
Abstract
With its market demand expansion and increased application areas, products of wood-plastic composite (WPC) have been developing and growing rapidly in many countries over the last decades. This paper attempts to investigate the effect of wood species that are waste from the furniture industries on the performance of wood-plastic composites (WPCs). The samples were prepared by varying the wood flour species at 30wt% mixed with 70wt% HDPE (High Density polyethylene). The wood species used for samples preparation are Cordia africana’s /wanza/ wood flour, Austria pine’s wood flour, and the mixture of both wood species flour in 15wt% of each wood species and the resulted composites tensile and impact properties determined. Morphological and water absorption characteristics of these composites were also determined. The composite from the mixture of wood species exhibited best interfacial bonding between matrix and reinforcement that resulted in providing the best water absorption property, and the maximum tensile strength of the composite which is, 15.465 MPa. Compared with the pure HDPE, the reduction of impact strength with the addition of wood was also observed. Wood species in wood-plastic composites are an essential factor for the performance of WPCs.
Introduction
The vast amount of waste discarded in the environment from different areas causes great concern and calls for recycling or reuse to minimize environmental impact to not harm human health. 1 One area to overcome these problems could be the manufacturing of wood-plastic composites (WPCs) from recycling or reusing waste materials. There is a large number of wastes that could be recovered by recycling. For example, in 2010, 2.5 billion tons of waste was produced in the European Union (EU) area. It has been estimated that from 2.5 billion tons of waste 0.6 billion tons of this waste could have been recycled. 2 Since recycling of waste was becoming a serious issue, EU community development had a strategy that the rate of plastic recycling is planned to increase up to 55% by 2030. 3 In addition, according to the new plastic strategy of the EU, all plastic packaging used in the EU market shall be recycled by the year 2030. 4
Wood plastic composites (WPCs) are an interesting bio-materials development that have integrated properties from wood as a reinforcement and plastic as a matrix.5,6 The concept of WPC is broader and the term WPC refers to any composites that contain plant fibers and thermoset or thermoplastic polymers4,7 in simple words, WPC is a material that contains wood and plastic. 8 This type of composite usually contains additives to promote compatibility of the bond between the polymeric matrix and the wood reinforcement. 7 Like other composite materials, wood plastic composites also consist of reinforcement embedded in a polymer, in this case wood flour embedded in a polymer matrix.4,9 Since composites had integrated properties of the matrix and the reinforcement, WPCs also had combined properties of wood and polymer. Wood is a natural cellulosic fiber material that can be obtained from naturally occurring from trees,1,3,4,10,11 sawdust, or agricultural plant residues which offer lightweight with durability has been used for many millennia. Plastics give good flexibility and good resistance to chemicals and also can be recycled easily or obtained from plastics waste. So, mixing these materials to obtain wood plastic composites leads to a new material that combines plastic easy manufacturing and wood fiber durability. 5
With its market demand expansion and an increased application area, products of WPC products and manufacturing sectors of WPCs have been developing and growing rapidly in many countries over the last decades.2,12,13 For example, in Europe, WPC production increased from 150, 000 tons in 2010 to 250, 000 tons in 2015 with an increment of 11% within a year 3 . Wood plastic composites have been used in many technical applications, such as in the automotive and aerospace fields. 14 Furthermore, nowadays products of WPC are also applied in building structural applications like; roofing system, wall, insulation, decking, flooring, beams, and columns, 2 as well as for construction products, including plastic lumber, landscaping furniture, roof, and floor tiles. 3 Most industries in the fields of construction, architecture, automotive, decoration, among many others, are becoming inspired by the innovation of WPCs. 7 Fiber-reinforced polymers like WPCs are used in several applications due to their superior light-weight potential,5,15 low thermal expansion, and corrosion resistance properties. 15 Depending on their performance, WPCs are increasingly replacing conventional plastics and metals. Apart from their high specific strength and stiffness, another very important advantage, especially in the vehicle industry, compared with another material with similar density, is fiber-reinforced polymers have high energy absorption capacity. 15
