
Abstract
Different national resources like nut shells and residual wood flours (WFs) are being used as filler materials of polymer composites. It is possible to obtain proper composites from high percentage addition of different sized wood chips to the polymer raw material. This article investigates the effects of three different-dimensioned beech flours as additives on the morphological and mechanical properties of the polymer composite materials. At lower particle sizes, loading of certain concentrations of WF results in better mechanical properties and morphological improvements in composites are experienced.
Introduction
Recently, researchers have been focusing on the investigation of wood polymer (WP) composites compounding and production processes. Different national resources like nut shells and residual wood flour (WF) are being used as lignocellulosic (LC) filler materials of polymer composites in different forms as they are light, cheep, environment friendly, and having water sensitivity and relatively poor dimensional stability. The main application areas of WP composites are fencing, trim board, windows, plywood, roofing, siding, building, automotive, and furniture. Additionally, outdoor tables–chairs and benches are already being made by WP composites. In practice, using polymer processing machines to produce composites-filled LC materials causes some important processing problems and high production costs. In order to overcome the hydrophilic nature of wood and to improve the adhesion and compatibility of WP composites to the cellulose, LC materials are chemically pretreated. In the cases of using high percentage of filler material in the composites, it is also being used in food packaging industry as an alternative biodegradable product. 1 –3
Composites with wood-based fillers are in general known to decrease material costs and increase stiffness compared with the neat polymers, at the expense of ductility and impact strength. In addition, these composites are in general compatible with the existing cost-effective processing equipment. 4 It is therefore of interest to review the previous reported literature on wood filler material-reinforced polymer composites.
Comprehensive work has been carried out on composites with WF and wood chips as fillers and various polypropylene grades as the matrix polymer. The measurement range for filler particle length is 0.005–6 mm. Fiber width measurements have a measurement range from 5 to 100 µm. Upon introduction of coupling agent, tensile strength, elongation at break, and impact strength were significantly increased in composites reinforced with wood fibers. Scanning electron microscopic examination revealed well-dispersed wood powders in the extruded compounds and injection-molded test samples. The dispersion of the wood fiber qualities was in general significantly improved by the introduction of coupling agent. 4
In other work, the authors focused on extrusion and injection molding of different biocomposites, containing upto 70 wt% WF. In general, at higher filling levels, lower impacts of fiber content on mechanical properties were determined. The tensile and flexural strengths of all biopolymers except for the polylactic acid significantly improved. An improvement of 180% increase in tensile strength was achieved with the aliphatic–aromatic copolyester produced from fossil resources at a maximum fiber load of 65 wt%. 5 The results of a research work that used 270 mesh size wood particle filler also suggest that processing of composites having wood content above 60 wt% is highly challenging, especially where the wood particles are such fine particles. 6
In another research work, the authors measured the length and diameter of the cellulose fibers to study how different processing steps affected the dimensions of the fibers and thus their reinforcing capacity. Fiber dimension measurements showed that extrusion at high fiber loading of 60 wt% caused the most severe fiber breakage. 7
In a different work, WF, in the form of short fibers, of two different sizes (coarse and fine) was added to a corn starch-based one of the biodegradable polymers. The effect of WF size, WF content, and thermal treatment on the mechanical properties was investigated. The tensile mechanical tests showed an increase in the rigidity of the composites upon increasing the WF content, together with a sharp decrease in the elongation at break. With regard to the tensile strength, no remarkable differences were observed upon changing WF size or type. In both the cases, on average, there were often slightly better results with the samples that had undergone a drying pretreatment. 8
The need for coupling agents to improve fiber–matrix adhesion in LC material-filled composites is well documented. Various methods to improve interfacial adhesion have been examined. Maleic anhydride (MAH)-grafted polypropylene (PP-g-MAH) appears to be one of the most suitable strategies. The other popular coupling agents that are currently being used include anhydrides, isocyanates, silanes, and other anhydride-modified copolymers. 2,4,9,10
Low resin ratio and viscosity, easy providing, low grain hardness and strength, and also low cellular moisture features are desired for LC materials. Because of these requirements, many of the herbal materials like beech and pinewood and also spruce, walnut, ailanthus, naturally desiccated grass pedicles, and various kinds of plants have been listed as composite material additives in the international worksheets. 11 –14
The present work investigates the effects of three different mesh-sized beech flour, commonly used as filler, on the morphological and mechanical properties of the wood–polyethylene composite materials. Compounder extrusion-processed composites are made from low-density polyethylene (LDPE), three different-dimensioned beech flours at each experiment, and the related coupling agents.
