
Abstract
Blends of isotactic polypropylene (iPP) and ethylene-octene-copolymer (EOC), having different proportions, were prepared in a co-rotating twin screw extruder. The tensile and flexural properties of iPP-EOC blends containing up to 20% EOC content were determined. Impact strength of blend containing 5% EOC increased drastically to the tune of >200% whereas the modulus and strength decreased marginally. The effect of EOC content on the mechanical properties was found to be linear suggesting uniform dispersion of EOC domains in polymer matrix. Various proportions of treated sisal and banana fibers were blended with iPP-EOC blend containing 5% EOC polymer matrix by melt blending technique. Both tensile and flexural properties increased whereas impact strength decreased with increase in fiber content. The extent of reinforcing effect of both sisal and banana fiber on iPP-EOC matrix is at comparable level. The melting point of composites was lower than virgin iPP, and the degree of crystallinity of composites was found to be lower than virgin iPP but higher than iPP-EOC blend. The extent of decrease in melting point and degree of crystallization remained same in both banana and sisal fiber composites. Thermal stability of composites was found to be lower than virgin iPP and iPP-EOC blend. Poor adhesion between polymer matrix and fiber was observed.
Introduction
Blending two or more polymers can give rise to a better balance of properties than that of individual components. Polypropylene (PP) based blends are no exception to this, and have attracted much attention due to easy processability and broad spectrum of properties which can also be obtained at a competitive price. PP has lower impact strength particularly at about 0°C but its working temperature and tensile strength are superior to low density polyethylene (LDPE) or high density polyethylene (HDPE). 1 Semi crystalline polymers such as PP have a high craze stress and deform easily by shear yielding; however the notch, these polymers often fracture in a brittle manner. An efficient way to toughen these materials is to incorporate a dispersed rubbery phase, which increases the fracture energy by many folds, at the expense of modulus and yield strength to a smaller extent. Such blends and alloys are used in engineering and packaging applications where toughness is required. Impact-modified PP is a class of thermoplastic olefin (TPO), which has been the fastest growing segment for the last few decades. The automotive industry is a major growth market for TPOs with new applications such as interior trim and exterior fascia. To improve the impact strength, PP is often toughened with ethylene-propylene copolymer,2,3 ethylene-propylene-diene monomer (EPDM),4–6 styrene-ethylene-butylene-styrene (SEBS) block copolymer 7 and ethylene-octene copolymer (EOC).8–11 Blends of PP-EOC have attained significant commercial importance due to better processability when compared with PP-EPDM blends. Substantial work has been carried out where both homopolymer and copolymer of PP has been blended with EOC for improving the impact strength.12–16 Studies using nucleating agents, 17 conducting fillers, 18 nanoclay, 19 and inorganic fillers such as talc 20 were also carried out. However, natural fiber-reinforced PP-EOC composites have received less attention. Recently, natural fiber-reinforced polymer composites have experienced a tremendous growth in the composite industry because of their eco-friendliness and cost effectiveness. 21 Low-cost lignocellulosic fibers such as bamboo, jute, sisal, hemp, flax, ramie, coir, etc., provide unique opportunities for their utilization in fabricating inexpensive composite materials due to their high performance in terms of mechanical properties, significant processing advantages, excellent chemical resistance and low density. These advantages place natural fiber composites among the high performance composites having economic and environmental advantages. The combination of unique mechanical and physical properties together with their environmentally friendly characteristics have encouraged several industrial sectors for applications in aerospace, automobiles, construction etc.22,23 Therefore, it is of immense interest to study natural fiber-reinforced PP-EOC composites.
In this study, we have used banana and sisal fibers for reinforcement because of their high cellulose content, low microfibrillar angle, easy availability, low cost and superior mechanical properties. For practical and economic reasons, iPP is taken in this study. The primary objective of the present investigation is to study the effect of banana and sisal fiber content on the mechanical and thermal properties of composites containing a fixed blend-ratio of iPP-EOC blend. Initially, iPP-EOC blends were prepared and mechanical properties were studied to optimize the blend ratio. The optimized blend ratio was reinforced with varying fiber content.
