
Abstract
Thermoplastic vulcanizates (TPVs) based on isotactic polypropylene (iPP) and oil-free/oil-extended ethylene propylene diene monomer (EPDM) rubber were prepared by dynamic vulcanization. Their rheological and tensile properties as well as morphological peculiarities were examined and compared with those of uncured blends. Vulcanization was performed using two types of cross-linking agents: phenolic resin and sulfur-accelerating systems. Dynamic vulcanization was shown to change the melt viscosity of oil-free and oil-extended iPP/EPDM blends. These changes were found to depend on both rubber content and type of vulcanizing agent. For identical composition, the melt viscosity of TPVs cured by sulfur system was higher than that of blends cured by phenolic resin system (PRS). Dynamic vulcanization by PRS decreased tensile properties of TPVs in comparison with sulfur vulcanization. Morphology of iPP/EPDM blends studied by atomic force microscope was found to be dependent on the ratio of components, type of elastomer, and nature of vulcanizing system.
Introduction
Thermoplastic elastomers (TPEs) are a large class of materials, since they combine the good elastic properties of thermoset rubbers with the advantages of the processability and recyclability of thermoplastic polymers. 1 –4 TPEs can be classified as multiphase materials that consist of a rigid thermoplastic phase and a soft elastomer phase. Commercial TPEs are usually divided into two main classes, namely TPEs based on block copolymers and TPEs based on polymer blends.
Thermoplastic vulcanizates (TPVs) constitute a special group of the broader class of TPEs made by an effective method called dynamic vulcanization. TPVs consist of a thermoplastic matrix and a cross-linking rubber that are cured during melt-blending, resulting in a fine dispersion of micron-size rubber particles in the continuous thermoplastic matrix. 1 –4 The original investigations on the dynamic vulcanization were performed on isotactic polypropylene (iPP) and different rubber compositions and were initiated by Fisher 5 and Coran and Patel. 6
TPVs based on iPP and ethylene propylene diene monomer (EPDM) terpolymer are extensively studied and widely used as engineering polymeric materials. 7 Dynamically cured iPP/EPDM blends showed much better performance than uncured blends: a reduced compression set, improved ultimate mechanical properties, a greater resistance to attack by fluids, an improved high temperature utility, a greater stability of phase morphology in the melt, a greater melt strength, and more reliable thermoplastic processability. 8 –10 Consequently, the performance of blends depends on a composition and compatibility of components, more so than on physical properties of virgin polymers.
Properties of dynamically cured iPP/EPDM blends are determined by molecular characteristics of the components, their ratio, chemical structure, cross-linking density of rubber phase, and so on. 1,4,6 In order to improve the processability, paraffinic oil often has been added into TPVs. The addition of extender oil alters the viscoelastic properties of TPVs significantly. 11 –14 To understand the relationship between rheology and morphology of oil-extended TPVs, the distribution of the oil in each polymeric component was studied. 14 –16
Type of curing agent plays a major role in determining the final performance of the TPVs. Typically dynamically cured iPP/EPDM blends are produced using activated phenol–formaldehyde (resols) resins, organic peroxides, and sulfur curing systems. The advantages and disadvantages of these curing agents are extensively discussed in literature. 17 –20 The structure–property relationship of various peroxide-cured iPP/EPDM was studied by Naskar, 7 Naskar and Noordermeer, 17 and Brostow et al. 21 However, peroxide-based system that effectively cures EPDM, yet causes degradation of PP during dynamic vulcanization making mechanical properties of the final material, for example, ultimate tensile strength and tear, inevitably worse. 17 TPVs produced with phenolic resins are more stable to thermal oxidation, have better dynamic properties, higher swelling ability in oil, and lower residual elongation set in comparison with TPVs cured by sulfur and peroxides. 9,22 –25
Much work has been carried out on morphology and mechanical characterization of TPVs. 21,26,27 However, very little is known on effect of cross-linking agents on rheological behavior of dynamically cured iPP/EPDM blends. So, in the present article, an attempt to investigate relationship of processing, structure, and properties of dynamically vulcanized oil-free and oil-extended iPP/EPDM blends made by use of phenolic resin and sulfur curing systems as cross-linking agents is made.
Experimental
Materials
The following commercially available polymers were used in this study:
iPP (21030-16 from Petrochemical Company, Tomsk, Russia) with M n = 7.7 × 104, M w = 3.5 × 105, density 0.907 g/cm3, melting temperature 165°C, crystallinity 55%, melt flow index 2.3 g/10 min (190°C, 2.16 kg);
oil-free EPDM (EPDM-6470; Buna® EPG 6470 from Bayer AG, Leverkusen, Duisburg, Germany) with density of 0.86 g/cm3, ethylene content of 71%, Mooney viscosity ML1 +4 of 59 at 125°C, 5-ethylidene-2-norbornene of 5%; and
oil-extended EPDM (EPDM-3569; Buna EPG 3569 from Bayer AG, Leverkusen, Germany) with density of 0.87 g/cm3, ethylene content of 66%, Mooney viscosity ML1 +4 of 30 at 125°C, paraffinic oil of 50%, 5-ethylidene-2-norbornene of 4.5%.
Blend preparation
iPP/EPDM blends were prepared by mixing components in Plastograph® EC (Brabender®, Duisburg, Germany) at 190°C and 100 r/min for 10 min. The mixing was continued until the recorded torque reached an equilibrium value. Cross-linking agents were added during mixing of EPDM with iPP in melt condition. The compositions of the blends are presented in Table 1.
Composition of iPP/EPDM blends.
EPDM: ethylene propylene diene monomer; iPP: isotactic polypropylene.
aiPP/EPDM ratio was calculated without oil weight fraction.
