
Abstract
Styrene butadiene rubber (SBR) friction materials containing different carbon fiber (CF) content were prepared using molding process. The effects of CF content on mechanical property, friction performance and wear rate were studied. Worn surfaces of samples were analyzed by scanning electron microscope. The results show that with increasing fiber content, the tensile strength decreases first and then presents an increment trend. Both the friction coefficient and wear increased with load, and the low molecular weight polybutadiene liquid rubber graft maleic anhydride (LMPB-g-MAH)-treated fiber shows lower friction coefficient and wear. LMPB-g-MAH-treated CF/SBR composite was used for some components or parts of machines in chemical engineering, textile engineering, food processing, paper making industry, pharmacy, transportation engineering, agricultural engineering as well as coal and ceramic production.
Introduction
Recently, polymer nanocomposites have attracted worldwide attention because of their high performance. 1,2 But there still exists many difficulties to get a wide range of applications in rubber, plastic, adhesive, coatings, and so on. For example, nanoparticles have a strong tendency to reunite due to its high surface energy, so it is hard to disperse in polymer matrix well. Nanoparticles have weak combination with the polymer matrix because of badly consistent interface. Therefore, surface modification of nanoparticles is necessary, and the coating layer on the surface of nanoparticles must be thicker enough to bring stronger electrostatic, steric stabilization and forceful interaction between particles and polymer matrix. 3 –5
Because of the characteristic of extremely high strength (HS) and modulus, good stiffness, creep resistance, and so on, carbon fiber (CF) has been widely employed as the reinforcing material in the advanced composite materials that have been applied in a variety of areas such as the aerospace industry, automobile applications and sporting goods 6,7 ; hence it is significant to develop the composite reinforced by CF with high-performance mechanical properties.
The surface chemistry of the CFs is a very important parameter in order to improve the interaction between the cement matrix and CFs. The fiber–cement interaction can be modified by different ways, such as thermal treatments or using chemical agents. It was reported that a surface pretreatment of CFs could improve the bond strength between CFs and the cement matrix and the dispersion degree of conductive fillers, thereby increasing the shielding effectiveness of the composites. 8 –10 However, little has been reported, so far, on the chemical vapor deposition surface treatment of CFs before they are incorporated into a cement matrix to prepare carbon fiber reinforced composite (CFRC) composites.
Styrene butadiene rubber (SBR) is one of the most widely used rubbers in the production of tires, footwear, conveyor, belts, hoses, flooring and adhesives. In order for SBR to be used in various practical applications, it should be reinforced with several types of inorganic fillers. 11,12 In order to endow electrical conductivity to SBR, carbon black and carbon nanotubes have been employed.
In this study, we aimed to produce CF-reinforced SBR materials molded to observe the effects of LMPB-g-MAH treatment on the fiber surface for the mechanical and morphological properties of molded composites. We also focused on the effects of sliding load on the tribological properties to observe the effects of improved interfacial adhesion between the fibers and the polymer matrix. LMPB-g-MAH-treated CF/SBR composite was used for some components or parts of machines in chemical engineering, textile engineering, food processing, paper making industry, pharmacy, transportation engineering, agricultural engineering as well as coal and ceramic production.
Experimental
Materials
SBR-type rubber was supplied by Apollo Tyres (Pty) Ltd (Durban, South Africa). The uncured rubber was supplied with prior addition of additives (curatives, carbon black, stabilizers and process aids). The short CFs used were polyacrylonitrile (PAN)-based and were 5 mm in length, provided by Jiyan Carbon Co. Ltd (Jilin, China). They were added into the cement matrix in the amount of 5, 10, 15, 20, 25 and 30 vol%.
CF was obtained from Shanghai sx-Carbon Technology Co. (Shanghai, China). The reinforcements were PAN-based HS CFs. The properties of CFs are given in Table 1.
The properties of carbon fibers.
