
Abstract
The nanocomposite blends of ultra-high-molecular-weight polyethylene (UHMWPE) and high-density PE (HDPE) reinforced with 1 wt% of multi-wall carbon nanotube (MWCNT) were prepared by melt mixing at different compositions in an internal mixer. Two different grades of HDPE were used in this research to improve the processability of UHMWPE. Rheological, thermal, morphological, and mechanical properties were investigated for both (UHMWPE/HDPE) blends and their nanocomposites. The results confirmed the reduction in melt viscosity and improvement in the processability of UHMWPE by the addition of HDPE. Differential scanning calorimetry (DSC) results showed a single melting and crystallization peak, and the broadness of these peaks in blends compared to pure components indicated that two components form separate crystals. The effect of incorporating MWCNT to the blend samples on mechanical properties was studied, and the samples prepared with HDPE 5218 exhibited slight improvement in mechanical properties. Incorporating MWCNT into the blend of UHMWPE (20 wt%) accelerated crystallization; but in higher contents of UHMWPE, crystallization of the composites was slightly delayed. Rheological data exhibited lower complex viscosity and storage modulus and therefore lower elasticity for UHMWPE/HDPE/MWCNT nanocomposites compared to their blends. Drop in viscosity and storage modulus as well as tensile strength of nanocomposites compared to their blends was attributed to adsorption of higher molar mass polyethylene chains onto MWCNT surface. The morphology of nanocomposites was analyzed by scanning electron microscopy (SEM) and phase separation, and probably localization of MWCNT predominantly into HDPE matrix and HDPE/UHMWPE interface was concluded. X-ray diffraction (XRD) patterns indicated that MWCNT was well distributed and dispersed in HDPE matrix.
Introduction
Ultra-high-molecular-weight polyethylene (UHMWPE) is a thermoplastic polymer that has extremely high molecular weight. UHMWPE is a very tough material with highest impact strength of any thermoplastic presently made. Because of high wear, abrasion, impact resistance and very low coefficient of friction and biocompatibility, UHMWPE is widely used in orthopedic implants like artificial joints and spine implants as load-bearing components. In this case long-term clinical and tribological performance and the lifetime of UHMWPE is an important aspect. 1,2 Many researches attempted to improve its wear resistance and mechanical properties by cross-linking 3,4 and surface modification of UHMWPE through argon plasma treatment 5,6 and gamma irradiation 7 as well as by improving crystallinity 8,9 and incorporating reinforcement materials. Incorporation of reinforcing materials to the polymer is a promising approach for improving the mechanical and tribological properties. Many efforts have been made to improve the wear performance of UHMWPE through incorporation of glass, treated and untreated zinc oxide (ZnO) particles, carbon nanofiber (CNF), carbon nanotube (CNT), and other reinforcing materials. 10 –20 Unique electronical, thermal, optical, and mechanical properties of CNT and their potential utilization in composite materials have led to considerable attention in academia and industry. Li et al. 21 reported CNT-induced polymer crystallization. Zoo et al. 19 introduced CNT as a promising additive for polymer-based composites that require good wear resistance.
Homogeneous dispersion of CNT inside the polymer matrix and suitable interaction between the macromolecular chains and CNT are key aspects to transfer the unique properties of CNT to polymeric materials. 22 To improve the dispersion of CNT in solvents or polymers, different approaches have been reported. One of these approaches is the surface modification of CNT through chemical (functionalization of CNT at defect sites using chemical oxidation 16,23,24 ), electrochemical, and plasma treatments 6 to promote interfacial interactions with polymer chains. Another method that does not require chemical reactions is dispersion of CNT in solvents or polymers in the presence of surfactants that are limited to water-soluble polymers or polymers in a latex form. 25 Solution mixing 26 has also been used to produce polymer CNT composites. These techniques have many limitations, that is, they may not be commercially viable. Direct mixing of CNT and polymer matrix in melt state is another way of improving CNT dispersion, which is limited for low viscous polymers. 27
Producing high-quality UHMWPE nanocomposites has shown to be difficult because UHMWPE has extremely high melt viscosity as a result of its extremely high molecular weight, 28 imposing considerable hindrance on polymer processing and limiting its application to compression molding and in situ polymerization. Blending of UHMWPE with conventional polyethylene’s and polypropylene is an alternative way to improve UHMWPE processability. 29 –34 High-density PE (HDPE), which exhibits a higher creep resistance and good processability, has blended with UHMWPE, and this blend as a joint replacement material has attracted much attention. 7,16,35,36
In literature, the phase separation of UHMWPE/HDPE blends prepared via melt mixing and extrusion, even under high temperature and prolonged mixing duration, and also a range of dissolution have been reported. 36 –38 Other studies have shown phase separation and localization of incorporated materials into the lower viscosity polymer in polyolefin blends. 39 –41 Furthermore, researches have exhibited a good synergistic effect of blending with HDPE and gamma irradiation 7 on the wear resistant and tribological properties of UHMWPE.
In this study, the nanocomposite blends of UHMWPE/HDPE reinforced with 1 wt% of MWCNT were prepared by melt mixing at different compositions; and rheological, thermal, and mechanical properties as well as morphology were examined for blends and their nanocomposites. Furthermore, melt crystallization behavior and nonisothermal crystallization kinetics of the UHMWPE/HDPE blends and their nanocomposites were studied by differential scanning calorimetry (DSC); and the influence of UHMWPE content in blend and the cooling rate of the crystallization mechanism were determined. Analysis of the non-isothermal crystallization kinetics was carried out based on the Ozawa model.
Experimental
Materials
UHMWPE powder with a density of 0.940 g/cm3, a particle size of 150–180 μm, and a viscosity molecular weight of 4,538,730 g/mol was supplied from Aldrich Co. (Oakville, ON Canada), HDPE was supplied by Iran Petrochemical Co. (Tabriz, Iran) in two grades, HDPE 3840 with a density of 0.938 g/cm3 and a melt flow index (MFI) of 4 g/10 min at 190°C and HDPE 5218 with a density of 0.952 g/cm3 and MFI of 18 g/10 min at 190°C. MWCNT was obtained from Shenzhen Co. (China) with an outer diameter of 10–20 nm and a length of 5–15 μm and purity ≥95%.
Processing methods
All the blends and nanocomposites were prepared by melt mixing in a Brabender internal mixer at 210°C and a rotor speed of 60 rpm. The weight ratio of UHMWPE/HDPE blends was 80/20, 60/40, 50/50, 40/60, 20/80, and 0/100, respectively. HDPE was charged first into the internal mixer chamber and after 2 min UHMWPE powder was loaded into the chamber. In the UHMWPE/HDPE/MWCNT nanocomposite samples, mixing was continued for 4 min, then MWCNT was loaded and the final mixing stopped at 15 min. The ratio of MWCNT in composites was kept at 1 wt%. Table 1 shows the labels for different blend compositions.
Composition of the UHMWPE/HDPE blends and material coding.
UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene.
For rheological and tensile measurements, tiny crushed blend and nanocomposite samples were compression molded into dumbbell shape for mechanical testing and disk shape for rheological testing in a Brabender hot press. The mechanical testing samples were preheated for 10 min in a mold and compression molded at 200°C and 100 bar for 10 min, and the rheological testing samples were preheated for 5 min in a mold and compression molded at 180°C for 10 min.
Characterization methods
The tensile test specimens for dumbbell shape were obtained from compression-molded samples, with the dimensions specified in ISO 527 standard. The tensile tests were carried out using a Zwick/Roll (model TI-FR010THA50) tensile-compression machine at room temperature at a test speed of 50 mm/min. All experiments were repeated at least five times, and the average and standard deviation of the results were recorded.
Non-isothermal crystallization measurements were carried out on an F3-200 DSC (NETZSCH-Geratebau GmbH, Germany) instrument with a sample weight of about 5 mg under nitrogen purge. The apparatus was calibrated with indium. The samples were heated at different heating rates of 5, 10, 20°C/min, respectively, from room temperature to 180°C. For non-isothermal crystallization studies, the samples were held at 180°C for 10 min to eliminate any previous thermal history and then cooled at different cooling rates of 5, 10, 20°C/min, respectively.
The surface and cryogenic fractured cross-sectional morphologies of UHMWPE/HDPE and their composites with 1%wt MWCNT were studied using a LEO 440-i scanning electron microscope (SEM, Leoelectrons Microscopy Ltd, UK) operating at 15 kV. SEM images for fractured surface were prepared by freezing the sample in liquid nitrogen for 10 min prior to fracturing. Before SEM observations, all samples were stained with a thin layer of gold to enhance conductivity.
Oscillatory shear measurements in the linear viscoelastic region were performed using a dynamic rheometer MCR 301. Measurements were carried out in parallel plate geometry (25 mm diameter and 1 mm thickness) at 230°C under nitrogen atmosphere. Frequency sweeps with an angular frequency velocity between 0.01 and 100 rad/s were performed in the linear viscoelastic region at a low strain of 1%. Samples were kept at zero shear rate for 5 min to equilibrate, prior to measurements.
X-ray diffraction (XRD) experiments were performed at room temperature using Simens D5000 system. All XRD data were collected from 2θ = 4–70°, with a step interval of 0.02°.
Results and discussion
Thermal properties
The non-isothermal crystallization and melting patterns of UHMWPE/HDPE blends prepared with HDPE 3840 were studied during the cooling and heating processes of DSC measurement. The endothermic and exothermic curves of heat flow with temperature were recorded at different rates as shown in Figure 1.
