
Abstract
The effects of kenaf (KNF) loading and 3-aminopropyltriethoxysilane (APTES) on processing torque, tensile properties and morphological properties of KNF-filled polypropylene (PP)/waste tire dust (WTD) composites were investigated. In this research, PP/WTD served as a matrix and KNF as a filler and the composites were prepared using a Thermo Haake Polydrive internal mixer, where different KNF loadings (0, 5, 10, 15 and 20 parts per hundred parts of resin) were used. The results revealed that the stabilization torque and tensile modulus increased with increasing KNF loading but tensile strength and elongation at break were found to decrease. The composites with APTES exhibited higher stabilization torque, tensile strength and tensile modulus but lower elongation at break than composites without APTES. The presence of APTES had enhanced the interfacial adhesion between PP/WTD matrix and KNF, which had resulted in higher tensile strength and modulus of the composites. These findings were supported by the morphological study on the tensile fractured surfaces of the composites.
Introduction
For the last few years, there was an increasing interest in the use of natural fibers as fillers or reinforcements in polymer composite systems. Natural fibers (such as kenaf (KNF), wood fiber, rice husk powder (RHP), hemp, oil palm-derived cellulose fiber, empty fruit brunch, banana fibers, jute fiber, flax fiber, etc.) have been widely studied by many researchers because they offer a number of advantages.1 –4 Today, KNF fiber (Hibiscus cannabinus) is one of the natural fibers that has been used extensively as reinforcement or filler in polymer composites. KNF offers several advantages such as being low cost, low density, less abrasive during processing, biodegradable, renewable, harmless and environmentally safe.2,5 –8 During the ancient times, KNF was used to make rope, canvas and sacking. Nowadays, KNF has been utilized to make several products such as paper-based products, animal feed, construction materials, biofuels and chemical absorbents.5,9,10
Although natural fibers offer several advantages to the polymer composites, the main drawback is their incompatibility with the polymeric matrices. Natural fibers are hydrophilic (polar) in nature and hence they are not compatible with the hydrophobic (nonpolar) polymeric matrices.1 –4 As a result, composites with low and poor properties are produced. In addition, the hydrophilic nature of natural fibers tends to result in high moisture absorption, which in return will affect the mechanical properties of the resulting composites.1–2
One of the methods to solve the incompatibility issue between the hydrophilic fibers and hydrophobic polymeric matrices is the incorporation of coupling agents into the composite systems. Many investigations have been made on the effect of various coupling agents on the properties of polymer composites.1,2,11 –13
There are a few types of suitable polymeric matrices for natural fiber-reinforced polymers, which include polyolefins (polyethylene (PE) and polypropylene (PP)), thermoplastic starch and resin systems. However, PP has been used extensively as a matrix in polymer composites and attracted attention of many researchers due to many of its advantages such as low cost, recyclability, higher thermal stability than PE and relatively low processing temperature, which are essential when they are filled with natural fibers (as natural fibers possess low thermal stabilities) and provide good balance in the properties of composites.14,15 A number of researchers had investigated and reported on the properties of PP filled with natural fibers.1,3,4,11
The continuous accumulation of waste tires all over the world has attracted serious concerns from the public regarding the danger and harm to public health as well as the environment. One of the ways to reduce the volume of waste tires is by recycling them into new products. Several studies on the waste tires have been carried out and reported.12 –15
To the best of our knowledge, so far, no study has reported on the use of KNF fiber to produce PP/WTD/KNF composites. KNF fiber was chosen in this study because it is now a fiber crop grown commercially in Malaysia. Furthermore, KNF fiber has been reported for its excellent tensile strength and high specific mechanical properties that makes it a popular choice for a wide range of environmentally friendly products. Utilization of WTD with PP (PP/WTD) as a matrix had promised a few benefits. First, reduction in the usage of virgin PP as matrix material. Second, reduction in the amount of waste tires entering landfills and the space for landfilling. Third, creation of a safer and friendly environment from the diseases and pollutions as a result of improper waste management. The aim of this research is to study the effect of KNF loading and a coupling agent, 3-aminopropyltriethoxysilane (APTES), on stabilization torque, tensile properties and morphology of PP/WTD/KNF composites.
Experimental
Materials
The PP Grade 6331 was supplied by Titan PP Polymers (M) Sdn. Bhd. (Johor, Malaysia) with a melt flow index of 14 g/10 min at 230°C and a density of 0.9 g/cm3. WTD, a recycled product of mechanically ground scrap tire, was obtained from Mega Makmur Saintifik Sdn. Bhd. (Butterworth, Pulau Pinang, Malaysia). KNF was obtained from Lembaga Kenaf and Tembakau Negara (Kelantan, Malaysia). The coupling agent, APTES, was supplied by Sigma-Aldrich (United States) with a density of 0.949 g/cm3, a molecular weight of 221.37, a boiling point of 213–216°C and a flash point of 988°C.
Composites preparation
KNF was ground using a mini grinder from Rong Tsong Precision Technology Co. (Taichung City, Taiwan) An Endecotts sieve was used to obtain an average KNF particle size of 75 µm. The materials used are based on Table 1. Melt compounding of a series of PP/WTD/KNF composites with different KNF loadings (i.e. 5, 10, 15 and 20 parts per hundred parts of resin, phr) was carried out in a Thermo Haake Polydrive internal mixer (Thermo Scientific, United States) at a temperature and a rotor speed of 180°C and 50 rpm, respectively, for 10 min. The blending process started by melt mixing of PP for 2 min and then followed by the addition of WTD. After mixing for 6 min, the KNF was incorporated into the mixing chamber and the mixing of the composites was continued for another 4 min prior to removal. The mixing sequence of the PP/WTD/KNF composites is shown in Table 2.
Blend ratios of PP/WTD/KNF composites with and without APTES at different KNF loadings.