Two cross-linking agents were used for TPVs preparation:
phenolic resin system (PRS) containing resol resin (6.0 phr) based on p-isobutylphenol and formaldehyde, and ZnCl2 × H2O (3.0 phr) 28 ;
sulfur-accelerating system (SAS) containing sulfur (1.00 phr), zinc oxide (2.53 phr), stearic acid (1.00 phr), 2-mercaptobenzothiazole (0.25 phr), and tetramethylthiuram disulphide (0.73 phr). 29
The amount of cross-linking agents was calculated in parts per hundred parts of elastomer. In case of blends based on oil-extended EPDM-3569, calculation of curing agents was carried out without taking into account the amount of oil used.
For further measurements sheets from uncured and dynamically cured blends were molded by hot pressing at 190°C and pressure of 10 MPa for 10 min.
Rheological test
The rheological behavior of the uncured and dynamically cured iPP/EPDM blends was investigated using capillary viscometer (IIRT-5, Himpribor, Tula, Russia) at 190°C under the constant load regime. 30 The curves of shear rate versus shear stress were constructed. Based on these curves, the values of the effective shear viscosity were calculated as a function of the blend composition under flow through a capillary with a length to a diameter ratio equal to 16. Shear stress was varied from 103 to 105 Pa. Capillary data were corrected using the Rabinowitsch and Bagley relationships in order to obtain true melt shear viscosities. 31 –33 Averages of three measurements are reported in every case. The deviation in the measurements was around 5%.
Tensile test
Films with a thickness of 0.35 mm were compression molded at 190°C and 10 MPa for 10 min from which dumbbell-shaped tensile specimens with a gauge length of 35 mm and a width of 5 mm were punched. Tensile tests were carried out at room temperature and a crosshead speed of 50 mm/min using a 500-N force cell on an Instron-1122 tensile test machine (Instron Inc., High Wycombe, UK). The stress–strain diagrams allowed one to estimate elastic modulus from the initial portion of the curve, tensile strength, and elongation at break. The stress was calculated per initial cross section of the sample. The results were averaged over 10–12 samples.
Atomic force microscopy analysis
Structural studies of molded samples were performed by atomic force microscope (AFM) at ambient conditions with scanning probe microscope MultiModeTM and Nanoscope IIIa controller (Veeco Instruments Inc., Santa Barbara, California, USA). 34 Silicon cantilevers with a stiffness of approximately 40 N/m were used. Imaging was performed in TappingTM Mode at different tip-sample forces by varying the ratio between free oscillation amplitude of the probe and set point amplitude. To enhance phase contrast, the scanning amplitude was selected to be 0.4–0.5 of the free-oscillation amplitude of the probe. 35 To access the bulk morphology, the samples were ultra-cryomicrotomed at −130°C by diamond knife (Micro Star Technologies, Huntsville, Texas, USA).
Results and discussion
Rheological properties of TPEs
Figure 1 shows the logarithmic plots of melt shear viscosity η versus shear stress τ for the neat iPP, EPDM-6470, EPDM-3569, and their uncured blends (TPEs). The symbols indicate the experimental data points. EPDM shear viscosity is significantly higher than that of iPP, decreases with τ increasing at the whole range of shear stress and displays a pseudoplastic behavior.
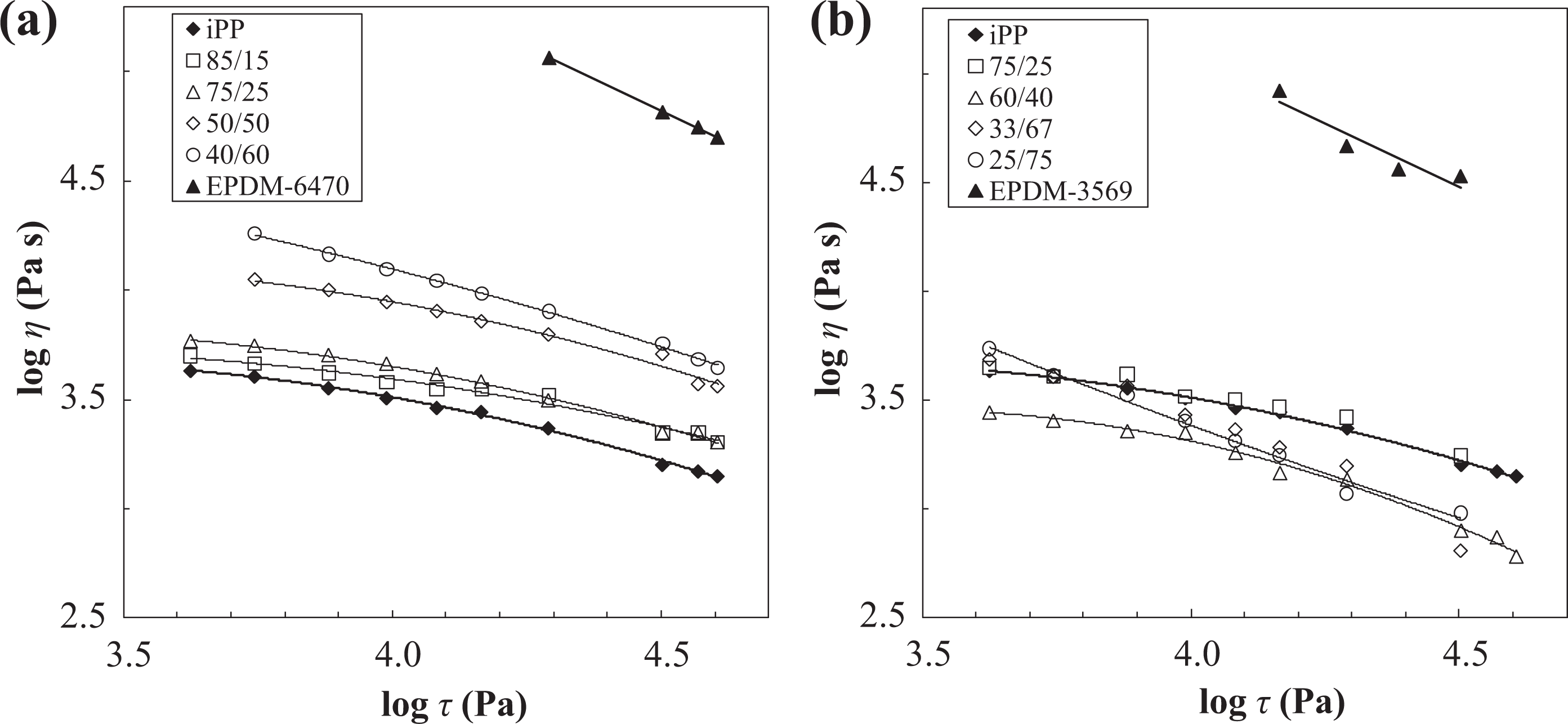
Logarithmic plots of viscosity η versus shear stress τ for neat polymers and uncured blends based on (a) EPDM-6470 and (b) EPDM-3569. EPDM: ethylene propylene diene monomer.
