
Abstract
Wood–plastic composites (WPCs) have been proposed as an alternative to natural wood due to their physical and mechanical properties. Development of these composites from natural fibers is receiving widespread attention partly because of growing environmental awareness. To dispose of produced waste from industry, low-value fiber resources could be converted into high-value products. This research studies the combination of polyvinyl chloride (PVC) to rubberwood (RBW) fiber, to palm oil trunk fiber, and to palm oil shell (POS) fiber. Composite performance optimization, material option comparison, basic engineering performance improvement, and durability of WPCs have been investigated. A two-stage process consisting of compounding and forming to produce WPCs using 40%–60% natural fiber reinforcements was carried out. Physical and mechanical properties of the WPCs were studied. The results showed that WPCs consisting of 60% RBW fiber and 40% PVC yielded the highest modulus of elasticity and modulus of rupture, which are approximately 90,130 MPa and 433 MPa, respectively. The ultimate compressive strength with a value of approximately 316 MPa was achieved from 60% POS fiber and 40% PVC. Reinforcing 40% POS fiber in 60% PVC exhibited the lowest water absorption rate. The overall result indicates an improvement of engineering performance, making better use of industrial wastes and indirectly assists environmental conservation endeavor along the process.
Introduction
Natural wood is dwindling rapidly because of growing social demands for wood furniture, structure, and other applications. Wasted wood from industry is also anticipated to increase. This leads to a continuous effort in finding alternative wood resources. Many varieties of woods such as rubber tree (Hevea brasiliensis Muell. Arg.) and palm oil tree (Elaeis guineensis Jacq) have their mechanical properties investigated. 1 –3 Reinforcing biofibers in thermoplastics, known as wood–plastic composites (WPCs), are another type of dematerializing material and might be one of the most dynamic sectors of today’s plastic industry. With up to 60% cellulose content, WPCs behave like wood and have been proposed as an alternative to treated timber due to their potentials for reduced water absorption and degradation without chemical treatment, providing positive response to such environmental issues. Nowadays, WPC products have been extensively developed and used in building such as decking, cladding, and fending; automotive components such as door inner panel, seat backs, headliners; infrastructures such as marina and boardwalk. However, their strength is still limited. 4,5
Wood fiber can be used as an inexpensive filler material for recycled plastics, such as bottles and polyvinyl chloride (PVC) pipe. Many researchers have focused on the characterization of various types of WPCs. 6,7 New design possibility on this marriage of materials is of growing interests. The production of WPCs typically uses a fine wood waste, which is cellulose-based fiber fillers such as hardwood, softwood, plywood, bamboo, straw, and so on, mixed with various type of plastics (polypropylene (PP), polyethylene, and PVC). Yemele et al. 8 mixed bark and high-density polyethylene (HDPE) for examining the effect of species and fiber content on flexural and tensile properties. They found that black spruce bark composites gave better strength than aspen bark composites, and increasing the fiber proportion decreased the tensile strength. Prachayawarakorn et al. 9 also investigated the effect of rubberwood (RBW) sawdust loading in PVC/low-density polyethylene blend on mechanical properties. They reported that elastic and flexural moduli of the composite material increased with increasing sawdust loading, but tensile and flexural strengths slowly decreased. Homkhiew et al. 10 found that increasing the amount of RBW flour in composites decreased the tensile and flexural strengths, whereas the modulus of elasticity (MOE) increased. Panthapulakkal and Sain 11 used agro-residues such as wheat straw, cornstalk, and corncob as reinforcement for HDPE. They reported that the wheat straw reinforced HDPE exhibited superior tensile and flexural strengths and tensile and flexural moduli compared with cornstalk and corncob.
Type of fillers is an important factor affecting the mechanical properties of WPCs because its pore penetration, surface roughness, surface morphology, and chemical composition, such as cellulose, hemicellulose, lignin, and ash, may seriously affect the extent of interaction between the matrix and filler phases in a composite. 12 –14 For example, it was revealed that rubber tree contains more cellulose and lignin, fewer hemicellulose, than palm oil trunk (POT). Thus, the influence of wood types and content on the composite should be comparatively investigated. For these reasons, a better understanding of the properties of such materials in regards to the physical and mechanical properties of RBW fiber and palm oil fiber reinforced waste plastic is an ultimate goal of this research.
Materials and methods
Materials
Two species of natural fiber, from rubber tree and from palm oil tree, were used as reinforcing materials in this article, and prominent chemical compositions of these fillers are listed in Table 1. Rubberwood fiber was obtained from the cutting process in furniture industry. Palm oil fiber was gathered separately from two parts, that is, trunk and shell of palm oil fruit. Basically, palm oil trees are cut down when they are older than 25 years. To utilize agricultural waste from palm oil plantation, POT was air-dried after felling until equilibrium moisture content is reached. The trunk was subsequently ground prior to manufacturing of test specimens. As for palm oil shell (POS), it is one of the by-products in palm oil mill (POM). The main activity of POM is to process fresh fruit bunch into several products; whereas, the main products of the process consist of crude palm oil, palm kernel, and palm kernel oil. Side products include fertilizer, empty bunch ash (soda), and shells. PVC, supplied by a local plastic company, was used as the adhesive to the fibers.
