
Abstract
This study investigates the effect of nanoclay on the cell morphology and thickness swelling behavior in the extrusion foaming of wood flour/polyethylene composites with a chemical blowing agent. To meet this objective, the nanoclay, high-density polyethylene, and coupling agent were compounded and then the granules were mixed with wood flour and blowing agent in a twin-screw extruder. Consequently, foaming process was completed in the injection stage. The amount of wood flour was fixed at 50 wt% for all samples. For nanoclay and chemical blowing agent, different levels of 0, 2, 4 per hundred resins (phr) and 0, 0.5, 1, 1.5 phr were considered, respectively. The results indicate that the addition of clay generally reduces the cell size, increases the cell density, and facilitates foam expansion. Furthermore, the thickness swelling of the composite decreased with increase in nanoclay. The composites containing 1.5 phr of foaming agent exhibited higher thickness swelling value and swelling rate parameter (K SR) than those containing nanoclay. The swelling model provided a good predictor of the hygroscopic thickness swelling process of wood flour/polyethylene/nanoclay hybrid foamed composites.
Introduction
Wood plastic composites (WPCs) made from wood fibers and polymers have been commercialized and are enjoying rapid growth in wood-replacement application. In addition to their usage as building products, WPCs are also used in many automotive, infrastructure, and other consumer/industrial applications. 1 In general, WPCs have grater durability and lower maintenance cost, improved dimensional stability, better resistance to moisture and biological degradation, lower cost (than composites with other fibers), and better recyclability. However, the scope of their use in many applications has been somewhat limited because of their low impact strength and high density as compared with natural wood. Generation of a foam-like structure in WPCs can decrease their density, improve their specific mechanical properties (such as impact strength, toughness, and tensile strength), and improve their nailing and screwing properties, all at a reduced material cost. Furthermore, the foaming of WPCs results in better surface definition and sharper contours and corners than when they are not foamed. 1,2 One obvious disadvantage associated with WPC foams is that their stiffness and flexural strength decreased owing to reduced density. This can be effectively compensated for by producing a sandwich structure for WPCs with a foamed composite core inside and unfoamed layer outside. Foamed WPCs are poised to penetrate the WPCs market now worth more than a billion dollar. 1
Foamed WPC can be manufactured using either chemical blowing agents (CBAs) or physical blowing agents (PBAs) such as CO2 and N2. Generally, CBAs are mixed with thermoplastic polymers before adding the compounded material into an extruder while PBA can be pressed into the melted polymer for intimate mixing prior to foaming. The gases released during the decomposition of CBA include CO2, N2, NH3, H2O, and their combinations. In the current market, endothermic, exothermic, and endo/exothermic CBAs are available. 2,3 Also their releasing temperature can be adjusted by the addition of activators. The effect of CBAs on the processing and properties of WPCs has gained interest because properties such as insulation values, shrinkage and distortion, and stiffness can be influenced positively. The main benefit of using CBAs is its simplicity, and the other advantage is its consistent process control and nucleating effects, which can solve the moisture problems, thereby improving its mechanical properties. 4
In recent years, an increasing interest in foamed wood polymer composites has been observed. 2 –4 Foaming WPCs offer unique advantages such as decreasing weight and saving material cost. 5 –11 Rodrigue 12 investigated the effect of wood powder on the foaming of wood of low-density polyethylene composites in an extrusion process. They reported that wood particles acted as nucleating agents that substantially reduced cell size and increased cell density. Kord 13 studied the effects of foaming agent on the physical, mechanical, and morphological properties of high-density polyethylene (HDPE)/rice husk flour composites. He found that the cell size and average cell density, water absorption, and thickness swelling of samples increased with the increase in foaming agent content. Also, he reported that the addition of chemical foaming agent decreased the density, tensile modulus, and flexural strength of composites.
The use of layered silicate nanoparticles (i.e. clay) to reinforce polymers has drawn a great deal of attention in recent years. 14 These nanoparticles possess a much larger surface area (∼750 m2/g) and a much higher aspect ratio (>200) than the conventional macrosized fillers. Nanoclay is the most commonly used layered silicate because of its natural occurrences and beneficial properties (high cationic exchange capacity, high surface area, and large aspect ratio). 15,16 In fact, adding a small amount of nanoclay has been shown to improve substantially a number of polymer properties, such as stiffness and strength, thermal and dimensional stability, flame retardance, and barrier properties. 14 –16 Thus, the introduction of nanoclay into WPCs may be advantageous from the perspective of enhancing their properties which are desirable effects, particularly with respect to automotive and construction applications. Using nanoclay filler in WPC composite has been reported in the literatures. 17 –22
Furthermore in comparison to the conventional micron-sized filler particles generally used in foaming processes, the incorporation of nanosized clay particles may offer additional benefits. Guo et al. 23 investigates the effects of nanoparticles on cell morphology and foam expansion in the extrusion foaming of metallocene polyethylene/wood fiber nanocomposites with a CBA. They found that the addition of clay generally reduces the cell size, increases the cell density, and facilitates foam expansion. Furthermore, the foam material with added clay shows good char formation when it is burned. Lee et al. 24 showed that the addition of nanoclay improved the cell morphology of the wood fiber/HDPE composite foams as its content and degree of dispersion increased.
Thickness swelling is one of the most important characteristics of WPCs exposed to environmental conditions that determine their end-use applications. Therefore, as a limiting parameter, water absorption and the consequent thickness swelling have to be taken into account in the design of WPCs for final applications. 25 –27
The specific objective of this article was to investigate the effect of nanoclay on the cell morphology and thickness swelling behavior in the extrusion foaming of HDPE/wood flour (WF) composites with CBA.
Experimental
Materials
The polymer matrix used in this study was HDPE with a melt flow index of 23 g/10 min, and a density of 0.965 g/cm3 (supplied by Maroon Petrochemical Industries, Iran). WF which was used as the reinforcing material was supplied by Cellulose Aria Co. (Iran); the average size of WF particles was about 425 μm. Maleic anhydride–grafted polyethylene (PE-g-MA) was provided by Kimia Javid Co, Iran (grafted maleic anhydride was 1 wt%). It was used as coupling agent. Montmorillonite modified with a dimethyl-dehydrogenated tallow, quaternary ammonium with a cationic exchange capacity of 125 meq/100 g clay, density of 1.66 g/cc, and a d-spacing of d001 = 31.5 nm was obtained from Southern clay Products Co., USA, with the trade name Cloisite 15 A. Azodicarbonamide (Yang Chang Co., China), the exothermic CBA, was used to foam WPCs. Its decomposition temperature was 200–210°C. Zinc oxide (Ajax Chemical Co., Netherlands) was used as a catalyst (kicker) to decrease the decomposition temperature of blowing agent to 170°C. The mainly produced gas was nitrogen and its yield was 300 g/cm3.
