
Abstract
In this article, we investigated the properties of thermoplastic starch (TPS) with pineapple leaf fiber (PALF)/poly(lactic acid) (PLA) composite compared to both TPS with a PALF composite and TPS/PLA blend. The composite is prepared by a single-screw extruder. It appears that the TPS with PALF/PLA composite gives better mechanical properties and water resistance than the TPS/PLA blend, but it presents the same flow behavior (based on the power law index) as the PLA alone.
Keywords
Introduction
Composites are mainly composed of two components: filler as a reinforced material and matrix of a polymer. 1 Recently, the bio-based polymers made from natural sources such as starch, poly(lactic acid) (PLA), poly(butylene succinate) (PBS), and so on are gaining attention over petroleum-based polymer alternatives. PLA is a versatile bioplastic made from corn, potatoes, and so on. However, the applications of PLA are limited due to their structural composition in the engineering field. PLA is comparatively brittle, that is, high strength and low elongation at break. 2 The mechanical properties at elevated temperatures are not acceptable for its use with automobiles, electrical, and medical applications. One can imagine putting fibers into PLA to solve such problems. Glass fiber can be used, but it is not very interesting from an environmental point of view. To keep the environment cleaner, natural fibers could be used as reinforcement instead of glass fibers. The combination of biofibers with biodegradable matrices to produce composite materials is gaining attention compared to that with the synthetic composites over the last decade.
Starch is a polysaccharide polymer obtained from plants. A starch molecule consists of two types of polysaccharides: linear amylose and branched amylopectin. Starch occurs naturally as discrete granules since the short-branched amylopectin chains are able to form helical structures to be crystallized. Starch granules exhibit hydrophilic properties and strong intermolecular associations via hydrogen bonding formed by the hydroxyl groups on the granule surface. Starch can be blended with polymers in many forms such as granular, gelatinized (GS), and thermoplastic starch (TPS). 3 GS and TPS with glycerol and water as a plasticizer have been blended with various plastics, including polyethylene, 4 polyvinyl alcohol, 5 polycaprolactone, 6,7 PBS, 8 PLA, 9 –11 and so on. Starch helps to lower the cost of the finished product as well as giving some biodegradable characteristics to thermoplastic polymers. These starch/polymer blends can support microbial growth and tend to lose tensile strength upon environmental exposure. TPS has attracted much attention for its ability to blend with polymers due to its thermoplastic-like processability with temperature and shear. In the case of PLA blended with TPS, some compatibilizers such as maleic anhydride, 12 methylenediphenyl diisocyanate, 13 and so on can be added to the blend in order to increase its interfacial adhesion, tensile properties, and water resistance.
Interestingly, an inexpensive lignocellulosic natural fiber such as pineapple leaf fiber (PALF) in tropical countries provides a unique opportunity for exploring the possibility of its utilization in the synthesis of inexpensive biodegradable composites for various applications. The primary advantages of using this fiber as reinforcement in polymer composites are listed as follows: (i) low density, (ii) low cost, (iii) nonabrasive nature, (iv) low energy consumption, (v) high specific properties, (vi) biodegradability, and (vii) generation of rural/agricultural-based economy. 1,14 Since this type of fiber has small cross sections and cannot be directly used in engineering applications, it is embedded in matrix materials to form fiber composites. The matrix serves as a binder to bind the fibers together and transfers load to the fibers. In order to develop and promote this natural fiber and its composites, it is necessary to understand its physicomechanical properties. Several reports have been published on the structures and properties of this natural fiber but a great deal of additional research is still needed in this area. Due to its high cellulose content of 70–82% and high degree of crystallinity, PALF was chosen as a reinforcement material for many types of polymers such as polyester, 15 polyethylene, 16, 17 and polypropylene 18 ,19 for biodegradable polymers such as biopol, 19 PLA, 20 and so on. Another approach is the use of fibers as reinforcement for TPS. The results showed that the tensile strength of TPS was improved with fiber inclusion due to good compatibility of these similar chemical structures. 21 Also, an improvement in water resistance was obtained by blending TPS and fiber due to the highly crystalline hydrophobic character of the cellulose fibers in comparison with the starch’s hydrophilic property. 22 It is interesting to use PALF for reinforcement in the TPS matrix. Then, the modified TPS with PALF can be blended with PLA at various contents of PLA. These processes are used in this study in order to obtain biocomposites of three components with diversified mechanical properties and water resistance including viscosity properties. So, the objective of this study was to understand the influence of PALF in TPS/PLA composites on mechanical, viscosity, and water resistance properties.
Experimental
Materials
Cassava starch was obtained from Chong Chareon Co. Ltd (Chonburi, Thailand). PALF was prepared using the technique followed in a previous study by Chollakup et al. 17 Briefly, PALF was extracted by a decorticated machine, and then the noncellulosic components were removed by chemical treatments (degumming and bleaching). For the degumming treatment, PALF was boiled in 4 wt% sodium hydroxide and 4 wt% sodium carbonate at 100°C for 3°h at a liquor ratio of 20:1 alkaline and fiber, respectively. Then, the alkaline-treated PALF was bleached at 85°C for 1°h using 4% hydrogen peroxide and 1% sodium silicate at a liquor ratio of 16:1 solution and fiber, respectively. The bleached PALF was dried at room temperature for 72°h. PALF was separated from bundle fibers into individual fibers by passing it through an individual breaking machine. Then, PALF was cut into short fibers of approximately 1 mm.
