
Abstract
With increasing environmental awareness and ecological risk, green composites have gained more and more research attention, as they have the potential to be attractive than the traditional petroleum-based composites which are toxic and nonbiodegradable. Because of their lightweight, friendly processing and acoustic insulation, green composites have been used widely ranging from aerospace sector to household applications. The end-of-life concern with many polymeric composites has also limited their application spectrum. The green composites not only replace the traditional materials such as steel and wood but also challenge certain nonbiodegradable polymer composites. The present research initiative aims at highlighting the issues and challenges in the development and characterization of poly lactic acid–based green composites. A few of these important composites and their mechanical properties (tensile, compressive, flexural, and impact strength) have been reported in this study. The focus is the identification of the possible areas for their novel applications. A study has been conducted to categorize the various types of green composites on the basis of their physical, chemical, and mechanical characteristics.
Introduction
Although fiber-reinforced polymers (FRPs) have been used in many engineering applications, especially where high strength and stiffness are required, unfortunately, traditional FRP composites often pose considerable problems with respect to their reuse or recycling at the end of their usable lifetime, mainly because of the nonbiodegradable fibers and matrixes. This led to the development of green composites of natural fibers and biodegradable resin. A new public awareness toward green composites has taken place because of a variety of reasons including major oil crises due to the finite nature of fossil resources, increase in the release of toxic gases into the atmosphere as a result of burning fossil resources and a huge increase in the volume of composite waste. Development of partially biodegradable composites made of cellulosic fibers with thermoset resin started in 1980s. In 1990s, fabrication of wood flour (WF)-reinforced composite using thermoplastic resin was reported. 1 –7
At present, a variety of partially biodegradable and green composites 8 –11 have been developed with fairly good mechanical properties using different natural fibers (e.g. flax, ramie, hemp, etc.) and biodegradable polymers (e.g. starch, cellulose or vegetable oil derivatives). The performance of green composites depends on the properties of the natural fibers used as reinforcement. Instead of having some drawbacks like low modulus of elasticity, high moisture absorption and decomposition in biological attack, the most important feature of green composites is their total biodegradability without any adverse effect on the environment as they are converted into water and carbon dioxide.
The present study reviews recent studies and developments related to poly lactic acid (PLA)-based green composites and their mechanical properties in terms of tensile strength, compressive strength, flexural properties and impact strength and addresses some of the basic issues in the development of such composites.
Constituents and types of green composites
The main constituents of green composites are matrix, reinforcement and interphase between matrix and reinforcement. The matrix is the continuous phase and plays an important role in determining the overall properties of the green composite. The matrix isolates the fibers from one another in order to prevent abrasion and formation of new surface flaws and acts as a bridge to hold the fibers in place. A good matrix should possess ability to deform easily under applied load, transfer the load onto the fibers and evenly distribute stress concentration. Matrix materials may be petroleum-derived nonbiodegradable polymers like polypropylene (PP), polyethylene and epoxies or biopolymers like PLA, polyhydroxybutyrate and so on. The reinforcements are the second main component added to the matrix, which normally enhance the mechanical properties of the neat resin system. Due to presence of different constituents in intermixed or combined state, there always exist a contiguous region which is the interface between matrix and green fibers, but sometimes in the contiguous region there exists a distinctly added phase (coating) or reacted phase which improves wetting, that is interphase. Interface has characteristics that are not depicted by any of the component in isolation. It is the region that lies between matrix and the reinforcement. It plays critical role in determining the properties of composite. There should be good wettability between matrix material and green fibers. Various surface treatments of green fibers (silane, acetone and alkali treatment, etc.) and coupling agents are frequently used to improve the wettability. To obtain desirable properties in a composite, the applied load should be effectively transferred from the matrix to the fibers via the interface. Figure 1 shows the categories of natural fibers and biodegradable polymers which are used to develop green composites.
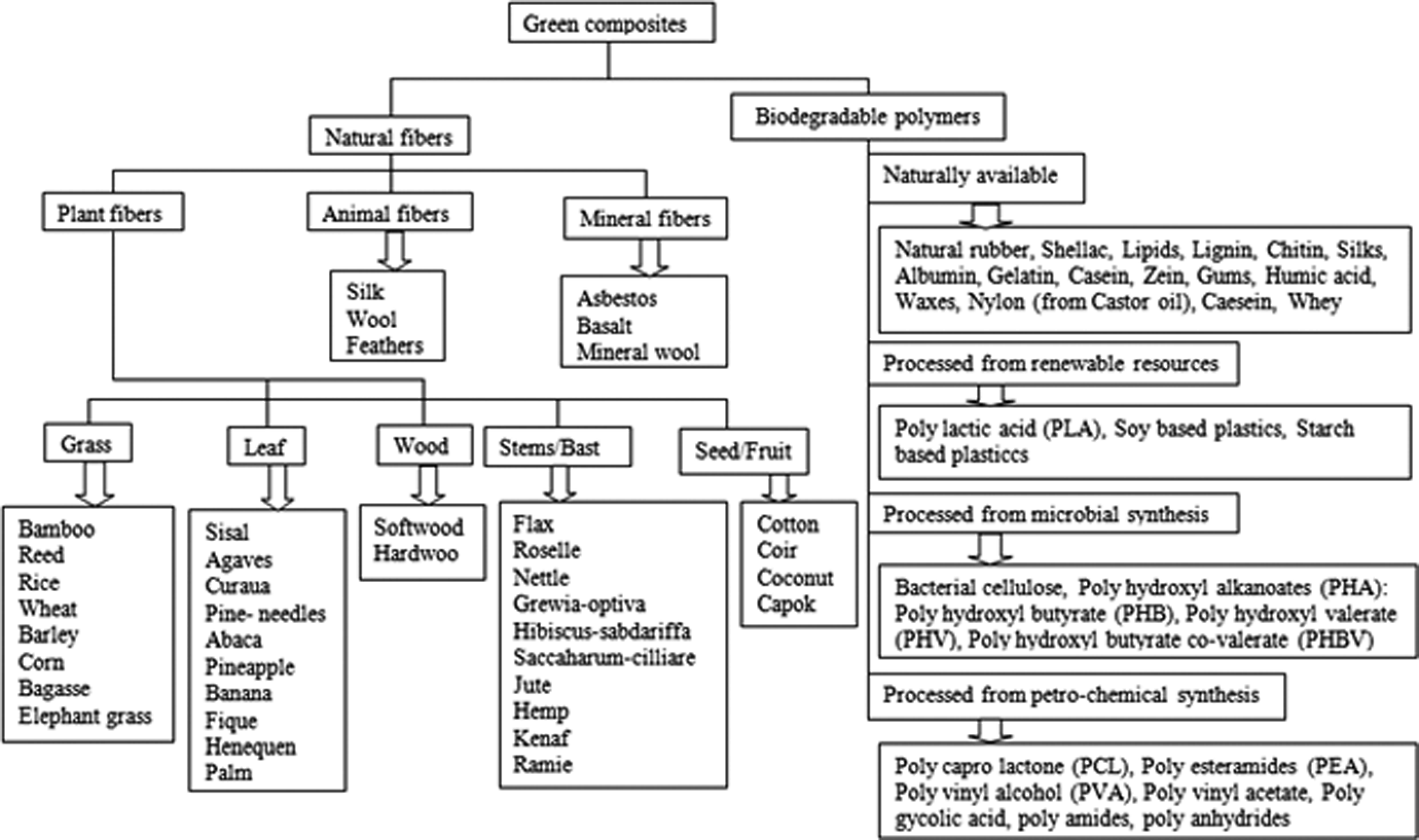
Constituents of green composites.
When natural fibers (biofibers/green fibers) are reinforced with traditional petroleum-based nonbiodegradable polymer matrix, the resulting composite is partially biodegradable. If the matrix is biodegradable (biopolymer/green polymer) resin, the natural fiber–reinforced biopolymer composite is green/fully biodegradable composite. Two or more different natural fibers in combination with polymer matrix (biopolymer-/petroleum-based polymer) results in ‘hybrid’ green composites. The purpose of hybrid composites is the customization of properties of the resulting green composites. Another subclassification of green composites can be on the basis of nature of reinforcements and functional behavior of green composites. Depending upon the nature of reinforcements used, green composites can be classified as unidirectional and bi-directional continuous fiber green composites or discontinuous reinforcement composites (aligned or randomly oriented in the form of particulates, short fibers and whiskers). Based on the functional behavior, they can be classified as functionally graded and smart green composites. At the end of their life, green composites can be easily disposed without deteriorating the environment. A lot of work is available on green and partially biodegradable composites. Table 1 reviews some of the reported work on these composites.