Composite preparation
Before preparation of samples, WF was completely dried in an oven at 65 ± 2°C for 24 h. Nanocomposite profiles, consisting of HDPE, WF, foaming agent, nanoclay, and coupling agent, were weighed and bagged according to formulations given in Table 1. The nanoclay, HDPE, and PE-g-MA were granulated by a counterrotating intermeshing twin-screw extruder (Model EX1, 2002, Brabender Plastic Corder Co., Germany) having a barrel temperature profile ranging from 160 to 180°C (the feeding zone to the die zone) at a screw speed of 60 r/min. Consequently, the resulting granules were mixed with WF and modified the blowing agent in a counterrotating intermeshing twin-screw extruder (Model T20, 1990, Dr.Collin GmbH, Germany) with its barrel temperature ranging from 140 to 160°C at 6 zones, from feeding zone to the die zone, at a screw speed of 110 r/min. This temperature was below the decomposition temperature of the chemical foaming agent. The resulting materials were ground to form the experimental specimens, using an injection molding device (Model EM80, Aslanian Co., Iran). Finally, specimens were conditioned at a temperature of 23°C and a relative humidity of 50% for at least 40 h, according to American Society for Testing and Materials (ASTM) D 618 prior to testing.
Compositions of the studied formulations.
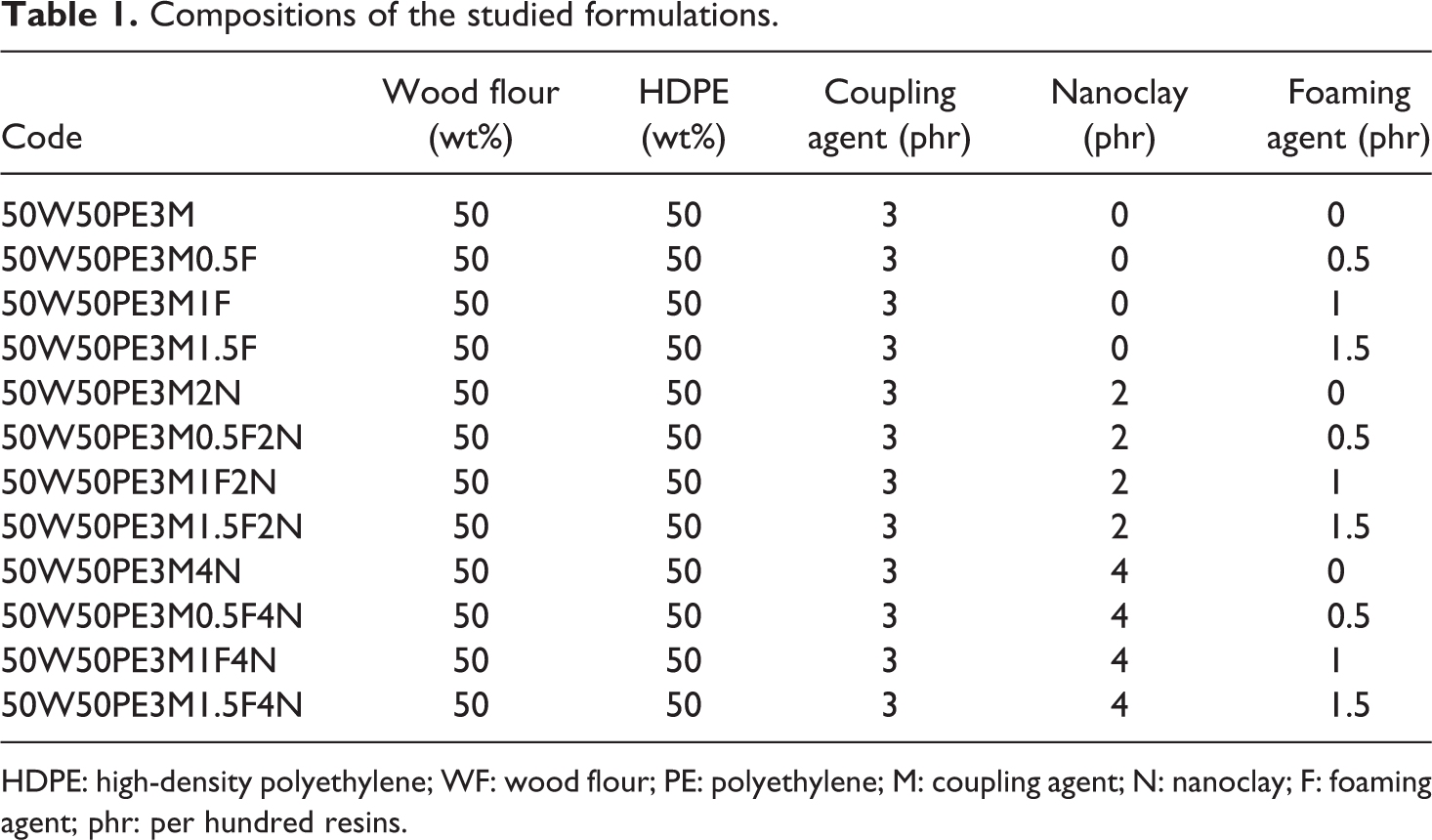
HDPE: high-density polyethylene; WF: wood flour; PE: polyethylene; M: coupling agent; N: nanoclay; F: foaming agent; phr: per hundred resins.
Measurements
Thickness swelling tests were carried out according to ASTM D 7031. Specimens with a dimension of 20 × 20 × 20 mm were cut for the hygroscopic thickness swelling measurements. Four replicates were used for each sample code. To ensure the same moisture content for the specimens before each test, all the specimens were oven-dried at 102 ± 3°C for 24 h. The thickness of dried specimens was measured to a precision of 0.001 mm. The specimens were then placed in distilled water and kept at room temperature. For each measurement, specimens were removed from the water and the surface water was wiped off using blotting paper. Thicknesses of the specimens were measured at different times during the long-time immersion. The measurements were terminated after the equilibrium thicknesses of the specimens were reached. The values of the thickness swelling in percentage were calculated using equation (1)
where TS(t) is the thickness swelling at time t, T 0 is the initial thickness of specimens, and T(t) is the thickness at time t.
Equation (1) was applied to the thickness swelling data for all composites.
