
Abstract
In this research, we have investigated the effects of addition of different percentages of nanoclay on the decay resistance and physicomechanical properties of natural fiber-reinforced plastic composites against white-rot fungi (Trametes versicolor). To meet this objective, the beech wood flour was mixed with polypropylene (PP) at 50% by weight fiber loading. The samples were prepared by melt compounding and injection molding. The concentration varied as 0, 1, 2, 3, 4, and 5 per hundred compounds (phc) for nanoclay. The amount of maleic anhydride-grafted PP (PP-g-MA) as a coupling agent was fixed at 2 phc for all formulations. Physical and mechanical properties of all the specimens were determined prior to and after incubation with the fungus for 8 weeks at 25°C and 75% relative humidity. Weight losses of the specimens were also determined after incubation. The results indicated that the flexural strength and modulus increased with an increase in nanoclay up to 3 phc and then decreased. However, the impact strength and water absorption were decreased with an increase in nanoclay loading. Furthermore, the lowest weight loss and the highest hardness were observed in the composite containing 5 phc nanoclay. The morphological findings showed that the samples containing 3 phc of nanoclay had higher order of intercalation and better dispersion.
Introduction
It is well known that over the past few decades, polymers have replaced many conventional materials in various applications, which is obviously due to the advantages of polymers over conventional materials. The most important advantages of using polymers are ease of processing, high productivity and low cost in combination with their versatility. In fact, polymers can be modified using fillers and reinforcing fibers to suit the high strength/high modulus requirements. Fiber-reinforced polymers offer additional options over other conventional materials when specific properties are required and find applications in diverse fields, ranging from appliances to spacecraft. Natural fiber is a reinforcement that has recently attracted the attention of researchers because of its advantages over the other established materials. Some of the advantages are as follows:
1,2
Plant fibers are the components of renewable raw materials and their availability is continuous. They are biodegradable, low-cost materials with low density and interesting specific properties, comparable with those of other conventional products. The abrasive nature of natural fibers is much lower compared with that of glass-fibers, which offers advantages with respect to processing techniques, recycling and so on.
Natural fibers have several advantages, such as being inexpensive, being renewable, have lower density, undergoing little damage during processing, and their disposal causing minor ecological impact. Commodity thermoplastics such as polyethylene, polypropylene (PP), polyvinyl chloride, and polystyrene are more commonly used in the manufacture of plastic/wood fiber composites.
3
Natural fibers have some disadvantages, such as lower processing temperature and incompatibility between the hydrophilic fibers and hydrophobic polymers. The incompatibility results in a poor interfacial adhesion between hydrophilic wood and the hydrophobic plastic matrix, which results in poor adhesion and therefore in poor ability to transfer stress from the matrix to the fiber reducing mechanical strengths and ductility. This problem can be alleviated by the use of compatibilizing agents. These compatibilizing agents become chemically linked with the hydrophilic lignocellulosic filler on one side, while facilitating the wetting of the hydrophobic polymer chain on the other side. 4 –7
Also, one of the greatest concerns regarding this new class of materials is their susceptibility to living organisms such as wood decaying fungi and termites, which may attack them under favorable conditions and eventually lead to their degradation and loss of mechanical properties. Therefore, the study of the effects of fungal decay on the properties of such composites calls for immediate attention. A number of research have been focused on the natural durability of such composites as their applications are expanding. 8,9 Varehey and Lakes conducted a research on the variations of mechanical properties of composites made of wood fibers/thermoplastic polymer due to exposure to white- and brown-rot fungi. They concluded that because of contact with the studied fungi, the bending strength of the composites decreased. Similarly, with the increase in wood fiber percentage in the studied composites and the increase in exposure time to fungus, their bending strength exhibited a more considerable reduction. 10 Karimi et al. reported that the mechanical properties of composites, including bending strength, elastic modulus, and hardness, were decreased due to the exposure to rainbow fungus. 11 Zabihzadeh et al. investigated the influence of fungal decay on the weight loss, long-term water absorption, flexural modulus, flexural strength, and unnotched impact strength properties of a commercial extruded bagasse/PP composite. They reported that the water absorption capacity of brown-rotted samples was significantly higher than that of white-rotted ones. They also found that brown-rot fungus caused more weight loss than the white-rot fungus. 12
Recently, nanoscience and nanotechnology have opened up a completely new way to develop wood fibers/thermoplastic polymer composites. 13 –15 Nanotechnology is a very promising field for improving the properties of wood–plastic composites (WPCs) using nanosized fillers. These improvements include high moduli, increased tensile strength and thermal stability, decreased gas permeability, improved flammability properties, decrease in water absorbance, and increased biodegradability of biodegradable polymers. 16 Using nanoclay filler in WPCs has been reported in the literature. 17 –25 Many efforts have been made in the formation of wood polymer composite to improve such properties so as to meet specific end-use requirements.
