
Abstract
Carbon fiber composites were prepared in order to study the influence of fillers (polyamide 6; PA6) on the tensile and tribological properties of polypropylene (PP) composites. Tensile fracture mechanism was discussed based on the tensile test results. Tribological tests were conducted on a Mobile Remote Handler-3 (MRH-3) friction and wear tester using a block-on-ring arrangement. It was observed that the carbon fiber (CF) played a main role in the tensile-resistant and wear-resistant properties of the CF/PP composites. The tensile properties were ruled by the fiber–matrix adhesion. Moreover, the excellent tribological performance of the CF/PA6/PP composite is consistent with the worn surface morphology shown.
Keywords
Introduction
Carbon fiber (CF)–reinforced polymer composites (CFRP) are the typical representative of advanced composites, which have important potential in many cutting-edge industries including aerospace, military, automotive and sport fields and so on. 1,2 Due to their outstanding mechanical properties, carbon fibers are very attractive materials to be employed as reinforcement in composite materials and are used in all kinds of industries. 3
Principles of composites demonstrate that for a given reinforcement and matrix, the properties of resultant composites are mainly dependent on the interfacial adhesion, because a good interfacial adhesion guarantees the effective transition of stress, and thus the reinforcement and matrix can take full action. However, substantial research have proved that the surfaces of carbon fibers exhibit inertness, and the interfacial adhesion between carbon fibers and organic resin matrix is generally very weak. 4,5 Hence, how to improve the interfacial adhesion between carbon fibers and resin matrix has been one of the most important topics of developing advanced composites since the birth of CFRP. Many methods have been applied to modify the surface of carbon fibers to improve the interaction between carbon fibers and matrix. 6 –8
Brittle thermoplastic polymers are often toughened by the addition of rubber fillers at the expense of their strength and stiffness. To compensate for this some researchers have considered the addition of fibrous reinforcement, resulting in the formation of a ternary composite, that is, short fiber–reinforced blend (SFRB). 9 Polyamide 6 (PA6) is a semi-crystalline thermoplastic widely used as a matrix material in the production of elastomers toughened polymer blends and fiber-reinforced thermoplastic composites. 10 The rubber introduced to toughen the matrix is mainly in the dispersed form and practically no interaction occurs between the fibers and the rubber particles. The analysis of the data in these studies is often done in terms of an effective matrix of lower modulus and higher toughness.
In this study, in order to improve the interfacial strength of carbon fiber–filled polypropylene (PP) composite, PA6 was added. The purpose of this work is to study the tensile and tribological properties of the CF/PA6/PP composites. Some insights into the fracture mechanisms of the ternary composite are also given.
Experimental
Materials and specimens
The raw materials used were polyacrylonitrile-based CFs with the following characteristics: tensile strength, 2000 MPa; tensile modulus, 200 GPa; diameter, 6–8 μm; density, 1760 kg/m3.
PA6 with a density of 1.14 g/cm3 and a viscosity of 2.8 ± 0.05 Pa s obtained according to ISO 1628/1-1984 was purchased from China Petroleum & Chemical Corporation (Shanghai, China).
PP used in this study was commercially available and was obtained from the Materials Brand Supplier Characteristics PP T30s Du Shan Zi Petroleum Chemical (China) with density 0.9 g/cm3, melt flow index 2.64 g/10 min (230°C, 2.16 kg)
Evaluation of mechanical and tribological properties
Melt blending of PP/PA6/CF composites was conducted by a Haake internal mixer set at a barrel temperature of 190°C and the rotor speed was 50 r/min. The mixing time of all composites was fixed at 5 min to get the initial samples. 11 The content of PA6 was fixed at 3 vol%, 5 vol% and 7 vol% and the component ratio of several CF were 5 vol%, 10 vol%, 15 vol% and 20 vol%.
Tensile tests were performed using an Instron model 5566 universal testing machine. The specimen specified in ASTM D638-99 was used and had the following characteristics: 3.2 mm thickness with 165 mm overall length, 13 mm narrow section width and 19 mm overall width. The displacement was measured with a 50 mm extensometer. The specimens were tested at 5 mm/min rate. The room temperature tests were carried out at 23°C ± 2 with a controlled room humidity of 50 ± 5%.