Experimental
Polymer material
In this experimental work, a commercially available LDPE (780E) obtained from Dow Chemical Company, Midland, USA was used. The technical information in the datasheet for this neat LDPE: melt flow index at 190°C/2.16 kg is 20.0 g/10 min, density 0.923 g/cm, 3 conventional injection molding techniques utilizing melt temperatures between 140 and 250°C, ultimate tensile strength is 10.5 MPa, and ultimate elongation is 50%. The hardness is 49 Shore D. Figure 1 shows thermogravimetric analysis results of the polymer material. According to the thermogravimetric and differential thermogravimetric analysis graphs, material mass loss starts over 250°C and totally transits to a gaseous state over 500°C. From the differential thermal analysis graphs, the glass transition temperature was calculated to be about 80°C. Considering the melting starting point to be 122.3°C, the heating zone temperatures of the compounding extruder are set between 120 and 140°C in WP composite processing operation.
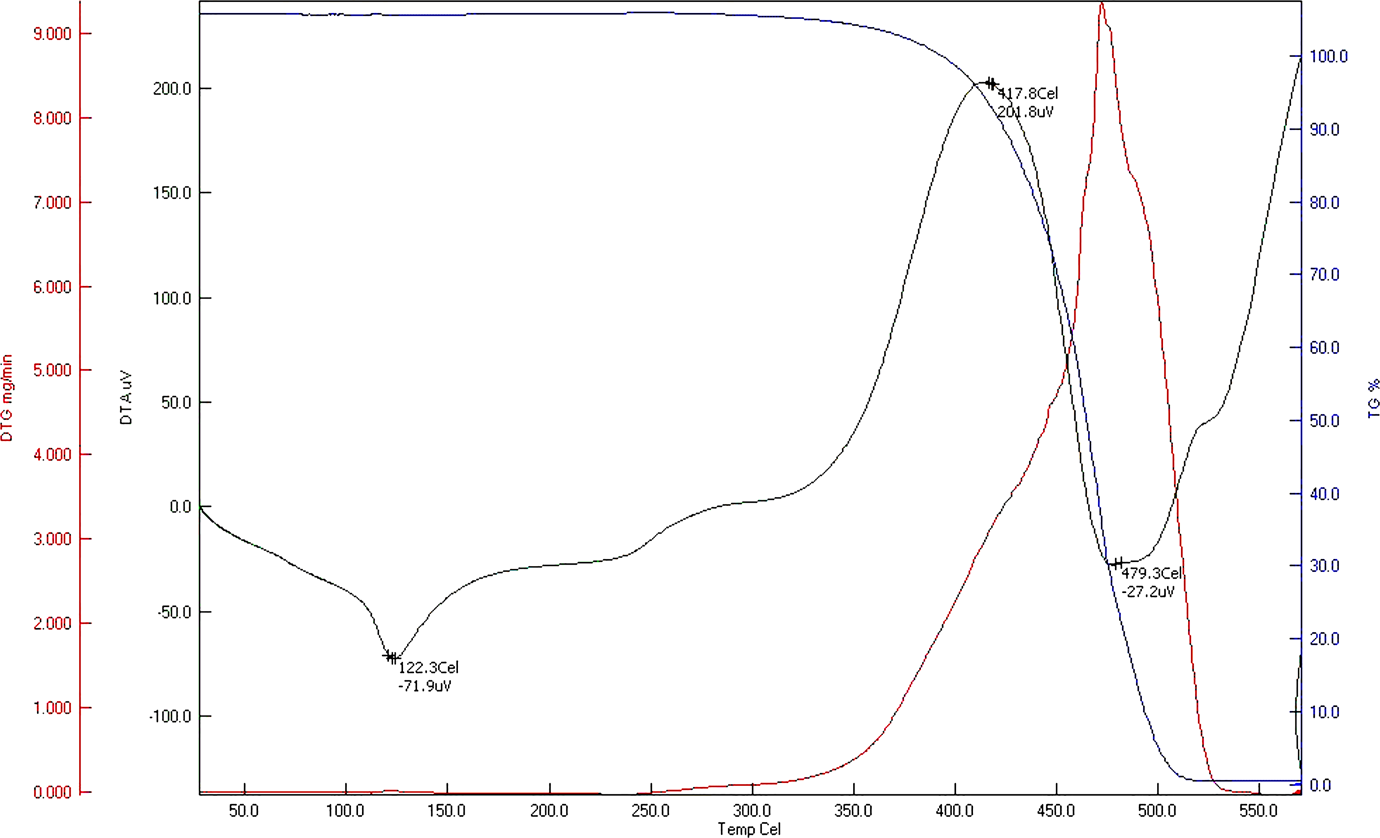
Thermogravimetric analysis of used polymer material.
Wood material
Commercially available beech WF was obtained from one of the lumber markets in Turkey. Some previous experimental articles refer that smaller wood fiber size has many sorts of positive effects like homogeneous mixture production, minimum moisture volume in the wood grains, and minimum viscosity of polymer composite. 2,7 Due to these constructive factors, the additive material that has random grain format should be decomposed into the required particle dimensions efficiently and rapidly using constructed vibrating sieve machine represented in the work of Vanli et al.
