
Abstract
The present article reports the preparation and characterization of polypropylene (PP) composite with pulque (Agave cantala) leaf fibres treated with sodium hydroxide or sodium chlorite. PP composite material of untreated fibres was also prepared for comparison. The composite samples prepared by hot press-moulding machine were analyzed using Fourier transform infrared, scanning electron microscopy (SEM), thermogravimetric analysis and tensile mechanical tests. SEM analysis pointed out that in the case of PP composite with alkali-treated fibre (AF), the multi-cellular nature of fibre filament appeared more clearly, and the fibre surface became rough as compared to other composite systems that may be the cause of better interlocking between PP matrix and fibres. Consequently, the PP composite with AF (i.e. PP/AF 80/20) exhibited higher values of elastic modulus than other composite systems. The composite of PP with alkali-treated pulque fibres also displayed higher thermal resistance than the composite of PP with raw or bleached fibres.
Introduction
Nowadays natural fibres, for example, flax, hemp, kenaf, sisal and so on are considered to be a potential replacement of glass and other non-recyclable fibres for application in composite materials. Natural fibres are available, renewable, biodegradable and easily recycled. As compared to glass fibres, natural fibres posses many advantages such as low cost, light weight (density, about 40% lower than glass fibres), 1 high toughness, comparable specific strength properties, reduction in tool wear, ease of separation, and carbon dioxide neutrality that encourage applications in composite materials. 2 In addition, the energy consumption to produce a flax fibre mat (9.55 MJ kg−1), including cultivation, harvesting, and fibre separation, amounts to approximately 17% of the energy to produce a glass fibre mat (54.7 MJ kg−1). 3
Although natural fibres posses many advantages and incorporation of natural fibres into polymer matrices can offer a possibility to design new composite materials with reduced environmental impact, the main drawbacks for the application of cellulosic fibres are the strong hydrophilic nature of their surface, which causes poor adhesion and non-homogeneous dispersion in most non-polar matrices. In addition, since they are grown naturally, the properties of the fibres can vary greatly from plant to plant. Indeed, good dispersion of fibres in the polymer matrix and good fibre–matrix interfacial adhesion are important prerequisites for obtaining good mechanical and final properties of the resulting composites. 4
Polypropylene (PP) is the most commonly used thermoplastic in recent years in automotive applications such as door panels, seat backs, headliners, package trays, dashboards, interior parts and so on for non-structural components. PP is favoured due to its low density, excellent processability, mechanical properties and good dimensional stability and impact strength. 1 Recently, some companies such as Dieffenbacher (Germany), BASF (Germany) and Rieter Automotive (Switzerland) together with various academic and research institutions have taken the lead in natural-fibre composites development. 3 There are some research papers that have also been published studying the preparation and properties of PP composites with various natural fibres in different journals.
Zafeiropoulos et al. 5 studied the effect of surface treatments of fibres on the performance of PP composites with flax fibres treated with acetic anhydride and stearic acid. Erasmus et al. 6 studied the mechanical properties PP composites with flax fibres treated with acrylic acid, 4-pentanoic acid, 2,4-pentadienoic acid and 2-methyl-4-pentanoic acid. They found that mechanical properties were dependent on the kind and amount of chemical treatment. Arbelaiz et al. 7 also studied the mechanical properties of PP composites with flax fibres treated with epolene E43 (maleic anhydride-grafted polypropylene (MAPP)). MAPP copolymers are known to be very effective additives for PP/lignocellulose composites. 8 –11 Pracella et al. 12 studied the effect of components modification as well as the addition of various compatibilizers (PP grafted with glycidyl methacrylate (PP-g-GMA) and styrene-ethylene/butylene-styrene grafted GMA) on the properties of PP/hemp composites. They reported that composites of modified components as well as with compatibilizers showed improved fibre dispersion in PP matrix and higher tensile modulus as compared to the unmodified composite (PP/hemp). They also reported that the thermal stability and phase behaviour of the composites resulted to be largely affected by the fibre and matrix modification. Park et al. 13 studied the interfacial evaluation of PP composites with jute and hemp fibres treated by alkali and silane-coupling agents and also using MAPP as compatibilizer. Zampaloni et al. 14 studied manufacturing problems of PP composites with kenaf fibres using MAPP as compatibilizer. Acha et al. 15 studied the creep and mechanical behaviour of PP composites with jute fibres esterified using alkenyl succinic anhydride. Mano et al. 16 studied the effect of processing conditions on mechanical properties of PP composites with curaua fibres. Girones et al. 17 studied the flexural and impact properties of PP composites with Manila hemp using MAPP as compatibilizer. For the above-mentioned PP/natural fibres composite systems, it has been reported that composites with modified fibre and/or matrix showed improved properties with respect to untreated-based ones. It has also been reported for other polyolefin matrices (polyethylene, polystryrene (PS) etc) that composites with modified fibre and/or matrix showed improved properties with respect to untreated ones. 18 –20 Singha et al. 21 studied the mechanical and physicochemical properties of Agave americana fibres-reinforced PS composites using compression moulding technique. They reported that PS composites reinforced with agave fibres exhibited better mechanical properties than neat PS.
