
Abstract
In this study, we evaluated dimensional stability and some mechanical properties of polypropylene composites filled with chestnut shell flour (CSF). To meet this objective, CSF was compounded with polypropylene with and without coupling agent in a twin screw corotating extruder and then were manufactured by injection molding process. The thickness swelling and water absorption of the samples increased with increasing CSF content. The flexural and tensile modulus improved with increasing CSF content, while the flexural and tensile strengths of the samples decreased. The use of maleic anhydride polypropylene had a positive effect on the dimensional stability and mechanical properties of the polypropylene composites filled with CSF. This work showed that the composites treated with maleated polypropylene could be efficiently used as decking products, due to high-dimensional stability and satisfactory mechanical properties of the composites.
Keywords
Introduction
Instead of using inorganic fillers in the production of thermoplastic composites, natural fillers have been boosted to use in recent years due to the ecological concern, environmental awareness and new rules and regulations, which require sustainability and ecoefficiency in technical applications. Lignocellulosic fillers are renewable and nonabrasive, have high specific properties, biodegradability, and can be incinerated for energy recovery. 1 Furthermore, lignocellulosic filler-reinforced thermoplastic composites, upon correct design and manufacturing, can be competitive in both mechanical performance and price compared with inorganic filler-reinforced composites. In addition, the utilization of recycled plastic and natural filler in the production of such composites may help the environment by reducing the land filling and/or promoting the recycling. There have been many studies to obtain competitive results from natural fillers in the production of thermoplastic composites. 2 –10
Growing demand for reinforced thermoplastic composites has led to continuous efforts to find new resources as an alternative to wood. With increasing population of the world, the sustainable utilization of forest resources has been adversely influenced. One of these residuals is chestnut shell (CS), which is produced in high quantities in the chestnut candy industry. The sweet chestnut (Castanea sativa) is a deciduous tree, widespread across Europe. Chestnut tree abundantly exists in the East Black Sea subsection, the Marmara region, and the Antalya coastal area via the West Anatolia subsection in Turkey. 11 The leading chestnut-growing countries in the world are China, Korea, Italy, and Turkey. In autumn, it produces edible nuts that have been consumed for centuries. C. sativa is more commonly known as the sweet chestnut and is perhaps best known for its edible nuts. The nuts are used by confectioners, eaten roasted, and ground to make flour. It is originally native to the south-eastern Europe and Asia Minor, and a fully-grown tree has typically an impressive height of 20–35 m with a trunk of about 2 m in diameter. 12
Utilization of chestnut wood in the production of wood-based panels such as particleboard and fiberboard and as a formaldehyde scavenger in the urea-formaldehyde resin was extensively investigated. 13 –18 In a previous study, it was reported that CS, as an alternative to wood material, can be successfully evaluated in the production of medium density fiberboard (MDF). 19 However, the CS has not been studied as reinforcing filler in the production of polypropylene composite material. The objective of the present study was to investigate the use of waste CS generated in massive quantities by chestnut candy companies in the production of polypropylene composite material. To achieve this, dimensional stability and mechanical properties of the composites prepared from the CS flour (CSF) and polypropylene with and without maleic anhydride-grafted polypropylene (MAPP) at 40, 50, and 60 wt% contents of the CSF were investigated.
Experimental
Materials
The CS was supplied from a commercial chestnut sweet manufacturer located in Nilufer, Bursa, Western Turkey. Prior to the use, the CS sample was dried in a laboratory oven at 60 °C for 10 h to about moisture content of 20-30%. Following the drying, the CS was then processed by a rotary grinder without adding additional water. Finally, the CSF was passed through a US 35-mesh screen and was retained by a US 80-mesh screen. The CSF (Figure 1) was then dried in a laboratory oven at 100°C for 24 h to a moisture content of 1%–2%.

Chestnut shell flour (CSF).
