
Abstract
Appearance of molecular composites is grounded on fast development of rigid chain polymers and high-performance fibers on their base in United States and Russia. Brief historical review of rigid-chain polymers, fibers, and molecular composites on their base presented. Analysis of existing molecular composites and novel ways for development of these materials are in focus of the work. Properties of composite fibers and plastics containing poly-n-phenylenterehptalamide and polyamide PA-6 are shown. Blends of polysulfone with polyamidbenzamidazolterephtalamide for creation of molecular composites are discussed. Influence of shear flow rate on phase separation in the process of formation of fibrils from rigid-chain polymer inside matrix of flexible-chain polymer is demonstrated. By changing ratio between components and altering composite fibers spinning conditions, it is possible to obtain various materials – from fusible reinforced thermoplastics to heat resistant and high-strength plastics.
Keywords
Introduction
Rigid-chain polymers and aramid fibers
Polymer molecular composites, where reinforcement is realized on molecular level, appeared in fact after development of rigid-chain polymers and fibers on their base. One of the most remarkable achievements of chemical science and technology in the last century was development of high-performance polymer fibers, including aramid fibers. The most known from them is Kevlar on the base of rigid-chain poly p-phenylenetherephtalamide (PPTA), having chemical structure shown in Figure 1(a). One of the key ‘parents’ of Kevlar fibers is considered Stephanie Kwolek, who while working with DuPont more than 40 years ago obtained lyotropic (LC) solutions of PPTA and thanks to that invention became one of the most famous women-chemists in United States.
Chemical structure of poly p-phenylenetherephtalamide – PPTA (a) and polyamidbenzimidazolterephtalamide – PABI (b).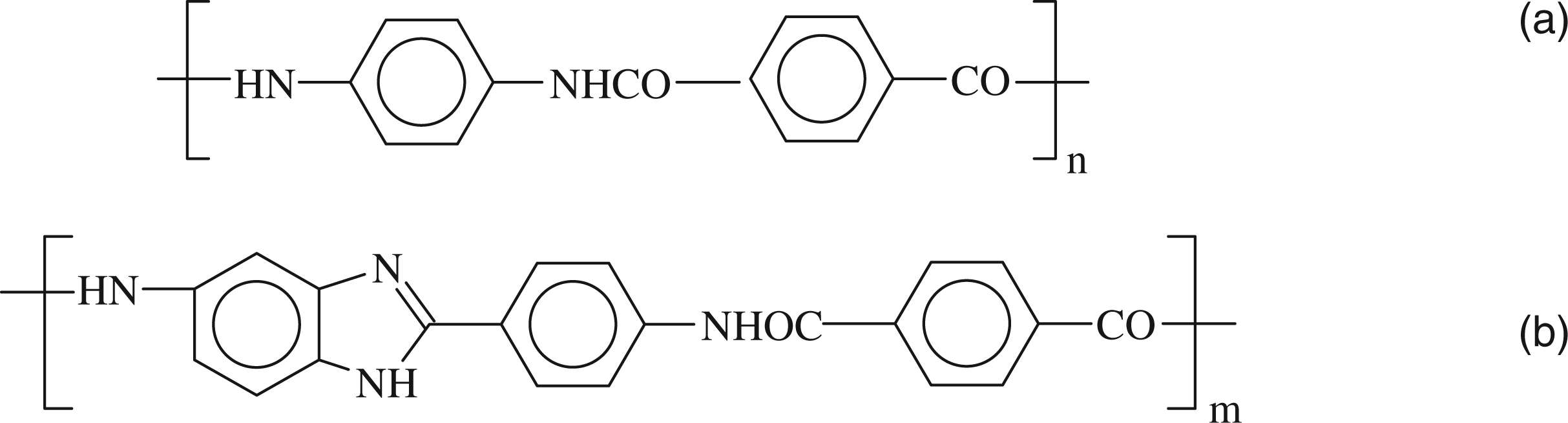
Nearly at the same time as DuPont, another company from Europe – AKZO developed Arenka fibers, which were close in properties and technology to Kevlar. Later Arenka fibers were renamed to Twaron and now they are in the Tejin manufacture program. General volume of aramid fibers production in the whole countries now reaches several ten thousand tons. 1
Russian specialists in Soviet times developed and launched production in industrial scale of high-performance super high modulus (SVM) and Armos fibers on the base of rigid-chain polyamidbenzimidazolterephtalamide (PABI). 1 The chemical structure of PABI polymer for SVM fiber is shown on Figure 1(b). The PABI was obtained in solution by lower temperature polycondensation in n,n Dimethylacetamide (DMAA) and that solution is directly used for spinning of SVM fibers by ‘wet’ technology. Armos fibers are produced under the same technology using a copolymer (further copolymer of PABI (CPABI)) of PABI and PPTA.
Stress-strain properties of SVM and Armos are similar to the main characteristics of Kevlar fibers, although the later produced from the liquid crystalline (LC) solutions of PPTA.
Russian fibers SVM and other fibers of the same type having trademarks Armos and Rusar on the base of CPABI are also rigid-chain aromatic polyamides, but unlikely Kevlar contain flexible heteroaromatic fragments in the main chain. All these fibers appeared about 40 years ago in the All-Union Research Institute of Artificial Fibers (Russian abbreviation VNIIV) in Mitistchi near Moscow. Last few years before its financial collapse in 2003 that Institute had label as Institute of Polymeric Fibers.
All main work for synthesis of rigid-chain polymers, fiber technology, and organizing of their industrial manufacture were conducted under supervision of outstanding Russian chemist and scientist Georgii Kudrjavtsev (1918–1993).
Tensile strength of various high-performance fibers from CPABI reach 5500 GPa, which is higher than that for aramid fibers from PPTA, with modulus 135–145 GPa and density 1.43–1.45 g/cm 3 . Team of Soviet scientists for this achievement was nominated to the highest Soviet award – ‘Lenin’s prize award.’ At the same institute in 80s another type of aramid fibers were developed, named Terlon, which was very similar in properties and technology to Kevlar.
Unfortunately, general crisis in the Russian chemical industry after collapse of Union of Soviet Socialist Republics (USSR) stopped further development of Terlon, having very favorable economical prospects because of using highly concentrated LC solutions as compared with low-concentrate isotropic solution used for SVM and Armos fibers spinning.
Last year’s remarkable achievements were reached in the development of other types of high-strength fibers, first of all from polybenzobisoxasol (PBO) and polybenzobistiazol (PBT) with Young modulus up to 450 GPa, and from ulrahighmolecular weight polyethylene (UHMWPE) with tensile strength up to 4 GPa. Nevertheless, production scale of aramid fibers currently exceeds all other high-performance fibers. 1
Due to low density the aramid fibers overcome in specific strength and modulus properties most metals, alloys, and nonmetallic engineering materials and widely used in various branches of modern technology, including polymer composites and reinforced plastics. In plastics reinforced with fibers the last bear the main stress and the polymer matrix provides with stable shape and uniform stress distribution between fibers in the bulk.
It is important to note that aramid fibers have very high anisotropy (in transversal and longitudinal direction). For effective application, the reinforcing fibers must work mainly in extension, because transversal and compression properties of aramid fibers are much worse than the extensional ones.
Important criterion for realization of high strength of fibers in polymeric matrix is their sufficient adhesion to matrix, which prevents pullout of fibers under load. The SVM and Armos fibers, because of mixed amorphous-crystalline structure, have very good adhesion to most binders, and stand out against other high-crystalline fibers from PPTA and particularly, as compared with UHMWPE fibers.
For effective plastics reinforcement, the aspect ratio (length to diameter l/d) of noncontinuous fibers is one of the key parameters. On Figure 2 the stress diagram of a single fiber in polymer matrix is shown with distribution of tensile inside and shear stresses on the surface of fiber.