Important partially biodegradable/green composites.
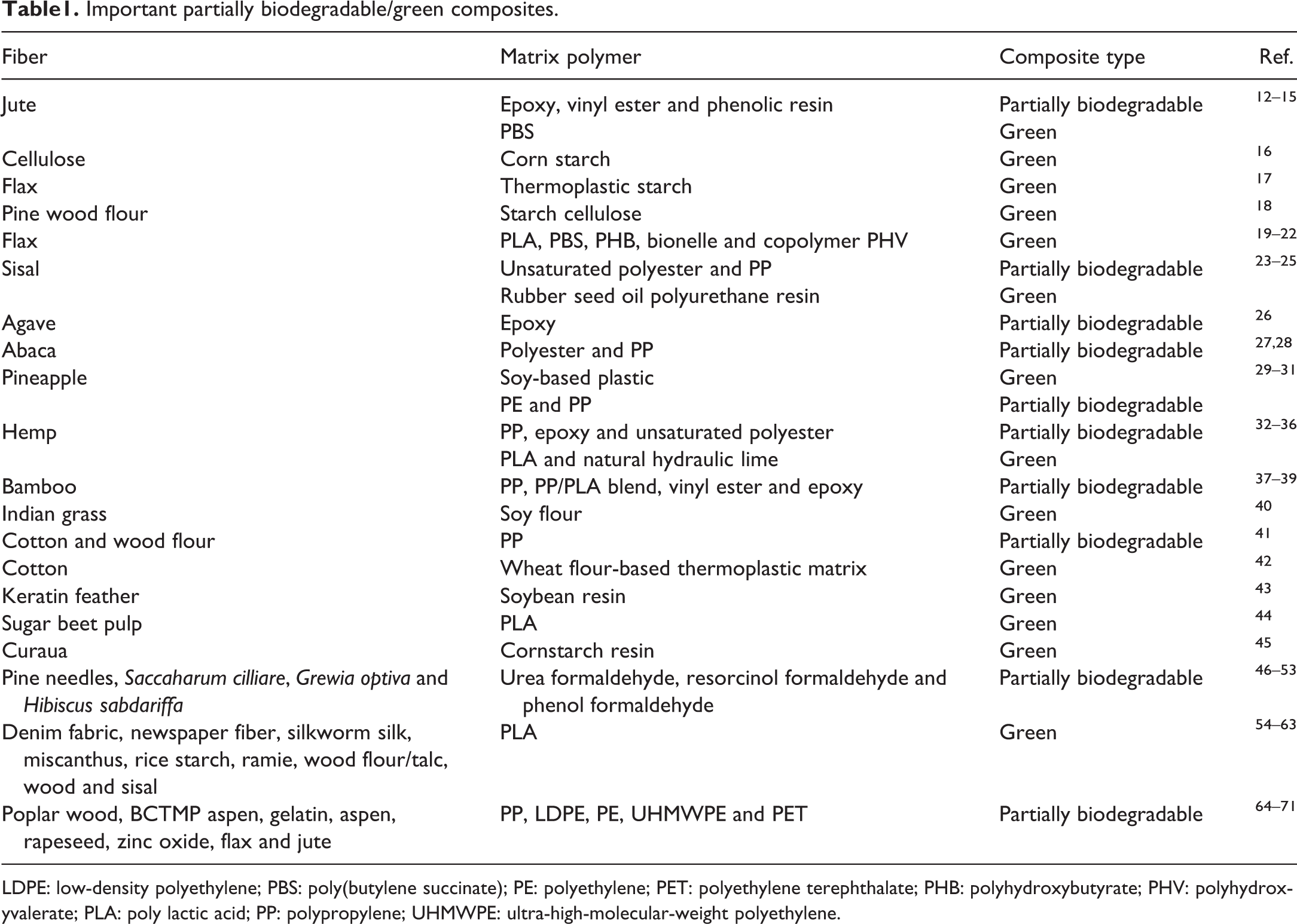
LDPE: low-density polyethylene; PBS: poly(butylene succinate); PE: polyethylene; PET: polyethylene terephthalate; PHB: polyhydroxybutyrate; PHV: polyhydroxyvalerate; PLA: poly lactic acid; PP: polypropylene; UHMWPE: ultra-high-molecular-weight polyethylene.
Chemical composition of green fibers
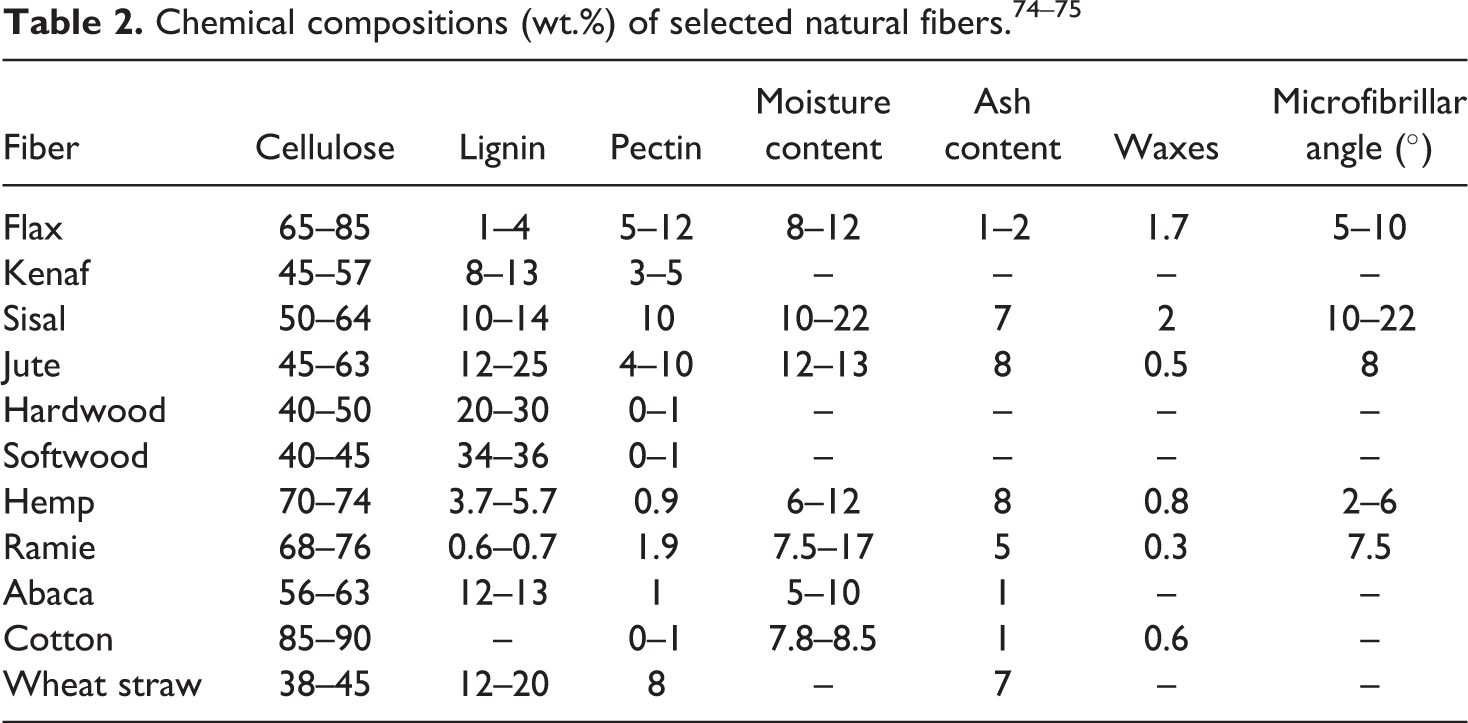
Cellulose is a natural polymer with high strength and stiffness per weight, and it is the building material of long fibrous cells. These cells can be found in the stem, the leaves or the seeds of plants. Natural fibers are divided into three broad categories which are plant, animal and mineral fibers. These three categories have many subcategories; the complete classification is given in Figure 1. Among these natural fibers, most abundant are wood fibers from trees. 72 The chemical composition of natural fibers differs from fiber to fiber depending on its type. These renewable materials show large physical and chemical variation according to the botanical origin. Wood is a natural three-dimensional polymeric composite and consists primarily of cellulose, hemicelluloses and lignin. Plant fibers have complex structure and chemical composition. 73 Table 2 shows chemical composition of popular plant fibers. Most plant fibers are composed of hemicelluloses, cellulose, lignin, waxes and water-soluble compounds, where cellulose forms the main skeleton component of the fiber.