In our present work, we selected pulque fibres as reinforcing agent. Pulque is a typical sisal plant and pulque fibres are collected from leaves of pulque plants. Jute fibres are very common and available in Bangladesh and the use of jute fibres as reinforcements in composite materials have been reported by several researchers. 13,15 Whereas, pulque fibres have been considered for studying in Bangladesh recently. Generally, pulque plants are not cultivated in Bangladesh. These plants grow here and there without any care. This plant is familiar to villagers as Forkoria tree. Village people use these plants for making fence at their field and use pulque fibres for making ropes. In our previous work, we studied the compositions and properties of pulque fibres. 22 In the present work, we prepared and characterized PP composites with pulque fibres treated with sodium hydroxide (NaOH) and sodium chlorite (NaClO2). Alkali treatment of fibres has been used and reported for improving the fibre–matrix compatibility in several articles. 13,23 –25 Alkali treatment has two effects on the fibres: (i) it increases surface roughness resulting in better mechanical interlocking and (ii) it increases the amount of cellulose exposed on the fibre surface, thus increasing the number of possible reaction sites. Moreover, alkali treatment of fibres can also improve tensile strength of fibres. 26
In the present article, we focussed the attention on the morphology, thermal behaviour and mechanical performance of PP/pulque fibre composites, analysing the effectiveness of chemical treatments, namely NaOH or NaClO2, on the pulque fibres for improving the interfacial adhesion and thus the compatibility between the components. It is expected that both the advantageous properties of PP and the presence of low-cost natural fillers provide a good opportunity of reducing the total costs of material while improving the processing and mechanical properties.
Experimental section
Materials
The chief raw materials used for the composite preparation were PP and pulque fibres. PP was collected from the local market. NaClO2 (80%), sodium thiosulphite (Na2S2O3; 99.9%) and NaOH (98%) were supplied by BDH Chemicals (England).
Pulque fibres (local name, Forkoria) were obtained from the leaves of pulque plants collected from the Islamic University (Kushtia, Bangladesh) campus area. The leaves were put under dirty water for 15 days. When the leaves were rotten, then the fibres were taken out from the leaves and washed with water and dried in air. These fibres have been represented as raw fibres (RF) in the present article.
Bleaching of pulque fibres with NaClO2
For the purpose of bleaching of pulque fibres, about 1 g of fibres dried at 105°C was treated with 0.4 wt% (4 g L−1) of NaClO2 solution. The bleaching process was carried out at 50°C for 90 min. After bleaching, the fibres were washed thoroughly with distilled water and then treated with 2 wt% of Na2S2O3 solution for 15 min to reduce free chlorine. Finally, the fibres were washed again with distilled water, dried in an open air and then stored in desiccators. Bleached fibres has been represented as BF in the present article.
Alkali treatment of pulque fibres
Pulque fibres were cut into 50 cm length and were soaked in a 10 wt% of NaOH solution maintaining a fibre:liquor ratio of 1:50. The alkali treatment of fibres was carried out at 40°C for 1.5 h. The fibres were washed several times with tap water and finally washed with distilled water until the pH of washed water became 7. The washed fibres were dried at room temperature followed by oven drying at 100°C for 6 h and then stored in desiccators. Alkali-treated fibres have been represented as AF in the present article.
Composite preparation
Pulque fibres (raw, bleached, and alkali treated) were cut into 2 mm length and mixed with required amount of PP pellets homogeneously for a period of 2 min at 400 r min−1 in a blender, and then the mixture was taken into stainless steel mould. The heating and pressing were carried out by 450 kN Weber–Pressen hydraulic press. The press consists of pressing, heating and cooling in digital system. Initial pressure was maintained at 50 kN and final pressure at 100 kN; temperature was 160°C. Under the influence of heat, the compacted mass get cured and hardened to shape. After completion of heating, the mould was allowed to cool down. When cooling was completed, the composite sample was collected by hand.
Analytical techniques
Fourier transform infrared (FTIR) analysis of fibres was carried out on pellet of ground fibres and pure potassium bromide (KBr) mixture. The pellet was prepared by compressing the powder of fibres and KBr in a metal holder under a pressure of 8–10 tones. Composite samples were performed by attenuated total reflectance technique using an FTIR 8400s spectrometer (Shimadzu, Tokyo, Japan). The samples were scanned in the frequency range 500–4000 cm−1 at a resolution of 4 cm−1.
The surfaces of ground composite samples were coated with a fine layer of platinum in vacuum and analysed using JSM-6490LA scanning electron microscope (SEM; JEOL, Tokyo, Japan). An acceleration voltage of 25 kV was used to investigate the fibre surface.
