
Abstract
The effects of ε-caprolactam on tensile properties, morphology, thermal degradation, and swelling behavior of recycled high-density polyethylene–chicken feather fiber composites (r-HDPE/CFF) were studied. The r-HDPE/CFF composites were prepared using Brabender Plasticorder at 160°C and a rotor speed of 50 r min−1 for 6 min. The r-HDPE/CFF/ε-caprolactam composites exhibit higher tensile strength, modulus of elasticity, and final decomposition temperature, but lower mass swell percentage and elongation at break than r-HDPE/CFF composites. Scanning electron microscopic morphology showed that the CFF was more widely dispersed in the r-HDPE matrix with the addition of ε-caprolactam as a coupling agent. It was also found that the addition of ε-caprolactam offers better thermal stability in r-HDPE/CFF/caprolactam composites than r-HDPE/CFF composites.
Introduction
High-density polyethylene (HDPE) plastic has several properties that make it ideal as a packaging and manufacturing product. It is stronger than the standard PE, acts as an effective barrier against moisture and remains solid at room temperature. Recycled HDPE (r-HDPE) creates no harmful emissions during its production or during its use by the consumer. Recycling contributes to reduction in resource consumption and pollution. The addition of fillers to polymers is fast and one of the cheapest methods to modify the properties of the base materials. The incorporation of filler into thermoplastics has been widely practiced in industry to extend them and to enhance certain properties. 1 –3 Filling or reinforcement of polymers to enhance some properties of the material is one of the most significant and popular methods of producing plastics, rubbers, coatings, adhesives, and so on, which must possess the necessary mechanical and physical properties for any given practical application. Natural fiber-reinforced polymer composites have raised great attention and interest among materials as scientists and engineers in the recent years are considering to develop an environmental-friendly material and partly replace currently used glass or carbon fibers in fiber-reinforced composites. 4
These natural fibers constitute an interesting alternative to traditional synthetic fibers in composite materials. 5 Plant fibers for composite material applications have attracted many researchers’ interest recently. 6,7 In contrast, fewer studies have been carried out on keratin fibers, including chicken feather fibers (CFFs) for composite material applications. Materials derived from chicken feathers can be used advantageously as the reinforcing materials in polymer matrix composites. CFF has attracted much attention to different product design and engineering industries recently, as the use of CFF as reinforcements for polymer-based biodegradable materials has emerged gradually. Because of its renewable and recyclable characteristics, this has been appreciated as a new class of reinforcement for polymer-based biocomposites.