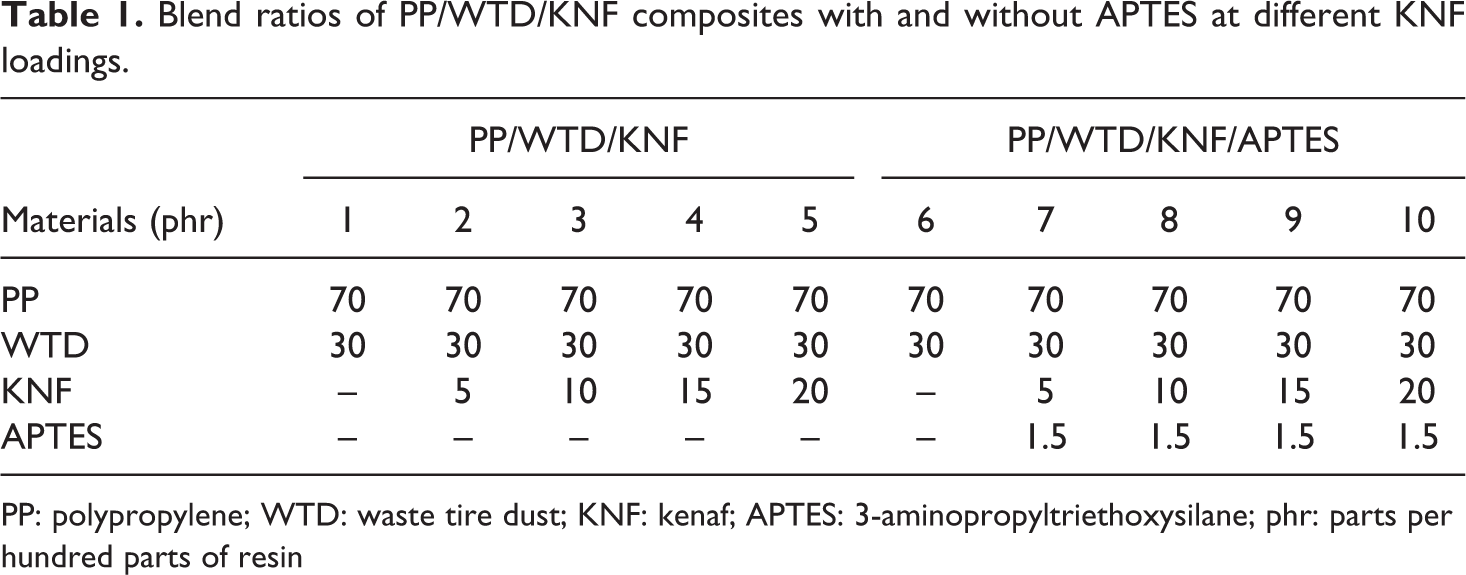
PP: polypropylene; WTD: waste tire dust; KNF: kenaf; APTES: 3-aminopropyltriethoxysilane; phr: parts per hundred parts of resin
Mixing sequence of PP/WTD/KNF composites with and without APTES.
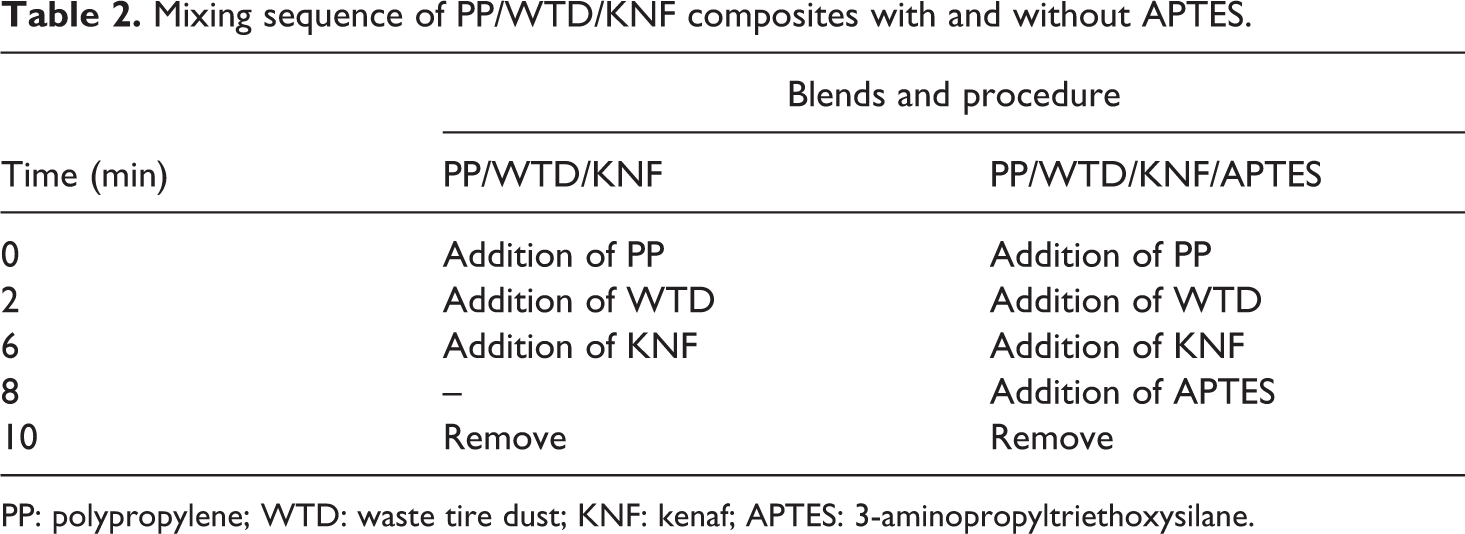
PP: polypropylene; WTD: waste tire dust; KNF: kenaf; APTES: 3-aminopropyltriethoxysilane.
Compression molding
The PP/WTD/KNF composites were compression molded in an electrically heated hydraulic press (GoTech Testing Machine Model KT-7014 A, Go Tech Testing Machines Inc., Taiwan) to produce molded sheets of composites. The compounded sample was first preheated for 6 min followed by compression for 4 min at a temperature of 180°C. The sample was then cooled under pressure for 2 min at ambient temperature. After that, the molded sheets of the composites were cut into dumbbell-shaped specimens using a Wallace die cutter.
Tensile properties
The tensile testing was carried out in accordance to ASTM D412 using Instron 3366 Universal Testing Machine (Instron, United States). The crosshead speed was set at 5 mm/min with a constant gauge length of 50 mm. The tests were performed at 25 ± 3°C on the 1-mm-thick dumbbell-shaped specimens, and an average of five readings of tensile strength, tensile modulus and elongation at break were taken.
Morphological study
A Leo Supra-35VP (FESEM-Zeiss Supra 35VP, Carl Zeiss SMT, GmbH, Oberkochen, Germany) field emission scanning electron microscope was used to observe the tensile fractured surfaces of the specimens. First, the fractured surfaces of the specimens were sputter coated with a thin layer of gold to avoid electrostatic charging and poor resolution. Next, the specimens were mounted on the aluminum stubs for examination.
