
Abstract
In this study, the effects of foaming agent loading on the physical, mechanical and morphological properties of composites were investigated. Composites based on high-density polyethylene, rice husk flour, foaming agent and coupling agent were melt compounded using twin-screw extruder. The samples were foamed via a batch process using a compression molding machine at180°C. The mass ratio of rice husk flour to high-density polyethylene was controlled at 40:60 for all blends. The concentration was set to vary between 0, 1, 2 and 3 per hundred resins (phr) for foaming agent. The amount of coupling agent was fixed at 2% for all formulations. Results indicated that the cell size and average cell density of samples increased with an increase of foaming agent content. Also, by increasing the chemical foaming agent content the density, tensile modulus and flexural strength of the rice husk flour filled high-density polyethylene composites were decreased. However, the water absorption and thickness swelling of the composites increased by addition of the foaming agent. Scanning electron microscopy confirmed that the chemical foaming agent had a significant effect on the density reduction of foamed composites. This project has shown that the strategy of foaming wood plastic composites can be a good solution to overcome the high density of these composites.
Keywords
Introduction
Wood plastic composites (WPCs) are a new type of material used for house-wares, car interior (dashboards and rigid panel components) and various construction materials. They combine the favorable performance and low cost attributes of wood and plastics. 1
The convenience of these composites lies in the fact that one of their ingredients (i.e. wood, lignocellulosic material) can be easily obtained from natural resources and they can be made relatively easily. 2 They offer the possibility of resolving various environmental problems and fabricating products with a variety of properties and effective functions. The utilization of lignocellulosic materials would contribute to the sustainability of based resources. The substitution of the inorganic substances and synthetic fibers generally used as reinforcing fillers in plastics with lignocellulosic materials would contribute to the protection of the environment. The benefits offered by lignocellulosic materials include making the final product lighter and decreasing the wear of the machinery used in the production process. Moreover, unlike traditional inorganic materials, the lignocellulosic materials are low cost, biodegradability and free from volatile organic compounds (VOC, means any compound of carbon, excluding carbon monoxide, carbon dioxide, carbonic acid, metallic carbides or carbonates). 1 – 3 In addition, these materials also help various agro-wastes to be appropriately recycled. As a result, composites using lignocellulosic materials as reinforcing fillers have come to be used extensively in the automotive industry and as interior finishing materials, such as in window frames and wood decks. In the last decades, wood composites have been extended to flooring, instrument grips, and pallet areas. 3
In recent years WPC utilization has developed rapidly, but the high densities of these composites, compared to natural wood, limit some applications of these engineered materials. 3 . The foaming WPCs can be a good solution to overcome this disadvantage. 4 In recent years, an increasing interest in foaming wood polymer composites has been reported. 4 – 6 Foaming WPCs offers unique advantages such as decreasing weight and saving material cost. 7 Moreover, the foaming of wood fiber reinforced composites can improve their ability of ease of repeat nailing and screwing operations compared to un-foamed products of the same composites. In addition, the foaming of WPC results in material weight and cost reduction, better surfaces, and sharper contours and corners than un-foamed profiles. 3 – 14
Foamed WPC can be manufactured using either chemical blowing agents (CBAs) or physical blowing agents (PBAs) such as CO2 and N2. CBAs are mixed with the thermoplastic polymer in the mixture and then go into an extruder while PBA can be pressed into the melted polymer for intimate mixing prior to foaming. The gases released during the decomposition of CBAs include CO2, N2, NH3, H2O, and their combinations. In the current market, endothermic, exothermic, and endo/exothermic CBAs are available. 4 – 9 Also their releasing temperature can be adjusted by adding activators.
Although there is much research work concerning the properties of WPC foams, there are no reports on foamed composites filled with rice husk flour. So, the objective of this work was to investigate the effect of chemical foaming agent loading on the physical, mechanical, and morphological properties of composites based on high-density polyethylene (HDPE)/rice husk flour.