The beech wood scrap was weighed after sieving on each sieve. It includes 22 wt% scrap from above 1200 μm sieve mesh size, 41 wt% scrap between 1200 and 800 μm, 24 wt% scrap between 800 and 400 μm, and 13 wt% WP below 400 μm sieve mesh sizes. Therefore, the WP materials of three different dimensions used as fillers in related processes in the experiments are presented in Table 1. The first type composite specimen’s WF particle sizes are between 1200 and 800 μm, the second are between 800 and 400 μm, and the third are below400 μm. For homogeny drying, whole wood scrap used in experiments was dried before the compounding process in the constructed fluidized bed drying system represented in the work of Vanli et al. for saving time and labor. 15
Sizes of the used wood scrap in experiments.
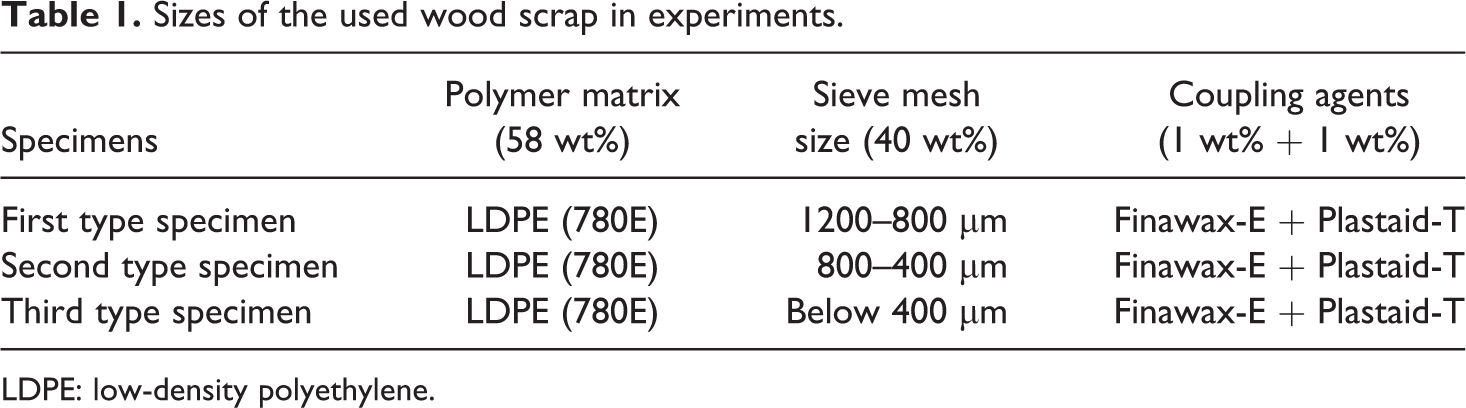
LDPE: low-density polyethylene.
Wood–polymer composite processing
Compounding process of wood particle-based polymer composite was performed in an extruding machine. The used extruder was a single-screw compounding machine. The extruder barrel has a diameter of 30 mm, a length of 800 mm, and consists of six heating zones with separate temperature control units. Different zones of temperatures were set as 120/130/140/140/130/120°C, respectively. LDPE granules including 2 wt% related coupling agents (1 wt% Finawax-E and 1 wt% Plastaid-T) were compounded in a mechanical mixer and then fed into the extruder at the first zone by the first feed hopper at a 60 wt% of the total composite. Wood scrap feeds into the extruder by the second feed hopper at the third zone at a 40 wt% of the total composite mass. As the processing parameters, the extruder screw speed was set to a frequency of 110 r/min at 20 Hz for all trials and the machine torque was changed to 0.37–0.57 Nm during the processes. 16
Test methods
In order to determine mechanical and morphological properties of different-dimensioned wood particle-filled polymer composites, some basic standard tests were performed. Moisture loss and absorption capabilities of the used LC material are determined. Composites are also tested mechanically in accordance with ISO 527-2: 2012 at a precision universal tester, SHIMADZU Corporation, Tokyo, Japan, AG-X 100 kN. type. 17 Surface characterization tests were performed on manufactured samples. On the basis of application areas, surface qualities are determined at phertometer, tactile-type surface measuring machine, at 0.25 cut-off and 1.50 mm measuring length. Scanning electron microscope (SEM) was used for monitoring the fracture surfaces of all types of the composites. Micrographs were generated in secondary electrons mode in a tabletop scanning electron microscope, HITACHI High Technologies Europe GmbH, Germany, TM 1000 type, operated at 5 kV. Sizes of the wood fibers and their effects on morphological properties of the composites were monitored. Adhesion abilities of polymer and cellulose fibers are imaged as well. SEM images also show the dispersion of the additive material in the matrix. In order to identify the compound, the Fourier-transform infrared (FT-IR) spectroscopy of the first type specimen was performed. Additionally, hardness tests were performed for all types of specimens according to ISO 868: 2003 standard. 18 All experimental results are detailed below.
Experimental results
Moisture feature
The filler wood material contains moisture content, which must be reduced in acceptable levels for production. Higher moisture in LC materials affects the composite materials production process in a negative manner. Considering this truth, wood scrap should be dried efficiently and homogeny in a short time. Also, the moistening properties of additive materials under room conditions should be determined so that the time required for drying the material in the manufacturing process can be mentioned. Every manufacturer should determine this period according to their individual manufacturing parameters, the used LC material properties, and the storage conditions of it.