Tribological properties of the composite were evaluated on a MRH3 ring-block tribometer (obtained from Jinan Shunmao Corporation Ltd., China). The counterpart was Ø3 mm GCr15 steel ring. Three replicate tests were carried out for each specimen and the average friction coefficient and wear of the three replicate tests were reported in the Result section.
Results and discussion
Tensile properties
The tensile properties of CF/PP blends are shown in Figure 1. Figure 1 illustrates that the tensile strength of PA6-filled samples was much higher than that without PA6. The maximum tensile strength was observed for 20 vol%CF/PP/5 vol%PA6 (248 MPa), which was 1.3 times higher than PP (185 MPa). The increasing trend in tensile properties was attributed to the strong interaction developed between the polymer interphase.
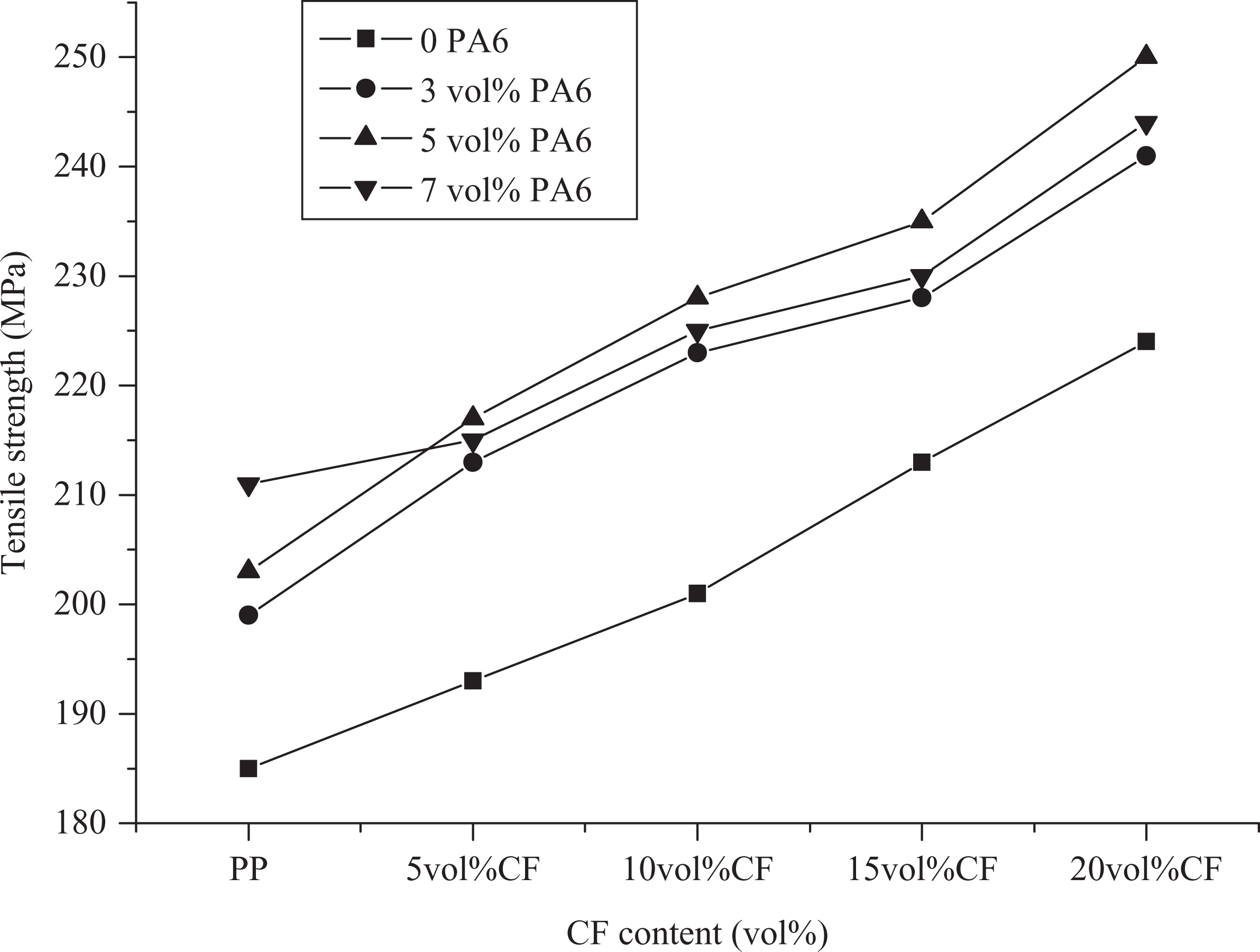
The tensile properties of CF/PP composite filled with different content of PA6. CF: carbon fiber; PA6: polyamide 6; PP: polypropylene.
