow index of 23 g in 10 min was used as a coupling agent. Milk packet waste, which had been collected from the Deghat furniture company in the eastern of Iran (Mashhad; the factory used them to provide food for its personnel), was used to make the board. The treated milk packets were then milled (Figure 1). A poplar wood floor was prepared from the waste provided by Atrak (Isfahan, Iran) factory in the middle of Iran. After passing through a 60-mesh sieve and then through an 80-mesh sieve, it was used as the fibrous filler. The poplar wood floor was dried to 100°C in an oven for 24 h to reach the moisture level of below 1%. However, other materials were used after meeting the conditions.

Milled Tetra Pak™.
Sample preparation
The composite formulas are provided in Table 1. The proportions for the poplar wood floor and waste juice packets were (0, 40), (30, 10), (20, 20), and (10, 30), while the MAPE was chosen in two levels of 0 and 3%. The mixing material stage operation was prepared in a HAAKE mixer (HBI System 90, USA) at 160°C at a speed of 60 r/min. At first, LDPE was added to the mixer; after melting, the natural fibers and the coupling agent were added. Thus, the entire preparation operation took 7 min. After mixing the compounds, the prepared mixture was grinded by a semi-industrial WIESER grinder (WIESER, WGLS 200/200 Model) and transferred to the injection-molding machine. The test samples were then prepared under 10 MPa nozzle pressure at a temperature of 180°C. Finally, in order to acclimatize the samples, they were exposed to 23°C and 50% relative humidity for at least 40 h.
Composition of evaluated formulations.
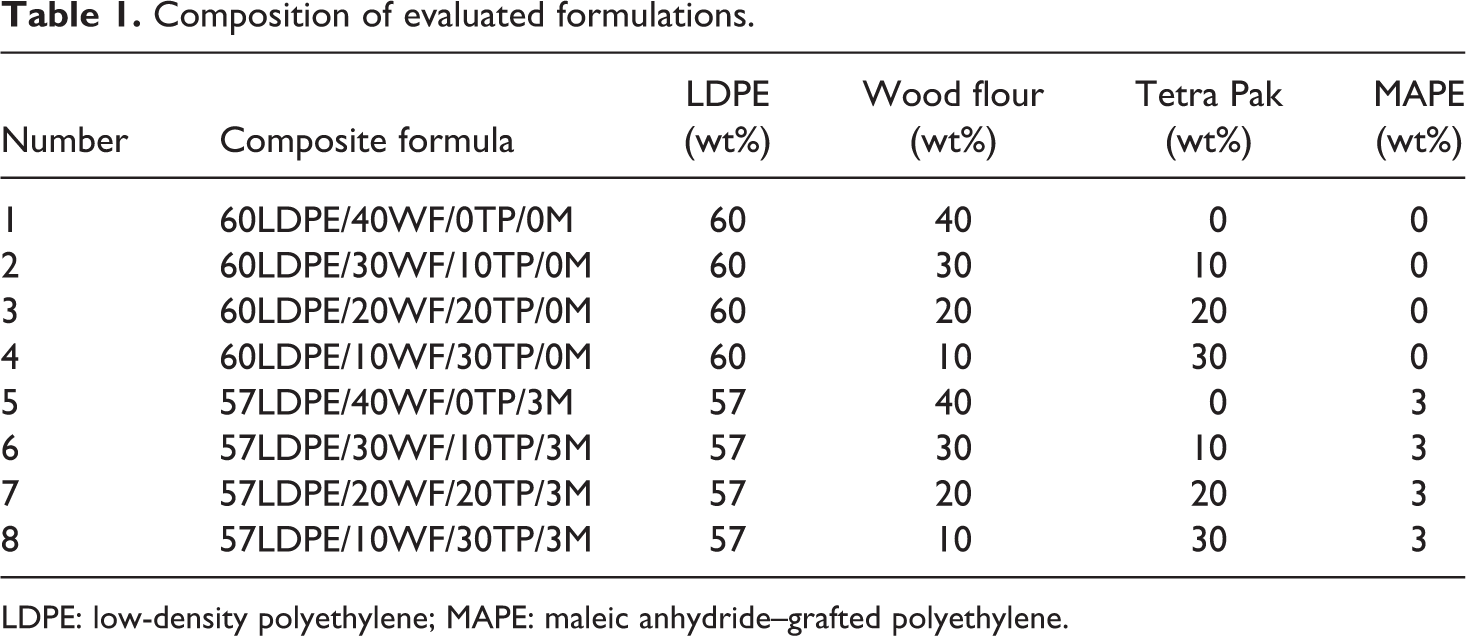
LDPE: low-density polyethylene; MAPE: maleic anhydride–grafted polyethylene.