Mechanical properties of green fibers
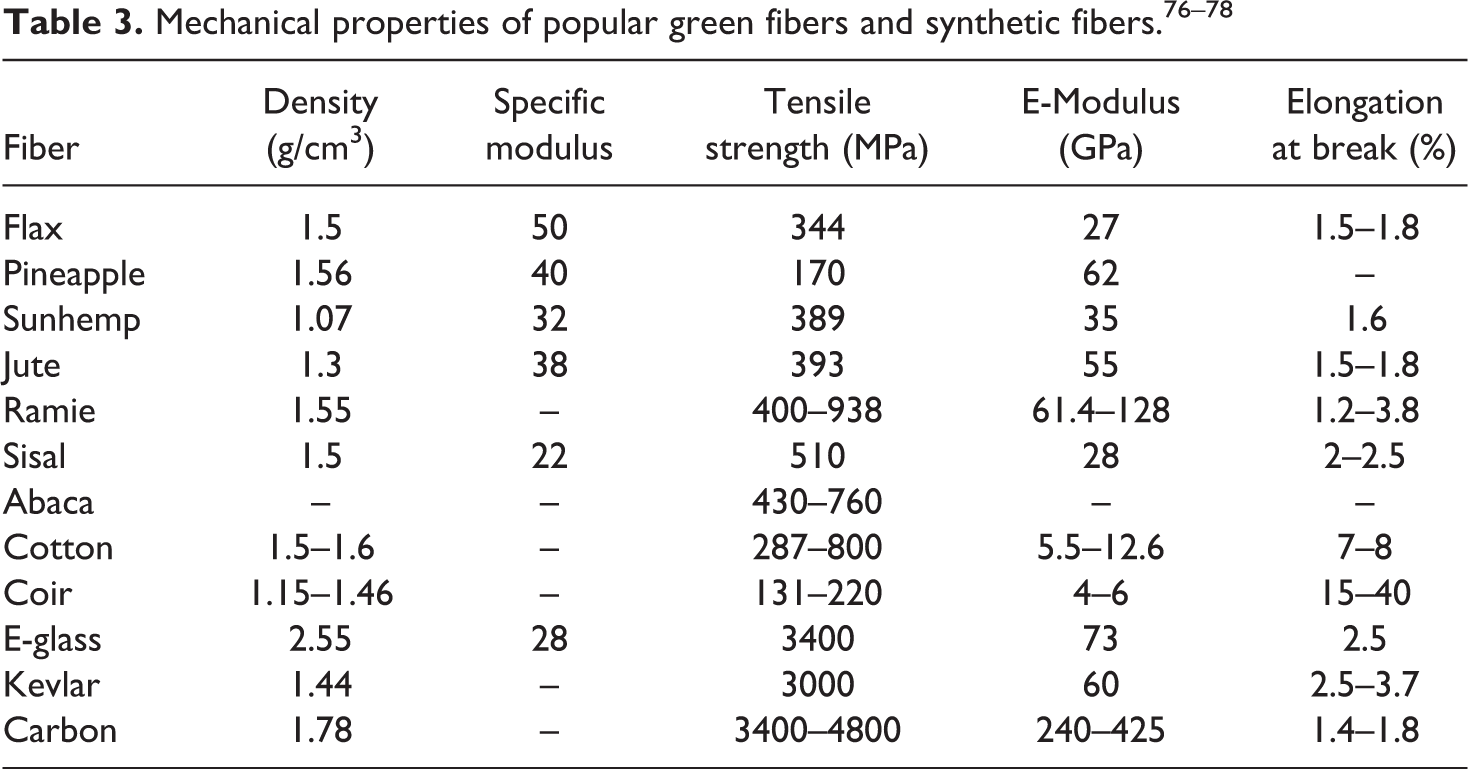
As, these fibers are hollow and lignocellulosic in nature, they have very good thermal and acoustic insulation properties. Generally, mechanical properties of green fibers are lower when compared to those of synthetic fibers, but these can be made comparable or even better than that of synthetic fibers by proper surface treatment of fibers. Due to their low densities, low cost and high-specific modulus, they are attracting a great attention from the industries. The important mechanical properties of green fibers and synthetic fibers are listed in Table 3. From the table, it can be seen that Young’s modulus of glass fiber is of same order as that for some of the green fibers. The tensile strength of glass fibers is higher than that of plant fibers, but the specific modulus of green fibers (modulus/specific gravity) is comparable (even better) to that of glass fibers. This property makes natural fibers a potential candidate for the application in green composites. 75
PLA: A sustainable polymer
Conventional plastics are resistant to biodegradation, as the surfaces in contact with the soil in which they are disposed are characteristically smooth. 79 Currently, biodegradable polymers are attracting a great attention from researchers and industries as these polymers are designed to degrade upon disposal by the action of living organisms. Biopolymers derived from renewable resources such as corn, cellulosic, soy protein and starch are attracting the attention of scientists to replace traditional petro-based plastics in designing green composites. 80 Figure 1 shows the biodegradable polymers obtained from various resources.
PLA is a thermoplastic biopolymer which can be semicrystalline or totally amorphous in nature. PLA is produced from lactic acid through fermentation of agricultural products like corn. PLA can be prepared by both direct condensation of lactic acid and ring-opening polymerization of the cyclic lactide, as shown in Figure 2.
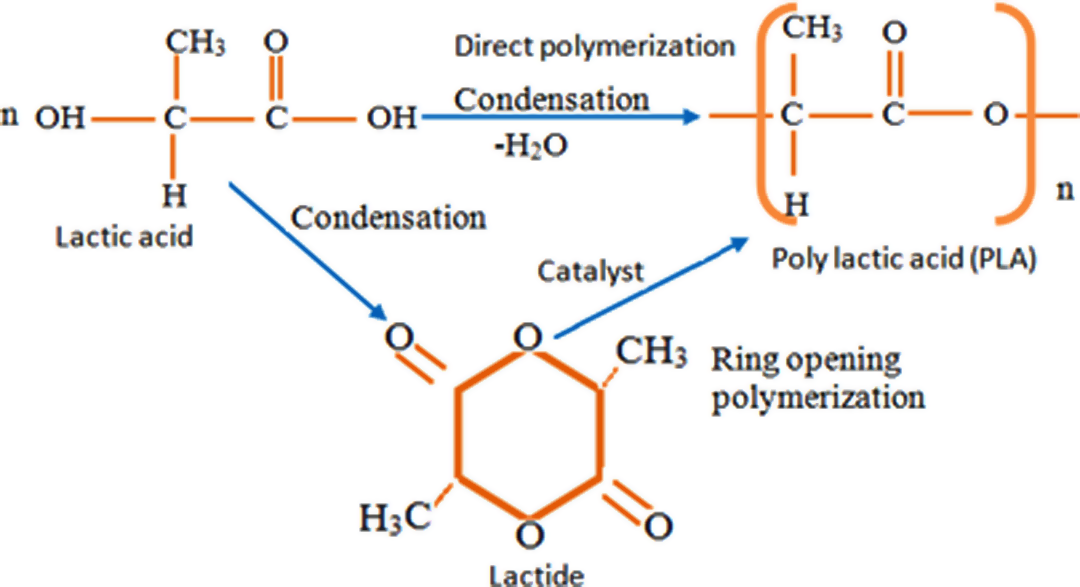
Poly lactic acid (PLA) polymerization.
Cargill Dow LLC has developed a low-cost continuous process for the production of lactic acid-based polymers. 81 In PLA synthesis, first of all, corn (or rice, potatoes, sugar beet, agricultural wastes, etc.) is converted into dextrose. Lactic acid is obtained through fermentation of dextrose which is converted into lactide in the presence of catalyst. After purification by vacuum distillation, lactide is converted into PLA polymer through polymerization in the presence of suitable catalyst. PLA is a fully sustainable polymer as it is derived from annually renewable raw materials and it is fully biodegradable. After composting, PLA-based materials are converted into water and carbon dioxide which are consumed in growing more agricultural products for further conversion to PLA. Steps of PLA synthesis and life cycle of its materials is shown in Figure 3.