The wood scrap used in the experiments was dried in the constructed fluidized bed drying system. 500 g second type specimen has been charged to the back funnel of the drying machine when the infrared heat was 85°C. At the end of the 5th min, the evacuated flour is weighted and the moisture loss is calculated. At the end of the five repeated tests, 9.8 wt% moisture loss on average is calculated for beech flour. Repeated test results are given in Table 2.
Drying tests results of the second specimen.

In this work, 100 g dried beech WF material was left for 36 h under the standard room conditions (30% relative humidity, 23°C) and moistening capacity is determined. Graphical representation of the beech WF weight rise by moistening against time is given in Figure 2. The figure shows that the beech WF had moistened at 2.27 wt% at the end of 24th hour and then it became constant. That amount of moisture content could be considered as the saturation state of the flour, which is suitable for the composite production. 16
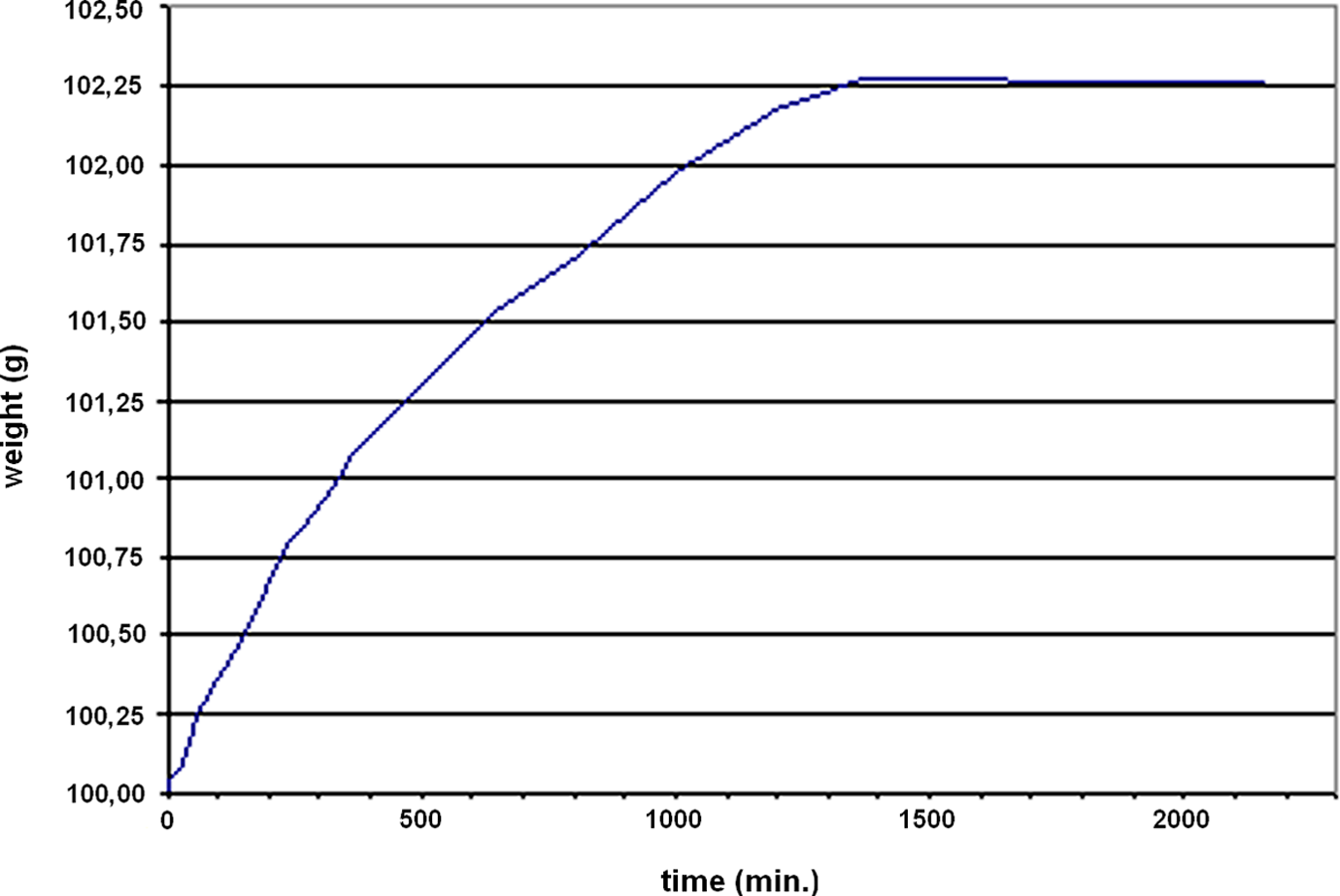
Beech wood flour weight rise against time.