Chemical composition of RBW, POT, and POS.
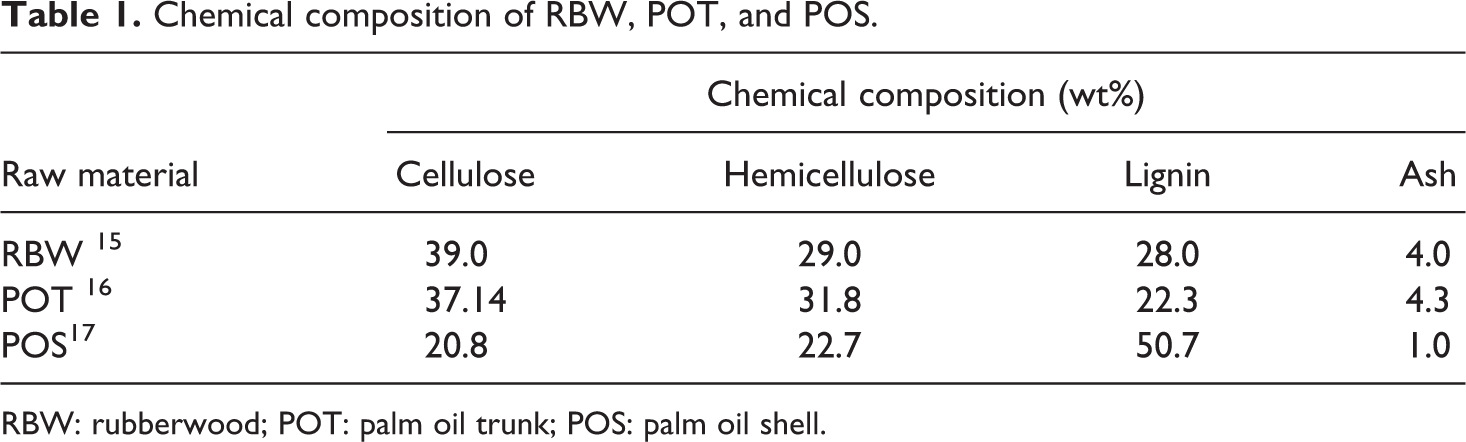
RBW: rubberwood; POT: palm oil trunk; POS: palm oil shell.
The first step to create the composite board was to reduce the raw materials into approximately pulp-chip size. Plant fibers were then screened to remove excess fines using a sieving machine to obtain 300 μm–1400 μm natural fibers. PVC was ground to 212 μm–425 μm PVC flour. Natural fiber and PVC flour were mixed thoroughly at different ratios as shown in Table 2. The range of natural fiber and PVC were varied from 40% to 60% by weight. The mix was shaped in a hot plate by preheating and hot pressing for 10 and 20 min, respectively. The specimen has the dimension of 40 × 17 × 300 mm3. Morphology of the composites was studied through a JSM-5800 LV, JEO scanning electron microscope. All the surfaces were examined after first sputter coating with gold dust to avoid electrostatic charging and poor image resolution.
Physical and mechanical properties of wood–plastic composites from RBW, POT, and POS fibers with PVC (values are averages of five replications).
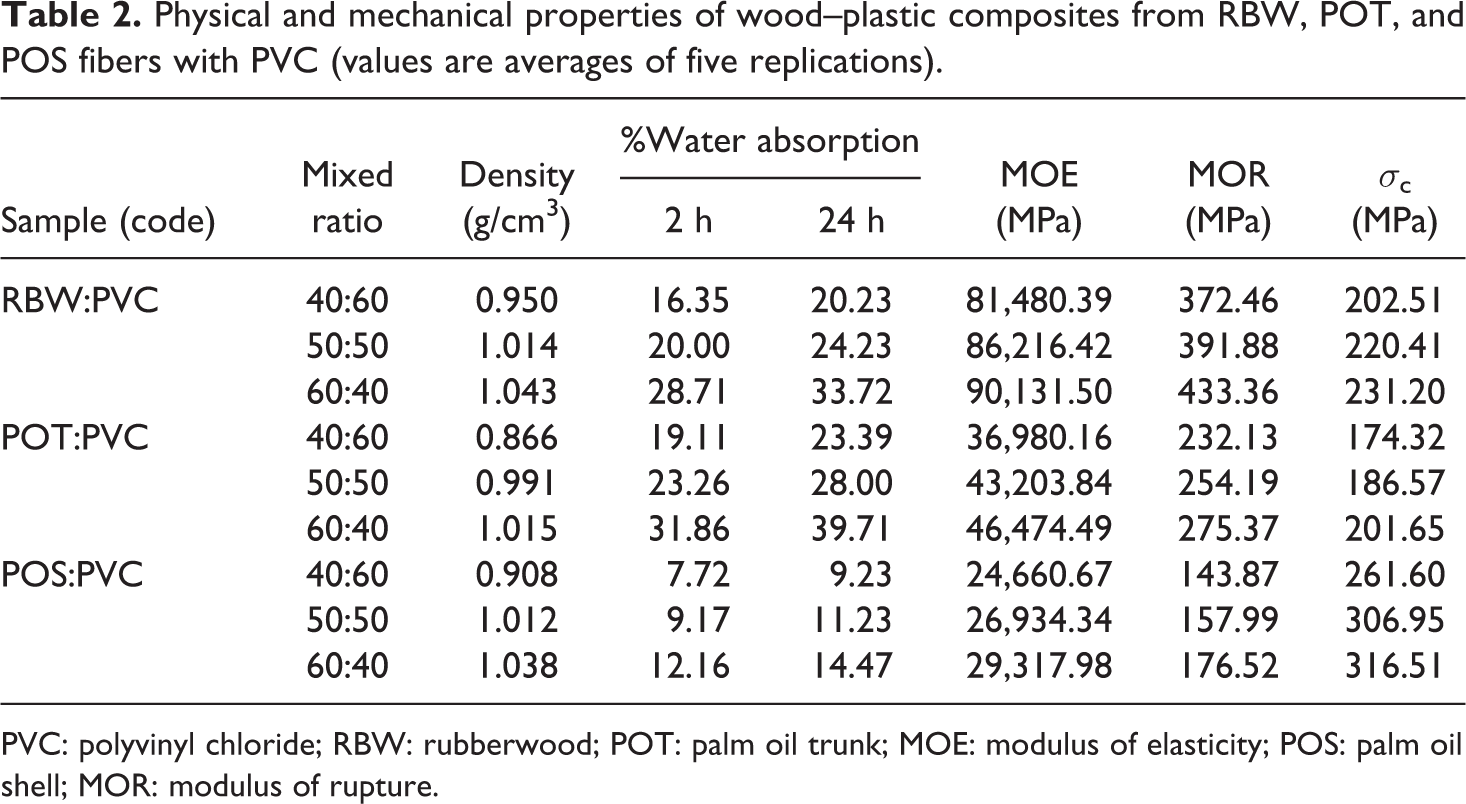
PVC: polyvinyl chloride; RBW: rubberwood; POT: palm oil trunk; MOE: modulus of elasticity; POS: palm oil shell; MOR: modulus of rupture.
Testing
A series of tests was conducted in an effort to determine the physical and mechanical properties. The following four tests had been carried out: density, water absorption, static bending strength, and compression strength. The tests were limited to the evaluation of bending and compressive strengths for supporting an application in building materials such as decking and cladding.
Density
Air-dried samples were oven-dried at 103 ± 2°C until they reach constant weights. The samples were cooled in a desiccator containing calcium chloride and then weighed. After that, dimension and volume of the wood material were measured and calculated. The full dry density (δ
o) can be computed using equation (1)
where M 0 is the full dry weight (g) and V 0 is the volume (cm3) of the wood material.
Water absorption
Water absorption tests were conducted according to TIS 876-2547 (2004). Specimens with dimension of 20 × 20 × 60 mm3 were weighed and subsequently immersed in water at ambient room temperature for 2 h and 24 h. Soaked specimens were removed, patted dry with a lint free cloth, and weighed. Water absorption (%) can be calculated using equation (2)
where W 1 and W 2 are the dry weight (g) and the soaked weight (g), respectively.