25
–27
We noticed that Shi and Gardner
27
tried to quantify the thickness swelling rate of WPCs for more convenient comparisons. They developed a swelling model describing the hygroscopic swelling process of wood-based composites. In this model, a swelling rate parameter K
SR, as determined using the test data, can be used to quantify the swelling rate. The swelling model is expressed in the following equation
where TS(t) is the thickness swelling at time t. T 0 and T ∞ are initial and equilibrium board thickness, respectively. K SR is a constant referred to as the initial (or intrinsic) relative swelling rate. The values of K SR in equation (1) depend on how fast the composites swell and also on their equilibrium thickness swelling.
Nonlinear curve fitting was used to find the swelling rate parameter K
SR that provided the best fit between the equation and the data. This algorithm seeks the parameter values that minimize the sum of the squared differences between the observed and predicted values of the dependent variable, as seen in equation (3)
where SS is the sum of squared difference, and y
i and
The density of the specimens was measured by a buoyancy method using a density determination kit supplied by Denver Instruments (USA). The Archimedean principle was applied for determining the specific gravity of the samples. The relative foam density is defined as the ratio of the foamed specimens’ density to the unfoamed samples’ density, while the volume expansion ratio is the ratio of the unformed sample density to the foam density.
Foam morphology, cell size, and average cell density were characterized using scanning electron microscopy (SEM, Model LEO 440i, Oxford) at 20 kV accelerating voltage. The composite fracture surfaces for examination were obtained after 2 min of immersion in liquid nitrogen and the fracture surface was sputter-coated with gold.
The number of cells in a cross field and their sizes (which was characterized by linear dimension) were determined with the aid of image analysis software (Image-Pro Plus), based on SEM micrographs. The smallest dimension was measured as cell diameter and the mean values were considered as cell size. The number of cell per unit volume of foam (N
c) is a function of cell size and density of the plastic foam and is given by equation (4)
28

where N c is the number of cells per cm3 of foam, ρ f is the density of the foam in g/cm3, ρ p is the polymer matrix density in g/cm3, and d is the mean cell size in mm.
Wide angle X-ray diffraction (XRD) analysis was carried out using a Seifert-3003 PTS (Germany) with CuKα radiation (λ = 1.54 nm, 50 kV, and 50 mA) at room temperature. The scanning rate was 1°/min.
Results and discussion
A thickness swelling curve is illustrated in Figure 1, where the percentage of thickness swelling is plotted against time for all samples. As it is clearly seen, generally thickness swelling increased with immersion time, reaching a certain value at saturation point, beyond which no more water was absorbed, and the composite’s water content remained constant. Time to reach the saturation point was not the same for all formulations. The 50W50PE3M4N and 50W50PE3M1.5F samples showed minimum (3.14%) and maximum (3.98%) thickness swelling, respectively.
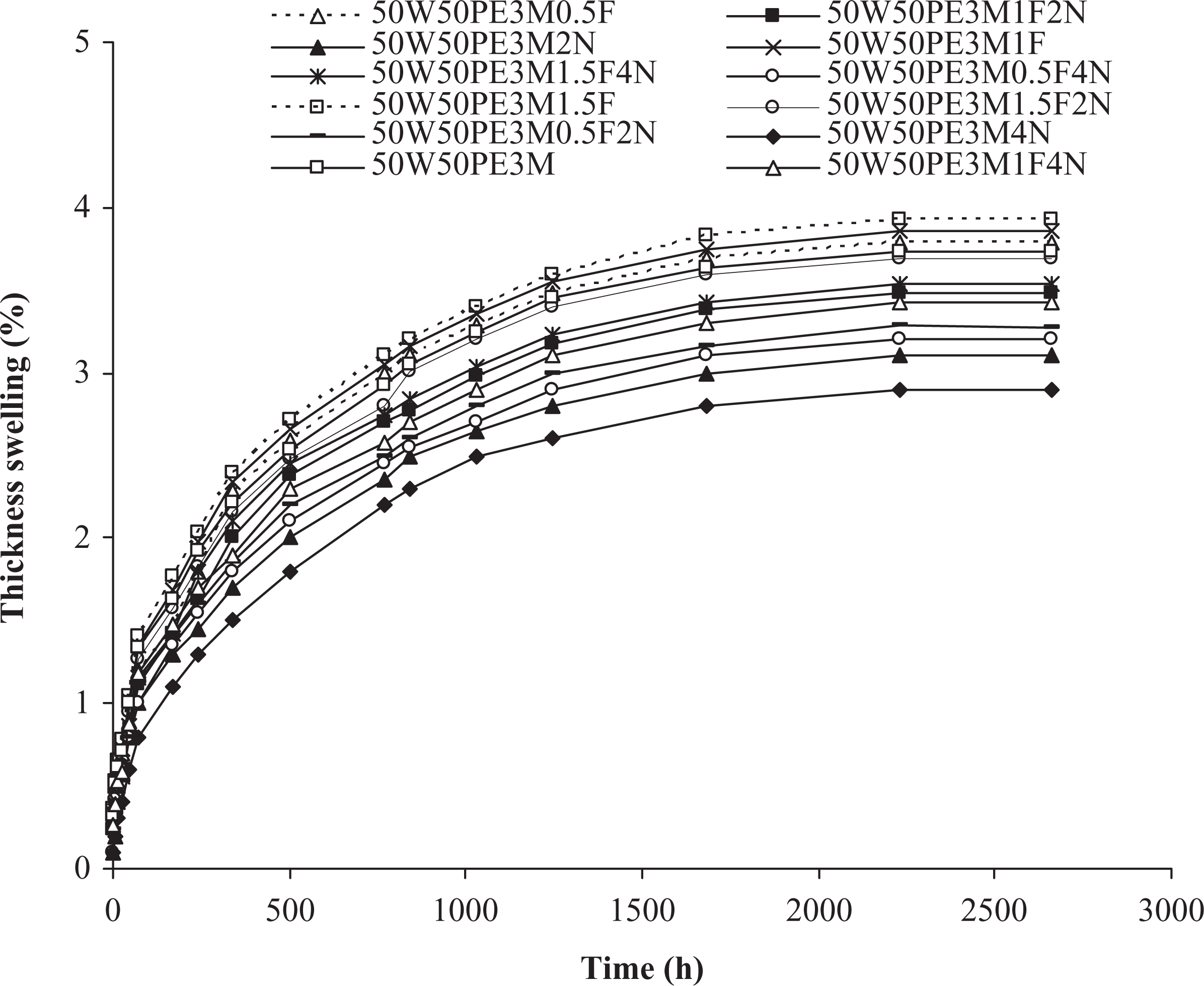
Thickness swelling of wood plastic nanocomposites affected by chemical foaming agent and nanoclay.
