
Abstract
In this work, two different natural fillers (alfa fibers and clay particles) were used to produce hybrid composites based on polypropylene. The samples were compounded by twin-screw extrusion and injection molding. As a first step, a constant overall filler loading was used (30 wt%) to study the effect of the relative filler loading. To improve adhesion with a matrix, alfa fibers were surface treated using an alkali solution, while the clay was purified and grinded to reduce particle sizes. The morphological, thermal, and mechanical properties (quasi-static and dynamic properties) were studied and found to vary with filler type and relative content. From the results obtained, it can be concluded that natural fiber-reinforced polymers combined with natural particulate fillers have advantages in terms of mechanical properties improvement, while increasing the use of natural materials. These hybrid composites show that new avenues are possible to reduce the use of synthetic fillers in composites.
Introduction
Composite materials have sustained a continuous expansion in several areas such as automotive, sporting goods, building and construction, as well as other engineering sectors. 1,2 Recently, the annual world production of composite materials was estimated to be over 10 million tons with an annual growth rate of 10%. 3 As any engineering materials, high composite demands are associated with their excellent performances such as relatively low weight and cost combined with high strength and rigidity.
Generally, a composite is a combination of at least two or more distinct components forming a new material with improved properties than the individual ones alone. 4,5 High mechanical performances and specific properties can be achieved using different reinforcements in terms of morphology (fibers, platelets, particles), nature (inorganic, organic), size (nano-, micro-, millimeter), and origin (synthetic or natural). 6,7 However, new regulations require very material to respect environmental concerns (sustainable development) and public health. This led industries and investigators to develop new materials based on locally available natural resources. 7 –9 In fact, the substitution of synthetic fillers by natural fillers in the composite industry can partially overcome these problems. 10 –12 Furthermore, natural fillers provide some advantages such as availability, lower cost, toxicity, and density, as well as being recyclable and biodegradable. They also need low energy to process and have higher specific properties (per unit weight). Due to their renewability and abundance in nature, they are excellent fillers. 13
Using locally available natural resources led to the development of several natural fillers and resources revalorization to produce composite materials. This is why a high number of new applications were developed over the last few years. 14,15 Some examples are henequen, alfa, coir, and sugarcane bagasse which were used as reinforcing agents in polymer-based composites. 16 –18 In particular, the Young’s modulus of polypropylene (PP) was found to increase by 75% and 47% when alfa fibers and coir fibers (30 wt%) were used. 18,19 Nevertheless, the resulting composites are less ductile (more fragile) with lower elongation at break.
Similarly, clay, which is an inorganic particle, has been used to replace other inorganic particles such as talc and calcium carbonate. 20 Clay particles have recently been used because they were shown to improve properties compared to traditional fillers. 21 They not only reduce raw material costs but also improve specific properties such as flame resistance, dimensional stability, and hardness.
To optimize on the advantages of each element (fibers and particles), the possibility to combine different reinforcements in a polymer matrix led to the development of hybrid materials. This combination was shown to improve even more properties through some synergistic effects. 22,23
Here, hybrid composites based on PP are produced using a combination of organic (alfa fibers) and inorganic (natural clay) fillers. The combination of the two types of natural materials with different morphology (fibers and particles) is expected to produce hybrid composites. Many studies 11,15,20 reported that the most famous hybrid composite applications as food packaging materials are beer bottles, carbonated drinks, juice bottles, and thermoformed containers for industrial purposes, moreover in pharmaceutical packaging applications. Nevertheless, macroscopic properties also depend on the compatibility between each component through control of the interfacial adhesion. 24,25 This interfacial state was also found to control reinforcement dispersion/distribution. 26
But most natural fillers (mainly polar) have compatibility problems with polymer matrices (mainly non-polar), 27,28 leading to low compatibility and poor composite performances. 29 To overcome this problem, several techniques were proposed to increase filler–matrix interactions: surface grafting, compatibilizer/coupling agent addition, or chemical/physical/thermal surface treatments. 30,31 Typical chemical treatments are based on the esterification and etherification of the hydroxyl groups. 31 On the other hand, maleic anhydride-grafted polyolefins, like maleic anhydride-grafted polypropylene, have been used to reduce surface tension and bridge the gap between natural fibers and polymers. 32 In this study, we try to study the effects of natural fibers and clay fillers on the hybrid composite properties, which can help to develop and promote the hybrid composites. As a first step, a simple alkali treatment is used which was found to be sufficient in some cases. 33 And a single total reinforcement content (30 wt%) is studied to determine the effect of the relative content of the two fillers: alfa fibers and clay particles. The samples are produced by extrusion followed by injection molding. The properties of natural fibers and clay particles and also that of their composite will be characterized using the following tests: scanning electron microscopy (SEM) to obtain some information on composites morphology, Fourier transform infrared (FTIR) spectroscopy to evaluate their structural properties, the thermogravimetric analysis (TGA) test to evaluate their thermal stability and to complete the mechanical properties taken in tensile and torsional tests.
A wide variety of applications of natural fillers (fibers and clay) composites can also be found, like packaging, doors, furniture, and so on. The following application of the hybrid polymer composites can be taken place in different areas: building component, transport sector (railway coach and vehicle), seat, backrest, and furniture (tables, chairs, kitchen, cabinet, etc.).
Experimental details
Materials
The PP was used as the thermoplastic matrix. The grade used was PPH03BPM from TASNEE, Saudi Arabia, which is an extrusion/coextrusion grade. This resin has a melt flow index of 3.0 g/10 min (ASTM D1238), a density of 0.9 g/cm3 (ISO 1183), and a Vicat softening temperature of 156°C (ISO 306). As reinforcement, two locally available resources were investigated: alfa fibers (Stipa tenacissima) and clay particles (bayada).
Alfa, S. tenacissima, is an herb (grasses) in North Africa and Spain used to make ropes, sneakers, coarse fabrics, paper, carpets, and baskets (Figure 1). Alfa is a Mediterranean perennial grass, which grows in clumps of about 1 m to 1.20 m high and forming extensive sheets. It grows spontaneously, especially in arid and semiarid, and delimits the desert, where alfa stops, the desert begins (Figure 1(a)). Its chosen land is North Africa, particularly the highlands of Morocco and Algeria. But this species is also present in Spain, Portugal, and the Balearic Islands and extends eastward to Egypt through Tunisia and Libya. South and east, the natural boundary of alfa is determined by drought bordering the Sahara.