Surface modification of CF with LMPB-g-MAH
The native CF (3 g), a certain amount of LMPB-g-MAH and dimethylbenzene (50 ml) were added into the flask, mixing round with high speed at 60°C for 3.5 h, then vacuum drying for 10 h.
Composite preparation
Compound mixing was carried out as below: uncured rubber was mixed with essential additives and the mixing was carried out in laboratory size Banbury mixer (Farrel, UK). Banbury temperature control is maintained by manual-controlled temperature control unit. Master-batch (uncured rubber and additives) was mixed at 60 r/min screw speed for 6 min and the batches were dumped at 145°C. After adequate maturation of the master-batches (28 h), it was mixed with the curatives and CF at different dosages. The mixing was performed at 40 r/min for 4 min and the batches were dumped at 100–110°C. After final mixing and 24 h maturation is done and then after molding is started. Moldings were carried out in an automatic press at 140°C at a pressure of 10 MPa for 40 min. The molded pieces were cooled in water and conditioned at 23°C and 50% relative humidity for 24 h before testing.
Mechanical and tribological testing
Tensile tests were applied according to ASTM D 638 using a comSBRter controlled Universal Testing Machine (Made in China) on dog bone samples (2 × 7.4 mm2 cross-section; gauge length = 80 mm). A crosshead speed of 5 mm/min was used. At least five samples were tested at room temperature, and the average results are reported for each type of composite.