Stress distribution in short reinforcing fiber.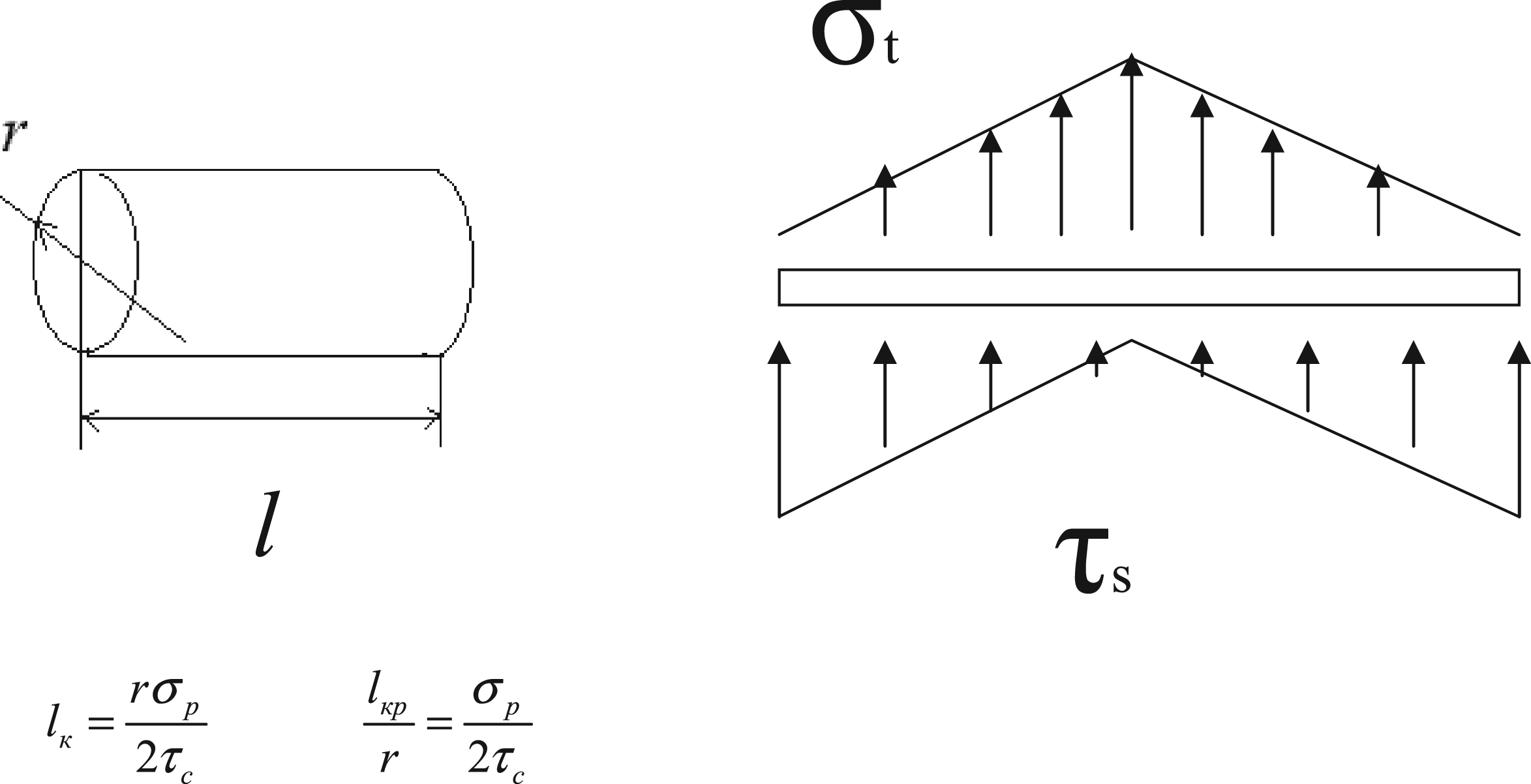
For composite mechanics a critical length lk of a single fiber with diameter d is very important, that corresponds to the fiber length where the pullout force for fiber determined by shear strength τ c and adhesion contact surface πr2l is equal to tensile strength of the fiber (Kelly equation) as shown in Figure 2.
Figure 2 demonstrates the higher is anisotropy of the fiber (l/d ratio), the more effective are fibers for reinforcement of matrix.
If rigid-chain macromolecules are introduced into flexible-chain polymer matrix, reinforcement effect must be very high because of extremely high l/d ratio. Analysis of existing molecular composites and novel ways for development of these materials are in focus of the present work.
Molecular composites
After starting industrial production of rigid-chain polymers many researches began studying molecular composites, where reinforcing fillers are dispersed on molecular level and randomly distributed in the matrix from flexible-chain polymers. Molecular composites are kind of polymer nanocomposites – quickly developing type of modern composite materials. 2 The most remarkable achievements were reached in the area of clay nanocomposites but results in the field of polymer molecular composites, despite intensive research work for about 40 years, were rather modest. Let us try to consider main problems in this area and find possible ways out in future.
First theoretical works of Paul Flory devoted to blends of rigid-chain and flexible-chain polymers, which are considered as precursors of molecular composites had appeared more than 50 years ago long before present boom of nanocomposites had started. 3 High-strength and rigid asymmetric nanofibrils having molecular size and randomly distributed in the polymer matrix should provide with highest reinforcing efficiency. That approach could create strong and tough polymeric materials at low content of rather expensive rigid-chain polymer component. Last years in many publications one can find so-called molecular composites, which are in essence copolymers or graft copolymers having rigid and flexible chains and also the composites from the blends of polymers melts with thermotopic LC polymers, particularly LC-copolyesters. With that in view, it is worth noting that in the melt it is impossible to mix incompatible polymers on molecular level because of high viscosity of polymer melts, and copolymers, including grafted ones, are in fact one-component systems and their strength properties are determined rather by covalent bonds than by effect of reinforcement. On the other hand, block-copolymers containing rigid main chain with flexible side blocks are successfully applied for compatibility of rigid-chain polymers with matrix from flexible-chain polymer. 2 Unfortunately, most of such block-copolymers were prepared only in laboratory scale and in fact were not considered for industrial processing and application. Without discussion of terminology, below we shall consider only ‘classical’ two-component molecular composites, prepared from the mixture of rigid-chain and flexible-chain polymers in common solvent, as they initially were described by Flory.
In early 80 years of last century nearly at the same time simultaneously in United States and Japan first patents appeared together with results of experimental works devoted to polymer molecular composites with various flexible matrixes. All blends were obtained mostly by mixing components in the common solvent. Takayanagy was one of the first who conducted theoretical analysis of structure and stress-strain properties of these systems, and experimentally evaluated these properties on molecular composites from PPTA and nylon-6. 4 Using scanning electron microscope (SEM), Takayanagy demonstrated these composites had fibril structure with diameter of fibrils about 50 nm.
On basis of PBT also some molecular composites were prepared with various flexible-chain matrixes: polybenzimidazol, aliphatic polyamides, polyfenilhinoxalines, and polyether ether ketone. In literature, one may find data that composites from polybenzotiazol-polyamide 6 overcome in mechanical properties randomly reinforced composite with glass fiber content 30 wt.%.
Molecular composites on the basis of blends of aromatic polyamides (aramids), that is, PBA and PPTA, with aliphatic polyamide PA-6 were thoroughly studied first of all.5,6
In USSR, works on modification of aramid fibers by aliphatic polyamids started after first publications about blends of rigid-chain and flexible-chain polyamides. Mixing polymers were carried out usually in the common solvent – sulfuric acid (H2SO4). High chemical activity of that solvent and necessity of its complete removal after mixing greatly complicated the process, and the most acceptable technology for molecular composites formation is fiber spinning, which provides effective solvent cleaning. By that way, Volokhina et al. created several modifications of aramid fibers, Terlon (Russian analog of Kevlar), with small additives of PA-6 introduced in LC-solution of PPTA before spinning. 7
Initial idea to use molecular composites for obtaining high-strength fibers from flexible-chain polymers failed because strength and stiffness of fibers from flexible-chain polymers are reached first of all due to high orientation of flexible macromolecules. Any attempt ‘to reinforce’ fibers with introduction of another rigid phase leads as a rule to impairment of matrix polymer orientation and to decrease of mechanical properties (in contrast to reinforcement of poor-oriented plastics).
One of the major problems in obtaining molecular composites by mixing in the common solvent is to provide compatibility and phase stability of rigid-chain and flexible-chain polymers in solution and retention of high disperse state of rigid fibrils in solid state. That question has been partially solved by using copolymers and graft copolymers, but in fact these works stopped on laboratory experiments.
As was stated in the comprehensive review 5 devoted to history and technology of polymer molecular composites, despite to intensive word-wide research in that field, new materials are still not the market. We shall try to look more attentively at the scientific side of the problem.