There are two regions of log η − log τ dependences for studied blends over the entire range of shear stress applied. At sufficiently high shear stress values of the melt shear viscosity, η drops as τ increases, while in the region of τ ≤ τ cr, the melt shear viscosity is essentially constant and a trend toward Newtonian behavior is observed. The increase in EPDM content exhibits the decrease in τ cr values and a viscosity-plateau at low shear stress, followed by a shear thinning or pseudoplastic behavior.
It is evident that higher the EPDM content in the blends, the greater is the deviation from the Newtonian behavior. All uncured blends show shear thinning behavior. It can be attributed to a greater degree of polymer–elastomer interaction, which requires higher shear stress and longer relaxation timer for the blends to flow.
Flow curves of uncured blends based on EPDM-6470 lie between curves of the neat components at the whole range of shear stress (Figure 1(a)). The viscosity curves do not overlap at low and medium shear stresses. Melt viscosity of blends containing less than 50 wt% of elastomer is slightly higher than that of iPP. At high shear stresses, flow curves of these blends become close to each other and coincide.
On the other hand, rheological behavior of uncured blends based on oil-extended EPDM-3569 is substantially different (Figure 1(b)). Their melt viscosity is generally decreased in the presence of the oil. Flow curves for the iPP/EPDM-3569 = 75/25 blend and iPP coincide, but curve of iPP/EPDM-3569 = 60/40 blend is below iPP at the whole range of shear stress studied. At low shear stresses, viscosity of iPP/EPDM-3569 = 33/67 and 25/75 blends is greater than that of iPP, but at high shear stress, it is lower.
Consequently, melt viscosity of uncured blends based on oil-extended EPDM-3569 may be lower or higher than that of iPP. It depends on the components ratio and shear stress. Considering the affinity between the oil and the polymeric component, the uniform distribution of the oil in the molten state can be assumed. 15,16 Mixing of iPP with oil-extended elastomers causes a diffusion of oil into thermoplastic. 14 It changes the rheological characteristics of the iPP/oil blend. 36 So, at high shear stresses, a distribution of oil probably happens so the melt viscosity of polymer blends decreases greatly.
Hence, at low elastomer content, the rheological behavior of iPP/EPDM is similar to that of neat iPP. At this blend ratio, uncured rubber particles are dispersed in the continuous iPP matrix. Rheological properties are mainly determined by iPP matrix.
Experimental values of melt shear viscosity were plotted as a function of the blend composition with theoretical data obtained assuming the following blend model: log η = φ PP log η PP + φ el log η el, where φ is the volume fraction of component (Figure 2). The melt viscosity appears to be a nonadditive function of viscosities of the homopolymers. The blend viscosities exhibit a negative deviation from the values predicted by additivity rule. The negative deviation is due to the heterogeneous nature of the polymer blends.
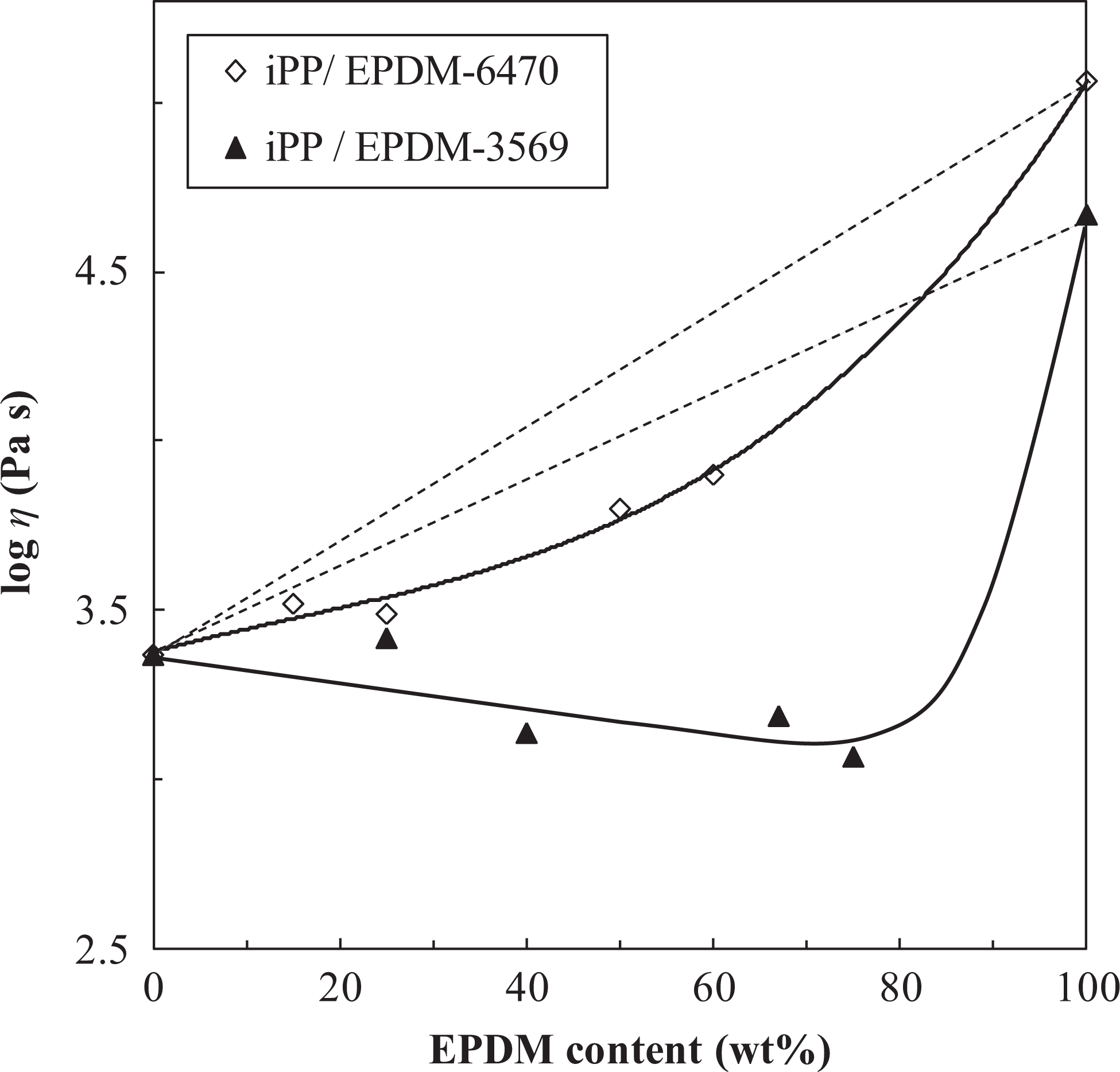
The experimental and theoretical logarithmic curves of viscosity as a function of EPDM content in uncured blends. EPDM: ethylene propylene diene monomer.