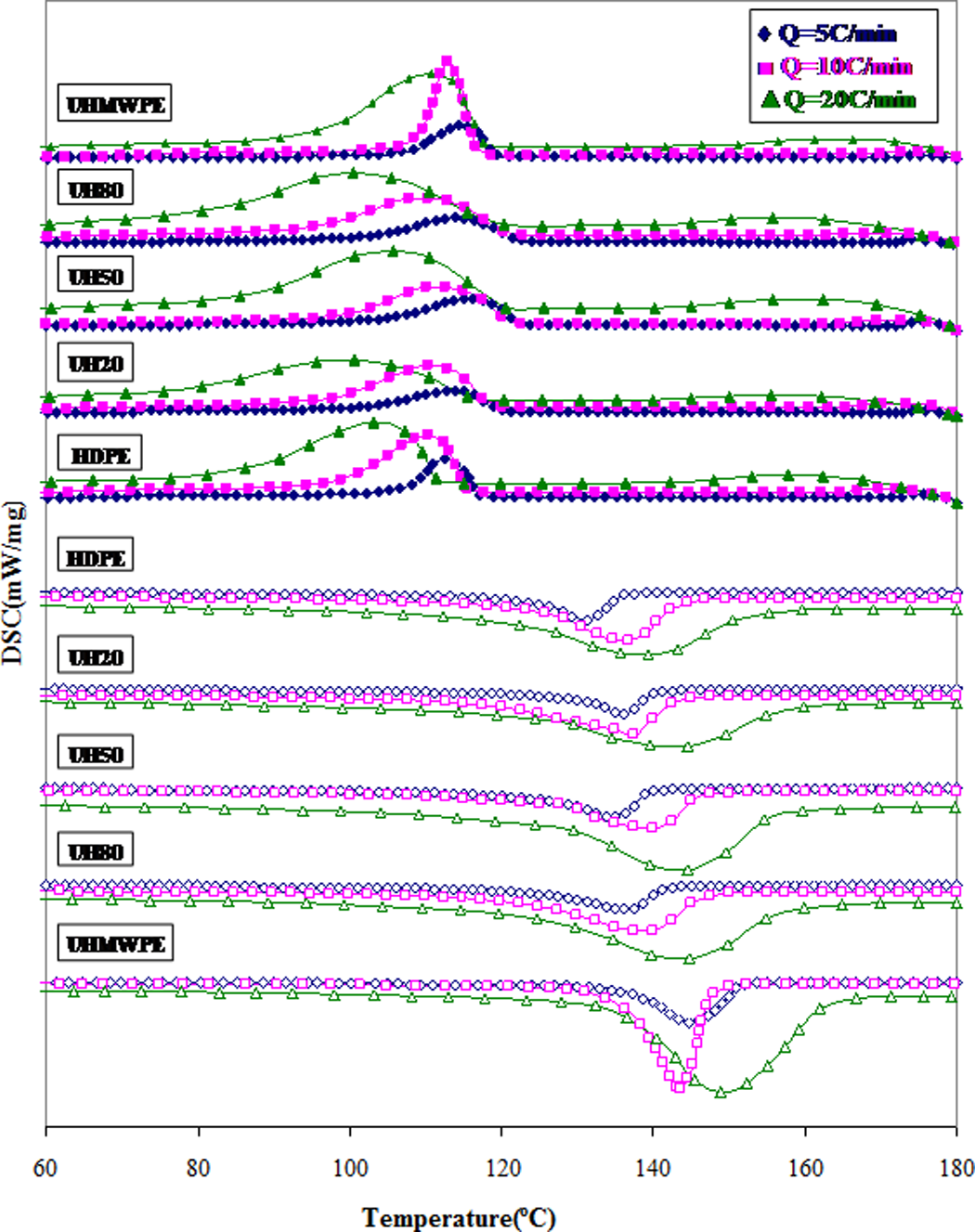
DSC curves of UHMWPE/HDPE blends in non-isothermal crystallization and melting at different cooling rates (5, 10, 20°C/min). DSC: differential scanning calorimetry; UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene.
There is only one peak for heating and another peak in cooling curves. The melting peaks (T m) for various blends are between the melting temperatures of their constituents, HDPE and UHMWPE. In some research, 29,30,36,38 the existence of a single peak in the endothermic and exothermic curves for all the blends has been attributed to the occurrence of co-crystallization. Co-crystallization is possible when some parts of one component chain segments diffuse and crystallize into the lamellae of the other component, and co-crystallization could also take place while the T m of two components are in close proximity, therefore, forming crystals at the same time. However, overlapping is always possible in DSC endotherms, especially if the T ms of the two components are in close proximity, 36 and the existence of a single peak is not a reliable reason to confirm the occurrence of co-crystallization. In such cases, the analysis on the melting and crystallization temperature is inadequate and the other sensitive parameter in such situations is the half-width of the endotherms. 38 Larger half-width is expected if two components form separate crystals, although the melting or crystallization peaks may be located in close proximity. DSC curves of blends in this study are wider than pure components; consequently, as shown clearly in Figure 2 and Table 2, the half-width of UHMWPE/HDPE blends is greater than the pure components. This finding reveals that separate crystals are formed in UHMWPE/HDPE blends, and UHMWPE and HDPE will crystallize individually and successively in blends, even though only one peak is observed.
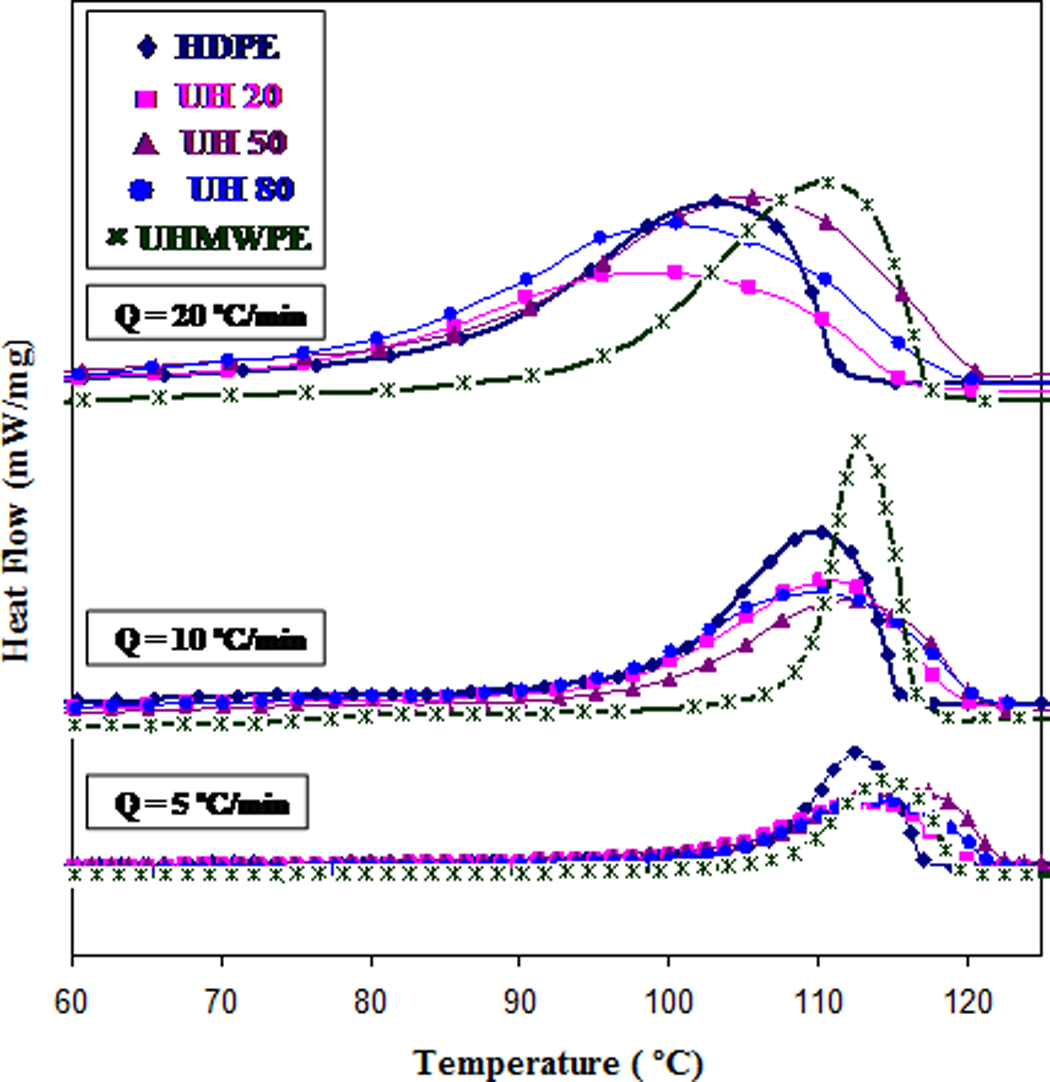
Comparison of the non-isothermal crystallization of UHMWPE/HDPE blends with different compositions.
Thermal properties of UHMWPE/HDPE blends (the onset and peak temperature of crystallization, the melting temperature, and the crystallization half-width).