Although there has been considerable research devoted on the fungal resistance of the properties of natural fiber-reinforced plastic composites, there are no reports on the effect of nanoclay on the fungal resistance of composites filled with natural fiber. So, the objective of this work was to investigate the effect of nanoclay loading on the decay resistance and physicomechanical properties of wood flour/PP composites against white-rot fungi (Trametes versicolor).
Experimental
Materials
The cellulosic material used as reinforcing filler in the composite was fresh beech (Fagus orientalis). Beech wood pieces were ground with a Thomas-Wiley mill and passed through a 60-mesh screen; then they were dried and stored in sealed plastic bags prior to compounding. The average size of beech wood flour particles was about 425 µm. The polymer matrix used in this study was PP with trade name EPC 40 R obtained from Arak Petrochemical Company (Iran). Its melt flow index (MFI) was 7 g/10 min at 150°C and a density of 0.965 g/cm3. Maleic anhydride-grafted PP (PP-g-MA) provided by Solvay (Solvey International Chemical Group, Brussels, Belgium) with a trade name of Priex 20070 (MFI = 64 g/10 min, grafted MA 1 wt%) was used as compatibilizer. Montmorillonite (MMT)-based nanoclay Cloisite 15A was a product of Southern Clay Products Inc. (Texas, USA). It is a natural MMT modified with a quaternary ammonium salt (dimethyl ammonium chloride) of dehydrogenated tallow as an organic modifier. It has a cationic exchange capacity of 125 meq/100 g clay, a density of 1.66 g/cc, and a d-spacing of d 001 = 31.5 Å.
Composite preparation
Before the preparation of samples, wood flour was dried in an oven at 65 ± 2°C for 24 h. Then, PP, beech wood flour, coupling agent, and nanoclay were weighed and bagged according to the formulations given in Table 1. The mixing was carried out with a Hakke internal mixer (Model HBI System 90, USA). First, the PP was fed to the mixing chamber and mixed for a total of 13 min; while mixing, when the PP was melted, the nanoclay and coupling agent were added, and at the 5th minute, wood flour was added. The compounded materials were then ground using a pilot scale grinder (Wieser, WGLS 200/200 Model).The resulted granules were dried at 105°C for 4 h. Test specimens were prepared by injection molding (Eman machine, Aslanian company, Iran). The nominal dimensions of the specimens are 100 × 10 × 10 mm3. The specimens were stored under controlled conditions (50% relative humidity and 23°C) for at least 40 h prior to testing.
Compositions of the studied formulations.
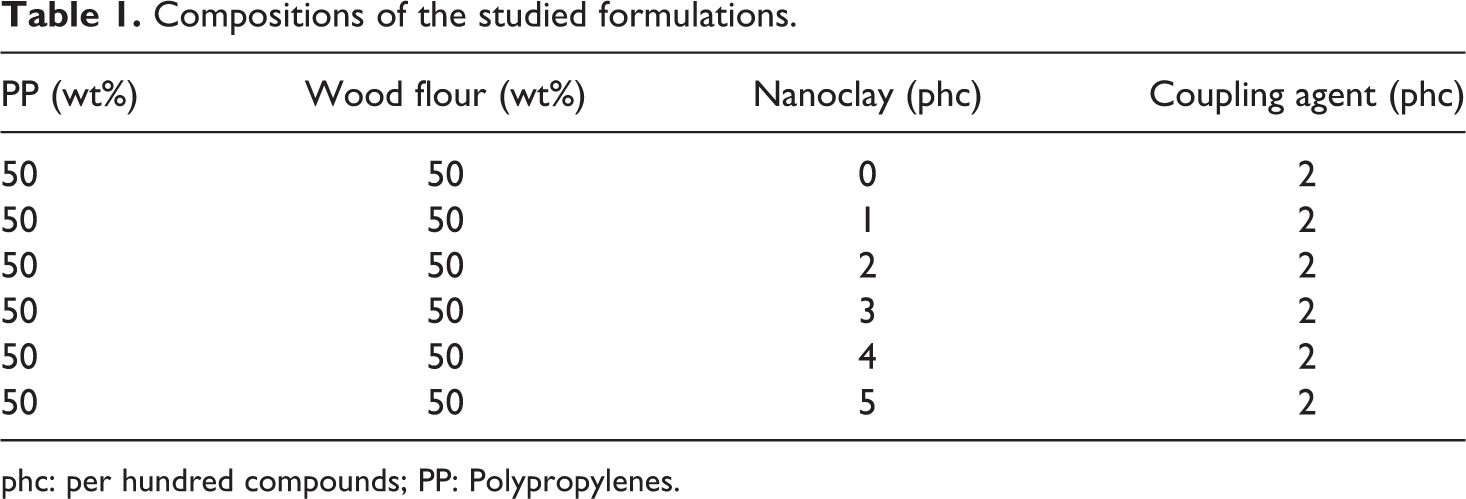
phc: per hundred compounds; PP: Polypropylenes.