The friction and wear tests of the CF in contact configuration of ring-on-block were carried out. Block CF/SBR specimens (20 × 10 mm2) were polished to an average roughness of Ra = 0.2 µm. Medical Ti6Al4V titanium alloy ring (with a diameter of 28 mm) was selected against counter-body. In this study, wear tests were performed under the normal load of 100, 150, 200, 250 and 300 N at a constant sliding speed of 0.42 m/s.
Scanning electron microscopy
A field emission scanning electron microscope (SEM) was used to analyze the tensile fracture surfaces of the composites. All fracture surfaces were gold coated for 40 s using a Desk II SSBRtter-Coater (Denton Vacuum, New Jersey, USA) to reduce the incidence of surface charging in the SEM.
Results and discussions
Mechanical properties
Figure 1 shows the tensile strength and tensile modulus of the composite. Obviously, addition of CF decreased mechanical strength of SBR-based material, and with the increase in CF volume content, mechanical strength presents an increment trend. The decrease in the mechanical strength was attributed to the second phase formed by inert CF, which obstructed the continuity of the basic SBR phase because the CF has lack of chemical bonding with SBR, whereas the increase in the mechanical properties was attributed to the bearing load of CF.
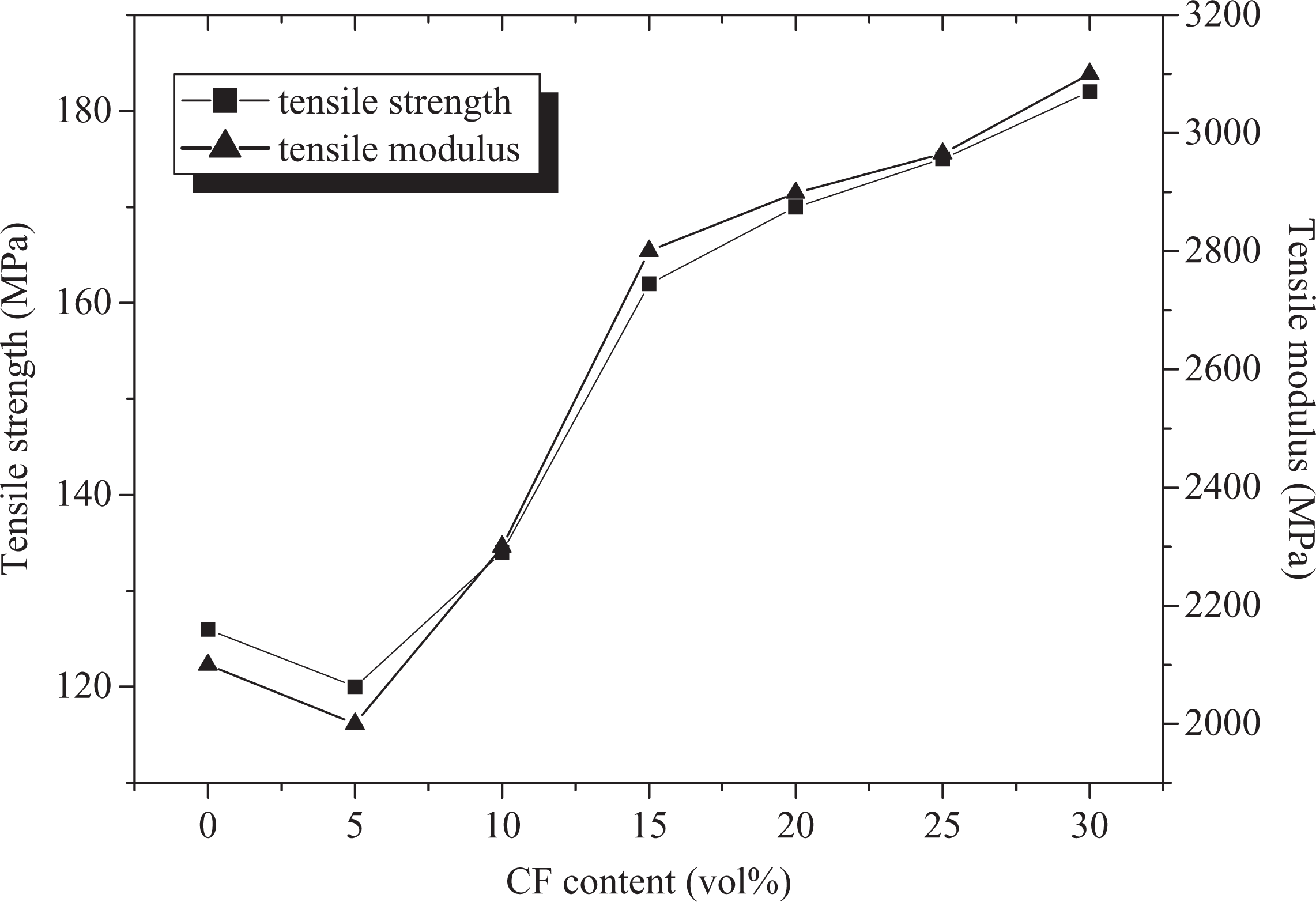
The tensile properties of CF/SBR composite. CF: carbon fiber; SBR: styrene butadiene rubber.
Figure 2 shows the friction and wear performance of CF/SBR composites at a speed of 0.42 m/s in dry sliding friction. It was observed that the friction coefficients of CF/SBR composites displayed little difference (Figure 2(a)). It can be concluded that the load had effect on the friction coefficient of composites. It should be noted that the friction coefficient in these curves decreased with CF volume fraction and reached a minimum in case of CF/SBR composites at 30%.