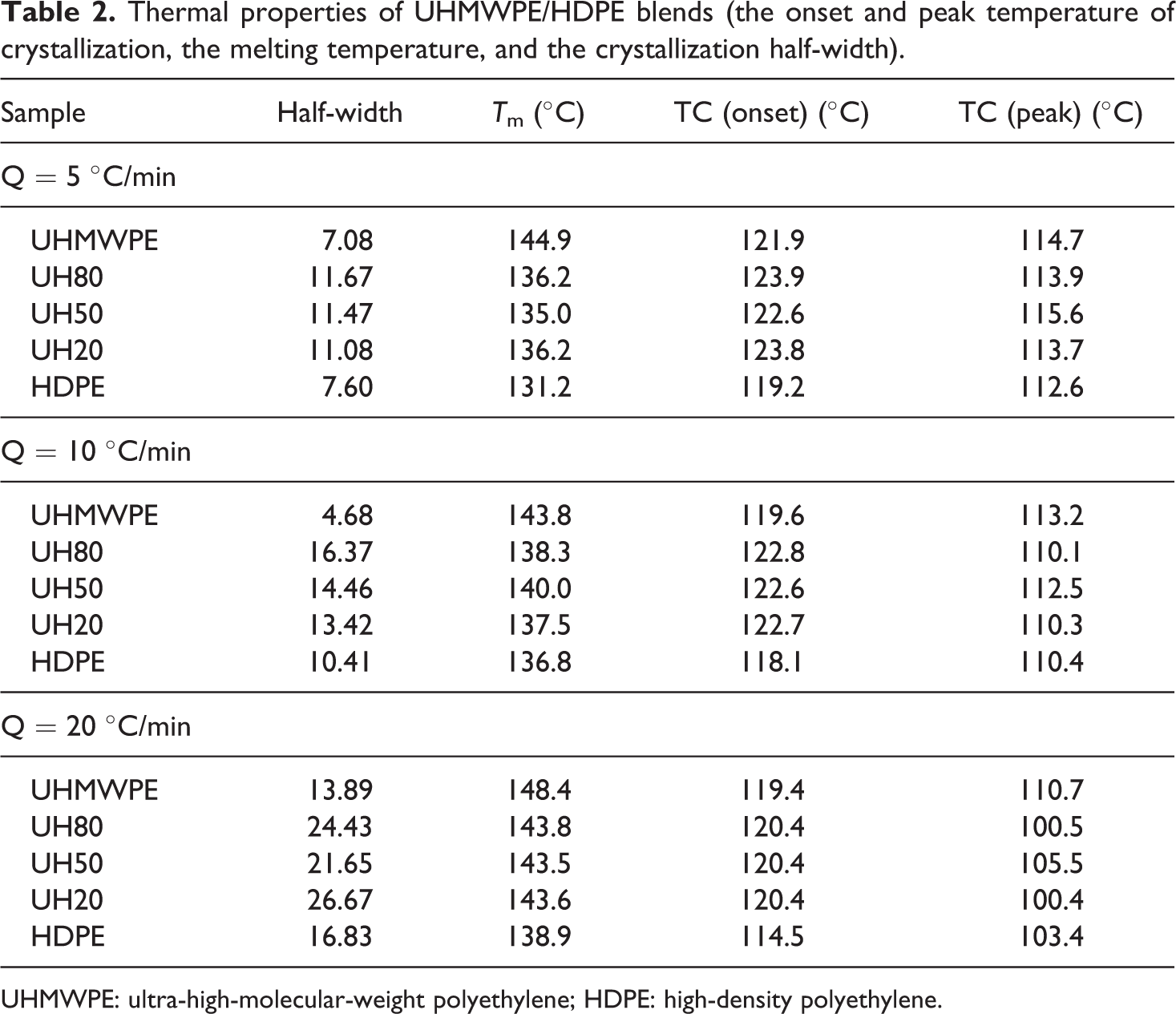
UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene.
Fatou et al. 42 have observed that polyethylene molecular weight has a profound effect on the crystallization regime; for the very-high-molecular weight PE, the nucleation rate is much greater than the growth rate, and the crystallization mechanism is nucleation dominated.
In this study, the onset and peak temperatures of crystallization, the melting temperature of specimens, and the half-width of the endotherms are presented in Table 2. UHMWPE has a higher T m than HDPE; therefore, it can be crystallized at a higher temperature, while HDPE due to the lower T m requires further drop in temperature for the onset of crystallization. As the melt of blends was cooled, the UHMWPE component will crystallize first and the crystallite of solid-like UHMWPE melt (due to its very high viscosity with respect to HDPE) will act as a nucleating agent for HDPE, which will slightly improve the crystallization of HDPE at a higher temperature; therefore, crystallization in blends is initiated in higher temperatures than pure components.
The effect of incorporating MWCNT into UHMWPE/HDPE blends on crystallization behavior was investigated in this study. DSC crystallization exotherms for UHMWPE/HDPE nanocomposites and blends are shown in Figure 3. An increase in onset and peak temperatures of crystallization was concluded in nanocomposite compared to HDPE/(UHMWPE 20 wt%) blend; but in the blends with higher contents of UHMWPE, a slight decrement in the crystallization temperature of blends was observed, with the addition of MWCNT. This observation is related to the fact that the MWCNT acts as nuclei for crystallization of HDPE/(UHMWPE 20 wt%) blend. In this composition due to the lower blend viscosity, the well-dispersed MWCNT in the UHMWPE/HDPE blend can promote heterogeneous nucleation.
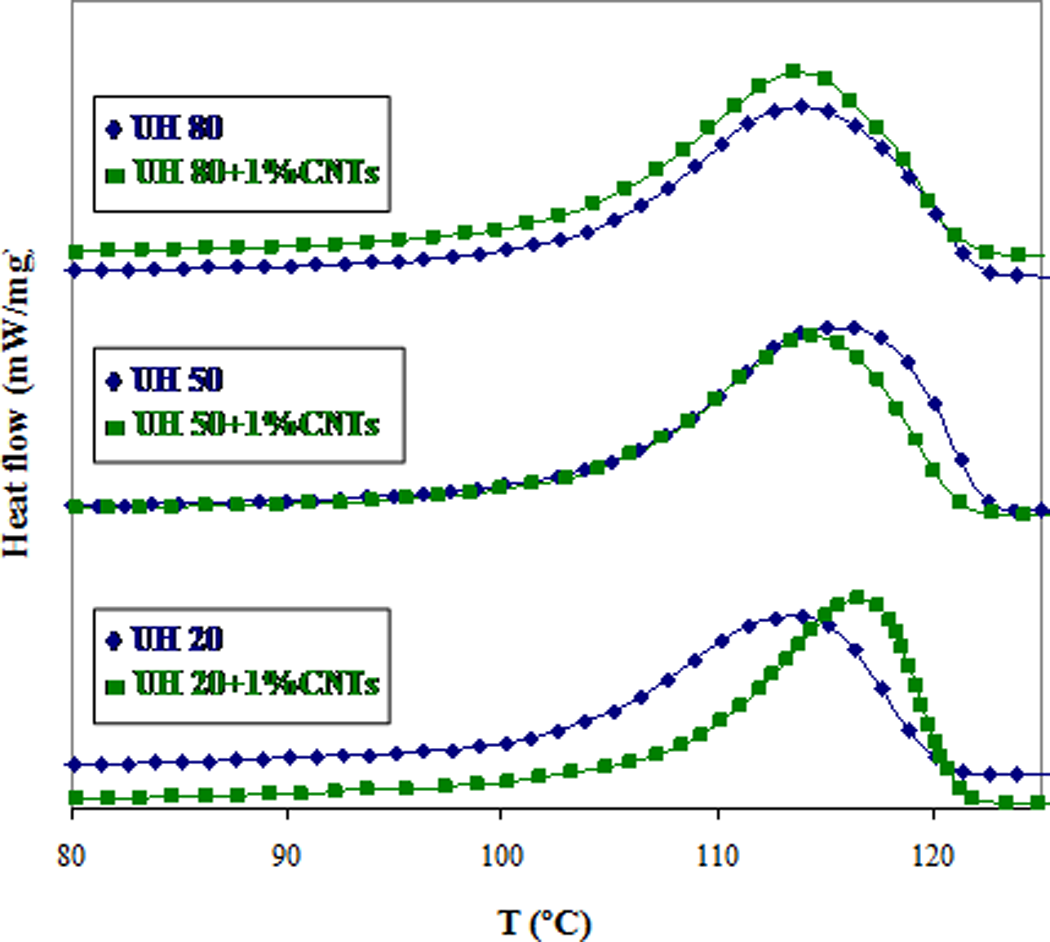
Comparison of DSC curves of UHMWPE/HDPE blends and nanocomposites (1 wt% MWCNT) during non-isothermal crystallization at cooling rate 5°C/min.
Mechanical properties
Table 3 presents the tensile date for UHMWPE sample prepared by compression molding, in our previous work. 12,14 The tensile results of UHMWPE/HDPE blends prepared with two different grades of HDPE: HDPE 3840 and HDPE 5218, are presented in Table 4. The values presented here are an average of data, and all mechanical tests were repeated at least 5 times for each sample. The variation in yield stress with respect to the UHMWPE content in blends prepared with HDPE 5218 is very low; but in the case of HDPE 3840, the incremental trend was observed by increasing the UHMWPE content, because the yield stress of UHMWPE and HDPE 5218 is very similar compared to the HDPE 3840. Tensile strength of both grades of blends shows an increasing trend with respect to UHMWPE content in blends. Also it can be seen that in both grades of HDPE by increasing the UHMWPE content in blends, the strain at break is decreased. The tensile data reveal that mechanical properties of blends are approximately between the values of neat HDPE and neat UHMWPE polymers. Blend prepared with HDPE 5218 shows better mechanical properties. In some research, 11,36 synergistic results were observed for the tensile strain at break, and the energy needed for fracture of HDPE/UHMWPE blends and the composition of 50 wt% UHMWPE was reported for optimum properties and good processability.