PLA (NatureWorks® 4042 D) was kindly supplied by Thantawan Industry Company Limited (Bangkok, Thailand). According to the certificate of analysis, the characteristics of this PLA determined are density: 1.25 g/cm3 and melt flow index: 10 g/10 min (190°C/2.16 kg).
Preparation of TPS with PALF composites
Cassava starch was prepared as a TPS using glycerol and water as a plasticizer. 9 A total of 100 g of TPS, which contained 65 wt% cassava starch, 26 wt% glycerol, and 9 wt% water, was mixed manually before adding PALF at 2–10 wt% of the total TPS. All the components were mixed well before blending in a single-screw extruder (Custom Scientific Instrument, Atlas Electric Devices Co., Chicago, USA) at 95°C, 180 r/min in order to obtain TPS reinforced with PALF (Table 1).
Composition of the samples (percentage in weight).
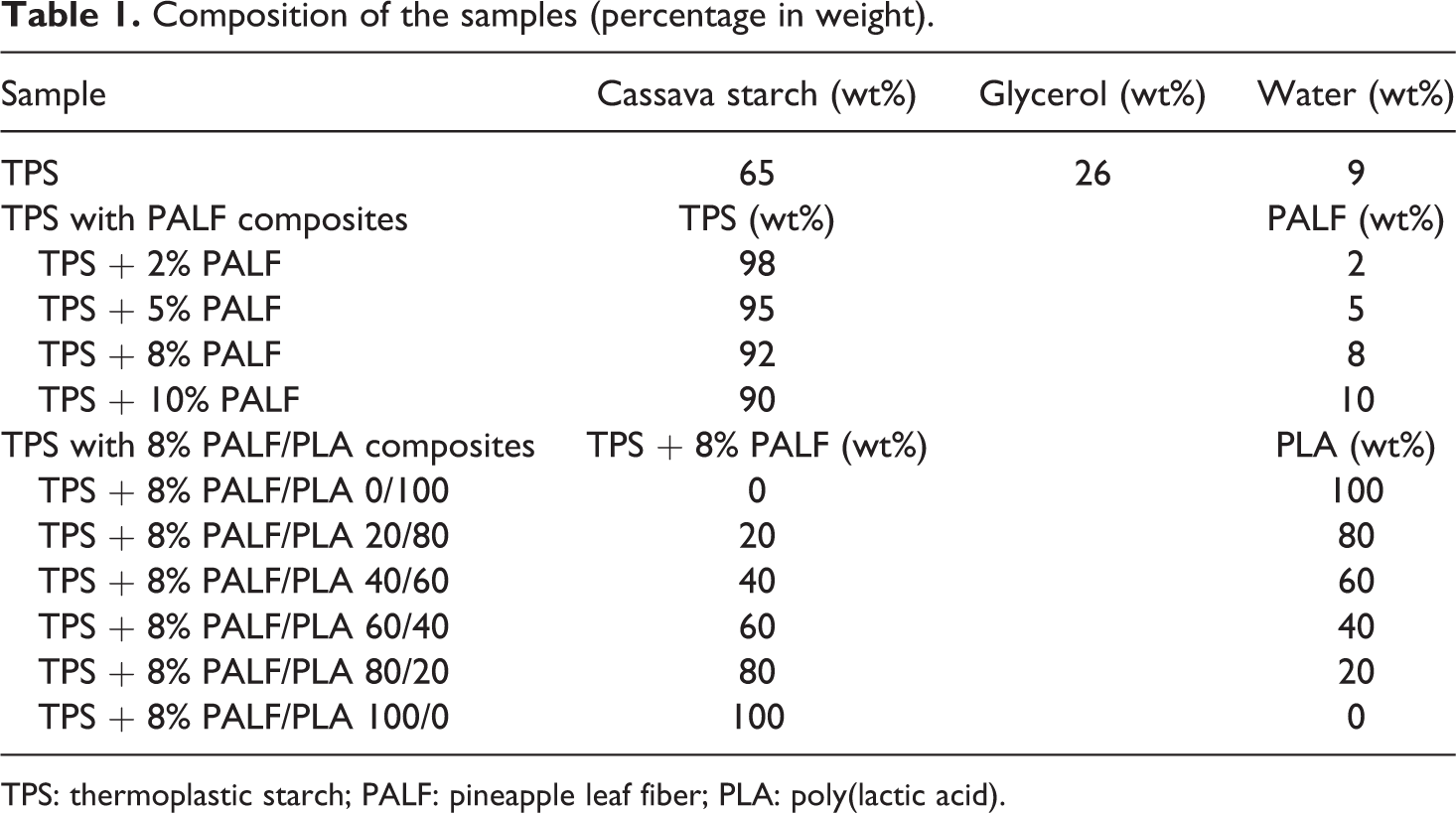
TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
Preparation of TPS with PALF/PLA composites
PLA pellets were dried overnight at 70°C in an oven to remove water before use. TPS with PALF at 8°wt% was prepared first in a single-screw extruder by the same procedure as mentioned in the previous section. The extrudate of TPS with PALF at 8 wt% was cut into pellets. Then, it was blended with various percentages of PLA (0, 20, 40, 60, and 80 wt%) using a single-screw extruder at 180°C and 180 r/min (Table 1).