Mechanical tests
A three-point bending of the panels was carried out according to the procedure stated in ASTM C 67-03a standard 9 by employing an Instron 1186 (Model 1186, England), with load cell 50 kN.
Water absorption and thickness swelling of the samples
Water absorption and thickness swelling tests of the panels were performed according to a standard ASTM D570 test. Five specimens from each type of panel were taken and dried in an oven for 24 h at a temperature of 100 ± 3°C. The weight and thickness of the dried specimens were measured at an accuracy of 0.001 g and 0.001 mm, respectively. The specimens were then immersed in distilled water for 2 weeks and kept at a temperature of 20 ± 2°C. The weight and thickness of the specimens were measured at different time intervals during the period of immersion after the excess water was rinsed from their surface. The values of the water absorption in percentages were calculated using the following equation:

where WAt is the water absorption (%) at time t, w 0 is the oven-dried weight, and w t is the weight of the specimen at a given immersion time t. Also, the values of the thickness swelling in percentages were calculated using the following equation:

where TSt is the thickness swelling (%) at time t, T 0 is the initial thickness of specimens, and T t is the thickness at time t.
Scanning electron microscopy
To study the morphology of the structure, the scanning electron microscope (SEM) KYKY-EM3200 model from China was used. The samples were frozen by liquid nitrogen and were then broken. The fractured surfaces were covered with a thin layer of gold in the ion coating machine. Then, the SEM pictures of the compounds were prepared using a voltage of 26 kV.
Results
Density of WPCs
The average density of wood–plastic composites (WPCs) containing varying amounts of Tetra Pak and MAPE is shown in Figure 2. As can be seen, in chart without MAPE, increasing the Tetra Pak increases the density. The highest amount is for samples containing 30% Tetra Pak. Also, the amount of density will be increased by adding MAPE. Due to the addition of the Tetra Pak containing aluminum, Kraft paper, and MAPE, the density increased.
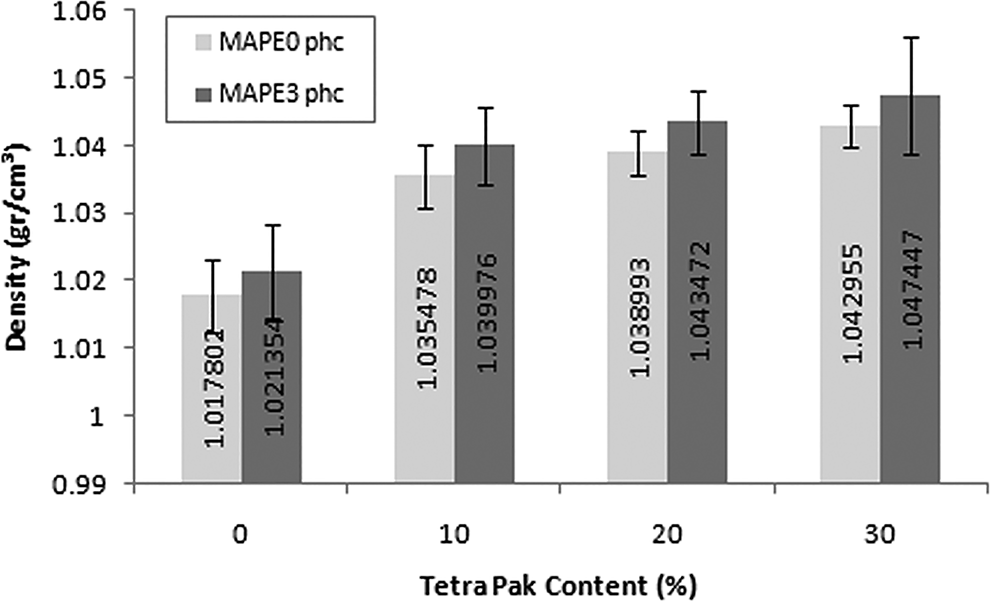
Density of Tetra Pak™/wood/LDPE composites. LDPE: low-density polyethylene.