Figure 1 shows that the thickness swelling of composites increased with the increase in chemical foaming agent loadings. Thickness swelling is affected by cell density and cell size. In fact, the void content was increased by the addition of chemical foaming agent; consequently more voids will speed the penetration of water into the depth of the foamed composites. Also more voids help much more hydroxyl groups containing WF to contact water molecules by hydrogen bonds.
Figure 1 also shows that the thickness swelling decreased with the increase in nanoclay loading. It seems that the barrier properties of nanoclay fillers inhibit the water permeation in the polymer matrix. Two mechanisms have been reported to account for this phenomenon. The first is based on the hydrophilic nature of the clay surface that tends to immobilize some of the moisture 29 ; second, surfactant-covered clay platelets form a tortuous path for water transport. 30,31 This barrier property hinders water from going into the inner part of the nanocomposite. It seems that both the aforesaid mechanisms could be more efficient when the morphology is exfoliated. In other words, in the exfoliated morphology there is more available surface of organoclay (with hydrophobic nature) and surfactant (tortuous path), so the moisture transport and the accessibility of water absorption decrease. The reason for less water uptake could be existence of nanoclay as a nucleating agent. 29,32 Due to such nucleation, the crystallinity of the hybrid composite can be improved by the presence of the nanofiller as a nucleating agent. As the crystalline regions are impermeable, the water absorption is less in the composites.
The swelling rate of parameter K SR of composites is given in Table 2. It can be seen that the composites containing 50W50PE3M1.5F exhibited higher K SR than those containing nanoclay. It is important to note that in the swelling model K SR was obtained considering the whole thickness process until it was equilibrated; that is it was dependent not only on the initial rate of swelling but also on the equilibrium thickness swelling of the composites. 33 Table 2 shows that the K SR of the composites was influenced by chemical foaming agent and nanoclay. The minimum K SR values were observed in composites made of 50W50PE3M4N.
Thickness swelling values and swelling rate parameters for all formulations.
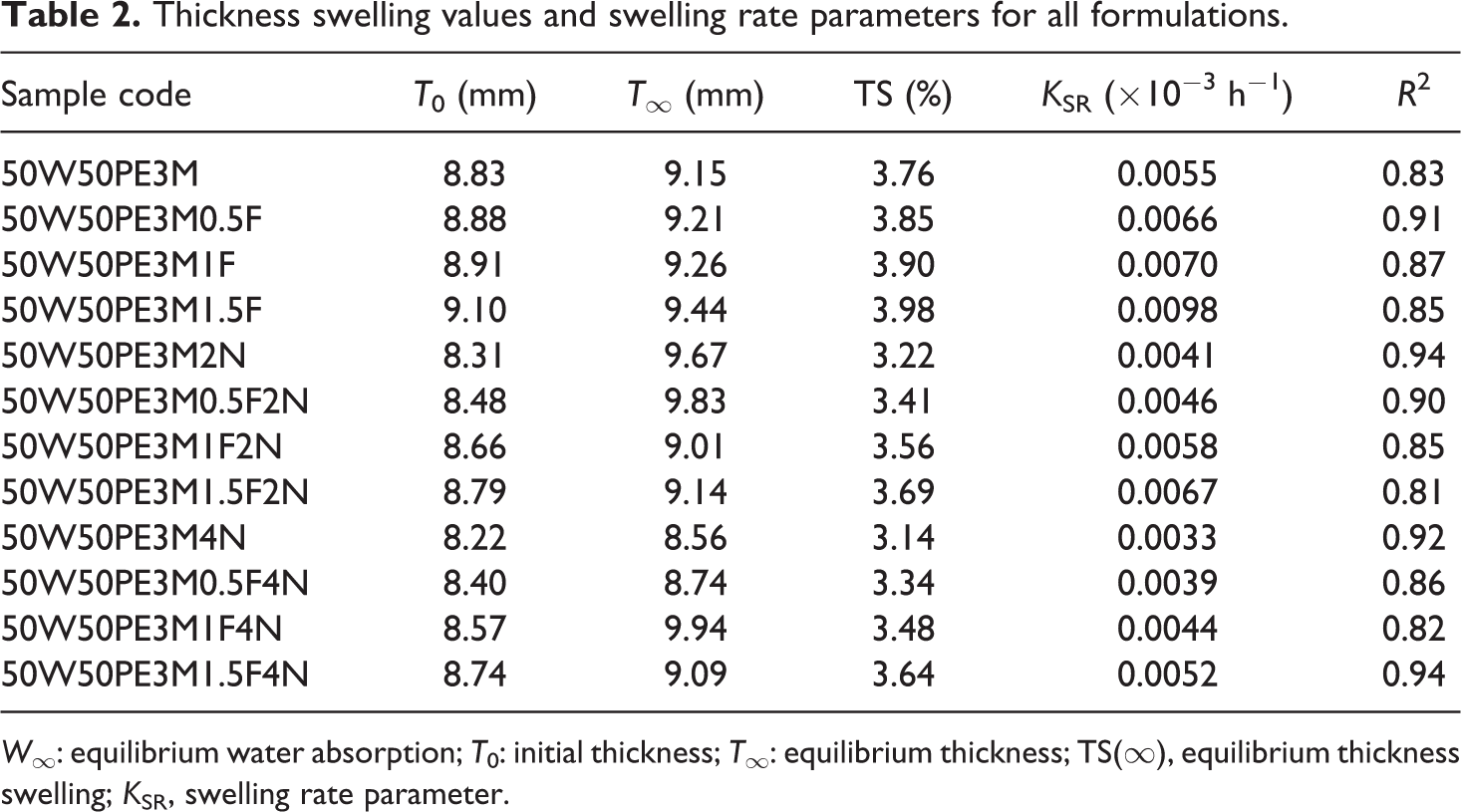
W ∞: equilibrium water absorption; T 0: initial thickness; T ∞: equilibrium thickness; TS(∞), equilibrium thickness swelling; K SR, swelling rate parameter.
Also the thickness swelling curve of composites was predicted by nonlinear curve fitting. It was found that the swelling model fit the experimental data well for all samples (the R2 values for all the model fits were above 0.8). For example, it can be seen from Figures 2 and 3 that the model provided better prediction for the initial portion of the thickness swelling process of composites containing different levels of foaming agent and nanoclay. This phenomenon can be related to lower inner debonding or damage that could have occurred at higher swelling rates (higher water uptake). This could eventually lead to changes in the thickness swelling process and induce some error in the swelling model prediction. A good linear relationship was the fit between K SR and foaming agent content shown in Figure 2, when the foaming agent content increased, K SR linearly increased.