As anticipated, the CF exhibits a higher tensile strength than that of PP; the CF/PP composite possesses a tensile strength in between those of its parent components. The addition of PA6 marginally increased the tensile strength of the CF/PP composite because of the limited dispersibility of PA6 in the CF/PP matrix. Due to its rubber nature, PA6 evidently increased the tensile strength of the CF/PP composite. The further incorporation of PA6 into the CF/PP blend slightly decreased the tensile strength. With regard to the tensile strength, CF exhibited a much higher value than that of PP. However, for the blends and composites, the tensile strength decreased significantly. Of the samples, the PA6-included samples possessed slightly higher values. This result is a consequence of the immiscibility between the PP and CF components. The above results lead to the conclusion that the PA6 plays a much more important role in controlling the tensile properties of the samples compared with that of CF.
The scanning election microscopy (SEM) micrographs of the tensile fractured surfaces of CF/PP composites with and without PA6 are presented in Figure 2. The CF/PP composites (Figure 2(a)) showed visual evidence of the incompatibility between CF and PP and it can be seen that CF is dispersed in a continuous PP matrix. There is also evidence of poor interfacial bonding in this system, with CF pulled from the PP matrix lying loose on the fracture surface and with some microvoids observed around PP. This will then result in a detrimental effect to the ultimate performance. With the addition of the PA6 (Figure 2(b) and (d)), there seem to be firmly embedded in the matrix and the dispersed phase boundaries become unclear.