Huda and Yang 8 have presented a very elaborate and extensive review on natural fiber-reinforced composites, with special reference to the type of fibers, matrix polymers, treatment of fibers, and fiber–matrix interface. Many studies have been conducted to study the mechanical properties, especially interfacial performances, of the composites based on natural fibers due to the poor interfacial bonding between the hydrophilic natural fibers such as sisal, jute, and palm fibers and the hydrophobic polymer matrices. The incorporation of compatibilizer onto the filler surface is an obvious solution in order to modify interaction or increase the bonding of filler onto the polymer by either altering the strength or charging the size of the interaction. Compatibilizer has been used to improve dispersion, adhesion, and compatibility for the system containing filler and matrix in the composites. 9 The agents modified the interface by interacting with filler and polymer, thus forming a link between the components. 10 It was reported that graft copolymers can be used effectively as compatibilizer for polymer blends. 11,12
Baron 13,14 studied polyethylene reinforced with keratin fibers obtained from chicken feathers and stated that keratin feather fiber acts to reinforce the low-density polyethylene (LDPE) polymer matrix. The feather fiber fraction of the feather waste is used, and it yields fibers of constant diameter. They also found that physical property testing and microscopy show some interaction between the fiber and the polymer, without the need for coupling agents in the composition. Not only is it imperative to use a fiber of higher modulus, but it is important to have good fiber–polymer interaction to obtain reinforcement from fibers. 15,16 In this study, the effect of ε-caprolactam as a coupling agent on tensile properties, morphology, swelling behavior, and thermal degradation of r-HDPE/CFF composites were investigated.
Experimental
Materials
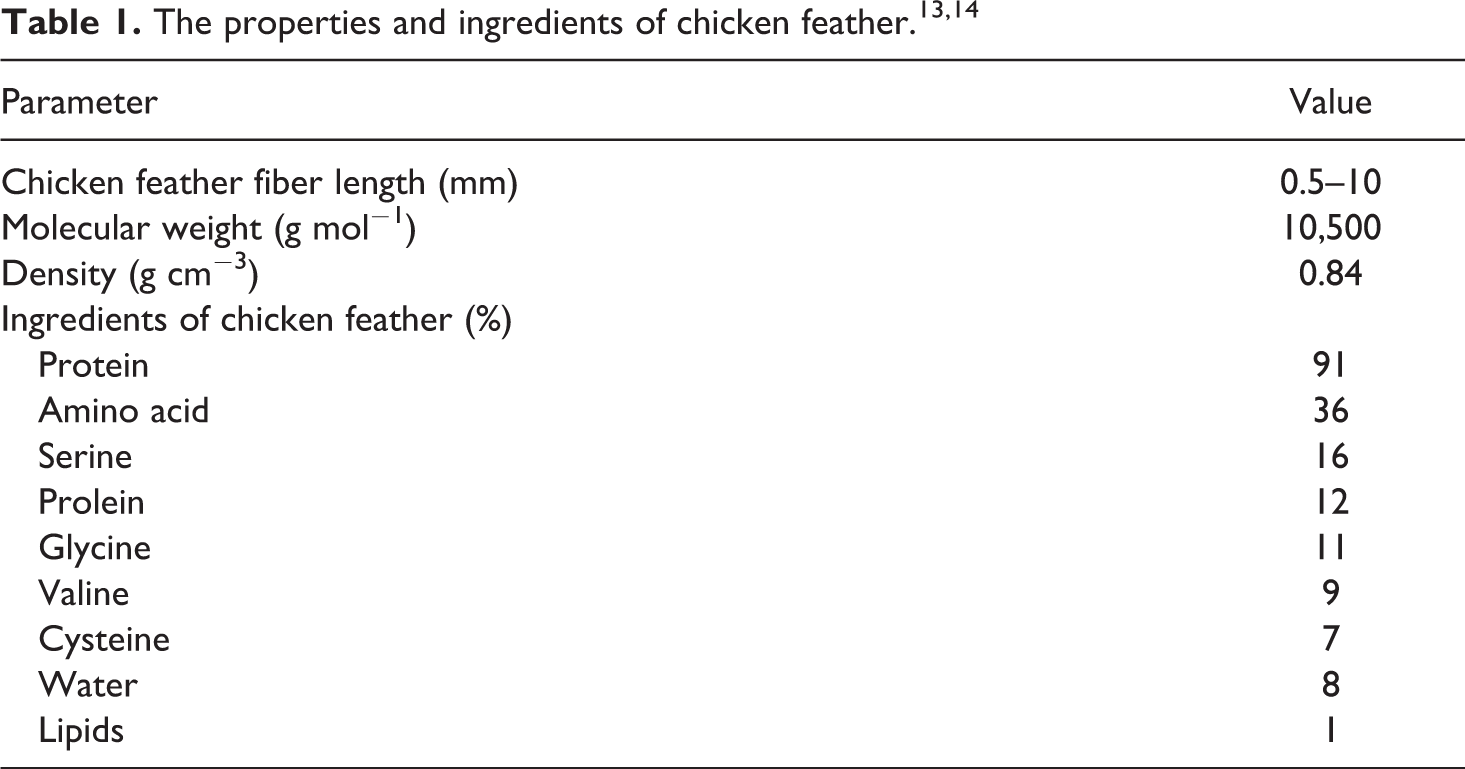
The chicken feathers were obtained from a Malaysian local market in Perlis. After the cleaning and drying process, the chicken feather was ground and through sieving analysis fibers with an average size of 0.5–10 mm were selected. The r-HDPE pellets used in this study had the following characteristics: density, 0.948 g cm−3; processing temperature, 134–160°C; and melting temperature, 110–120°C. Sodium hydroxide was supplied by Chemar™ (Penang, Malaysia) and ε-caprolactam (1-aza-2-cycloheptanone) was obtained from AR Alatan Sdn Bhd., Kedah Darul Aman, Malaysia. The composition of the chicken feather is shown in Table 1. 13,14
Preparation of CFF
The chicken feather was washed, dried, and ground to fiber using the electrical blender. Sieve was used to select fibers with an average size of 0.5–10 mm. The CFFs were dried in a vacuum oven at 80°C for 4 h to evaporate the water content. After that the CFFs were used as filler into the r-HDPE composites. The scanning electron micrograph of CFFs is shown in Figure 1.
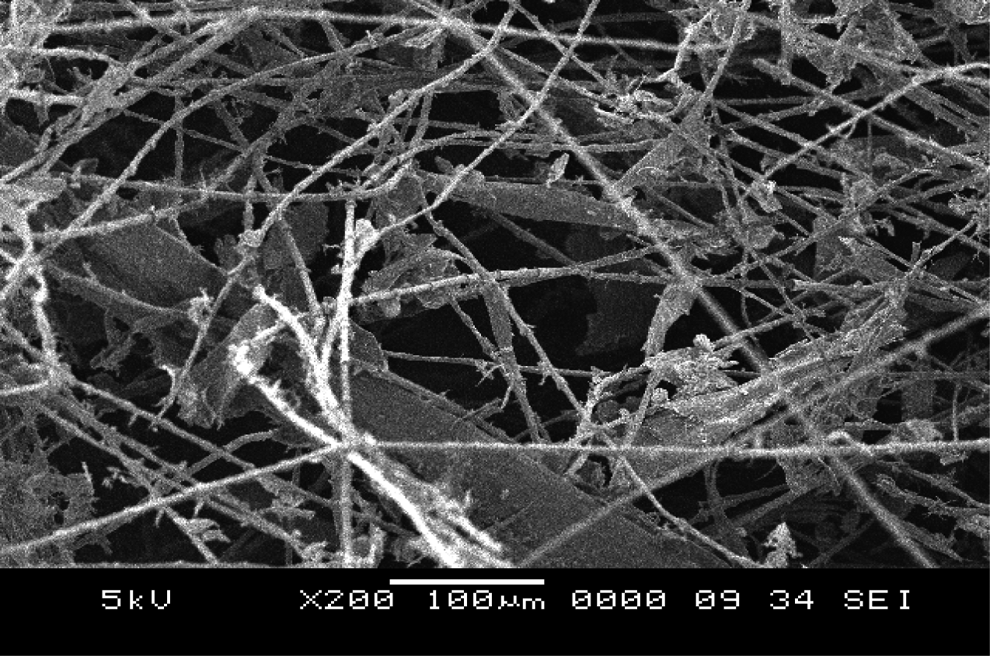
Scanning electron micrograph of chicken feather fibers.
Composite preparation
The compounding of the composites was carried out using the Brabender Plasticorder (Germany). Two types of composites were prepared, r-HDPE/CFF composites with and without ε-caprolactam (1-aza-2-cycloheptanone). Before the compounding process starts, the Brabender Plasticorder was set at a temperature of 160°C and a rotor speed of 50 r min−1. The r-HDPE pellets were loaded into the mixing chamber and preheated for 4 min. After that, CFF and ε-caprolactam were added into the softened r-HDPE matrix. The mixing process was allowed to take place for 6 min in order to obtain homogeneous composites. The softened composites were removed from the chamber and pressed into thick round pieces. The formulations of LDPE/CFF composites with and without ε-caprolactam are shown in Table 2.
Formulation of CFF-filled r-HDPE composites with and without ε-caprolactam at different fiber loadings.