Thermogravimetric analysis (TGA) and differential thermal analysis (DTA) of PP and composites were carried out in a TG/DTA 6300 (Seiko Instruments Inc., EXSTAR 6000). The samples (4–10 mg) were heated from 30 to 600°C at 20°C min−1 under nitrogen, after equilibrating at 50°C. The change of weight percent and its derivative (DTG) were recorded as a function of temperature.
The mechanical properties were determined using a Hounsfield UTS 10KN (H10KS) at a cross head speed of 5 mm min−1. Oar-shaped specimens with a thickness of 4.5 mm, average width of 7 mm and gauge length of 9 cm were prepared according to ASTM designation: D 638-98, Standard Test Method for Tensile Properties of Plastics. In total, five specimens were analysed for each composite sample. Tests were conducted at ambient laboratory condition.
Results and discussion
Morphological analysis
The fractured surface morphologies of the composite systems were examined by SEM microscopy. Figure 1 shows the SEM images of fractured surface of the PP composites (a) PP/RF 80/20, (b) PP/BF 80/20 and (c) PP/AF 80/20 with pulque fibres. In Figure 1, it is seen that the pulque fibres are more or less homogeneously distributed into PP matrix, with limited formation of agglomerates and all composite systems displayed similar surface morphology. However, in the case of PP composite with AF, the multi-cellular nature of fibre filament appeared more clearly and the fibre surface became rough as compared to other composite systems. This may be due to removal of lignin and also a part of hemicellulose from the surface and the intercellular space of pulque fibres during the alkali treatment.
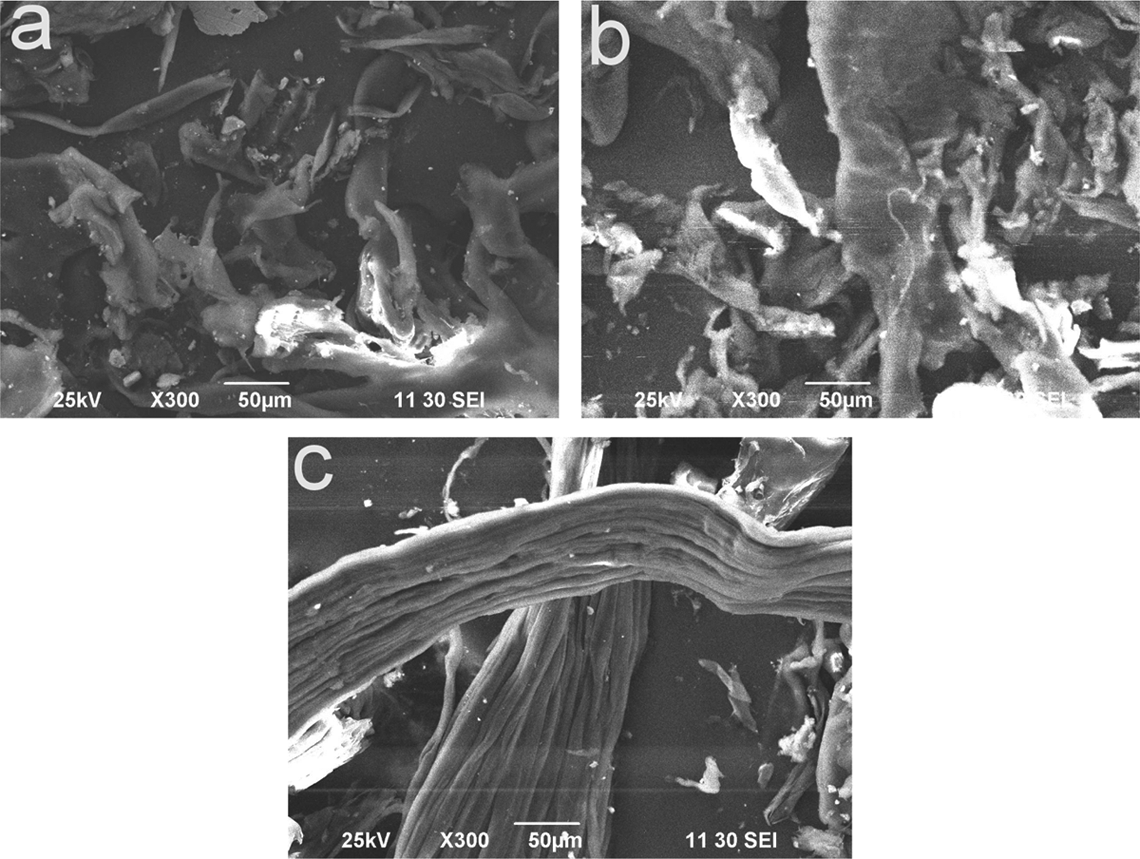
Scanning electron micrographs of (a) PP/RF 80/20, (b) PP/BF 80/20 and (c) PP/AF 80/20 composite systems. PP: polypropylene; RF: raw fibre; BF: bleached fibre; AF: alkali-treated fibre.