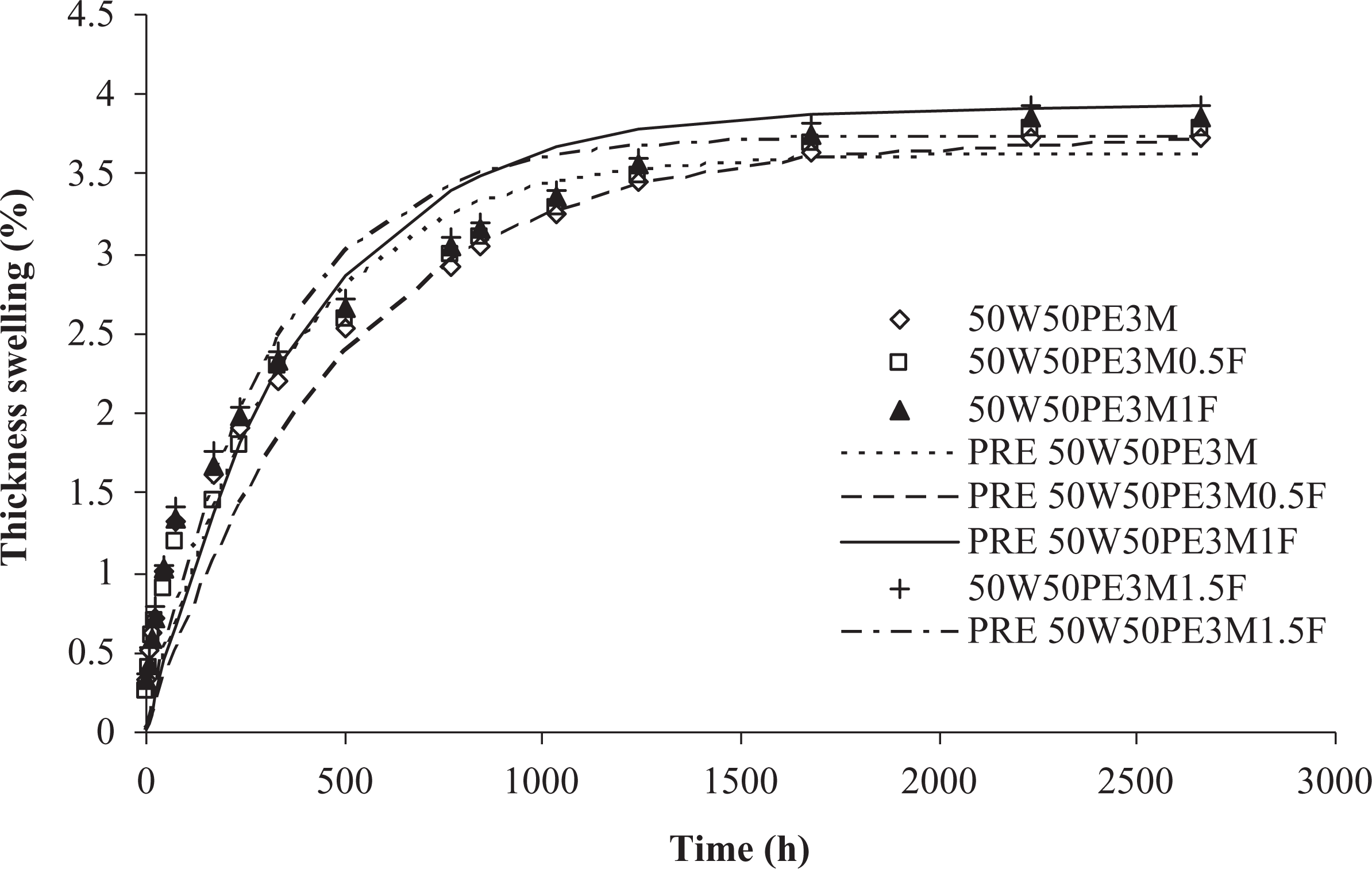
Experimental and prediction models for thickness swelling of composites at different levels of chemical foaming agent.
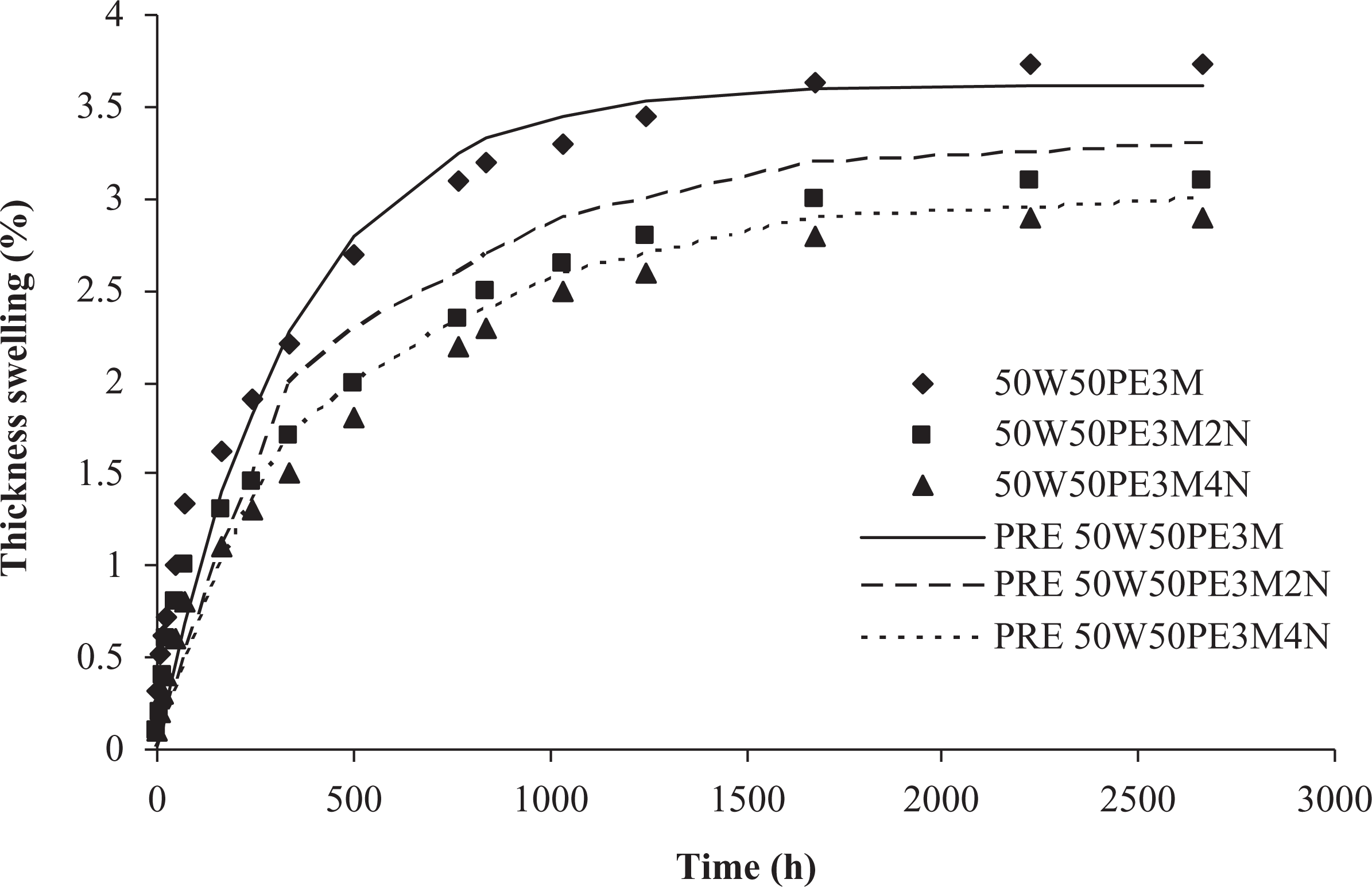
Experimental and prediction models for thickness swelling of composites at different levels of nanoclay.