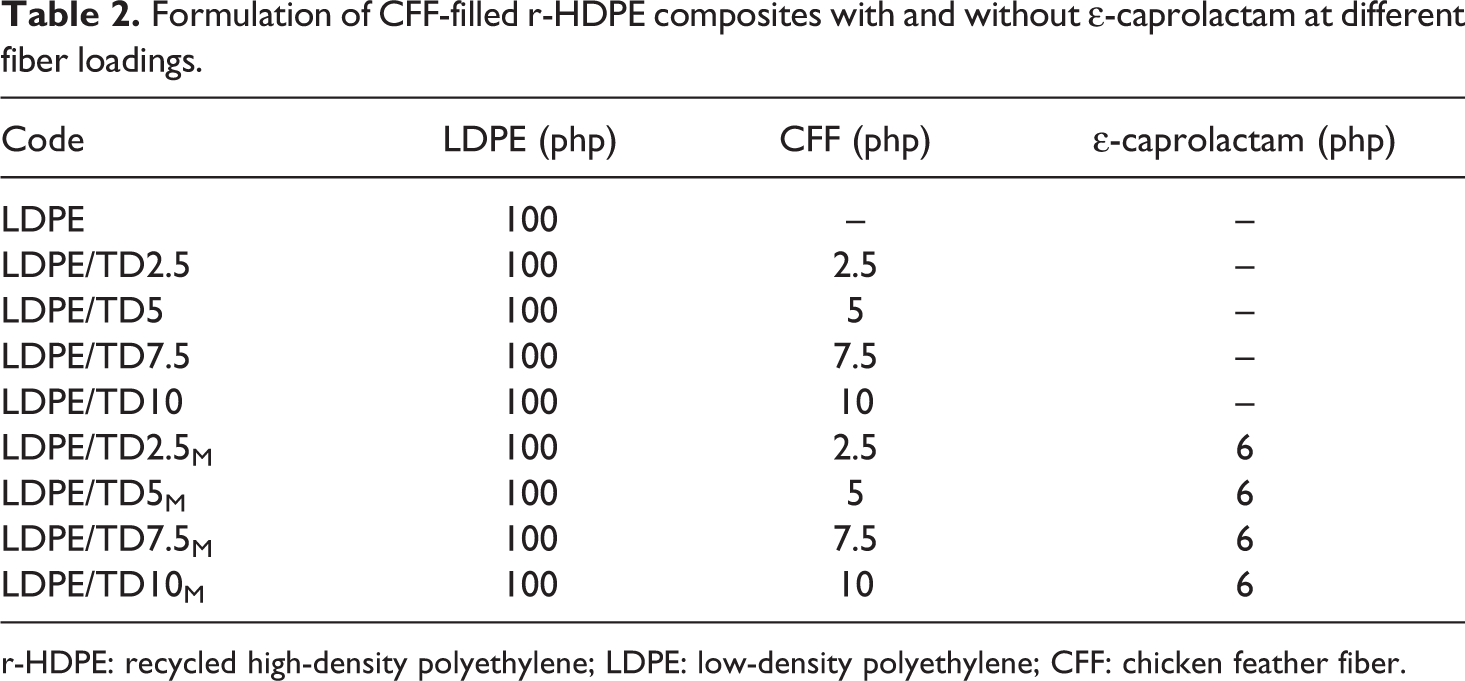
r-HDPE: recycled high-density polyethylene; LDPE: low-density polyethylene; CFF: chicken feather fiber.
Compression molding
In order to produce the composites in plate form, the hydraulic hot press was used. The machine was set at a temperature of 160°C both at the top and bottom of the plates. Then the r-HDPE/CFF composites were put into the mold, preheated for 4 min followed by compression for 4 min at the same temperature and subsequently cooled under pressure for 4 min.
Tensile test
Tensile tests were carried out according to ASTM D638 using Instron 5569 with crosshead speed of 50 mm min−1. Five dumbbell-shaped samples were used for each blend composition. The tensile strength, elongation at break, and modulus of elasticity of each composite were obtained from the test.
Mass swell test
The samples with the dimension of 40 × 20 × 5 mm3 were used. It involved total immersion of two samples in distilled water at room temperature for 27 days. All samples were previously dried in an oven at 103°C for 1 h in order to remove the moisture content within it. After immersion in distilled water, all the samples were removed at fixed time intervals, wiped with filter paper to remove surface water, and weighed using an analytical balance of 0.1 mg precision. The percentage of mass swell (%MS) was calculated using the following equation
where W 1 is the weight of the dry sample and W 2 is the weight of the wet sample.
Scanning electron microscopy
The morphology of the fracture surfaces of composites was studied using a scanning electron microscope (JOEL JSM-6460LA, Japan). Before examining using scanning electron microscopy (SEM), the samples were mounted on aluminum stubs and allowed to undergo sputter coating. A thin gold layer of 20 nm was sputter coated on the samples surfaces to avoid electrostatic charging during examination.
FTIR spectroscopy
The Fourier-transform infrared (FTIR) spectra were recorded using a Perkin Elmer spectrometer equipped with an attenuated total reflection (ATR) attachment (Germany). A minimum of 600 scans were signal averaged at a resolution of 4 cm−1. The selected internal reflection element was a 45° KRS-5. The samples under investigation were approximately 0.2 mm thick sheets that were prepared by compressive molding of the samples between two plastics films at 160°C.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) of r-HDPE/CFF composites with or without ε-caprolactam was carried out using a Pyris Diamond TG/DTA (Perkin Elmer Pyris 6 TGA analyzer, USA). Samples of about 10 mg were scanned from 30 to 600°C, with a heating rate of 10°C min−1 using constant nitrogen gas flow of 50 ml min−1 to prevent thermal oxidation process of polymer sample. The weight loss at 300 and 500°C, residual mass, and final decomposition temperature (FDT) of the thermogravimetric curve were calculated.
Results and discussion
Tensile properties
Figure 2 shows the effects of fiber loading on tensile strength of r-HDPE/CFF composites with and without ε-caprolactam. As can be seen from Figure 2, the tensile strength of both r-HDPE/CFF composites gradually increased to a maximum at 7.5 phr of fiber loading. As more fibers are added to the composites, the fibers were distributed homogeneously throughout the composites, helping to strengthen the composites. Further increasing the fiber loading at 10 phr resulted in decreased tensile strength. This is due to the incompatibility of CFF and r-HDPE phase. This incompatibility resulted in reduced tensile property because fracture would be initiated from weak interface of the r-HDPE/CFF composites due to their poor interaction adhesion.