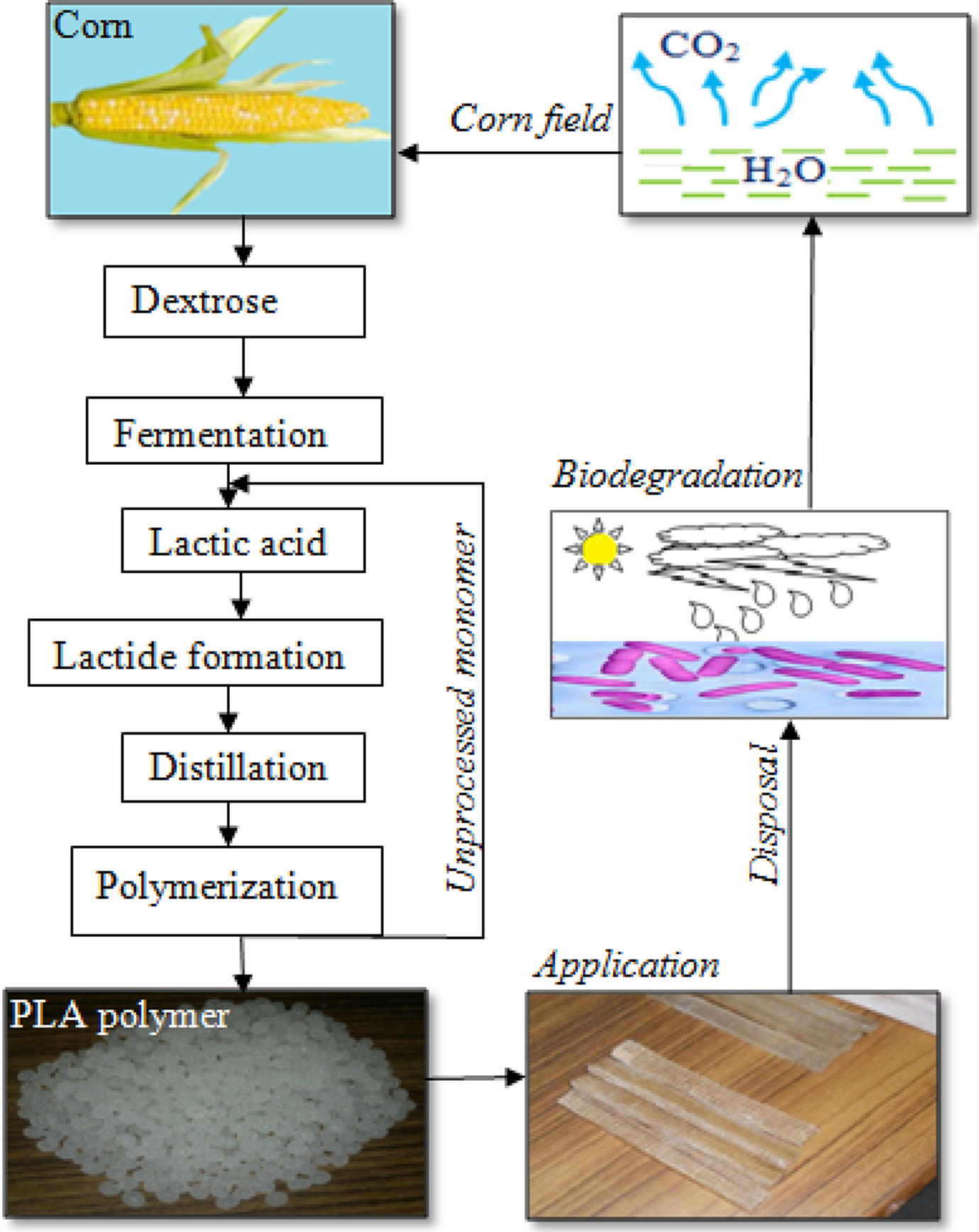
Poly lactic acid (PLA) synthesis and its life cycle.
PLA has good mechanical properties that are comparable to polyethylene terephthalate and PP which are the most common materials used in automobiles. The temperature at which PLA can be melt processed with available standard processing equipment is safe for natural fibers because natural fibers do not degrade at the processing temperature. 81 Also, PLA is a hydrophobic polymer because of the incorporation of the CH3 side chain. 82 Because of all these favorable properties, PLA has strong candidacy among the biopolymers for the matrix material to be used in green composites. Cargill Dow LLC, a joint venture between Cargill Corporation and Dow, the largest current producer presently manufactures an estimated 95% of the world’s production of PLA. There are many other manufactures of PLA and lactide worldwide like Biomer, Birmingham Polymers, Inc., Boehringer Ingelheim, Galactic, Hycail, Mitsubishi Plastics, Inc., Purac and Shimadzu Corporation. 83
Processing of PLA green composites
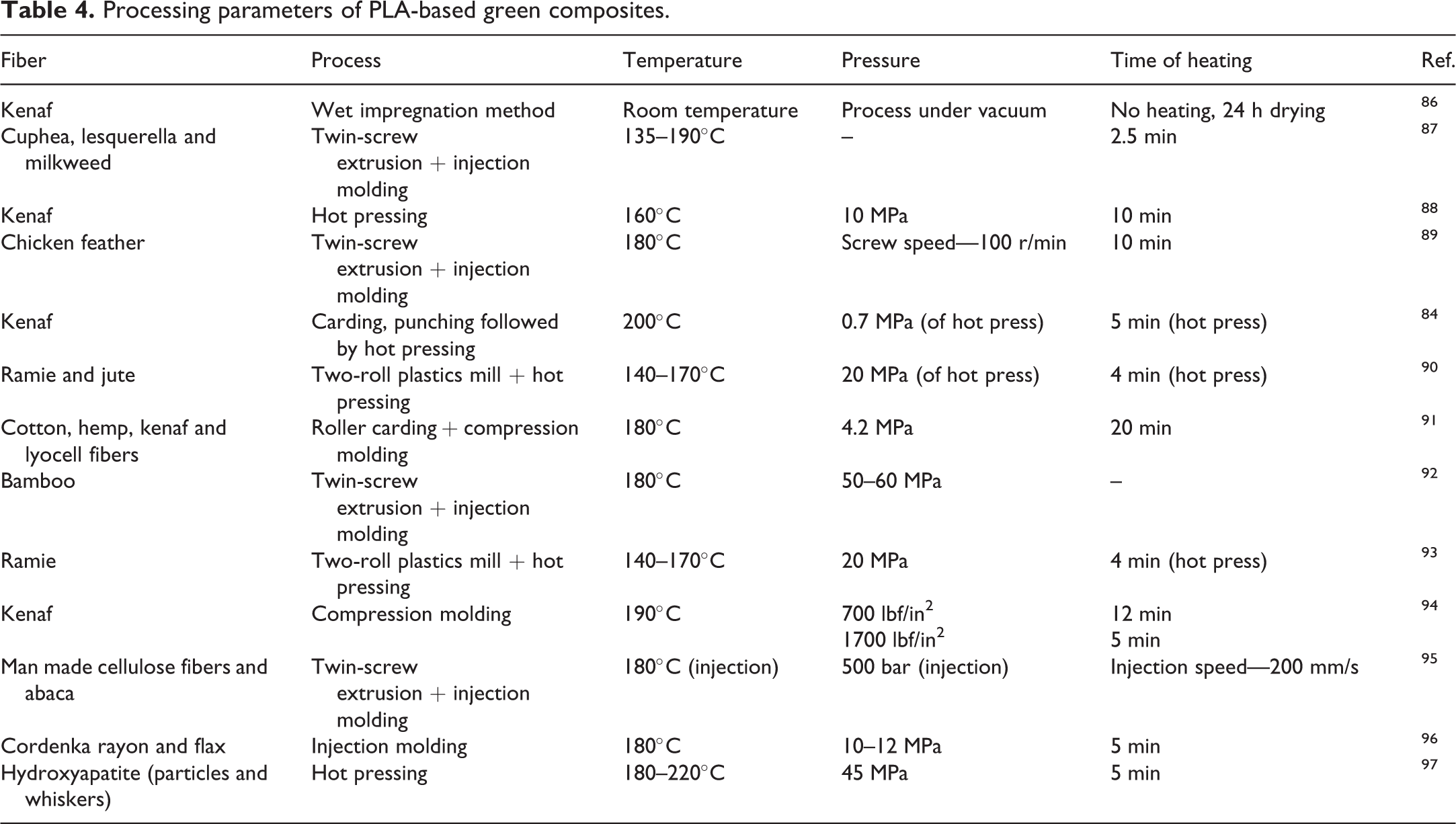
Most of the green composites are fabricated using the same processes as used for traditional synthetic FRP matrix composites which are broadly classified as open mold process and closed mold process. Hand layup, spray up, tape layup, filament winding and autoclave method come under open mold processes. The compression molding, injection molding and transfer molding are closed mold processes. Alexandre Gomes et al. 46 developed fully green composites by reinforcing a cornstarch-based biodegradable resin with curaua fibers through three fabrication methods which are as follows: (a) direct method (DM); (b) preforming methods (PF) and (c) prepreg sheet method (PS). In DM, a sliver of curaua fibers was inserted into a metallic mold with the resin, poured directly into them and the material was pressed slightly at 150°C for 1 h and then the heating process was stopped. During the cooling process, a pressure of 3.27 MPa was applied until the temperature nearly reached room temperature. In PF, the composite was produced by hot pressing preforms of resin-pasted fiber slivers. Preforms of curaua fiber embedded in resin were prepared by wounding and stretching fiber slivers around a metallic plate and applying resin through a small brush and finally drying at 30°C for 24 h. A pair of the dried preforms was inserted into the metallic mold and pressed at 6.54 MPa at 150°C for 1 h. The heating process was then stopped and a pressure of 13.1 MPa was applied to it until the temperature nearly achieved room temperature. In PS, slivers were placed on a metallic plate, stretched and resin was applied into them and thin prepreg sheets were obtained by pressing these resin-pasted slivers one by one at 120°C. A set of 5 sheets, each with identical fiber orientation, was inserted in the mold and pressed at 3.27 MPa at 150°C for 1 h. Then, the heating process was stopped and a pressure of 16.9 MPa was applied to the set until the temperature reached the room temperature. Lee et al. 84 fabricated kenaf fiber-reinforced polylactide biocomposites by carding followed by treatment with a 3-glycidoxypropyl trimethoxy silane and hot pressing. Carding provided a uniform blend of the two fibers which was followed by needle punching, then pre-pressing and finally hot pressing to form the composite material. The PLA/kenaf nonwoven web produced after the carding process was pressed to reduce the thickness of the mat. This prepressed nonwoven web was treated with the silane coupling agent in amounts of 1, 3 and 5 parts per hundred (pph) of the prepressed composite material. The silane was allowed to penetrate and prereact with the prepressed mat for 2 h. Finally, the silane-treated prepressed mat was hot pressed for 5 min at 200°C under a pressure of 0.7 MPa. David Plackett et al. 85 developed PLA/jute biodegradable composite containing about 40% jute fiber by weight, using a film-stacking procedure. In this study, first PLA was converted into a film of 0.2 mm thickness using a single-screw extruder. Layups were prepared in which sections of jute fiber mats were stacked up with several PLA film layers on either side within a metal frame. Teflon sheets were used at the top and bottom of the frame. The layups were subjected to rapid press consolidation involving the following steps: (a) precompression; (b) contact heating under vacuum; (c) rapid transfer to a press for consolidating and cooling and (d) removal of the finished part from the press. Table 4 reviews the fabrication methods and processing parameters for PLA-based green composites.
Processing parameters of PLA-based green composites.
Mechanical characterization of PLA-based green composites