Results and discussion
Processing torque
Figure 1 shows the stabilization torque for several different compositions of PP/WTD/KNF composites with and without APTES coupling agent at the end of the mixing stage (10 min) with KNF loadings from 0 to 20 phr. The stabilization torque is referred to the stable torque value obtained at the end of the mixing stage. Stabilization torque is a direct measurement of the viscosity of the polymer melt and may also be used to indicate the homogenization of fiber in the polymer melt. 16
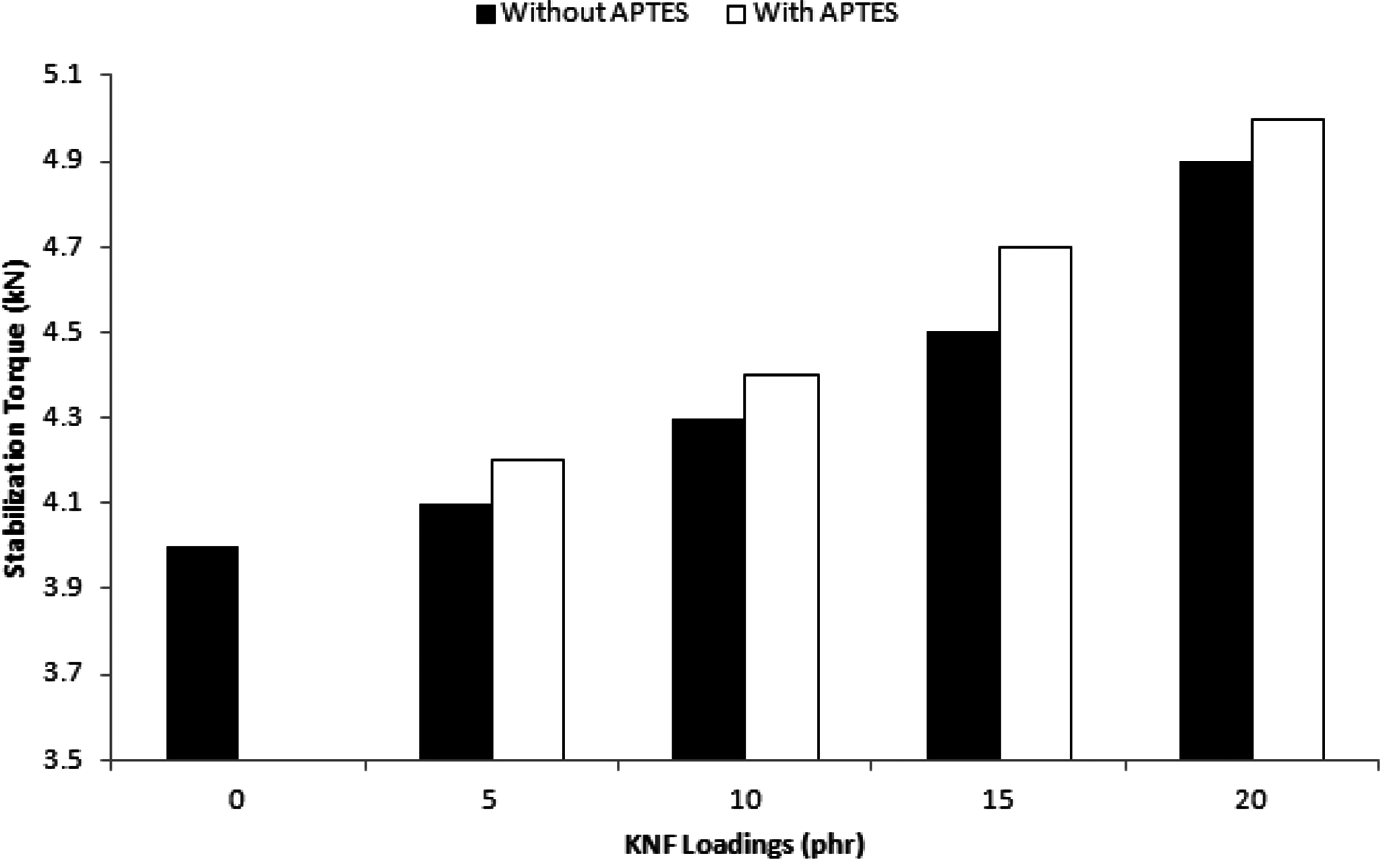
Stabilization torque of PP/WTD/KNF (70/30) composites with and without 3-aminopropyltriethoxysilane coupling agent. PP: polypropylene; WTD: waste tire dust; KNF: kenaf.
From Figure 1, it can be clearly seen that with increasing KNF loading, the stabilization torque increases for both the composites with and without APTES coupling agent. According to Premalal et al., 3 by increasing RHP filler loading, higher stable torque was obtained in RHP-filled PP composites. Increasing KNF loading had reduced the free volume of PP/WTD chains to move causing an increase in viscosity. Therefore, more shears were required to disperse the increasing KNF in limited PP/WTD matrix, subsequently increasing the stabilization torque.
However, at similar KNF loading, the stabilization torque for composites with APTES coupling agent was found to be higher than composites without APTES coupling agent. Ismail et al. 2 also reported a similar finding, whereby the presence of compatibilizer-maleated PE increased the stabilization torque of KNF core-reinforced high-density polyethylene (HDPE)/soya powder composites. The values of stabilization torque were 4.9 and 5.0 kN for composites without and with APTES coupling agent, respectively. This is because the presence of APTES coupling agent had enhanced the interfacial interactions between KNF fibers and PP/WTD matrix, thus higher torque value was attained.
Tensile properties
Figure 2 shows the effect of KNF fiber loadings and the presence of APTES coupling agent on the tensile strength of PP/WTD/KNF composites. It can be observed that the tensile strength of the composites decreases with increasing KNF loadings for both with and without APTES coupling agent. The reduction in the tensile strength might be due to the poor interfacial adhesion of the KNF fiber and the PP/WTD matrix. The incompatibility between the hydrophilic KNF fiber and the hydrophobic PP/WTD matrix might also be responsible for the reduction trend in the tensile strength of composites. Similar finding was reported by Santiagoo et al. 1 In addition, de-wetting effect also contributed to the decreasing trend of the tensile strength, where the interface region between KNF and PP/WTD matrix acted as a stress-concentrator. Consequently, the interaction between KNF and PP/WTD matrix was weakened, hence leading to fiber debonding at the interface and the appearance of fiber debonding was more significant at higher KNF loading, which was supported by the morphological study carried out later. Ismail et al. 2 had reported similar findings, whereby the tensile strength of HDPE/soya powder/KNF core composites decreased with filler loading.