Several studies indicate the 30wt% wood flour in wood plastic composites provides acceptable values in their mechanical properties like impact and tensile properties, as well as in their physical properties. Even in some studies the maximum result of mechanical properties was obtained at 30wt% of wood flour. According to Taufiq et al. 14 study, the maximum impact and flexural strength of the composite from Kenaf wood and recycled PE and PP was at 30 wt% of kenaf wood fiber. Irina et al. 10 also studied that the WPC from 70% of PE and 30% Spruce wood flour particles have the highest tensile and flexural strength values. Another study on WPC by Philipp et al. 1 also reported that 30% of wood flour gives better tensile and water absorption properties. Another very important point of having more HDPE matrix than wood flour in WPCs as studied by Ratanawilai and Kampanart 16 is, increasing the plastic matrix led to the completely encapsulated of wood flour by the plastic matrix. Water absorption properties are also directly related to wood particle content. Philipp et al. 1 show that at the 30% of wood the composite exhibited about 4% water absorption property. The increase in water absorption by incorporation of wood particles into the plastic matrix is well known. 1 The higher the wood proportion in the WPC matrix, the more likely water will be absorbed.17,18 With the increase in the wood content, there are more water residence sites, thus more water is absorbed. On the other hand, composites made from higher plastic content have fewer water absorption sites and thus lower water absorption. 17
Cordia africana is one of the most important indigenous timber trees of Ethiopia, which belongs to the family Boraginaceae. It is a multipurpose tree species and it has good attributes for soil conservation and is used for its high-quality timber19,20 and also for medical applications. 21 They are found principally in the tropical and subtropical regions of the American, Asian, and African continents, where they occur in various countries.19,21 Cordia africana is a highly valued and fast-growing timber tree in Ethiopia. It is classified as hard and durable wood which makes it a valuable raw material for making high quality furniture and household materials. 20
Researchers around the globe are currently working on understanding the fundamental mechanisms of degradation and on ways to improve WPCs. The main reason for the interest in researching the WPC area is that, replacing heavy materials with equally performed light materials in addition to that, improving the performance of WPCs to make them suitable for various applications. However, most researchers focused on the effect of polymer type and concentration on WPCs. This study focused on the effect of waste wood flour from Cordia africana and Austria pine’s wood species from furniture industries on the performance of the composite.
Materials and methodology
Raw material
In this research, the influence of wood waste in the form of fine sawdust from furniture industries in Ethiopia on the performance of wood plastic composites was studied. Composites having different wood waste species were manufactured. The most abundant and common wood species used in Ethiopian furniture industries which are used in this study are Cordia African, Austria pine, and a mixture of both. The weight fraction of wood waste and pure HDPE used for sample preparation was 30wt% and 70wt%, respectively. Composites were tensile and impact tested and their morphology, physical properties and water absorption characteristics were determined.
A virgin HDPE matrix for injection molding (grade M300054) made in Saudi Arabia supplied from the plastic industry in Ethiopia is used as a matrix, and reinforced with wood waste in the form of fine sawdust from the furniture industries in Addis Ababa, Ethiopia. The wood particles were specifically from operations that can result in fine sawdust, especially from sanding operations so that the resulted wood flours were very fine. The particle size of the sawdust that was used for sample preparation was determined by sieve analysis and the size ranged from 100 to 50 mesh sizes (i.e., 0.149 mm to 0.297 mm). As shown in Figure 1, the sawdust from wood species that are used for the sample preparation are (a) Austria Pine, (b)Cordia africana , with the weight fraction of 30%, and a mixture of both (c) with the weight fraction of 30% which is 15 percent of each species as shown in Table 1. a/ Austria pine sawdust, b/ Cordia africana sawdust, c/mixture of A and B, d/ pure HDPE, and e/ mixture of C and D. Formulation of composite.

Sample preparation
The composites were prepared by melting the ingredients based on the calculated weight fraction, and the machine used for sample preparation is C R Clarke Thermoforming Centre (model 911). The machine is a multipurpose machine that can perform various operations such as injection molding, extrusion, plastic welding, and vacuum forming, and so on. The composites were prepared by injection of the compositions of the composite to the steel mold that have 140mmx70mmx5mm mold cavity. The melting and mixing temperatures used for samples preparation were 200 °C for 20-30 minutes and 5 minutes of injection time. The machine used a pneumatic press for the injection molding process.