Experimental
Materials
Injection molding-grade of Isotactic Polypropylene (iPP) pellets, (grade name H110MA) was obtained from M/s Reliance Industries Ltd., Mumbai, India. The melt flow index (MFI) at 230°C/2.16 Kg and density of iPP were 11 g/10 min and 0.91 g/cc, respectively. EOC was procured from DuPont, under the trade name Fusabond MN493D. MFI at 2.16 Kg load and density of Fusabond were 1.2 g/10 min and 0.87 g/cc, respectively. Banana and sisal fibers obtained from M/s Sheeba Fibers and Handicrafts, Poovancode, Tamil nadu, India were used as a reinforcing agent. These fibers were extracted by retting process, a water-intensive process employing the action of bacteria and moisture on plants to dissolve or rot away much of the cellular tissues and gummy substances surrounding bast fiber bundle facilitating the separation of fiber from the stem. Diameter of banana and sisal fibers was 80–250 and 50–200 µm, respectively. The density of sisal and banana fibers is 1.45 and 1.35 g/cc, respectively. Sisal fiber consists of 67–78 wt.% of cellulose, 10–14.2 wt.% hemicelluloses, and 8–11 wt.% of lignin, 10 wt.% of pectin, 2 wt.% of wax and 11 wt.% of moisture content. Banana fiber consists of63–67.6 wt.% of cellulose, 19 wt.% hemicelluloses, and 5 wt.% of lignin and 8.7 wt.% of moisture content. Both types of fibers were cut into small pieces of 5–6 mm length and to remove the lignin content these fibers were treated by sodium hydroxide method.
Preparation of iPP-EOC Blends
Blend composition.
Preparation of iPP-EOC Composites
Composite composition.
Testing and Characterization
Test specimens for the measurement of mechanical properties were prepared by injection molding on a Windsor SP-130 injection molding machine with a reciprocating screw. Test specimens were injection-molded with a mold temperature of 40°C, injection time of 5 s, injection pressure of 70 MPa, holding time of 12 s, holding pressure of 50 MPa and a cooling time of 25 s at temperature profile of 160–210°C from feed-to-die zone. Specimens were conditioned at 23 ± 2°C and 50 ± 2% RH for 48 hours before testing. A minimum of five samples were tested, and the average was taken.
Tensile specimens of dumbbell shape and dimension of 165 × 12.7 × 3 mm were tested using Universal Testing Machine (UTM, LR 100K Lloyds Instruments, UK) as per ASTM D638. A cross-head speed of 50 mm/min and gauge length of 50 mm was used for tensile test. Rectangular bar of 127 × 12.7 × 3 mm dimension was used for flexural test using UTM (LR 100K Lloyds Instruments, UK) in accordance with ASTM D790. Three-point bending mode was used. A cross-head speed of 1.3 mm/min and span length of 50 mm was used for carrying out the test. According to ASTM D256, impact test was carried out using impactometer 6545 (CEAST, Italy). Rectangular bar specimen of 63.5 × 12.7 × 3 mm dimension with a V-notch depth of 2.54 mm and notch angle of 45° was used for impact strength determination.
Water absorption test was carried out according to ASTM D75-95. Three samples of dimension 25 × 25 × 3 mm were dried in an oven at 50°C for 24 h, cooled in a desiccator and immediately weighed to the nearest three decimals. The weighed samples were immersed in distilled water at 30°C for 24 h. Samples were removed from water and the excess water was wiped off with a dry cloth and weighed again to the nearest three decimals. Percentage of water absorbed was determined using the following formula:

Rockwell Hardness was measured in R scale using FIE Hardness Tester (model RASN-E) ½” stell ball indenter and 60 Kg load. Thermal behavior was measured by differential scanning calorimetry (DSC) (Perkin Elmer: Pyris Diamond DSC). A heating rate of 10°C/min was employed. Thermal stability in the temperature range of 100–600°C was evaluated using a Perkin Elmer: Pyris 7 TGA at a heating rate of 10°C/min in nitrogen atmosphere. Surface morphology was investigated using a Jeol JSM-5600LV Scanning Electron Microscope (SEM) instrument with high tension voltage of 20 KV.
Results and Discussion
Specific Gravity
Physical and flow properties of composites.