Materials and Methods
Materials
The polymer matrix used in this study was HDPE with a melt flow index of 23 g/10 min, and a density of 0.965 g/cm3 (supplied by Maroon Petrochemical Industries, Iran). 100 meshes rice husk flour was used as the reinforcing material which was obtained from Cellulose Aria Co., Iran. Maleic anhydride grafted polyethylene (PE-g-MA, Kimia Javid Co., Iran) was used as coupling agent. It grafted maleic anhydride was 0.1 wt%. Azodicarbonamide (AC) (Yang Chang Co., China) was used as an exothermic blowing agent to foam WPCs. ZnO (Ajax Chemical Co, The Netherlands) was used as an activator to decrease the releasing temperature of AC. The ZnO amount was constant at 1.5 per hundred resins (phr) in all formulations.
Composite Preparation
Composition of the studied formulations
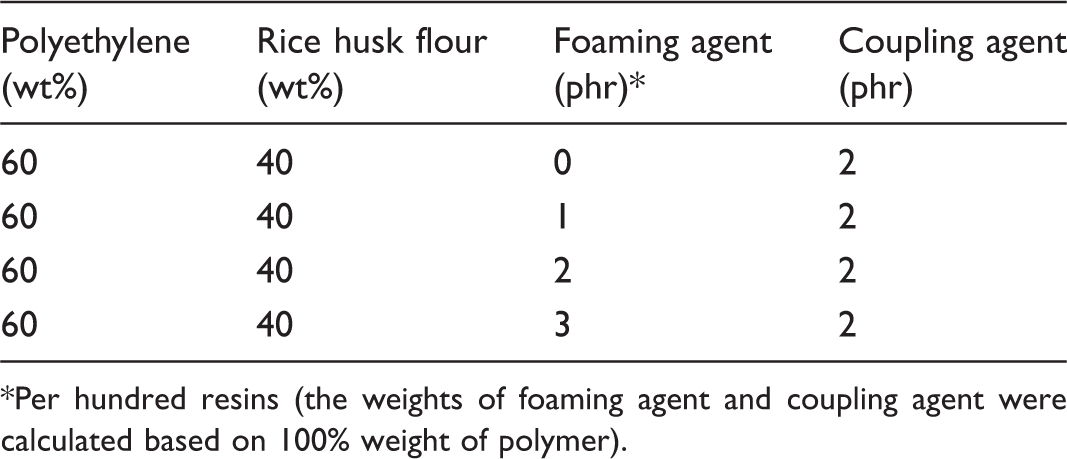
Per hundred resins (the weights of foaming agent and coupling agent were calculated based on 100% weight of polymer).
Measurements
The flexural and tensile tests were measured by an Instron testing machine (Model 1186, England) according to ASTM D790 and D638, respectively. The rate of the movement of the crosshead was of 2 mm/min.
Water uptake tests were carried out according to ASTM D 7031 specification. Five specimens for each sample were selected and oven-dried for 24 hours at 102 ± 3°C to measure water uptake. The weight and thickness of dried specimens were measured to a precision of 0.001 g and 0.001 mm, respectively. The dried specimens were immersed in distilled water and kept at room temperature for sorption of water. The mass of the samples was measured after removing them from the water after 30 days. Then samples were wiped with blotting paper to remove free water from the surface before weighing. The values of the water absorption as percentages were calculated using the following equation:
Also the values of the thickness swelling as percentages were calculated using the equation
The foam density was measured by a buoyancy method using a density determination kit supplied by Denver Instruments. The Archimedean principle was applied for determining the specific gravity of the foams. The relative foam density is defined as the ratio of the foam density to the un-foamed sample density, while the volume expansion ratio is the ratio of the un-foamed sample density to the foam density.
Foam morphology was characterized using scanning electron microscopy (SEM, Model LEO 440i, Oxford) at 20 kV accelerating voltage. Samples were first frozen in liquid nitrogen and fractured to ensure that the microstructure remained clean and intact, and then coated with a gold layer to provide electrical conductivity.