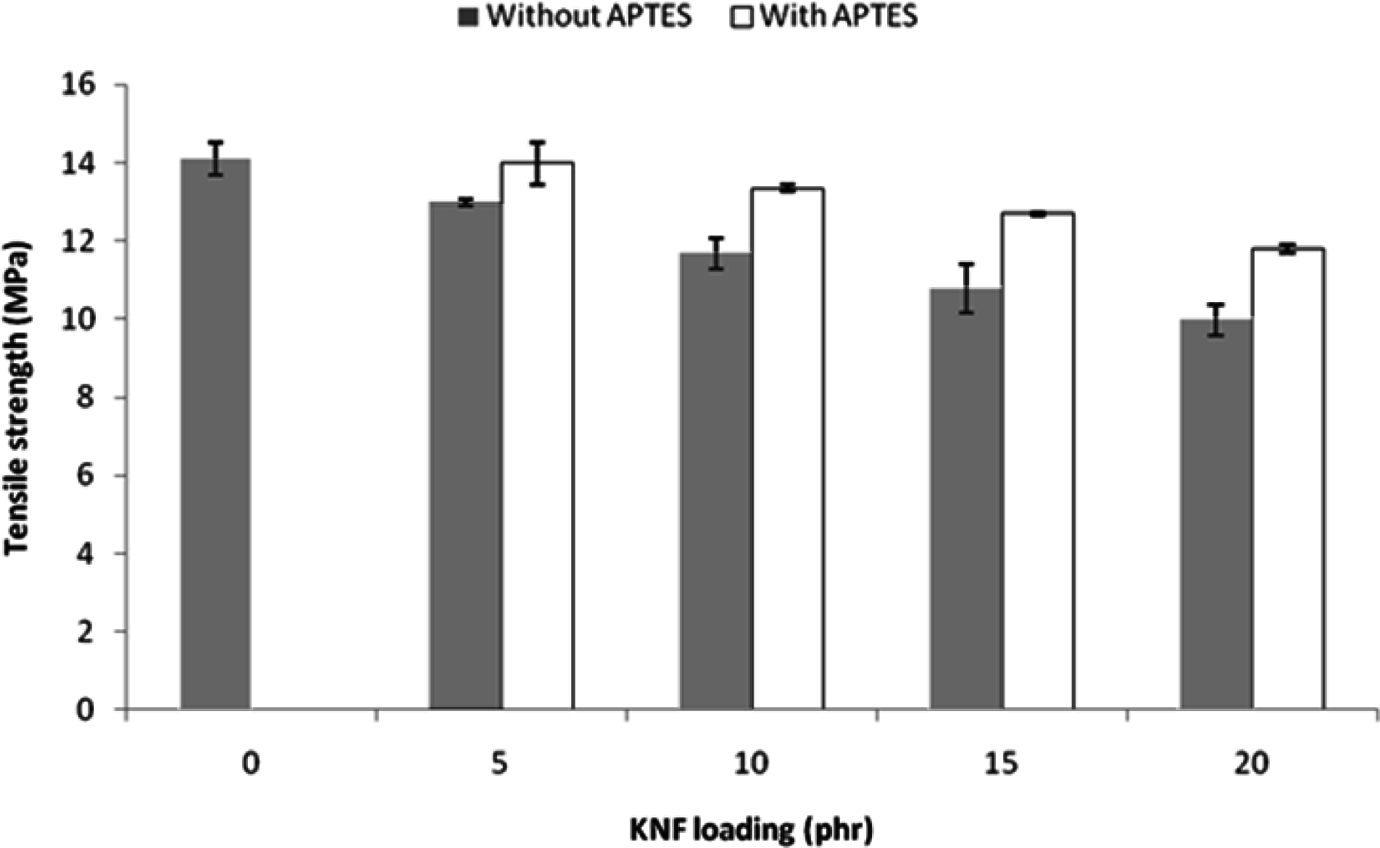
Tensile strength of PP/WTD/KNF (70/30) composites with and without 3-aminopropyltriethoxysilane. PP: polypropylene; WTD: waste tire dust; KNF: kenaf.
At similar KNF loading, the composites with APTES coupling agent exhibited higher tensile strength compared with composites without APTES coupling agent. The presence of APTES coupling agent had significantly promoted better interfacial adhesion between the matrix and the fiber of the resulting composites. Consequently, the better interfacial adhesion had led to better stress transfer through KNF fibers, which improved the tensile strength of PP/WTD/KNF composites.
Figure 3 shows the proposed possible interactions scheme between KNF and APTES coupling agents. It involved the reaction of hydroxyl (–OH) groups on KNF with the ethoxy (CH3CH2O–) groups of APTES, forming an intermediate. By referring to the study of Ismail et al., 17 they suggested similar possible interactions of silane coupling agent with rattan powder. The amino group of the intermediate tended to be attracted to PP/WTD matrix by forming van der Waals forces between them due to similar hydrophobicity. This explained the improvement in the interfacial adhesion between PP/WTD matrix and KNF with the addition of APTES coupling agent.
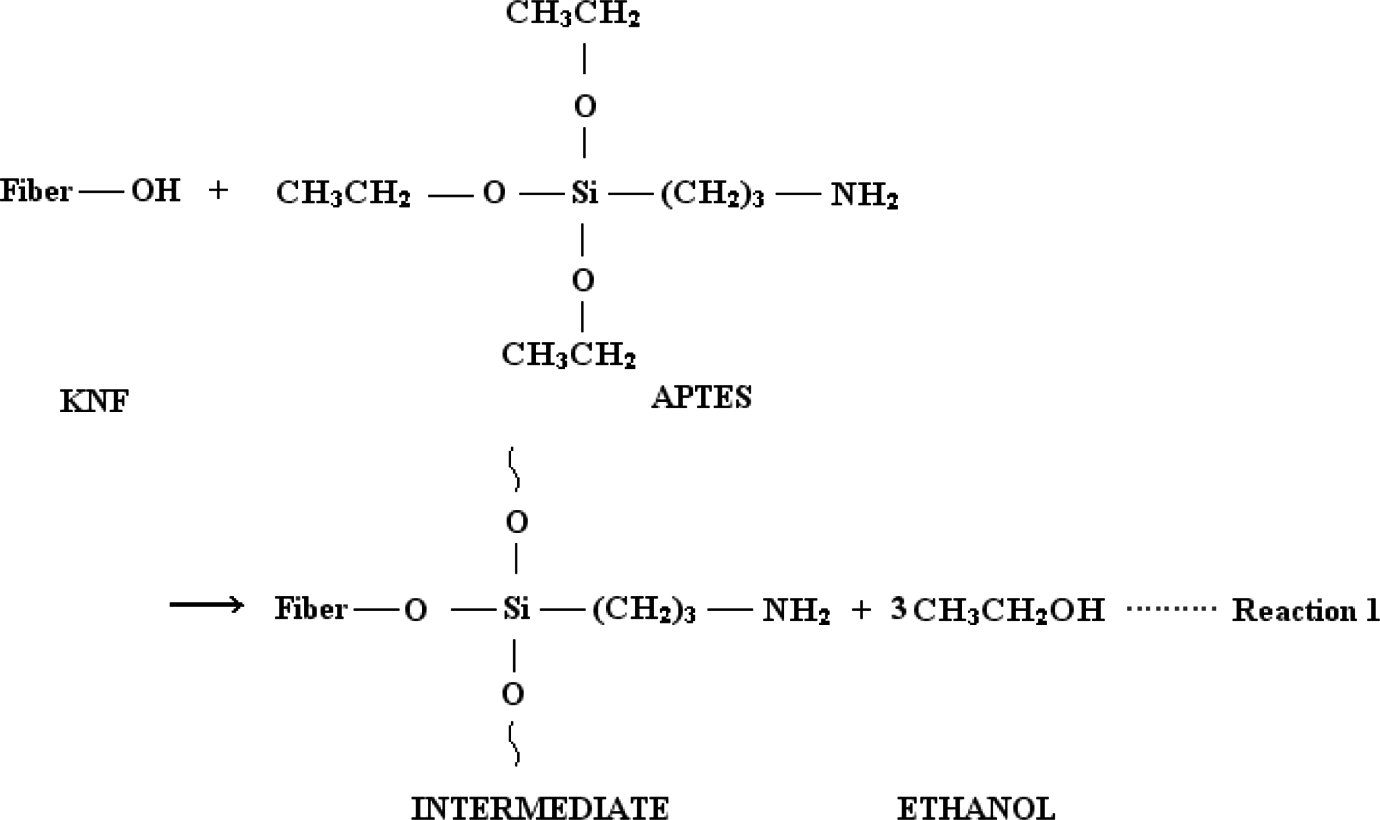
Proposed possible interactions scheme between KNF and 3-aminopropyltriethoxysilane coupling agent. KNF: kenaf.