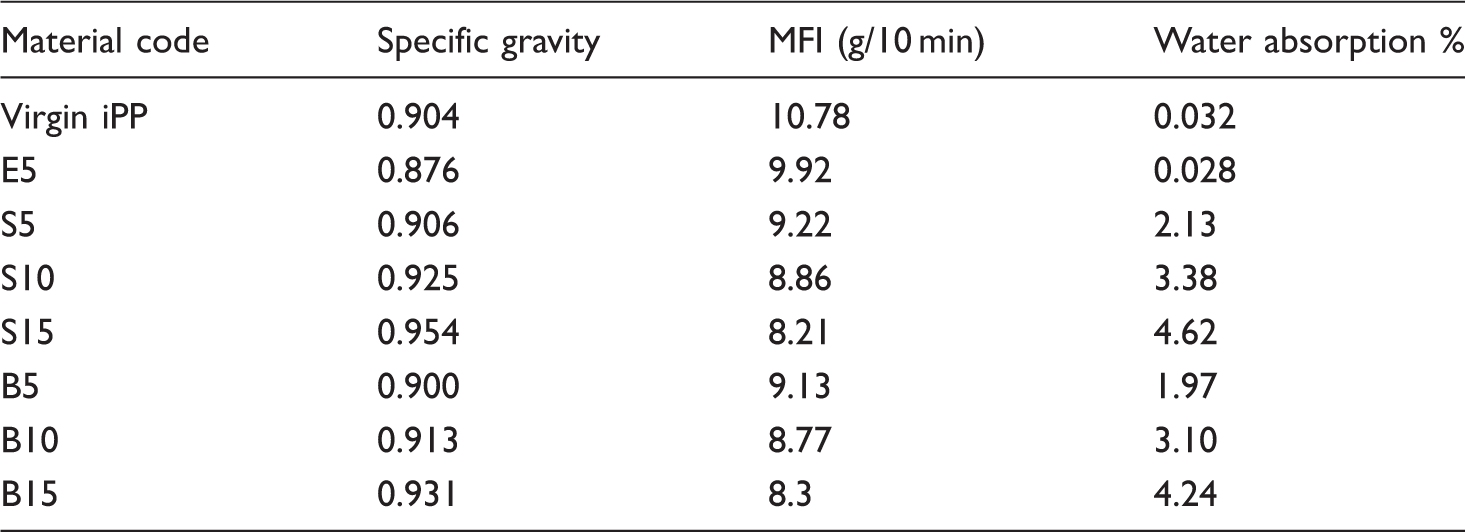
Melt Flow Index
Table 3 shows the MFI values of virgin iPP, blend and composites. MFI of E5 blend was lower than that of virgin iPP. This was attributed to the addition of 5% EOC which has very low MFI, i.e. 1.2 g/10 min when compared to that of virgin iPP. The addition of fiber to the polymer blend further reduced the MFI value of the composite. When the fiber content of the composite was increased, MFI value was also found to decrease. At a particular fiber content, MFI value almost remained the same, irrespective of the nature of fiber used, i.e. sisal or banana.
Water Absorption
Water absorption values are reported in Table 3. Both virgin iPP and E5 polymer blend has low water absorption values when compared to composite samples because of their hydrophobic nature. Both banana and sisal fibers have hydrophilic groups, namely hydroxyl groups, which have a tendency to absorb more water than hydrophobic polymer matrix. This accounts for higher water absorption value for composite samples. Water absorption value increased with an increase in fiber content. Sisal fiber-reinforced composites absorbed more water than banana fiber-reinforced composites.