Mechanical properties
Tensile test
The influence of wood flour presence on the tensile properties of WPCs studied by analyzing the modulus of elasticity, tensile strength, and elongation at break. The effect of the presence and the kind of wood flour on the tensile properties was analyzed experimentally. The specimen for the tensile test is based on ASTM D638-14 specifications.
The tensile properties of the composites were tested at Ethiopian Conformity Assessment Enterprise by using the universal tensile testing machine (M500-100AT). According to ASTM D638 type v specification for specimen preparation for tensile testing, the testing speed should be 1 mm/min. Five specimens were tested per sample and the results are presented in statistical mean and standard deviation values.
Impact test
Wood-plastic composite in different applications should have good resistance to the sudden load. So, the impact property of WPC is a very important parameter in WPC. The specimen for the impact test was prepared based on ASTM D6110-18, which is, standard test method for Charpy impact resistance of notched plastics. The specimen size used for impact test based on the standard was 126 mm × 12.7 mm × 5 mm. The Charpy impact strength for the notched samples was performed at Bahir Dar Institute of Technology with China pendulum impact testing machine (model: JBS-500B). The test was performed at 5.4 m/s impact speed and 250J impact energy.
Water Absorption test
The water absorption tests for this study were performed based on ASTM 570-98 (standard for water absorption tests). The immersion of the WPC samples to a container of distilled water for 28 days. Water absorption was calculated by using the following equation
After the specimens removed from the water one at a time, all surface water wiped off with a dry cloth, and weighed immediately by using an analytical balance capable of reading 0.0001g. Before the immersions of samples, the cut edges of the samples were made smooth by finishing with No. 0 or finer sandpaper in order to make them free from cracks.
Surface morphology analysis
The surface morphology of the samples was observed by optical microscope manufactured from Zeta instruments made in USA model; Zeta-20, which is available in Addis Ababa Science and Technology laboratory.
The Zeta-20 Optical Microscope is a fully integrated microscope-based system that provides 3D imaging and metrology capability in a small, robust, and cost-effective package. The samples for surface morphology analysis were 20 mm × 20 mm × 5 mm of each sample, and the samples were prepared by cutting and grinding. However, the surfaces of the samples were not grinded. 10x objective magnification was used for observation of the samples.
Result and discussion
Mechanical properties
Tensile properties
Tensile strength of a material indicates the material’s ability to resist a force that tends to pull it apart. The effect of the wood species at 30 wt% on the tensile strength and modulus of elasticity of the wood-plastic composites are shown in Figures 2 and 3 respectively. As can be seen from Figure 2, the HDPE/mixture composite had the highest tensile strength value. Surprisingly, all the three samples had higher tensile strength than the reference one, which is the pure HDPE. Tensile strength and Elongation at break of the composites. Modulus of Elasticity of the samples.

Based on the tensile strength results obtained from the test, the study analyzed that composites from 30wt% of wood flour gave better tensile strength than the pure HDPE. However, all three samples had the lowest percentage elongation at break compared with the reference sample that is the pure HDPE which had about 180% elongation percentage. The incorporation of wood flour decreased the composites elongation percentage at the break to 3% for HDPE/mixture sample and 2.5% elongation percentage for both HDPE/Austria and HDPE/Wanza samples. Similar behavior was also presented in Irina et al. 10 studies that reported wood has a low elongation at break due to the incompatibility of wood and plastic. The incompatibility properties of wood and plastic due to hydrophilic and hydrophobic properties of wood and plastic, respectively, also affect the continuity of the matrix. In addition to the incompatibility, the poor elongation of WPC is due to the presence of wood flour, which has a low ductility that results in poor elongation.