The effect of different reinforcements in terms of natural fibers and fillers is studied through various characterization techniques that may open up new areas for further development to assess the effectiveness of its processing, the effect of different environments on its properties and to find suitable areas of application. Mechanical characterization is one of the most important techniques to predict the mechanical behavior of the materials. The mechanical properties of biocomposites depend on a number of parameters such as percentage of fiber content, interfacial characteristics between fiber and matrix, fiber aspect ratio, surface modification of fibers and addition of various additives (coupling agents) to enhance the compatibility between fiber and matrix. Mechanical characterization includes determination of tensile strength (the maximum stress in tension, a sample can sustain without fracture), Young’s modulus (the stiffness of the material obtained from the slope of the line tangent to the stress–strain curve), compressive strength, flexural strength (stress at fracture from a bend (three or four point bend) test), flexural modulus (the stiffness of the material which is the ratio of the applied stress on a test specimen in bending to the corresponding strain in the outermost fibers of the specimen within elastic limit), impact strength (resistance of any material to impact loading with or without notch in it: Chary/izod impact test) and inter-laminar shear strength (shear strength of the matrix layer between the plies).
Tensile and compressive strength
Maximum work has been reported on tensile strength, tensile modulus and elongation at break of green composites than any other mechanical property. The tensile strength of green composites can be enhanced by improving the matrix properties and reducing the stress concentration and choosing proper fiber orientation. The fiber properties like wettability of fibers into matrix and fiber loading and so on are responsible for improving tensile stiffness of biocomposites. Literature shows that less attention has been paid to shear and compressive properties of green composites, therefore the findings presented here are limited. Table 5 summarizes the important findings on tensile properties of PLA-based green composites. Oksman et al. 1 reported that while making composite using flax fiber (30–40%) with PLA resin, strength was about 50% better compared to similar PP/flax fiber composite. Stiffness of PLA was increased from 3.4 to 8.4 GPa in the composite. PLA was not degraded by the compounding process. Shih et al. 98 fabricated green composites with fiber recycling from disposable chopsticks and PLA matrix by melt-mixing method. Mechanical tests showed that the tensile strength of the composites markedly increased with the fiber content, reaching 115 MPa in the case of being reinforced with 40 phr fibers, which was about 3 times higher than the pristine PLA. Kim and Netravali 99 developed mercerized sisal fibers reinforced soy protein resin–based composites and concluded that mercerization improved the fracture stress and Young’s modulus of the sisal fibers while their fracture strain and toughness decreased. Developed composites showed improvement in both fracture stress and stiffness by 12.2% and 36.2%, respectively, compared to the unmercerized fiber-reinforced composites. Rashed et al. 100 reported that tensile strength of jute fiber-reinforced PP matrix composites increased with increase in the fiber size and fiber percentage; but after a certain size and percentage, the tensile strength decreased again. Lee et al. 60 concluded that the tensile strength of the PLA/denim fabric composites was improved by piling layer of denim fabrics. The three layer denim-reinforced composite showed best results among all specimens having its tensile strength and tensile modulus 75.76 MPa and 4.65 GPa, respectively. Hu and Lim 101 showed that PLA/hemp composite with 40% volume fraction of alkali-treated fiber had the best mechanical properties. The tensile strength and elastic modulus were 54.6 MPa and 8.5 GPa, respectively, which were much higher than those of PLA alone. Ochi 102 showed extremely high tensile strength (365 MPa) of manila hemp (70 vol.%)/starch-based resin composite due to the novel fabrication technique proposed in this study in which the composites were fabricated with an emulsion-type biodegradable resin. Plackett et al. 85 reported that the tensile strength and stiffness of PLA could be approximately doubled when jute fiber reinforcement (40 wt.