Flexural strength and modulus of elasticity
Figure 3 shows the effect of different percentages of Tetra Pak and MAPE on the flexural strength of LDPE/wood composites. As can be seen, increasing the Tetra Pak and coupling agent increases the flexural strength such that, with the addition of 30% of Tetra Pak in the samples without coupling agent, the flexural strength had increased by 27.92%. This is an increase of 15.76% for samples containing 3% coupling agent and 10% Tetra Pak, which suggests a positive effect of Tetra Pak on the increased flexural strength, which is due to the presence of aluminum foils in the Tetra Pak. 7 The flexural strength of the composites containing MAPE 0, 10, and 20% and 30% Tetra Pak is 11.26, 24.3, and 37.05%, respectively, and 40.02% higher than their corresponding samples without coupling agent. The samples containing 10, 20, and 30% Tetra Pak are, respectively, 15.76, 47.07, and 60.98% more than the control samples containing the coupling agent, by adding 3% MAPE to WPCs having 60% wood floor. Due to the presence of polyethylene in different layers of the Tetra Pak and the presence of cellulose fiber in the form of Kraft paper, there is a possibility of stronger bond between WPCs and Tetra Pak. Sen et al. were able to increase the amount of flexural strength and modulus of elasticity from 25.1 and 2278 MPa to 3.28 and 4400 MPa, respectively, 10 which is consistent with the results of this study.
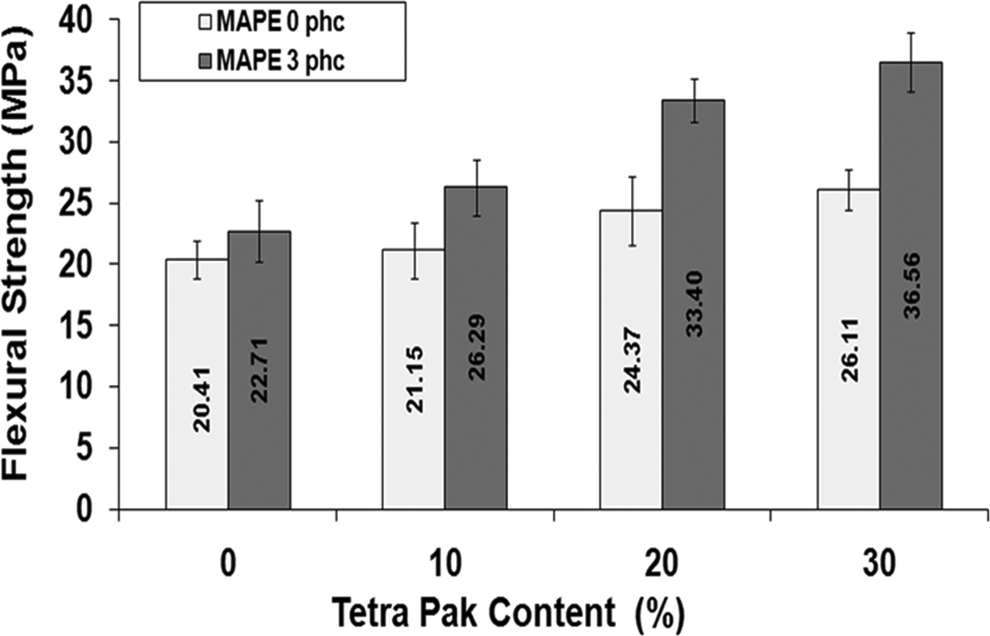
Flexural strength of Tetra Pak™/wood/LDPE composites. LDPE: low-density polyethylene.