FTIR analysis
Figure 2(a) represents the FTIR spectra of raw pulque fibre, bleached pulque fibre and alkali-treated pulque fibre. Pulque fibres mainly contains cellulose (72 wt%), hemicellulose (11 wt%) and lignin (6 wt%). 22 The peak present at 1735 cm−1 – corresponds to the CO group – in the spectra of RF and BF is due to the presence of hemicellulose in pulque fibres. Whereas in the spectrum of AF the carbonyl band at 1735 cm−1 corresponding to hemicellulose disappears because of alkali treatment of fibres. For natural fibres, it has been reported that natural fibres are very sensitive to alkali (NaOH). 27 The peaks at 1641, 1620 and 1637 cm−1 due to OH bending of adsorbed water in fibre 28 also appeared in the spectra of RF, BF and AF, respectively. The other peaks of fibres (RF, BF and AF) appeared in the region of 3900–3000 cm−1 (not shown in the figure) and in the region of 1216–921 cm−1 are due to the characteristic band spectrum of OH (primary and secondary) groups of cellulose and C–O–C stretching vibrations of pyranose ring skeletal together with β-glycosidic linkages, respectively. 29
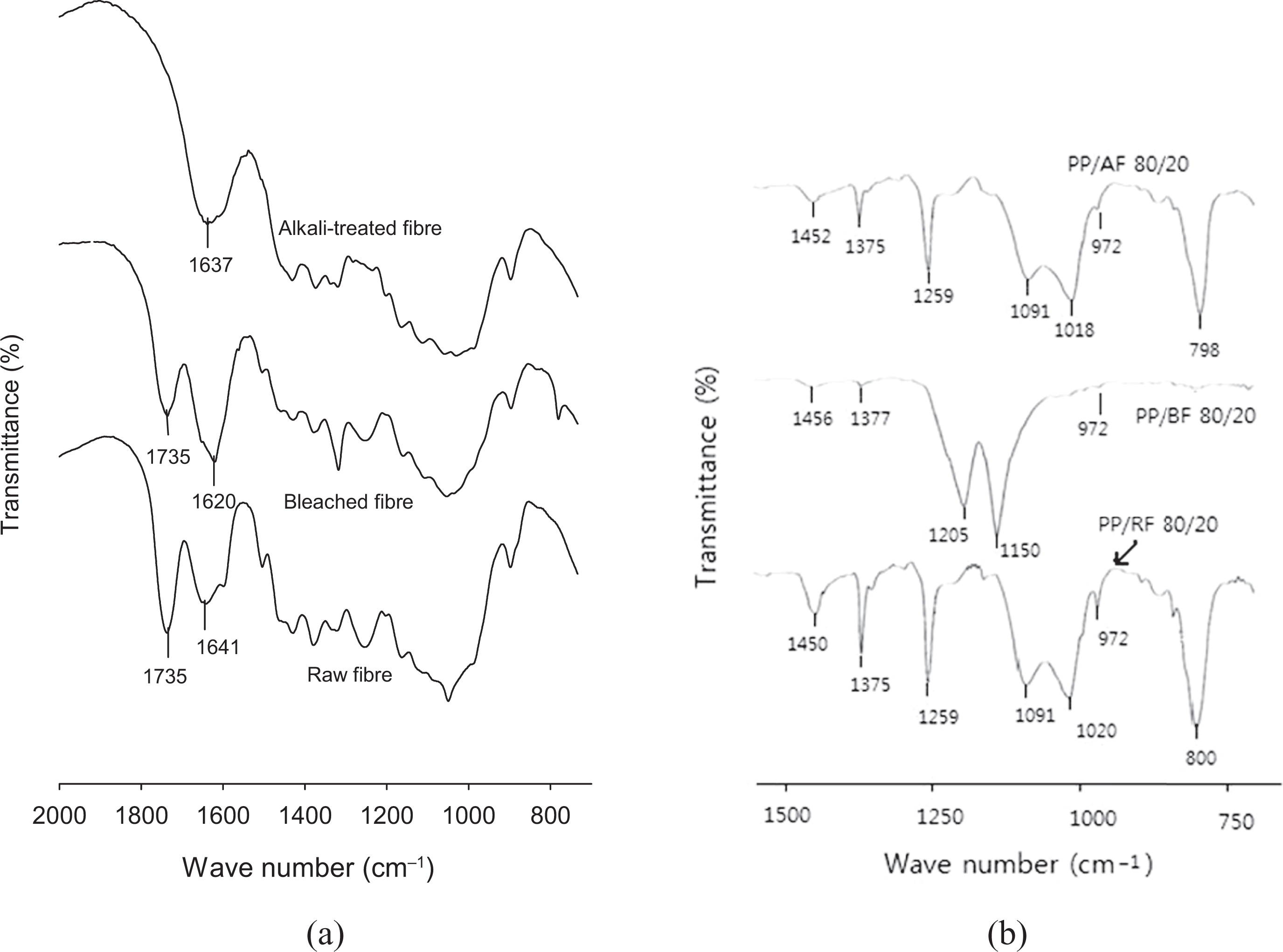
(a) FTIR spectra of raw, bleached, and alkali-treated pulque fibre. (b) FTIR spectra of PP/RF, PP/BF and PP/AF composites. FTIR: Fourier transform infrared; PP: polypropylene; RF: raw fibre; BF: bleached fibre; AF: alkali-treated fibre.