Static bending strength
WPC boards with size of 20 × 20 × 300 mm3 in accordance with British Standard No. 373 were prepared. From flexural strength test, the modulus of rupture (MOR) can be calculated using equation (3)
where P max is the maximum load (N), L is the span (mm), b is the width of the specimen (mm), and d is the thickness of the specimen (mm).
The MOE can also be calculated using equation (4)
where L is the span (mm), P pl is the incremental load in the range of proportional limit, or linear line of the graph (N), δ pl is the incremental bending distance in the range of linear line of the graph (mm), b is the width of the specimen (mm), and d is the thickness of the specimen (mm).
Compression testing
WPC specimens with a cross-section of 20 × 20 mm2 and 60 mm long were prepared. The test was performed at ambient room temperature in accordance with British Standard No. 373. The ultimate stress in compression (σ
c) can be calculated from equation (5)
where P max is the maximum load (N), b is the width of the specimen (mm), and d is the thickness of the specimen (mm).
Results and discussion
The specimens produced by blending fine RBW/fine POT/fine POS with PVC flour were evaluated. The physical and mechanical properties of WPC boards and mixed ratios are summarized in Table 2. The average values of density, water absorption, MOE, MOR resulting from static bending test, and ultimate compression stress (σ c) are calculated from five replications.
Density and water absorption
Figure 2 shows the density values of produced WPCs at different mix ratios. Basically, the density of wood structure and the moisture content affect the weight of wood products, whereas minerals and extractable substances have a marked effect only on a limited number of species. The dry density of wood, exclusive of water, varies greatly both within and between the species; the density of most species is in the range of 0.32–0.72 g/cm3. Wood with density higher than 0.8 g/cm3 is considered a high-density wood. The density of produced WPCs, as shown in Figure 1, falls between 0.866 and 1.043 g/cm3; therefore, the WPCs in this research are considerably high-density board that would be of interest to many applications such as structure materials. It was also observed that as the amount of natural fiber increased the density of WPCs increased. The WPCs from RBW fiber yielded the same density values as the one from POS but were higher than that of POT fiber at all mix ratios.