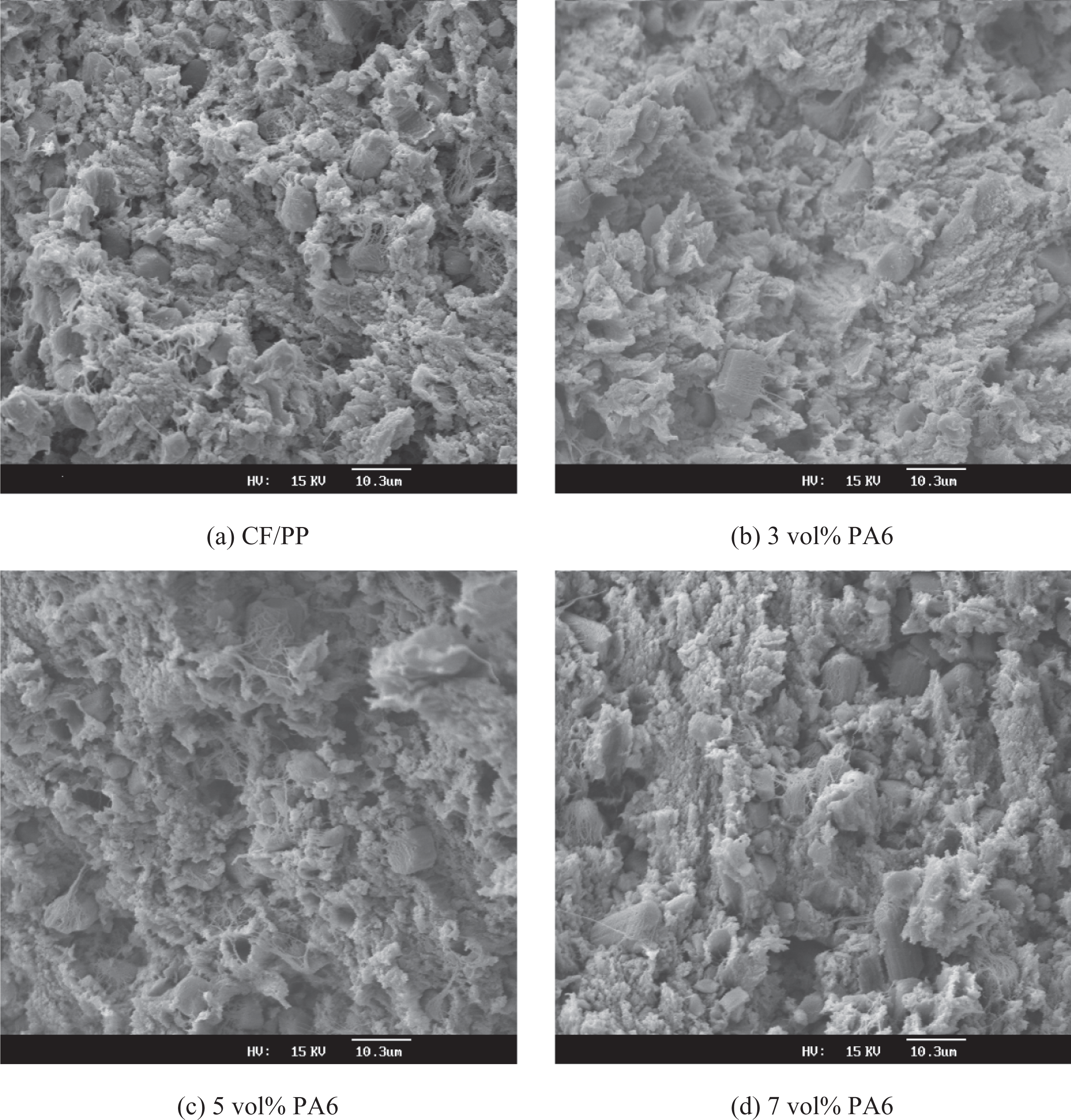
The SEM of the fracture surfaces of CF/PP composites filled with PA6. CF: carbon fiber; PA6: polyamide 6; PP: polypropylene; SEM: scanning election microscopy.
Friction and wear
The friction coefficient is decreasing as the CF content is increasing. A minimum point of friction coefficient is formed at the CF content of about 20 vol% in Figure 3 and the minimum friction coefficient is 87% that of pure PP for the CF/PA6/PP composite. It is not as obvious for mixing CF/PP as for CF/PA6/PP composite that the friction coefficient changes with the variation of CF content. It can been seen from Figure 2(b) that the wear is much lower for the irradiated CF/PP than for the mixing CF/PP with the same components. Choosing the appropriate content of CF can obviously reduce the wear of PP. This strengthening effect of CF filled by PA6 is much greater than that by mixing. When the CF content is about 20 vol%, the wear of the irradiated CF/PP is the lowest, which is only 56% of that of the pure PP with the same molecular weight. Comparatively, the influence of CF content on the wear is not so obvious for the mixing CF/PP, and the lowest wear is 85% of PP at the point of 15 vol% of the CF content. Figure 3 shows that the wear of the PP/CF composite can be significantly reduced by the