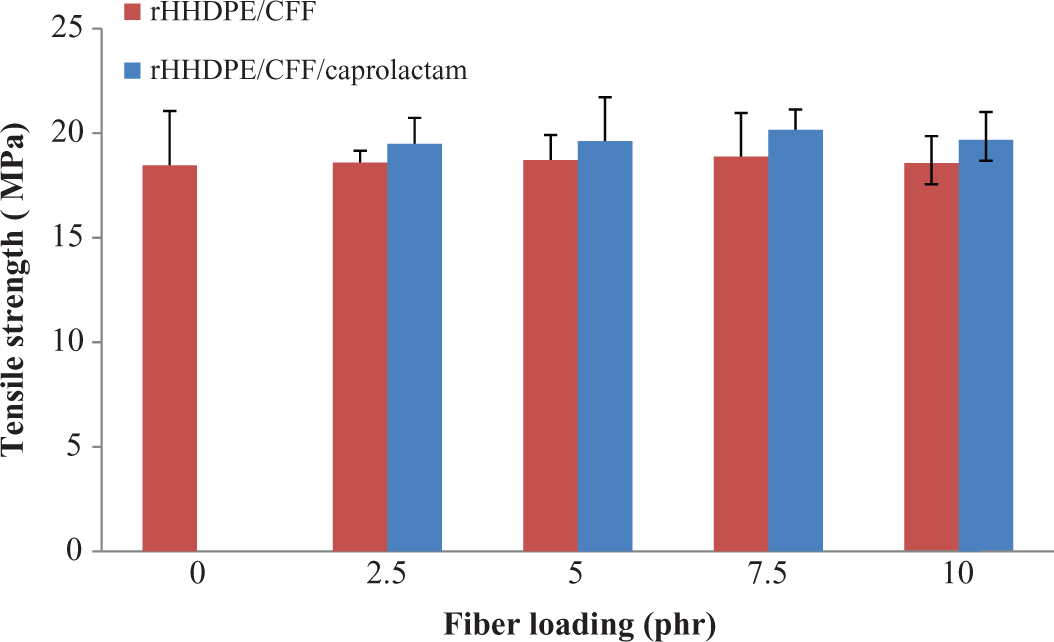
Tensile strength versus fiber loading of r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites.
At similar fiber loading, r-HDPE/CFF/ε-caprolactam composites exhibit higher tensile strength than r-HDPE/CFF composites. This was due to the increased interfacial adhesion between CFF and r-HDPE matrix, thereby improving the tensile strength of the composites, which is shown later in SEM results. The improved interfacial adhesion between r-HDPE and CFF has a positive impact on the stress transfer, thus reducing the change in interfacial debonding and leading to improved tensile properties. This observation is similar as reported by Supri and Ismail. 1 The combination of isophorone diisocyanate and polyhydroxyl as compatibilizers in LDPE/acrylonitrile butadiene styrene–water hyacinth fiber composites was used to overcome the dispersion problem and to enhance the mechanical strengths of composites by improving interfacial adhesion.
Figure 3 shows the effect of fiber loading on modulus of elasticity of r-HDPE/CFF composites with and without ε-caprolactam. The modulus of elasticity of the r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites tends to increase as fiber loading increases. This was due to the presence of the fiber that provides strength and stiffness to the composites. Carter 17 reported that modulus of elasticity of the composites increases when the amount of fiber in the matrix also increases. At similar fiber loading, the r-HDPE/CFF/ε-caprolactam composites indicated higher Young’s modulus compared with r-HDPE/CFF composites, which might be due to high crosslink density of r-HDPE/CFF with the addition of ε-caprolactam.
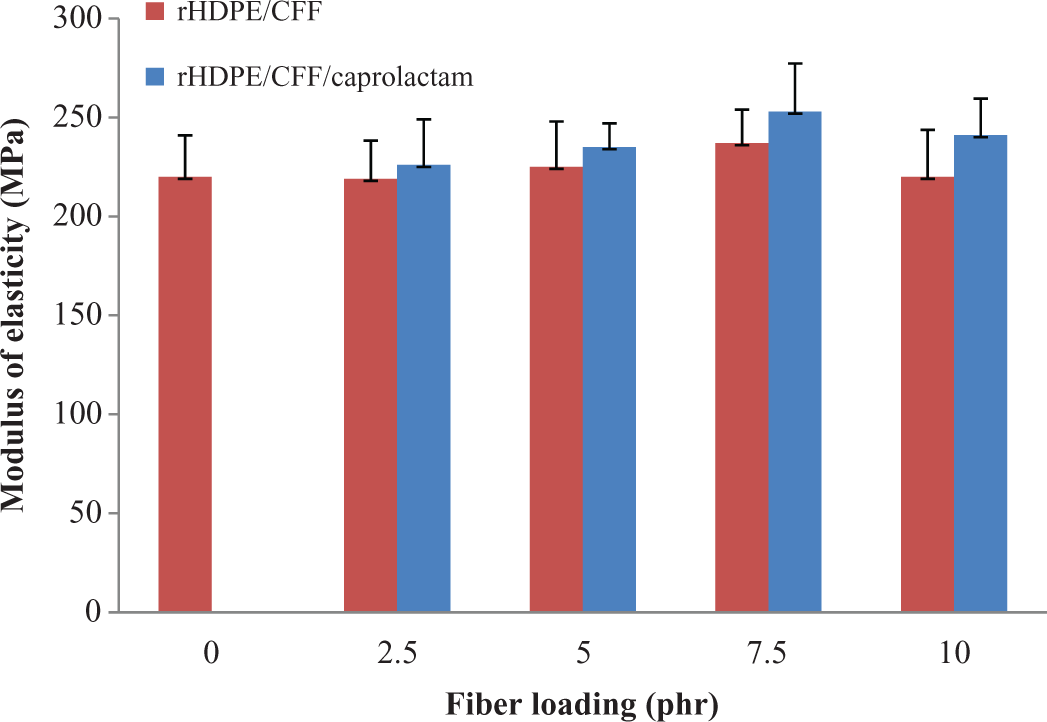
Modulus of elasticity versus fiber loading of r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites.
Figure 4 shows the effect of fiber loading on elongation at break of r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites. The elongation at break of both the composites decreased with increase in fiber loading, as shown in Figure 4. When the percentage of fiber loading increased, the ductility of the r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites decreased, which indicated that the fiber has hardened the composites and reduced their ductility. At similar composition, r-HDPE/CFF composites with ε-caprolactam had lower elongation at break compared with r-HDPE/CFF composites. This was due to the addition of ε-caprolactam, which increases the stiffness of the r-HDPE/CFF composites and consequently decreases the elongation at break.