Fungus culture
Malt extract agar was used at a concentration of 48 g/L as the culture medium (Figure 1(a)). Purified white-rot fungi were used in this study as the biological degradation agents. The purified white-rot fungi were transferred to petri dishes containing malt extract agar under sterile hood using sterile pincers. The dishes were kept at 25°C for 1 week until the culture medium was fully covered by the fungi. The cultured fungi were transferred into kolle-flasks containing the culture medium that were incubated for 2 weeks at 25°C (Figure 1(b)). Then, the test specimens were transferred into the kolle-flasks (Figure 1(c) and (d)). The flasks containing the fungi and the WPC specimens were stored in an incubator for 8 weeks at 25°C and 75% relative humidity (Figure 1(e) and (f)).

Different stages of composites in fungus culture.
Measurements
Dry weights of the specimens were measured after 24 h at 103 ± 2°C, and weight losses were calculated using the following equation
where M b and M a denote the oven-dry weights prior to and after incubation with fungi, respectively.
The flexural tests were measured according to ASTM D 790, using an Instron machine (Model 4486, Instron company, England); the tests were performed at crosshead speeds of 5 mm/min. A Zwick impact tester (Model SIT 20 D, Santam company, Iran) was used for the Izod impact test. All the samples were notched on the center of one longitudinal side according to ASTM D 256. The hardness tests were carried out according to ASTM D 1037 specifications by an Instron hardness tester model 4486 and 10 KN load-cell. The crosshead speed was 5 mm/min (The amount of ball penetration in the specimen is 5.6 mm according to wood hardness standard, but because of the rupture of specimens at this rate, it was modified to 2 mm). For each treatment level, five replicate samples were tested.
Water absorption tests were carried out according to ASTM D 7031 specification, and five specimens were tested from each group. Doing so, the specimens were first placed in the oven at 75°C for 24 h to dry. After 24 h, the specimens were taken out of the oven, and the initial dry weight of specimens after being exposed to fungus was measured to a precision of 0.001 g. The specimens were then placed in distilled water at room temperature for 1 month (720 h). For each measurement, specimens were removed from the water and the surface water was wiped off using blotting paper. The values of the water absorption in percentage were calculated using the following equation
where WA(t) is the water absorption at time t, W 0 is the oven dried weight and W(t) is the weight of specimen at a given immersion time t.
Wide angle x-ray diffraction analysis was carried out with a Seifert-3003 PTS device (Group of Strukturforschung in General Electrical Company, Germany) with CuKα radiation (λ = 1.54 nm, 50 kV, 50 mA) at the room temperature; the scanning rate was 1°min.
The statistical analysis was conducted using SPSS programing (version 16) method in addition with the analysis of variance techniques. Duncan’s multiple range test was used to test the statistical significance at α = 0.05 level.
Result and discussion
Characterization of the morphological state of the wood flour/nanocomposites was accomplished using x-ray diffraction. To verify a homogeneous dispersion of nanoparticles (so-called intercalation and exfoliation) in a polymer matrix, the interlayer spacing in nanolayered silicates (Bragg’s law) and the relative intercalation (RI) of the polymer in nanoclay were quantified using the following equations

where n is the integer number of wavelength (n = 1), λ is the wavelength of the x-ray beam, d is the interlayer or d-spacing of the clay in the nanocomposite, θ is the half of the angle of diffraction, and d 0 is the spacing of the clay layers in the pristine clay.