The polypropylene (melt flow index (MFI)/230°C/2.16 kg = 5 g/10 min, density: 0.91 g/cm3, degree of crystallinity: 53%) produced by Petkim Petrochemical Corporation in Turkey was used as the polymeric material. The flexural modulus, tensile strength, and tensile modulus of the polypropylene were 1450, 35, and 1250 Mpa, respectively. The MAPP (Optim
Manufacturing of lignocellulosic/polypropylene composite
The CSF was dried to a moisture content of 1%–2% using an air dryer oven at 100°C for 24 h and then was stored in a polyethylene bag in an environmental controller. The CSF and polypropylene with and without the MAPP granulates were processed in a 30-mm conical corotating twin-screw extruder with a length-to-diameter (L/D) ratio of 30:1. The eight barrel temperature zones of the extruder were controlled at 175–190°C. The extruded strand passed through a water bath and was subsequently pelletized. These pellets were stored in a sealed container and then dried for about 3–4 h before being injection molded. The temperature used for injection molded samples was 180–190°C from feed zone to die zone. The extruded pellets were injected at injection pressure between 45 and 50 kg/m2 with a cooling time of about 30 s. Finally, the samples were conditioned at a temperature of 23 ± 2°C and a relative humidity of 50 ± 2% according to ASTM D 618-08. The raw material formulations used for the composites are presented in Table 1.
The composition of polypropylene composites filled with chestnut shell flour.
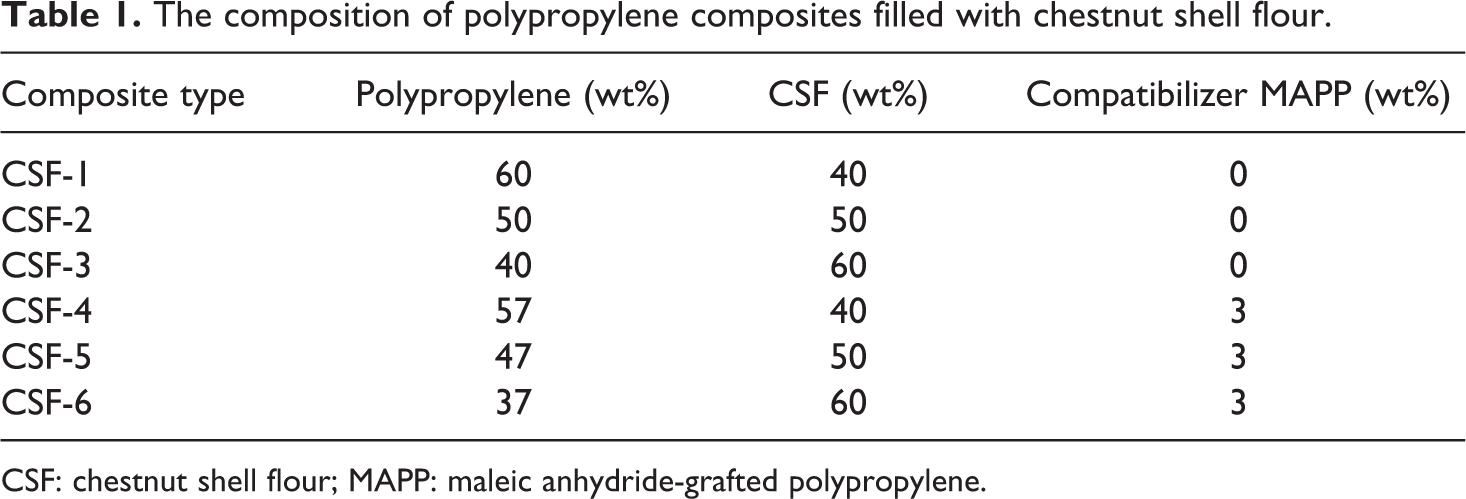
CSF: chestnut shell flour; MAPP: maleic anhydride-grafted polypropylene.
Determination of dimensional stability and mechanical properties
The thickness swelling (TS) and water absorption (WA) tests were carried out according to ASTM D 570. The test samples were in the form of a disk of 50.8 mm in diameter and 3.2 mm in thickness. The conditioned samples were entirely immersed for 1 day and 7 and 28 days in a container of water at 23 ± 2°C. At the end of each immersion time, the samples were taken out from the water and all the surface water was removed with a clean dry cloth. The samples were weighed to the nearest 0.01 g and measured to the nearest 0.001 mm immediately. Ten replicate samples were tested for each composite formulation.
To evaluate the effect of MAPP coupling agent and filler loading on the mechanical properties of CS flour (CSF)-filled PP composites, testing of the flexural and tensile properties were determined in a climate-controlled testing laboratory. The flexural strength (MOR) and modulus (MOE) were conducted in accordance with ASTM D 790 using a Lloyd testing machine at a rate of 1.3 mm/min crosshead speed. The tensile tests were conducted according to ASTM D 683. Tests were performed at a rate of 5 mm/min. Ten samples were tested for the tensile and flexural properties of each composite formulation.