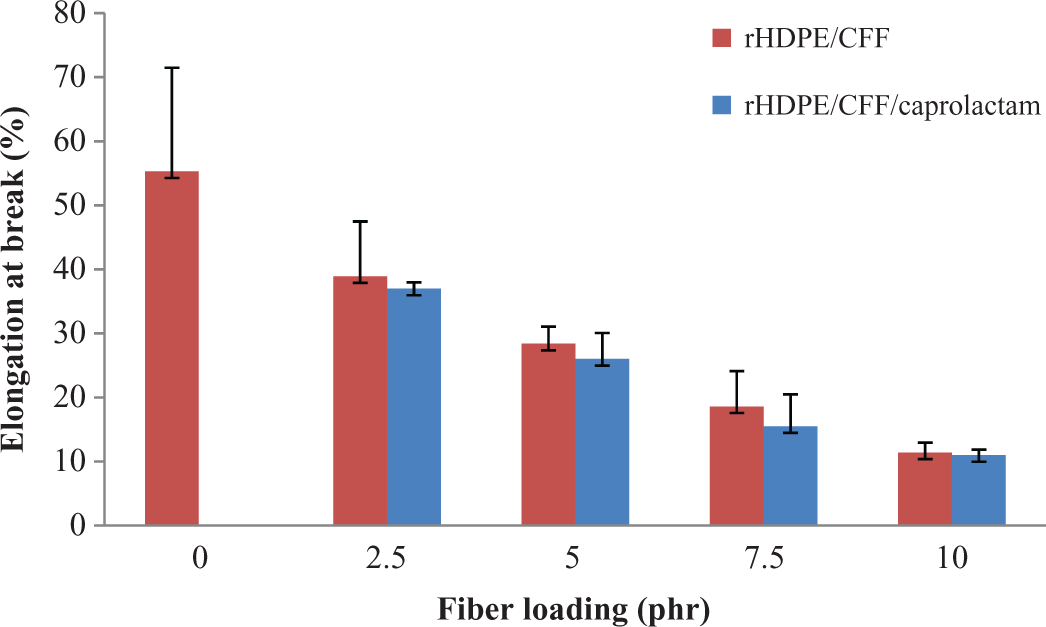
Elongation at break versus fiber loading of r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites.
MS analysis
Table 3 shows the effect of fiber loading on MS of r-HDPE/CFF composites and r-HDPE/CFF/ε-caprolactam composites. As can be seen from Table 3, the MS of r-HDPE/CFF composites and r-HDPE/CFF/ε-caprolactam composites increases as the fiber loading increased. This was due to the increased amino acid content of CFFs, which in turn results in the absorption of more water. The r-HDPE/CFF/ε-caprolactam composites show lower water absorption when compared with r-HDPE/CFF composites. As a result of the chemical coupling agent, the carboxylic acid group of the CFF reacts with the functional group of the ε-caprolactam, which in turn interacts with the polymer matrix, thus, establishing good fiber–matrix interaction.
The effect of CFF on MS of r-HDPE/CFF composites with and without ε-caprolactam at different fiber loadings.
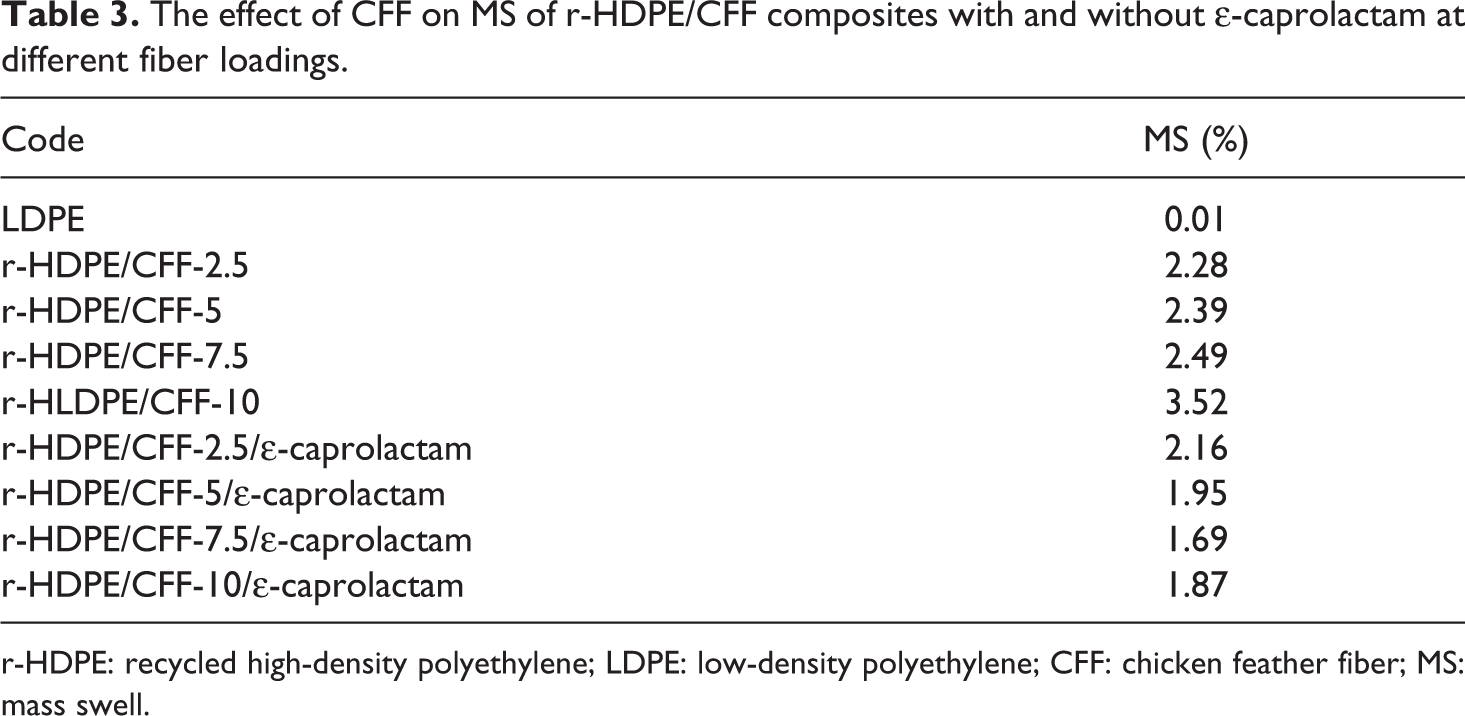
r-HDPE: recycled high-density polyethylene; LDPE: low-density polyethylene; CFF: chicken feather fiber; MS: mass swell.