The x-ray scattering intensities for composites with different levels of nanoclay are listed in Table 2. This table shows that the order of intercalation and RI of samples increased with the increase of nanoclay content up to 3 per hundred compounds (phc) and then decreased. The peaks appearing at 2.8° correspond to powdered nanoclay with d 001 = 3.15 nm. In the sample with the addition of 3 phc nanoclay, the peak was shifted to a lower angle (2θ = 2.42°, d 001 = 3.65 nm), which implies formation of the intercalated morphology. The increase in the interlayer distance and RI might result from the stronger shear during the process when the wood flour is introduced. These data show that the order of intercalation was higher for 3 phc of nanoclay. Also, the clay was not exfoliated, since the peak still obviously existed. In other words, formation of the intercalated morphology and better dispersion was shown at the 3 phc level of nanoclay, because the peak of that was shifted to a lower angle.
Interlayer spacing and RI in the wood flour/polypropylene composites.
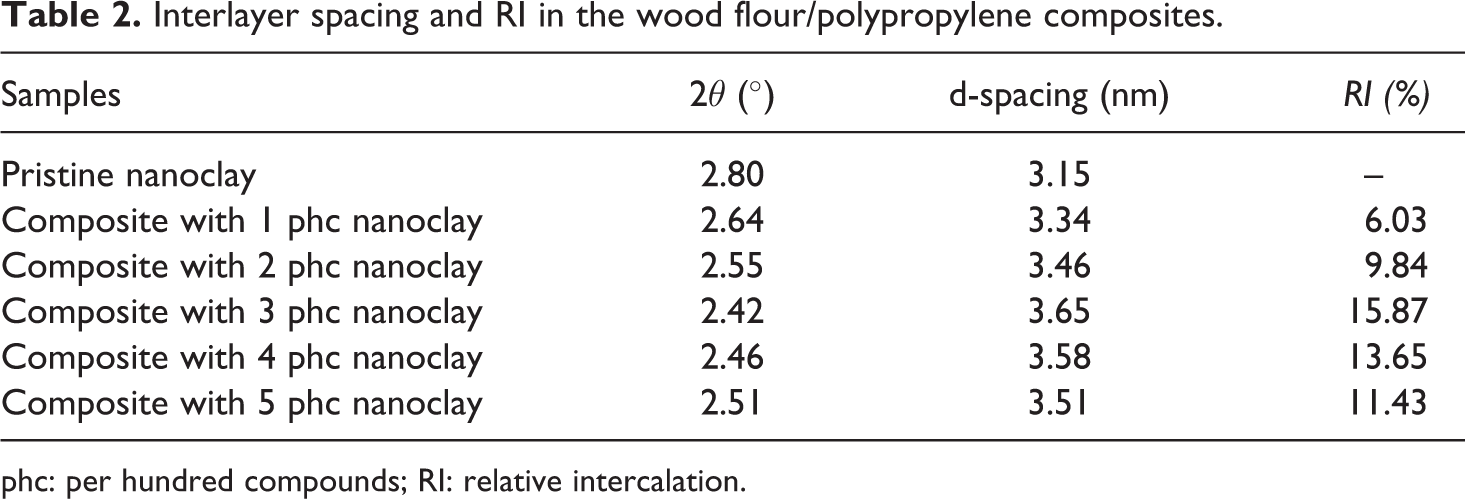
phc: per hundred compounds; RI: relative intercalation.
The influence of nanoclay loading on the weight loss of wood flour/PP composites after exposure to white-rot fungi for 8 weeks is shown in Figure 2. As can be seen, the weight loss decreased with an increase in nanoclay content. The lowest weight loss corresponds to the composite containing 5 phc nanoclay. The condition essential for fungal growth in wood are food, sufficient oxygen, suitable temperature, and adequate moisture. The decay of WPCs is a function of moisture content, and much of the loss in mechanical properties due to fungal attack can be attributed to moisture absorption. Therefore, the first step in preventing decay is to prevent or limit moisture absorption. 8 –12,26,27 It seems that the barrier properties of nanoclay with hydrophobic nature of the clay surface inhibit the oxygen and moisture absorption in the polymer matrix. The mechanism to increase the barrier properties of materials from nanoclay is based on the increase in the tortuous length of the diffusion path through a polymer matrix. With more tortuous length in wood plastic composite, the diffusion process of oxygen and water uptake will be decrease. So, the insufficient moisture and oxygen caused to the condition for fungal growth and its attack would be limited. Consequently, the presence of the nanoclay makes the WPCs less accessible for the fungus due to the reduction in oxygen content, moisture uptake, and nutrient shortage.