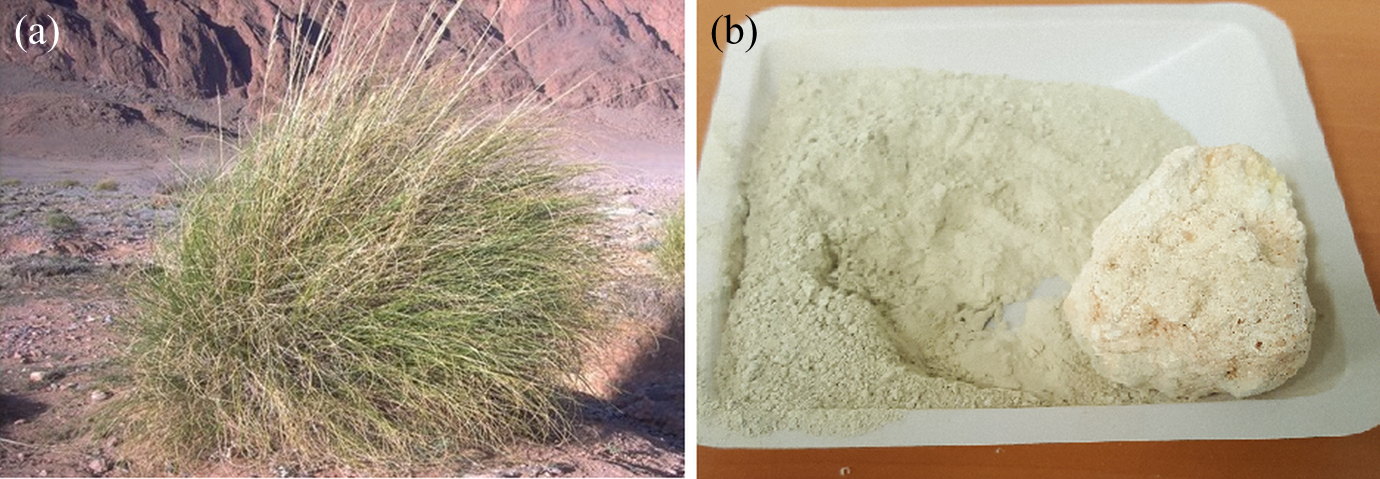
(a) Alfa plant and (b) clay particles.
The used clay called bayada was extracted from a Moroccan clay deposit, which is from north of Morocco (Nador city). It is characterized by light brown color (Figure 1(b)) and a yield of the order of 70%.
Before use, the alfa fibers and clay went through a precision grinder (Universal cutting Mill Fritsch pulverisette 19, GmbH, Germany) equipped with 500 µm sieves. The average final length was about 1500 µm, giving an aspect ratio of 3. On the other hand, the clay had an average particle size of 15 µm.
Filler treatments
Alfa fiber treatment
To improve the interfacial adhesion between the alfa fibers and PP, the fibers were subjected to an alkali treatment to clean their surface. The alfa fibers were first washed with water and left for 48 h in a 1.6 mol/L sodium hydroxide (Sigma Aldrich, Saint-Quentin-Fallavier, France) aqueous solution (98%). 18,19 The fibers were then removed through filtration and treated with acetic acid (Riedel-de Haën, 99–100%; 100 mL) to neutralize the remaining hydroxide. 18,19 Finally, they were air-dried for 24 h.
Clay treatment
A suspension was obtained by mixing 10 g of clay with 500 mL of deionized water in a 1-L beaker for 24 h. After decantation, the supernatant liquid was removed and the particles were combined, and then suspended twice in 500 mL of deionized water. To keep only particles less than 15 µm, the suspension was centrifuged (10 min at 6000 r min−1). 7,21
Characterization techniques
X-ray fluorescence
The chemical composition of the samples was determined by an X-ray fluorescence (XRF) spectrometry using an Axios XRF wavelength dispersive spectrometer (PANalytical). Table 1 presents the different constituents of the clay used.
The different constituents of clay used.
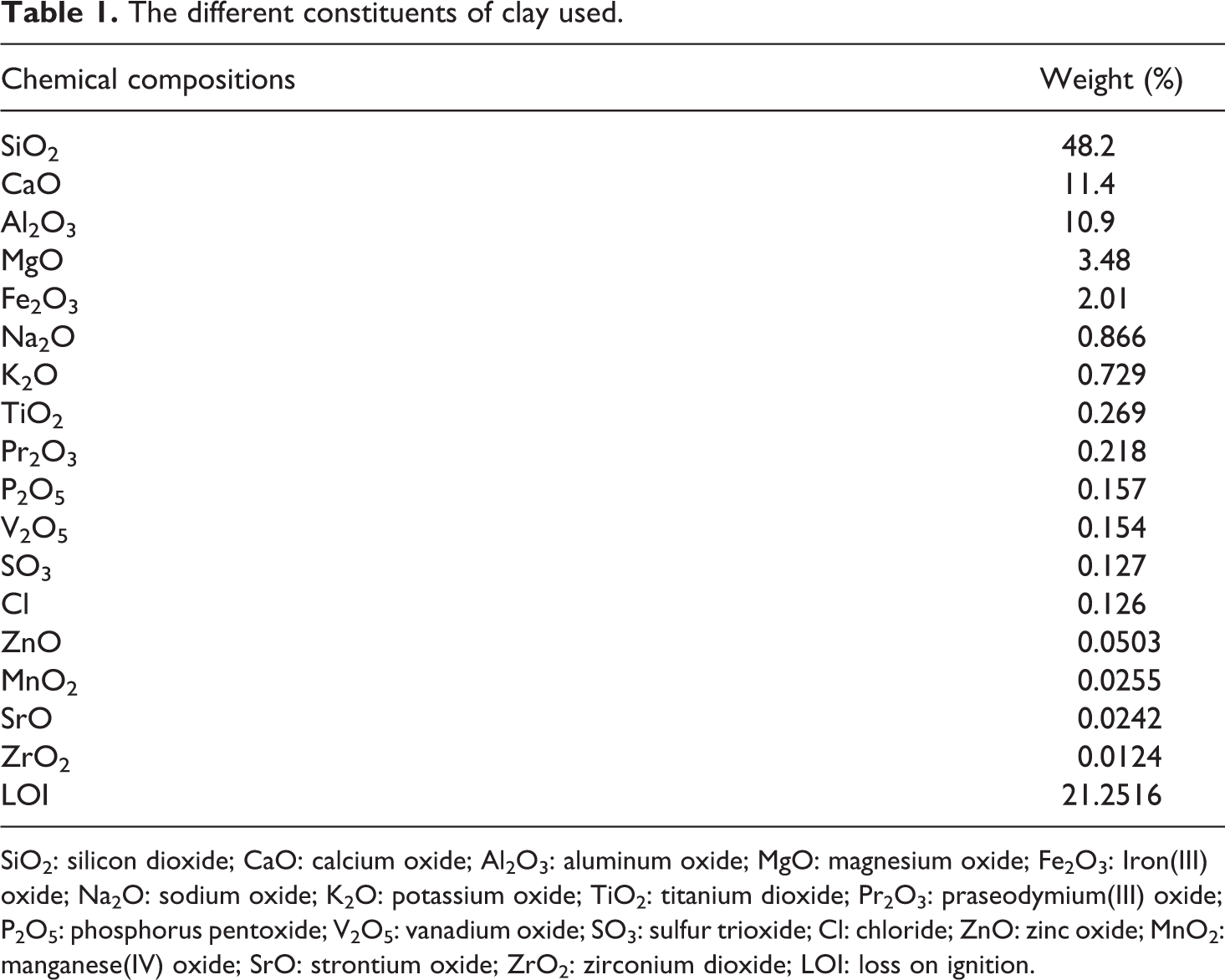
SiO2: silicon dioxide; CaO: calcium oxide; Al2O3: aluminum oxide; MgO: magnesium oxide; Fe2O3: Iron(III) oxide; Na2O: sodium oxide; K2O: potassium oxide; TiO2: titanium dioxide; Pr2O3: praseodymium(III) oxide; P2O5: phosphorus pentoxide; V2O5: vanadium oxide; SO3: sulfur trioxide; Cl: chloride; ZnO: zinc oxide; MnO2: manganese(IV) oxide; SrO: strontium oxide; ZrO2: zirconium dioxide; LOI: loss on ignition.