Morphological properties
Figure 5 shows the scanning electron microscopic morphology of tensile fracture surface of r-HDPE/CFF composites and r-HDPE/CFF/caprolactam composites at different fiber loadings. Figure 5(a) shows a smooth surface and more tear lines, indicating ductile failure mode. Figure 5(b) shows the micrograph of the r-HDPE/CFF-5 composites and Figure 5(c) shows the micrograph of r-HDPE/CFF-5/ε-caprolactam composites. Figure 5(b) shows many voids in the detachment of fiber from the matrix surface. Figure 5(d) shows the micrograph for r-HDPE/CFF-10 and Figure 5(e) shows the micrograph for r-HDPE/CFF-10/ε-caprolactam composites. Figure 5(d) shows poor interfacial adhesion and voids between the r-HDPE matrix and fiber and more pull out of the fiber from matrix, which resulted in the lower tensile strength (Figure 2) of the composites. Figure 5(c) and (e) indicated a rough and good dispersion of CFFs in the r-HDPE/ε-caprolactam phases compared with the r-HDPE/CFF composites (Figure 5(b) and (d)). This was due to the presence of ε-caprolactam as a coupling agent in the composites.
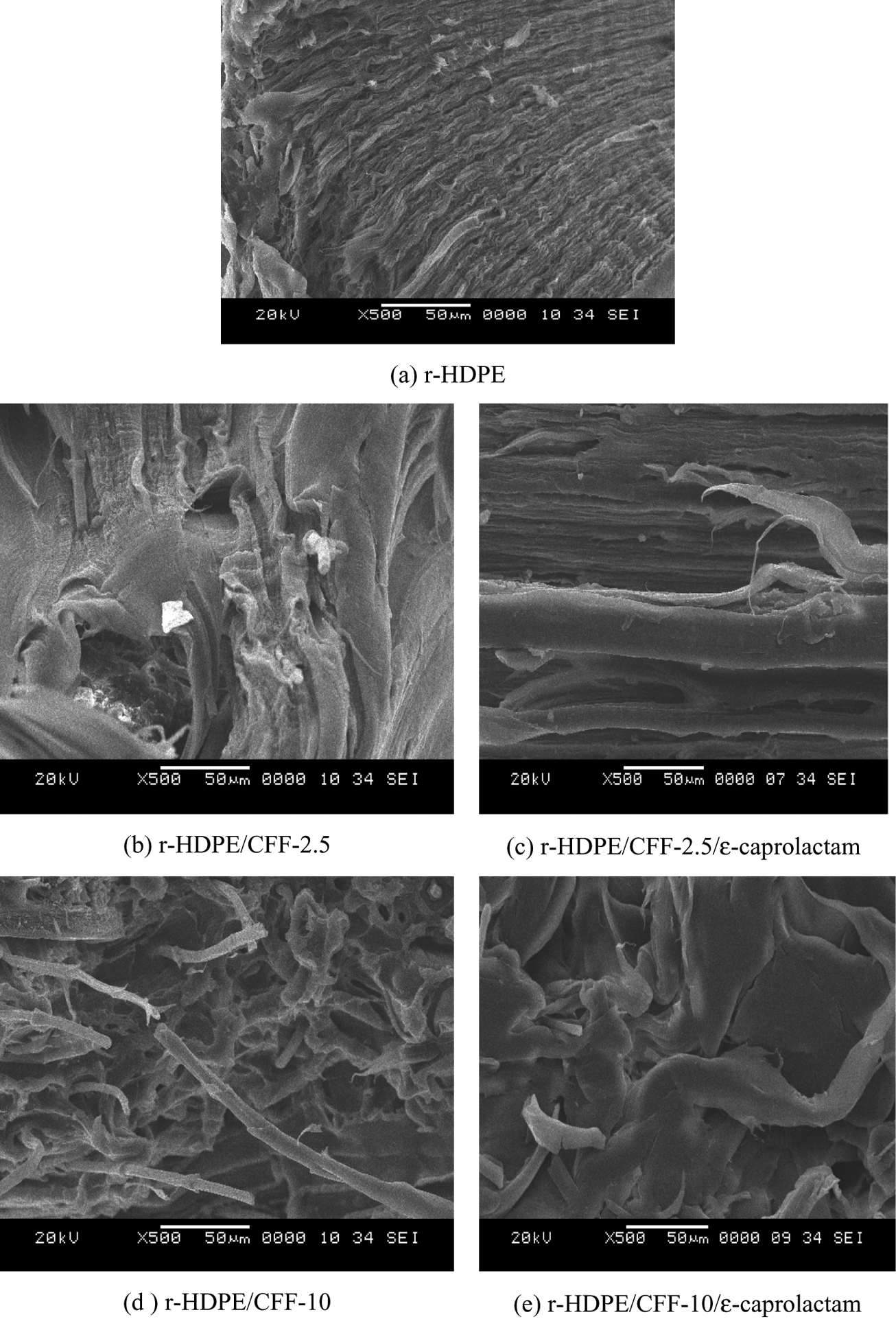
Scanning electron micrographs of tensile fracture surface of r-HDPE/CFF and r-HDPE/CFF/ε-caprolactam composites with different fiber loadings (a) r-HDPE, (b) r-HDPE/CFF-2.5, (c) r-HDPE/CFF-2.5/ε-caprolactam, (d) r-HDPE/CFF-10, and (e) r-HDPE/CFF-10/ε-caprolactam. r-HDPE: recycled high-density polyethylene; CFF: chicken feather fiber.
IR spectroscopy analysis
Figure 6 shows the FTIR spectra of (a) r-HDPE, (b) r-HDPE/CFF composites, and (c) r-HDPE/CFF/ε-caprolactam composites. The spectrum shows methyl C–H stretches at the absorption of 3000–2800 cm−1. The absorption at 1376.13, 1376.06, and 1376.14 cm−1 shows the methyl (–CH3) group. The r-HDPE/CFF composites show the characteristic peak of nitrile C–N stretch at 2324.87 cm−1. This was due to the presence of amino acid from CFF ingredients. The absorption at 1463 and 1472 cm−1 show the CH2– stretching from r-HDPE. In r-HDPE/CFF/ε-caprolactam composites, the absorption appeared at 1598.64 and 1744.27 cm−1, showing the aromatic ring modes and C=O stretching, respectively. The absorption peak at 3302.36 cm−1 shows N–H stretching (N–H group of ε-caprolactam). However, the peak at 1140.27 cm−1 indicated –O–C–C from saturated ester. This was due to the cross-link –COOH groups (amino acid) of CFF with functional group (–CO–NH) of ε-caprolactam. The proposed interaction of ε-caprolactam with r-HDPE/CFF phases is shown in Figure 7.