Statistical analysis
The analysis of variance was conducted (p < 0.01) to evaluate the effect of the CSF content on the dimensional stability and mechanical properties of the composites. Significant differences among the average values of the composite types were determined using Duncan’s multiple range test.
Results and discussion
Dimensional stability
Air-dry density, TS, and WA of the polypropylene composites with and without the CSF are presented in Table 2. The air-dry density of the composites ranged from 0.99 to 1.03 g/cm3. The TS and WA values of the samples significantly increased with increasing CSF content (Figures 2 and 3). The sample types showing significant differences with other groups according to Duncan’s multiple-range tests are shown by superscript letters in Table 2. The lowest TS value was found to be 0.61% for the samples containing 40 wt% CSF after 1 day of submersion in water, whereas the highest TS value was found to be 2.50% for the samples containing 60% CSF and MAPP after 28 day of submersion in water. The TS values for the 1 day water-immersed sample ranged from 0.61% to 0.82% for uncoupled samples and 0.58% to 0.77% for coupled samples. These values increased after 28 days of immersion, varying from 1.88% to 2.50% for the uncoupled samples and 1.69% to 2.36% for coupled samples. The samples with a low content of CSF and a high content of plastic had lower TS and WA values, as expected (Figures 2 and 3). This is true both for the composites made with and without MAPP.
Physical properties of the polypropylene composites filled with CSF.a
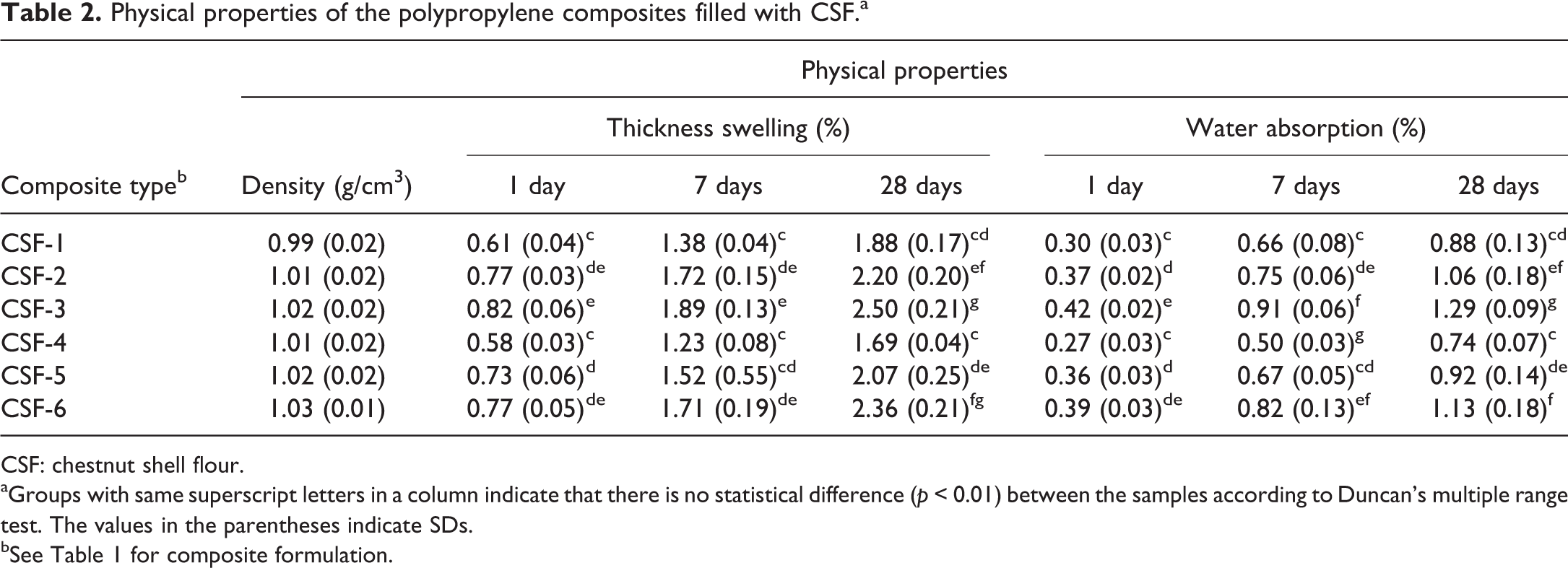
CSF: chestnut shell flour.
aGroups with same superscript letters in a column indicate that there is no statistical difference (p < 0.01) between the samples according to Duncan’s multiple range test. The values in the parentheses indicate SDs.
bSee Table 1 for composite formulation.