The statistical analysis was conducted using a SPSS programming (Version 16) method in conjunction with analysis of variance techniques. The Duncan multiply range test was used to test the statistical significance at the α = 0.05 level.
Results and Discussion
Effect of foaming agent on the cell size and cell density of rice husk flour filled HDPE composites
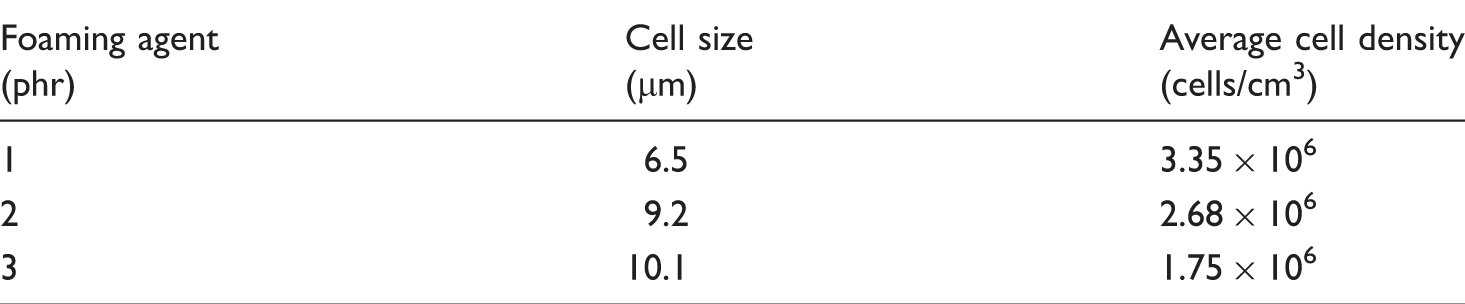
The SEM micrographs in Figure 1 show the cell size and morphology of some treatments which were affected by chemical foaming agent content.