From the tensile properties obtained from this study, Cordia africana sawdust gave better tensile strength and modulus of elasticity results than Austria sawdust. The incorporation of wood flour had impact on both the tensile strength and the modulus of elasticity properties of the composites. As can be seen from Figure 3, Cordia africana sawdust provided the best modulus of elasticity property. This implies that altering the wood species changed the tensile strength values. Most importantly, the mixture of both sawdust provided the best tensile strength result as can be observed in HDPE/mixture sample.
Maximum tensile strength values of this study and other studies.

Impact test
Impact tests measures the ability of the material to resist a sudden load at high speeds. In addition, since objects might fall on the WPCs in applications like flooring, decking, and automotive interior applications, WPCs should need a good ability to withstand sudden impact loads in order to maintain the integrity of the material in the application areas.
The impact strength changed in the range from 10.02 J/cm2 to 13.79 J/cm2 depending on the wood flour species used for the composite preparation. As presented by this study, the HDPE composite made from Cordia africana wood flour gave the lowest impact strength value. However, the HDPE composite having 15% Wanza and 15% Austria pine sawdust have the highest impact strength value compared with the other samples. As can be seen from Figure 4, the addition of wood flour significantly reduced the impact strength values for HDPE/Austria and HDPE/Wanza samples compared with the reduction observed from HDPE/mixture sample. The decrement of impact strength values are 13.79 J/cm2 to 11.54 J/cm2 (16.32 %) for HDPE/Austria sample and 13.79 J/cm2 to 10.02 J/cm2 (27.34%) for HDPE/Wanza sample, whereas for HDPE/mixture sample the decrement due to the addition of wood flour was 13.79 J/cm2 to 13.03 J/cm2 (5.5%). Similar behavior was also observed by Taufiq et al.
14
the addition of 30 wt% of kenaf reduces the impact strength of r-PP/PE by 56% (from 308 J/m to 172 J/m). Lu and Oza’s
22
study also reported similar impact strength behavior in their study on hemp-reinforced PP composites. Their results showed stress concentration area increased with the addition of natural fiber which led to the initiation of crack growth. Impact strength of the composites.