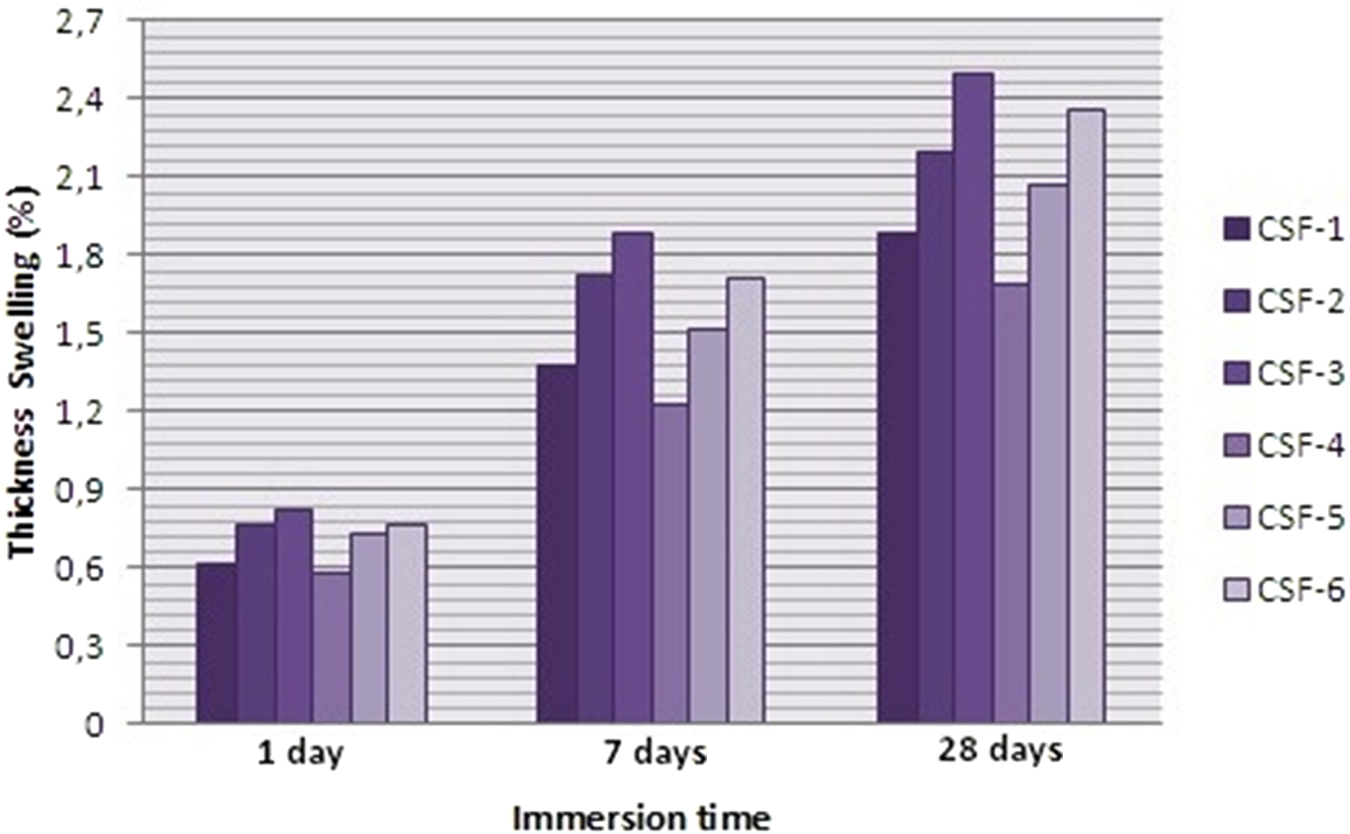
Thickness swelling of the thermoplastic composite specimens as a function of chestnut shell flour content (see Table 1 for samples codes).