Preparation of TPS/PLA blends
TPS, obtained after the extrusion of 65 wt% cassava starch, 26 wt% glycerol, and 9 wt% water were blended with various proportions of PLA from 0 to 100 wt% 9 having the same conditions of TPS with PALF/PLA composites.
Characterization of all samples
Tensile test
TPS with PALF composites and the TPS with PALF/PLA composites were compression-molded into plaques at 95 and 180°C, respectively, with a pressure load of 15 MPa using the heat press machine (Toyoseki Seisakusho Co. Ltd, Tokyo, Japan) with 120 × 120 mm2 window frame molds of 0.5 mm thickness. After cooling the mold, the plaques were cut into dumbbell-shaped pieces with a Toyoseiki cutter (Toyoseki Seisakusho Co. Ltd, Tokyo, Japan). Tensile strength and percentage elongation were measured according to ASTM 638 (type II) using an Autograph (AGS5kN, Shimadzu, Tokyo, Japan). The gauge length and crosshead speed were 45 mm and 100 mm/min, respectively. At least eight samples were tested.
Viscosity
Viscosity behaviors of TPS with PALF composites and TPS with PALF/PLA composites were measured using a flow tester-CFT500 D (Shimadzu, Tokyo, Japan) at 180°C with various shear stresses of 123–490 kPa. The viscosity (η) and shear rate (γ) were relative following the power law model as shown in equation (1):
where n = power law index (if n = 1 for a Newtonian fluid or thermoplastic, 0 < n < 1 for a shear-thinning fluid, and n > 1 for a shear-thickening fluid) and K = consistency obtained from linear regression in logarithmic plotting. 23
Water solubility
TPS with PALF/PLA composites at different PALF contents with a size of 20 × 20 × 0.5 mm3 were dried at 50°C for 24 h before testing. The samples were immersed in distilled water at 25°C for 10 h. Then, the samples were removed from water, blotted with tissue paper to remove excess surface water, and then weighed. Water absorbed at the surface of the sample was dried with tissue paper. Then, different weights of the swelled samples before and after immersing in water compared to the weight before were calculated based on percentage. Three replicates were tested for each treatment.
Results and discussion
Table 2 shows the chemical compositions and physical properties of PALF after preparation. The major constituents of PALF are cellulose >70%, which has a molecular arrangement in the fiber similar to cotton fiber. 24 Other compositions in PALF were lignin, pentosan, ash, fat, and so on. PALF consists of bundled fibers, which are cemented together by lignin and pentosan. To separate an individual fiber, degumming and bleaching treatments following mechanical treatment with an individual breaking machine were needed to apply for fiber preparation. The chemical compositions of PALF after chemical treatment are similar to other studies. 25,26 Results on physical properties of PALF obtained in this study were similar to another study 24 on high-strength-reinforced fiber.
Chemical compositions and physical properties of PALF.
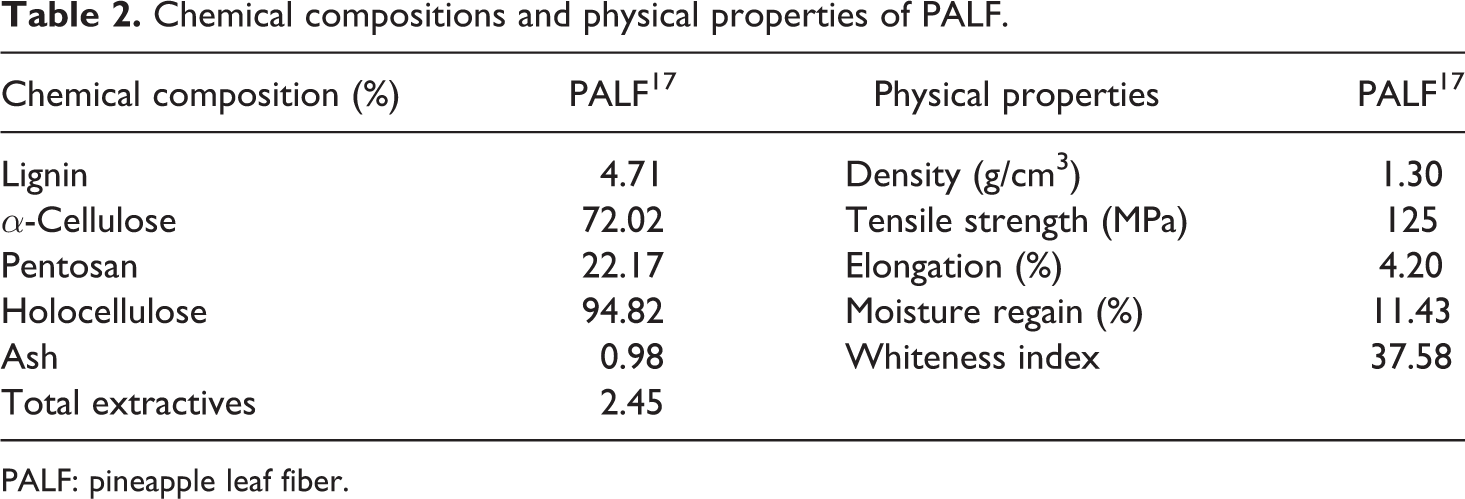
PALF: pineapple leaf fiber.