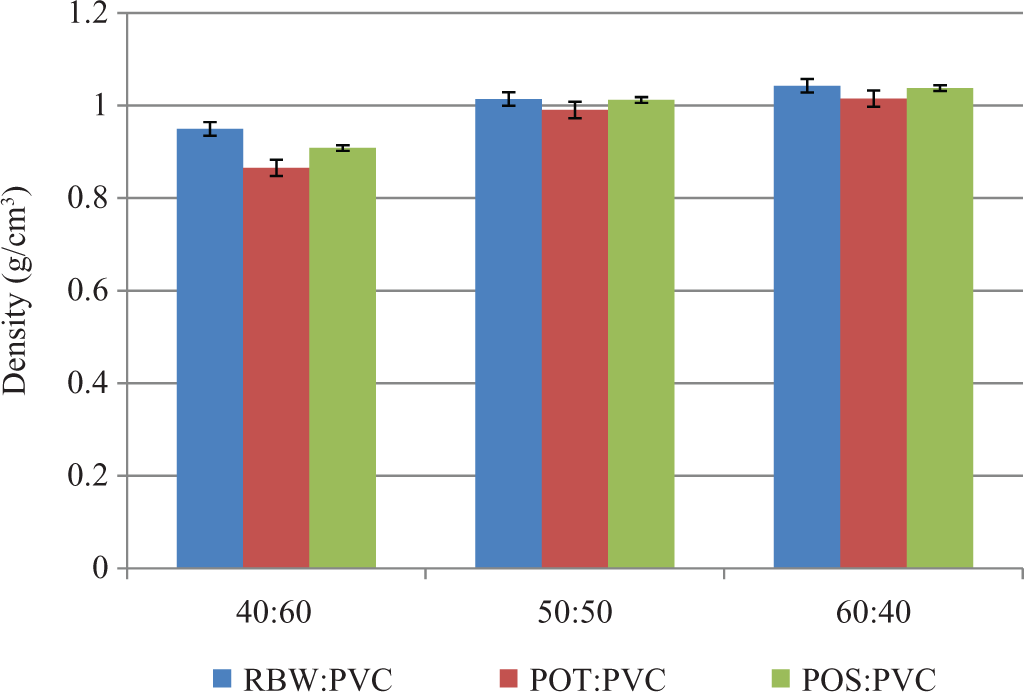
Comparison of density of the blend wood plastic composites based on various formulations.
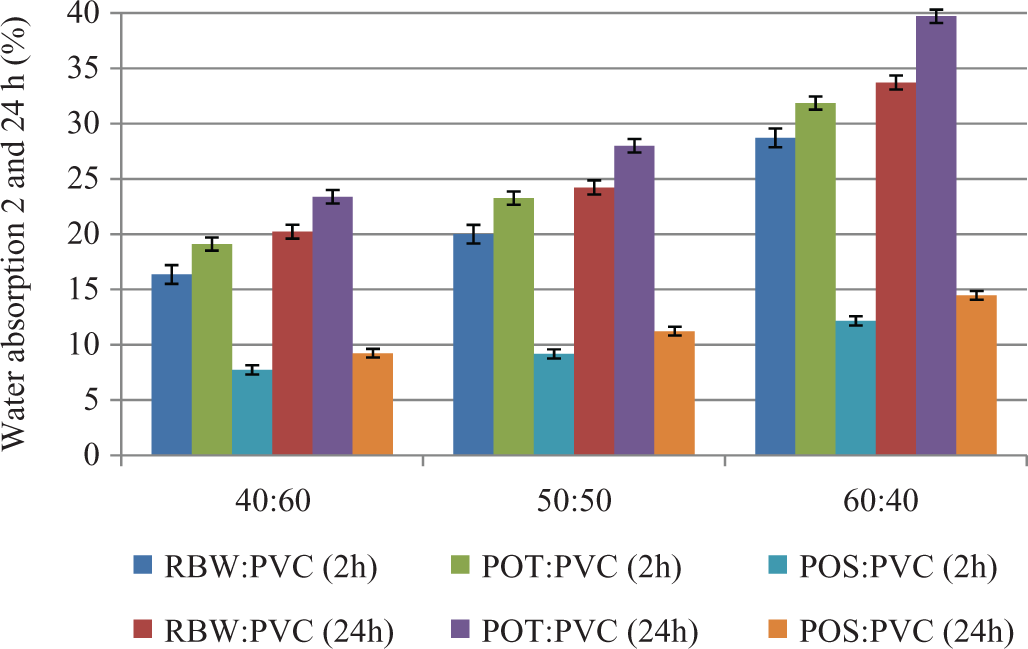
Comparison of water absorption at 2- and 24-hours of the blend wood plastic composites based on various formulations.