X-ray diffraction
Chemical composition determination and crystallographic structure was obtained by an X-ray diffraction (XRD) analysis. XRD patterns were obtained with an X’Pert PRO X-ray diffractometer (PW3050/60 XRD, PANalytical; copper Kα anode; λ = 0.154 nm). The samples were consolidated in an aluminum holder and scanned at 45 kV and 40 mA from 10° to 90° of 2θ. The exposure time was 120 s with a step size of 0.06°. The diffraction patterns were analyzed using the X’Pert HighScore Plus (version 3.0.0.123) software.
Scanning electron microscopy
Scanning electron microscopy (SEM) was used to visualize the state of dispersion/distribution in the polymer matrix and to illustrate the fibrillose morphology of the alfa fibers. The composites were subjected to a cryofracture (liquid nitrogen) to get clean surfaces. All the images were taken on a JEOL JSM 840 A (Musashino, JAPAN) at different magnifications.
Attenuated Total Reflection (ATR)-FTIR analysis
FTIR spectra were recorded on an ABB Bomem FTLA2000-102 spectrometer (ATR: Specac’s Golden Gate, USA). The spectra were obtained with an accumulation of 16 scans with a resolution of 4 cm−1.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed on a Q500 from TA instruments (UK). Approximately 20 mg of each sample was placed in a platinum pan and heated under air from room temperature to 600°C at a heating rate of 10°C min−1 to get information on thermal stability.
Tensile testing
Five specimens were subjected to tensile tests according to ISO 527-1:2012. 32 The tests were performed on a universal testing machine Instron 8821S (Instron, Massachusetts, USA) at a crosshead speed of 3 mm min−1 using a 5 kN load cell. Young’s modulus, tensile strength, and strain at yield were extracted from the stress–strain curves.
Torsion testing
Torsion tests were performed on an ARES-LS rheometer (TA instruments, UK) using the torsion rectangular mode. The samples were cut to the following dimensions: 5.5 mm width, 56.5 mm length, and 2 mm thick. The shear modulus (G*) and the loss factor (tan δ) were obtained through small-amplitude oscillatory tests at room temperature for frequency sweeps between 0.1 and 40 Hz at a deformation of 0.002.
Composite preparation
For each relative filler (alfa fibers and clay particles) concentration presented in Table 2, compounding was done on a Leistritz ZSE-18 twin-screw extruder (Leistritz Extrusionstechnik GmbH, Germany) at a screw speed of 40 r min−1. Figure 2 presents a schematic view of the experimental setup. The temperature profile from the hopper to the die was set at 200, 200, 200, 200, 180, 180, 180, and 180°C. 16 The composites were then cooled in a water bath and pelletized. The composites were finally molded in an injection molding machine (ENGEL e-victory). The injection barrel was set at 200°C, with a nozzle at 180°C and a mold at 45°C.
List of the samples produced with their composition.
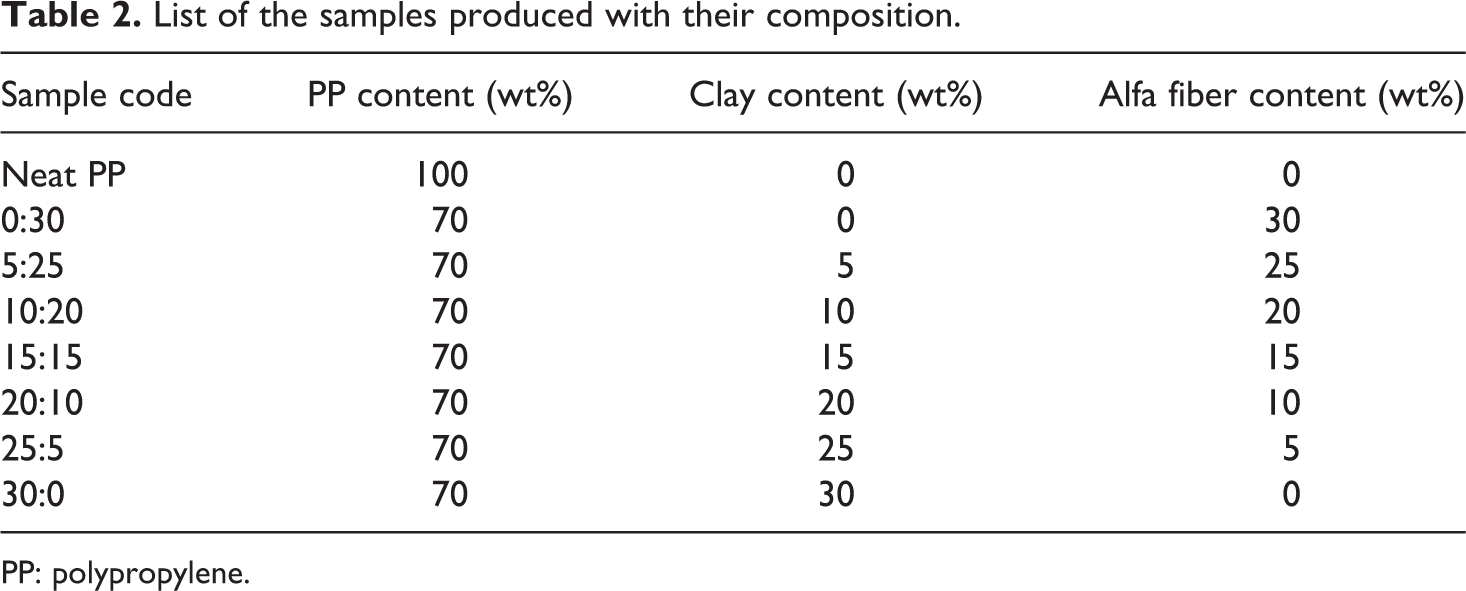
PP: polypropylene.