Experimental
Composites from the blends of PPTA and PA-6
In 80 years of the last century in Russia unidirectional reinforced plastics were prepared by consolidation of composite fibers from the blend of PPTA and PA-6. 8 Consolidation technology consists in hot compression of aligned fibers in compact arrangement (usually fibers are wound on flat plate mold). Under pressure and temperature the cylindrical filaments change profile to polygonal and sinter or weld along their contact surfaces. Fibers for experiments were prepared both from LC and isotropic solutions of blends PPTA/PA-6 in H2SO4.
Properties of composite fibers and plastics from the PPTA/PA-6 blends.
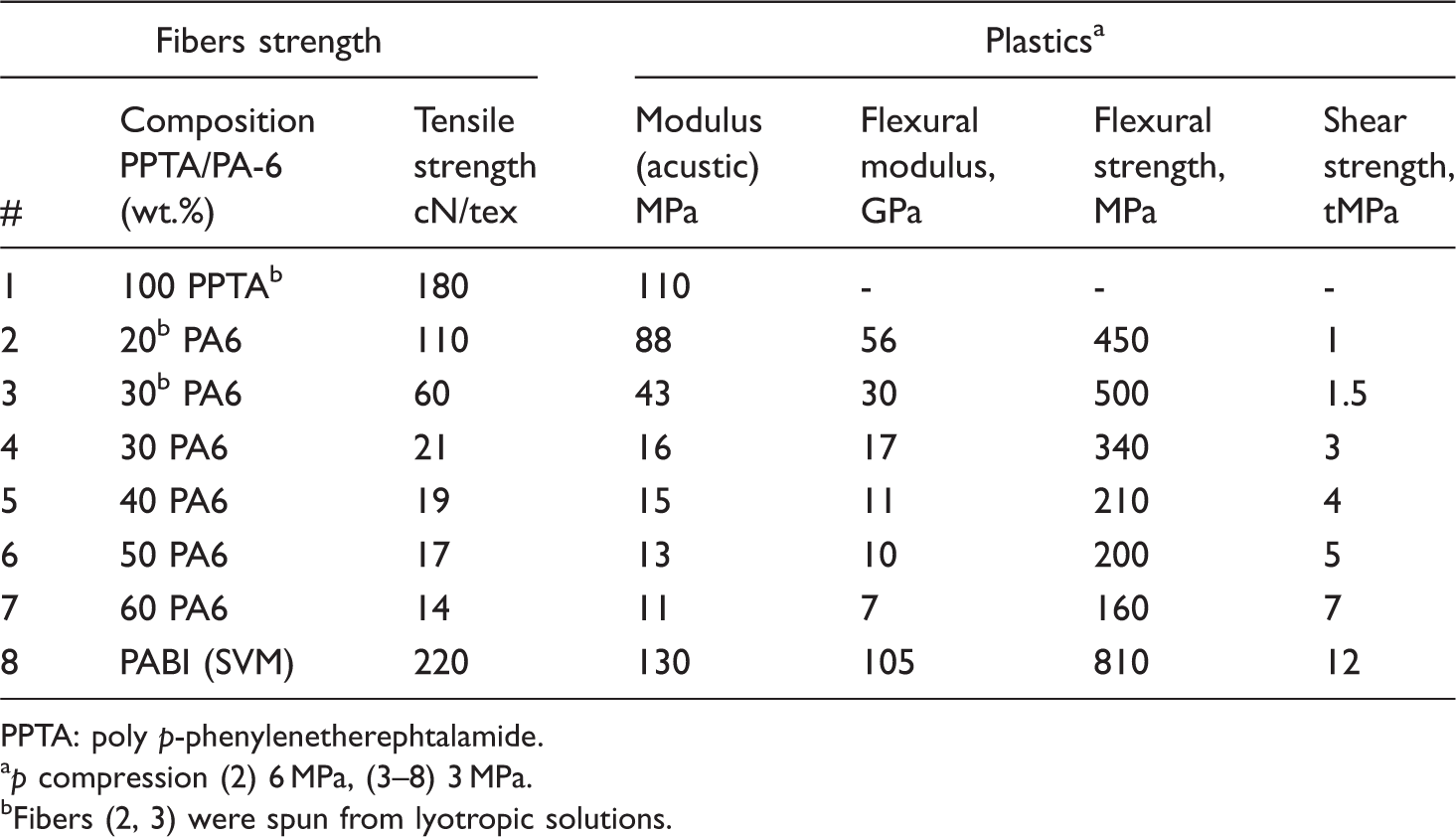
PPTA: poly p-phenylenetherephtalamide.
p compression (2) 6 MPa, (3–8) 3 MPa.
Fibers (2, 3) were spun from lyotropic solutions.
As seen from the Table 1, relatively high mechanical properties (flexural strength and modulus) were observed only for plastics prepared from the composite fibers being spun from LC solutions. Fibers from the neat PPTA could not be consolidated under those conditions because of high Tg of the polymer (380°C), but consolidation can be realized after introduction into the fibers some quantity of thermoplastic PA-6, which provide cowelding in contacting filaments.
As was demonstrated in our experiments, the concentration of flexible-chain polyamide in the blend at which LC-phase of PPTA may exist cannot exceed 30 wt.%. Even at this concentration the shear strength of plastics obtained from these fibers was only 1.5 MPa. The plastics from the fibers with the same content of PA-6 but spinned from isotropic solutions had two-fold higher shear strength but still that value remained very low. At the same time, the tensile strength and modulus of composite fibers obtained from isotropic solutions are considerably lower than for fibers spun from LC solutions and the same poor characteristics are for plastics prepared from them.
In the isotropic solutions of the blend PPTA/PA-6 the content of flexible-chain PA-6 can be any, and the higher is PA-6 content in the composite the higher is the shear strength but all other mechanical properties of composites fall down. Even with increasing PA-6 content up to 60 wt.% the shear strength remained much lower than the same characteristic for plastics obtained from consolidated PABI fibers.
As seen from the SEM of cross section of the sample prepared from consolidated composite fibers (Figure 3) the fracture of that composite took place along surfaces of contacting filaments, bonding together by welding of PA-6 phase. Dark area on micrograph corresponds to PA-6 phase (after etching by formic acid [HCOOH]).