Also, a good linear relationship was the fit between K SR and nanoclay content in Figure 3, and when the nanoclay content increased, K SR linearly decreased.
The influence of chemical foaming agent and nanoclay on the cell size and average cell density of HDPE/WF composites is shown in Table 3. The cell size and average cell density increased with the increase in chemical foaming agent. This is expectable because more concentration of the foaming agent means more production of gas (mainly nitrogen) in a compound as a result of thermal decomposition of the azodicarbonamide. Consequently, the cell number per unit volume of foam and cell size was increased. 5 –13
Cell size and cell density of wood plastic nanocomposites.
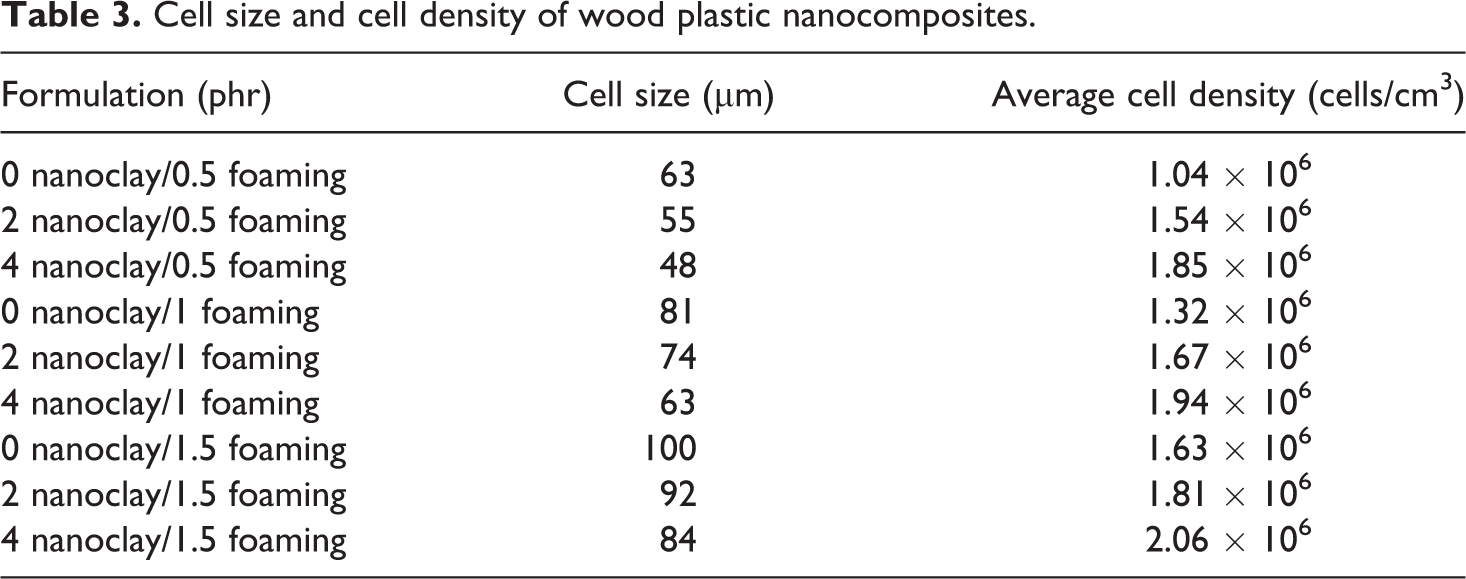
According to Table 3, the foam type that was achieved in this study had a fine-celled, nonmicrocellular structure. This was probably due to the imperfect dispersion of nanoclay in polymer matrix, so that there was a lack of sufficient nucleation centers and may be because of the insufficient bubble growth due to rapid curing in injection molding process. 5 –13
In light of previous research, it can be hypothesized that the introduction of a small amount of well-dispersed nanoclay into WPCs may yield much better microcellular structures in foaming with a polymer and thereby produce high-performance WPC foams with superior properties. 23,24 The results showed that by the incorporation of nanoclay into the compound, the cell size decreased. This is attributable to the extremely fine dimensions and high aspect ratio of nanoclay that help create more foaming nucleation centers in the polymer and at the HDPE/WF interface. This led to the improvement in cell density; consequently, the melt viscosity of the matrix increases with an increase in clay content, generating higher resistance to cell growth in the foaming processes. Also, the large surface area of clay nanoparticles with their extremely fine dimensions (high aspect ratios) as well as the intimate contact that occurs between the particles and the polymer matrix, may greatly alter both cell nucleation and growth behaviors. 2,23,24 The bubble growth was partially eliminated when the growing bubbles surround the silicate plates, which resulted in the reduction of cell size.