Figure 4 shows the effect of KNF loadings and the presence of APTES coupling agent on the tensile modulus of PP/WTD/KNF composites. Tensile modulus of the composites was found to increase with an increasing KNF loading for both with and without APTES coupling agent. This was because the incorporation of KNF fiber had resulted in high stiffness in the composites, where the highest tensile modulus value could be seen in the composites with the highest KNF fiber loading (20 phr). The addition of KNF fiber had lowered the chain mobility of PP/WTD matrix and hence produced composites with higher rigidity (or higher tensile modulus).
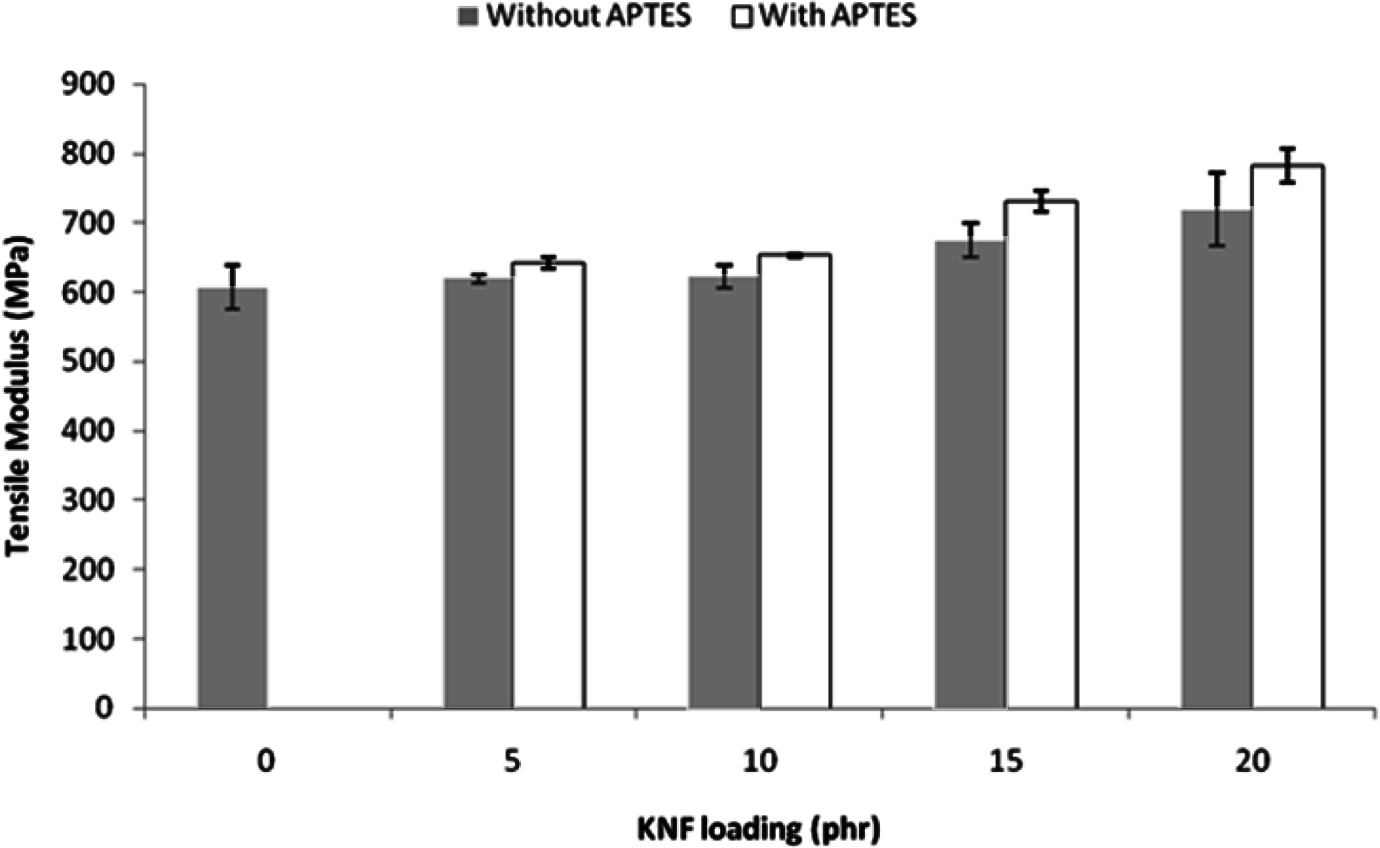
Tensile modulus of PP/WTD/KNF (70/30) composites with and without 3-aminopropyltriethoxysilane. PP: polypropylene; WTD: waste tire dust; KNF: kenaf.
However, at similar KNF loading, it can be seen that the composites with APTES coupling agent had shown higher tensile modulus than the composites without APTES. Again, the higher tensile modulus was due to the better interactions between the PP/WTD matrix and the KNF fiber in the presence of APTES coupling agent.