One way for improving the mechanical properties of composites is the treatment with coupling agents such as maleic anhydride–grafted polyolefins and silanes. 7 Another way for improving the mechanical properties of the composites is the incorporation of nanoscale reinforcing fillers, such as nanoclay and carbon nanotube. 7
The average flexural modulus of elasticity of WPCs containing varying amounts of Tetra Pak and MAPE is shown in Figure 4. Figure 4 illustrates that adding Tetra Pak increases the flexural modulus of the samples. The highest flexural modulus was seen in composites containing the coupling agent and 30% of Tetra Pak, while the lowest flexural modulus (0.99 GPa) was seen in composites without Tetra Pak and the coupling agent. The modulus of elasticity in the composites depends on the modulus of elasticity of the components and density of the composite. 11 With the addition of 3% MAPE to the control samples, the modulus of elasticity was increased by 53.5%. By reducing the surface energy of the fibers and bringing them closer to the plastic surface energy, the MAPE compatibilizer leads to better wettability of the fibers, resulting in an increase in adhesion in the interphase filler and polymer matrix material. 11 Using 3% of MAPE strengthens the inter phase of the cellulose fibers and polymers; also, by creating a continuous and homogeneous matrix by the coupling materials, this increases the modulus of elasticity and, as a result, leads to a high modulus of elasticity by increasing the amount of coupling agent. The flexural modulus is increased as a result of the better transfer of stress between the polymer matrix and filler. 11 By constructing WPCs with 50% bagasse and 3% MAPE, Mengeloglu and Karakus could raise the flexural modulus of elasticity to 1311 MPa. 12 The increase in the modulus of elasticity by adding an MAPE is also clearly seen in this study.
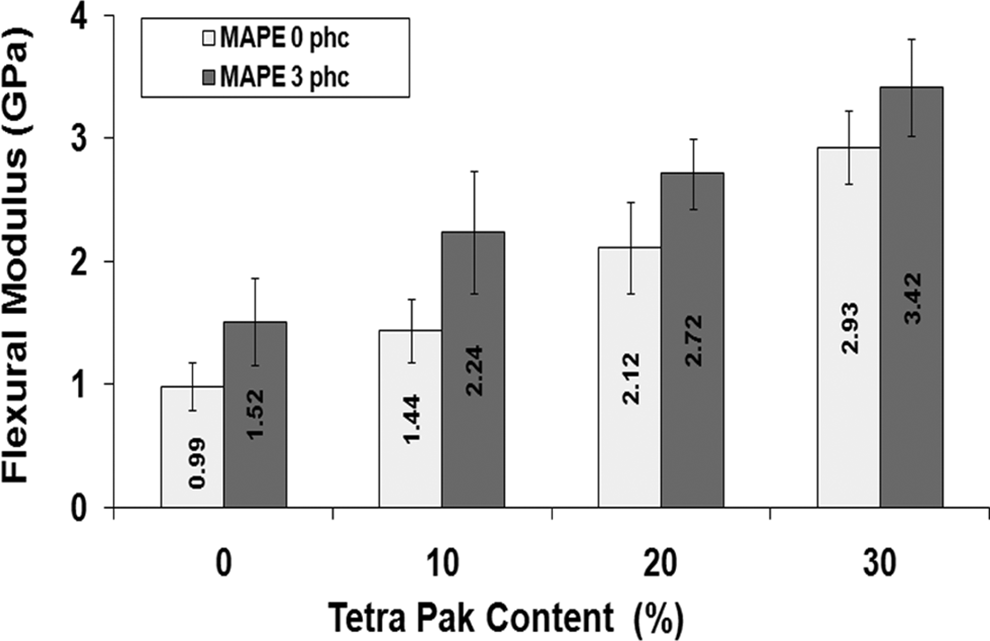
Flexural modulus of elasticity of Tetra Pak™/wood/LDPE composites. LDPE: low-density polyethylene.