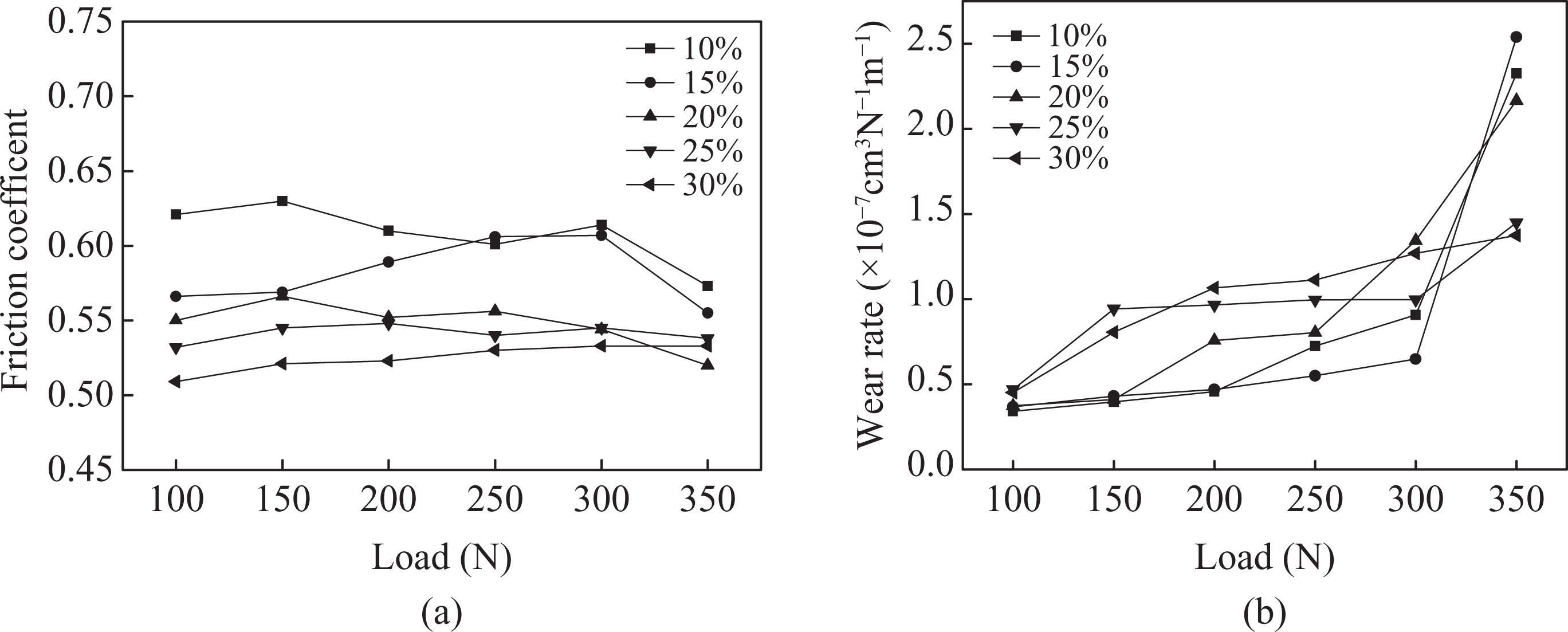
Relationship between friction coefficient and wear with carbon fiber content.
Figure 2(b) shows the wear rate of CF/SBR composites under dry sliding condition. It is apparent that the wear rate of CF/SBR composites increases with the increase in load. But the trend changed differently when the load is high. For composites filled with low content of CF, the wear increased abruptly. It can be concluded that the tribological properties were the best when CF was 30%.
Volume content of CF exceeding 30% could effectively decrease the friction coefficient (as seen in Figure 2(a)). It was believed that the softer fillers with considerable content could effectively provide lower shear stability of the surface and then decrease the friction coefficient during the friction process, while lower CF content could lead to dramatic reduction in wear rate (as seen in Figure 2(b)). The wear was decreased by 85–97.4%.
In fact, CF in the composites effectively changed wear mode from severe to mild wear. A brown soft and thin layer was formed on the worn surface as shown with brown region in Figure 3(b) to (f). This layer was detached from the composite surface and could be torn off by common adhesive tape. It was sound to believe that the shear stability of the soft layer is less than that of the composite, so this layer could effectively reduce friction coefficient.