In foaming WPCs, the highest nucleation efficiency can be achieved if nucleants are finely dispersed at the polymer/wood matrix interface. 2,23,24,32 Also it has been reported that by increasing nanoclay loading the potential nucleation will be improved but efficiency of this nucleation may be affected by nanoclay dispersion. In this study, it seems that potential nucleant densities of nanoclay were much higher than the measured cell densities, which implies an imperfect dispersion of nanoclay in the polymer matrix.
SEM micrographs show the cell size and morphology of some treatments, which were affected by chemical foaming agent and nanoclay concentration (Figure 4).
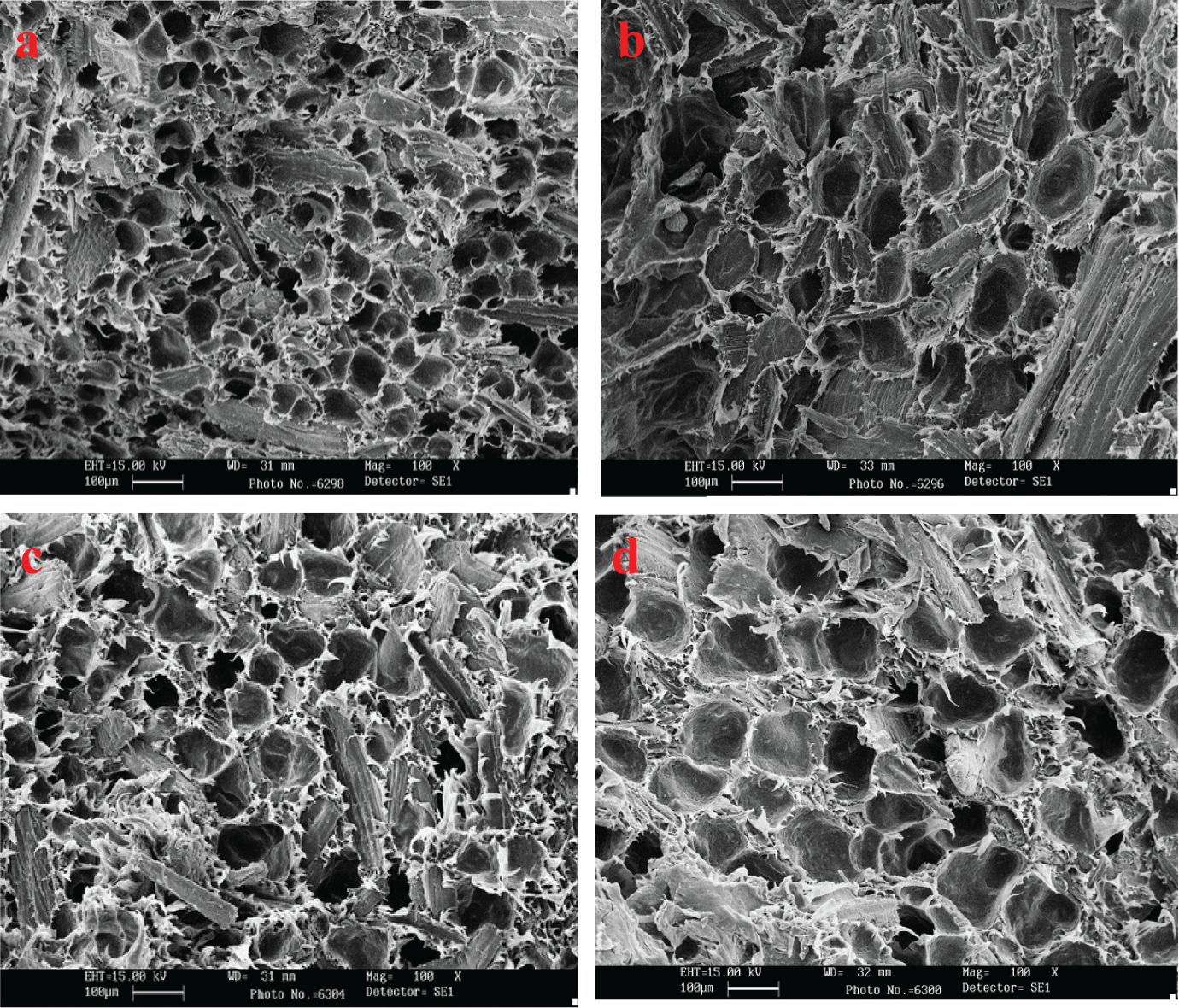
Scanning electron microscopy (SEM) micrograph of composite foams: (a) 0 phr nanoclay/0.5 phr foaming agent, (b) 4 phr nanoclay/0.5 phr foaming agent, (c) 2 phr nanoclay/1.5 phr foaming agent, and (d) 4 phr nanoclay/1.5 phr foaming agent.