SEM micrograph of lignocellulosic material filled polyethylene composite foams: (a) 1 phr foaming agent; (b) 2 phr foaming agent; (c) 3 phr foaming agent.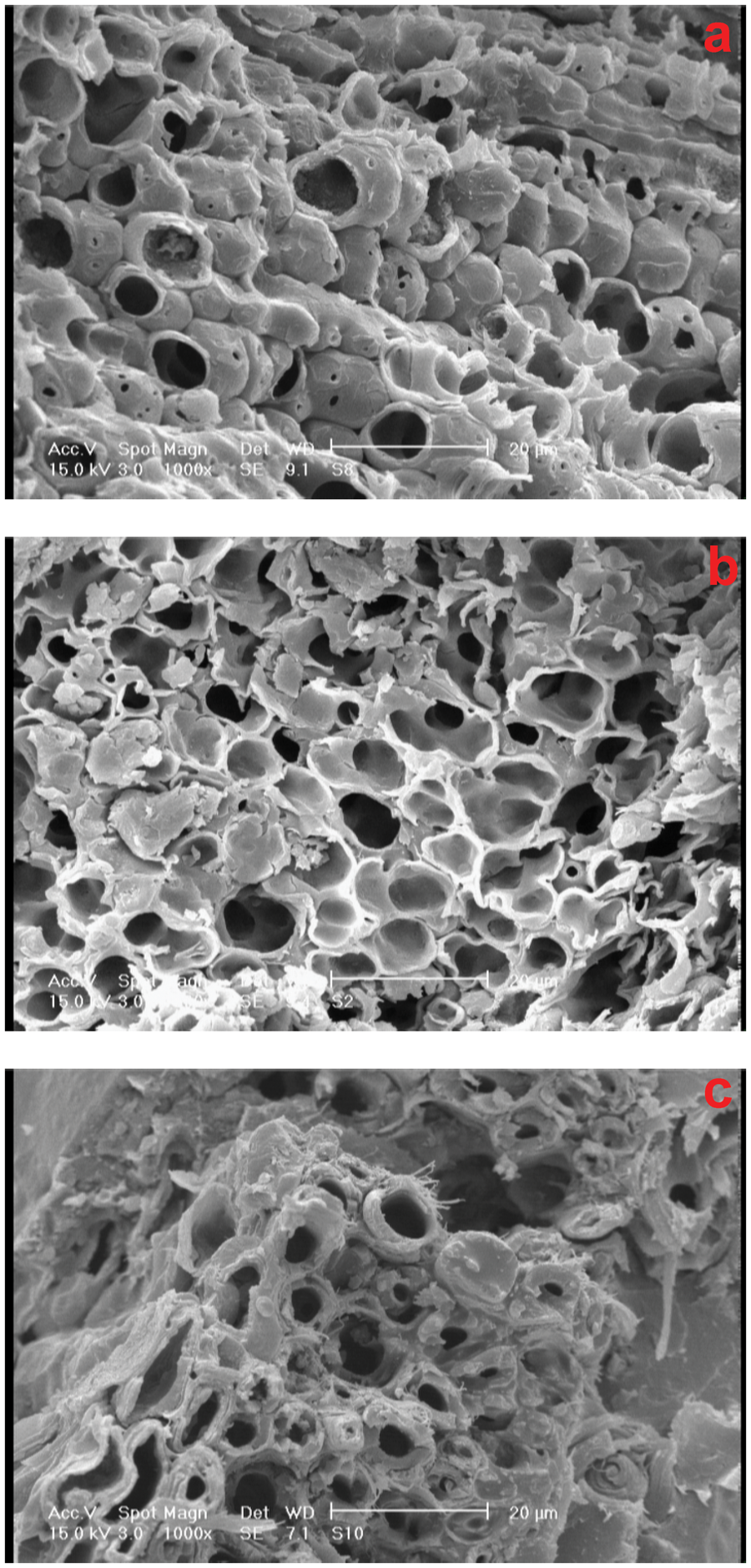
Figure 2 shows the effect of foaming agent on the density of HDPE/rice husk flour composites. As can be seen, the chemical foaming agent had a significant effect on the density reduction of foamed composites. This is because as a greater content of chemical foaming agent was used, more gas was subsequently generated, reducing the foam density. In other words, the higher blowing agent concentrations shorten the growth time of the foam, thus restricting the gas