Rheological properties of TPVs
The vulcanization of elastomer phase during mixing has been used as a way to improve the physical properties of TPEs. During this process, the viscosity of the rubber phase increases because of its predominant cross-linking, and rubber domains can no longer be sufficiently deformed by shear stress and get broken down into a fine morphology. Several researchers have reported the effect of dynamic vulcanization on the rheological behavior of polymer blends. 11 –17,37 –39
Figure 3 shows log η − log τ dependences for dynamically cured iPP/EPDM blends. The melt viscosities of the blends decrease with increase in shear stress, indicating the pseudoplastic behavior. This can be explained on the basis of relaxation process and structure of the cured rubber phase. 40 –44 As shear stress increases, the agglomerated structure of the rubber breaks down and the melt viscosity decreases.
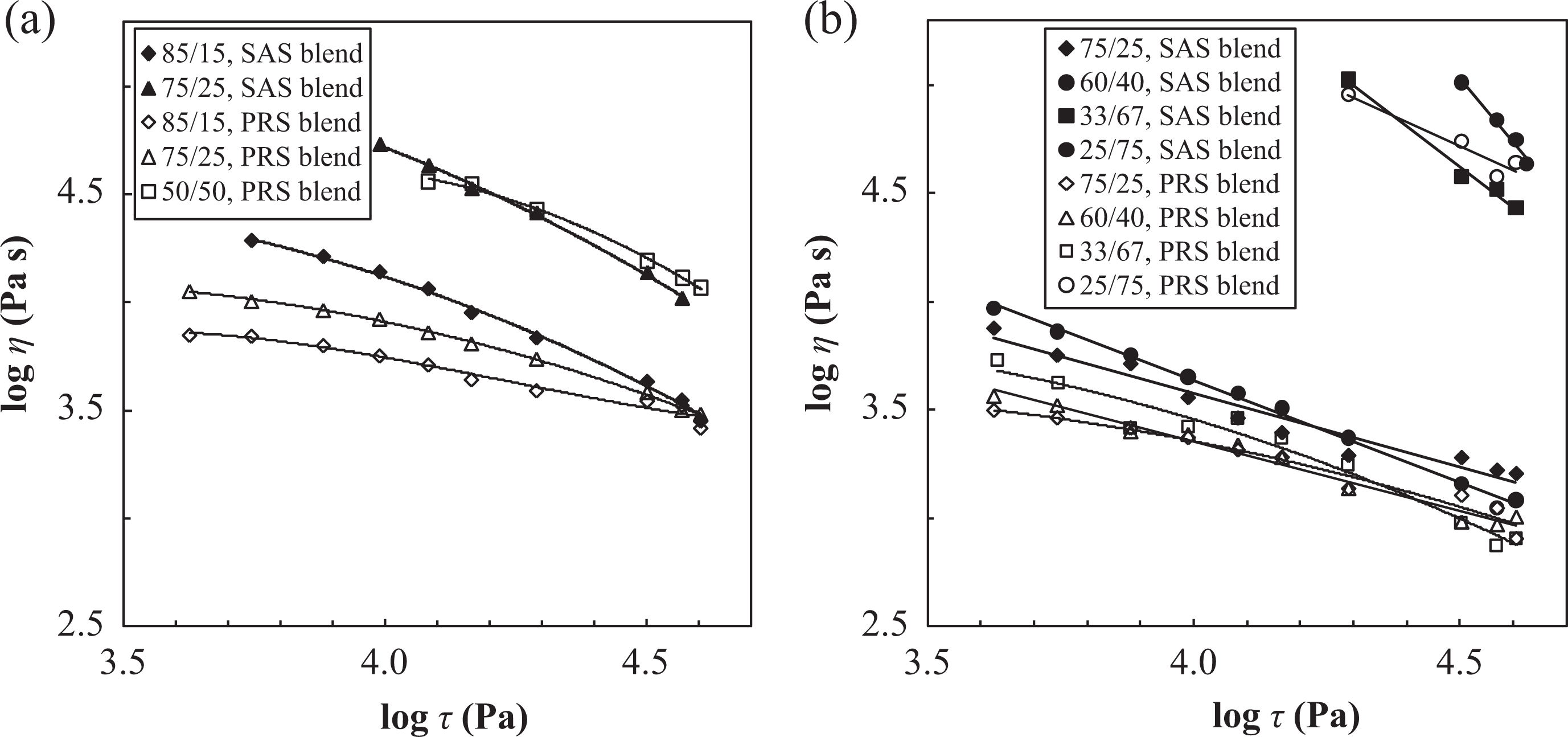
Logarithmic plots of melt viscosity η versus shear stress τ for dynamically cured (a) iPP/EPDM-6470 and (b) iPP/EPDM-3569 blends. iPP: isotactic polypropylene; EPDM: ethylene propylene diene monomer.