Water absorption and thickness swelling
Figures 5 and 6 show the 24-h water absorption and thickness swelling of WPCs filled with Tetra Pak, respectively. As can be seen in Figure 5, the highest water adsorption is in the samples without Tetra Pak and MAPE. According to Espert et al., water absorption in WPCs is performed in different mechanisms, including (1) water absorption through the lignocellulosic material cell wall arising from the wettability of the lignocellulosic materials, which ultimately leads to thickness swelling of composites; and (2) water absorption via a capillary process through the gaps in the plastics, fibers, and pores in the wood and polymer matrix. 13 In constant Tetra Pak, composites containing 3% MAP have the lowest water absorption and thickness swelling. This matter is related to better adhesion of the matrix material and lignocellulosic material by MAPE, which reduces the rate of penetration of moisture into the composite due to the decreased distance between the interphase region and the blocking of MAPE carbonyl groups and hydroxyl groups of wood flour. 14 This is consistent with the study by Makar et al. They demonstrated that anhydride functional groups of polyolefin coupling agents enter the etherification reaction with the wood surface hydroxyl groups. By esterification, polyolefin free chains penetrate into the polymer phase and become involved in the polymer chains during the production of the composites. 15 Figures 5 and 6 also show that, when the compatibilizer is constant, increasing the Tetra Pak reduces the water absorption and thickness swelling of the samples. In general, the lowest water absorption and thickness swelling can be seen in samples containing 30% Tetra Pak and 3% MAPE. The water absorption and thickness swelling of the composites containing 30% Tetra Pak and 3% MAPE is 120 and 72.96% less than the samples without Tetra Pak.
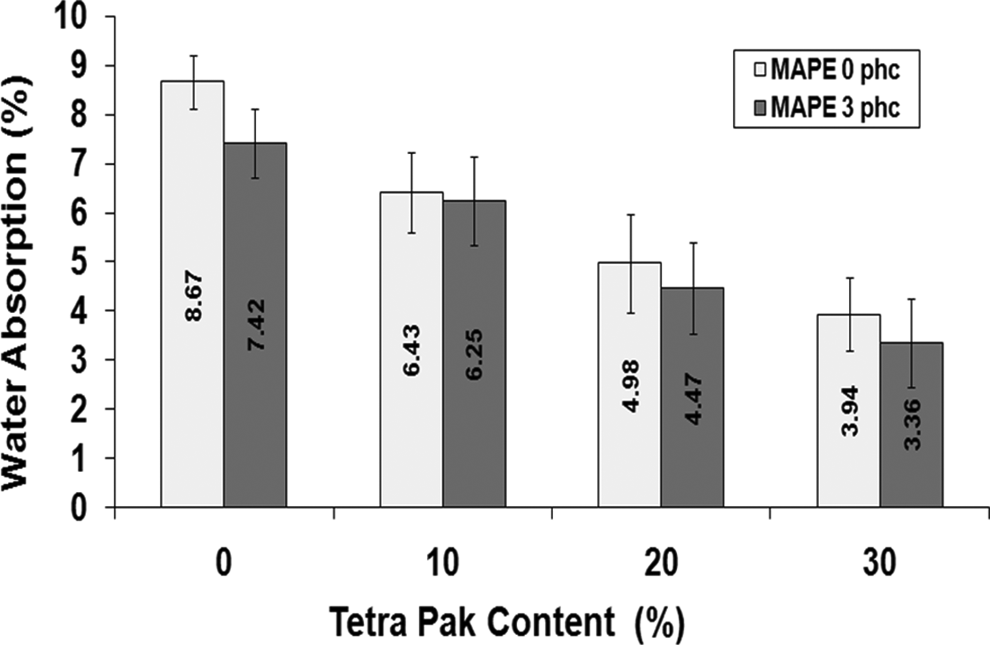
24-h water absorption of Tetra Pak™/wood/LDPE composites. LDPE: low-density polyethylene.