Taufiq et al. 14 reported that the most common factor which causes the decrement of impact strength with the addition of wood flour in WPC manufacturing is poor interfacial bonding between the reinforcement and the matrix. Taufiq et al. also presented that in addition to interfacial bonding, the impact strength of WPC is also influenced by types of wood, material hardness, and degree of densification as reported by. As can be seen from the impact strength result of this study changing the wood species on the composites alter the impact strength values.
Water absorption properties
The water absorption property of the composites is displayed in Figure 5. As can be seen from Figure 5, the immersion period was 28 days, which is not enough for stabilization of the water absorption parameters. As can be seen from Figure 5, the water absorption property for the reference sample increased significantly after 14 days of immersion. However, for the other three samples, the significant change in water absorption property started after 24 hours of immersion. The highest water absorption was found for the HDPE/Wanza sample that is the composite made from pure HDPE plastic matrix with Cordia africana sawdust. The reference sample made from virgin HDPE had the lowest WA due to there are no wood particles in the reference sample. HDPE composite prepared from a mixture of 15% Austrian pine sawdust and 15% Cordia africana had lower water absorption properties than the other two composites. This is due to the fact that the rough surface finished WPC had a greater tendency of water absorption than the smooth surface finished WPC. In addition to better resistance to water absorption properties, it has been observed that the HDPE/mixture sample also had better tensile and impact strength properties. Water absorption properties of the composites.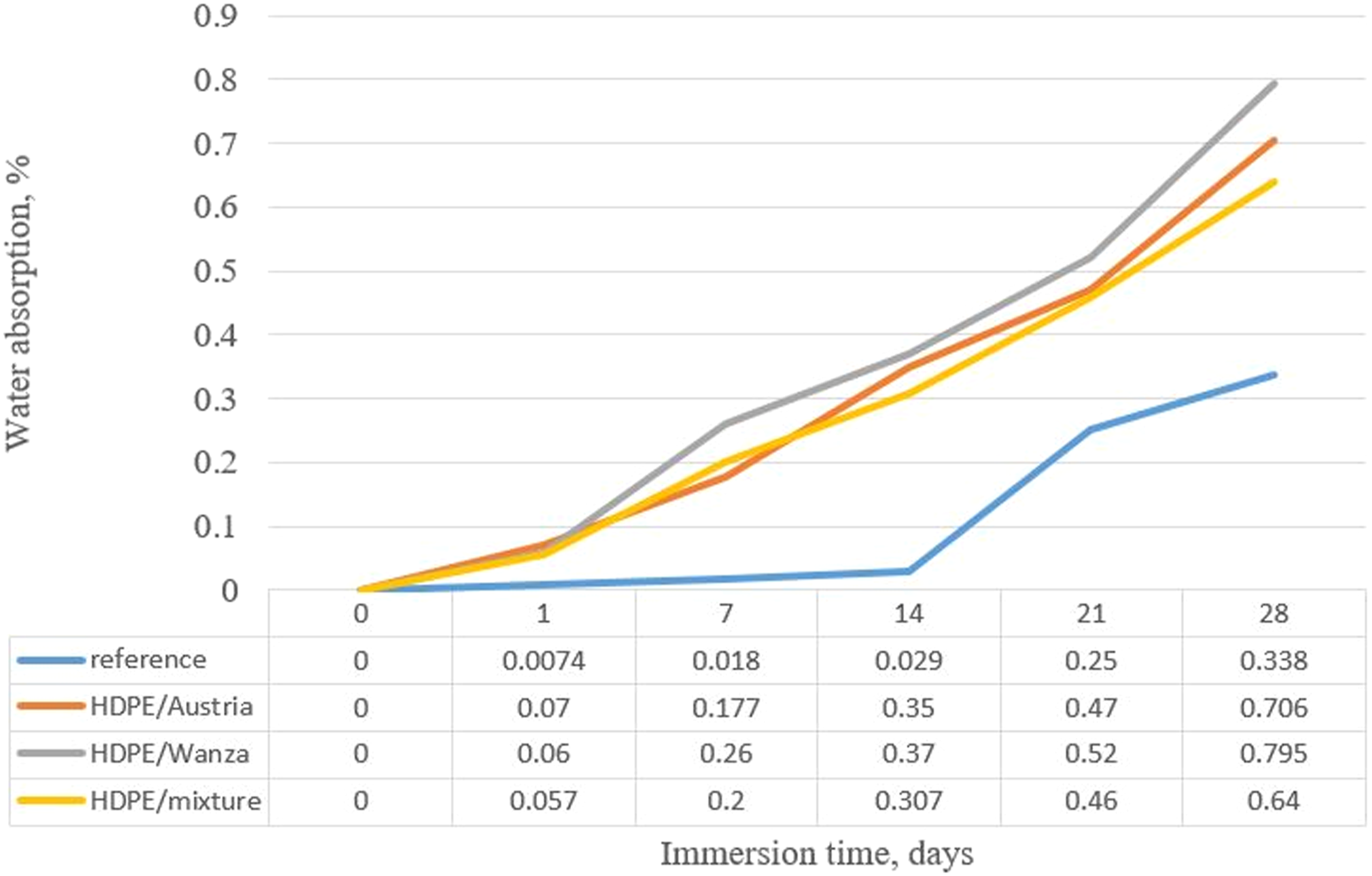
It has been also observed that having 70 % of the plastic matrix has a positive impact on the water absorption properties of the composites due to the matrix plays a vital role in covering the reinforcement which makes it difficult for water to be absorbed by the wood particle. The water absorption property obtained from this study gave significantly better water absorption properties than Philipp et al. study and also better than Irina et al. for all three samples. This study also presented that all three samples and the reference sample had a water absorption percent less than one at 28 days of immersion. Philipp et al. 1 studies presented that the water absorption of 30 % wood flour from Norway spruce and PS and ABS matrix, the samples exhibit about 4 % water absorption. Irina et al. 10 studies also presented that, WPCs from recycled plastic of construction and demolition waste which contains HDPE and LDPE with Spruce wood flour particle exhibit about 10% water absorption after 28 days of immersion.