Mechanical testing of composites
The tensile strength for most of the polymers could be improved by wood fiber reinforcement. Thus a convincing compatibility is indicated between the components. 5 In this experimental work, conducted tests emphasize the effects of various wood fiber dimensions on the ultimate tensile strength and ultimate elongation values of the WP composite materials.
According to the test results given in Table 3, the tensile strength increased with decreasing particle dimensions. Additionally, ultimate elongation decreased with decreasing particle dimension at the first sight. 16
Mechanical properties of specimens.
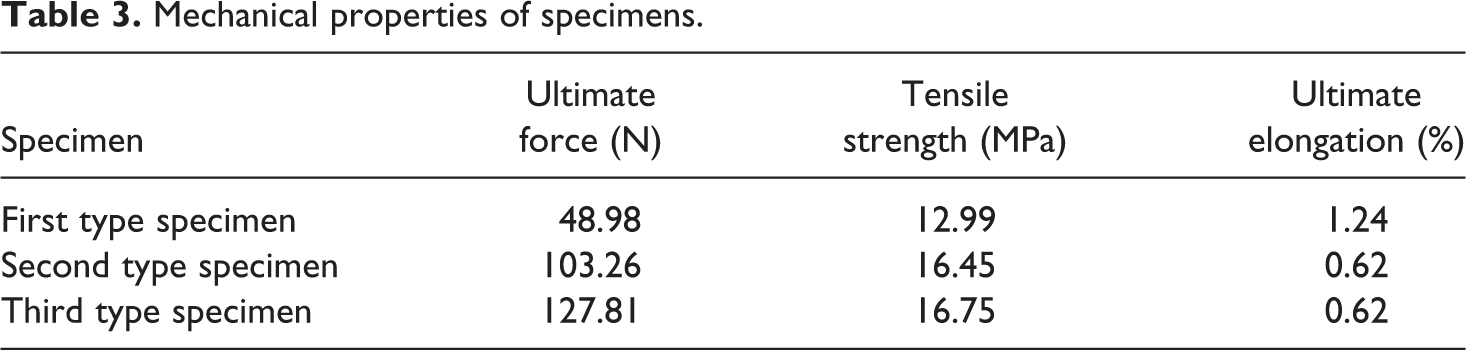
First type composites showed 1.23 times higher tensile strength than the neat LDPE. Second type WP composites showed 1.26 times higher tensile strength and 50% decrease in total elongation than first type composites. Second type WP composites showed 1.56 times higher tensile strength than the neat LDPE. Thus, it can be said that second type specimen shows more convincing compatibility against the neat than the first one. According to 1.59 times higher tensile strength results of third type composites against the neat LDPE, it might be said that it is not worth to sieve the scrap below 400 µm dimension, since it does not make distinct improvement than the second type composite on tensile strength. Similarly, Nourbakhsh et al. reported in their experimental work that the tensile modulus is not very much affected by the particle sizes, where 40, 50, and 60 meshes wood particles were used. 10
Surface characterization
For the main application areas of WP composites like fencing, trim board, windows, plywood, roofing, siding, building, automotive, furniture, and packaging industries, surface characterization is important. Although products need surface improvement techniques as a must before their usage, actual surface conditions have importance to analyze their coating properties. 16