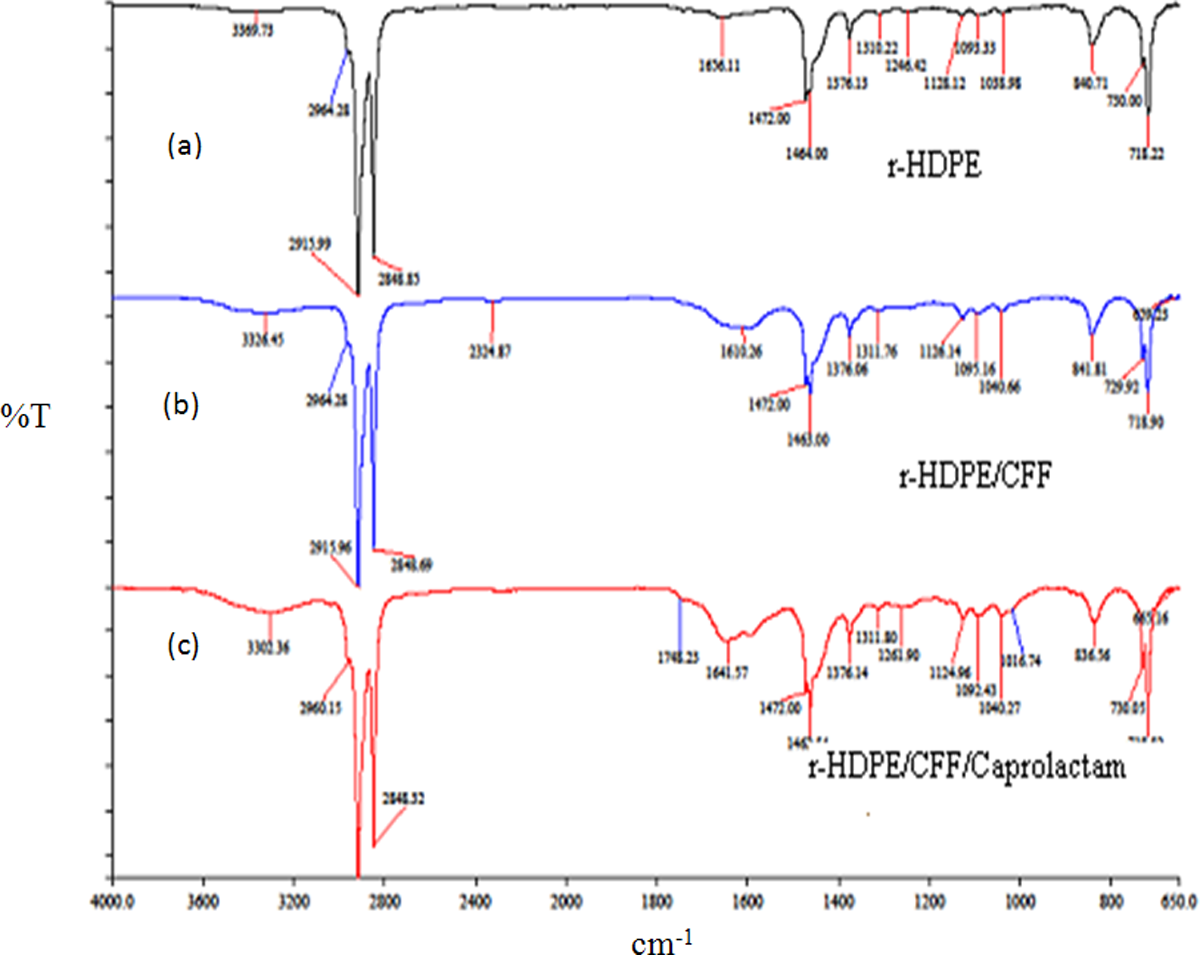
FTIR spectra of (a) r-HDPE, (b) r-HDPE/CFF-10, and (c) r-HDPE/CFF-10/ε-caprolactam composites.
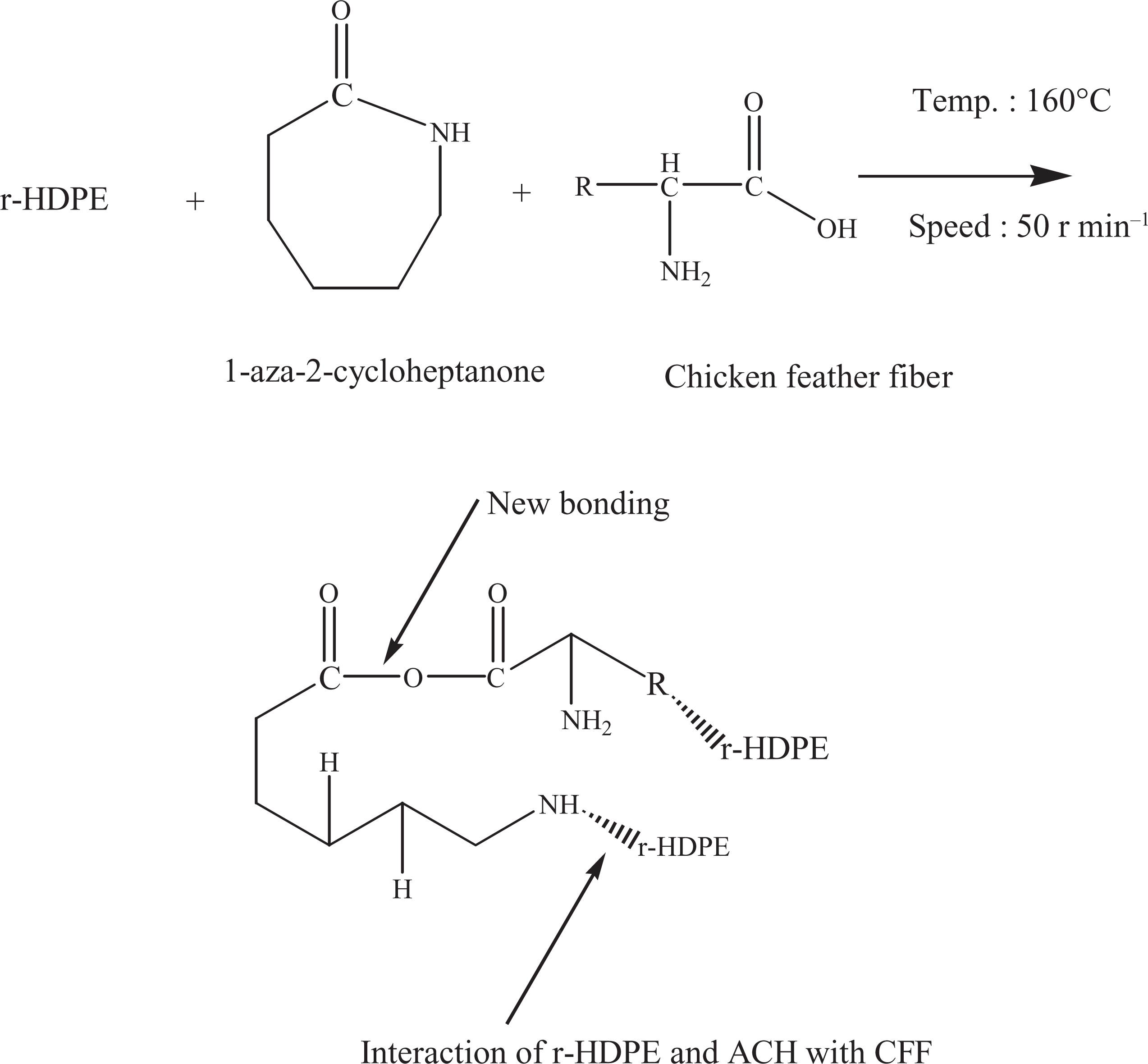
Proposed interaction of r-HDPE/CFF blends with ε-caprolactam as coupling agent. r-HDPE: recycled high-density polyethylene; CFF: chicken feather fiber.
Thermal degradation
Table 4 shows that the weight loss at 300 and 500°C, residual mass, and FDT of r-HDPE/CFF composites and r-HDPE/CFF/ε-caprolactam composites. The weight loss at 300 and 500°C of r-HDPE/CFF composite decreased, but FDT and residual mass increased with increase in fiber loading. This result shows that higher fiber loading gives the r-HDPE/CFF composites more thermal stability than lower fiber loading. It can be seen that the FDT and residual mass of r-HDPE/CFF/ε-caprolactam composites are higher than r-HDPE/CFF composites. This was due to the presence of good interfacial adhesion between CFF and r-HDPE phases as a result of uniform dispersion