Tensile Properties of Blends
Impact strength and Rockwell Hardness of iPP-EOC blends.
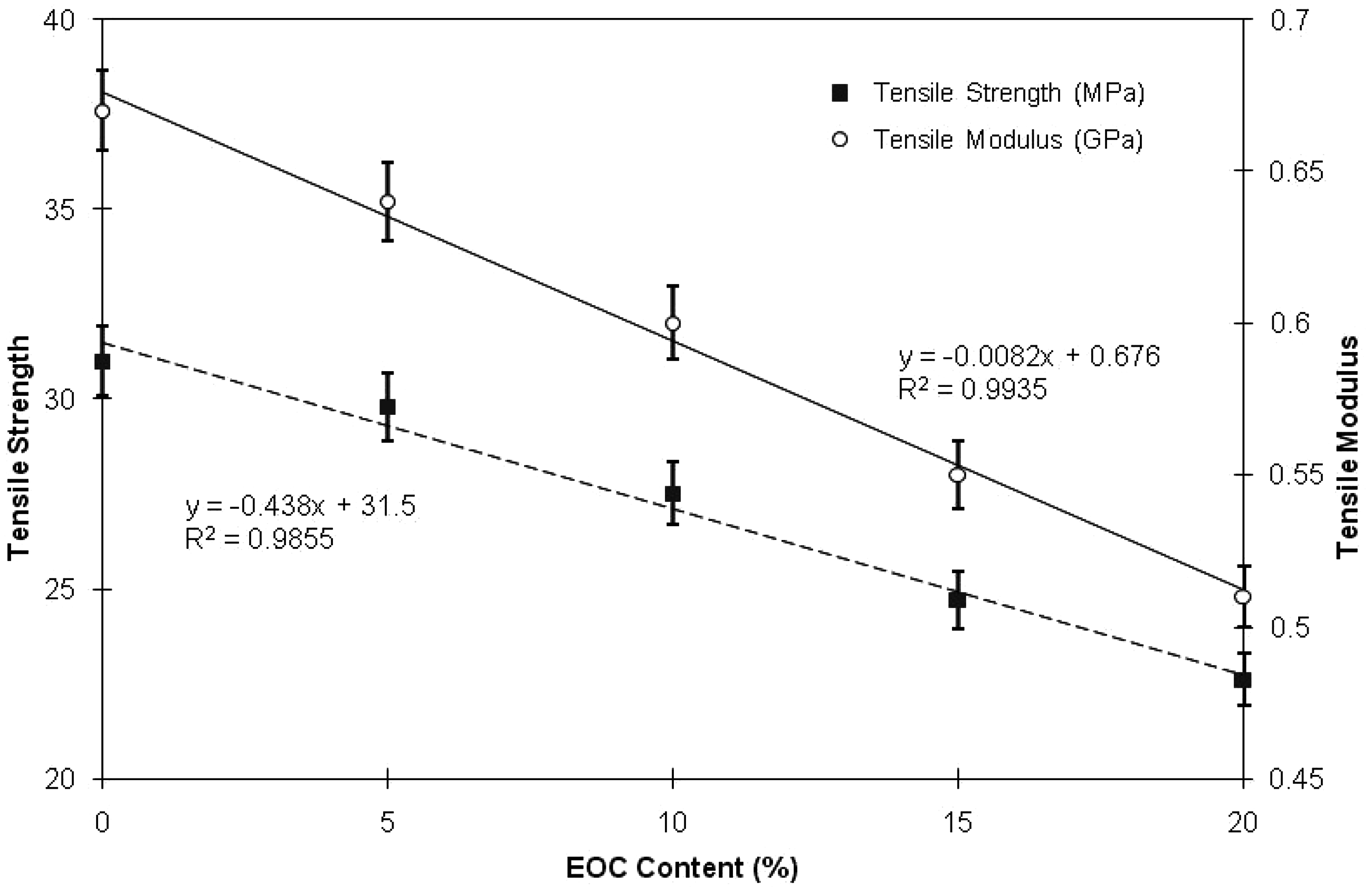
Plot of tensile strength and modulus of iPP-EOC blends as a function of EOC content.
Flexural Properties of Blends
The effect of EOC content on the flexural strength and modulus is given in Figure 2. As the EOC content is increased, both flexural strength and modulus decrease linearly. Best fit straight line indicated that the rule of mixture was observed and the dispersion of EOC was uniform. Similar to Figure 1, flexural properties could be calculated easily for other compositions without the need for performing the experiment. This decreasing trend was probably due to the formation of pores by the elastomer phase at the interface region. The presence of elastomer in the blends reduced the stiffness of virgin polymer due to an associated reduction in the effective cross-sectional area of sample as investigated by Lotti and Canevarolo.
25
Plot of flexural strength and modulus of iPP-EOC blends as a function of EOC content.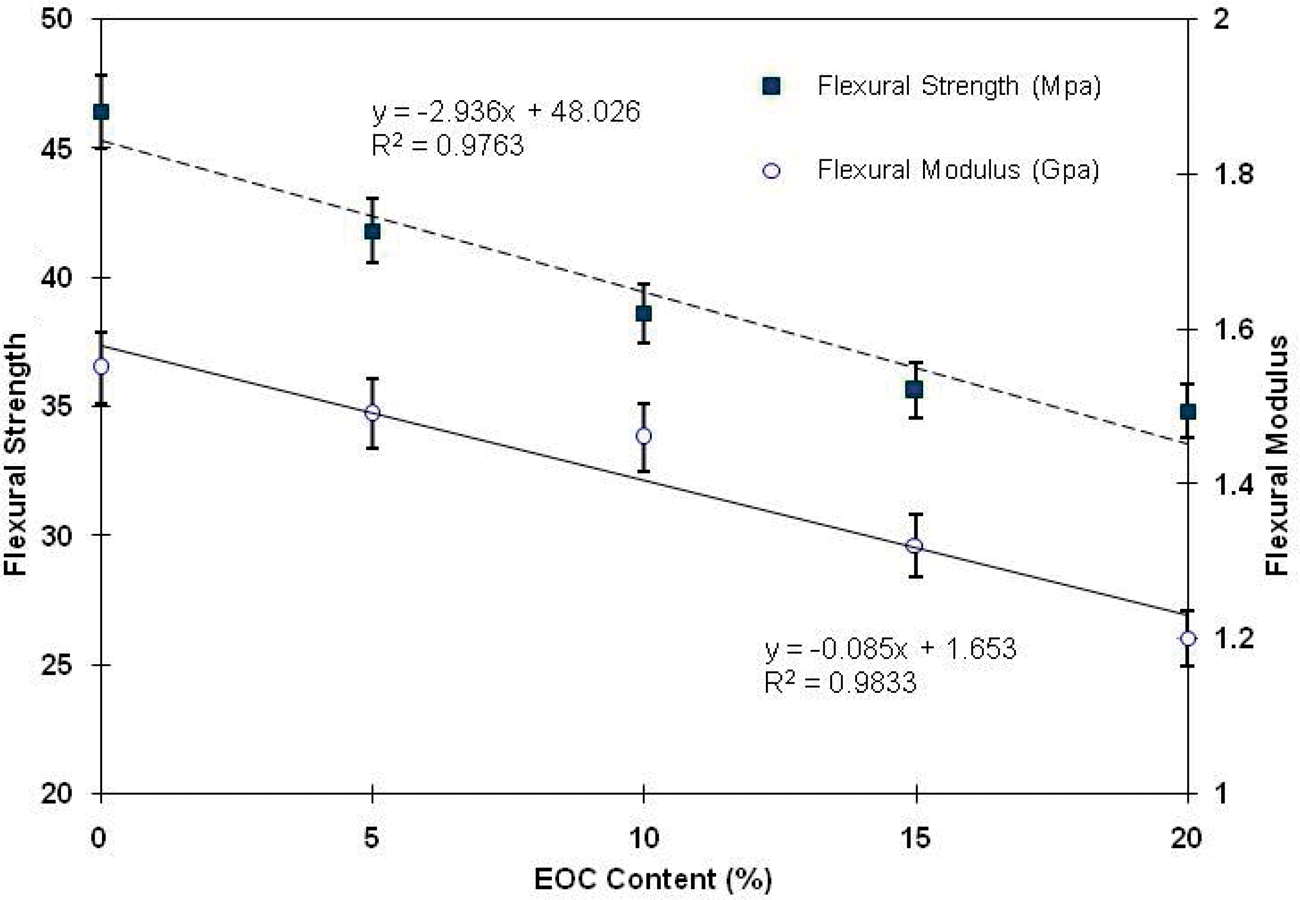
Impact Strength of Blends
The variation of impact strength of iPP-EOC blends as a function of EOC content is enumerated in Table 4. Incorporation of EOC resulted in substantial increase in the impact strength of iPP-EOC blends from 53.62 J/m to 157.92 J/m, respectively. Unless the dispersion of EOC in the polymer matrix is uniform, the impact strength would not have increased substantially. In other words, the effective dispersion of smaller EOC domains in the iPP matrix helped the dissipation of more impact energy. 26 Impact strength increased significantly when EOC content was increased from 0 to 5%, and afterwards there was a marginal improvement. Our main objective was to improve the impact strength of the composite with probably a small loss in the strength and modulus of tensile and flexural properties. Therefore, the optimized composition is 5% EOC containing iPP-EOC blend (E5), wherein the impact strength increased drastically and the tensile and flexural strength decreased marginally. This composition (E5) was used to study the effect of fiber type and content on the properties of composites.