The melt viscosity of iPP and oil-free EPDM-6470 blends cured by SAS is significantly higher than that for uncured and PRS blends (Figure 3(a)). It should be noted that only the iPP/EPDM-6470 = 85/15 and 75/25 blends dynamically cured by SAS manifested the ability to flow.
From Figures 1(a) and 3(a), it is clear that the melt viscosity of the iPP/EPDM-6470 = 85/15 and 75/25 blends cured by PRS is slightly higher than that of uncured blends. As can be seen, log η increases dramatically with the increase in EPDM-6470 content. As shear stresses increases, the flow curves of iPP/EPDM-6470 blends become close to each other. It should be noted that it is impossible to observe a melt flow of PRS-cured TPV as the EPDM-6470 content is more than 60 wt%.
Figure 3(b) presents log η − log τ dependences for dynamically cured blends based on oil-extended EPDM-3569. Their melt viscosity is lower than that of the iPP/EPDM-6470 blends. It is seen that the melt viscosity of the PRS-cured iPP/EPDM-3569 blends slightly depends on the elastomer content. Their rheological characteristics are practically similar to uncured blends. The difference is observed only as EPDM-3569 content is higher than 70 wt%. For example, the viscosity of the PRS-cured iPP/EPDM-3569 = 25/75 blends becomes more than one order magnitude higher than uncured ones. As has already been emphasized, dynamically vulcanized blends containing more than 60 wt% of EPDM-6470 and 75 wt% of EPDM-3569 cannot flow. Most likely, it is caused by structural changes when phase inversion occurs, and the rubber becomes a matrix. 14,16
The melt viscosity of iPP/EPDM-3569 = 25/75 blend cured by SAS also is higher in comparison with analogous blend vulcanized by PRS.
Thus, process of dynamic vulcanization causes growth of melt viscosity for all types of blends. These changes depend on both rubber content and type of vulcanizing agent. For identical components ratio, SAS blends have greater melt viscosity in comparison with PRS blends or do not flow at all.
Tensile properties of iPP/EPDM blends
The effect of blend composition on tensile properties of TPEs and TPVs is compared and shown in Table 2.
Tensile properties of iPP/EPDM blends.
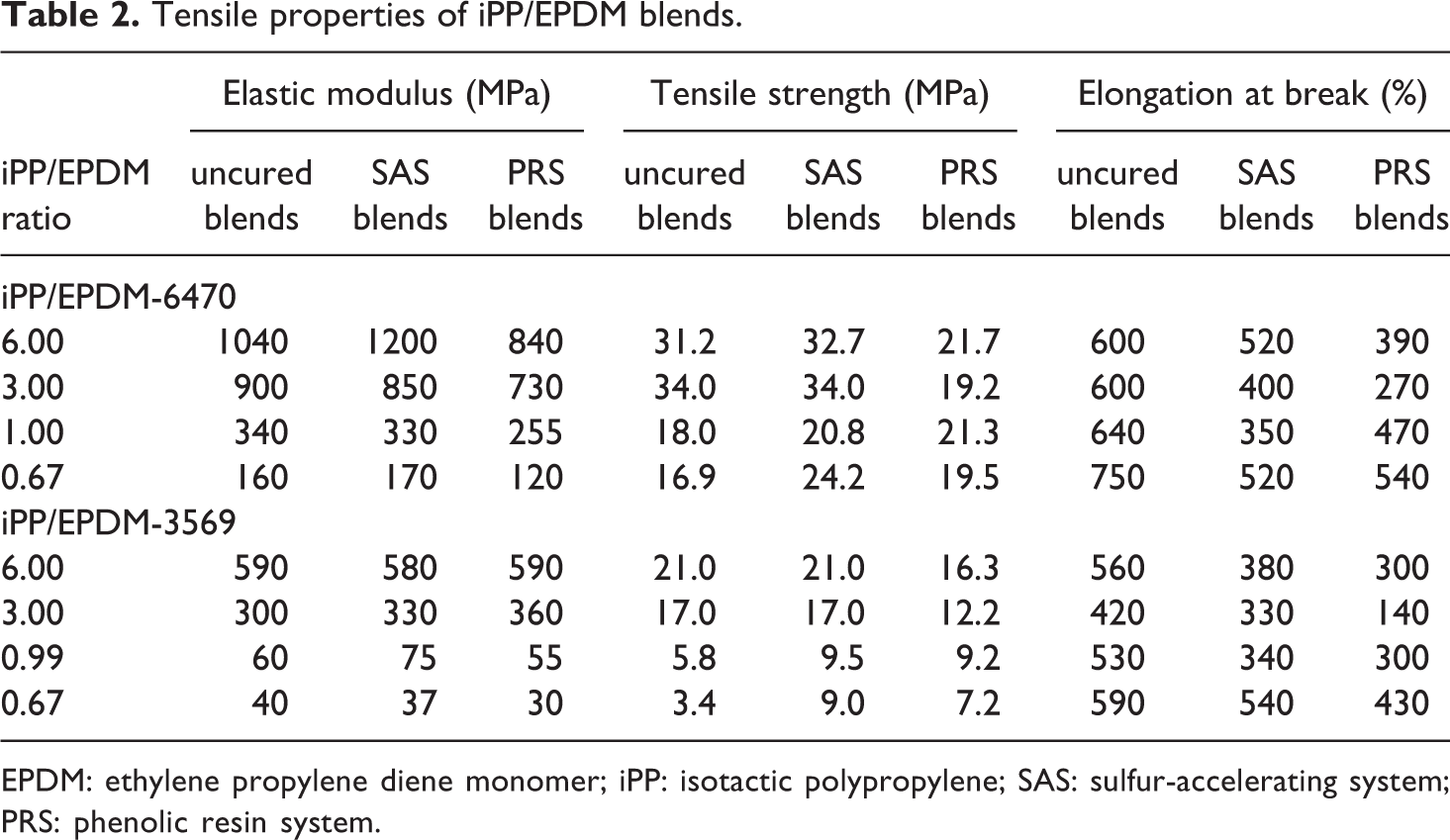
EPDM: ethylene propylene diene monomer; iPP: isotactic polypropylene; SAS: sulfur-accelerating system; PRS: phenolic resin system.