Figure 5 shows the effect of KNF loadings and the presence of APTES coupling agent on the elongation at break of PP/WTD/KNF composites. It can be observed that the elongation at break of the composites decreased with the increasing KNF fiber loading for both with and without APTES coupling agent. Similar observations had been reported by Premalal et al. 3 and Ansari and Ismail. 11 The increase in stiffness and brittleness as the KNF fiber increased was responsible for the decrement in the elongation at break of the composites. As the KNF loading increased, the restriction of the chain mobility of the PP/WTD matrix increased, leading to higher breaking tendency (lower deformation) of the composites.
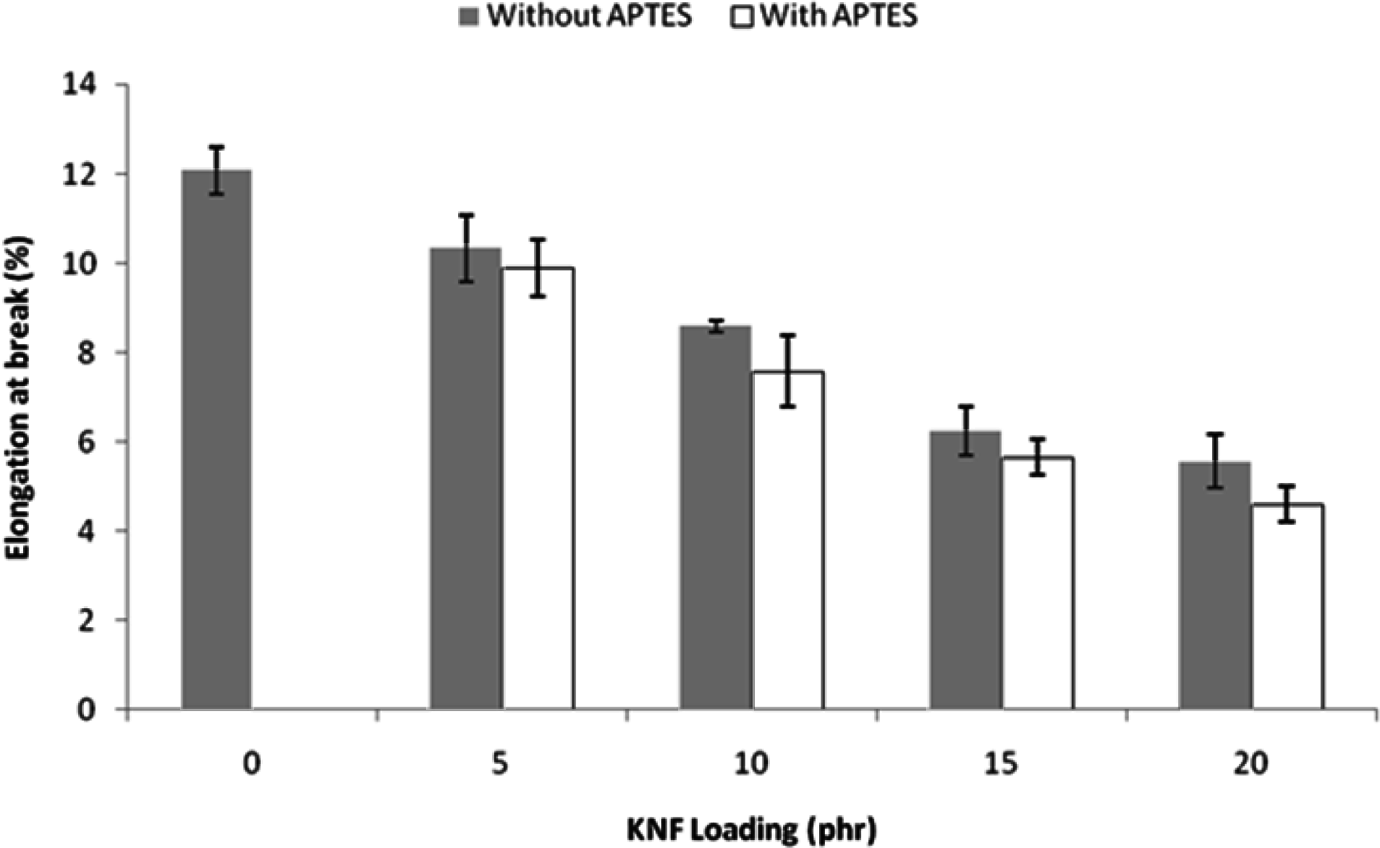
Elongation at break of PP/WTD/KNF (70/30) composites with and without 3-aminopropyltriethoxysilane. PP: polypropylene; WTD: waste tire dust; KNF: kenaf.
However, at similar KNF loading, the elongation at break for composites in the presence of APTES coupling agent was lower than the composites without APTES coupling agent. As explained earlier, the decrease in the elongation at break in the presence of APTES coupling agent was due to the enhancement in the interfacial adhesion of the PP/WTD matrix and the KNF fiber.
Morphological properties
Figure 6 illustrates the scanning electron micrographs (SEMs) of the tensile fractured surfaces of PP/WTD blend at 0 phr KNF fiber loadings. It can be seen that the PP/WTD blend in the absence of KNF fibers was in the homogeneous state.