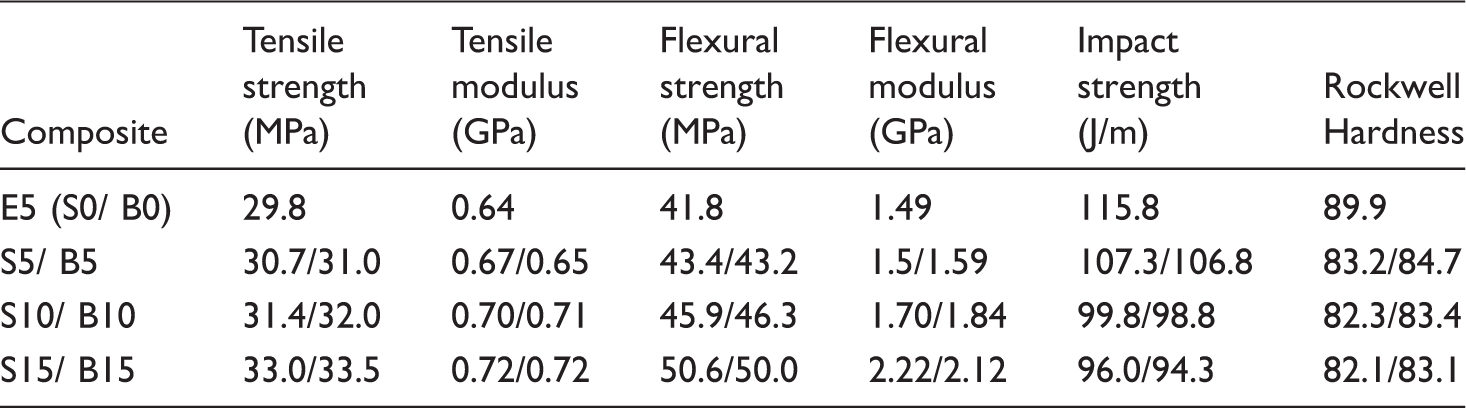
Mechanical Properties of Composites
Mechanical properties of sisal and banana fiber reinforced iPP-EOC composites.
Rockwell Hardness of Blends and Composites
Table 4 shows the Rockwell Hardness values of blend samples. Hardness is the measure of a polymer’s resistance to surface indentation. Rockwell Hardness decreased with increase in EOC content in iPP-EOC blend. This means that the resistance to surface indentation decreased with increase in the elastomeric component, EOC, in iPP-EOC blends. In other words, the material had lost rigidity and became softer with respect to increasing EOC content. Rockwell Hardness values of composites are given in Table 5. Rockwell Hardness marginally decreased with introduction of sisal/banana fiber. Both fiber content and type had no effect on the hardness values.
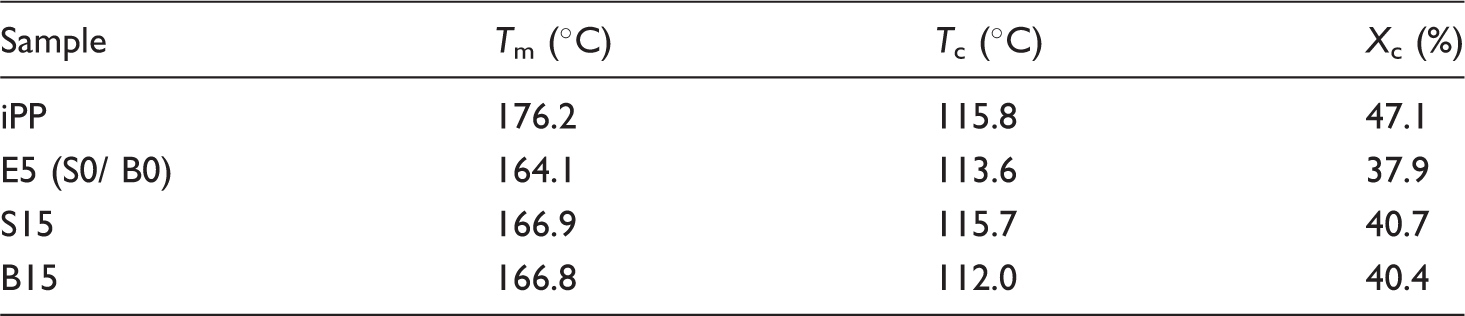
Melting Point and Percent Crystallinity
DSC data of composites.