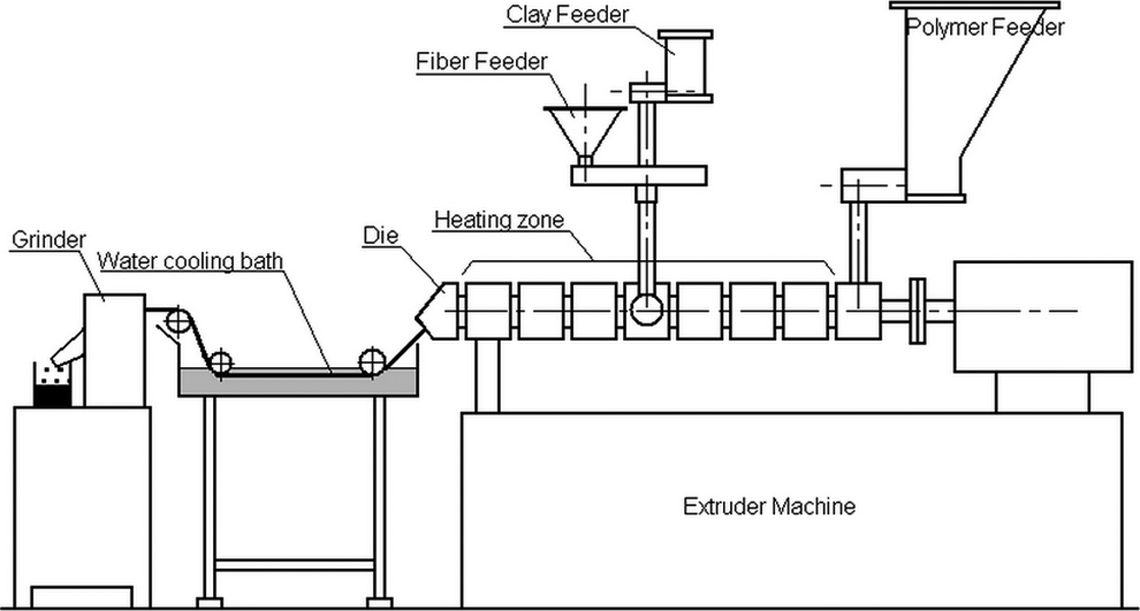
Schematic representation of the compounding setup.
Results and discussion
DRX
Cellulose, the main component of the alfa fibers, can be found in the crystalline or amorphous form. Figure 3(a) presents the X-ray pattern where two more intense peaks, close to 2θ = 16°and 22°, represent the crystallographic planes I101 and I002 of cellulose, respectively. These peaks can be attributed to crystalline scattering and the diffuse background associated with disordered regions.
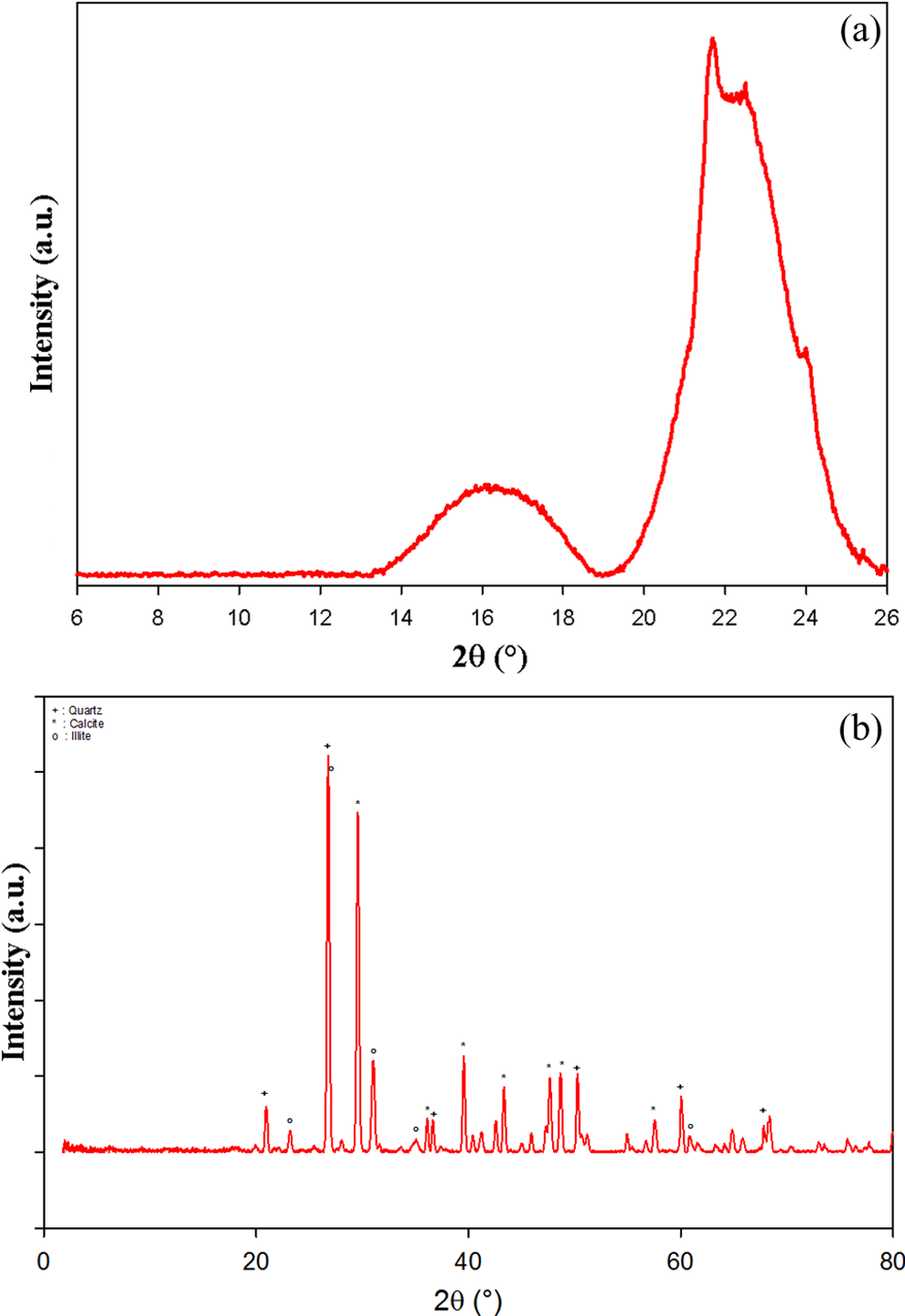
XRD patterns of (a) alfa fibers and (b) clay (E1). XRD: X-ray diffraction.