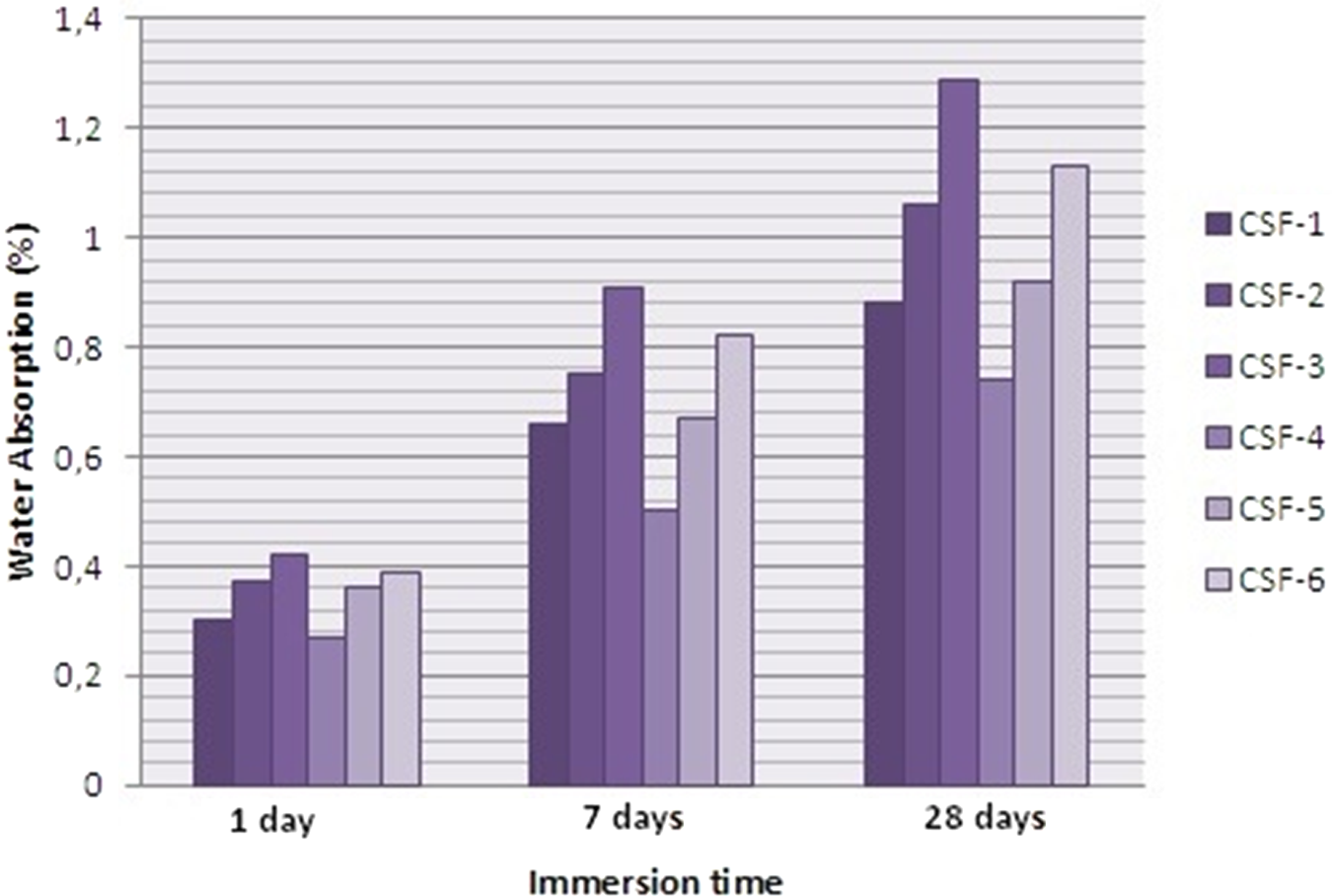
Water absorption of the thermoplastic composite specimens as a function of chestnut shell flour content.
The WA increased with increasing CSF content in the composites
The WA values of the samples were significantly improved by adding the 3 wt% the MAPP. Significant differences (p < 0.01) between some group averages for the TS and WA values are shown in Table 2. The polypropylene composites modified with the MAPP had higher density and lower porosity, and thus had better dispersion and interfacial strength when compared with the composites without the MAPP.