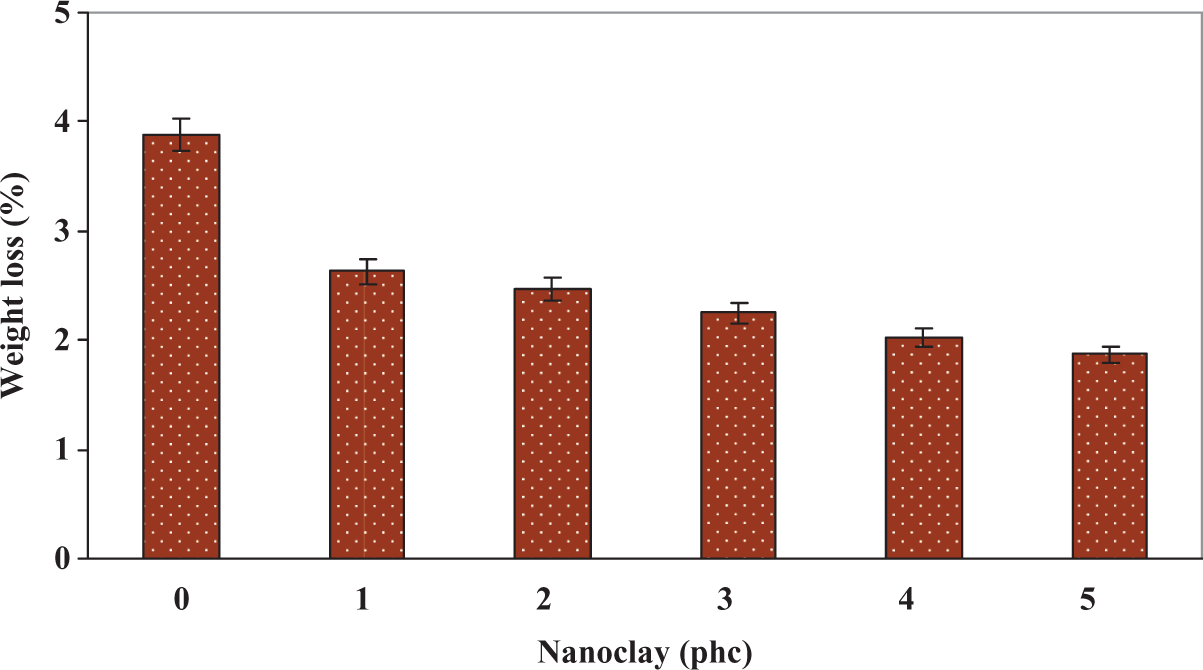
Effect of nanoclay loading on the weight loss of composites after exposure to white-rot fungi.
The effect of nanoclay content on the flexural strength and modulus of wood flour/PP composites after exposure to white-rot fungi for 8 weeks is shown in Figure 3. As can be seen, the flexural strength and modulus increased with the increase in nanoclay up to 3 phc and then decreased. It is well known that the nanoclay particles with a very high aspect ratio can improve the strength and modulus of the thermoplastic polymer. 23,24 The increment in the modulus depends on the morphology of nanocomposites. 13 –15 The reinforcing efficiency of the nanoclay is balanced by two opposite phenomena. A negative effect is attributed to the migration of nanoparticles into the wood-plastic interface, causing decreased performance. At 5 phc of nanoclay, agglomeration of nanoparticles could decrease the reinforcement of clay. Dispersion of nanoclay, as a positive effect, could enhance the strength and modulus; therefore, it can be concluded that at