Water absorption is another important factor reflecting the properties of wood and WPCs. The result of water absorption for 2-h and 24-h water soaking tests is presented in Table 2 and Figure 2. WPC boards produced with 60% POT fiber had significantly higher water absorption than those WPCs with 50% and 40% wood fine at 2-h and 24-h water soaking tests. This is in accordance with a literature which reported that as less encapsulation occurs with WPCs having higher wood fine content some wood is easily exposed on the surface of the WPCs, 18 and thus higher amount of water absorption should be observed. From the tests, all the WPCs produced with RBW fiber exhibited slightly lower water absorption compared with POT fiber used at the same amount. However, a lowest value at 2-h water absorption of 7.72% was recorded from that produced from 40% POS.
Mechanical properties
Table 2 and Figures 3 to 4 show the average values of MOE and MOR of each formulation of WPC boards. Elasticity implies that deformations produced by low stresses are completely recoverable after the loads are removed. When loaded to higher stress levels beyond a limit, plastic deformation, and finally failure occurs. The average MOE of WPCs from RBW fiber is higher than that of POT and POS, of which their highest values are approximately 90,131 MPa, 46,474 MPa, and 29,317 MPa, respectively. Therefore, the WPC board from 60% RBW fiber and 40% PVC gave the highest elasticity and was able to withstand a higher stress level than other formulations because wood fiber decreases the deformation capacity within the elastic zone. 19 Observations with regard to the MOR were, in all aspects, similar to the MOE. In addition, the MOE and MOR of RBW fiber reinforced PVC exhibit a similar trend to palm oil fiber reinforced PVC although significant higher values are observed with all formulations. Because the RBW contains higher lignin than the POT (in Table 1), the –OH groups of lignin is nominally expected to be more compatible with α-H of PVC matrix. 20,21 However, the POS contains the highest lignin, its MOE and MOR are minimum due to the influence of more huge cavities than that of RBW and POT fibers observed in the scanning electron micrograph (SEM). It is also evidenced that modulus value increases with increasing wood fiber. This is in good agreement with the findings of Ashori and Nourbakhsh 22 in their study of PP composites containing wheat straw/rice husk/poplar, which they also reported that adding fiber to PP matrix markedly increased the MOR and MOE of the composites. The increasing trend in the modulus values is primarily attributed to the reinforcing effect imparted by the fiber, which allows a uniform stress distribution from the continuous polymer matrix to the dispersed fiber phase. 23 The polymer provides ductility, whereas the wood fiber exhibits brittle behavior. 19 The average MOR of WPCs from palm oil fiber is rather low in comparison with that from RBW fiber. Since the highest MOR of approximately 433 MPa was obtained from 60% RBW and 40% PVC, it reflects the maximum load carrying capacity of the WPCs members in bending and is proportional to the maximum moment applied. Compression of WPC boards was also conducted and the result was shown in Figure 5. A maximum stress sustained by compression (σ c), at approximately 316 MPa, was observed on the WPCs from the formulation with 60% POS fiber, and WPCs from the POS fiber is higher than that of the RBW and the POT with all formulations. These outcomes mainly resulted from pore penetration and surface morphology. From SEM, the POS showed less pore penetration and more rigid phase than that of the RBW and the POT, so it enhances the carrying capacity of the maximum load from compression.
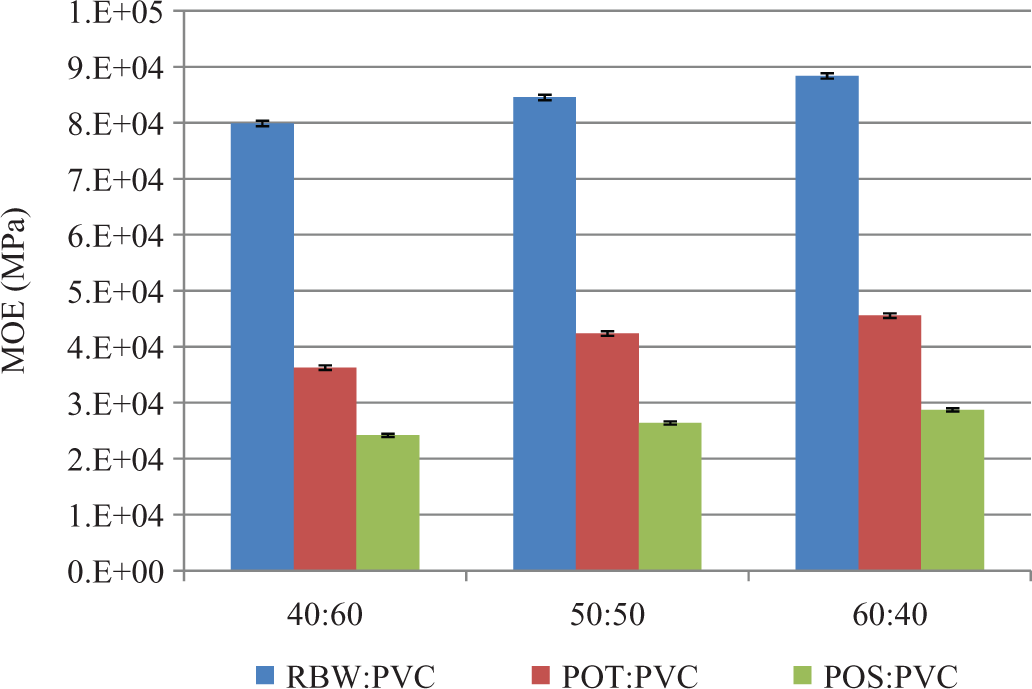
Comparison of MOE of the blend WPCs based on various formulations. WPC: wood plastic composite; MOE: modulus of elasticity.