%) was used. Results of electron microscopy showed brittle failure of jute fibers under tension and void spaces between fiber and polymer matrix, indicating that the strength of the PLA/jute interface could be improved. Srebrenkoska et al. 103 developed the biodegradable composites with maleic anhydride-grafted PLA reinforced with rice hulls and kenaf fibers and concluded that compressive strength and compressive modulus of PLA/kenaf (345 ± 3.11 MPa and 174 ± 0.11 GPa, respectively) was higher than that of PLA/rice hull (216 ± 2.67 MPa and 146 ± 0.07 GPa, respectively). Tao et al. 90 found that neat PLA had a lower tensile strength than PLA-based ramie and jute short fibers composites. The tensile strength increased with the addition of ramie fiber or jute fiber to PLA matrix, showing that the stress was expected to transfer from the matrix to the strong fiber. But when the addition of fibers was more than 30%, the tensile strength of composites decreased and was even lower than that of neat PLA. Liu et al. 104 fabricated PLA/sugar beet pulp composites by compression-heating and reported that the resultant composite had a lower density and tensile strength similar to that of pure PLA specimens as well as the same geometric properties. Tensile properties were dependent on the initial water content of sugar beet pulp and the process by which composites were manufactured. Gregorova et al. 105 developed PLA/spruce wood flour (SWF) composites with different surface treatments of WF. Incorporation of 40 wt.% SWF resulted in an increase in the Young’s modulus (3.73 ± 0.247 GPa) and a decrease in the tensile strength (37.2 ± 2.0 MPa) as well as of the percentage elongation at break (1.1 ± 0.2). The composites containing hydrothermally and silane-treated WF induced a tensile strength increase, along with higher elongation at break and a higher Young’s modulus, respectively, which reflected the stiffening effect of the employed silane treatment, which clearly improved interfacial adhesion between the PLA matrix and WF. Qin et al. 106 developed composites consisting of PLA and rice straw fiber (RSF), modified by poly butyl acrylate (PBA). A morphological study of PLA/RSF (7.98 wt.%) via scanning electron microscope (SEM) showed good interfacial adhesion between PLA and RSF and good dispersion of RSF in the polymer. But, the poor interfacial adhesion between PLA and RSF was observed when PBA content was high. These were well confirmed in the tensile test, which showed the tensile strength of PLA/RSF composites increased significantly to 6 MPa. But the tensile strength of PLA/RSF rapidly decreased, while the content of PBA was more than 7.98 wt.%. The addition of PBA to PLA led to the decrease the tensile strength while the elongation at break was slightly increased. Islam et al. 107 found a tensile strength of 82.9 MPa, Young’s modulus of 10.9 GPa with 30 wt.% long aligned alkali-treated industrial hemp fiber–reinforced PLA composites produced by film stacking technique. Petinakis et al. 108 showed that addition of up to 40 wt.% of wood flour particles into PLA has little influence on the tensile strength (due to poor interfacial adhesion), a significant reduction in its elongation at break and an increase of up to 95% in the tensile modulus of the microcomposites. The introduction of methylene diphenyl-diisocyanate (MDI) resulted in a 10% increase in tensile strength and 135% increase in tensile modulus, showing that the addition of MDI resulted in an increase in the strength of interfacial adhesion between the PLA matrix and the surface of the wood flour particles. The incorporation of poly ethylene-acrylic acid (PEAA) in PLA caused a substantial decrease in tensile strength of the matrix of up to 35%, an increase in the break elongation and peak load values due to blending of the rubbery PEAA chains into the PLA matrix. Yu et al. 93 evaluated tensile properties of surface-treated (alkali and silane treatments) ramie fiber–based PLA composites. Results revealed that neat PLA had a lower tensile strength than PLA-based composites due to better ramie fiber and polymer surface compatibility and good stress transfer between the fiber and the matrix. Fiber treatment by alkali and silane further improved the tensile strength and strain of the composites, and the maximum strength was 64.24 MPa (composite treated by NaOH) due to bonding at the interface between the ramie fiber and PLA matrix. Lee and Wang 109 showed the effect of isocyanate group (NCO) content on the tensile properties of the PLA/bamboo fibers (BF; 30 wt%) composites. As NCO content increased to 0.33%, tensile strength and Young’s modulus increased rapidly from 29 to 42 MPa and from 2666 to 2964 MPa, respectively, and then leveled off. There was no significant effect of lysine-based diisocyanate (LDI) addition on the elongation at break, showing the value of less than 5%.
Tensile properties of PLA-based biocomposites.
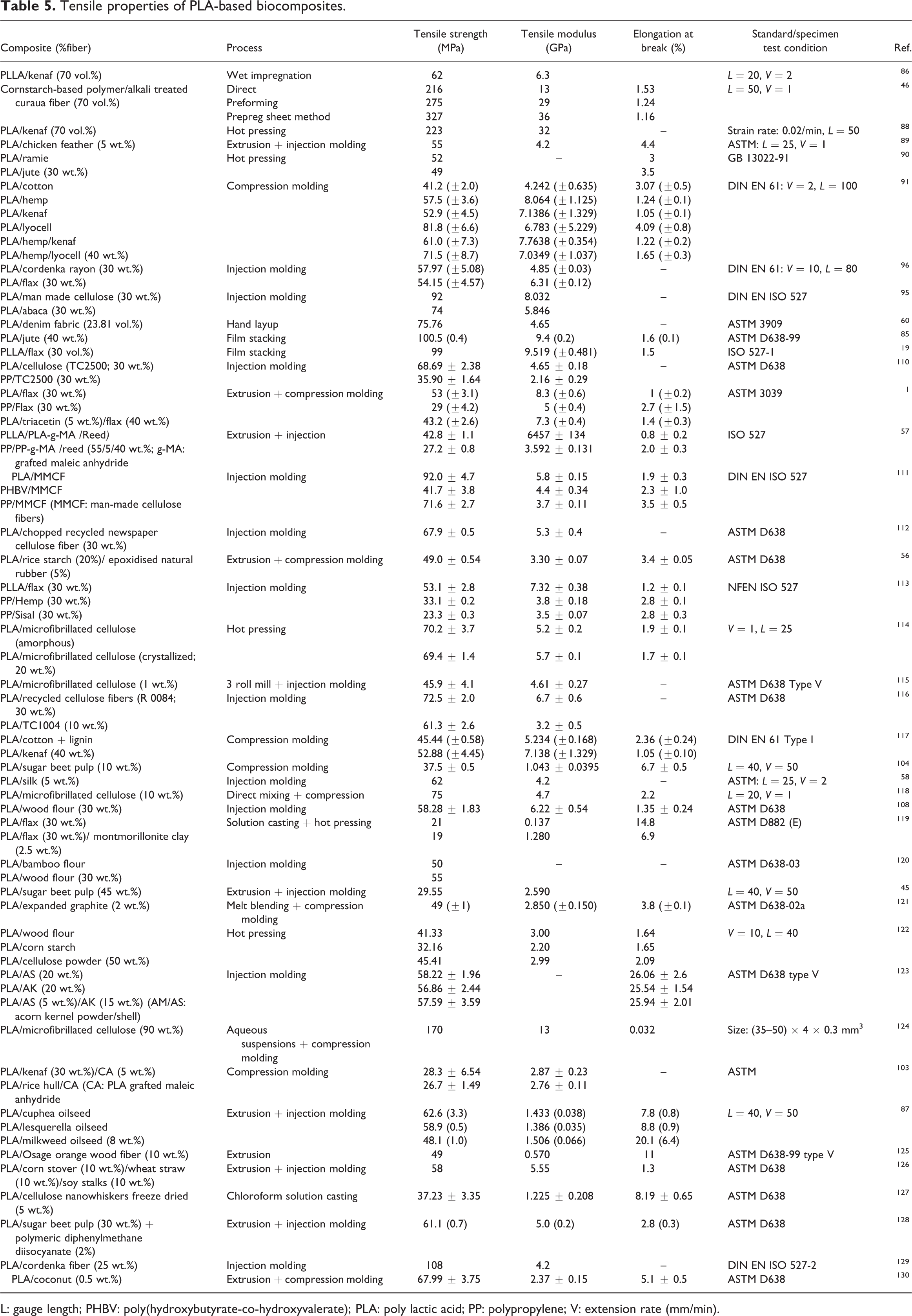
L: gauge length; PHBV: poly(hydroxybutyrate-co-hydroxyvalerate); PLA: poly lactic acid; PP: polypropylene; V: extension rate (mm/min).