Scanning electron microscope (SEM) micrograph of cross-section for plastics obtained from composite poly p-phenylenetherephtalamide (PPTA) fibers with PA-6 content 20 (a) and 40 (b) wt.%.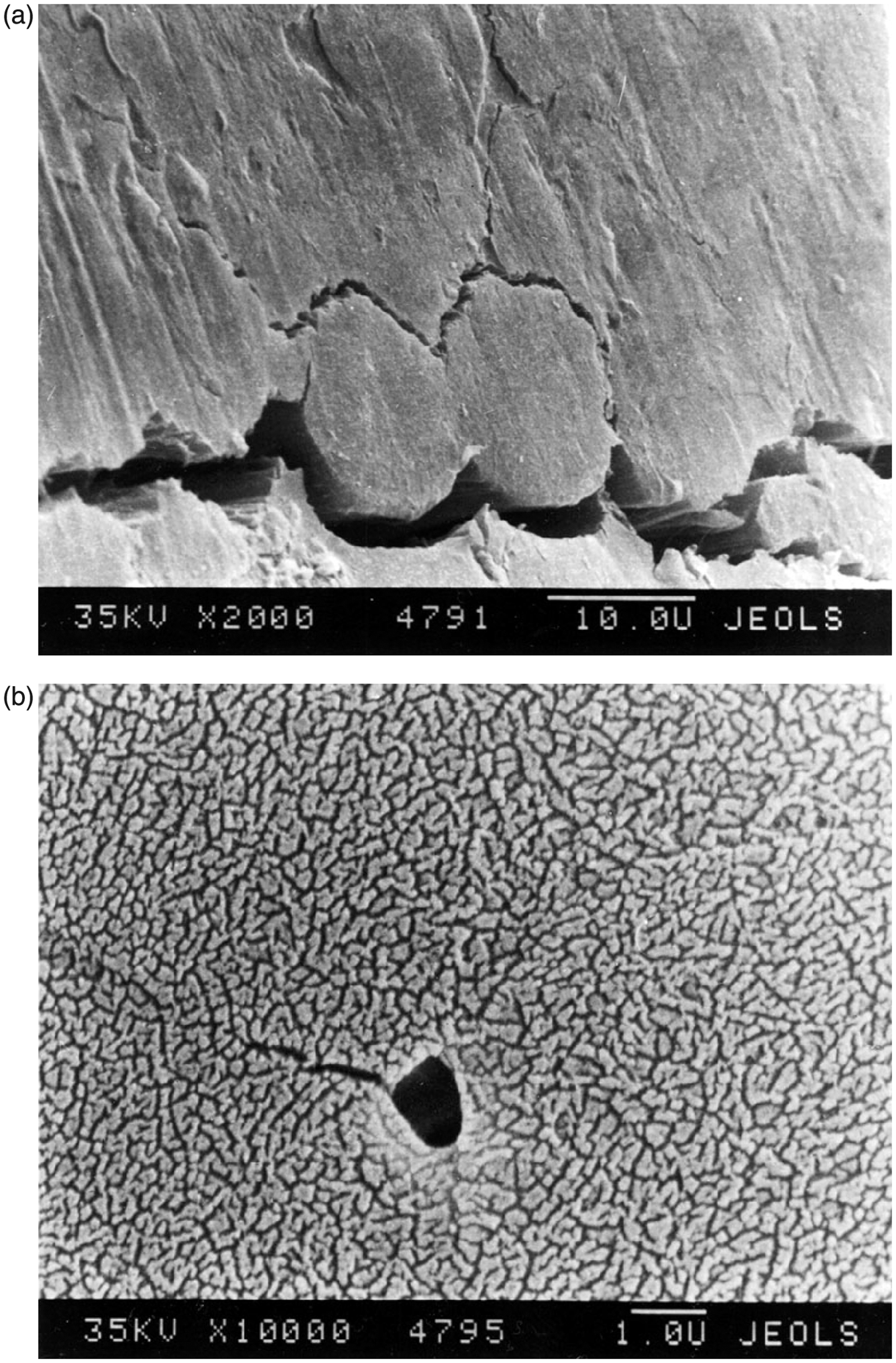
Although fibers spun from LC-solutions of PPTA (Terlon or Kevlar) have high orientation of macromolecules, the highest strength can be reached only after spinneret drawing, promoting orientation of domains along the fiber axis. The highest modulus of fibers is obtained by hot drawing in solid state.
To our opinion, the above these are main reasons why in molecular composites on the base of PPTA and other LC-polymers, it is impossible to reach maximal strength and modulus of fibrils without spinneret drawing and further hot drawing in solid state. The worse situation is for molecular composites obtained from isotropic solution – without LC state no strength and modulus can be achieved at all.
On the example of the system PPTA/PA-6 discussed above one understands the critical problem for molecular composites – it is impossible to obtain plastics as well as fibers with good mechanical properties from the isotropic solutions the sample prepared without additional drawing of rigid-chain macromolecules. On the other hand, at high content of flexible-chain polymer the LC solutions cannot exist.
Thus, it become clear the necessity to seek new ways and approaches for development of molecular composites.
Composites from the blends PABI-polysulfone
The objective of our study was to create molecular composites from polymers available in industrial scale and which do not require LC solutions for processing as well as additional drawing of rigid-chain macromolecules in solid state. In our work we use rigid-chain PABI and its copolymers, which are used for production of fibers we described at the very the beginning of the current article. In these fibers, unlikely for PPTA fibers, the high degree of polymer orientation is reached not in the LC-solution, but during heat treatment in solid state at temperature above Tg (270–290°C). At that temperature, additional solid state polycondensation happens and thermotropic LC-transition takes place, accompanying with self-extension and orientation of macromolecules without additional drawing by mechanical force. Viscosity of the polymer in that state remains so high that in fact it remains in solid state. 9
Unlike aramid fibers, spinning of PABI and CPABI fibers is carried out from isotropic solutions in DMAA, obtained right after polycondensation. That solution was used directly for preparing blends with other polymers, soluble in DMAA, with help of stirrer in the same vessel used for polycondensation. Our choice was thermoplastic polysulfone (PSF), available on the market, having the chemical structure shown in Figure 4:
Chemical structure of thermoplastic polysulfone (PSF).
Although PABI and PSF thermodynamically are not miscible in DMAA solution, their blend solution is kinetically stable for a few hours which are quite enough for fibers spinning. 10 From that solution, the composite films were obtained by cast coating as well as fibers by ‘wet’ spinning into the mixed water–solvent coagulating bath.
It is worth noting that impregnation of fibrous filler with high viscous and hot melt of PSF greatly complicates technology of composites with PSF matrix, and impregnation-free method of combining polysylfone matrix with rigid-chain reinforcing polymer on molecular level is highly interesting for high-performance composites technology. Very important that processing temperature of PSF is in the range of glass transition temperature of PABI and its copolymers, that allows to fulfill thermal treatment of rigid-chain polymers during thermoplastic composites processing.
Microscopic study of morphology of films cast and fibers spun from the blend PSF with PABI showed that for PABI content from 1 to 15 wt.% they have two-phase colloid-dispersed systems matrix type, where anisotropic PABI phase is uniformly dispersed inside isotropic PSF matrix. In the composite film, the matrix is randomly reinforced by micro fibrils as shown on Figure 5(a). The fibers glow in the polarized light is evidence of optical anisotropy, characterizing high-orientation degree of fiber-forming polymer.
Micrographs of the film polysulfone (PSF) containing 10 wt.% polyamidbenzimidazolterephtalamide (PABI): PABI fibrils in the matrix after extraction by acetone (a); fracture surface of the film (b).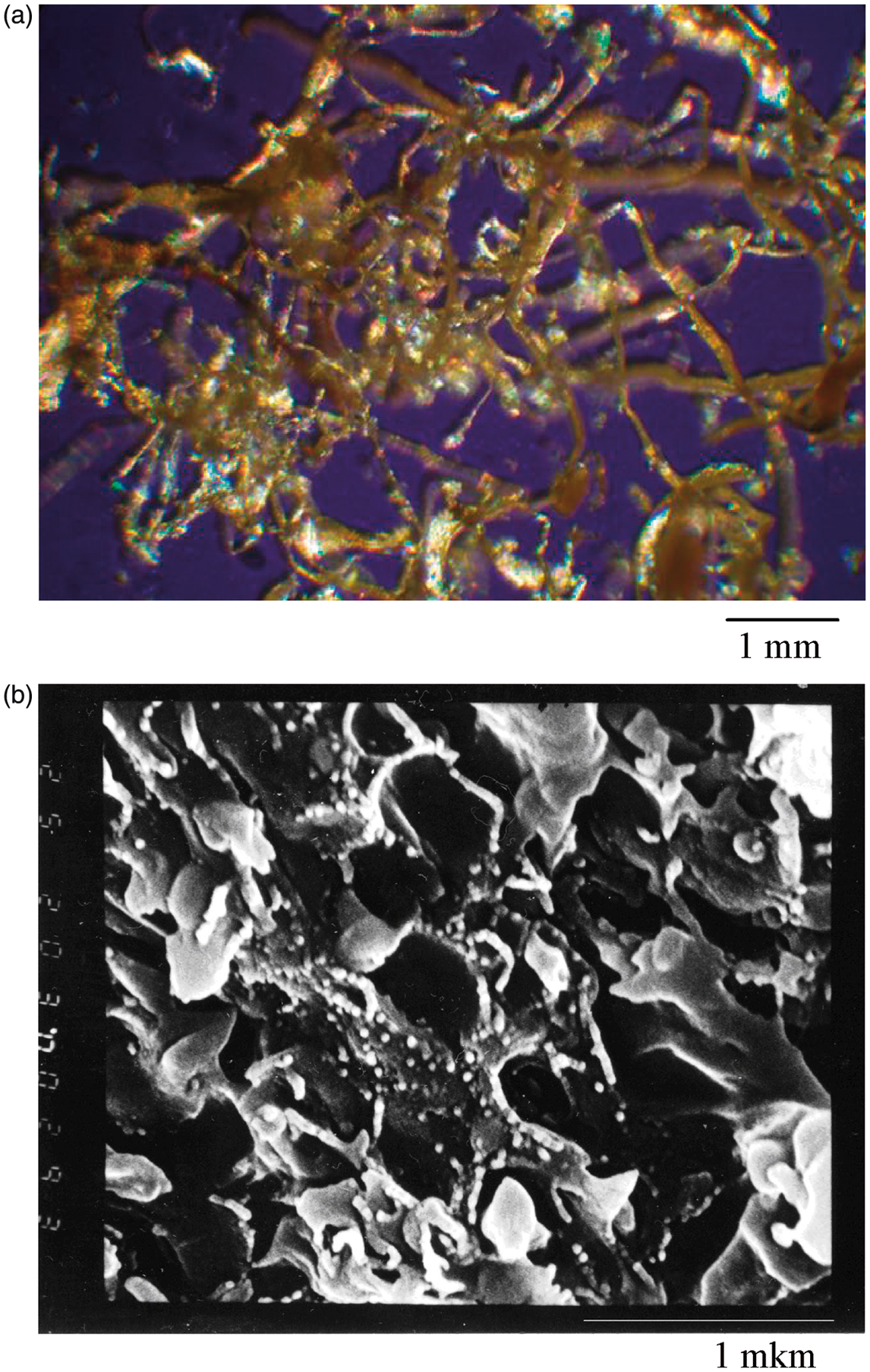
Mechanical properties of films from PSF and blends PSF–PABI.