The samples surface characterization tests were performed according to the standard ISO 4287: 1997. 19 Five times repeated test results of the analyzed surface parameters, arithmetic mean roughness value (R a), maximum roughness profile height (R z), and total profile height (R t) are given in Table 4.
Surface roughness properties of the specimens.
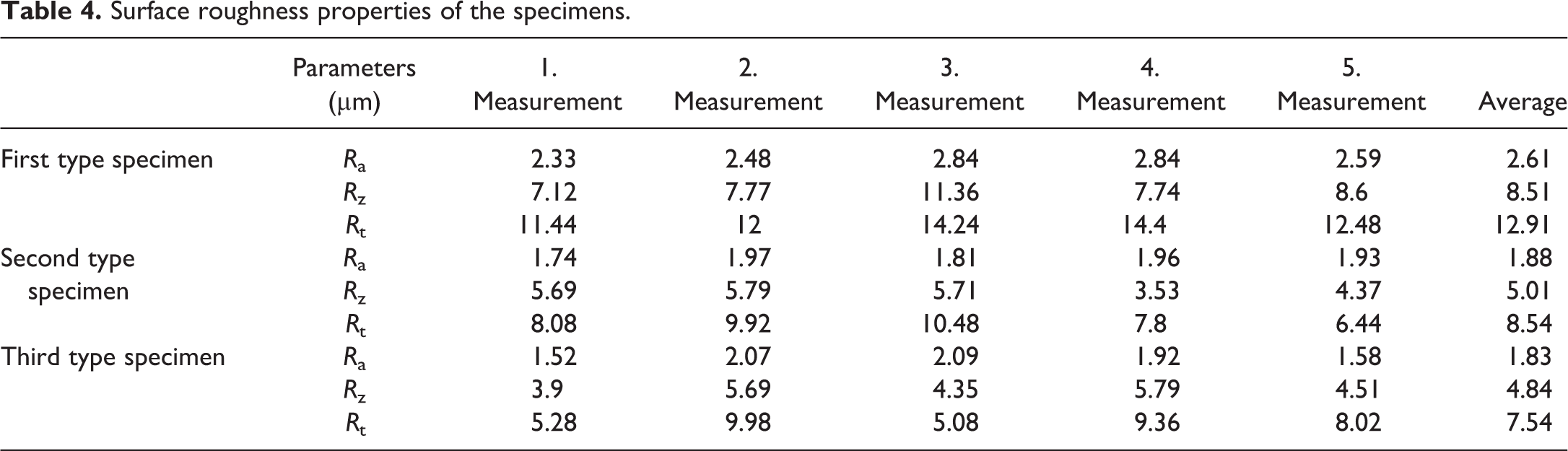
Second type WP composites showed 38.8% better R a value than the first type composites. It also has 69.8 and 51.1% better surface parameters both on R z and R t, respectively. The smaller fiber sizes of additive material cause the better surface characteristics. According to the classical theory of mechanics of materials, surface imperfections result in stress concentration and consequently a decrease in strength. 20 In the present work, better surface conditions obtained by smaller wood fiber sizes have resulted in increased tensile strength. Sieving the scrap below 400 μm size did not make a remarkable improvement in the main surface quality characteristic, R a, of the composites. This result might be due to the surface properties of the used mould. Although decreasing fiber dimensions could create better surfaces, measured levels of roughness parameters in this practice are required for most of the surface improvement techniques.
Depending on the type of the surface modification and the expected adhesion between WP composites, the surface improvement material determines the required surface characteristics of the composites. Producers can choose the proper-surfaced composite considering also the other mechanical and morphological specifications.
Morphology examination
SEM was applied at fractured surfaces of tensile bars. No sample preparation was applied on the fractured surfaces.