Figure 2(b) represents the FTIR spectra of composites. In the spectrum of PP/RF of Figure 2(b), the peaks at about 1450 and 1375 cm−1 are due to the bending vibrations of C–H in –CH2– (present in PP and fibres) and –CH3 of PP, respectively. C–H stretching vibrations of –CH–, –CH2 and –CH3 present in PP also appeared at the frequency of 2872, 2930 and 2970 cm−1, respectively, (spectrum of these regions has not been shown in the Figure 2(b)). The other peaks at about 1259, 1091 and 1020 cm−1 are due to the C–O stretching vibrations of secondary OH groups of cellulose, C–O–C stretching vibrations of cellulose and C–O stretching vibrations of primary OH groups of cellulose respectively. The FTIR spectrum of PP/AF 80/20 composite (Figure 2(b)) is very similar to the spectrum of PP/RF 80/20 composite. On the other hand, PP composites with BFs displayed different FTIR spectrum as compared to the spectra of PP/RF and PP/AF. The peak at 1020 cm−1 corresponding to the C–O stretching vibrations of primary OH groups of cellulose appeared in the spectra of PP/RF and PP/AF is not present in the spectrum of PP/BF composite. Moreover, the peak at about 1091 cm−1 due to C–O–C stretching vibrations of cellulose pyranose ring skeletal presence in the spectra of PP/RF and PP/AF is shifted to 1150 cm−1 in the FTIR spectrum of PP/BF. The FTIR analysis indicated that the interactions (physical or chemical) between PP and fibres in PP/BF composite are different from the PP and fibres interactions in PP/RF and PP/AF composites.
Thermal analysis
In Figure 3 the TGA curves of weight loss and their derivatives, analyzed at 20°C min−1 in nitrogen, are reported for the various samples (PP, PP/RF 80/20, PP/BF 80/20 and PP/AF 80/20). Temperatures of maximum rate of weight loss (Td) during TGA experiments are listed in Table 1. For plain PP, maximum degradation rate was recorded at about 463.1°C, similar degradation rate of PP was reported by Ramisa et al. 30 In Figure 3, it is also seen that composite of PP with raw pulque fibres (PP/RF 80/20) showed lower value of Td (440.4°C) than that of plain PP and other composite systems (PP/BF 80/20 and PP/AF 80/20). On the other hand, both composite of BFs (PP/BF 80/20) and composite of AFs (PP/AF 80/20) displayed higher values of Td than that of plain PP. Therefore, it can be deduced that chemical treatment of pulque fibres, that is, bleaching or alkali treatment can improve the thermal resistance of the PP composite materials. This increment in thermal resistance of composite materials is probably due to the decrease of lignin and hemicelluloses content in the fibre after chemical treatment. TGA of raw pulque fibre (Td = 354°C) and alkali-treated pulque fibre (Td = 362°C) was carried out by Zaman. 31 He reported that AF exhibited lower values of weight loss (55.5 wt%) than that of (72.9 wt%.) RF within 260–300°C (first stage of weight loss). In addition, composites of PP with BF and AF displayed two peaks corresponding to the degradation of cellulose – main constituent of pulque fibres – (354.1°C for PP/BF and 357.4°C for PP/AF) 32 and PP (467.1°C for PP/BF and 471.5°C for PP/AF). The composite of PP with alkali-treated pulque fibres displayed higher thermal resistance than the composite of PP with BFs.