Studies show that the addition of coupling agents like MAPE or urea-formaldehyde or SMA has a positive impact on the water absorption properties of the WPCs. This is due to, adding coupling agents had a positive effect on enhancing the interfacial bonding between the matrix and the reinforcement. The interfacial bonding between wood and plastic is poor due to the hydrophilic and hydrophobic properties of the wood and plastic, respectively.
Surface morphology analysis
Observing the surface morphology helps us to understand the composition of the plastic and the wood waste for WPC manufacturing, as well as the observation, helps us in determining the roughness of the samples. Also, the determination of manufacturing technique, as well as composite ingredient which gave the smoothest composite, were determined based on the optical surface morphology analysis.
As can be observed from Figure 6, 7, and 8 all specimens were observed to have microstructural voids; however, the third sample, that is, the composite from the HDPE matrix, reinforced with a mixture of both Austria pine and Cordia africana sawdust shows a preferable surface finish with a relatively smooth surface and smallest Ra (roughness) value. The roughness values (Ra) of the samples are 117.38 µm for HDPE/Austria sample, 93.36 µm for HDPE/Wanza sample, and 16.79 µm for HDPE/mixture sample. From the roughness values of the composites, HDPE/mixture sample provided the best surface finish than all samples. Surface morphology of HDPE/Austria 2D on the left and 3D on the right. Surface morphology of HDPE/Wanza 2D on the left and 3D on the right. Surface morphology of HDPE/mixture 2D on the left and 3D on the right.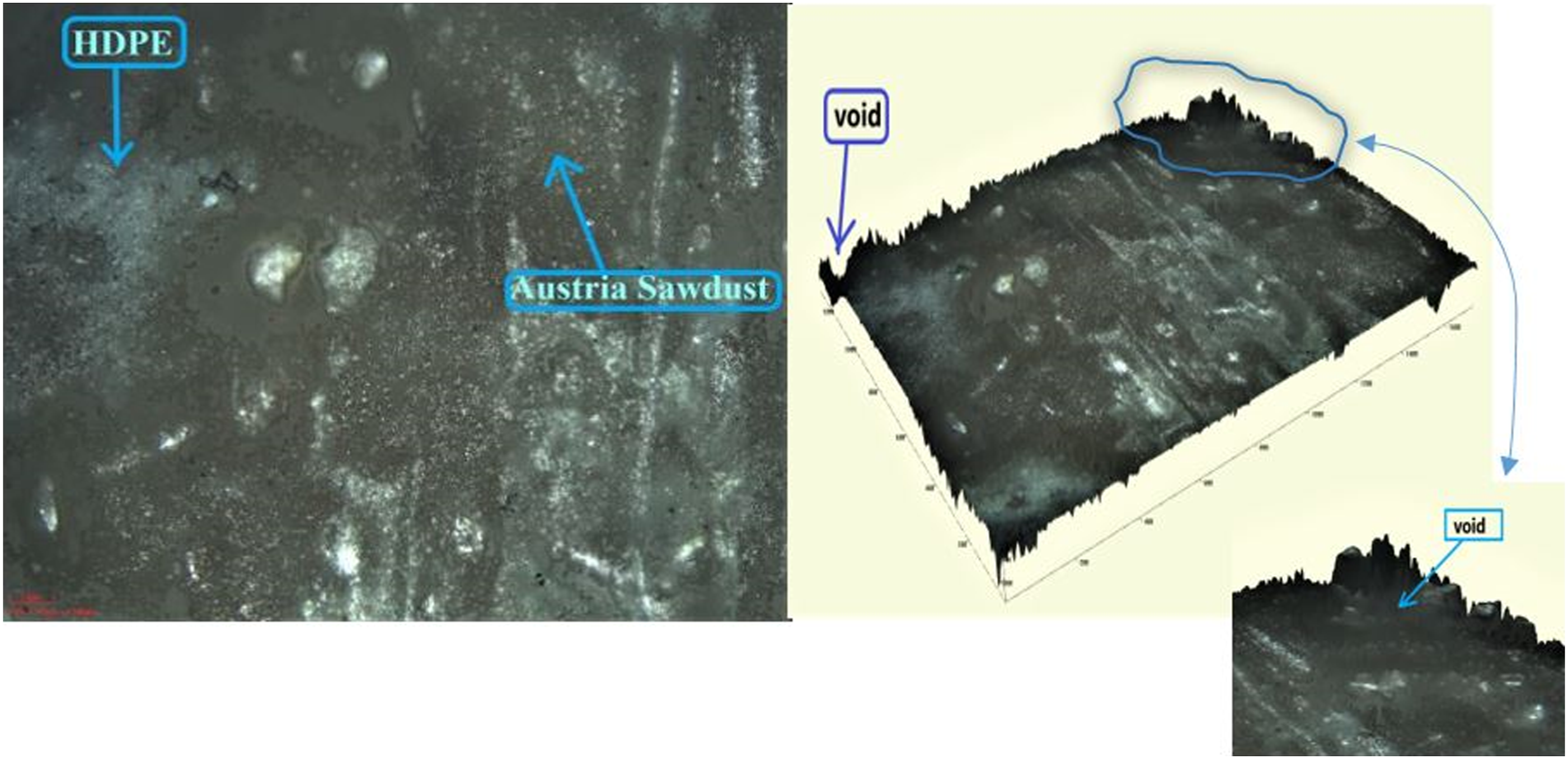


From the 3D diagrams of Figure 6, 7, and 8, roughness of the composite could be observed. The roughness of the observed specimens was mainly due to the manufacturing technique and the ingredient materials properties. The main challenge while operating with the thermoforming machine for specimen manufacturing was cooling fast, sometimes without even finish the filling of the mold which resulted in short fill and waste of ingredients. This is due to the melting and the injection area of the machine being in separate places, so, there is a time gap between injection and moving the molten ingredient to the injection zone. Another challenge that influenced the roughness of the composites was the natural properties of the ingredients, which are the hydrophobic property of the plastic matrix and the hydrophilic property of the wood reinforcement. In addition, there was also the tendency of the fine sawdust to compact instead of mixing with the plastic. The compactness of the sawdust is minimized by the frequent stirring of ingredients while melting in an oven.