a level of 3 phc of nanoclay in the hybrid composite, the former phenomenon was dominant and the tensile modulus was increased. It seems that the fully exfoliated morphology can be obtained using higher content of coupling agent. It is well known that the highest flexural strength and modulus are attributed to an exfoliated morphology in polymeric nanocomposites. 16 –24
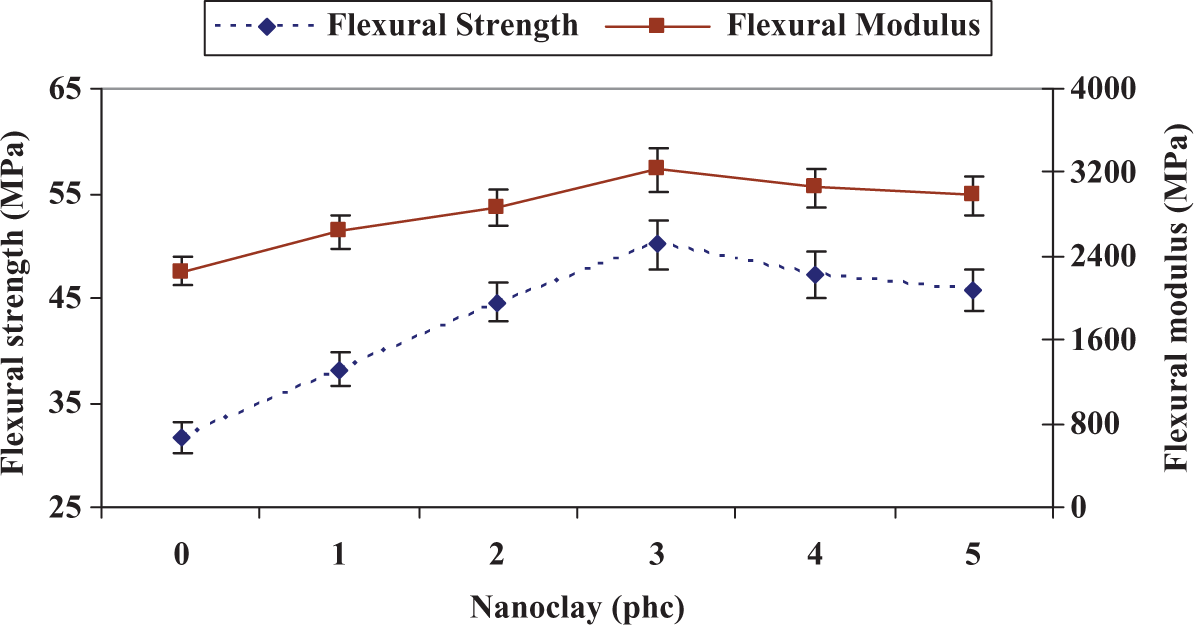
Effect of nanoclay loading on the flexural strength and modulus of composites after exposure to white-rot fungi.
The effect of nanoclay content on the impact strength of wood flour/PP composites after exposure to white-rot fungi for 8 weeks is shown in Figure 4. As can be seen, the impact strength decreased with an increase in nanoclay loading. The decrease in the impact strength at higher clay content levels is probably due to the formation of clay agglomerates and the presence of unexfoliated aggregates and voids. 20,23
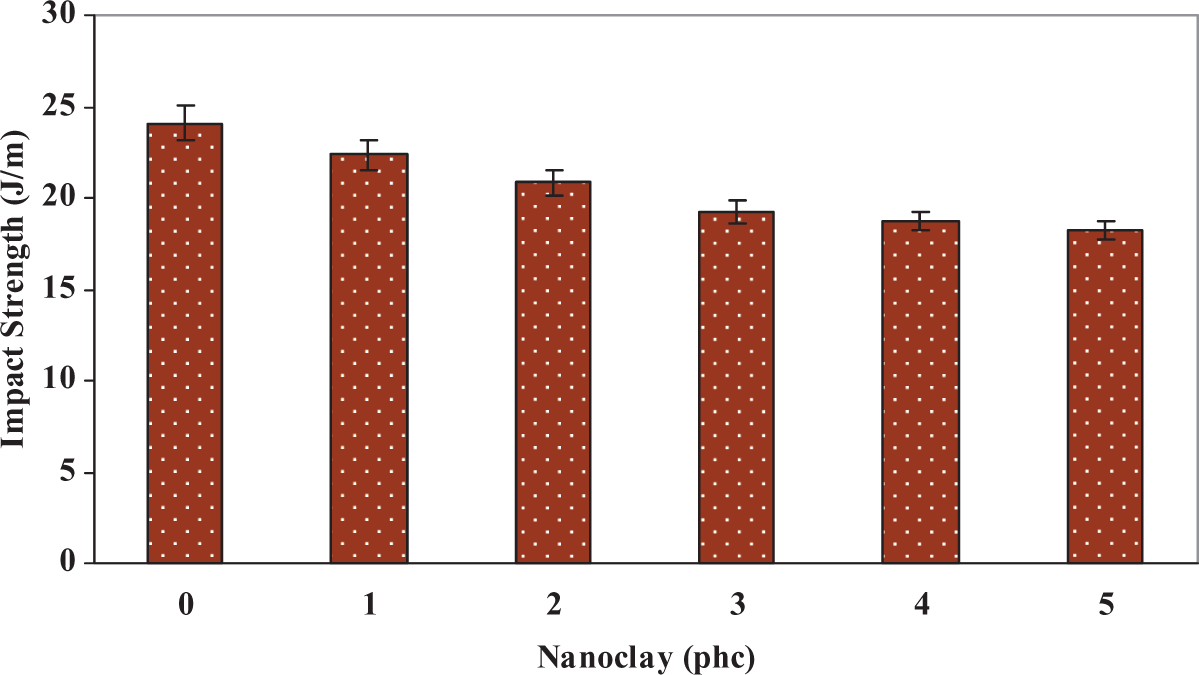
Effect of nanoclay loading on the impact strength of composites after exposure to white-rot fungi.