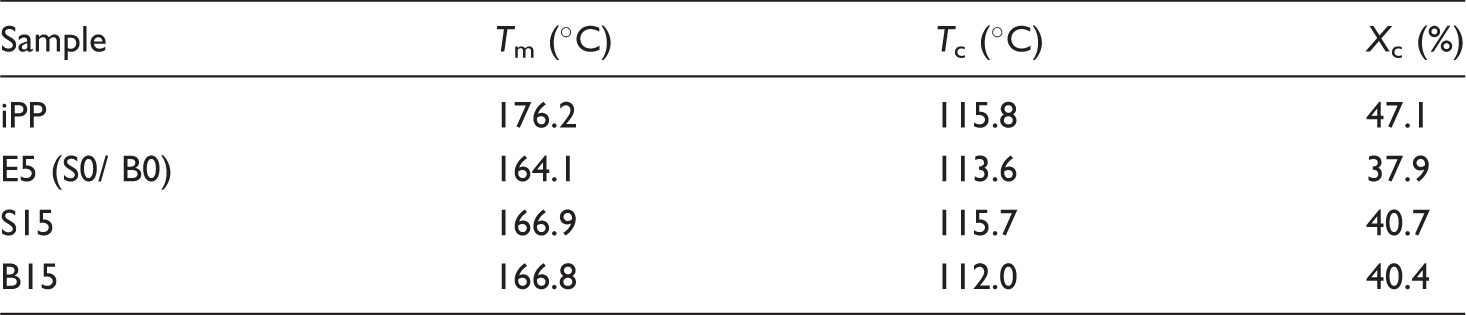

It was observed that the Tc of iPP was about 115.8°C, and the Xc was 47.1%, as shown in Table 6. When 5% EOC was introduced into iPP, Tm was reduced from 176.2 to 164.1°C, and Tc and Xc were reduced to 113.6°C, and 37.8%, respectively, suggesting that the EOC reduced the perfection of crystals in polymer matrix. When 15% sisal fiber was added to iPP-EOC blend, there was a slight increase in the degree of crystallization suggesting that the fiber had induced marginally the growth of crystals. The degree of crystallization remained the same irrespective of whether the fiber used was uniform or not. The melting point of banana and sisal fiber-reinforced composites was found to be higher than iPP-EOC blend but lower than virgin iPP.
Thermal Stability
TGA data of composites.
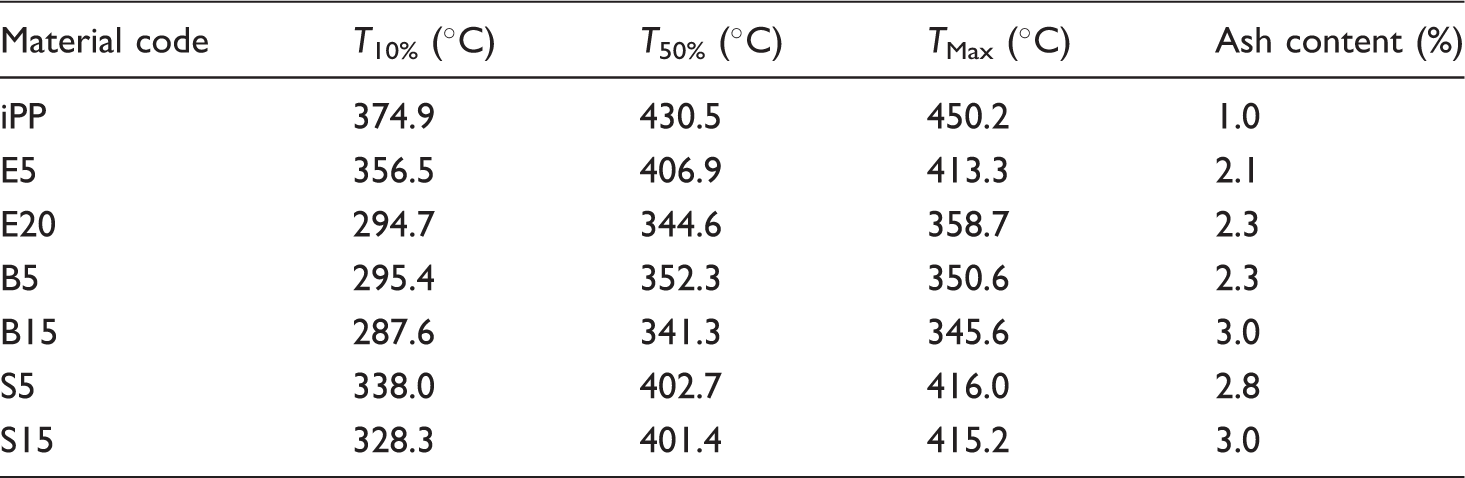
The reduction in thermal stability of both sisal and banana fiber composites was attributed to the dehydration of cellulose unit and thermal cleavage of glycosidic linkage by transglycolisation and scission of C–O and C–C bonds. But the thermal degradation of the material had increased for both fibers, indicating that the material might degrade easily compared to that of virgin PP. The ash content of the blend (E5 and E20) was higher than iPP, indicating that EOC helped in high char formation. The ash content of the composites increased because the fiber gets charred and remained as ash at 600°C, though most of the material degrades even before that temperature. This behavior was observed in both types of fiber-reinforced composites.
Surface Morphology
The morphology of the tensile fractured surfaces of iPP-EOC blend containing sisal and banana fibers is depicted in Figure 3. SEM Micrographs of S5 and B5 revealed that at 5% fiber loading, the fiber quantity was very less in proportion as compared to the polymer matrix, the dispersion of fiber was not clearly visible. When the fiber content increased to 15%, as in the case of S15 and B15, fibers were extensively visible and dispersed throughout the polymer matrix. The interfacial adhesion and wetting of the treated fiber was poor with iPP matrix and there was no bonding taking place between them.