Figure 3 shows the scanning electron micrographs of the fracture surfaces of the specimens. It is possible to observe cavities and distinct gaps at higher magnification of the first specimen indicating poor adhesion. It has also some gaps and pullouts between the wood fibers and the polymer matrix in the overview micrograph of the second composite. Although the fracture surface micrographs of the third specimen shows more smoother and uniform structure than the others, the increase in tensile strength value is too close to the value of the second specimen. 16 The possible reason might be that most of the fibers are pulled out, instead of being broken under tension. If the fiber size is too small, the matrix cannot hold the fiber to take the strain. 5 Additionally, it is possible to see isolated fibers, badly embedded, coming out of the fracture surface of the materials from the micrographs of the specimens similar to that reported in the experimental work of Kucuk and Demirbas.
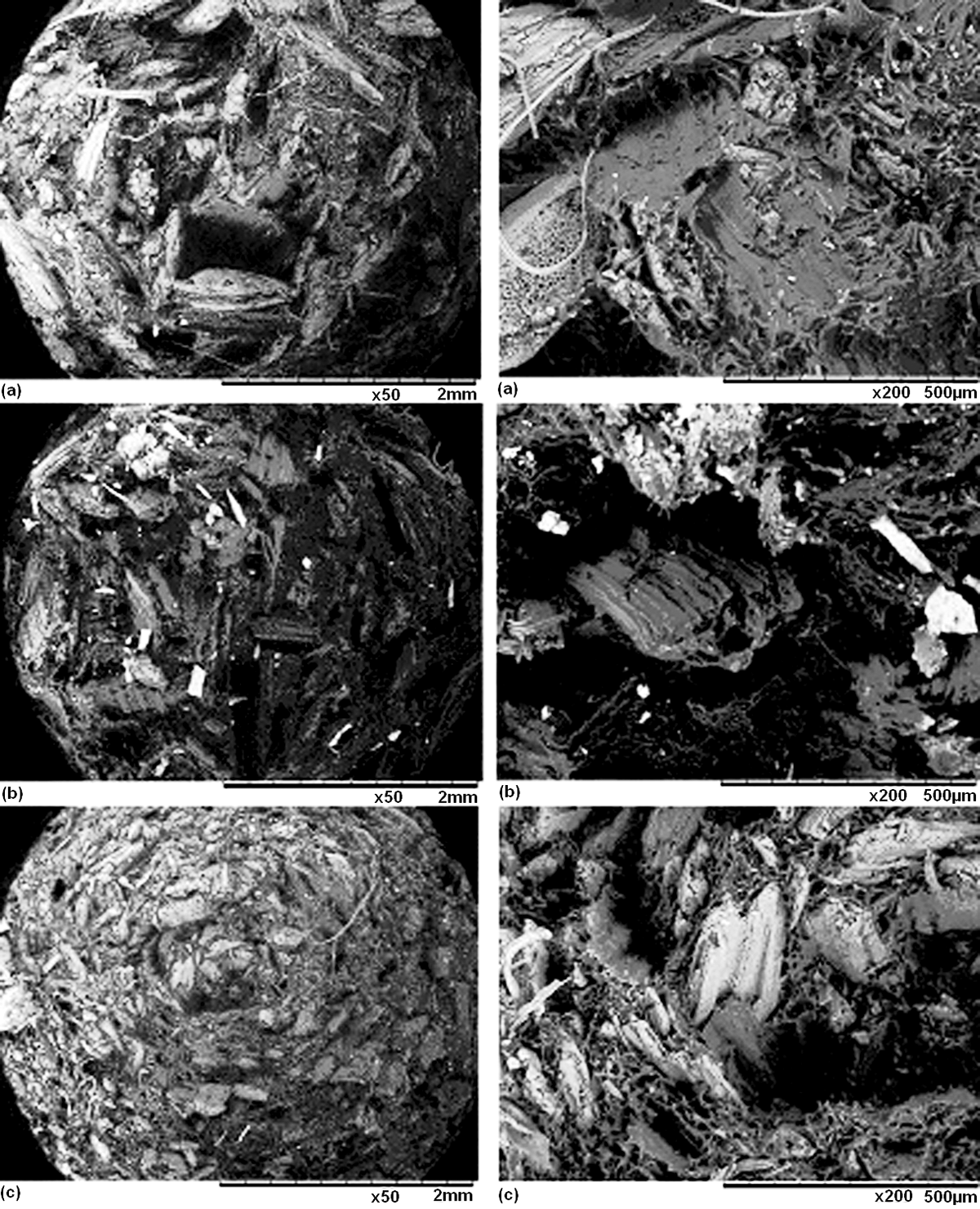
Scanning electron micrographs of the fracture surfaces of the specimens; (a) first, (b) second, and (c) third type of composite specimen.
In order to achieve reasonable mechanical properties at such high fiber loadings, it is important to have good dispersion of the cellulose fibers in the matrix and good interfacial adhesion between these phases. 8 Appending of MAH might be one of the most suitable strategies to improve interfacial adhesion between the smaller cellulose fibers and the polymer matrix as referenced in the introduction part. 9,10
FT-IR test result of the first specimen is represented in Figure 4. In the figure, the first curve represents the (40 wt% LC + 60 wt% LDPE) composite material’s spectrometry. 1 In this curve, the cellulose and polyethylene characteristic peaks could be seen clearly. As expected, the specimen closely matched with 84.39 and 74.32% transmittance ratio of LDPEs in the database of the FT-IR because of its cellulose content. The material shows similar peak characteristics to these LDPEs.
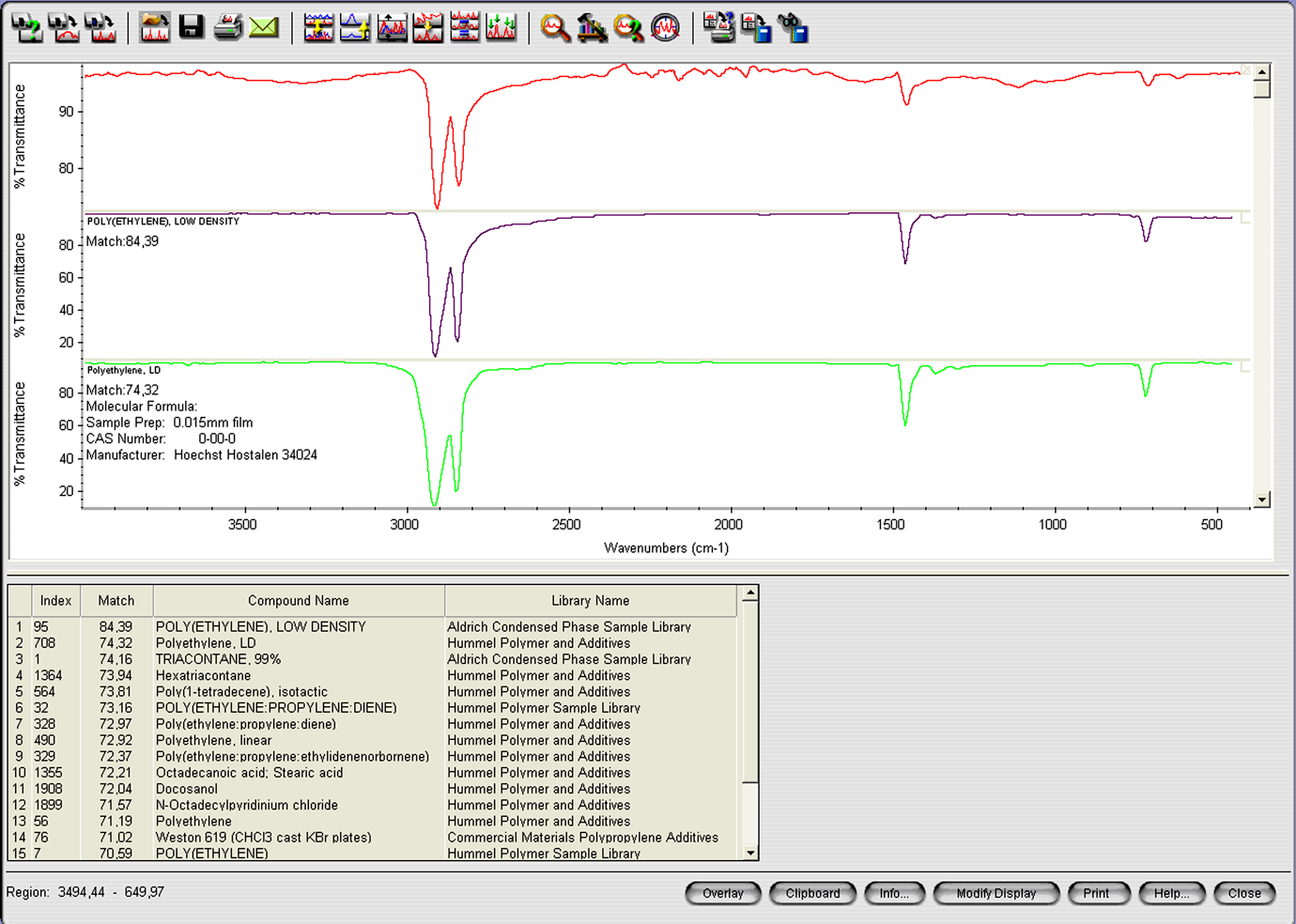
FT-IR of composite material (40 wt% LC and 60 wt% LDPE). FT-IR: Fourier-transform infrared spectroscopy; LC: lignocellulosic; LDPE: low-density polyethylene.