TPS with PALF composites
To better understand the condition for composite preparation from TPS with PALF, we first studied the effect of fiber reinforcement in TPS. The mechanical properties of the TPS with PALF composites at various PALF contents are shown in Figures 1 and 2. We varied the PALF content in TPS from 0 to 10 wt%; this PALF (with high cellulose and low lignin compositions) is bulky so that we cannot increase the PALF content beyond 10 wt% in TPS composite with this preparation method. Stress–strain curves of TPS with PALF at different contents are shown in Figure 1. TPS exhibited a flexible behavior having a high ultimate elongation while Young’s modulus (slope) and tensile strength were not high. Fiber inclusion from 2 to 8 wt% increased the Young’s modulus and tensile strength of the composite, but decreased the strain that made the composite stiffer. This result is in good agreement with the previous study, 27 thereby increasing of fiber content until 20% in TPS with urea (20%) and formaldehyde (10%) as plasticizers yielded to increase stress of the TPS composite. However, in our study, PALF inclusion at 10 wt% makes the TPS composite weaken with low tensile strength due to the limiting of fiber volume in the TPS matrix. Figure 2 concludes overall that the tensile strength of the TPS with PALF composites increases with increasing PALF content until 8 wt%. Beyond this concentration, there is a significant decrease in tensile strength of the TPS with PALF composite. This result is in good agreement with its elongation at break. The 8 wt% is an optimum concentration of PALF in TPS giving the highest tensile strength. So, we subsequently used this concentration of PALF/starch to mix with PLA.
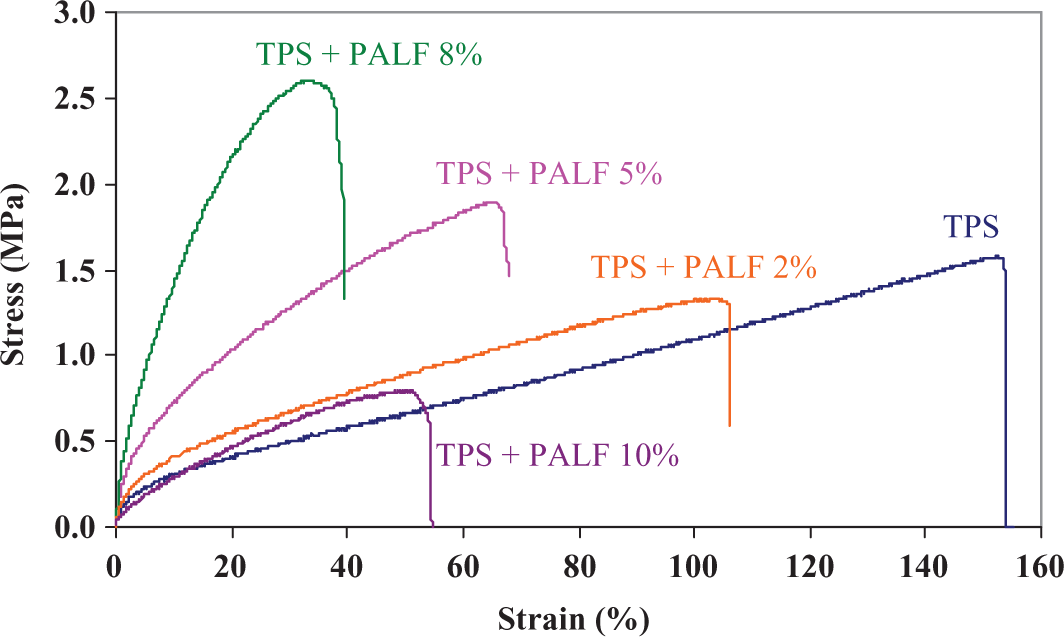
Stress–strain curves of TPS with PALF at 0–10 wt%. TPS: thermoplastic starch; PALF: pineapple leaf fiber.
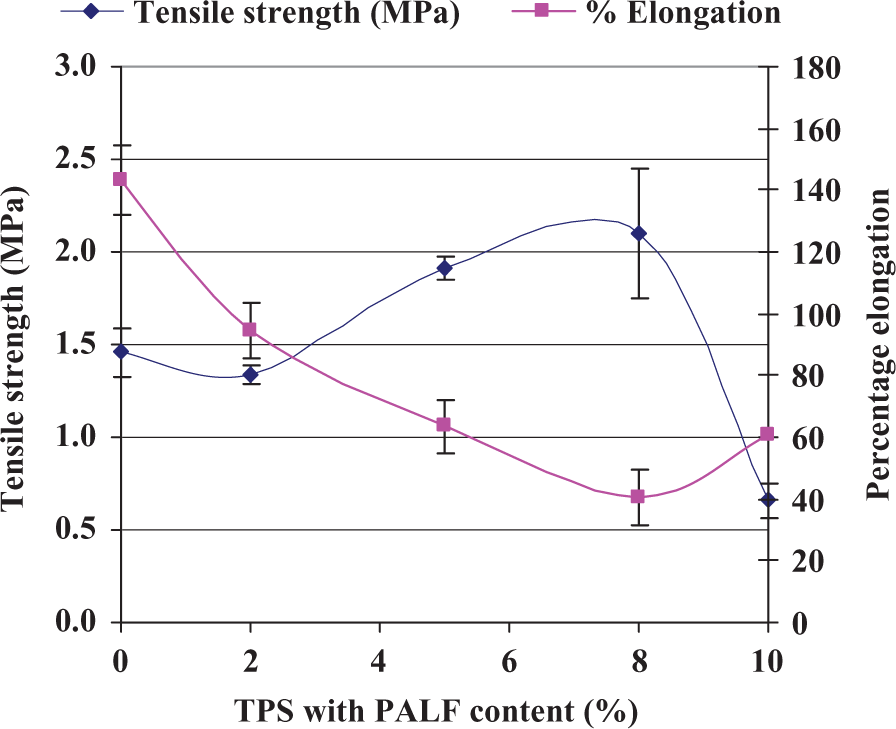
Tensile and percentage elongation of TPS with PALF at 0–10 wt%. TPS: thermoplastic starch; PALF: pineapple leaf fiber.