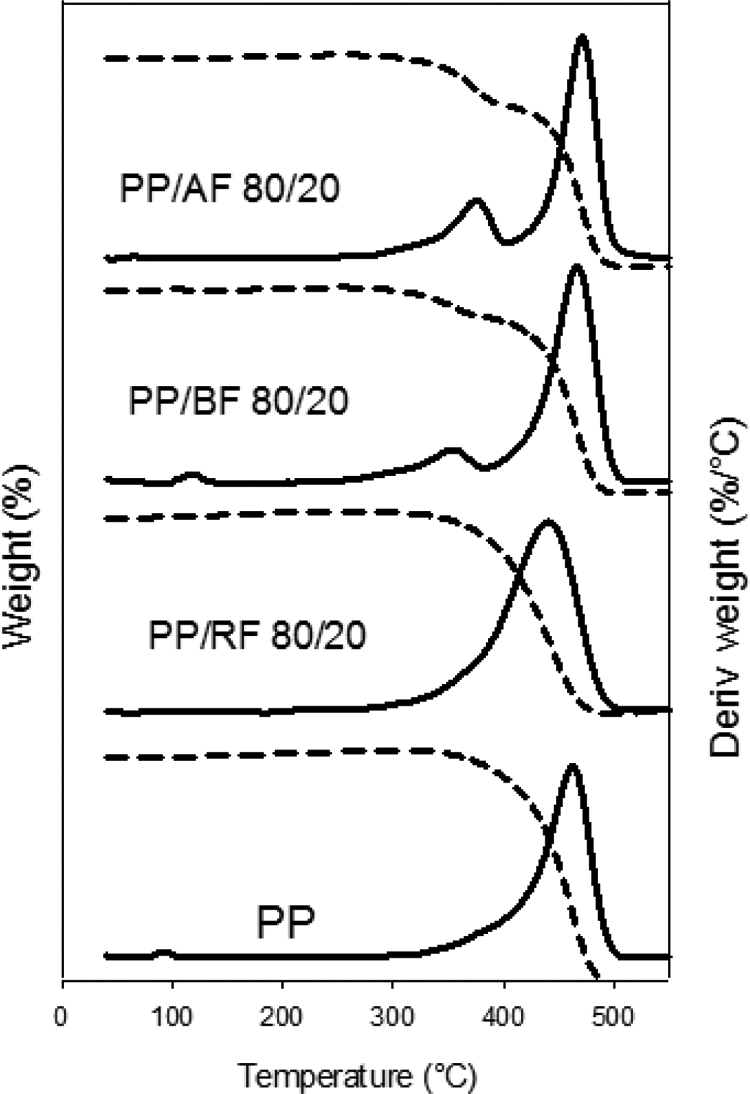
TGA and DTG curves of PP and its composites with pulque fibres. TGA: thermogravimetric analysis; DTG: differential thermogravimetric; PP: polypropylene.
Temperatures of Td measured during TGA experiments.
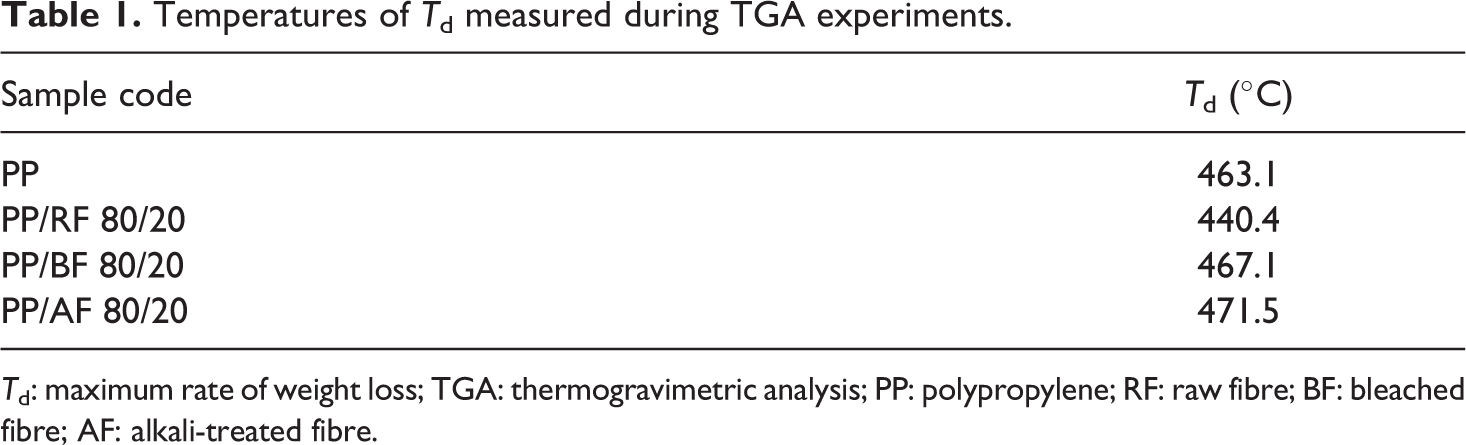
Td: maximum rate of weight loss; TGA: thermogravimetric analysis; PP: polypropylene; RF: raw fibre; BF: bleached fibre; AF: alkali-treated fibre.
Thermal degradation behaviour of PP and composites was further supported by DTA (Figure 4). DTA is a technique by which phase transition or chemical reactions can be followed through observation of heat absorbed or liberated. With constant heating, any transition or thermally induced reaction in the sample is recorded as a peak or dip in an otherwise straight line. An endothermic process causes the thermocouple junction in the sample to lag behind the junction in the reference material, and hence develop a voltage, whereas an exothermic event produces a voltage of opposite sign. It is seen in Figure 4 that each curve displays the two endothermic peaks – the first peak at about 158–161°C corresponds to the crystalline phase transition of PP due to melt and the second peak at about 451–472°C corresponds to the thermal degradation of cellulose and PP.