Tensile properties of UHMWPE prepared by compression molding.
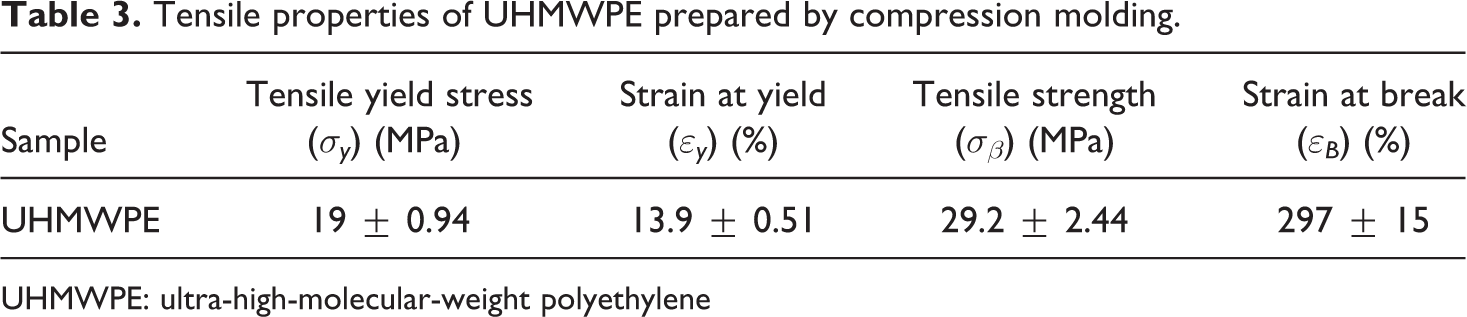
UHMWPE: ultra-high-molecular-weight polyethylene
Tensile properties of the UHMWPE/HDPE blends prepared with HDPE 3840 and HDPE 5218.
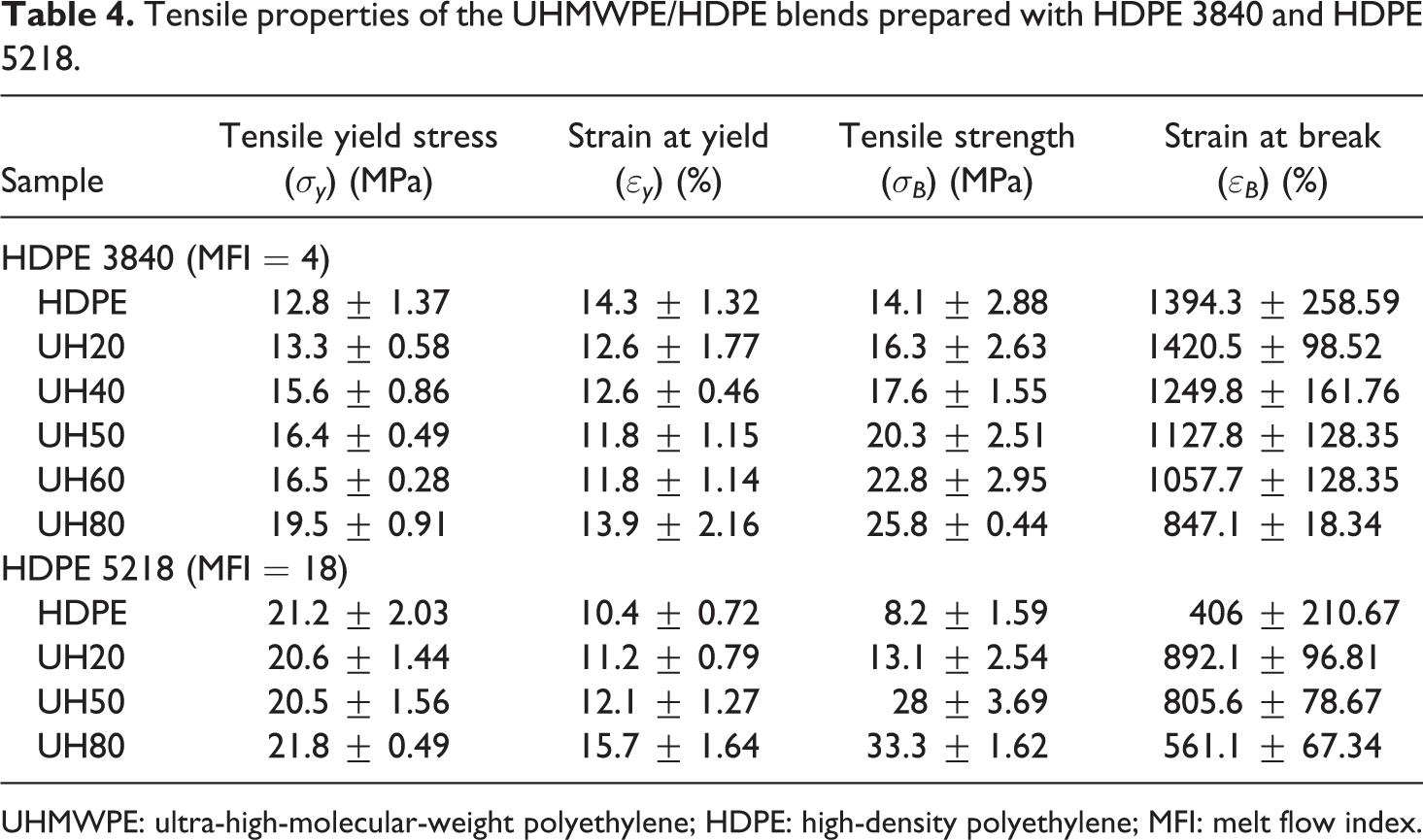
UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene; MFI: melt flow index.
The mixing rule was used for prediction of a blend property from the constituting component’s property, and the results are shown in Figure 4 for tensile strength. Tensile strength of UHMWPE/HDPE5218 blends show positive deviation from mixing rule; but in the case of UHMWPE/HDPE3840 blends, slightly negative deviation from mixing rule is observed for the samples. The negative deviation from mixing rule in UHMWPE/HDPE3840 blends indicated the lack of an appropriate interface between two polymer phases as a result of difference in chain length of UHMWPE and HDPE3840 polymers and confirmed that extremely high melt viscosity of UHMWPE inhibits proper mixing of UHMWPE with HDPE3840. HDPE 5218 has lower melt viscosity and better lubricancy effect compared to HDPE 3840, which improves the processability of UHMWPE and formation of homogeneous blend that consequently alters the mechanical properties of these blends (prepared with HDPE 5218).
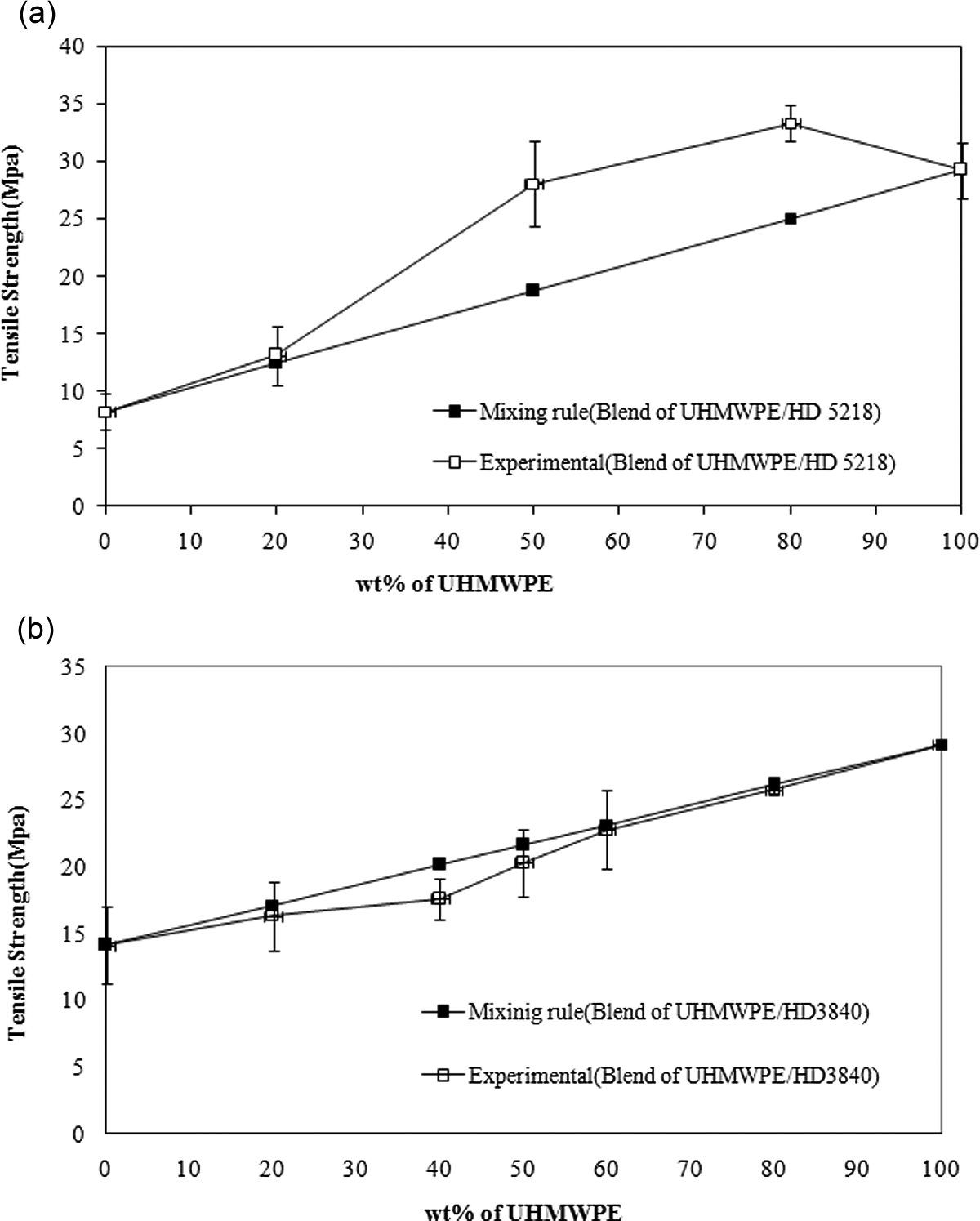
Comparison of experimental tensile strength values and calculated values from mixing rule for UHMWPE/HDPE blend samples prepared with HDPE 5218 and HDPE 3840.