20
This behavior can be attributed to the reaction of the hydrophilic
Flexural properties
The flexural strength and modulus values of the CSF-filled polypropylene composites are presented in Table 3. Statistical analysis found some significant differences (p < 0.01) between some group means for the MOR and MOE values. Significant differences between composite types are shown in Table 3. As the CSF loading increased, the flexural strength values of the polypropylene composites with and without MAPP decreased. The flexural modulus of the samples increased by 10% as the CSF increased from 40 to 60 wt%, where the flexural strength decreased by 19%. The degree of crystallinity of polypropylene fiber is generally between 50% and 60% 18 (53% for the polypropylene used in the present study) and between 60% and 70% 19 for cellulose. Due to higher crystallinity of cellulose, it is stiffer than polypropylene. 23 The increase in the modulus suggests an efficient stress transfer between the polymer and filler.
Mechanical properties of the polypropylene composites filled with CSF.a
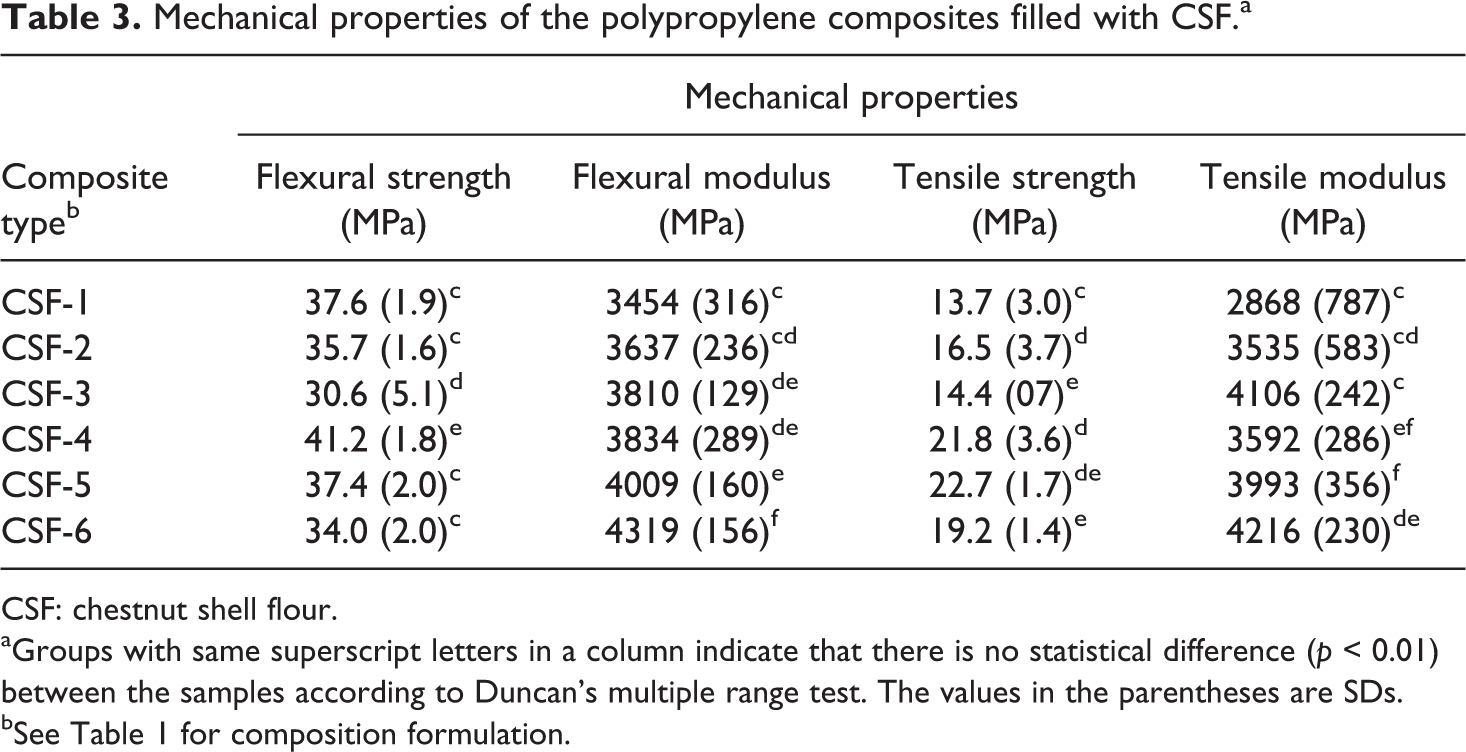
CSF: chestnut shell flour.
aGroups with same superscript letters in a column indicate that there is no statistical difference (p < 0.01) between the samples according to Duncan’s multiple range test. The values in the parentheses are SDs.
bSee Table 1 for composition formulation.