As expected, the values of elastic modulus and tensile strength of uncured blends decreased with EPDM content but their elongation at break slightly increased for iPP/EPDM-6470 blends and virtually unchanged for iPP/EPDM-3569 blends. However, the values of elastic modulus and tensile strength of the iPP/EPDM-3569 blends were significantly lower than those of the iPP/EPDM-6470 blends. But in this case, the values of elongation at break were only slightly lower. As mentioned above, the diffusion of oil from elastomer to the thermoplastic occurs during the mixing of these polymers, which leads to the evolution of phase morphology. 14,16 Dynamic vulcanization of SAS blends did not change the elastic modulus and tensile strength in comparison with uncured blends. The exception is the blends containing large amounts of oil-extended elastomer, for which these parameters were increased. The values of elongation at break for all dynamically vulcanized blends were lower and varied from 350 to 540%.
The values of elastic modulus and tensile strength of PRS-cured iPP/EPDM-6470 blends were less than those of uncured and SAS-cured blends. However, elongation at break for the blends containing EPDM-6470 ≤ 50 wt% was lower and practically coincided within the experimental error with that of SAS blends.
Elastic modulus of PRS-cured iPP/EPDM-3569 blends was unchanged in comparison with uncured and SAS-cured blends. Tensile strength and elongation at break of such materials were lower than those of SAS-cured blends.
Thus, the dynamic vulcanization by PRS leads to some decrease in tensile properties in comparison with SAS vulcanization.
Morphology of iPP/EPDM blends
In two-phase polymer blends, the viscosity ratio of dispersed phase to the matrix plays an important role in controlling the domain size of the dispersed phase, which exhibits a minimum value when the viscosity ratio is close to one and increases with viscosity ratio. 45 As shown in Figure 1, the viscosity of EPDM is significantly higher than that of iPP, so EPDM/iPP viscosity ratios are larger than unity.
As mentioned above, the difference in viscosity of uncured and dynamically cured blends becomes more prominent along with EPDM content increase. Obviously, the peculiarities of rheological behavior of the materials are determined by the differences in their morphology and viscoelastic properties of EPDM vulcanized by various curing agents. So, the comparative investigation of morphological features of iPP/EPDM blends cured by SAS and PRS, performed by means of AFM, is discussed below.
Figures 4 and 5 present the so-called phase images recorded by operation in Tapping Mode. Deviations in the image contrast results from changes in the amplitude of the probe oscillating on its resonance frequency upon interaction with different regions of the sample. These changes caused by material response dependable on the mechanical properties (elastic, adhesive, dissipative, etc.) at the specific sample locations. Typically, at normal operational conditions, the darker phase contrast corresponds to the softer areas and brighter contrast—to the harder regions, respectively. 46
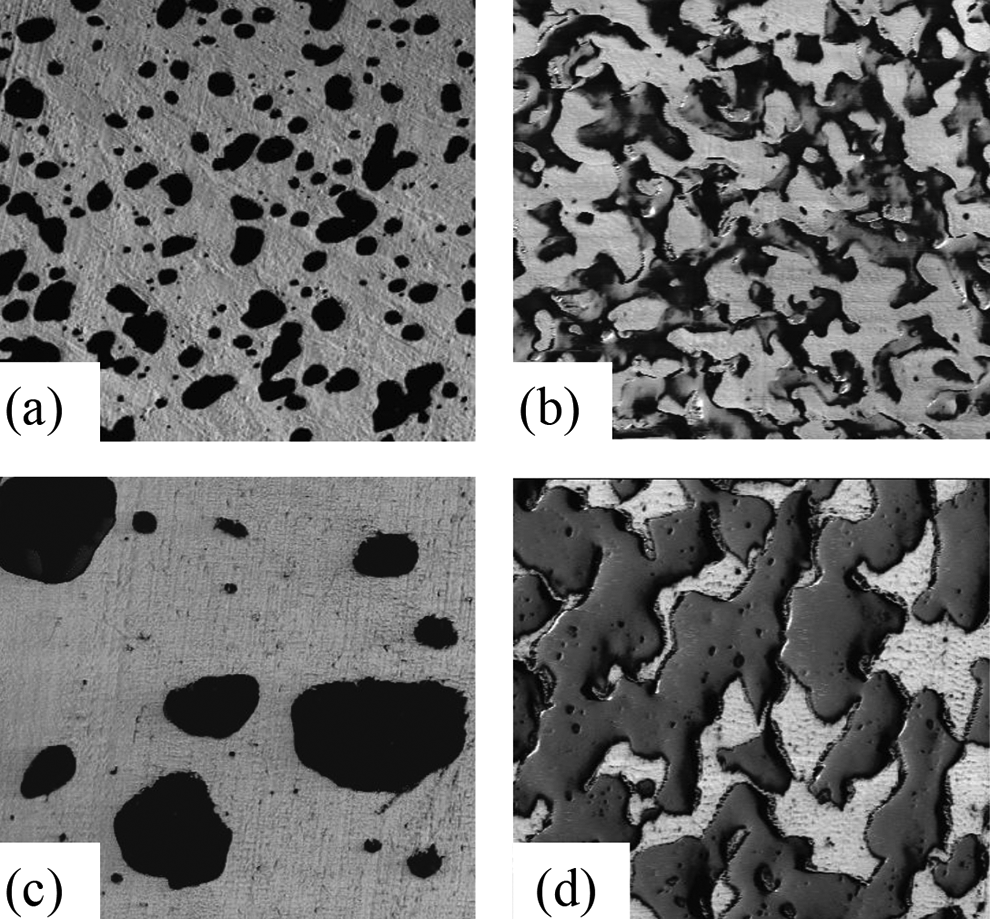
AFM phase images of uncured iPP/EPDM blends containing (a) 25 wt% and (b) 50 wt% EPDM-6470, (c) 25 wt%, and (d) 67 wt% EPDM-3569. The size of images is 15 × 15 µm. EPDM: ethylene propylene diene monomer; iPP: isotactic polypropylene; AFM: atomic force microscope.