Concerning the melt flow behavior of TPS with PALF reinforcement, Figure 3 shows the relationship between viscosity and shear rate in a logarithmic plot. The viscosity of the TPS with different PALF contents decreased with shear rate, which exhibits pseudoplastic non-Newtonian fluid similar to the TPS behavior. Figure 4 shows the power law index (n) of TPS with PALF. The power law index values of TPS with PALF increase from 0.40 to 0.51 when PALF contents increased from 0 to 8 wt%. When high PALF content is at 10 wt%, the power law index value decreases, which is in good agreement with its tensile strength. It seems that an optimum content of PALF filler in TPS matrix is 8 wt%. Addition of PALF content at 8 wt% in TPS made starch melt less pseudoplastic, which shows compatibility with TPS. A previous study by Ma et al. 27 showed that there is no obvious starch granular figures in TPS with low-fiber content (<10%) from scanning electron microscopic images.
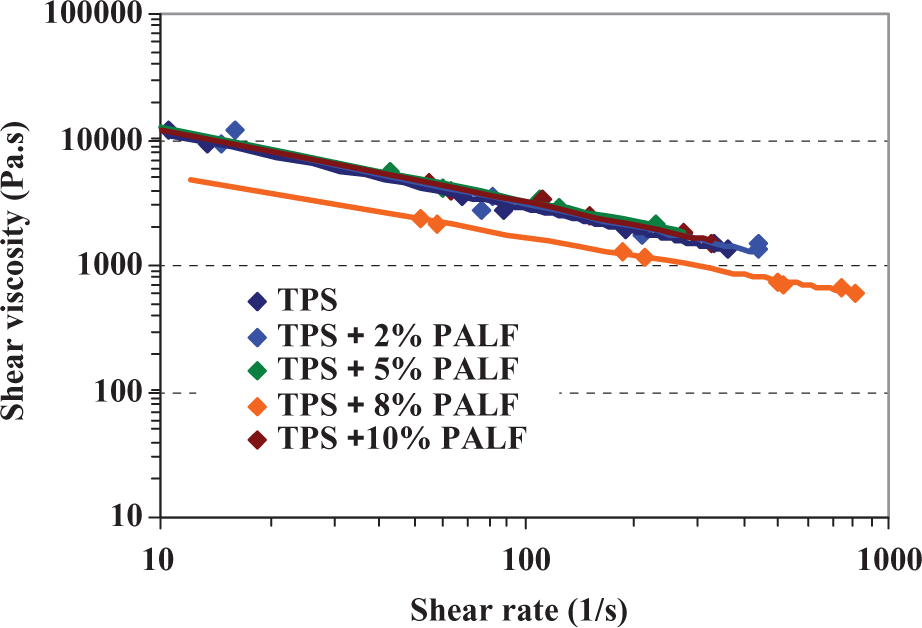
Melt viscosity of TPS with different PALF contents. TPS: thermoplastic starch; PALF: pineapple leaf fiber.
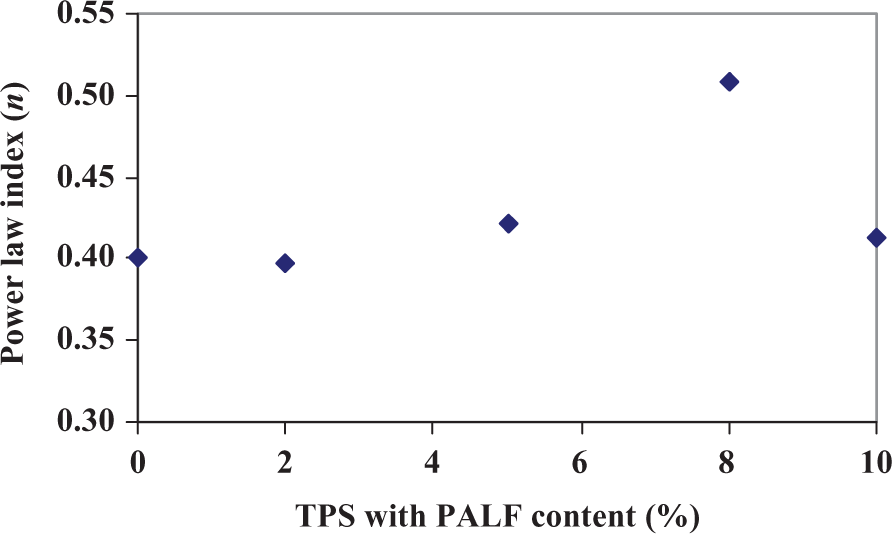
Power law index of TPS with different PALF contents. TPS: thermoplastic starch; PALF: pineapple leaf fiber.