The reduction in the flexural strength of the samples due to increasing CSF content was mainly attributed to the poor compatibility between polar CSF and polypropylene, which forms weak interfacial regions. Another reason for the reduction in the flexural strength was decrement in the amount of binding between plastics and lignocellulosic fibers, since fiber content increases and the amount of plastic decreases. Similar findings were reported in previous studies. 2,23 –25
The composites with the MAPP showed higher mechanical properties compared with the composites without the MAPP. For example, at the constant content of CSF (40 wt%), the flexural strength and modulus of the samples increased by 9% and 10% when the MAPP was incorporated into the samples. Because The MAPP reduces the voids sizes and turns the surface more homogeneous confirming its effect on promoting adhesion in the interfacial region. The improvement in the interfacial adhesion and enhanced stress transfer from the polymer matrix to the stiffer CSF caused a significant increase in the flexural strength and modulus of the samples. Similar results were also reported in the flexural strength of wood flour filled thermoplastic composites. 2,20,26,27
All the polypropylene composites filled with CSF showed higher flexural modulus than the neat polypropylene, which was 1450 MPa. When compared with the neat polypropylene, the flexural modulus was increased by 197% by adding 60 wt% CSF to the polypropylene. In addition for polyolefin-based plastic lumber decking boards, ASTM D 6662 standard requires the minimum flexural strength of 6.9 MPa. All the composites produced in this study provided flexural strength values (13–25 MPa) that are well over the requirement by the standard.
Tensile properties
The results of the tensile strength and modulus of the CSF-filled samples with and without MAPP are presented in Table 3. The results of the tensile modulus test were similar to the results of the flexural modulus test; the composites with high CSF content and treated with the MAPP had better flexural modulus than the untreated ones. All the polypropylene composites filled with CSF flour showed higher bending modulus than the neat polypropylene, which was 1250 MPa. When compared with the neat polypropylene, the tensile modulus was increased by 238% by adding 60 wt% CSF flour to the polypropylene. The tensile strength of the samples increased from 13.7 to 16.5 MPa as the CSF increased from 40 to 50 wt%, whereas further increment (60 wt%) increased the flexural strength to 14.4 MPa. This result was consistent with the results of previous studies. 25 –28 For example, in a previous study, 26 it was observed a similar trend with wood flour-filled polypropylene composites. They also reported that dissimilarities between polar wood flour and nonpolar polymer matrix caused poor adhesion and resulted in lower tensile strength.
Poor dispersion of the fillers in the polymer matrix could be another reason for lower tensile strength for the samples with a high content of the CSF. Since there was not good bonding between the CSF and polymer matrix, test samples were broken at lower loads. Tensile modulus of the polymer-composites was significantly enhanced when the amount of CSF in the polymer matrix was increased to 60 wt%. This improvement was mainly due to the fact that lignocellulosic materials have higher modulus than polypropylene. 25,27,28 This is one of the advantages of the use of lignocellulosic fillers in the thermoplastics. In some applications, certain modulus values were desired and could not be provided by polymer by itself. 26 The effect of the MAPP addition was significantly more pronounced for the flexural strength than for the flexural modulus. For example, at the constant content of the CSF flour (60 wt%), the incorporation of 3 wt% MAPP coupling agent to the samples showed an increase in the tensile strength and modulus by 33% and 3%, respectively.
Conclusions
The results of this study showed that the CSF was capable of serving as new reinforcing filler in the manufacturing of polypropylene composite materials, which reduced cost and environmental benefits. The TS and WA values of the samples increased with increasing CSF content. In general, the flexural and tensile strengths of the composites decreased with the increasing CSF flour content. The flexural and tensile modulus improved with increasing CSF content. Adding the MAPP significantly improved the dimensional stability and mechanical properties of the samples. The test results showed that the CSF could be efficiently used as reinforcing filler for polypropylene composites with MAPP used for decking products, due to high dimensional stability and satisfactory mechanical properties of the composites.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.