SEM micrographs of iPP-EOC composites.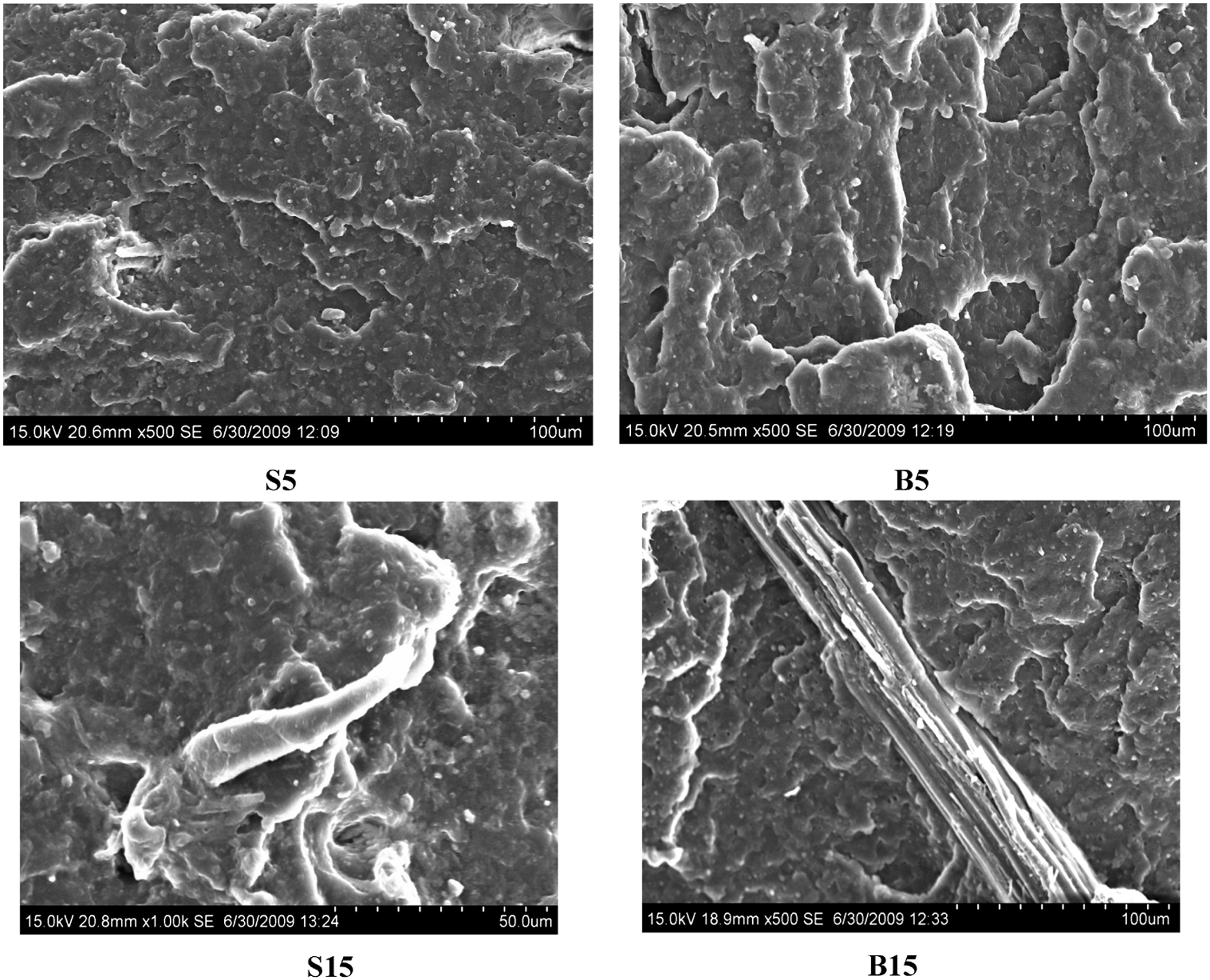
Conclusions
iPP-EOC blend composites reinforced by banana and sisal fibers were prepared by melt blending technique. Both tensile and flexural properties and degree of crystallization increased whereas Rockwell Hardness, impact strength and thermal stability decreased upon introduction of natural fiber to polymer matrix. SEM micrograph indicated poor adhesion between fiber and polymer matrix.
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.