TPS with PALF/PLA composites
The preparation of TPS with PALF/PLA composite is explained in Experimental section and Table 1. To investigate the effects of PALF to act as filler in this composite, the blends of TPS/PLA were prepared as a control sample. We found that the tensile strength of the TPS/PLA composite decreases with increasing starch concentration. This result is certainly due to the GS from the starch preparation (Figure 5). This gel structure makes the composite softer and in good agreement with the results from starch/polycaprolactone composite. 27,28 It should be noted that the role of starch here is to save the cost of materials and to be degraded in nature. Interestingly, when PALF is added to the TPS/PLA system, the tensile strength of the composite is increased when compared with the TPS/PLA at a given TPS content. However, the filler (PALF) has no effect on the tensile strength from 80 wt% of the starch, while the percentage elongation of the TPS/PALF with PLA decreases. This means that TPS phase changes from a dispersed to a continuous phase beyond 60 wt% of TPS. Inclusion of PALF, which acts as a reinforcement in the composite, yields lower elongation at break compared with the control TPS/PLA system.
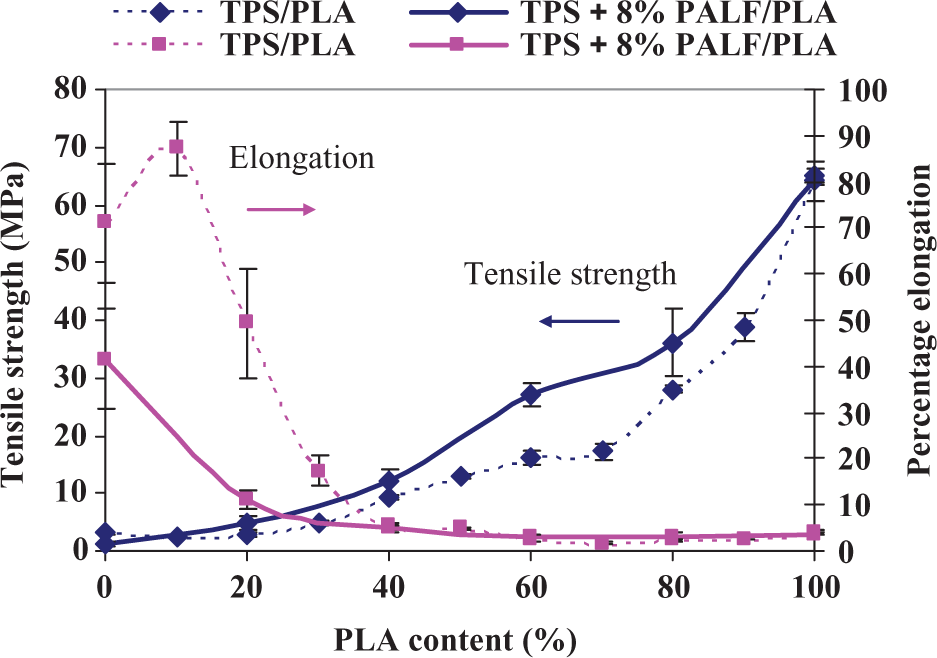
Tensile strength and percentage elongation of TPS with 8% PALF/PLA composites compared with TPS/PLA blends at different PLA contents. TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
Concerning melt viscosity of TPS/PALF with PLA (Figure 6), all TPS/PLA samples exhibit pseudoplastic non-Newtonian fluid. The viscosity of TPS/PALF with PLA composites decreases with increasing starch content due to low crystallinity of starch compared with high crystallinity of PLA. However, the power law index values (Figure 7) tend to be stable with increasing starch content. So, PLA is more important to dominate the melt flow of the system.