PSF: polysulfone, PABI: polyamidbenzimidazolterephtalamide.
The micrographs of fracture surfaces of composite films shown in Figure 5(b) demonstrate presence of micro cavities with 50–100 nm size in the place of PABI fibrils pullout from PSF matrix.
On Figure 6(a) a micrograph of composite fiber containing 1 wt% PABI after extraction of PSF by acetone is presented. At that concentration, a formation of asymmetric PABI particles can be seen. Increase in PABI content up to 10–15 wt.% leads to complete formation of fibrils, as it is seen in Figure 6(b). These fibers have fibril-matrix morphology, and with PABI content up to 15 wt.% PSF is matrix and PABI forms dispersed phase.
Micrographs (×250) of disperced phase polyamidbenzimidazolterephtalamide (PABI) after polysulfone (PSF) extraction with PABI content: 1 (a) and 10 wt.% (b).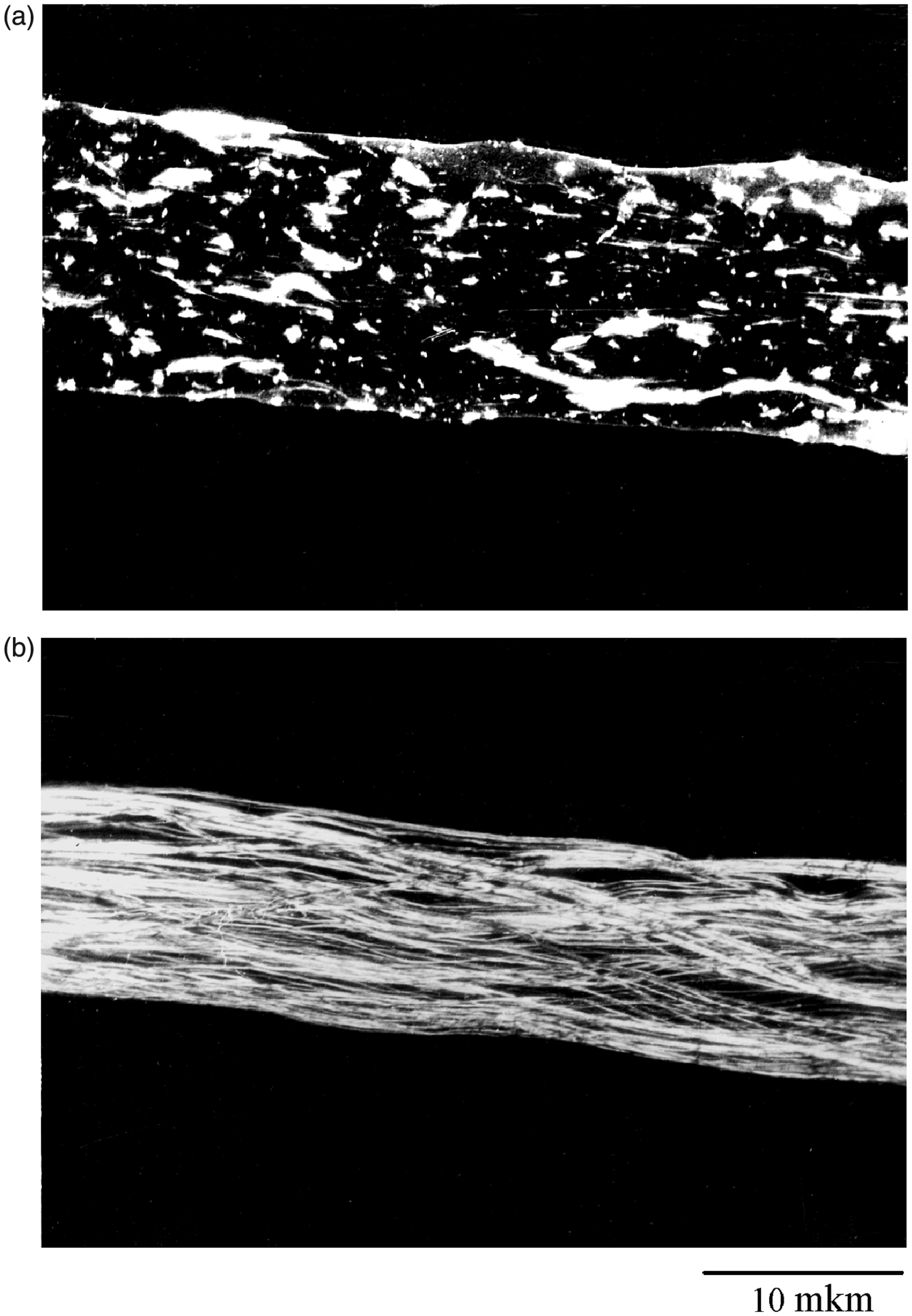
In as-spun PSF-BABI fibers for any component ratio PABI have high degree of molecular orientation, but PSF is in poorly oriented state, which is proved by polarized infrared (IR) spectroscopy. 10 As compared with net PSF fiber, the strength of composite fiber with 10 wt% of PABI, spun at the same conditions (without any drawing) increased 4 times – from 2 to 8 cN/tex.
X-rays study proved the increase of crystal phase for rigid-chain polymer phase after heat treatment of composite fibers containing 10 wt.% PABI as was shown in Figure 7. X-ray patterns for as-spun films from the net PSF and composite films are nearly uniform and the difference is only seen for heat-treated samples. Because PSF matrix is amorphous, the change can be attributed to changes in crystalline phase of PABI.