Figure 5 shows the effect of chemical foaming agent and nanoclay concentration on the density of HDPE/WF composites. As can be seen, the chemical foaming agent reduced the density of foamed composites; this factor tends to increase by nanoclay loading, significantly. It is well established that presence of chemical foaming agent increases the cell density of samples by the increased gas production in the compound which consequently results in the density reduction. 5 –13 In other words, by the addition of nanoclay to HDPE/WF composite foams, the cell density increased (Table 3). This is because of more bubble nucleation by nanoparticles, which caused a increase in the number of cells and a decrease in composite density. 2,23,24
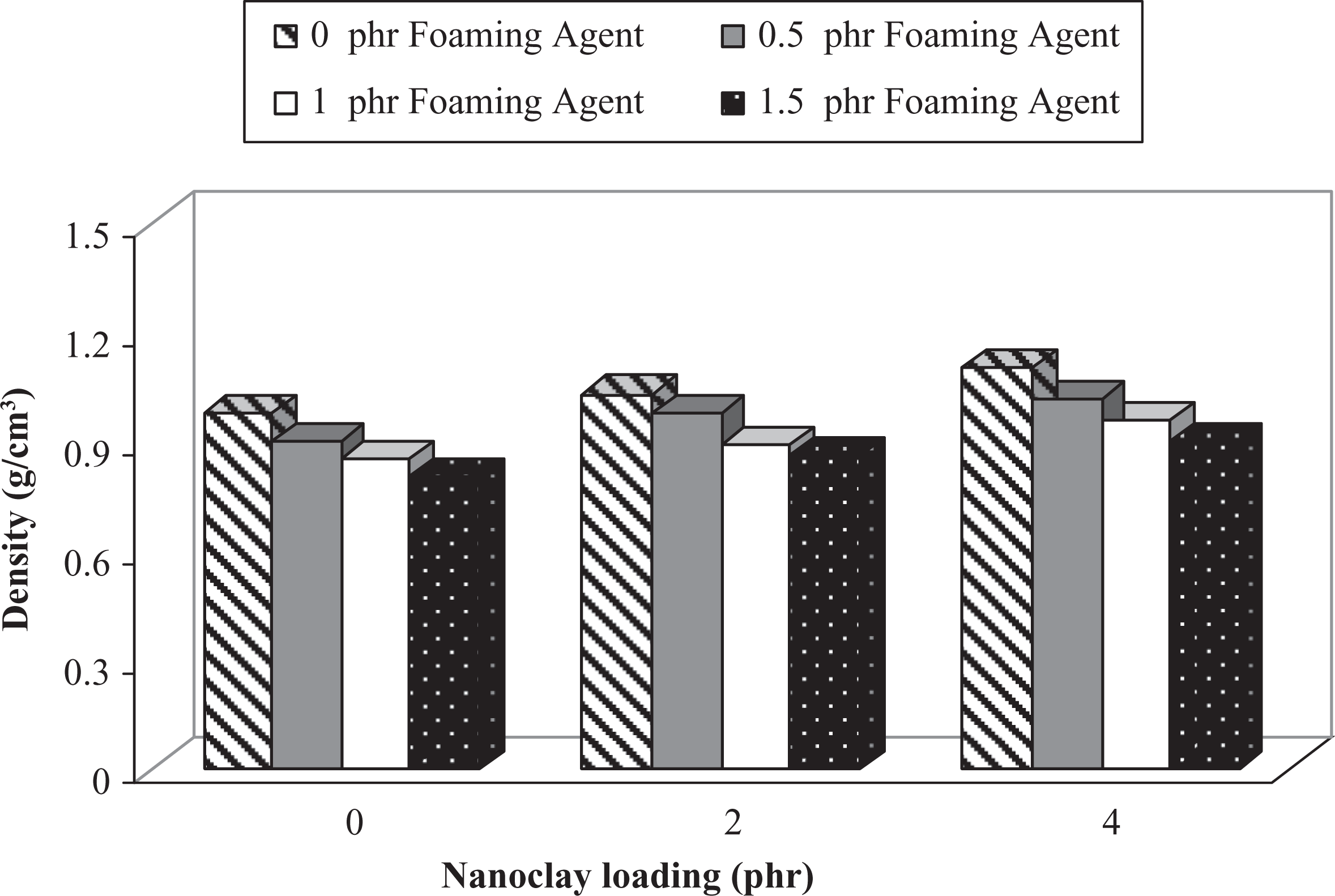
Density of composites at different levels of chemical foaming agent and nanoclay.
Characterization of the morphological state of the HDPE/WF nanocomposites was accomplished using XRD. To verify a homogeneous dispersion of nanoparticles (the so-called intercalation and exfoliation) in a polymer matrix, the interlayer spacing in nanolayered silicates (Bragg’s law) and the relative intercalation (RI) of the polymer in nanoclay were quantified using the following equations:

where n is the integer number of wavelength (n = 1), λ is the wavelength of X-ray, d is the interlayer or d-spacing of the clay in the nanocomposite, θ is half of the angle of diffraction, and d 0 is the clay in the pristine clay.
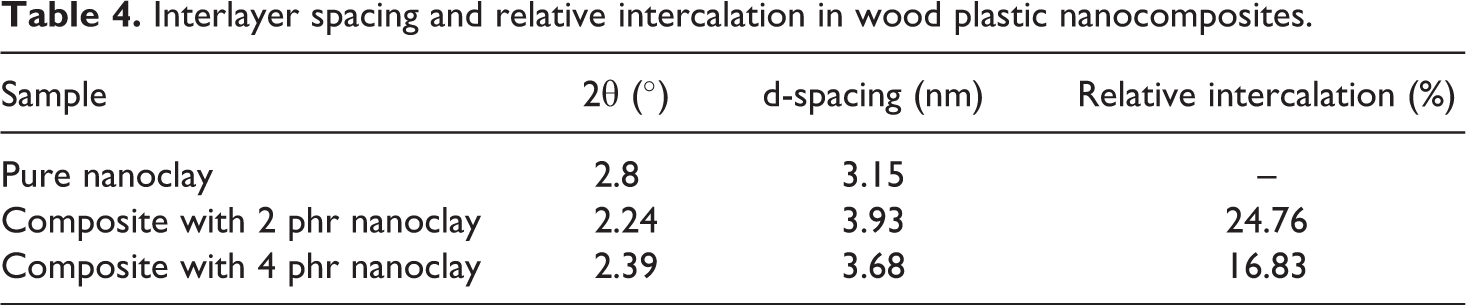
The d-spacing and RI of the clay in the nanocomposites calculated from equations (5) and (6) are listed in Table 4. This table shows that the order intercalation and RI of samples increased with the increase in nanoclay content up to 2 per hundred resins (phr) and then decreased. The peaks appearing at 2.8° correspond to powdered nanoclay with d 001 = 3.15 nm. By the addition of 2 phr nanoclay to the sample, the peak was shifted to a lower angle (2θ = 2.24°, d 001 = 3.93 nm), which implies the formation of intercalation morphology. The peak of 4 phr nanoclay appeared at 2θ = 2.39°, with a d-spacing of 3.68 nm. These data show that the order of intercalation was higher for 2 phr nanoclay. Also, the clay was not exfoliated, since the peak still obviously existed. In other words, formation of the intercalated morphology and better dispersion was found in 2 phr nanoclay because the peak was shifted to a lower angle. Also, XRD patterns revealed that the nanocomposites formed were intercalated.
Interlayer spacing and relative intercalation in wood plastic nanocomposites.
Conclusions
The following conclusions could be drawn from the results of the present study:
With the addition of nanoclay to polyethylene/WF composite foams, the cell size decreased and the cell density increased. However, the cell size and average cell density of samples increased with the increase in the loading of the chemical foaming agent.
The thickness swelling of the composites decreased with the increase in nanoclay.
The composites containing 1.5 phr of foaming agent exhibited higher K SR than those containing nanoclay.
XRD patterns revealed that the nanocomposites formed were intercalated. Also, morphological findings showed that samples containing 2 phr of nanoclay had higher order of intercalation and better dispersion.
The swelling model provided a good predictor of the hygroscopic thickness swelling process of WF/polyethylene/nanoclay hybrid foamed composites.
This project has shown that the incorporation of nanoclay and foam structure into WPC caused a countereffect in many cases; the highest dimensional stability in this research was attained for samples containing 4 phr of nanoclay without the chemical foaming agent.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.