The influence of nanoclay loading on the hardness of wood flour/PP composites after exposure to white-rot fungi for 8 weeks is shown in Figure 5. As can be seen, the hardness increased with an increase in nanoclay content. The highest hardness corresponds to the composite containing 5 phc nanoclay. As mentioned earlier, the nanoclay protects the WPCs against fungal attack through the reduction in oxygen content, moisture uptake, and nutrient shortage, which are the necessities for fungus function. Also, it is well known that the fungus only deteriorated the points in the specimens that have been more accessible. 9,11,27 Therefore, we expect that the hardness of samples increased with increase in nanoclay loading.
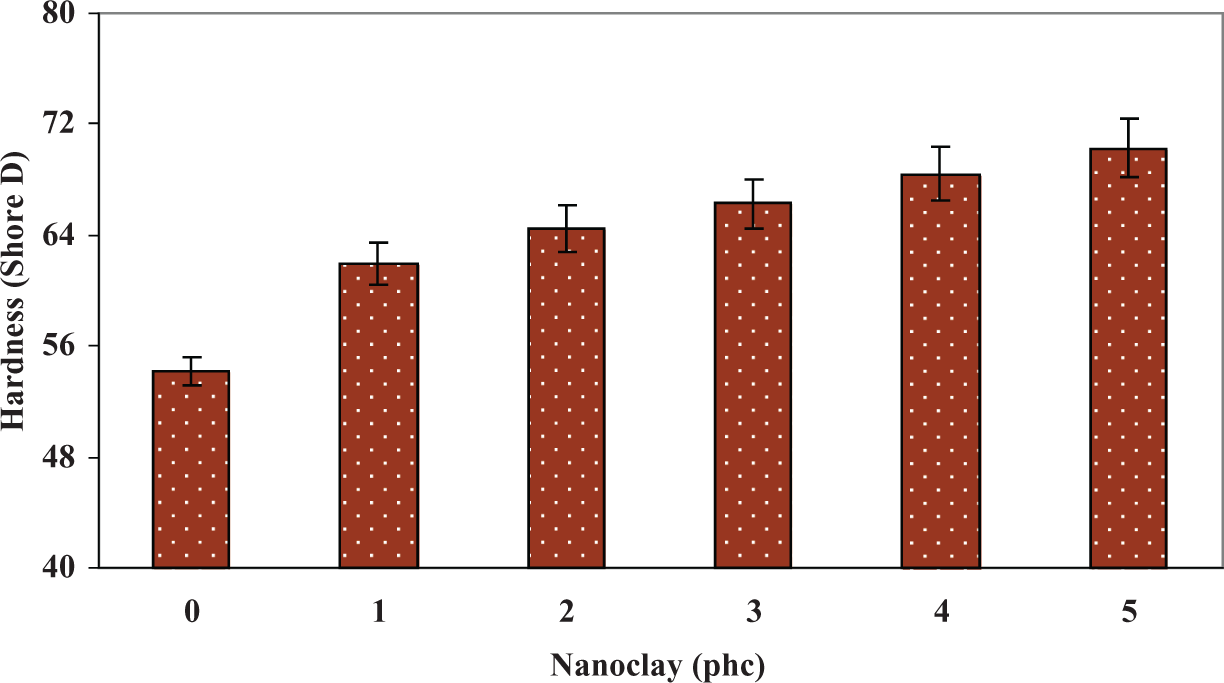
Effect of nanoclay loading on the hardness of composites after exposure to white-rot fungi.