addition of PA6. The wear of all PP composites, both with irradiated PP and unirradiated PP, decreased with increasing CF content. The addition of 15 vol% CF to the PP matrix caused about 50% reduction of the wear. For PP/CF composite, high content of CF lead poor interfacial adhesion between CF and PP. At high load, the CF pull out from the PP and the friction and wear properties changed. While for CF/PA6/PP composite, PA6 can make for the interface loose between CF and PP even at high CF content.
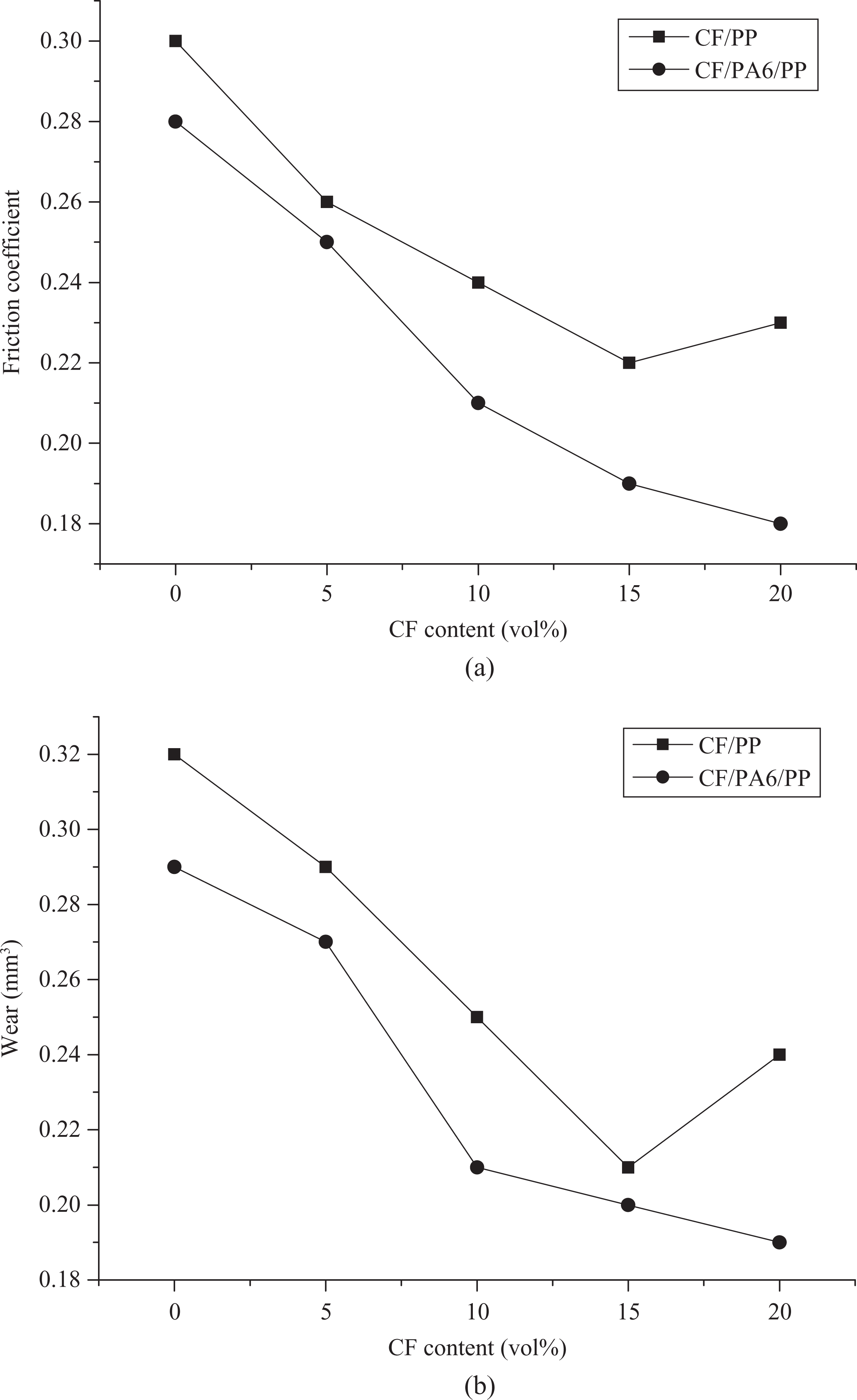
The friction coefficient and wear of CF/PP and CF/PA6/PP composites with CF content. CF: carbon fiber; PA6: polyamide 6; PP: polypropylene.
SEM observation of fracture surfaces
Distinct differences in surface features between the two cases were expected. In the case of pure PP, wear scars are clearly seen along the sliding direction, as expected. Although the severity of scratches is not uniform over the contact surface, it is evident from the micrograph that contact occurred over the sliding surface. It is important that the role of surface texturing increases only when contact between the steel disk and the PP surface must be attained to some extent. On the other hand, scratches in all directions are clearly seen in Figure 4(a). They were formed during surface finishing prior to the sliding test, indicating that wear was low. Therefore, from the above observations, the net effect of surface texturing on friction without considering the wear of PP can be investigated.