Flexural and impact strength
The flexural strength of green composites is slightly lower than that of the synthetic fiber composites but comparable or better if specific properties are considered. An important mechanical property of green composites is impact strength which is generally lower when compared with glass fiber composites. But, in recent years, rapid advancement in the science of fibers, matrix materials, processing, interface structures and bonding has taken place due to which the situation has improved to a great extent. For good impact strength, a most favorable bonding level is necessary. The level of adhesion, favorable bonding, fiber pullout and energy absorption are some of the parameters that govern the impact strength of biocomposites. Plackett et al. 85 reported that impact resistance as measured by an unnotched izod test does not increase in PLA/jute (40 wt.%) composite. Lee et al. 60 showed that denim fabric–reinforced PLA composites exhibited outstanding impact strength due to the retarded crack propagation as well as large energy dissipation. Hu and Lim 101 concluded that flexural strength of alkali-treated hemp fiber (40 vol.%)–reinforced PLA composite was higher (112.7 MPa) than that of PLA alone due to the improved interfacial adhesion between fiber and matrix. Ochi 102 proposed a new fabrication technique in which the composites were fabricated with an emulsion-type biodegradable resin with manila hemp fibers (70 vol.%) and found very high flexural strength of 223 MPa. The flexural strength and flexural modulus increased linearly with increasing fiber content up to 70%. Tao et al. 90 reported that the impact strength of PLA/ramie composites was higher than that of PLA/jute composites due to the higher strength of ramie fiber. The flexural strength of the composites increased compared with the neat PLA matrix. But when the content of fibers was over 30%, the flexural strength of composites decreased and was even lower than that of neat PLA due to the poor dispersion of fibers in the matrix. The flexural strength of PLA/ramie composites was also higher than that of PLA/jute composites. Huda et al. 59 evaluated the flexural and impact properties of PLA/recycled newspaper cellulose fiber (RNCF; 30 wt.%)/talc (10 wt.%; with and without silane treated) hybrid composites. The flexural and impact strength of these hybrid composites were reported to be significantly higher than that made from either PLA or RNCF. The hybrid composites showed improved flexural strength of 132 MPa and flexural modulus of 15.3 GPa, while the unhybridized PLA-/RNCF-based composites exhibited flexural strength and modulus values of 77 MPa and 6.7 GPa, respectively. SEM micrographs of the fracture surface of notched izod impact specimen of 10 wt.% talc-filled PLA/RNCF composites showed good filler particle dispersion in the matrix. Islam et al. 107 produced short (random and aligned) and long (aligned) industrial hemp fiber–reinforced PLA composites by compression molding. The best overall properties were achieved with 30 wt.% long aligned alkali-treated fiber–reinforced–PLA composites produced by film-stacking technique, leading to flexural strength of 142.5 MPa, flexural modulus of 6.5 GPa, impact strength of 9 kJ/m2. Petinakis et al. 108 found an improvement in impact strength (up to 30%) of the PLA/WF (20 wt.%) microcomposites due to crack propagation from the wood flour particles. The incorporation of PEAA caused a slight improvement in impact strength (up to 15%) due to the blending of the rubbery PEAA chains into the PLA matrix. Yu et al. 93 evaluated the effect of surface treatments (by alkali and silane treatments) of ramie fibers on flexural and impact strength of PLA/ramie fiber composites. When ramie fibers were treated with alkali, the flexural strength of the composites was higher than that of untreated fiber or treated with silane. The impact properties of the composites with surface-treated ramie fibers were higher than that of the composites with untreated ramie fibers. Composites with alkali treatment had got the highest impact strength, which proved that the alkali treatment provided effective resistance to crack propagation. Huda et al. 94 reported the flexural and impact properties of PLA/kenaf fiber biocomposites with alkalization and silane treatment of fibers. All surface-treated kenaf fibers showed the tendency to significantly increase the flexural modulus compared to neat PLA. The flexural strength of the PLA composites decreased with the addition of kenaf fibers probably due to poor adhesion between the kenaf fibers and PLA. With 40 wt.% kenaf fiber content, the flexural modulus was increased from 5.6 GPa for untreated fiber (FIB) to 8.3 GPa for alkali-treated fiber (FIBNA; a 48% increase). The composite with silane-treated fibers showed a higher increase in modulus than that of alkali-treated fibers. The flexural modulus is increased from 5.6 GPa for FIB to 9.5 GPa for silane-treated fiber (FIBSI; a 69% increase). The composite with alkali followed by silane-treated fiber (FIBNASI) contents exhibited the best flexural modulus (80% improvement). The surface treatments enhanced the impact strength of the composites. The impact strength of the PLA improved nearly 45% for FIB, 50% increment for the FIBNA composites with 40 wt.%. In contrast, FIBSI composites showed a decrease in impact strength; but for FIBNASI composites, the impact strength improved by 38% over neat PLA. Tables 6 and 7 review some of the research findings of flexural and impact properties of PLA-based green composites.
Flexural properties of PLA-based biocomposites.
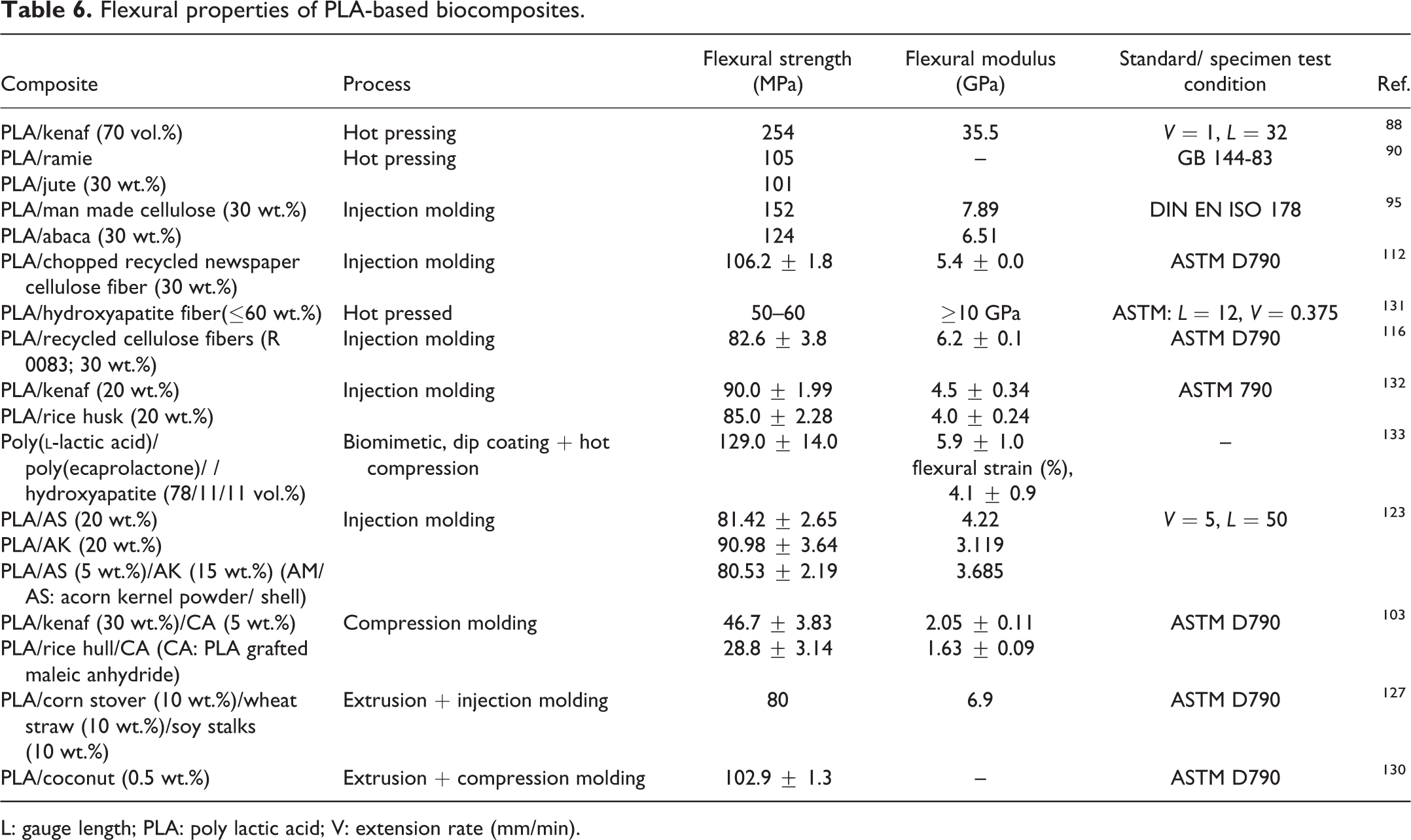
L: gauge length; PLA: poly lactic acid; V: extension rate (mm/min).
Impact properties of PLA-based biocomposites.