X-rays patterns for net polysulfone (PSF) and composite films, containing 10 wt.% polyamidbenzimidazolterephtalamide (PABI) and CPABI: PABI/AS (1), PSF (2), CPABI/ AS (3), CPABI/HT (4), PABI/HT (5).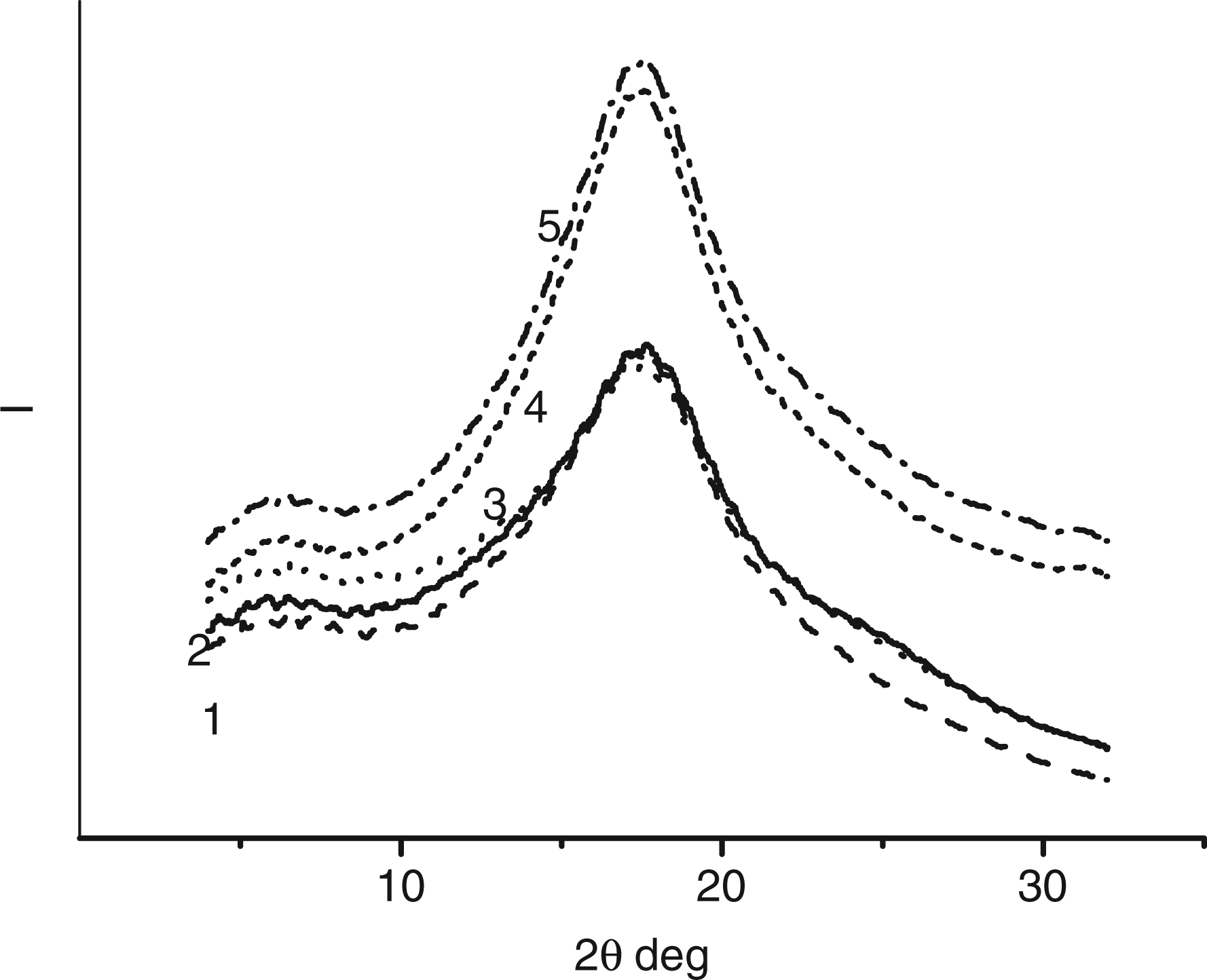
Rheology of solution and morphology of fibers
Phase separation during polymer precipitation from solution is very important stage in fiber spinning and film formation and its peculiarities have serious influence on morphology of resultant phase. At the same time, rheological behavior of solution may govern formation conditions of new phase and final morphology of fibers and films.
The study of phase transitions and rheological properties of PABI, CPABI, and its blends with PSF lately has revealed specific temperature behavior of viscosity, including negative temperature coefficient with minimum in the region of phase separation. 11 It was also found considerable influence of shear rate on phase separation under solution heating.
As seen from Figure 8, the position of viscosity minimum, corresponding onset of phase separation, shifts on 20 C up with increasing shear rate from 70 to 200/s.
Viscosity of polyamidbenzimidazolterephtalamide (PABI) 2 wt.% solution versus temperature at shear rate (1) 7/s and (2) 200/s.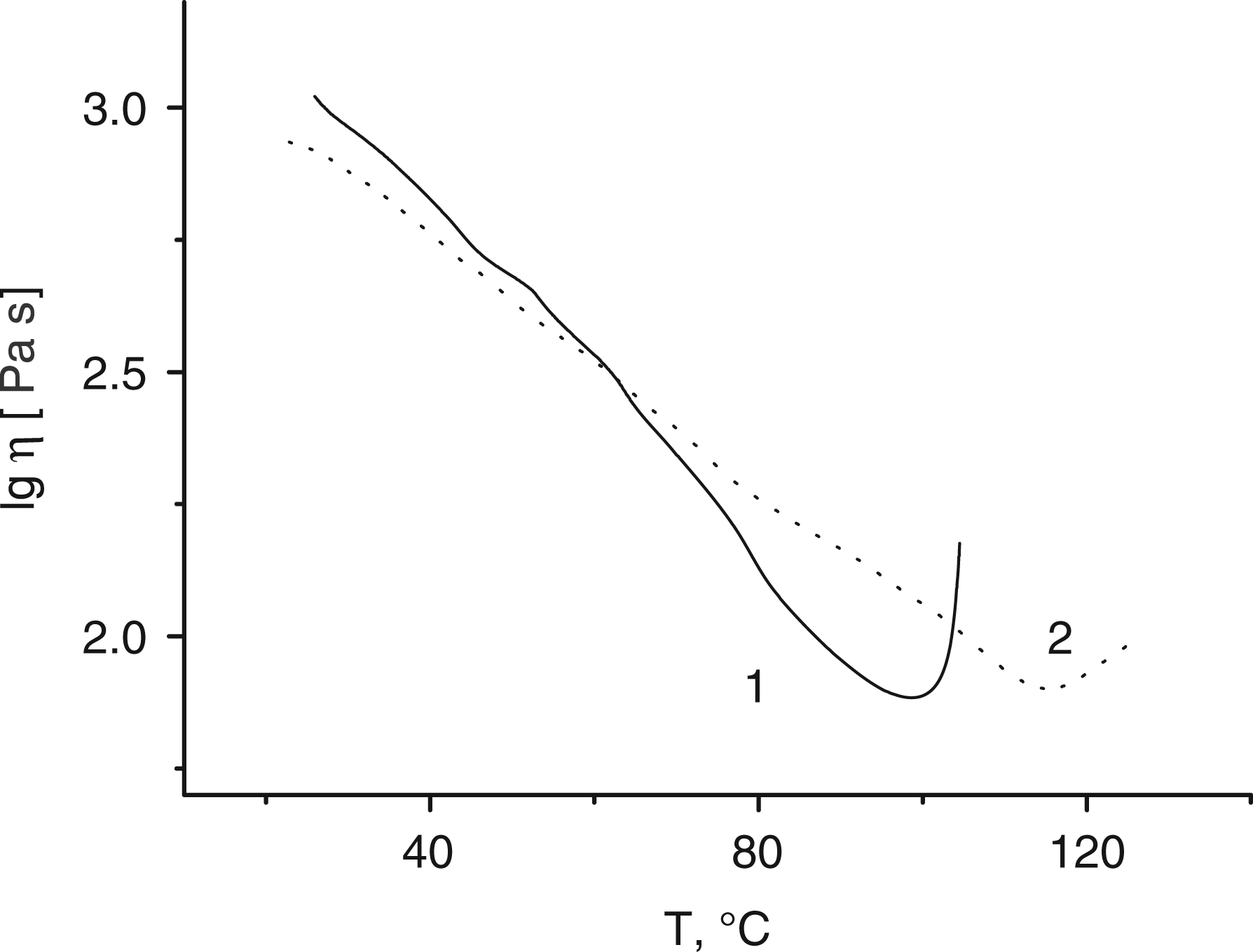
The found phenomena are connected with low critical mixing temperature of PABI solutions in DMAA. At temperatures above low critical mixing temperature phase separation takes place. Shear flow promotes better dispersion of forming phase and thus leads to shift of phase separation temperature to higher region.
Mechanical field influence in two ways on phase separation of polymer blends solution – on one hand, favors phase separation, from another – disintegrates gel particles and invokes their drawing and orientation in flow direction, forming long ultrafine fibrils. 12
Formation of ultrafine fibrils in composite fibers were studied in details in melt flow of thermoplastics polymer blends,
13
and later the same for the blends with LC thermotropic polyesters.
14
It was determined that for a certain relationship of viscosity, formulation, and interphase interaction of polymers in the blend one of them forms ultrafine fibrils, which retain in composite fibers after structure fixation after melt cooling as shown sketchy in Figure 9.