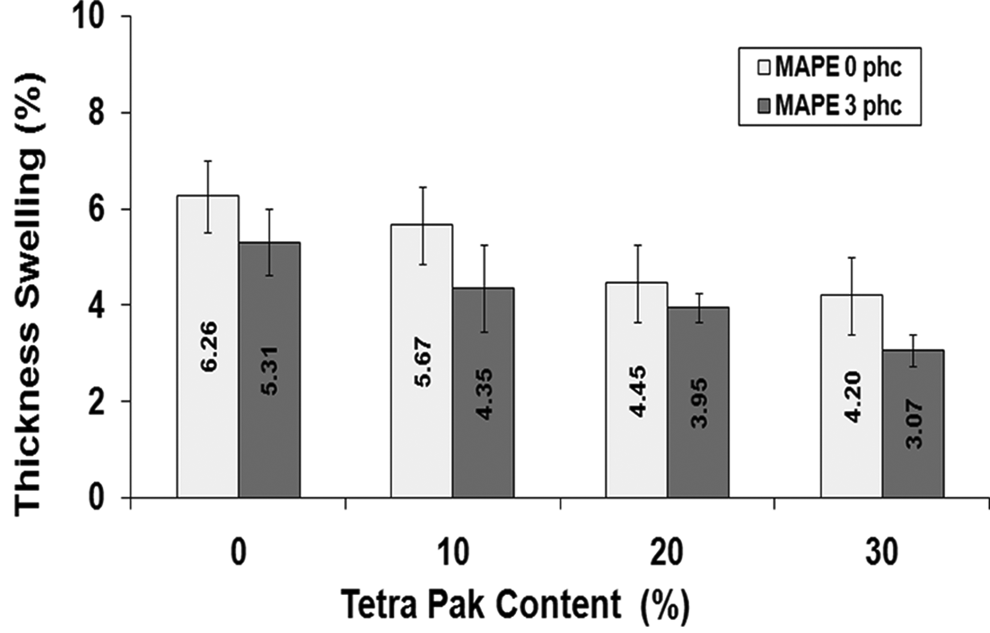
24-h thickness swelling of Tetra Pak™/wood/LDPE composites. LDPE: low-density polyethylene.
Morphology of the sample fracture surfaces
SEM images are appropriate means by which to explain some of the physical and mechanical properties of composites. Figure 7(a) is related to the samples without Tetra Pak and MAPE, which is shown with 50× magnification. As can be seen in the image, with stress application, there are pores and spaces within the matrix material, which implies the withdrawal of cellulose fibers from the polymer matrix; this indicates poor binding between the fibers and the matrix material due to the absence of MAPE. As was seen in the graph of flexural strength and modulus, the samples without Tetra Pak and MAPE have the least strength. Figure 7(b) shows the composite containing 10% Tetra Pak but without MAPE with 1000× magnification. As can be seen, the presence of 10% Tetra Pak and the plastic within it indicates the dispersed presence of the particles in the matrix material. Much disruption can be seen in the image, which is caused by poor binding between the fiber and matrix material in the interphase region. In Figure 7(c), aluminum sheets can be seen quite clearly with a magnification of 2500×, which is marked with arrows in the image. With the presence of Kraft paper and aluminum sheets, it is also observed that increasing Tetra Pak up to 20% leads to an increase in the flexural strength in samples containing Tetra Pak. The reason for the reduction of water absorption and thickness swelling is the filling of the pores by aluminum foils. Figures 6(e) and 7(d) show the samples containing 10 and 20% Tetra Pak and 3% MAPE, respectively, with a 500× magnification. The presence of Tetra Pak aluminum sheets and Kraft paper is clearly seen in the image. However, some fracture points can be seen due to the activating effect of the added MAPE. These fracture points are connected to the wood fibers and take the Tetra Pak particles; this increases the flexural strength and reduces the water absorption and thickness swelling in the samples.