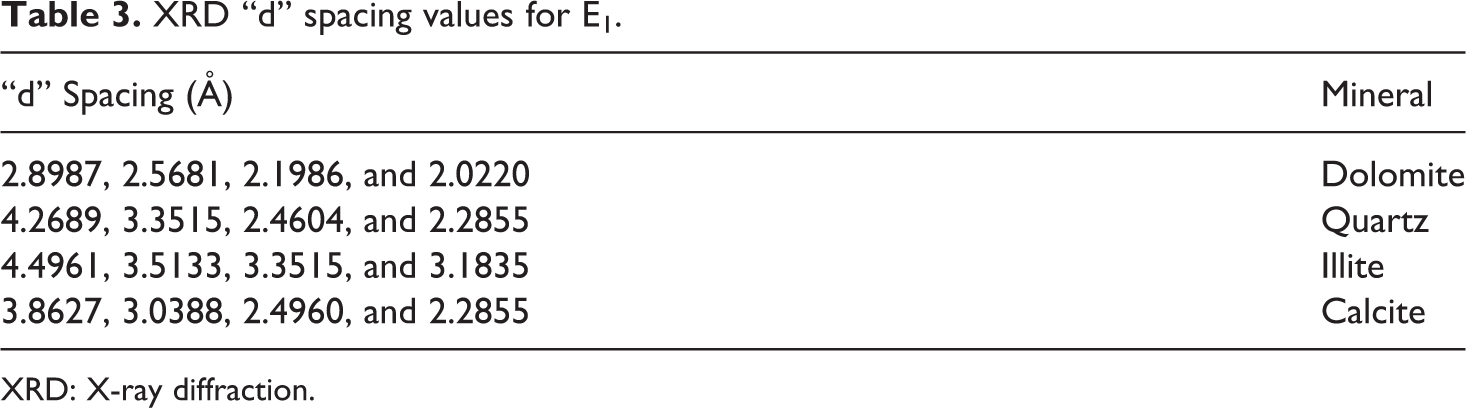
Identification of the chemical composition and crystallographic structure of the clay (noted E1) was performed from the data of Figure 3(b), which presents the characteristic peaks for quartz (SiO2) and other associated minerals inside the clay such as dolomite (MgCa(CO3)2), illite ((K, H3O)(Al, Mg, Fe)2(Si, Al)4O10((OH)2,(H2O))), and calcite(CaCO3). From the 2θ values, good approximation about the “d” spacing was obtained and presented in Table 3.
XRD “d” spacing values for E1.
XRD: X-ray diffraction.
Fourier transform infrared
Since the main components of the alfa fibers (lignocellulosic material) are cellulose, lignins, and hemicelluloses, the FTIR spectral bands were mainly attributed to these components. The FTIR spectrum of the raw alfa fibers (Figure 4) shows typical bands of OH groups in the 3400 cm−1 region. The absorptions can mainly be attributed to carbohydrates including C–O–C and C–O stretch and bonds of glucoside linkage and possibly to lignins, which is composed of hydroxyphenyl, guaiacyl, and syringyl groups having aromatic OH groups. 18,26 The bands around 2900 cm−1 are associated with the aliphatic saturated C–H stretching vibration in lignins/polysaccharides complex, 11,34 while the bands close to 1730 cm−1 are attributed to either acetyl/uronic ester groups in hemicelluloses or ester linkage of carboxylic groups in lignins/hemicelluloses. 11,18,34 The band at 1630 cm−1 may be related to the presence of water in the fibers. The bands close to 1250 cm−1 involve C–O stretching vibrations of the aliphatic primary and secondary alcohols in cellulose, hemicelluloses, lignins, and extractives, 11,18,34 while the band at 897 cm−1 is due to β-glycosidic linkages of the glucose ring in cellulose. 11,18,34
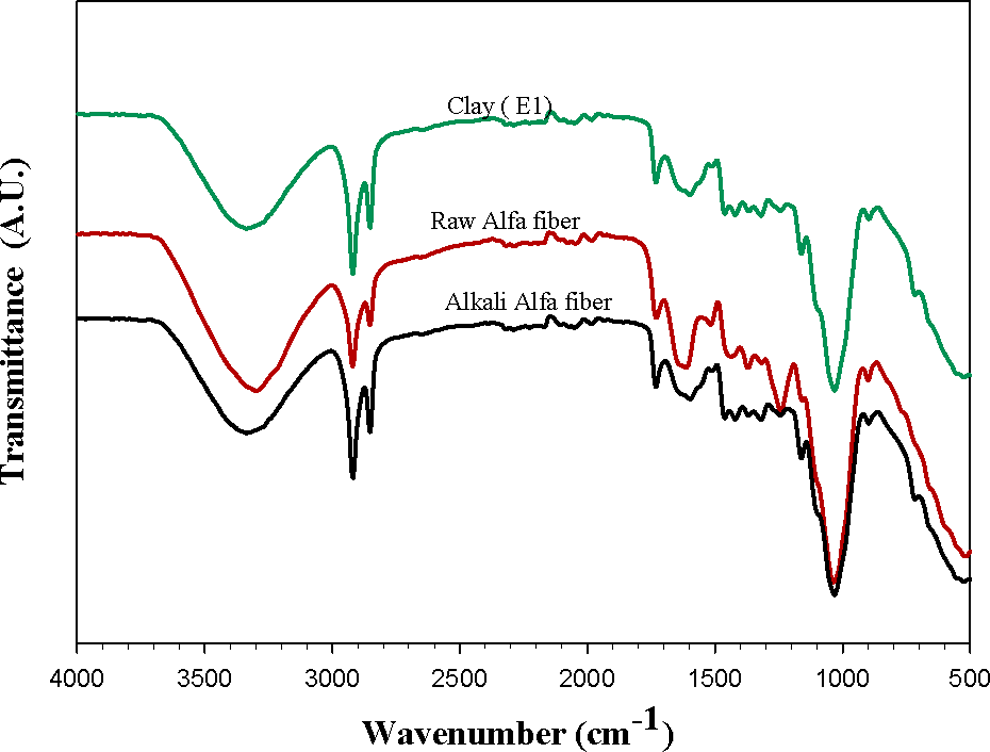
FTIR spectra of the materials used. FTIR: Fourier transform infrared.
To improve fiber–matrix interactions, the fibers were subjected to a chemical treatment removing noncellulosic components like lignins, waxes, and oils covering the external surface of the fiber cell walls. The successful extraction of these components can be observed by FTIR (Figure 4) where the intensity of C=C aromatic skeletal vibrations in lignins (1500 cm−1) substantially decreased for the modified fibers. Also, the intensity reduction of the peak around 1260 cm−1 reflects the preferential removal of hemicelluloses instead of lignins. 18,19 This chemical change in fiber composition modifies their surface topography and their crystallographic structure. 18,19
To investigate the structural properties and the chemical nature of the clay (E1), Figure 4 also presents its FTIR spectrum which presents strong vibration bands at 3620, 1407, 1007, 881, 874, and 778 cm−1. Also, a broad absorption band around 3620 cm−1 corresponds to Al–O–H stretching vibrations for bound water and Al2OH on illite. 7,21 The peaks close to 1407 cm−1 belong to the C–O stretching vibration in calcite, 7,21 while the band at 1007 cm−1 is a characteristic of Si–O–Si and Si–O–Al lattice vibrations. 7,21 The absorption band at 778 cm−1 confirms the presence of a Si-translation. 7,21
Morphological characterization of hybrid polymer composite (PP/alfa fiber/clay)
Figure 4 presents typical SEM images of a hybrid composite (70:15:15). Figure 5(a) shows that good dispersion of clay particles and alfa fibers was achieved in the polymer matrix (absence of aggregate), indicating that surface treatment, compounding, and molding conditions were optimized. Nevertheless, the alfa fibers are clearly bundles of sub-fibers called microfibers (Figure 5(b)).On the other hand, Figure 5(c) shows that good adhesion was achieved since no gaps of voids are observed (no decohesion), indicating that good wettability was achieved due to the treatment performed.