Sketch picture of transformation of spherical disperse particles into micro fibrils during melt flow of two component polymer blend.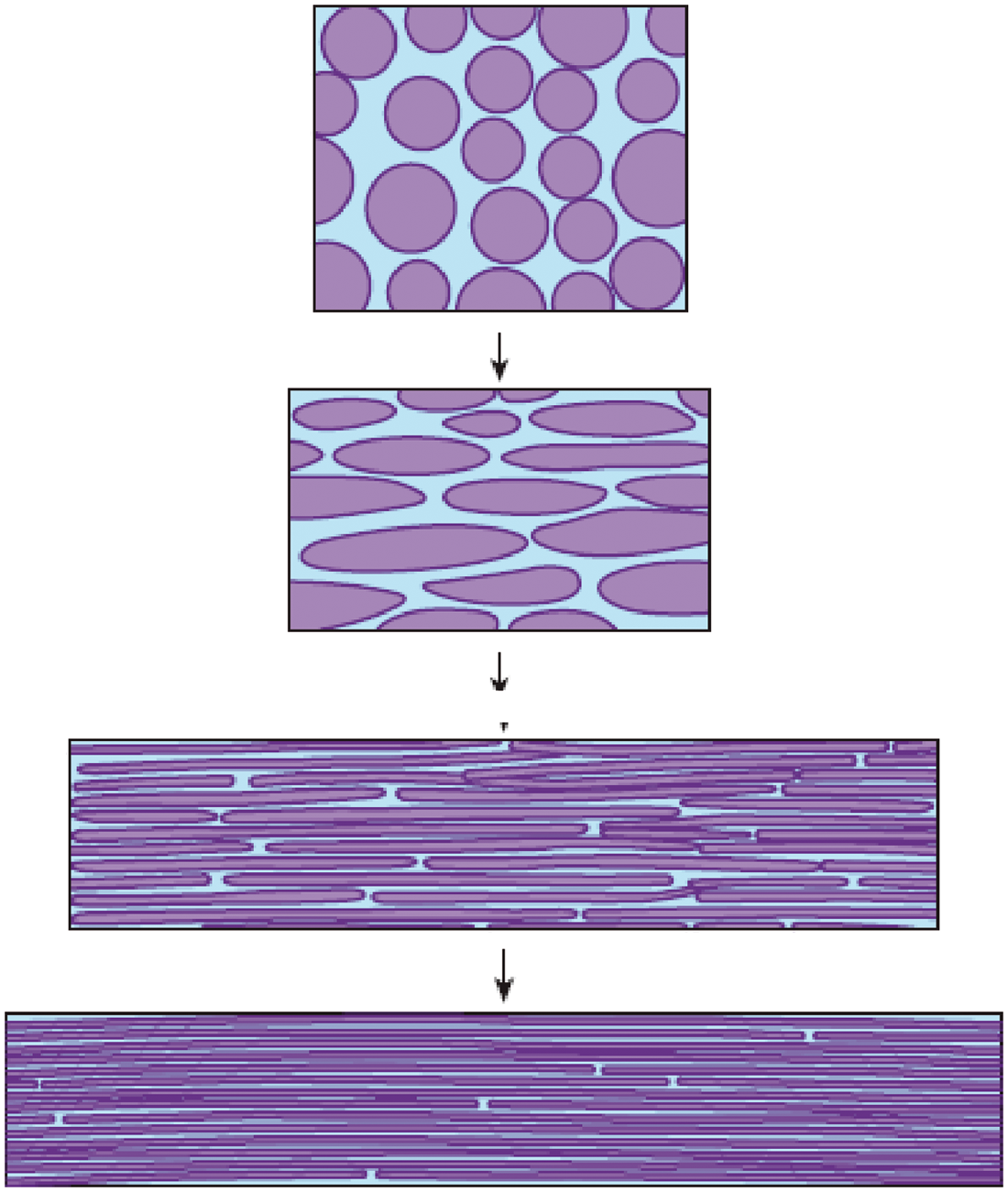
Singularities of rheological behavior of PABI solutions and its blends with PSF may be used to govern morphology of composite fibers during phase separation while spinning. Study of blends PABI and PSF has shown that PSF has no negative influence on phase stability of PABI solution. Introduction up to 50 wt.% PSF into PABI solution did not change position of viscosity minimum on temperature scale, which proves good compatibility of polymers in DMAA (at general concentration of both polymers 5 wt.%). 11
Phase separation of polymer blend solution is a key point for molecular composites technology. While fibers spinning from melts or solutions polymer orientation in spinneret and stretch bath undergoes because of longitudinal and shear stresses. Longitudinal stresses under mechanical field arises at difference of hydrostatic pressure at input and output spinneret areas, promote straightening and orientation of macromolecular globes for flexible-chain polymers.
In contrast to flexible-chain polymers, for rigid-chain ones the most important impact for orientation development belongs to shear stresses, because stretching in that case is restricted by low deformation of rigid macromolecules. On passing polymer solution flow through stretch bath (at wet spinning) or solvent evaporation (at dry spinning), the phase separation is being completed and phase morphology in composite fibers is finally fixed. Thus, by changing flow conditions of polymer blend solution and rate of phase separation, it is possible to govern fibril structure of rigid-chain polymer in composite. That is principal difference of our composite fibers technology from the ‘static’ approach to molecular composites technology used by many researchers.
Morphology of reinforcing phase has great influence on deformational properties of composites, particularly important for heat resistance and thermal processing conditions. Figures 10 and 11 demonstrate thermomechanical curves for composite fibers and films, obtained from the blends PSF–PABI. As it is seen from there figures, the composite films retain fusibility for rigid-chain polymer content up to 10 wt.% (Figure 10), but the fibers with the same composition undergo, after heating, considerable elongation (Figure 11). At the same time, unlike fusible PSF fibers, composite fibers keep shape and some strength up to high temperatures. That behavior is characteristic for most fibers, spun from isotropic solutions of rigid-chain thermoresistant polymers. Although orientation of polymer in as-spun PABI fibers is high, it is far from the limit value. Only after heat treatment of PABI fibers above Tg temperature (260–300°C), the considerable increase in orientation degree is observed, being accompanied by spontaneous axial orientation, elongation, and additional crystallization.
Thermomechanical analysis for composite films with polyamidbenzimidazolterephtalamide (PABI) content (1) 1, (2) 5, (3) 10, and (4) 50 wt.%. Thermomechanical analysis for fibers: (1) polysulfone (PSF); (2) polyamidbenzimidazolterephtalamide (PABI), and composite fibers with PSF content (3) 10, (4) 50, and (5) 90 wt.%.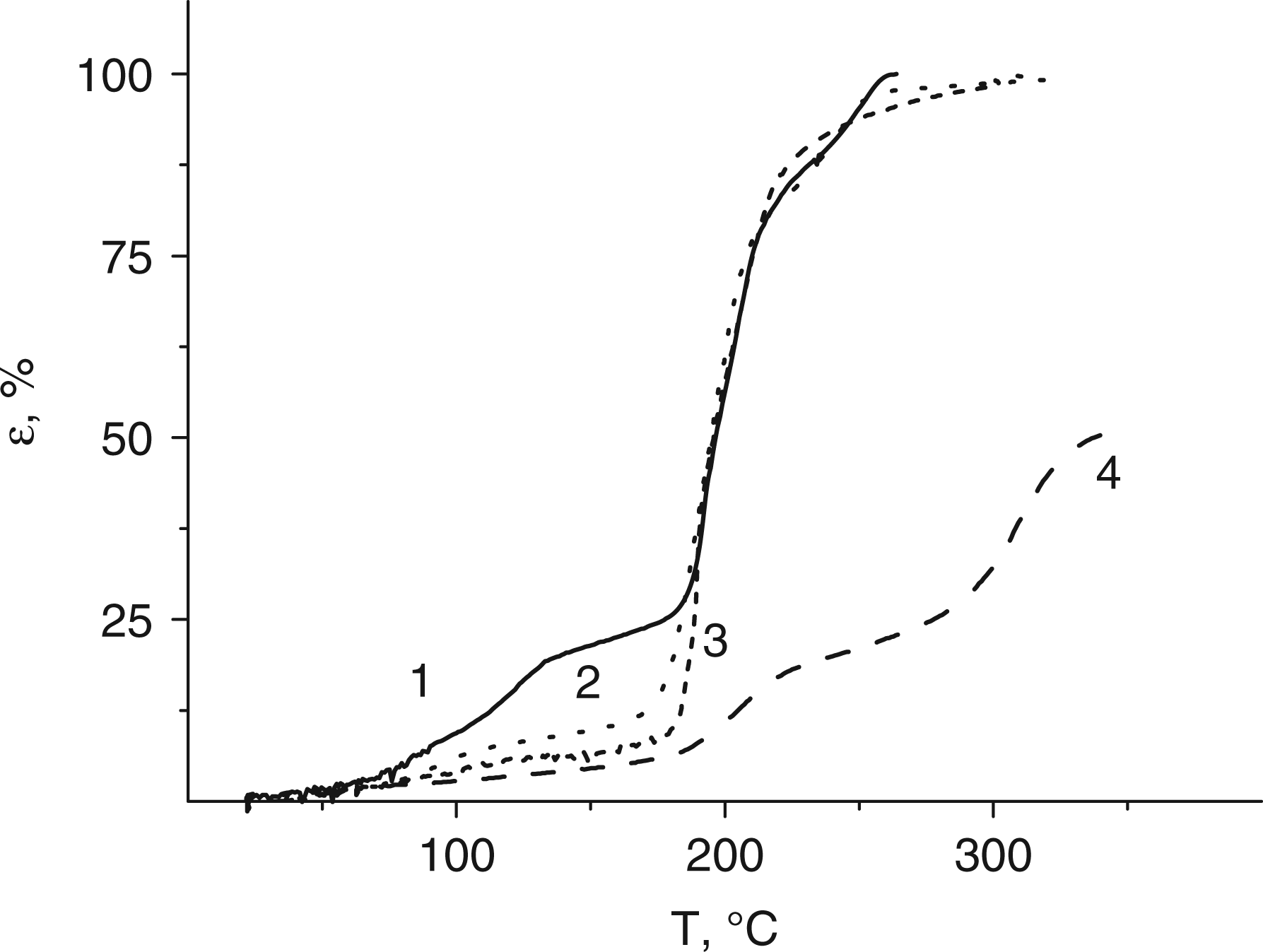
Introduction of PABI into PSF fibers provides noticeable increase of heat resistance thanks to formation of internal framework from heat-resistant fibrils. Fibers with PABI content above 10 wt. % do not melt, whereas fibers with PABI content before 10 wt.% remain meltable. Thermoplastics of such type can be processed by extrusion.