Hardness
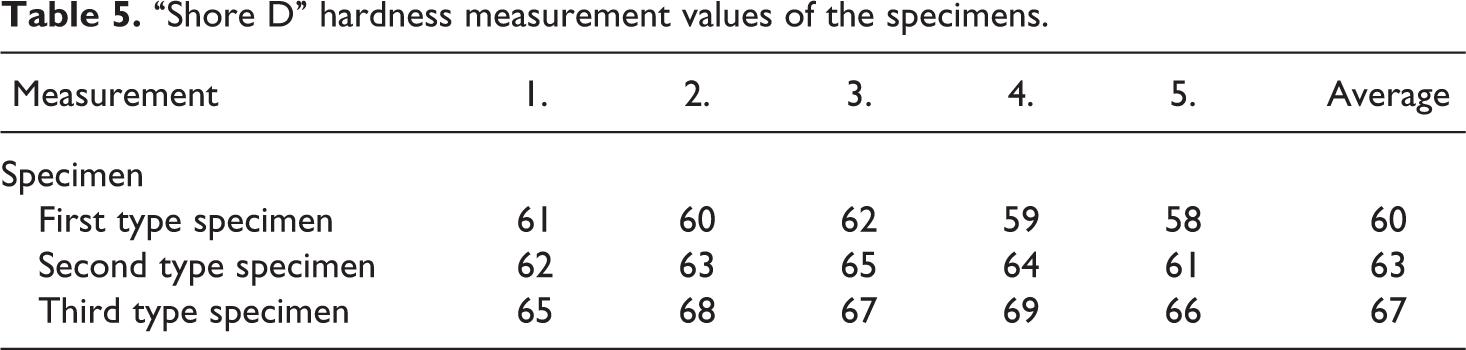
Hardness is a measure of the resistance of a material against applied surface forces. The measurement results are shown in Table 5. The hardness of the neat LDPE increases with wood fiber reinforcement. 16 It has also increased with decreasing particle dimension of the fibers. “Shore D” hardness improvement from pure LDPE (49 “Shore D”) to second and third specimens are 28.5 and 36.7%, respectively. In WP composite materials, wood filler weight fraction significantly affects the hardness of the composites. There is also a close relation between the hardness and tensile strength. It should be considered that increasing hardness by increased wood filler weight fraction could affect the strength of WP materials in a negative manner, because of the created brittle behavior of the composite. In this practice, it is observed that the decreased wood fiber size causes increase in surface hardness, which affects the tensile strength of WP material in a positive manner at the stable wood filler weight fractions.
“Shore D” hardness measurement values of the specimens.
Conclusions
The tensile strength of most of the polymers could be improved by wood fiber reinforcement. The tensile strength also increased with decreasing particle sizes of these fibers. An improvement in 56.6 and 59.5% in tensile strength was achieved with the addition of wood scrap with the particle size between 800 and 400 μm and below 400 μm , respectively, than the neat LDPE. Wood fiber-reinforced polymers of less than 400 μm particle size need better adhesion with polymer matrix and homogenize structure to achieve higher mechanical properties at such high-fiber loadings. Special coupling agents, pelletizing, and surface modification techniques can be used to improve interfacial adhesion. The increase in the mechanical properties improves the structural competitiveness of WP composites filled with fast growing low density and low particle sized wood fillers. Smaller particle sized wood additives also improve the surface properties and the hardness of the composites.
Footnotes
Funding
This work was supported by the Science Industry and Technology Ministry of Turkish Republic [00215.STZ.2007-2].