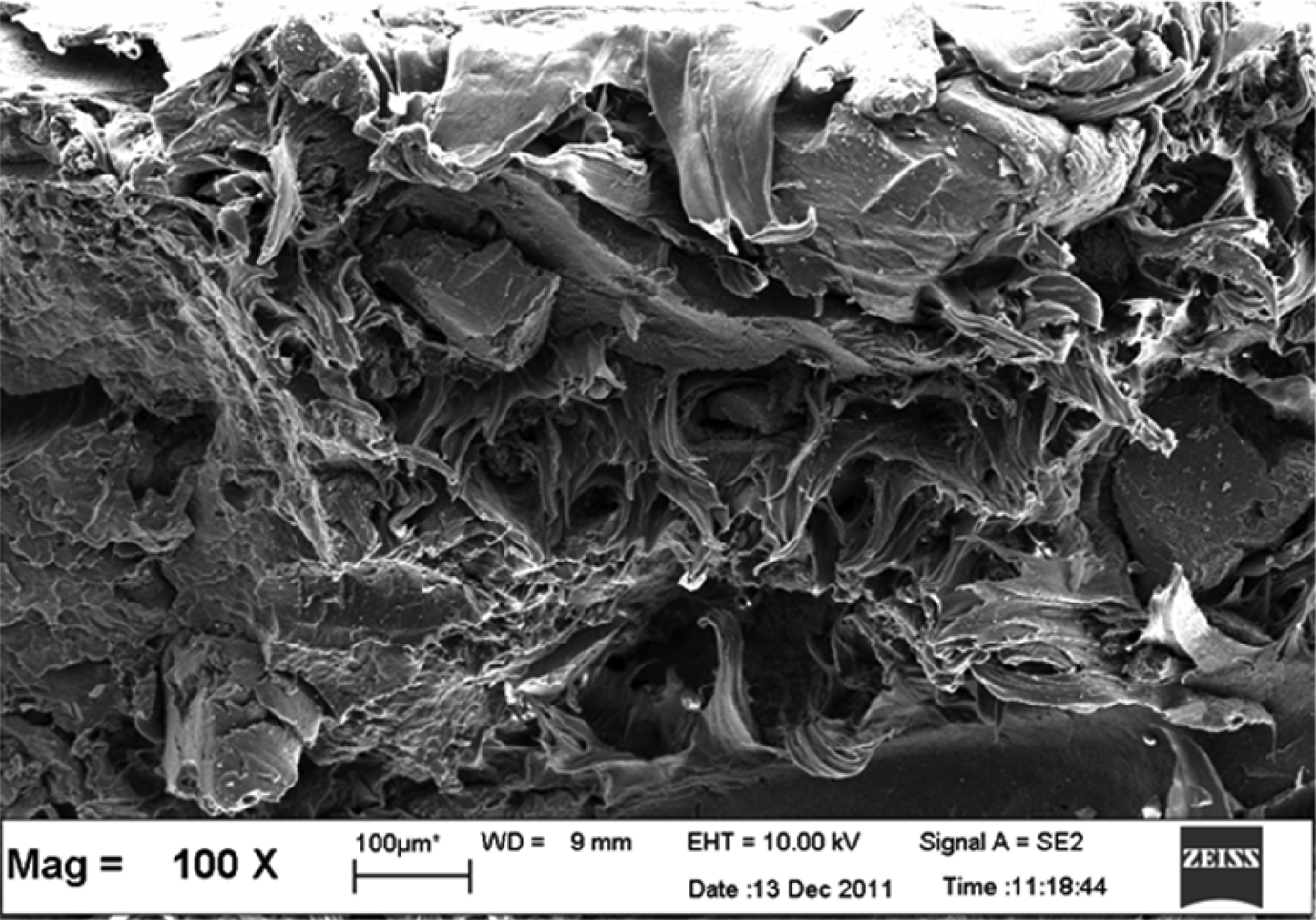
SEM of tensile fractured surfaces of composites of PP/WTD (70/30) without KNF loadings at a magnification of ×100. PP: polypropylene; WTD: waste tire dust; KNF: kenaf; SEM: scanning electron micrograph.
Figure 7 shows the SEMs of tensile fractured surfaces of PP/WTD/KNF composites at 10 phr KNF fibers loading. It can be observed that there are traces of fiber pull-out and holes present in the composites as shown in Figure 7(a). This was due to the poor interfacial adhesion between KNF fibers and PP/WTD matrix.
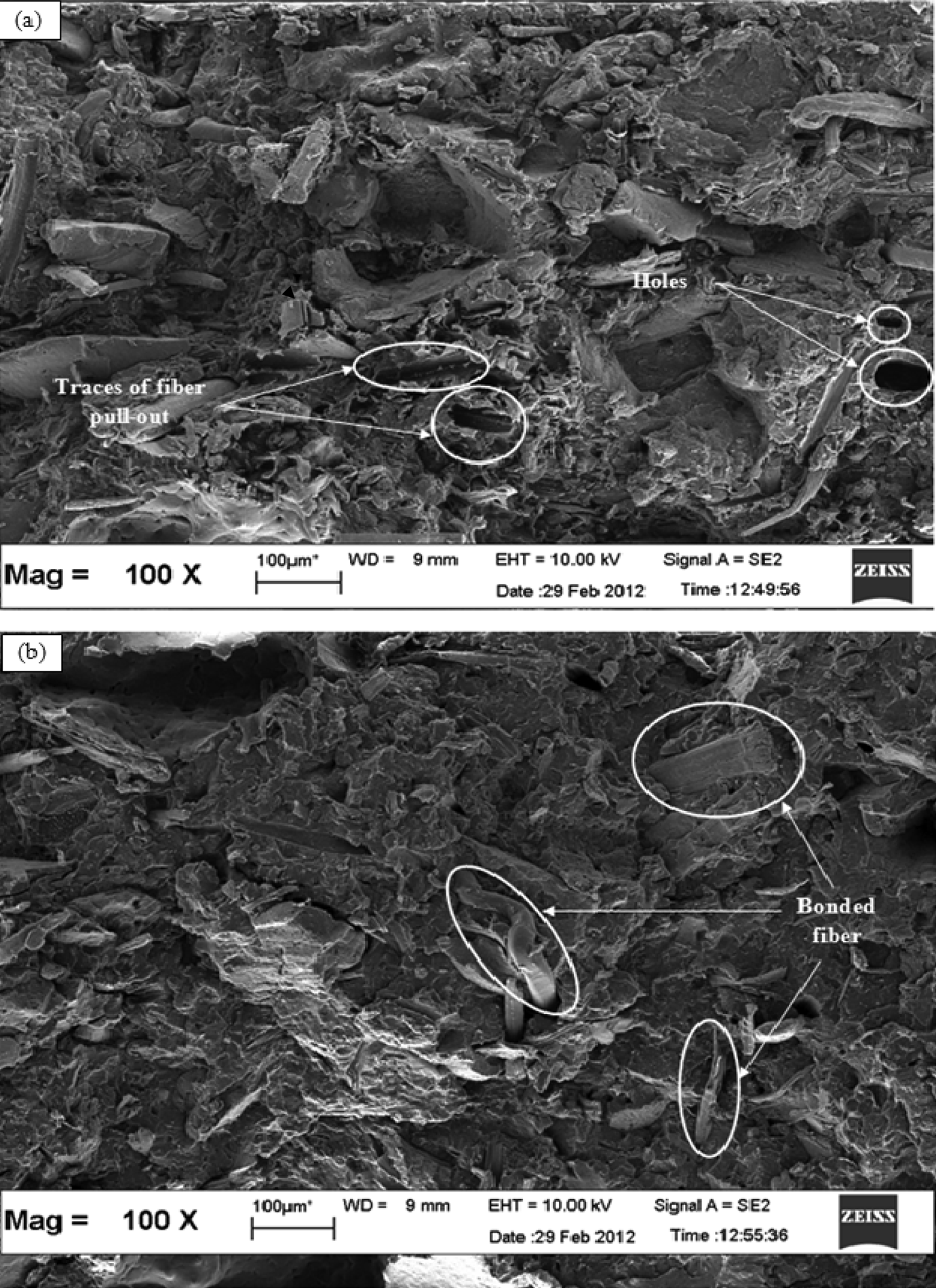
(a) and (b) SEMs of tensile fractured surfaces of composites of PP/WTD/KNF (70/30/10) with (a) and without APTES (b) with APTES at a magnification of ×100. PP: polypropylene; WTD: waste tire dust; KNF: kenaf; APTES: 3-aminopropyltriethoxysilane; SEM: scanning electron micrograph.