Tables 5 and 6 list the tensile strength data of UHMWPE/HDPE/MWCNT nanocomposites prepared with, HDPE 5218 and HDPE 3840, respectively. The tensile results of blends and nanocomposites show that in the blends and nanocomposites prepared with HDPE 5218 by incorporating MWCNT into the blends, the tensile yield stress increased slightly, but the tensile stress and strain at break decreased in all compositions. In other words, the addition of MWCNT reduces the toughness of blends. Incorporating MWCNT in the blend with 20 wt% UHMWPE reduces the modulus slightly with respect to its blend; but in blends with higher UHMWPE content, the modulus of nanocomposite was higher than that of its blend.
Tensile properties of the UHMWPE/HDPE/1 wt% MWCNT blends prepared with HDPE 5218.
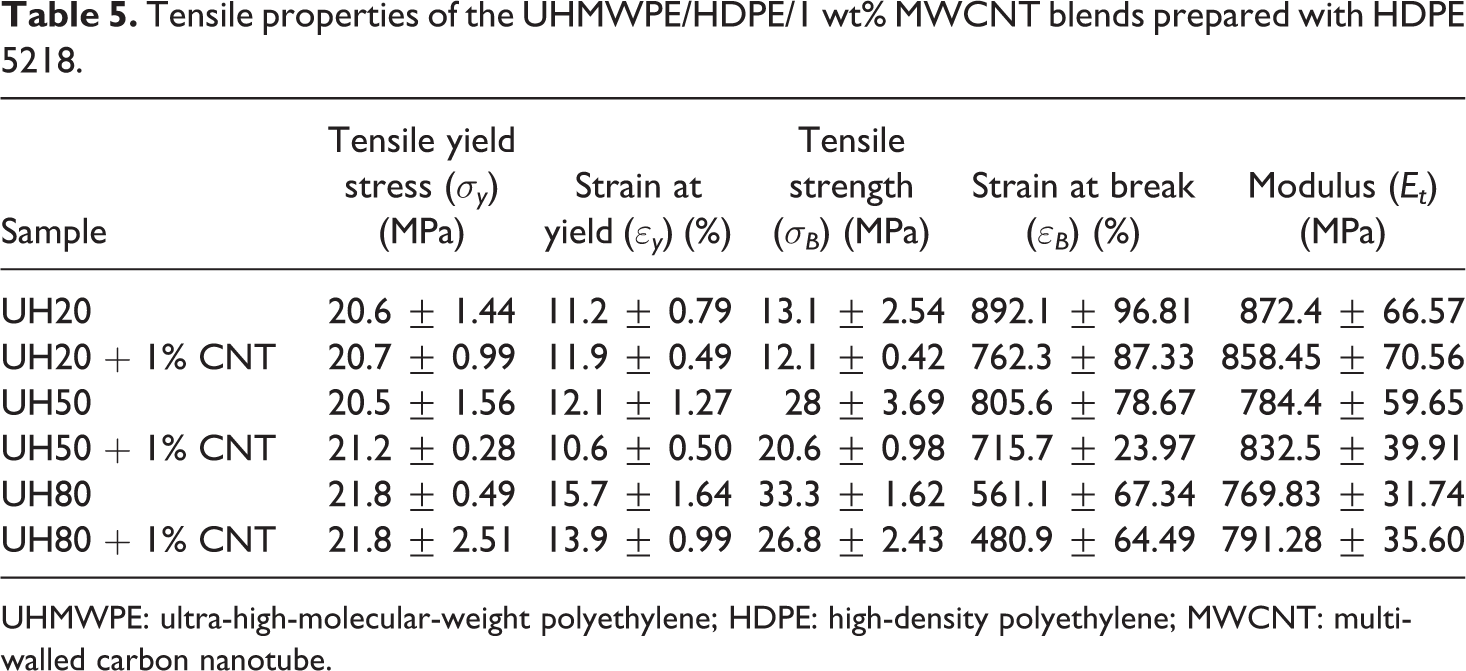
UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene; MWCNT: multi-walled carbon nanotube.
Tensile properties of the UHMWPE/HDPE/1 wt% MWCNT blends prepared with HDPE 3840.
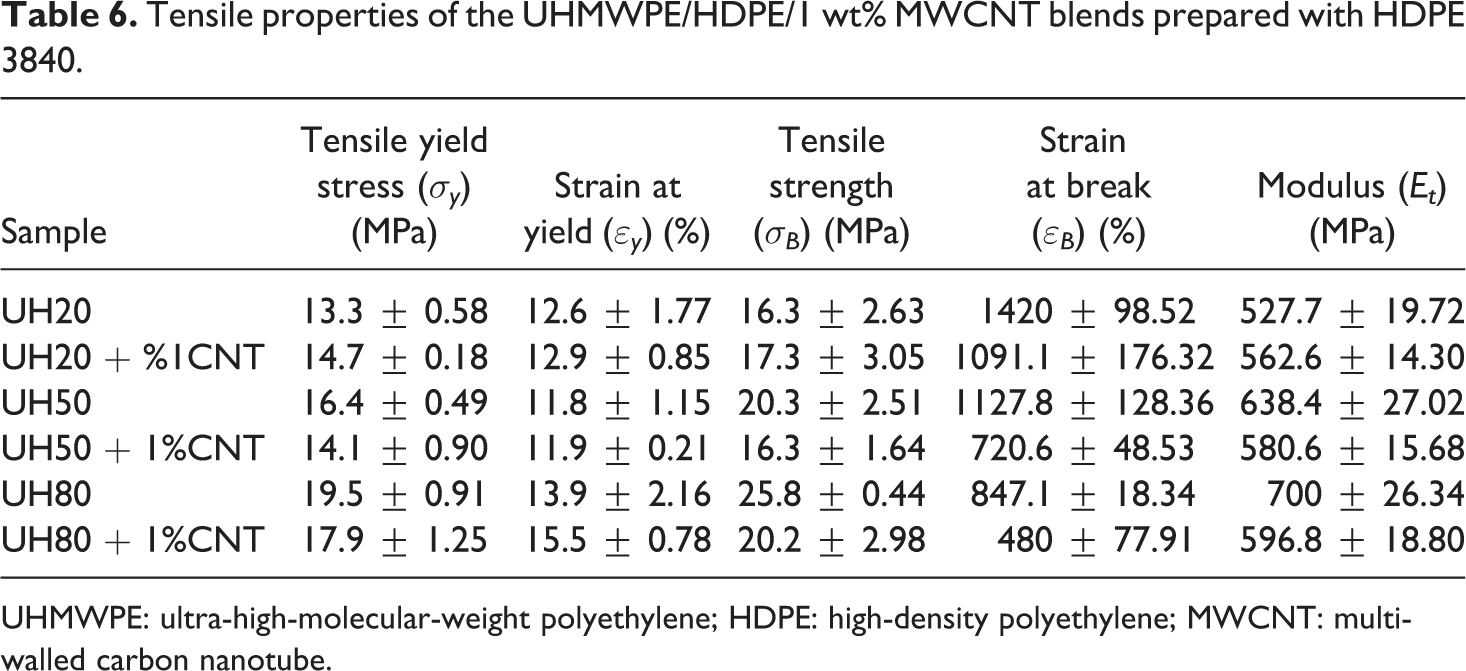
UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene; MWCNT: multi-walled carbon nanotube.
In the samples prepared with HDPE 3840 using the composition of 20 wt% of UHMWPE, the tensile modulus of nanocomposite is higher than its blend; but in samples with higher components of UHMWPE, the tensile moduli of nanocomposites were lower than that of their blends. Furthermore, incorporating MWCNT to the blend sample in the composition of 20 wt% UHMWPE increased the yield stress and tensile stress compared to its blend; but in the higher composition of UHMWPE, addition of MWCNT to blend reduces the yield stress and tensile stress. Furthermore, in thermal studies an increase in onset and peak temperature of crystallization was concluded in nanocomposites compared to the HDPE/(UHMWPE 20 wt%)-only blend. This observation can be related to the fact that the MWCNT acts as nuclei for crystallization of HDPE/UHMWPE 20 wt% blend due to its lower viscosity in this composition and the well-dispersed MWCNT in blend, which can promote heterogeneous nucleation. Other researchers have suggested that the CNTs act as nucleating agents for HDPE chains. 22
In the whole range of UHMWPE contents, addition of MWCNT to the blend decreases the strain at break. Increasing the tensile modulus in the composition of 20 wt% of UHMWPE by adding MWCNT is attributed to the better dispersion of MWCNT in this composition because of its lower viscosity. In this composition, the dominant phase is HDPE; and by considering the preferential settlement of MWCNT in this phase, appropriate dispersion of MWCNT increases the tensile properties of this nanocomposite. Decreasing the tensile properties in higher UHMWPE content can be related to the inhomogeneous distribution and mixing of MWCNT in the blend, due to the higher viscosity of the samples prepared with HDPE 3840 and UHMWPE.