from escaping through the foam surface, allowing the foam to expand more and consequently producing foam with a lower density.
Effect of foaming agent on the cell size and cell density of rice husk flour filled HDPE composites.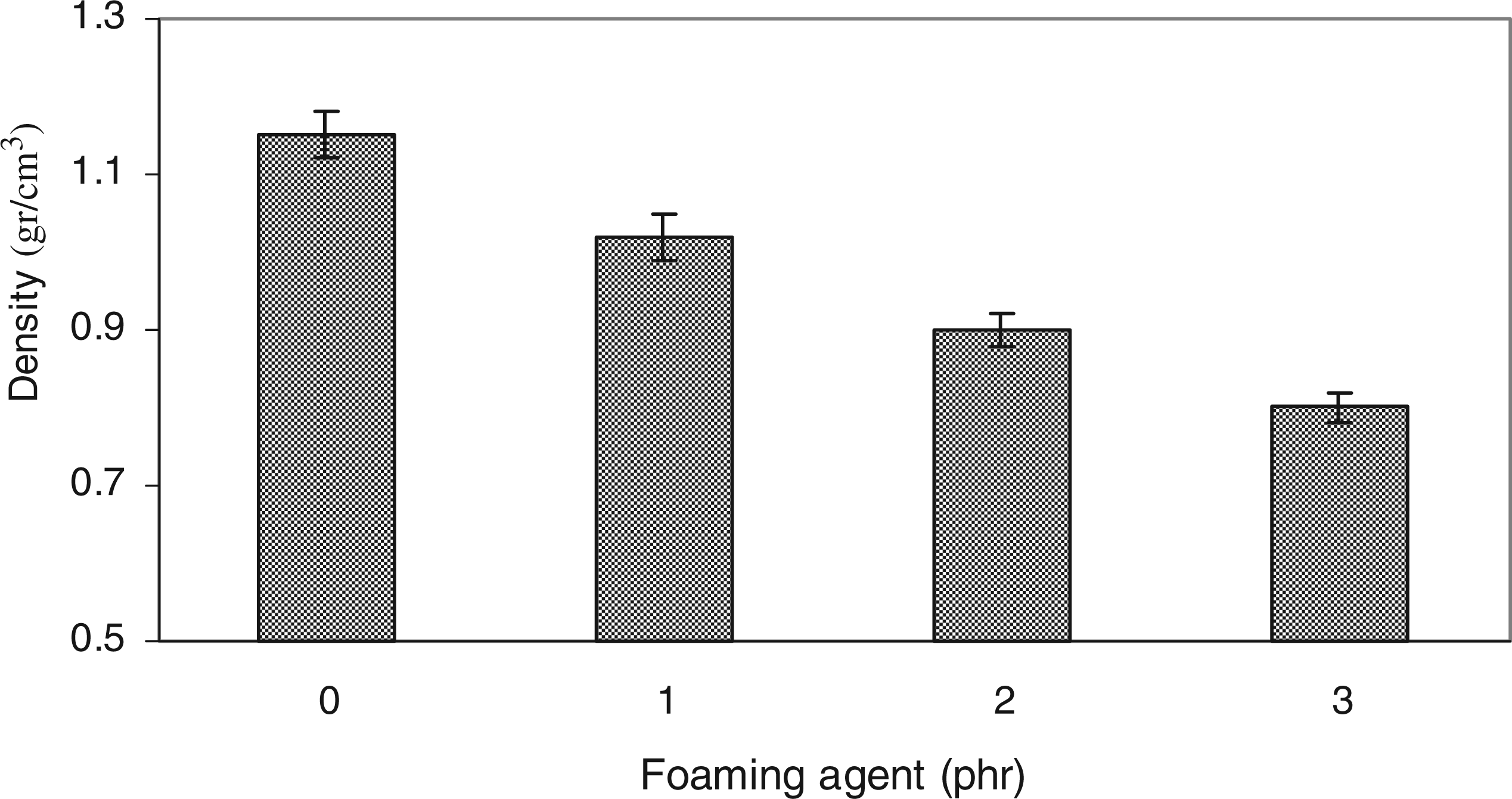
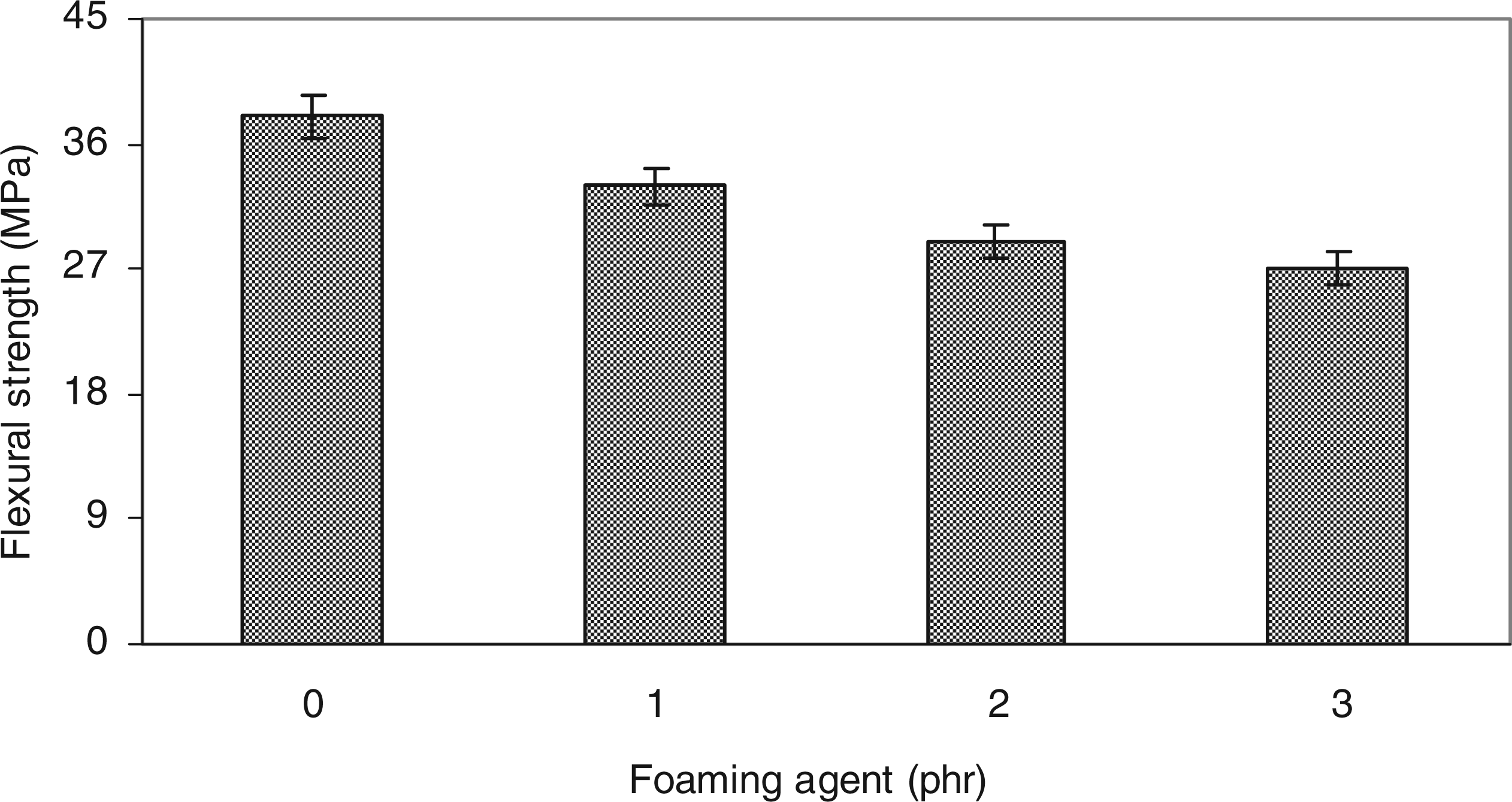
The effects of foaming agent on the tensile modulus and flexural strength of HDPE/rice husk flour composites are shown in Figures 3 and 4, respectively. As can be seen, the modulus and strength decreased as the foaming agent increased. It is well established that a greater amount of blowing agent weaken the foam structures in samples, consequently decreasing the strength as well as the modulus. Also, it seems that the large cell size acts as cracks or defects and leads to premature failure, resulting in strength and stiffness reduction. Once the bubble nucleation is homogeneous, obviously more blowing agent will decrease the homogeneous nucleation due to the granule agglomeration. When the gas bubbles started to nucleate at these spots, bonding between reinforced rice husk flour and polymer chains was weakened, and therefore the mechanical properties of the foams tended to decrease.