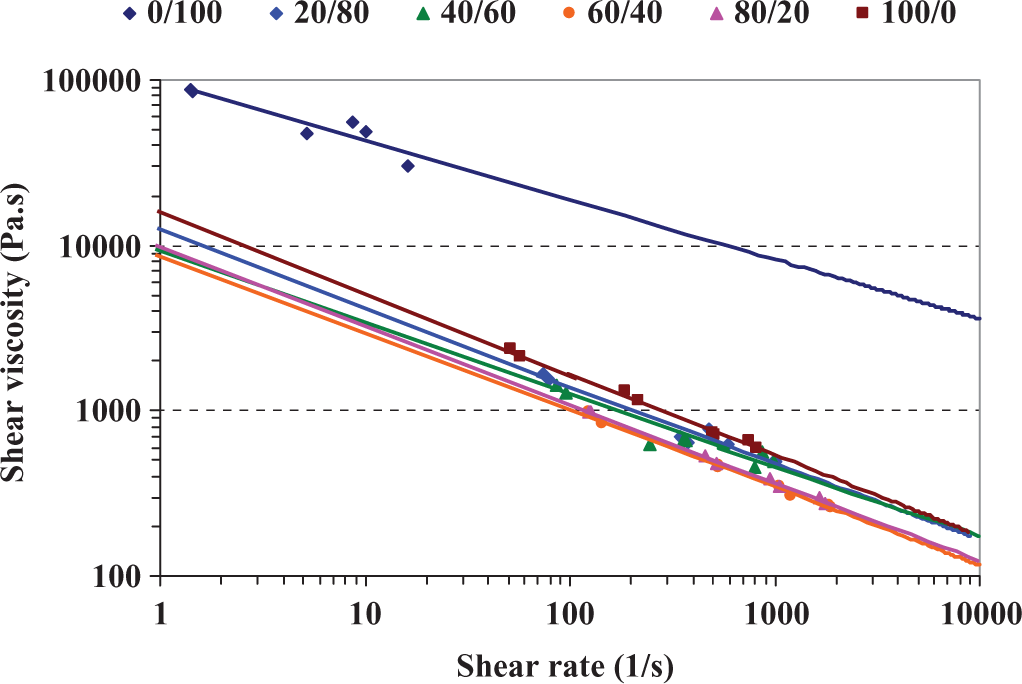
Melt viscosity of TPS with 8% PALF/PLA composites at different percentages. TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
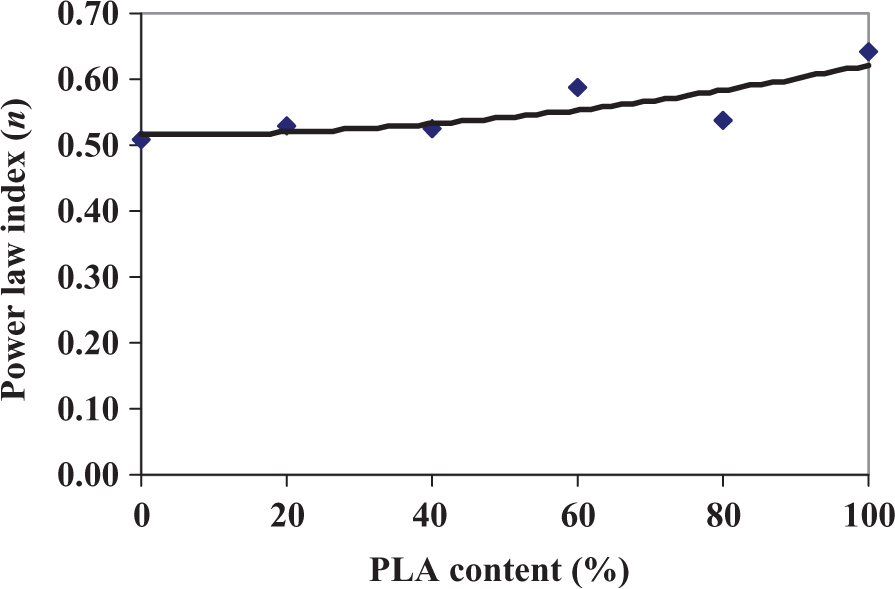
Power law index of TPS with 8% PALF/PLA composites at different TPS contents. TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
Concerning water solubility of TPS/PALF with PLA composites compared with TPS/PLA without PALF as shown in Figure 8, the results present the addition of TPS in the PLA matrix and its effects on water solubility. However, the addition of PALF in the TPS/PLA system improves water resistance in the composites, which exhibit lower water solubility due to high cellulose content in the PALF composition. Figure 9 shows the appearance of an extruded ribbon of TPS with PALF/PLA composites at different ratios of TPS and PLA after immersion in water for 0 and 10 h. We found that only TPS with PALF 8 wt% easily absorbed water and developed swelling. By increasing the PLA content in the composite up to 40 wt%, the extruded ribbon is still stable without any swelling change for 10 h.
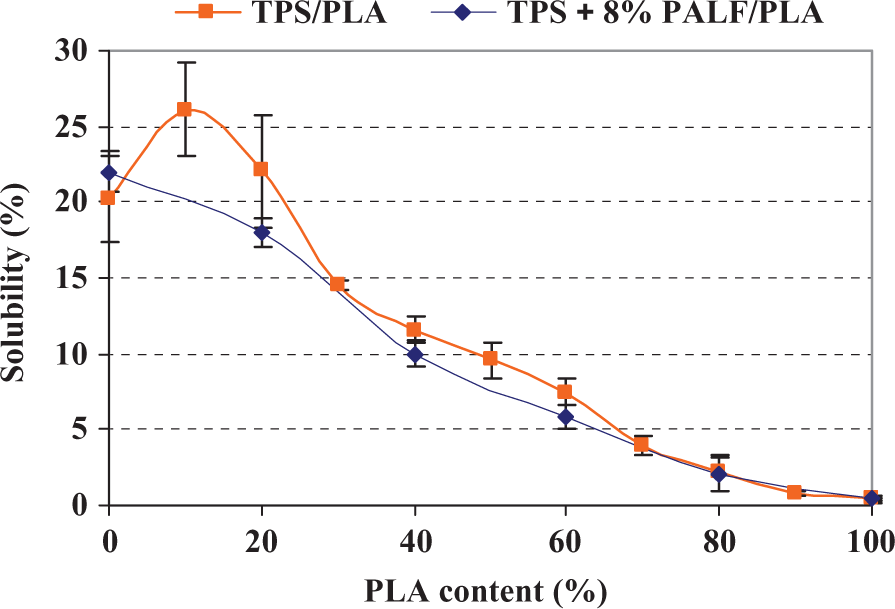
Water solubility of TPS with 8% PALF/PLA composites compared with the TPS/PLA composite at different PLA contents. TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
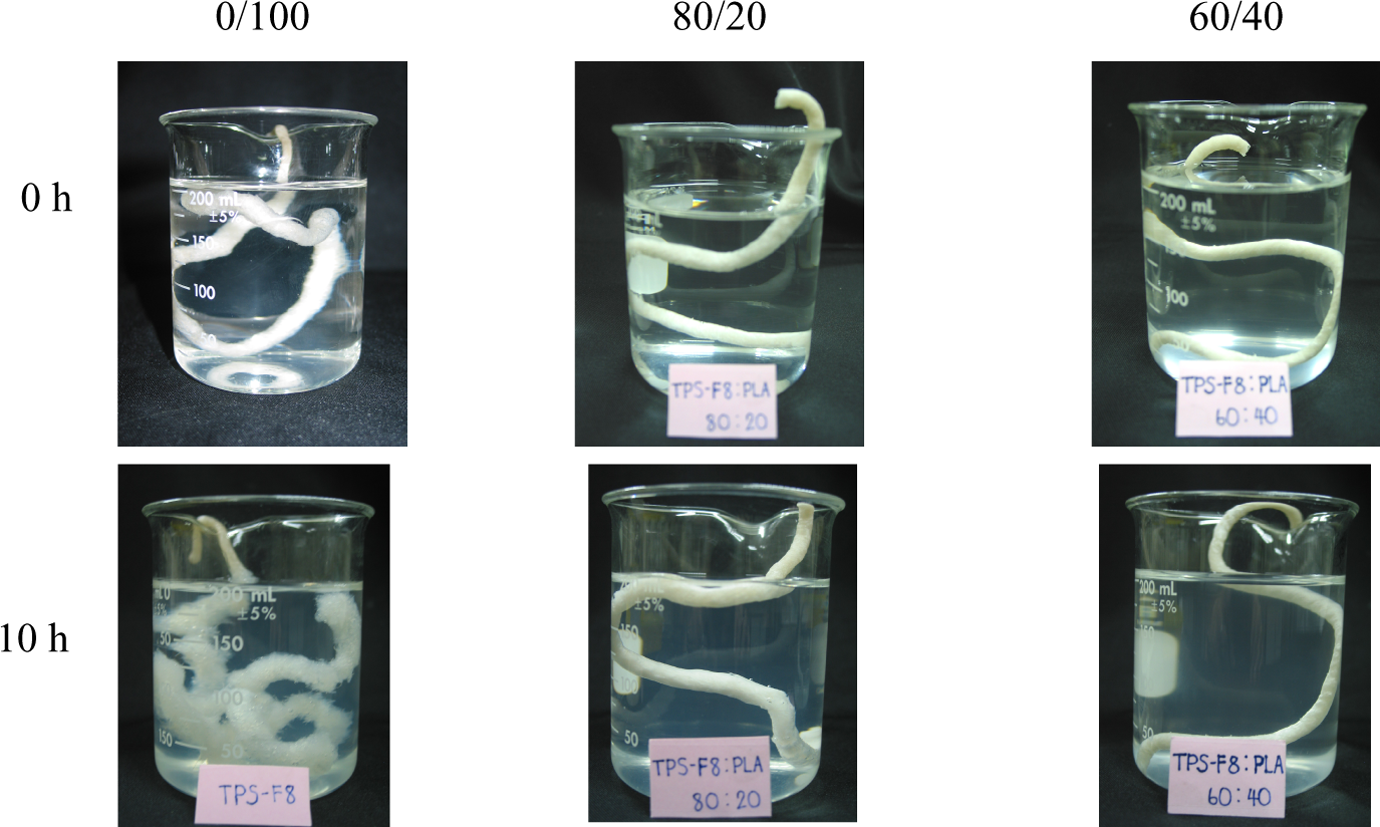
Photographs of the solubility test of TPS with 8% PALF/PLA composites at different percentages after 0 and 10 h. TPS: thermoplastic starch; PALF: pineapple leaf fiber; PLA: poly(lactic acid).
Conclusions