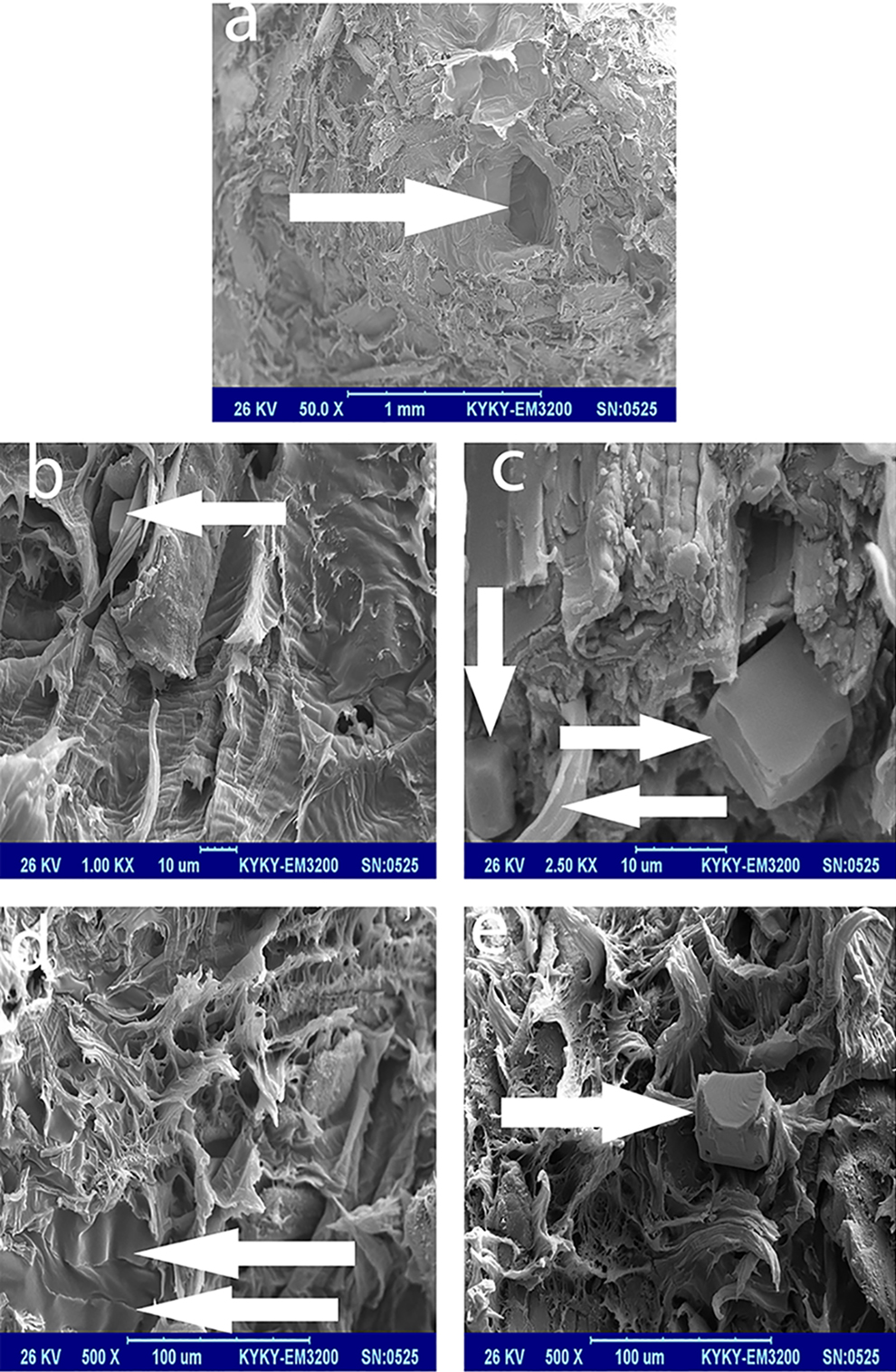
SEM micrographs of fractured samples of composites: (a) 0% Tetra Pak™, 0% MAPE; (b) 10% Tetra Pak™, 0% MAPE; (c) 20% Tetra Pak™, 0% MAPE; (d) 10% Tetra Pak™, 3% MAPE; (e) 20% Tetra Pak™, 3% MAPE. SEM: scanning electron microscope; MAPE: maleic anhydride–grafted polyethylene.
Discussion and conclusion
In this article, the effect of waste produced from milk storing packets (Tetra Pak) and MAPE on the physical and mechanical properties of WPCs was examined and the following results were obtained: With the addition of Tetra Pak of up to 30%, the flexural strength and modulus of elasticity were increased significantly. By improving the adhesion in the inter phase region and wettability of the fiber surfaces, MAPE compatibilizer had a positive effect on the mechanical strength of the composites. With the addition of Tetra Pak, the water absorption and thickness swelling of the composites were reduced, while the addition of MAPE improved the adhesions. The results of the SEM images indicate the presence and good distribution of Tetra Pak by up to 20% in the samples. However, the images showed that, due to the presence of aluminum foils of Tetra Pak in the matrix material filling in the pores and the holes, this reduces the physical properties and increases the mechanical properties. Moreover, the addition of 3% MAPE leads to better wood fiber and Tetra Pak distribution and also surrounds the filler matrix material better than before. The overall results indicate favorable effects of the Tetra Pak filling effect in the matrix material of WPCs. Accordingly, the maximum flexural strength and modulus of elasticity is observed in composites containing 30% Tetra Pak and 3% MAPE. The lowest water absorption and thickness swelling is seen in samples containing 30% Tetra Pak and 3% MAPE.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.