As a conclusion, incorporating MWCNT to blend samples prepared with HDPE 5218 improved the mechanical properties in some UHMWPE content; but in the case of samples prepared with HDPE3840 especially with higher UHMWPE content, the mechanical properties did not improve and the blend properties deteriorated. This behavior can be attributed to the uniform distribution of MWCNT in the samples prepared with HDPE 5218 compared to the those prepared with HDPE 3840. HDPE 5218 due to its higher MFI reduces the viscosity of the blend appropriately and results in uniform distribution of MWCNT in the corresponding blends. Therefore, in this study further investigation was focused on the blend and nanocomposite samples prepared with HDPE5218 and UHMWPE.
The processing hindrance in UHMWPE is because of its extremely high melt viscosity, and considering that the evaluation of processability of UHMWPE via blending was one of the aims of this study. Tensile test specimens could not be prepared by injection molding; these samples were prepared by compression molding in this study. Considering that it is better to prepare standard tensile test specimens by injection molding, tensile test samples were prepared by compounding polymers in an internal mixer and then compression molding in a hot press. Because of compression molding technique, some defects may be reported in the samples prepared, which affect the tensile results. So the decisive conclusion on the mechanical properties could not be arrived at in this study. In the mechanical properties section, the only difference between the blends and nanocomposites was the addition of 1 wt% CNTs to the nanocomposites, but all the test conditions were the same for blends and nanocomposites. Many changes were not observed in the mechanical properties of blends incorporated with 1 wt% CNTs. Many improvements were observed in their tribological properties, which will be published later.
Viscoelastic properties
The rheological measurements were conducted for blends and nanocomposites prepared with HDPE5218. The dynamic storage and loss moduli (G′ and G′′) versus frequency, ω, are shown in Figure 5(a) and (b) for UHMWPE and UHMWPE/HDPE blends and the UHMWPE/HDPE/1 wt% MWCNT nanocomposite at 230°C.
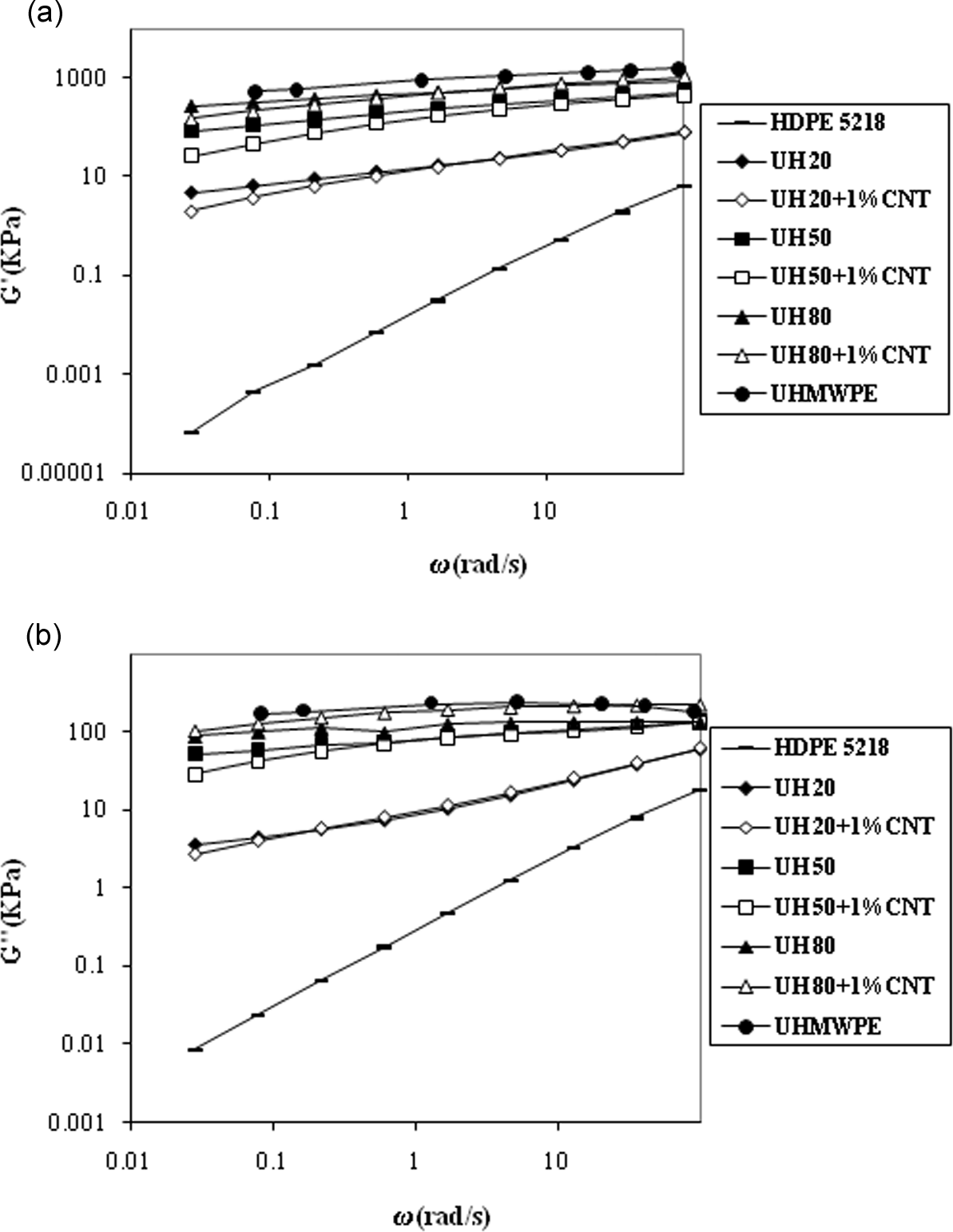
(a) Storage modulus (G′) and
The highly elastic character is revealed by the higher values of storage modulus, resulting in loss tangent (tanδ) values that are lower than 1 over the whole range of investigated frequencies. As shown in Figure 5, UHMWPE has the highest modulus and by increasing the HDPE content in blends and nanocomposites, the storage and loss moduli decreased. As it can be observed from these results, even the presence of a low content of UHMWPE effectively improves the dynamic moduli of blends. Furthermore, in low frequency a reduction in storage modulus of nanocomposites compared to corresponding blends, is observed. In the compositions of 20 and 50 wt% of UHMWPE in whole range of frequency, the storage modulus of blends are higher than that of their nanocomposites. In the composition of 80 wt% of UHMWPE at the higher range of frequency, the storage modulus of nanocomposite is higher than that of its blends; but at the low frequency range, the contrary behavior is observed. These data reveal that there is a drop in storage modulus of nanocomposites at low frequency compared to their blend incorporated with MWCNT. UHMWPE with a composition of 20 and 50 wt% and with a lower range of frequency, the loss modulus of the nanocomposites are lower than their blends; but in the composition of 80 wt% of UHMWPE with the whole range of frequency, the loss modulus of nanocomposite were higher than that of its blend.