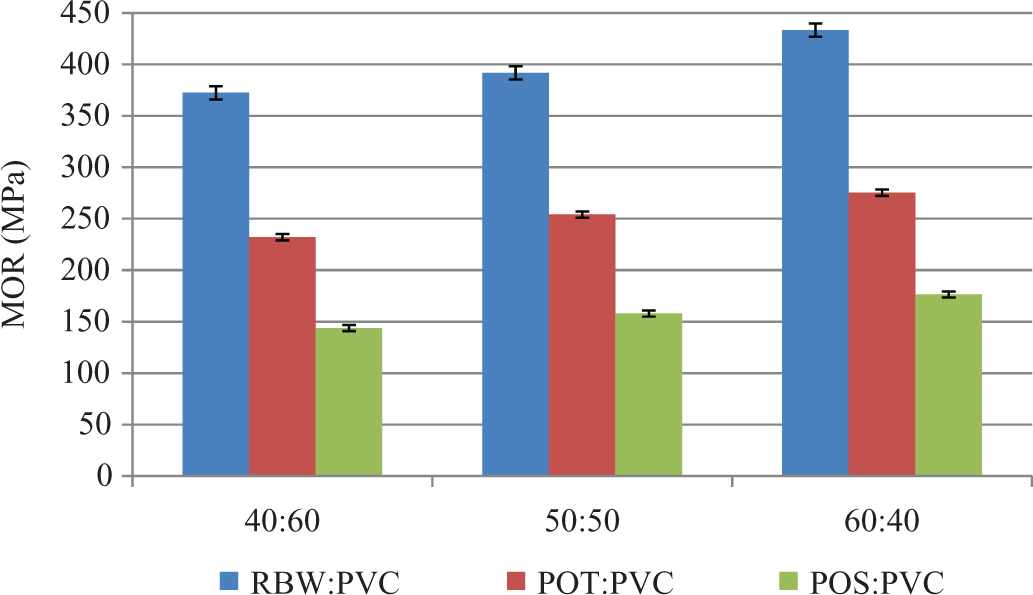
Comparison of MOR of the blend WPCs based on various formulations. WPC: wood plastic composite; MOR: modulus of rupture.
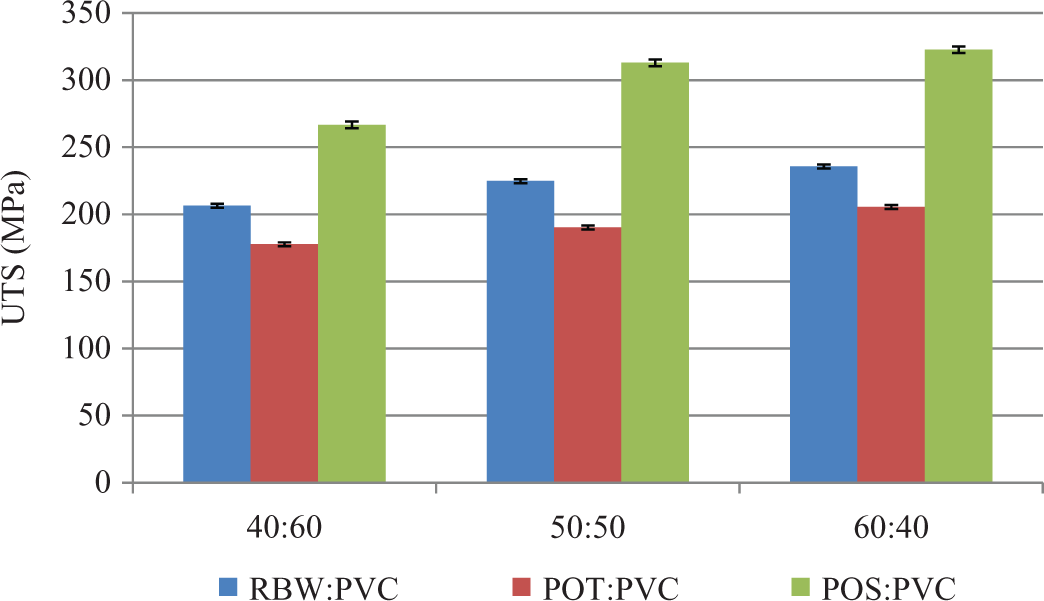
Comparison of ultimate strength in compression of the blend wood plastic composites based on various formulations.