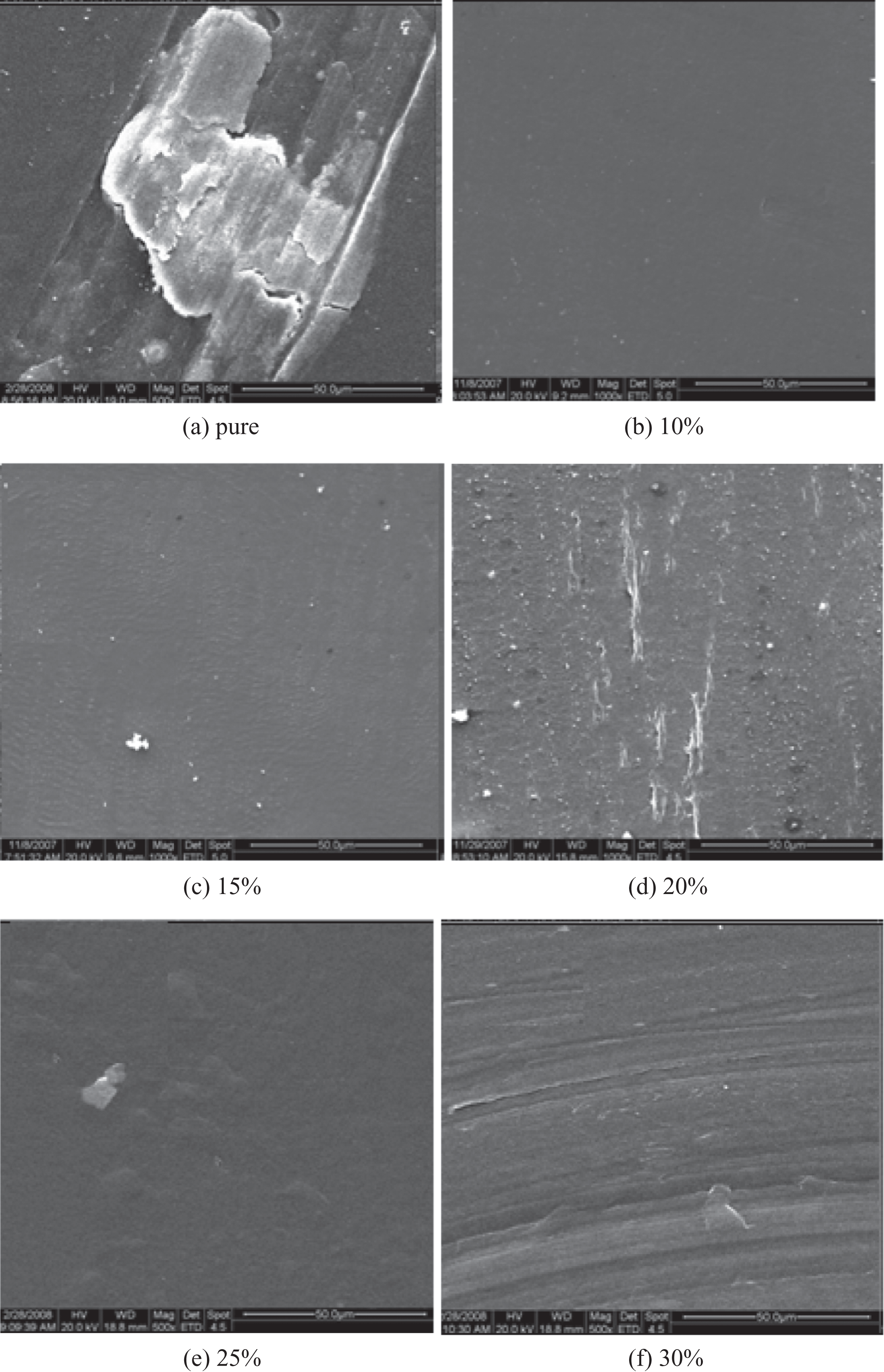
The worn surface of SBR that of CF/SBR composite: (a) Pure; (b) 10%; (c) 25%; (d) 20%; (e) 25%; and (f) 30%. CF: carbon fiber; SBR: styrene butadiene rubber.