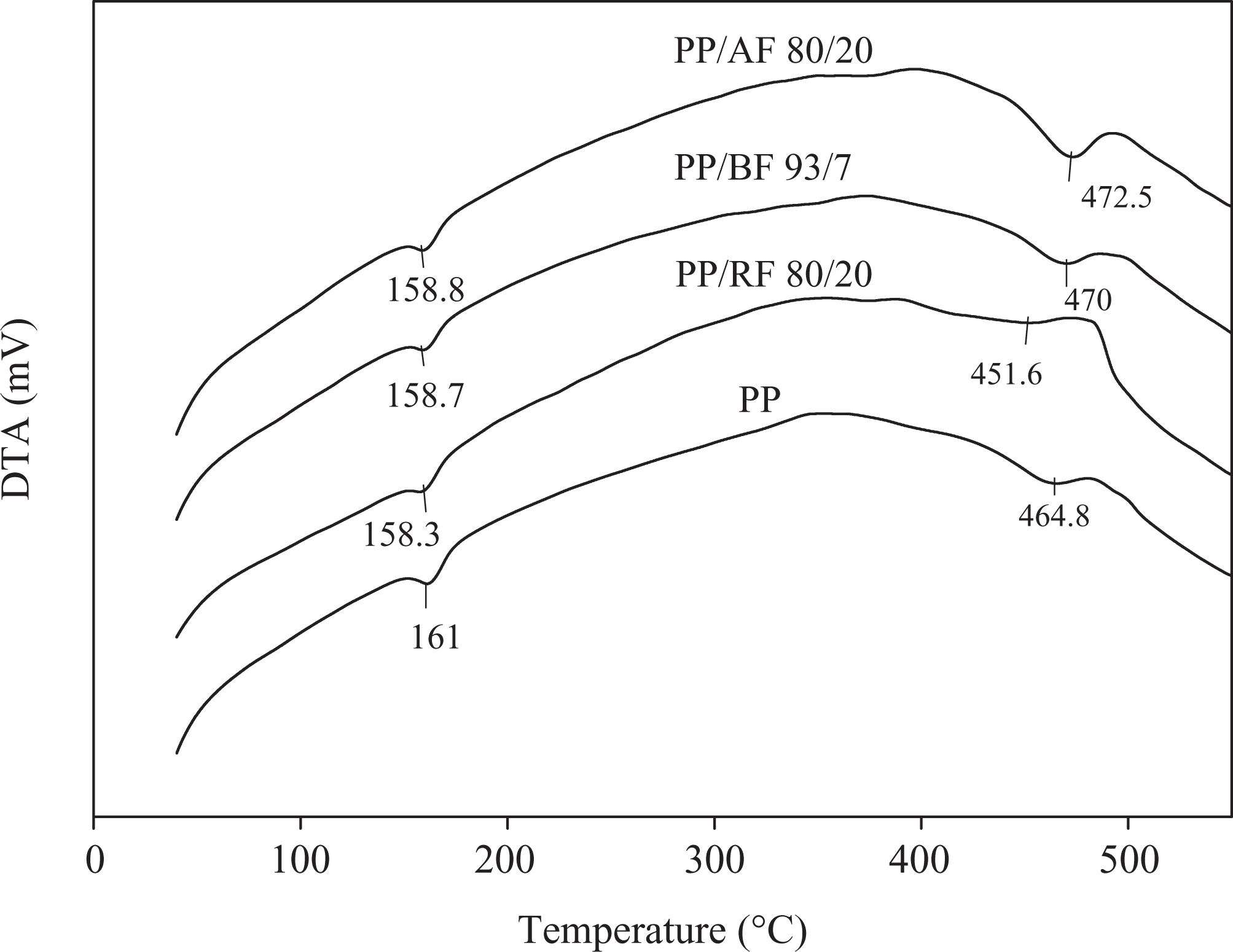
DTA curves of PP and its composites with pulque fibres. DTA: differential thermal analysis; PP: polypropylene.