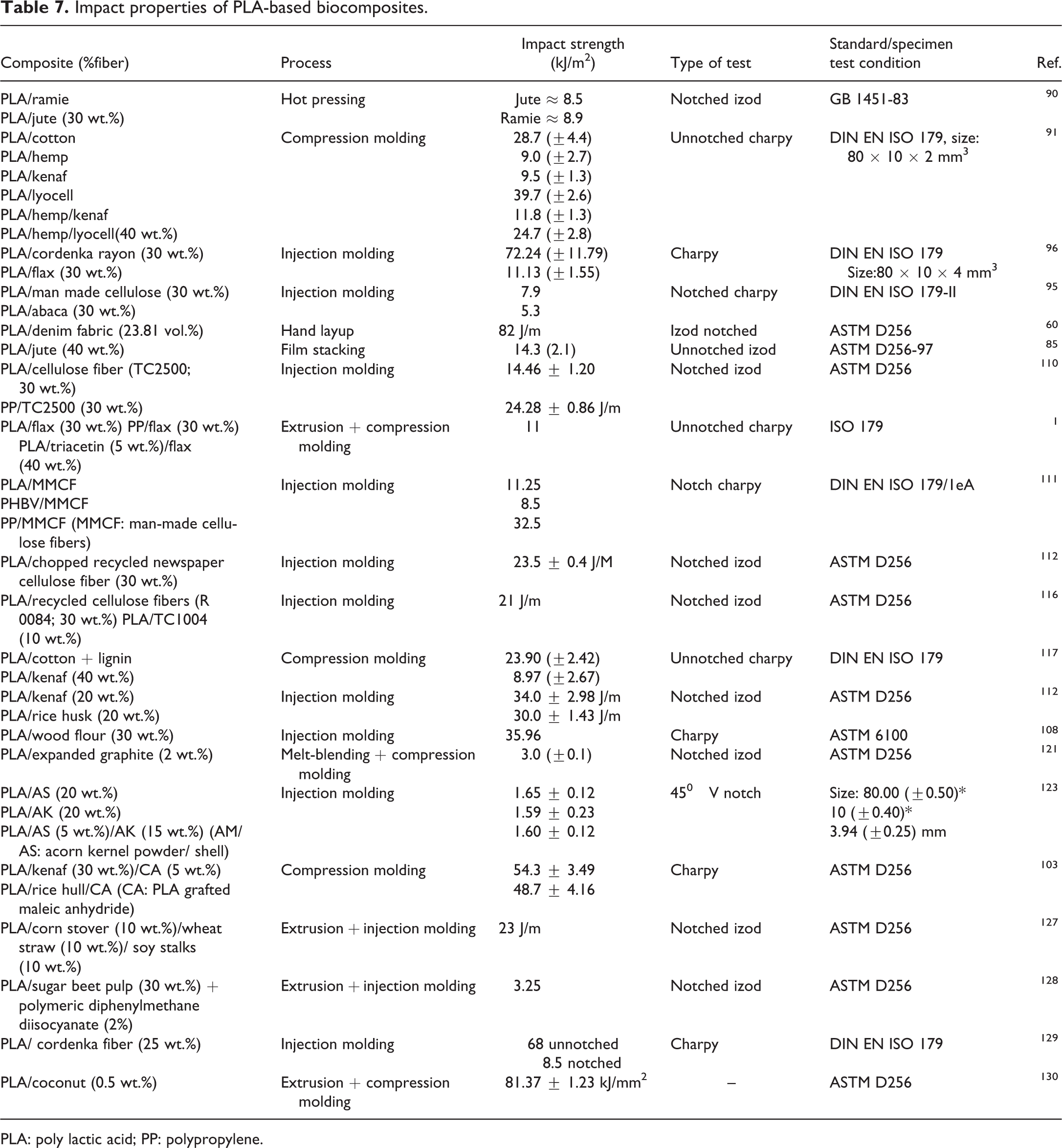
PLA: poly lactic acid; PP: polypropylene.
Applications of green composites
Natural fiber composites are being extensively used throughout the world in the wide range of applications like automobiles, infrastructure, furniture and so on. A rich application of plant fibers are in Mercedes-Benz E-class. Many parts in this car like center console and trim, various damping and insulation parts, C-pillar trim, rear parcel shelf, seat cushion parts and door trim panels are made from plant fiber composites. 134 Table 8 shows the interior and exterior automotive parts produced from natural fibers and their composites.
Automotive parts produced from natural materials. 141
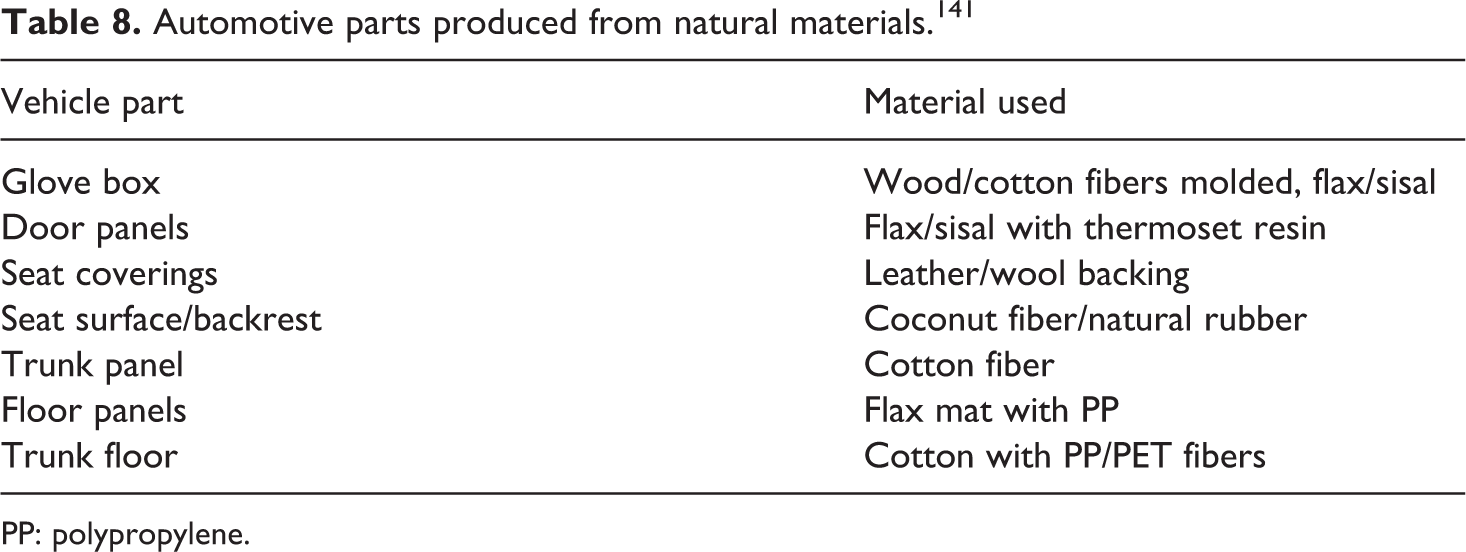
PP: polypropylene.
Jute-reinforced polymer composites are used in many applications like automobiles (door panels, seat backs, headliners, dash boards, trunk liners and parts in railway coach), building components (ceiling, floor, window, wall partition and ceiling) and furniture (table, chair and kitchen cabinet). 135 Hong and Wool 136 developed a new low dielectric constant material suited to electronic material applications using hollow keratin fibers and chemically modified soybean oil. Plastic/wood fiber composites are being used in a large number of applications in decks, docks, window frames and molded panel components. 137 Ghavami 138 proposed the use of bamboo fiber as reinforcement in structural concrete elements. Green composites have found increasing applications in industrial housing construction compared to other industrial applications. They are being used in a large variety of building materials such as fencing, decking, siding, door, window, bridge, fiber cement and so on. Fiber-reinforced cement composites have found increasing applications in residential housing construction. Sisal cement composites can be used in place of asbestos–cement composites which are hazardous for human and animal health. 139 Kenaf fiber–reinforced PLA matrix composites have been used for spare tire covers, circuit boards and so on. 140 Bax and Mussig 96 proposed possible fields of application of PLA/cordenka composite in automotive and electronic industry. Graupner et al. 91 developed a variety of natural and man-made cellulose fiber–reinforced PLA composites and suggested different fields of application like furniture, suitcases, car parts, grinding discs, safety helmets and so on.
A dais-deck assembly shown in Figure 4 completely made of polyester/jute composite was displayed in the International Conference and Exhibition on Reinforced Plastics (ICERP 2011) at the Bombay Exhibition Centre, NSE complex, Goregaon, Mumbai, India. This assembly was aesthetically excellent, reflecting the texture same as that of the costly wooden products. The demand for agricultural products will increase due to the use of such materials as a cost-effective alternative to wood and petro-based plastic products.

Dais-deck assembly.
Conclusion
Green composites have gained great interest because of ecological issues and declining petroleum-based resources. Different types of natural fibers and their properties have been studied as a potential replacement of synthetic fibers like glass. The research and development work carried out by researchers and technologist has shown that green fiber composites are comparable or even superior to synthetic fiber composites. Green fibers like flax, nettle, jute, sisal, kenaf and so on are the present and will be the future raw materials not only for the textile industry but also for modern eco-friendly composites used in different areas of application, ranging from rural to hi-tech application. Still more research and development is required for the extraction, characterization and property modification using various surface modification techniques of natural fibers. Also, a serious research for improving the adhesion characteristics of matrix and natural fibers through chemical treatment of fibers, use of fillers and additives and processing techniques is ongoing. A major problem to the commercialization of green composites is the high cost associated with biopolymers used as matrices. Future attempts in developing cheaper production techniques of these biodegradable matrixes through faster and more efficient processing, by modification of bioresources and advanced biotechnology concepts, would certainly be helpful. Another area of research interest is nanogreen composites, which is an emerging field and requires immediate attention.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.