However, Figure 7(b) shows that the KNF fibers are still bonded with the PP/WTD matrix in the presence of APTES coupling agent. This proved that the adhesion of KNF fibers to PP/WTD matrix had improved in the presence of APTES coupling agent, which can be seen by the fact that less fiber pull-out traces were found.
Figure 8 shows the SEMs of tensile fractured surfaces of PP/WTD/KNF composites at 20 phr KNF fibers loading. It can be clearly seen that more traces of fiber pull-out are present in the composites as shown in Figure 8(a). This is due to the increase in filler loading where KNF fibers were poorly dispersed throughout the PP/WTD matrix and tended to pull-out from the matrix during tensile testing. As a result, the stress transfer for composites with higher fiber loading is not efficient, which subsequently had lowered its strength.
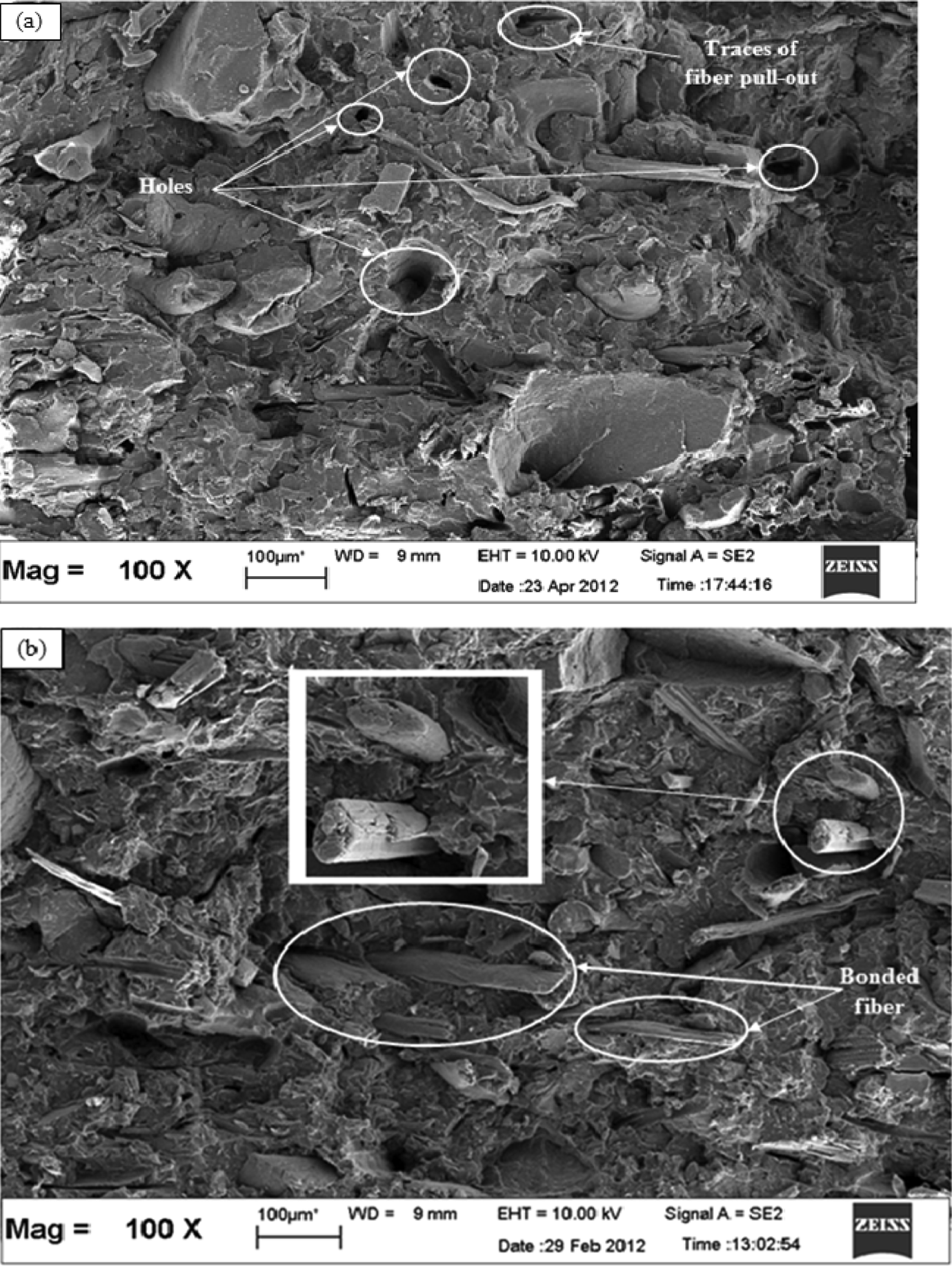
(a) and (b). SEMs of tensile fractured surfaces of composites of PP/WTD/KNF (70/30/20) with (a) and without APTES (b) with APTES at a magnification of ×100. PP: polypropylene; WTD: waste tire dust; KNF: kenaf; SEM: scanning electron micrograph; SEM: scanning electron micrograph.
However, morphology in Figure 8(b) shows that the adhesion between the KNF fibers and the PP/WTD matrix was enhanced in the presence of APTES coupling agent, which can be seen through the bonded fibers. KNF fibers are bonded strongly to the PP/WTD matrix in the presence of APTES coupling agent. This observation proved that the APTES coupling agent is effective in improving the properties of PP/WTD/KNF composites.
Conclusions
Stabilization torque was increased with increasing KNF loading because higher torque was needed to disperse higher KNF loading. Composites with APTES coupling agent give higher torque because of the enhancement in interfacial adhesion between PP/WTD and KNF compared with the composites without APTES coupling agent. Tensile modulus was found to increase with increasing KNF loading but the tensile strength and elongation at break had decreased. This was due to the poor interfacial adhesion between the hydrophilic KNF fibers and hydrophobic PP/WTD matrix at higher KNF loading. The presence of APTES as a coupling agent enhanced the tensile properties of composites, which was evident by the morphological study using SEM.
Footnotes
Acknowledgements
The authors would also like to express their appreciation to Lembaga Kenaf and Tembakau Negara, Kelantan, Malaysia, for supplying the KNF fiber used in this study.
Funding
This work was financially supported by the the RUC research grant (1001/PKT/8640014) from Universiti Sains Malaysia.