The complex viscosity (η
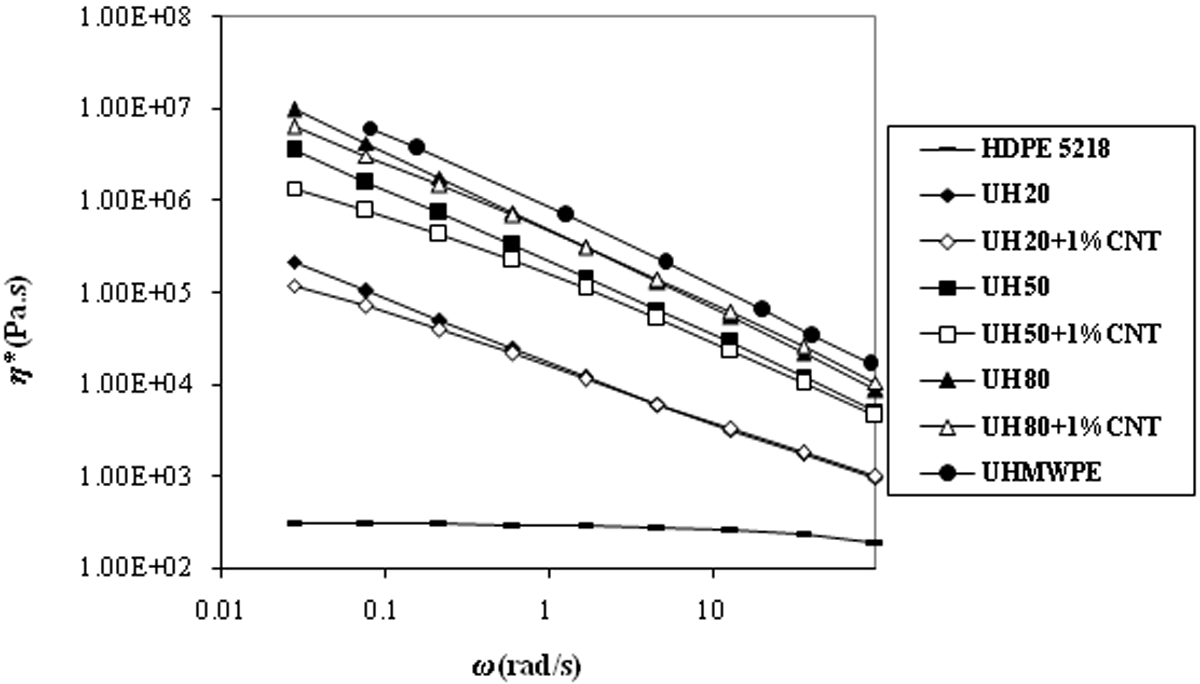
Complex viscosity (η
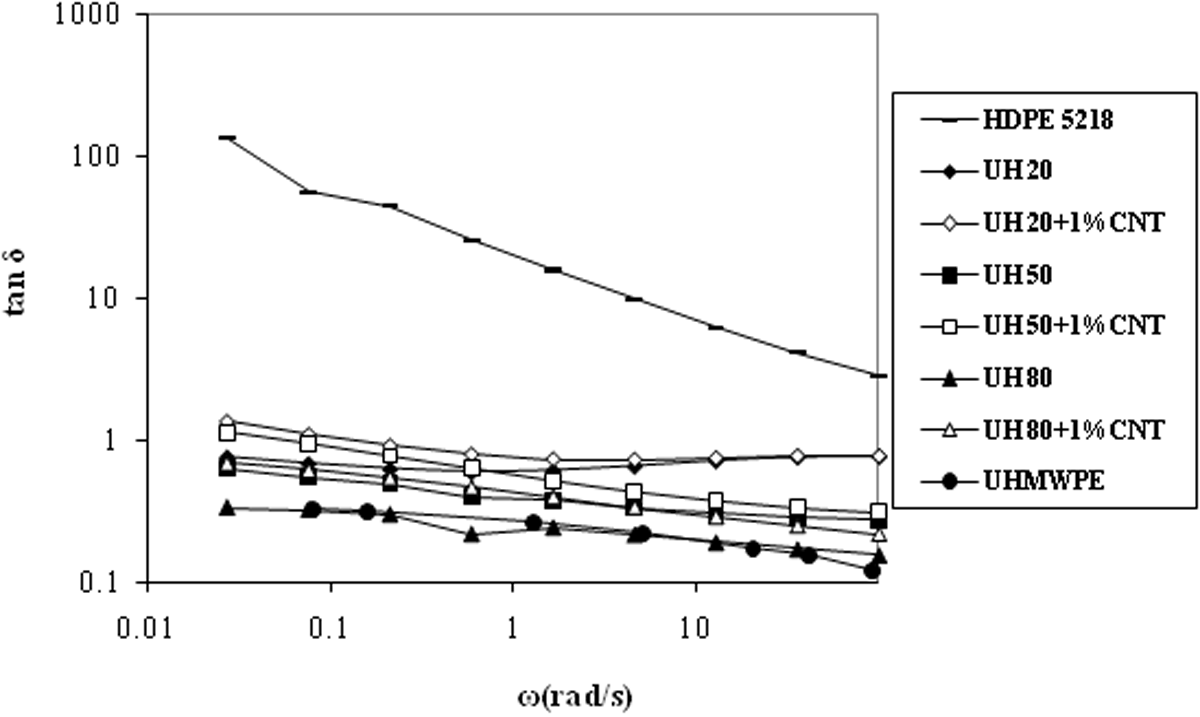
Loss tangent (tanδ) of UHMWPE, HDPE 5218, and UHMWPE/HDPE blends and their nanocomposites with 1 wt% MWCNT at 230°C.
The loss tangent (tanδ) values (Figure 7) for UHMWPE, UHMWPE/HDPE blends, and nanocomposites with the whole frequency range are lower than one due to the higher storage modulus compared to the loss modulus in these samples as a result of its dominant elastic properties. By increasing the UHMWPE content in blends, the loss tangent decreases and distinct elastic behavior is observed. Comparison between the loss tangent of blends and nanocomposites reveals that in the whole range of composition loss tangent of nanocomposites are higher than that of blends; and by increasing the UHMWPE content, this difference is larger, as well as loss tangent of samples decreased by increasing the frequency. For HDPE 5218 sample with the whole range of frequency, the loss tangent is higher than that of other samples, due to the dominant viscose behavior of this polymer. The variation in tanδ versus frequency for this sample is also higher than that of other samples.
Although some polymer blends are immiscible because of a very small entropy and endothermic nature of mixing, polymer blends with identical chemical structure varying only in molecular weight, such as UHMWPE and HDPE, may show metastable phase separation as a result of differences in their melt viscosity. In the UHMWPE/HDPE blends, even in blends with more than 50 wt% of UHMWPE, HDPE was clearly in the continuous phase and UHMWPE in the dispersed phase, as shown in SEM images. It is supposed that HDPE likely dissolves into the UHMWPE phase because of the ease of flow of low-viscosity HDPE, thus reducing the viscosity along the outer portion of the UHMWPE phase. In literature, the role of UHMWPE in blend has been reported as due to the high-molecular-weight chain tails dissolved in the HDPE continuous phase. 37
The MWCNT appears to be homogeneously dispersed predominantly in the HDPE phase and also probably localized at the interface between the two phases. The localization of MWCNT into the HDPE phase is attributed to the high viscosity of the dispersed UHMWPE phase. Dense physical entanglement of UHMWPE chains inhibits MWCNT from penetration into the bulk of UHMWPE phase during melt mixing. However, there may have been some MWCNT residing along the outer portion of the UHMWPE phase. Drop in complex viscosity of nanocomposites compared to the corresponding blends incorporated with 1 wt% of MWCNT is attributed to a decreased mobility of polymer chains because of the interaction between CNTs and PE chains at the outer portion of the UHMWPE phase, which limits the amount of free polymer chains available to enter dissolution. Therefore, dissolution between two phases is decreased by the addition of MWCNT, and a lubricancy effect in MWCNT is observed in nanocomposites.
Zhang et al. 43 have also reported reduced dissolution in UHMWPE/HDPE blends by incorporating carbon nanofibers (CNF). Their study has shown residing of CNF in both UHMWPE (outer layer) and HDPE phases, acting as a bridge between the two phases at the interface region where most of the dissolution between the two phases would likely take place. Bridging two phases potentially improves the interfacial interaction between phases and consequently reduces the wear rate of the material. They resulted that although the decreased dissolution would seem to reduce the wear resistance of the nanocomposites, the addition of CNF improved the wear resistance of nanocomposites. 10,43 In other UHMWPE/HDPE nanocomopsite study, 41 the reinforcing materials were predominantly located in HDPE phase as well as in the interface between the two phases.
Observed drop in complex viscosity and storage modulus of present study at such a low concentration of MWCNT is in agreement with the recent findings reported elsewhere, which relate this behavior to CNT content, UHMWPE polydispersity and selective adsorption of high-molecular-weight fraction. Zhang et al. 43 have reported a clear decrease in viscosity and modulus of a broad molar mass UHMWPE/single-wall CNT (SWCNT) nanocomposites in 0.1–1 wt% SWCNT. They claimed to have a tendency of high molar mass PE chains for adsorption on nanotubes because of their van der Waals’ interaction. The adsorbed polymer chains can be considered as an immobilized part of the nanotube. Thus, the polymer forming the remaining matrix will effectively have a lower average molecular weight than the pure polymer. This would cause faster relaxation of chains, which leads to a decrease in storage modulus (or viscosity) and subsequently to a higher tanδ. This trend has not been observed in sharp molecular weight distribution PE/CNT nanocomposites; in this case, increasing the nanotube content simply resulted in the formation of a stronger nanotube network.
Morphological studies
SEM was carried out to study the fracture surface of the samples. Figure 8 shows the SEM images of the nanocomposites reinforced with 1 wt% MWCNT, at various magnifications. Results indicated two distinct phases, a dispersed UHMWPE phase and a continuous phase containing HDPE and probably MWCNT. Brighter spherical portions of SEM images, which have smooth fracture surface represent UHMWPE phase of nanocomposite, whereas the darker and much rougher components are HDPE/MWCNT phase. Also crack propagation running directly through each phase without any sign of unusual deformation at the interface suggests good interfacial interaction between the UHMWPE and HDPE phases.