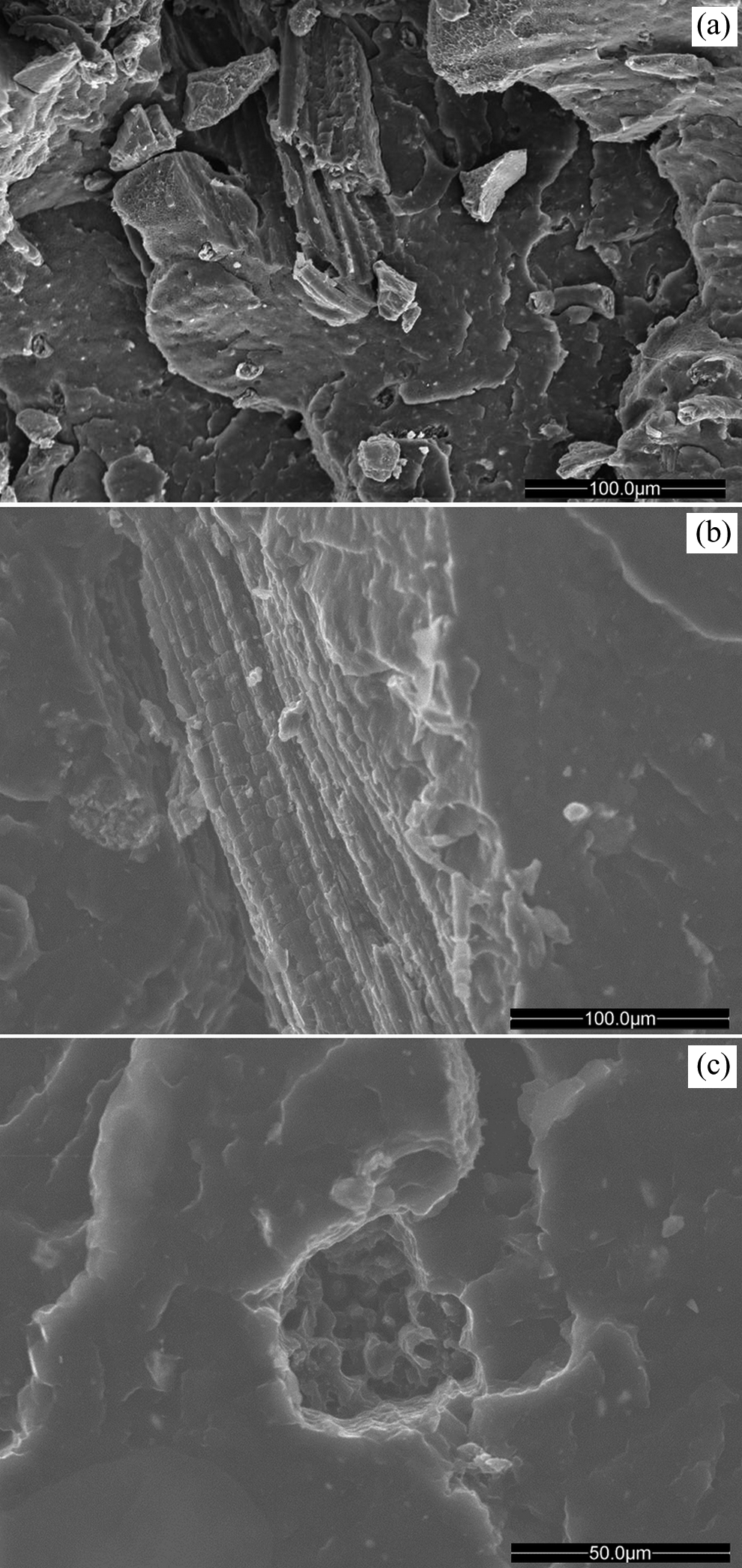
Typical SEM images of PP-alfa-clay (70:15:15) hybrid composite. SEM: scanning electron microscopy; PP: polypropylene.
Thermal stability of hybrid alfa/clay composites
Figure 6 presents the thermogravimetric curves for the alfa fibers, clay (E1), PP, as well as the composites (single reinforcement) and hybrid composites (two reinforcements).The degradation occurs over a wide range of temperature. The degradation has begun early for (00:30) compared to (30:00) and (15:15). This is expected since the alfa fibers are less thermally stable than clay (E1; Figure 5(a)). 20,24 As a matter of fact, the composite (00:30) presents two degradation peaks (derivative thermo-gravimetric): one around 290°C and the other close to 240°C. These values correspond to the degradation of hemicelluloses and cellulose, respectively. The addition of clay in the hybrid composite (15:15) increased the thermal stability due to the addition of inorganic particles having much higher degradation temperature. 20,24 Indeed, for a 15% mass loss in a composite (Figure 6(b)), the peak temperature was shifted by 21°C to increase from 279 to 300°C and reached a maximum of 313°C for (30:00). It can be clearly seen from Figure 5 that the use of clay improved the thermal stability of the composites.
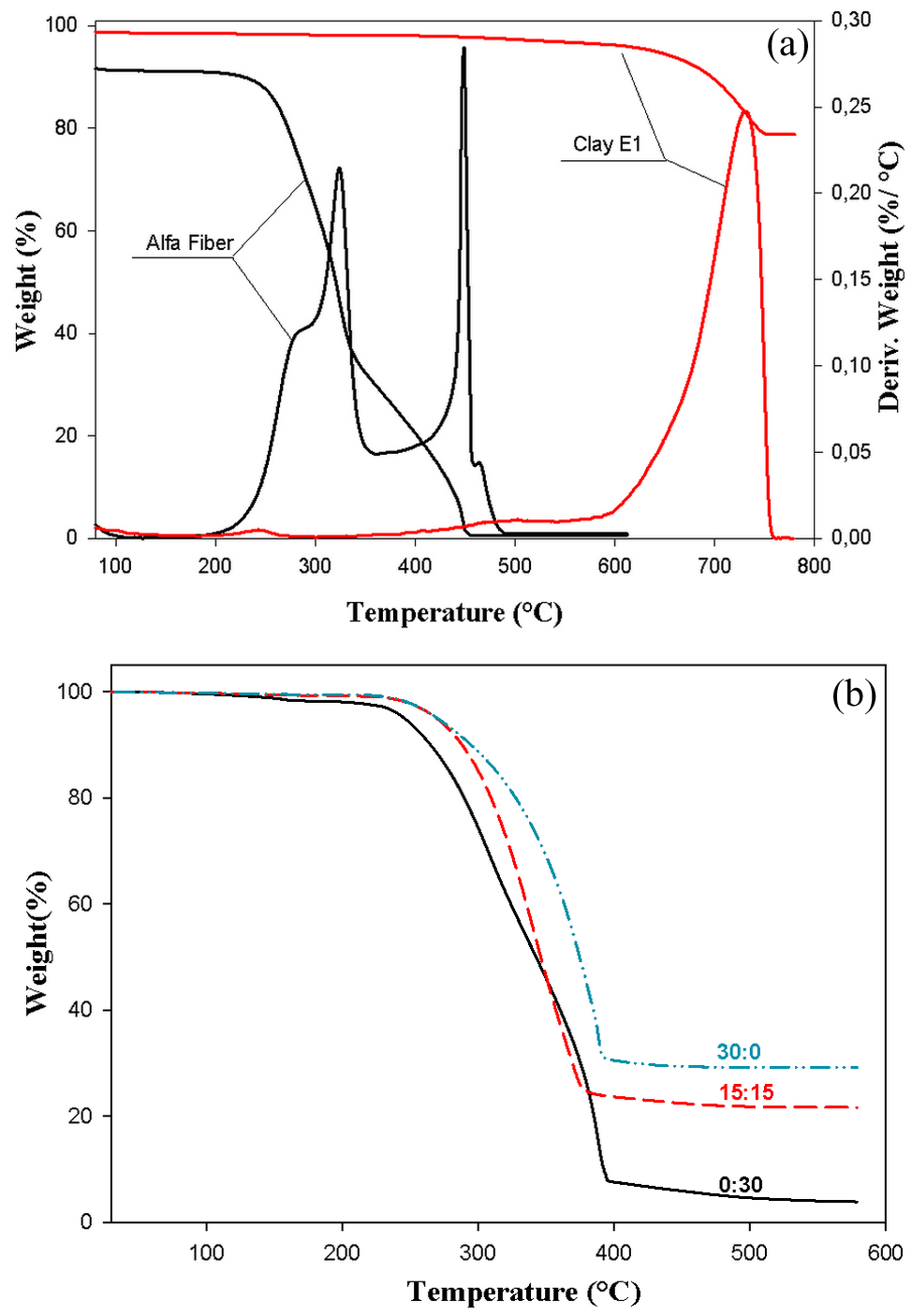
TGA curves: (a) alfa fibers and clay (E1) and (b) composites and hybrid composites. TGA: thermogravimetric analysis.