Tensile properties
Figure 5(a) and (b) represents the tensile modulus and tensile strength respectively of PP and its composites (PP/RF 80/20, PP/BF 93/7 and PP/AF 80/20) with pulque fibre. Comparing between pure PP and its composites, it is clear in Figure 5(b) that the incorporation of pulque fibres either raw or treated fibres produce a decrease of tensile strength. However, an increase on the stiffness of the composite material (Figure 5(a)) was found due to the higher modulus of fibres with respect to that of PP. The drop of tensile strength can be associated to a lower fibre/matrix adhesion. The PP composite with AF (PP/AF 80/20) displayed higher values of elastic modulus than PP composite with RF (PP/RF 80/20). This may be due to removal of lignin and part of hemicellulose from surface and intercellular space that can occur resulting in better interlocking between PP matrix and fibres. 33 Elastic modulus of PP composite with bleached fibres (PP/BF 93/7) is also higher than that of plain PP but lower than that of PP/RF 80/20 and PP/AF 80/20. This can be attributed to the content of fibres as elastic modulus of composite depends on the fibre quantity
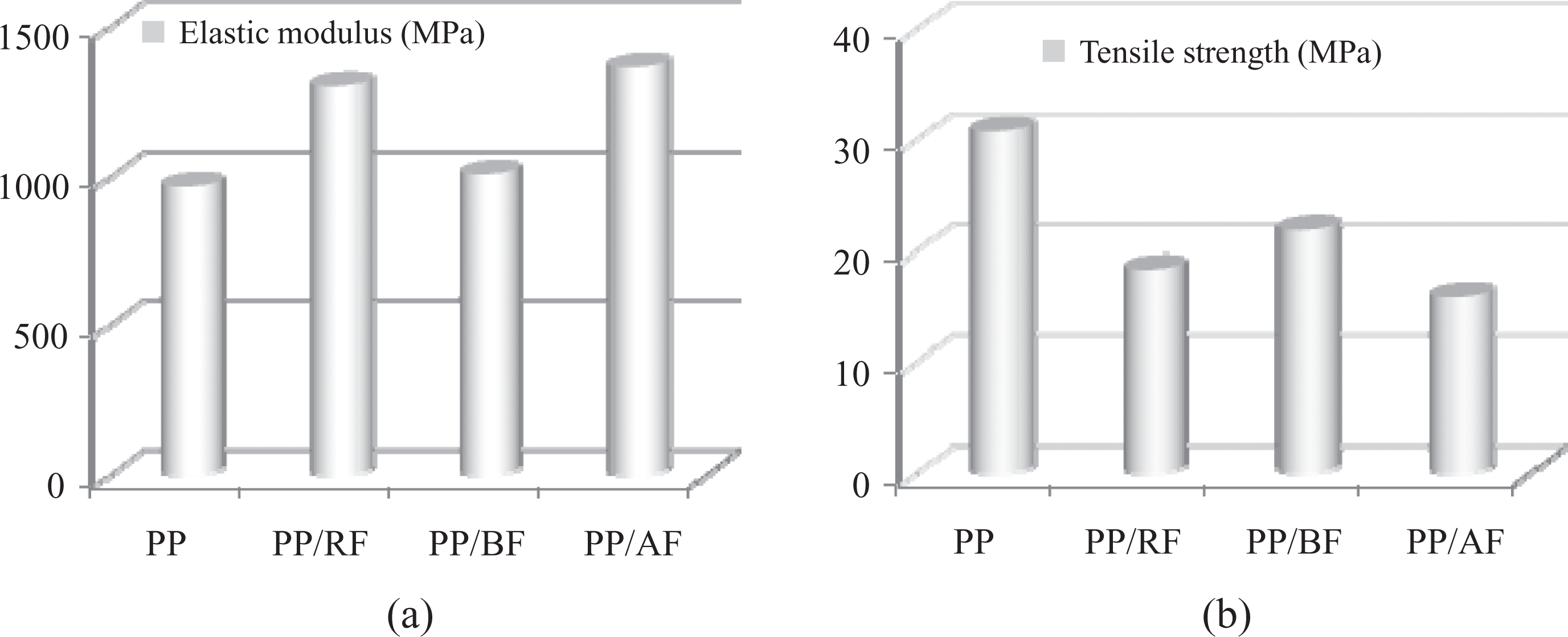
(a) Tensile modulus of PP and its composites (PP/RF 80/20, PP/BF 93/7 and PP/AF 80/20) with pulque fibres. (b) Tensile strength of PP and its composites (PP/RF 80/20, PP/BF 93/7 and PP/AF 80/20) with pulque fibres. PP: polypropylene; RF: raw fibre; BF: bleached fibre; AF: alkali-treated fibre.
Conclusion
Pulque fibres – which are typical sisal fibres – treated with NaOH or NaClO2 were used as reinforcement in PP composites. The properties of PP composites with treated fibres were compared with the properties of PP composites with RFs. It was observed that PP composite with AF, the multi-cellular nature of fibre filament appeared more clearly and the fibre surface became rough as compared to other composite systems as verified by SEM analysis. The TGA showed that the Td of PP in PP/AF 80/20 composite is shifted to higher temperature with respect to plain PP and other composite systems, suggesting a higher thermal stability of the PP/AF 80/20 composite. The PP composite with AFs also exhibited higher values of elastic modulus than other composite systems. It can be expected that if a coupling agent such as PP grafted with maleic anhydride or PP-g-GMA is used as a compatibilizer, then further improvement in mechanical properties of PP/pulque composites might be achieved.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.