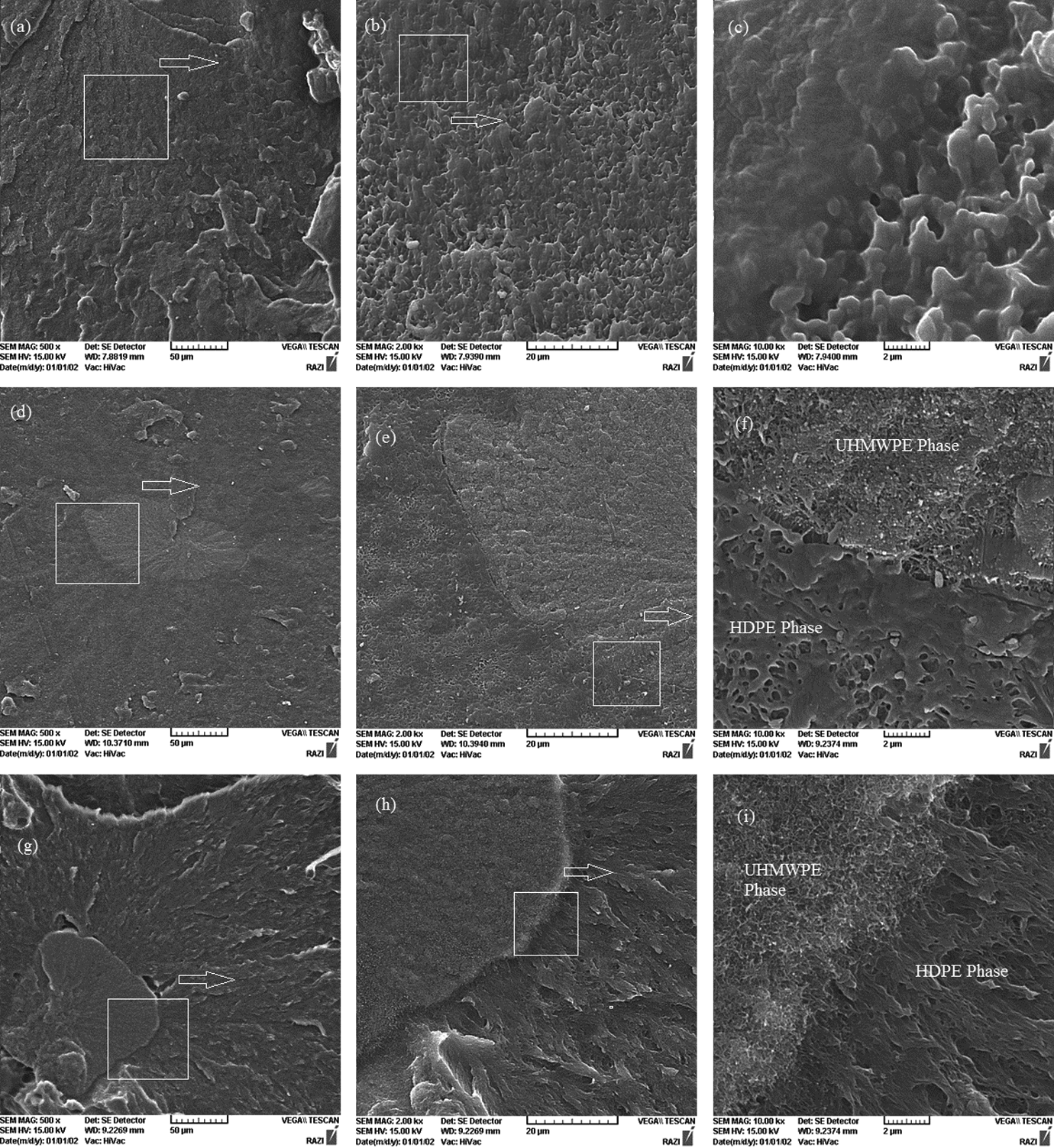
Fracture surface of (a–c) UH20 + 1%wt MWCNT; (d–f) UH50 + 1%wt MWCNT and (g–i) UH80 + 1%wt MWCNT at various magnifications.
It should be considered that the discussed nanocomposite blends were composed of two PE (polyethylene) phases and due to the lack of phase electron contrast that produce image contrast in the SEM, the phase detection in SEM images was slightly difficult; and the two phases could be recognized due to their differences in fracture mechanism in some areas. To determine the clear distribution and the location of CNTs, transmission electron micrographs (TEMs) should be used.
XRD analysis of specimens
The XRD pattern for MWCNT and nanocomposites are shown in Figure 9. The pattern for MWCNT exhibits a sharp (022) reflection at about 2θ = 26° and is derived from the ordered arrangement of the concentric cylinders of graphitic carbon, the peaks at 2θ = 21.6, 24 and 36° are reflections of (110, 200, and 020) planes of PE. The peak at 2θ = 26° is not observed in XRD patterns of UHMWPE/HDPE/MWCNT nanocomposites, which indicates that the MWCNTs are well distributed and dispersed in the PE matrix.
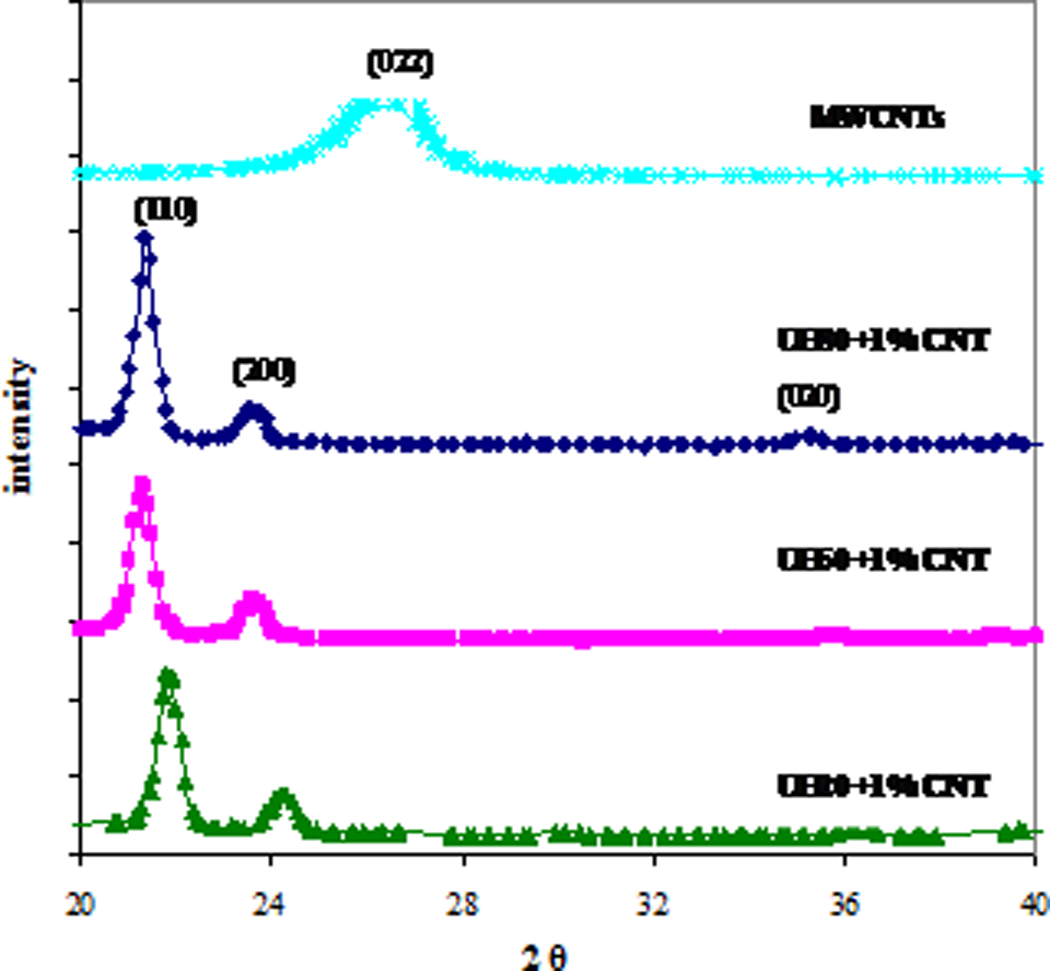
XRD patterns for MWCNT and UHMWPE/HDPE/1 wt% MWCNT nanocomposites. XRD: X-ray diffraction; UHMWPE: ultra-high-molecular-weight polyethylene; HDPE: high-density polyethylene; MWCNT: multi-walled carbon nanotube.
Conclusion
UHMWPE/HDPE blends and their nanocomposites with 1 wt% MWCNTs were prepared by two different grades of HDPE, by melt mixing using an internal mixer. In DSC results, single melting and crystallization peak appeared, and the broadness of these peaks in blends compared to pure components indicated that two components form separate crystals. In DSC measurements, UHMWPE component with higher super-cooling degree was crystallized first and then the crystallite of UHMWPE will be the nucleating agent for HDPE, which induce the crystallization of HDPE at higher temperatures. Onset of crystallization for blends were in higher temperatures than that of neat polymers, but the peak temperature of crystallizations was between peak temperature of pure components, revealing that the crystallization rates of the blends were lower than those of the neat materials.
The tensile data revealed that the mechanical properties of blends were approximately intermediate between the values of neat HDPE and neat UHMWPE polymers. The tensile yield stress and modulus of the UHMWPE/HDPE increased with incorporation of MWCNT in nanocomposites prepared with HDPE 5218, but the tensile strength and strain at break decreased. In the other words, addition of MWCNT reduced the toughness of blends. Addition of MWCNT to blend samples prepared with HDPE 3840 especially in higher content of UHMWPE deteriorated the mechanical properties, and UHMWPE (20 wt%) blend showed improved tensile yield stress, tensile strength, and modulus, which can be attributed to the uniform distribution of MWCNT and MWCNT acting as nucleating agent in this composition. Accordingly, samples prepared with HDPE 5218 exhibited better tensile results.
Linear viscoelastic measurements revealed a drop in storage modulus and complex viscosity of nanocomposites compared to their blends by incorporating MWCNT, especially in low frequency. Loss modulus of nanocomposites in the composition of 20 and 50 wt% of UHMWPE with lower range of frequency was lower than their blends; but in the composition of 80 wt% of UHMWPE with the whole range of frequency, it was higher than that of the corresponding blend. Drop in complex viscosity of nanocomposites compared to blends was attributed to a decreased mobility of UHMWPE chains because of the interaction between MWCNT and polyethylene chains at the outer portion of the UHMWPE phase, which led to a reduced dissolution between the two phases by the addition of MWCNT.
SEM micrographs revealed phase separation and existence of two distinct UHMWPE and HDPE phases wherein MWCNT residing preferentially in HDPE phase and in the interface between the two phases. Microscopic observation across XRD patterns indicated that the MWCNT are well distributed and dispersed in PE matrix.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.