On the other hand, this detached soft layer between the steel ring and the composite would protect the friction pairs from massive tearing and rupture of the surface as occurred on SBR material without filler of CF. This layer comprised soft CF, a kind of outstanding solid lubricant, and hard grains of SBR-based composite materials that could support the load. It is an effective lubricative composite layer.
Considerable wear debris stays outside of contact region during the friction process, among which the CF was ground into flake (as seen in Figure 3(d)). Along with the friction process, hard CF grains left the conglomeration (those ‘wear debris’ on Figure 3), while the flake of CF still stays there. Part of this CF flake was taken into contact region and provides lubricating effect.
More ripples were found on the worn surface of SBR that of CF/SBR composite. Figure 3(a) showed the mean size of ripples below 5 × 2 µm2. Delamination and cracking appeared at the surface of pure SBR, which corresponded to obvious deformation. In this study, perhaps there was the same mechanism due to the plastic flow of the polymer. Because the ripples on SBR were more easily broke off when they subjected to the cross-directional shearing, more wear particles were removed and higher wear mass loss of SBR would be induced. For SBR, the characters of abrasive wear were presented adequately.
Less material transferred on the worn surfaces of the treated CF/SBRR composites was detected than that of the untreated one. It might be the reason why the severe adhesion occurred on the interfaces of the CF/SBR composite. It could be seen clearly that the CF had transferred to the titanium ring counterpart exhibiting morphology of concentric circles. Therefore, it could be concluded that a transfer film of CF was formed on the surface of the ring specimen. However, no titanium was found on the surface of CF. Quite different from the damage occurred at metal materials for the different deformation behaviors of polymer.