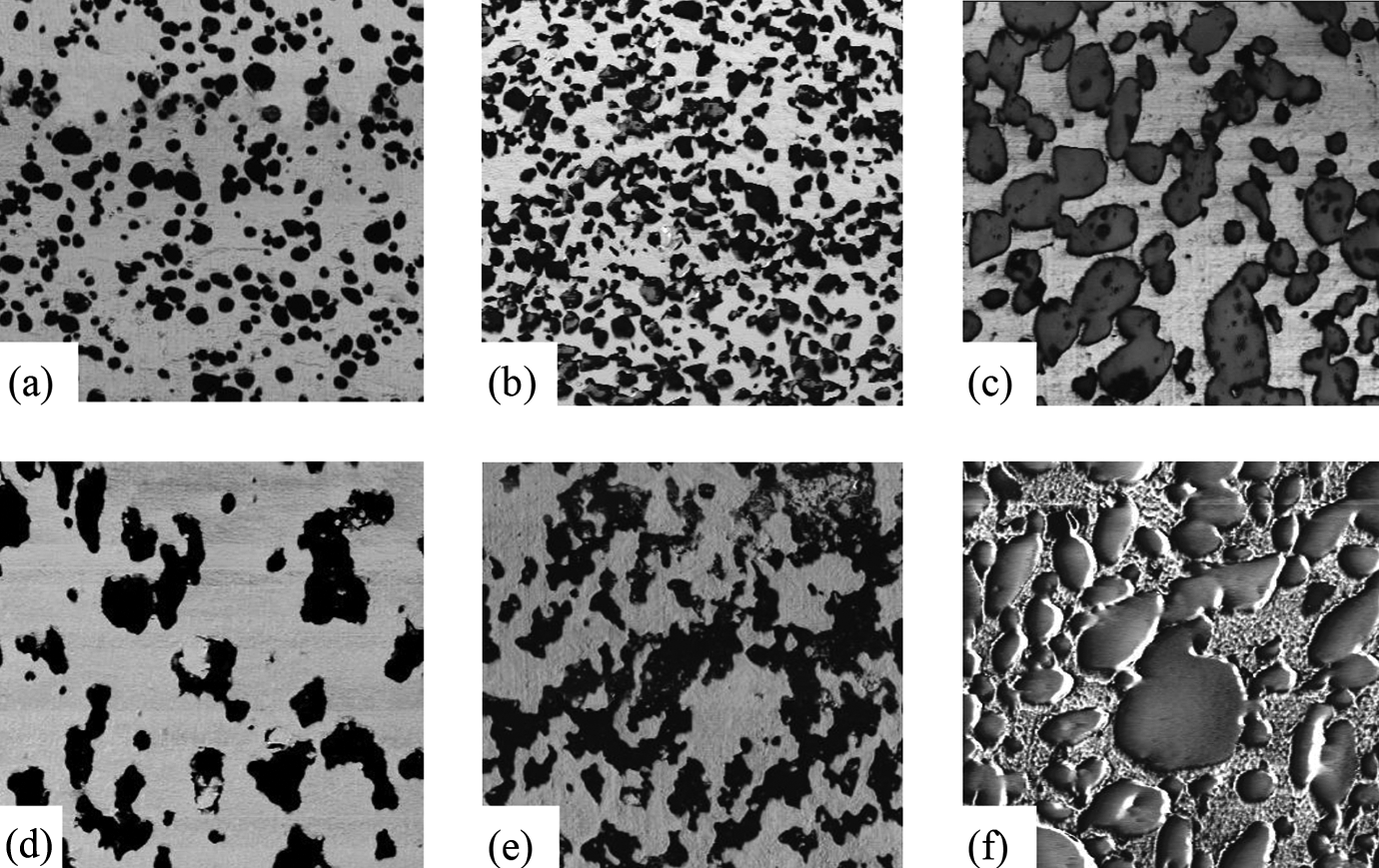
AFM phase images of blends dynamically cured by (a–c) SAS and (d–f) PRS. The content of EPDM-6470 is (a, d) 25 wt% and (b, e) 50 wt%, the content of EPDM-3569 is (c, f) 67 wt%. The size of images is 15 × 15 µm. EPDM: ethylene propylene diene monomer; AFM: atomic force microscope; SAS: sulfur-accelerating system; PRS: phenolic resin system.
AFM images of iPP blended with uncured EPDM of both types are shown in Figure 4. It is evident that the rubber phase remained as dispersed phase in continuous iPP matrix. The lateral dimensions and distribution of elastomer phase in these samples are different. For example, the iPP/EPDM-6470 = 75/25 blend has matrix-type morphology, where elastomer particles with sizes <3 µm are dispersed in iPP matrix fairly uniformly. The size of EPDM-3569 particles in the blend with the same rubber content is alteration from relatively small inclusions (<1 µm) to bigger ones (up to 7 µm) and reveals less homogeneous distribution. With the increasing EPDM content, its domains grow larger, most likely due to their coalescence/aggregation as a process competitive to the dispersion one. Finally, material morphology changes to the type of co-continuous phases.