Tensile properties
Figure 7(a) illustrates the evolution of Young’s modulus as a function of composition. The addition of both fillers improved the Young’s modulus of PP, but clay is more effective than the alfa fibers, and the maximum Young’s modulus (3120 MPa) was obtained for sample (00:30), which represents an increase of about 300% over neat PP. This behavior is related to the higher modulus of both fillers compared to PP. 22,26,35 Between 0 and 30 wt%, the modulus increased steadily and this behavior is typical at low deformation. This is a common behavior when rigid fillers are incorporated into softer polymer matrix. These results strongly align with the results of Arrakhiz et al., 24 Kakou et al., 15 and Jawaid et al.11 which investigate that the natural lignocellulosic fillers have been reported to have a higher elastic modulus than neat polymer. Therefore, the incorporation of rigid fillers such as clay particles into a polymer matrix can improve composite stiffness because the stiffness of the inorganic particles is commonly higher than that of the organic fillers such as natural fibers. Some authors have also related the increase in composites rigidity to the reduction of polymer chains mobility in the presence of fillers. On the other hand, the hybrid composites show intermediate values on Young’s modulus varying between those of composites filled with fiber and clay.
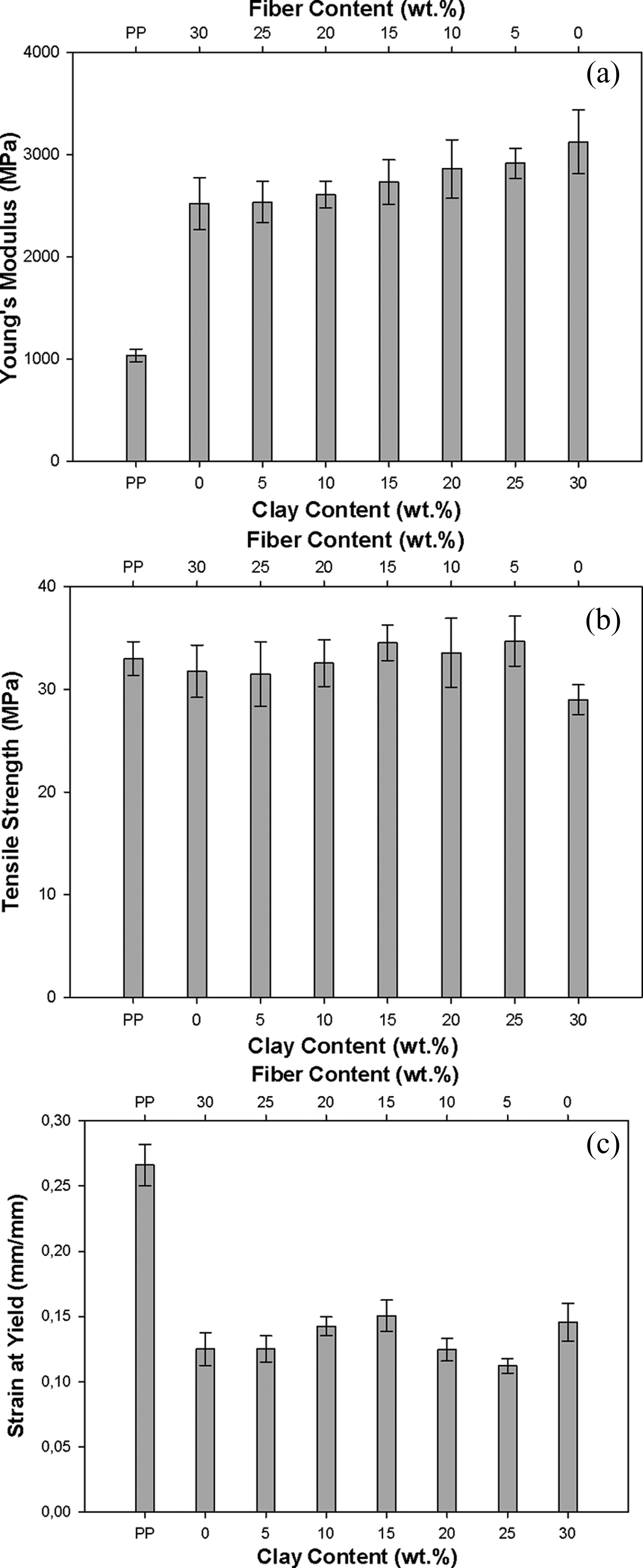
Tensile properties of the composites as a function of filler loading: (a) Young’s modulus, (b) tensile strength, and (c) strain at yield.
For tensile strength (Figure 7(b)), the values do not change significantly and the plot presents a stable trend. 22 This result is important as in most cases, tensile strength decreases with rigid particle addition. These results are related to the physical anchoring between polymer chains and fibers. The tensile strength also presents a high value for the alfa fibers hybrid composite due to their low percentage of lignin which means by the presence of more pendant hydroxyl on the alfa surface fibers, could lead to make the strong ester bonds between fibers and polymer matrix. This is based on the efficiency of the stress transfer between the matrix and the fillers.
The fact that tensile strength did not decrease and stayed almost constant can be associated with good interfacial adhesion between both fillers and the matrix as observed in the micrographs (Figure 5).