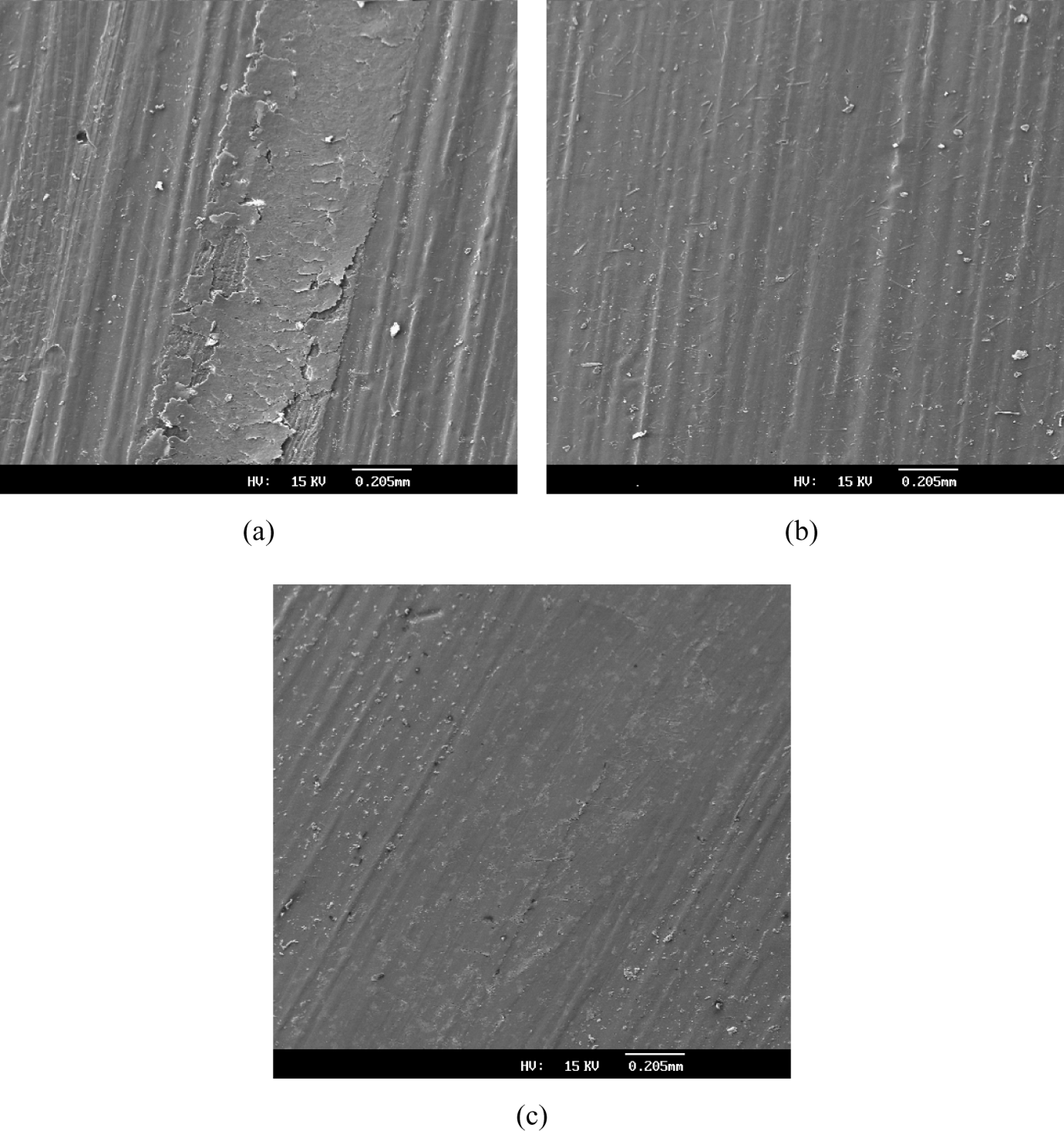
SEM of worn surface. SEM: scanning election microscopy.
Figure 4(b) and (c) also shows the wear surfaces of the composites. There is more fracturing on the wear surface of the composite without treatment than with treatment, as shown in Figure 4, as a result of poorer fracture toughness for the former. There seems to be less abrasive wear on the composites than on the counterparts, caused by much larger amounts of the CF released on the surfaces of the former.
The amounts of the PP bonding on the wear surfaces of the counterparts are much smaller than those on the composites. As a result, the amount of the PP on the wear surface of the counterpart for CF/PA6/PP composite was more than those CF/PP composite, which was to provide adequate lubrication to the wear surface of the counterpart to reduce the wear.
Conclusions
As fillers for tribological applications, there is reinforcing effect for PA6 in the composite. When incorporated into CF/PP composites, the friction and wear behavior of the composites were greatly improved compared with those without addition. The PA6 plays a much more important role in controlling the tensile properties of the samples compared with that of CF. The wear of the CF/PP composite can be significantly reduced by the addition of PA6.
Footnotes
Funding
The authors would like to thank the “Chen Guang” project supported by Shanghai Municipal Education Commission, Shanghai Education Development Foundation (project number 09CG65), Leading Academic Discipline Project of Shanghai Municipal Education Commission (project number : J51802) and Shanghai Municipal Natural Science Foundation:11ZR1413600, for their help and support.