Dynamic vulcanization substantially changes the structure of investigated blends (Figure 5). Exception is blends based on 25 wt% EPDM-6470 in which rubber particles size did not practically change after dynamic vulcanization (Figures 4(a) and 5(a)). Rubber domains in SAS-cured iPP/EPDM-6470 blends are smaller (<1μm) than those in uncured blends. It meets expectation because increasing cross-linking degree during dynamic vulcanization makes agglomeration of rubber particles much more difficult and finally completely impossible due to the formation of three-dimensional network.
Blends dynamically vulcanized by SAS have a matrix structure and their elastic modulus depends mainly on the properties of the matrix polymer (iPP). Thus, elastic modulus does not change in comparison with uncured blends (Table 2). Tensile strength of SAS blends with a ratio of iPP/EPDM >1.0, that is, with no high elastomer content, also does not change. It can be assumed that a size of EPDM particles in these blends unchanged greatly during sulfur cross-linking and their distribution in iPP matrix is not very dense. So, tensile strength is mainly determined by properties of matrix polymer and is not different from the ones of uncured blends. The density of three-dimensional structural network formed by cured rubber particles increases with EPDM content; therefore, the rigidity of the whole system also increases. Additionally, the rigidity of rubber particles cured by sulfur system is high than uncured ones that also probably contributes to the values of tensile strength (Table 2). To confirm this assumption, it is necessary to conduct more detailed study of specific mechanical properties of iPP/EPDM blends at various test speeds, type of elastomer, and so on.
Structure of PRS-cured iPP/EPDM-6470 blends is substantially different in comparison with SAS blends. Generally, a size of EPDM-6470 particles cured with SAS is less and their distribution is more uniform. With increase in rubber content up to 50 wt%, the dimensions of rubber domains grow. The difference in morphology of the blends dynamically vulcanized by SAS and PRS may explain some variation in their mechanical characteristics presented in Table 2.
It is noticeable that domains of EPDM-6470 in blends cured by PRS have an irregular shape with more coarse external contours. It means that EPDM cured by PRS have been dispersed in another way, experiencing different level of tearing stress than EPDM cured by SAS. In other words, viscoelastic characteristics of elastomers cured by various cross-linking agents are different.
The melt viscosity of dynamically cured blends at their flow through a capillary is higher than that of uncured blends. It is influenced by several factors. One of them is a decrease in cured rubber particles deformability in the melt flow due to increase in their rigidity. 12
It is known that phenolic resin is less soluble in rubber than sulfur, and their vulcanization mechanisms are dissimilar. 18,47 Formation of complex heterocyclic chroman compounds is the main principle of PRS vulcanization of nonsaturated rubbers. 22,48 In this case, the structure of intermodal chains is more complicated due to their chemical nature in comparison with SAS vulcanization. Therefore, it is quite possible to assume that a rubber network formed by PRS has lesser density. Accordingly, the elasticity of cured rubber particles and their cross-linking density are lower than in case of SAS vulcanization. Apparently, this is the main factor that determines size, shape of rubber particle, and their distribution during dynamic vulcanization.
Another factor that might affect the melt viscosity of dynamically cured blends is the density of three-dimensional network of the material as whole. 12,18 Blends containing 50 wt% EPDM-6470 or more have a sufficiently denser three-dimensional structural network formed by the cured rubber, which hinders their flowability at given shear stress range.
The structure of iPP/EPDM-3569 blends also changes during dynamic vulcanization. TPVs based on oil-extended rubber have a matrix structure different from uncured analogous (Figures 4(d) and 5(c)). The reduction in EPDM-3569 particles size is observed, but their distribution is more inhomogeneous in comparison with iPP/EPDM-6470 blends. Both small (<1 μm) and large particles (up to 4 μm) are visualized in AFM images.
The type of vulcanizing agent does not actually influence on the size and distribution of oil-extended rubber phase unlike dynamically vulcanized iPP/EPDM-6470 blends (Figures 5(c) and 5(f)).
In the case of TPVs based on oil-extended EPDM-3569, the reduction in material viscosity caused by diffusion of oil from rubber into PP matrix in process of mixing and better deformability of EPDM-3569 particles in flow due to lower values of cross-linking density. 12 However, for dynamically cured blends based on both types of EPDM, in case of identical component ratio, viscosity and mechanical parameters of blends cured by SAS is higher than those cured by PRS, probably, due to higher cross-linking density of sulfur vulcanizates.
Conclusions
The structure of uncured iPP/EPDM blends (TPEs) indicates a two-phase morphology in which the rubber phase is dispersed in continuous iPP matrix at lower rubber/plastic blend ratio. A further increase in blend ratio exhibits co-continuous phase morphology. After dynamic vulcanization, all the samples have a dispersed phase morphology in which cured rubber particles are distributed in continuous iPP matrix.
Melt viscosity, elastic modulus, and tensile strength of TPEs based on oil-extended EPDM are lower than ones contained oil-free elastomer. Such peculiarities are caused by diffusion of plasticizer into thermoplastic during mixing thereby decreasing its melt viscosity and mechanical characteristics.
The nature of cross-linking agents has a significant influence on melt rheology, mechanical properties, and morphology of dynamically vulcanized blends. SAS-cured blends lose flowability as the oil-free EPDM content is higher than 25 wt%, but PRS-cured blends flow up to 50 wt% of rubber at whole range of the studied shear stress.
Dynamic vulcanization by use of SAS practically does not change elastic modulus and tensile strength of the blends based on oil-free elastomer, but reduces their elongation at break. The PRS-cured blends have lower values of mechanical parameters. Values of elastic modulus and tensile strength of the blends based on oil-extended EPDM are significantly low as compared to the blends based on oil-free elastomer.
So, the usage of PRS and oil-extended EPDM allows to produce softer materials with lower viscosity at higher rubber content in comparision with compositions that contain oil-free EPDM. PRS is preferable cross-linking agent in manufacturing TPVs with much wider spectrum of rheological performances. Hence, PRS-cured iPP/EPDM blends can be considered as a potential alternative to the SAS-cured TPVs.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.