Figure 7(c) shows that strain at yield decreased substantially for the composites and this behavior is related to the rigid character of both fillers. For tensile strength, strain at yield remained almost constant, that is, independent of composition indicating that both fillers have a similar effect on the tensile properties at intermediate and higher deformation. The strain at yield performance can be attributed to the good adhesion between the fibers and the matrix.
Torsion properties
For torsion characterization, the complex shear modulus (G*) was obtained and the results are plotted in Figure 8(a) for different frequencies. It should be remembered that G* is calculated as:

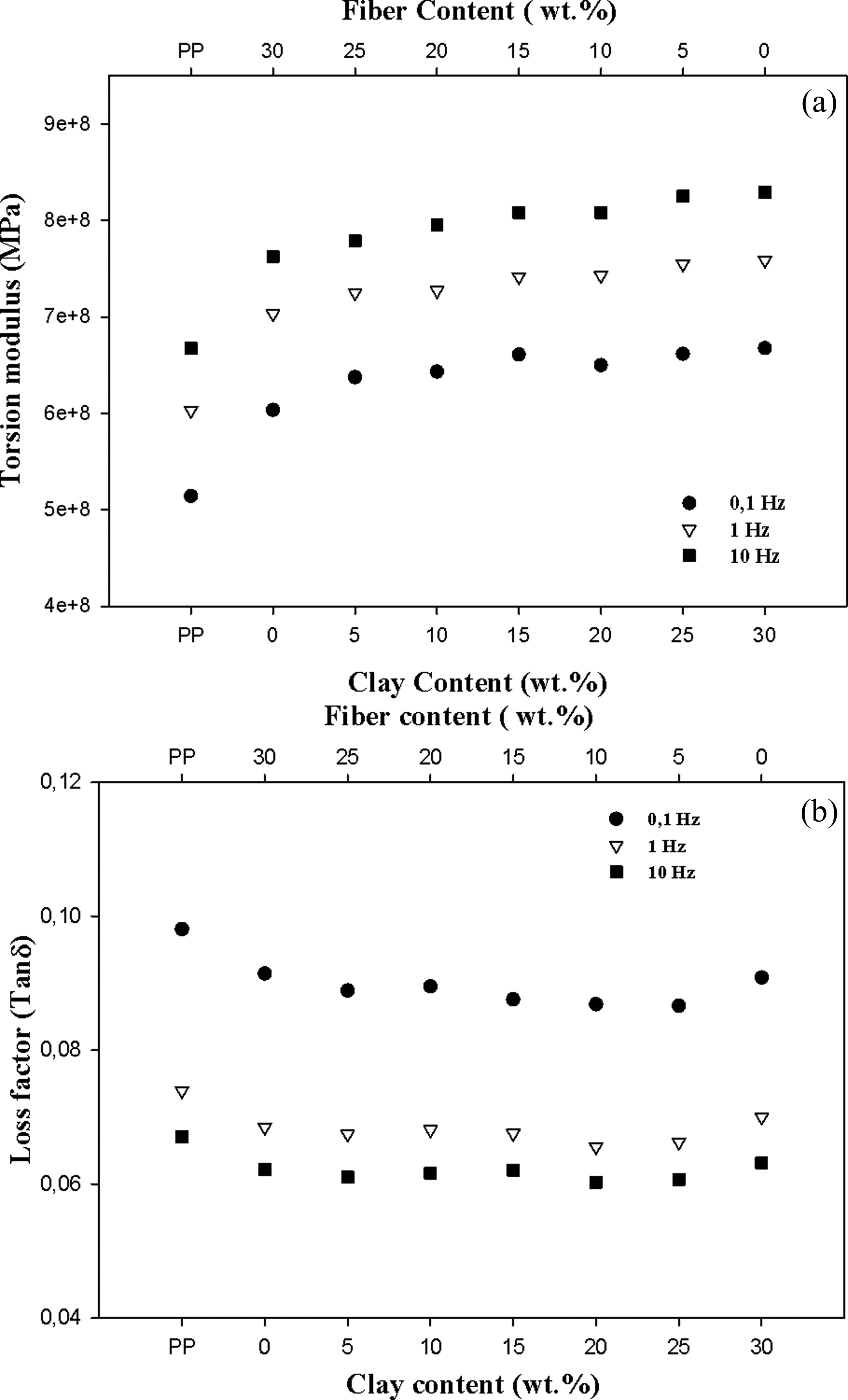
Torsion properties as a function of filler loading and frequency for (a) complex modulus and (b) loss factor.
where G′′ and G′ are the loss and storage moduli, respectively.
Figure 8(a) shows that G* increased with frequency due to the viscoelastic behavior of polymer composites. Nevertheless, the trends are the same and a single frequency analysis can be made. The results are also similar as for the tensile modulus (Figure 7(a)): The addition of rigid fillers increased the modulus of neat PP and a steady increase was produced as clay content increased over the alfa fibers.
The variation of the torsional modulus is also marked by the variation of frequency, leading to the conclusion that the hybrid composites response is like an elastic solid. This has been reported before where the elastic character of the material at higher frequency prevails over a viscous behavior. The polymer molecular time response is responsible for this enhancement in complex modulus. At higher frequency, the polymer chains do not have enough time to relax. These results agree with those observed in our previous works in terms of the variation of rheological properties of composites as a function of frequency compared to those of neat polymer matrix. 10,26
Another information provided by a frequency analysis is to separate the elastic and viscous behaviors of hybrid composites. This can be done by the evolution of tan δ, known as the loss factor, which is the ratio between the loss and storage moduli as:

Figure 8(b) shows that tan δ is below unity and decreases with frequency, indicating a more elastic behavior. This is expected as in the solid state (room temperature), the elastic character of the material prevails over the viscous behavior. 10,24 Once again, the trends are similar for each frequency and no significant changes were observed as a function of composition other than a slight decrease from the matrix value to the composites, indicating a more rigid behavior of the latter (more elastic).
Conclusion
Alfa fiber/clay eco-friendly hybrid polymer composites based on PP were produced by extrusion and injection molding. The morphological analysis revealed that good interfacial interaction and dispersion between both fillers (clay and alfa fibers) were obtained due to optimized processing conditions and efficient particle surface treatment. The thermal stability of PP was improved with clay and graphite addition, with a 21°C and 34°C increase in the peak decomposition temperature at 30 wt% of clay, respectively. The Young’s modulus, tensile strength, and strain at yield of the composites varied with filler content. It was observed that the hybrid composite at 15:15 presents an optimized Young’s modulus which is reaching 2520 MPa. Finally, the results obtained show that a blend of natural reinforcement is an interesting avenue to valorize locally available and abundant resources, as well as to control the final properties and raw material costs of composites by careful selection/optimization of composition. Nevertheless, more work needs to be done to get further insights into the hybrid effect.
Footnotes
Acknowledgment
The authors would like to thank Mr Mehdi Ait Dahi for his fruitful technical support and assistance.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Moroccan Foundation for Advanced Science, Innovation and Research, MESRSFC and CNRST, Morocco, grant no. 1970/15.