TPS with PALF/PLA composites were prepared using a single-screw extruder in order to compare both TPS with PALF composites and TPS/PLA blends. Here, we studied the effects of PALF as filler reinforcement on the properties of composites with a TPS and TPS/PLA matrix. Tensile strength of TPS with PALF composite increased with PALF concentration until 8 wt%, beyond this concentration, the tensile strength dropped because of the high volume of the fiber. Then, PALF at 8 wt% was selected to prepare the TPS with PALF/PLA composite. We found that the tensile strength of TPS with PALF/PLA composite was higher than that of the TPS/PLA blend until 60 wt% of TPS. Beyond this concentration, there was phase reversion between TPS and PLA. From the viscosity point of view, PALF content at 8 wt% in TPS made the composite close to Newtonian flow compared to lower PALF contents. The melt viscosity of the TPS with PALF/PLA was close to the Newtonian flow for all TPS concentrations indicating the effect of PLA in the system. TPS with PALF/PLA composites had higher water resistance compared to the TPS/PLA blend. This new TPS with PALF/PLA composite gave better mechanical properties and water resistance than the TPS/PLA blend, but it presented the same flow behavior as that of PLA alone. This type of composite could be potentially applied to environmental friendliness of products, packaging products, flower pots, and so on.
Footnotes
Acknowledgements
The authors thank Dr Kunruedee Sangseethong, Cassava and Starch Technology Research Unit, National Center for Genetic Engineering and Biotechnology (BIOTEC), Bangkok, Thailand, for her interpretation in the results and discussion about TPS/PLA blends.
Funding
This work was supported by Kasetsart University Research and Development Institute (KURDI) and KAPI, Kasetsart University, Thailand.