Conclusions
In this study, the wood plastic composite (WPC) was manufactured from pure HDPE, Cordia africana /Wanza/ sawdust, and Austria pine sawdust. The samples were tested for mechanical properties which are tensile and impact properties, followed by morphological analysis in addition to physical property, which is the water absorption test. • From the results obtained by the study, it was observed that wood species in wood-plastic composites play a vital role in the performance of wood plastic composites. 30wt% of Cordia africana sawdust gave better tensile strength than 30wt% of Austria pine sawdust, however, composite from 30wt% of Austria pine sawdust gave better impact strength than composite from 30wt% of Cordia africana sawdust. • Composite from pure HDPE reinforced with the mixture of Cordia africana and Austrian pine sawdust provided the best results in tensile strength, impact strength, and water absorption properties, and also provided the best surface finish. • It was also concluded that the decrement of impact strength with the addition of wood was due to poor interfacial bonding between the matrix and reinforcement. The main reason for poor interfacial bonding is that of the incompatibility of the hydrophilic property of reinforcement with the hydrophobic property of the matrix. The hydrophobic and hydrophilic properties of matrix and reinforcement, respectively, also influence the morphological analysis of the composites due to the poor bonding between matrix and reinforcement. • It has been also shown that wood species which provide better tensile strength properties might not give better impact strength properties. However, the mixture of wood species used in this study provided the best results.
Recommendations for future studies
Since this study used a constant amount of reinforcement which is 30wt%, more study is needed by varying the weight fraction of matrix and reinforcement to determine the actual effect of wood species used in this study on the performance of WPCs.
Many studies have presented that the use of additives like coupling agents enhances the performance of WPCs; however, this study does not use any additives for that matter. It is suggested that to expand the research by investigating the performance of WPCs by using additives, especially coupling agents, due to their great impact on improving the interfacial bonding between matrix and reinforcement.
Since this study’s main objective was to investigate the effect of wood species, the study used virgin HDPE plastic as a matrix. However, for future study, it is highly recommended that to use recycled plastic and study the performance of the resulting WPCs.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.