A comparison of the coefficient of friction and wear values of CF/SBR composites was shown in Figure 4. Wear mechanisms and the friction coefficient were correlated. It should be noted that friction coefficient and the wear of CF/SBR composites with LMPB-g-MAH-treated fibers is lower compared with untreated fibers. Due to the viscous fluid flow of the surface layer, the friction coefficient at this time was controlled (Figure 4(a)). The material surface viscosity decreased mainly because of the strong bonding. The formation of a lubricant film protected the materials and decreased the friction coefficient. Thus, the wear of the surface layer would decrease (Figure 4(b)), leading to the decrease in the friction coefficient. There was a possible reason, the variation of attack angle shows that there is a transition of wear mechanisms from ploughing for a small attack angle to cutting for a big attack angle.
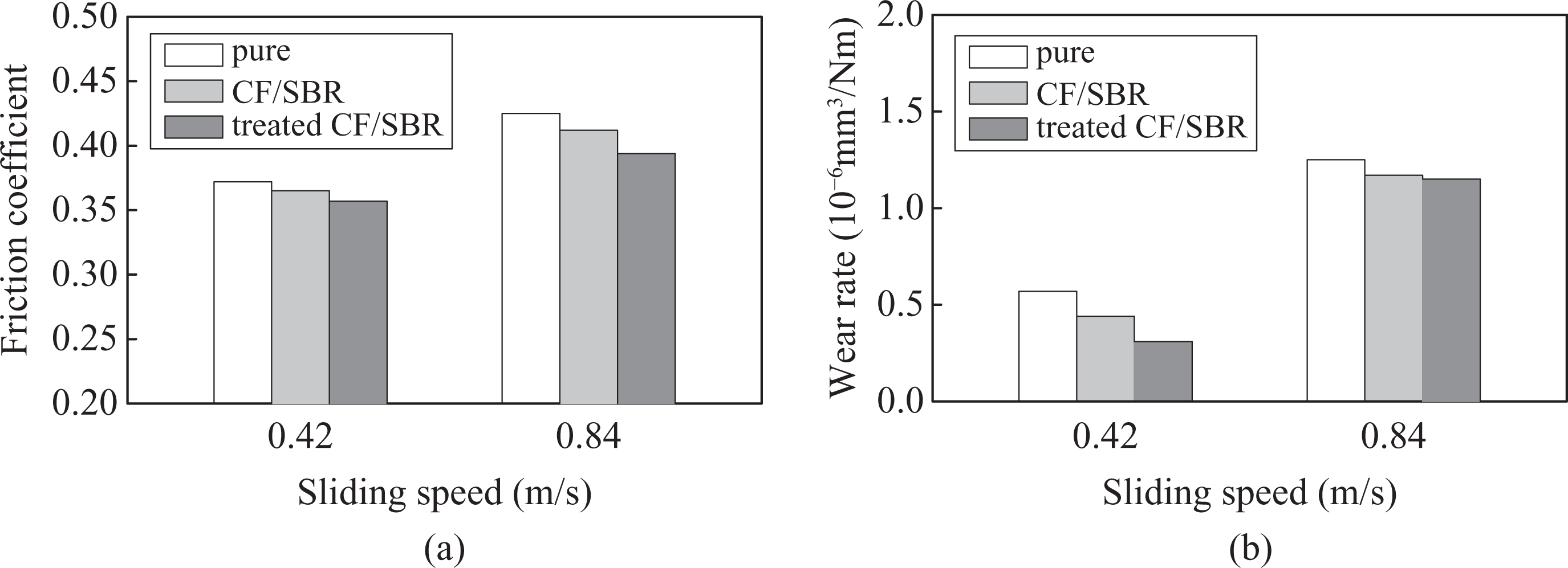
The low molecular weight polybutadiene liquid rubber graft maleic anhydride (LMPB-g-MAH) modification on the friction and wear.
Figure 5 showed the worn surface of CF/SBR specimen after the wear test. An exponential relationship between strain and depth below the worn surface appears to be almost universal in wear tests. Caused by ploughing of asperities on the surface, the rough surface was damaged severely by plastic deformation, fretting and ploughing.
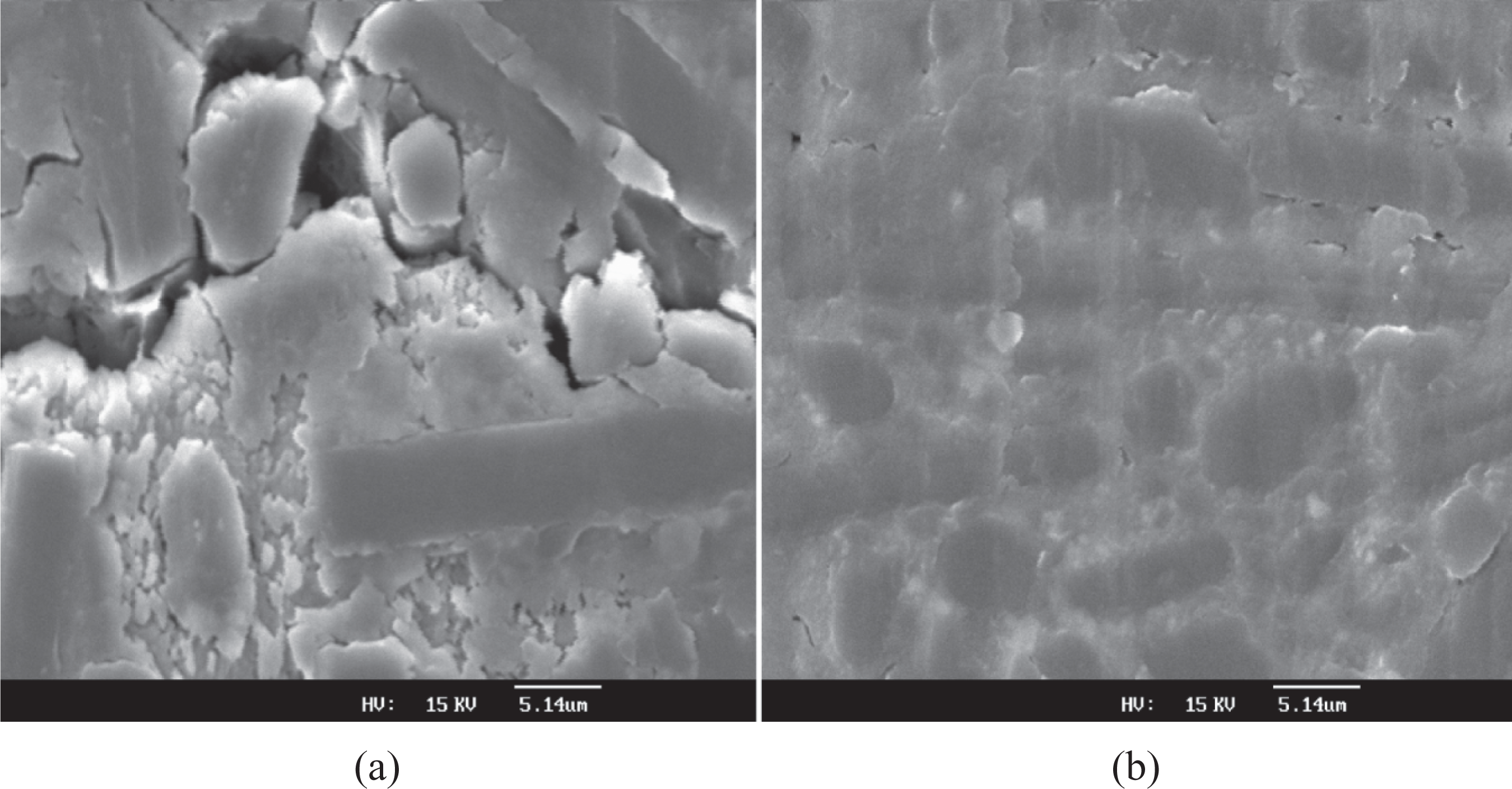
SEM morphologies of the worn surface of CF/SBR composites: (a) untreated and (b) LMPB-g-MAH-treated. SEM: scanning electron microscope; CF: carbon fiber; SBR: styrene butadiene rubber.