of fiber throughout the r-HDPE matrix. This indicates that the presence of N–H group (ε-caprolactam) cross-link with –COOH (amino acid of CFF) has increased the stiffness of r-HDPE/CFF composites and consequently enhanced the thermal stability.
Data of weight loss at 300 and 500°C, residual mass, and FDT of r-HDPE/CFF composites with and without ε-caprolactam at difference fiber loadings from TGA.
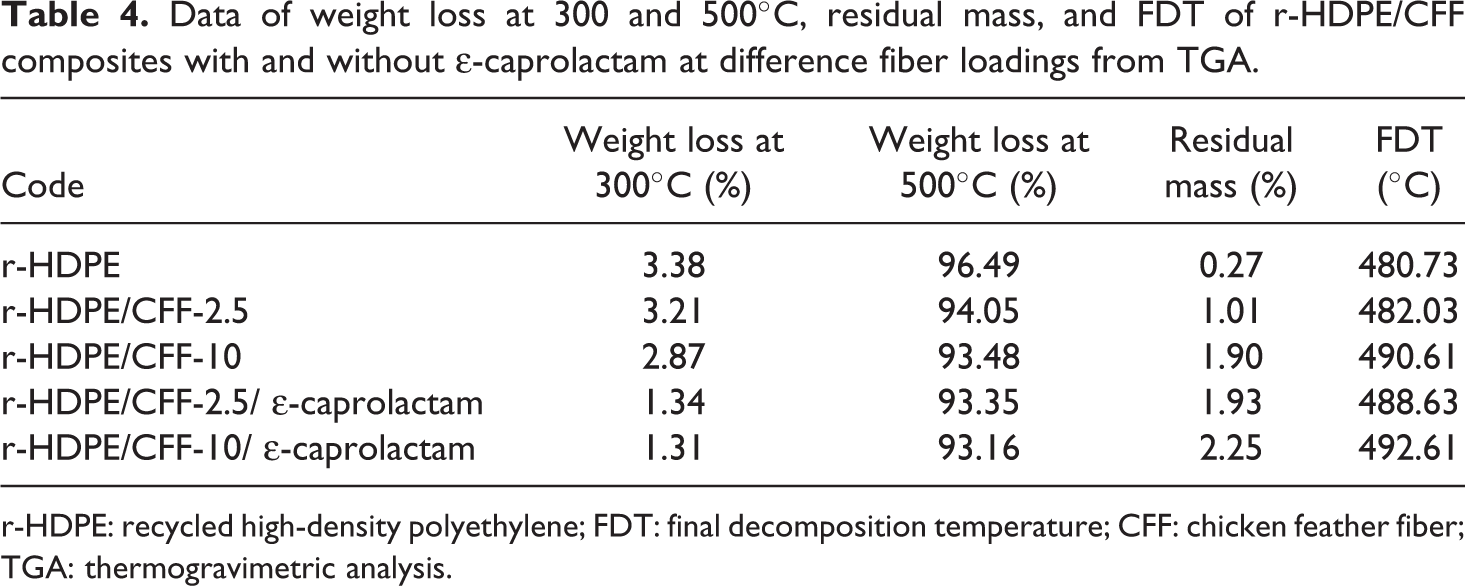
r-HDPE: recycled high-density polyethylene; FDT: final decomposition temperature; CFF: chicken feather fiber; TGA: thermogravimetric analysis.
Conclusions
The r-HDPE/CFF/ε-caprolactam composites showed higher tensile strength, modulus of elasticity, FDT, and residual mass but lower %MS and elongation at break than r-HDPE/CFF composites. This observation was due to better interfacial adhesion between the CFF and r-HDPE/ε-caprolactam phases as evidenced in scanning electron microscopic morphology.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.