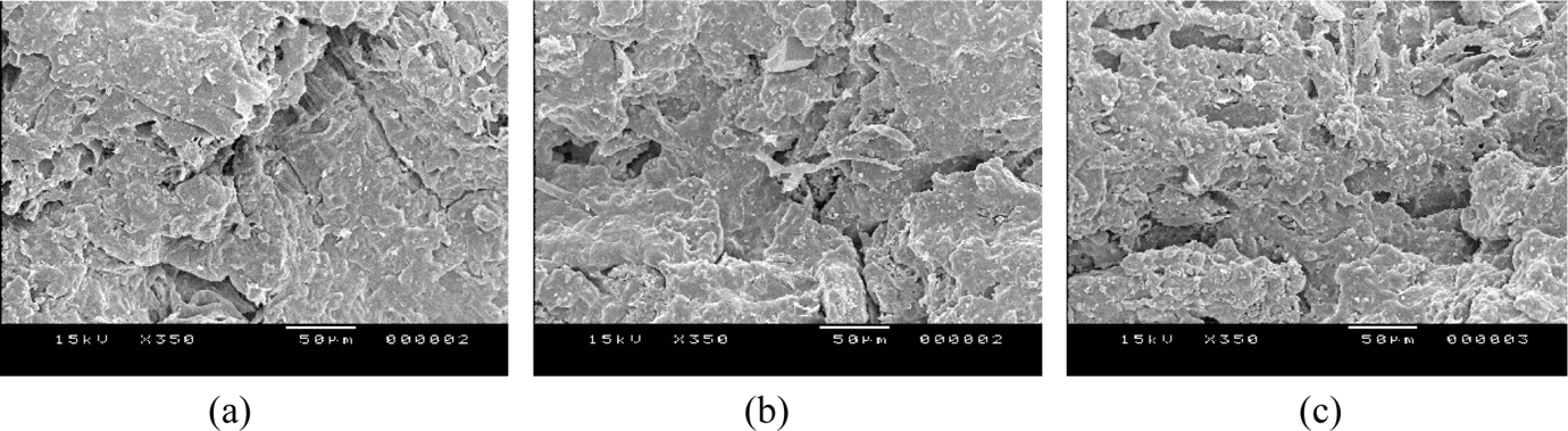
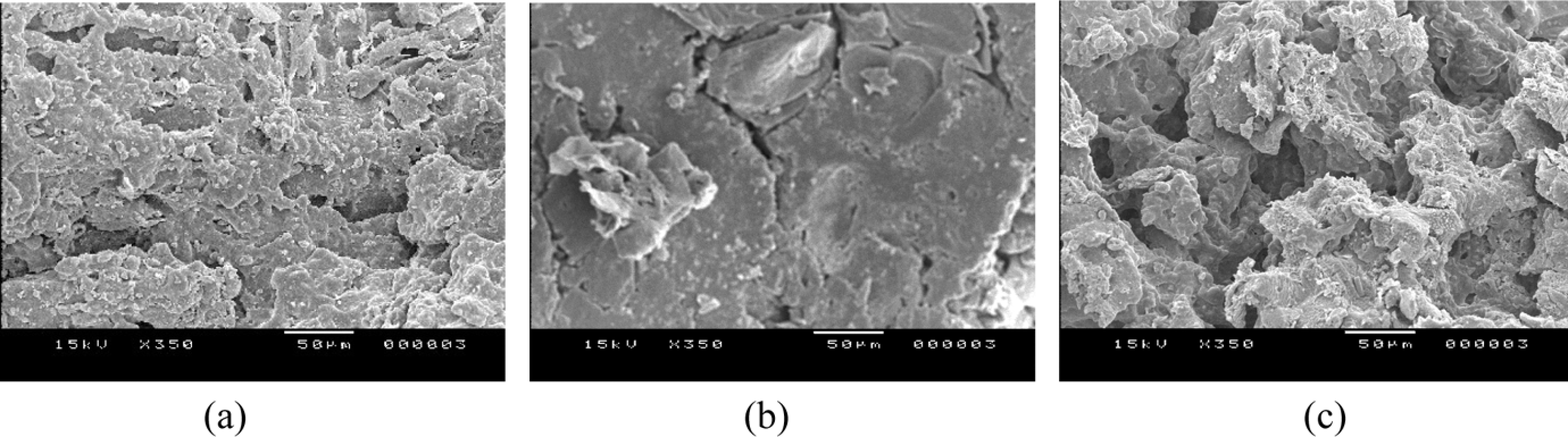
Significant changes in flexural properties of the blends were further scrutinized by SEM. Figure 6(a) to (c) shows the microstructures of RBW chip, POT chip, and POS chip, respectively. The observed geometric characteristics of the natural fibers revealed that the aspect ratio of RBW fiber was notably higher than that of POT fiber and POS fiber. Through scanning electron microscopic study, distribution and compatibility between natural fiber and the matrix could be observed. Figure 7 exemplifies the poor interfacial adhesion between the wood fiber and the PVC, revealing low affinity between the polymer matrix and the wood fiber. This indicates that the level of interfacial bonding between natural fiber and the matrix is weak and when stress is applied it causes the natural fiber to be pulled out from the matrix easily, leaving behind gaping holes. The average values of MOE, MOR, and σ c were, therefore, higher when the amount of natural flour was increased. However, in increasing the amount of PVC to 60%, as shown in Figure 7(c), it produced a more homogeneous surface with less voids and cavities. Figure 8(a) to (c) depicts the geometric characteristics of the RBW, POT, and POS fibers with PVC at identical wood fine loading (60%) under same magnification. It was observed that the distribution of RBW fiber in the matrix was more homogeneous than that of the POT fiber and the POS fiber. There is less evidence of matrix pull-out and better interfacial adhesion prevails between the natural fiber and the matrix as noted in Figure 8(a), whereas presence of huge cavities is clearly visible in Figure 8(b) and (c). This leads to the increase in MOE of the WPC with loading of RBW fiber more than that of palm oil fiber.