It can be seen from Figure 5(b) that there are some small cracks, debonded fibers and slight grooves due to the sliding contact of the steel ball on a smooth surface. There was a smooth lubrication film formed on LMPB-g-MAH-treated CF. Comparing the worn surface of LMPB-g-MAH-treated CF reinforced SBR, it proves to be significantly beneficial in improving the friction and wear performance of the composites. More cracks and cut fibers, and deeper grooves are founded on the rougher surface, largely because of those fibers without modification. On the whole, the worn surface is damaged by surface ploughing and fretting for the specimen. Compared with LMPB-g-MAH-treated specimens, the worn surface of untreated specimen had lower strength and was much more severely damaged (Figure 5(a)). Incorporated LMPB-g-MAH-treated CF significantly protects the CF/SBR bonding during the sliding process and therefore no obvious CF/SBR interfacial failure is noticed, leading to the improvement of the wear resistance. Slight plough marks are observed on fiber surfaces. This can be the main reason why plough marks are attributed to the sliding of crushed CF agglomerates. It was obvious that LMPB-g-MAH-treated CF increases in the interfacial adhesion of composites.
Conclusion
When the CF fiber weight fraction increased in the SBR matrix from 5 to 30 wt%, the tensile strength decreases first and then presents an increment trend. LMPB-g-MAH treatment efficiently improves the interfacial adhesion of CF/SBR composite. The scanning electron micrographs support a well-established interfacial adhesion in the CF/SBR composite. Both the friction coefficient and wear increased with load, and the LMPB-g-MAH-treated sample shows lower friction coefficient and wear. The load showed little influence on the friction coefficients of CF/SBR composites displayed.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.