The effect of nanoclay content on the water absorption of wood flour/PP composites after exposure to white-rot fungi for 8 weeks is shown in Figure 6. As can be seen, the water absorption decreased with an increase in nanoclay loading. It seems that the barrier properties of nanoclay fillers inhibit the water permeation in the polymer matrix. Two mechanisms have been reported in attempts to explain this phenomenon. The first is based on the hydrophilic nature of the clay surface that tends to immobilize some of the moisture 28 ; second, surfactant-covered clay platelets that form a tortuous path for water transport . 29,30 The latter barrier property hinders water from going into the inner part of the nanocomposite. It seems that both the aforesaid mechanisms could be more efficient when the morphology is exfoliated. In other words, in the exfoliated morphology, there is more available surface area of Organoclay (with hydrophobic nature) and surfactant-covered clay platelets (tortuous path), so the water transport goes down under severe conditions. Another reason for less water uptake could be the ability of nanoclay to act as a nucleating agent. 22 Due to such nucleation, the crystallinity of the hybrid composite can be improved by the presence of the nanofiller as a nucleating agent. As the crystalline regions are impermeable, the water absorption is less in the composites.
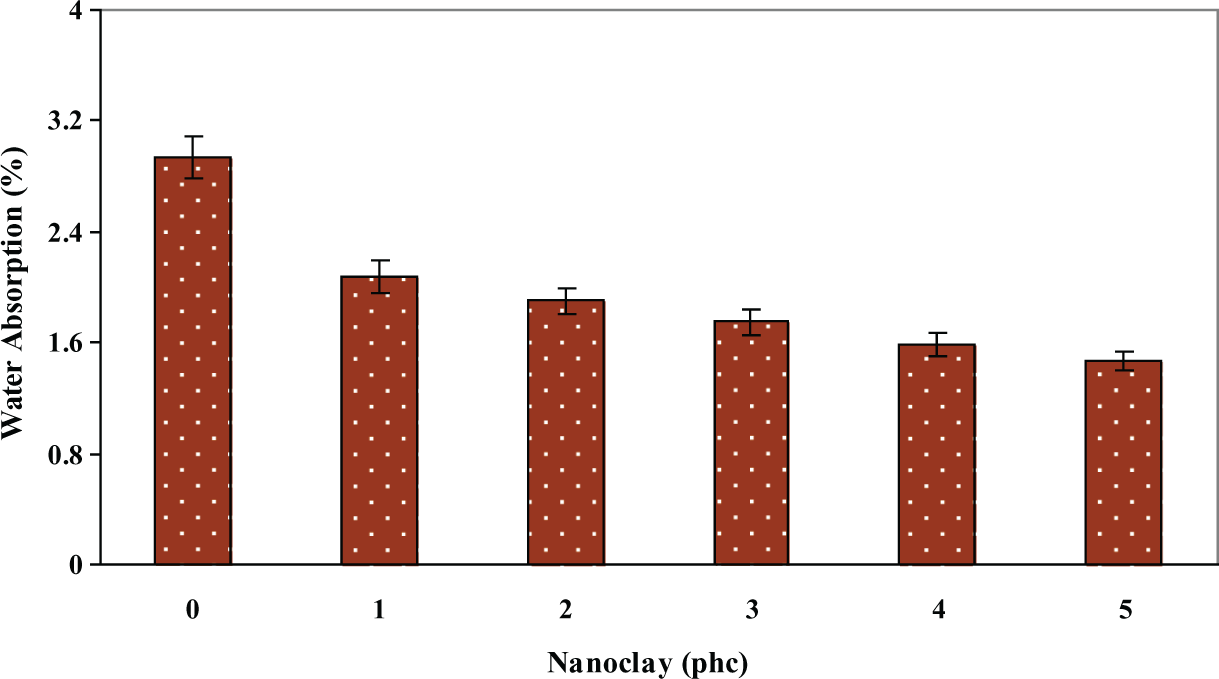
Effect of nanoclay loading on the water absorption of composites after exposure to white-rot fungi.
Conclusions
The lowest weight loss and the highest hardness were observed in the composite containing 5 phc nanoclay.
The flexural strength and modulus increased with the increase in nanoclay up to 3 phc and then decreased. However, the impact strength and water absorption decreased with an increase in nanoclay loading.
The morphological findings showed that the samples containing 3 phc of nanoclay had higher order of intercalation and better dispersion.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.