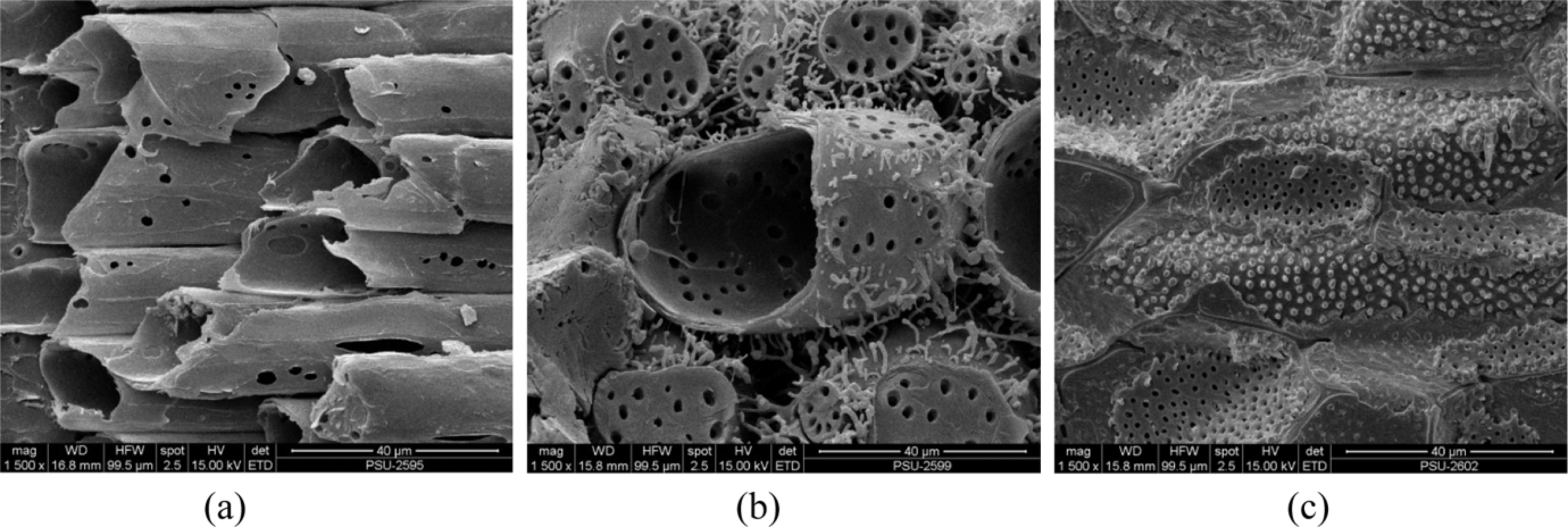
Scanning electron micrograph of the natural fiber (magnification ×1500): (a) rubberwood, (b) palm oil trunk, and (c) palm oil shell.
Scanning electron micrograph of rubberwood/PVC composites based on various formulations. PVC: polyvinyl chloride.
Scanning electron micrograph of 60% natural fiber/40% PVC composites (magnification ×350): (a) RBW:PVC, (b) POT:PVC, and (c) POS:PVC. PVC: polyvinyl chloride; RBW: rubberwood; POT: palm oil trunk; POS: palm oil shell.
The overall results implied that WPCs can be formulated to improve low-grade wood, including fast growing low-density wood, to render better mechanical strength properties to enable their utilization for higher purposes. However, mechanical properties of natural wood generally vary within and between species and with moisture content and density. The results showed that wood product wastes are promising alternative raw materials for making low-cost WPCs, which can be produced to serve a variety of applications that usually need the use of naturally high grade woods in the past.
Conclusions
Mechanical properties of WPC could be enhanced with increasing amount of natural fiber due to the fact that natural fiber is a more rigid phase compared with the polymer matrix. Improvement of interface bonds between natural fiber and the matrix was also observed. The mechanical properties of the blends mixed with RBW fiber were significantly superior to those mixed with POT and POS fibers; whereas, reinforcing with 40% POS fiber in 60% PVC exhibited the lowest water absorption rate, WPC boards produced from 60% RBW fiber, and 40% PVC were found to render the highest MOE and MOR, which were calculated to be approximately 90,131 MPa and 433 MPa, respectively. A maximum value of approximately 316 MPa for ultimate compression strength was obtained from WPC produced from 60% POS fiber and 40% PVC. The overall result highlights an alternative improvement method to engineering performance of composite materials, making use of wastes and by-products from industry, and lending technology toward another effective environmental conservation.
Footnotes
Funding
This research was financially supported by the Department of Industrial Engineering and the Faculty of Engineering, Prince of Songkla University, Thailand.