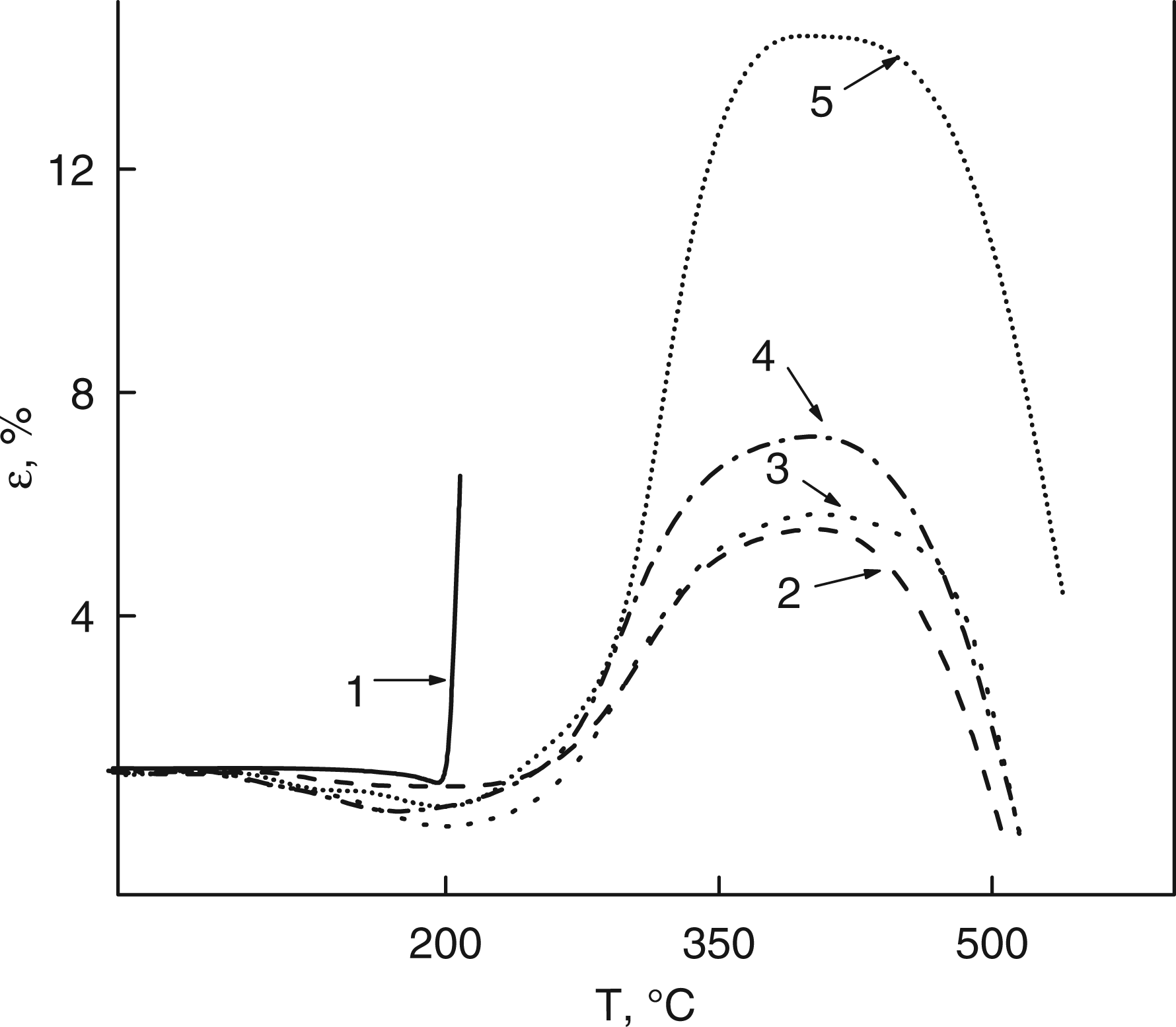
Figure 12 demonstrates viscosity dependence on PABI content in the melt from composite film at various temperatures and constant shear stress.
Viscosity of PSF melt versus CPABI content at temperature: (1) 250, (2) 270, (3) 290°C and shear stress l g = 3 Pa.
Figure 12 depicts some effective viscosity decrease for CPABI concentrations below 5 wt.% as compared with net PSF melt. Similar viscosity decrease is observed after introduction of many nanofillers, for example, nanoclays (montmorillonite). Possible explanation of that phenomenon is selective sorption of high-molecular fraction of PSF on the fibrils surface and higher shear-rate gradient in interfibrilar area accompanied by orientation of asymmetric filler together with adsorbed polymer in the melt composite flow.
It is worth mentioning high heat deflection temperature (HDT) value for extremely reinforced plastics obtained by consolidation of composite fibers with PABI content above 50 wt/%. 10 The HDT for carbon fiber reinforced plastics with PSF matrix with the same carbon fiber content is about the same as for the net PSF, but HDT for the plastics from the consolidated composite fibers exceeds this characteristic for the net PSF by more than 200°C and approaches to HTD of plastics obtained from consolidated PABI fibers.
Conclusions
Thus the ‘rheological’ approach can be used to govern structure and morphology of molecular composites for making composites with various properties. Choosing component ratio in the blend of rigid-chain and flexible chain polymers and spinning conditions, it is possible to change in wide range thermo deformability and stress-strain behavior of composite fibers and obtain from them high performance and heat-resistant composites or fusible reinforced thermoplastics.
Composites from blends of polyamidbenzamidazolterephtalamides and PSFs are attractive polymeric systems, suitable for making composite films and fibers spinning on existing technological equipment. The same technology may be applied for other composites with thermoplastic matrix, soluble in amine solvents and having processing temperature near glass transition temperature of PABI and its copolymers. Future efforts should be directed to further study of rheology influence on phase separation and morphology formation, as well as on technological aspects of processing.
Footnotes
Acknowledgments
Partial support of this research was fulfilled from the Russian Foundation for Basic Research (project no. 05-03-32668) and the Division of Chemistry and Materials Sciences, Russian Academy of Sciences, within the Program of Basic Research no. 3.