Effect of foaming agent on the tensile modulus of rice husk flour filled HDPE composites. Effect of foaming agent on the flexural strength of rice husk flour filled HDPE composites.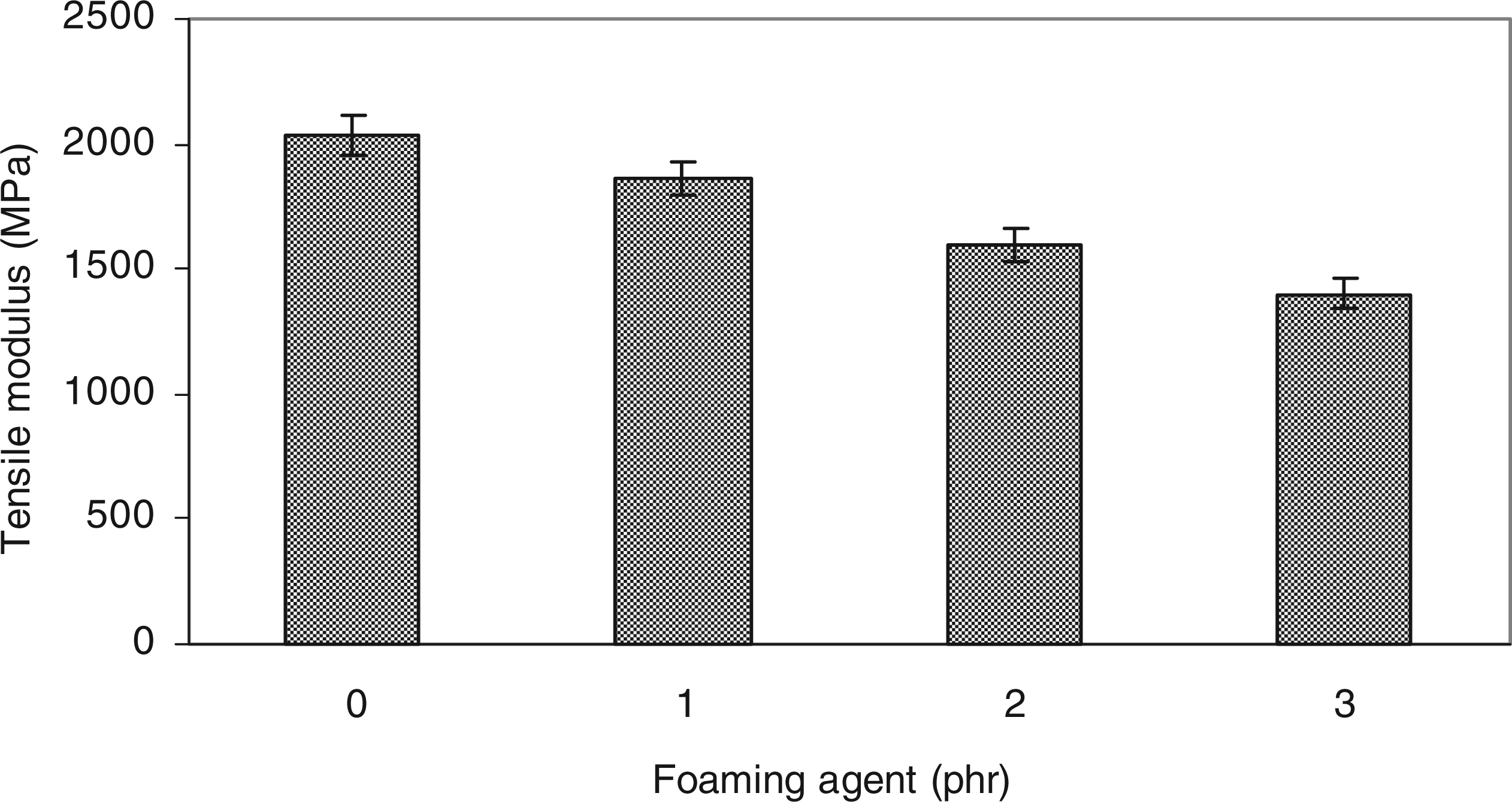
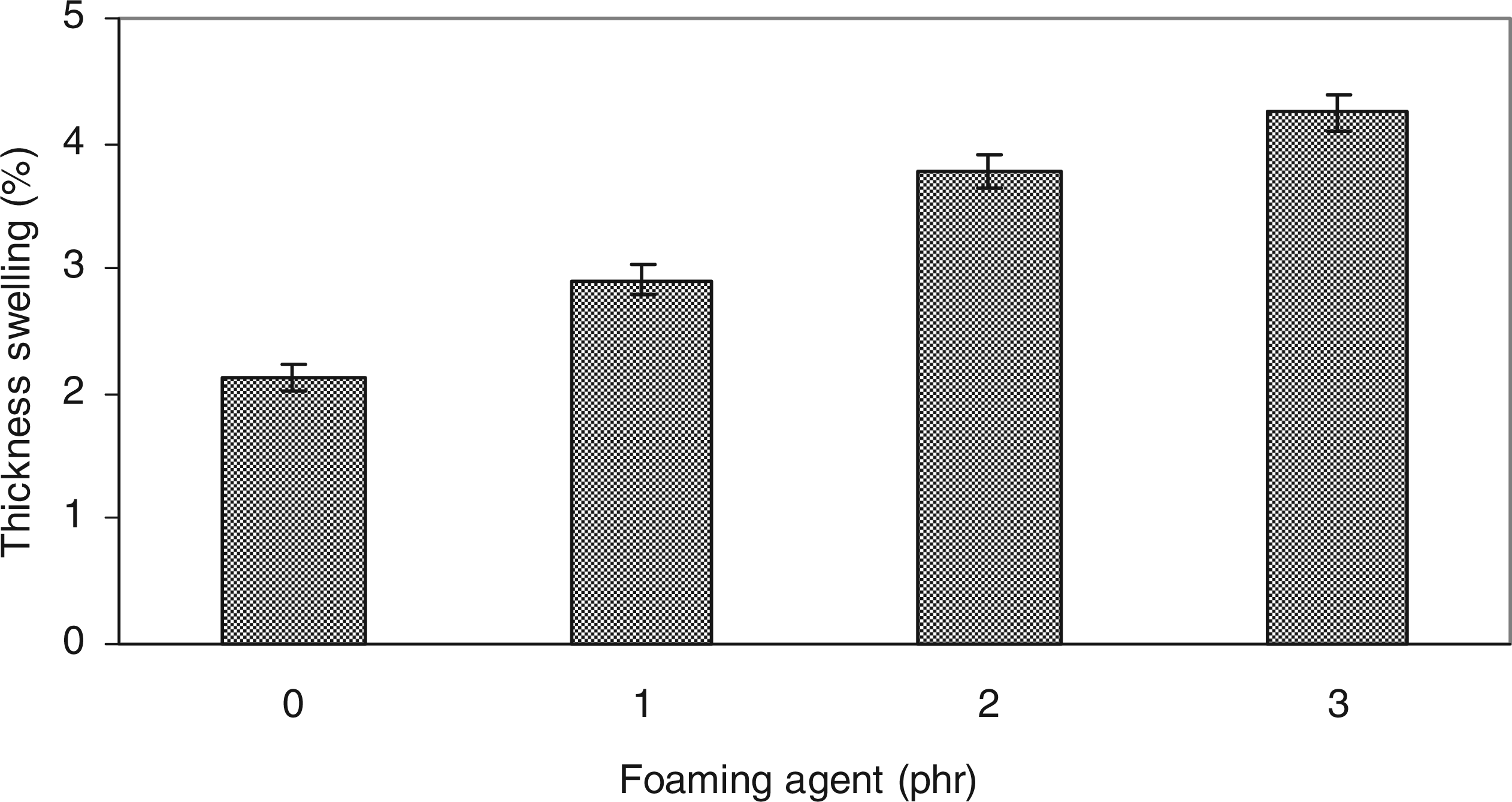
The influences of foaming agent on the water absorption and thickness swelling of HDPE/rice husk flour composites are shown in Figures 5 and 6, respectively. Water absorption and thickness swelling were affected by cell density and cell size. In fact, the void content was increased by addition of chemical foaming agent; consequently, more voids will speed the penetration of water into the depth of the foamed composites. Also more voids help the hydroxyl groups containing rice husk contact the water molecules by hydrogen bonds.
Effect of foaming agent on the water uptake of rice husk flour filled HDPE composites. Effect of foaming agent on the thickness swelling of rice husk flour filled HDPE composites.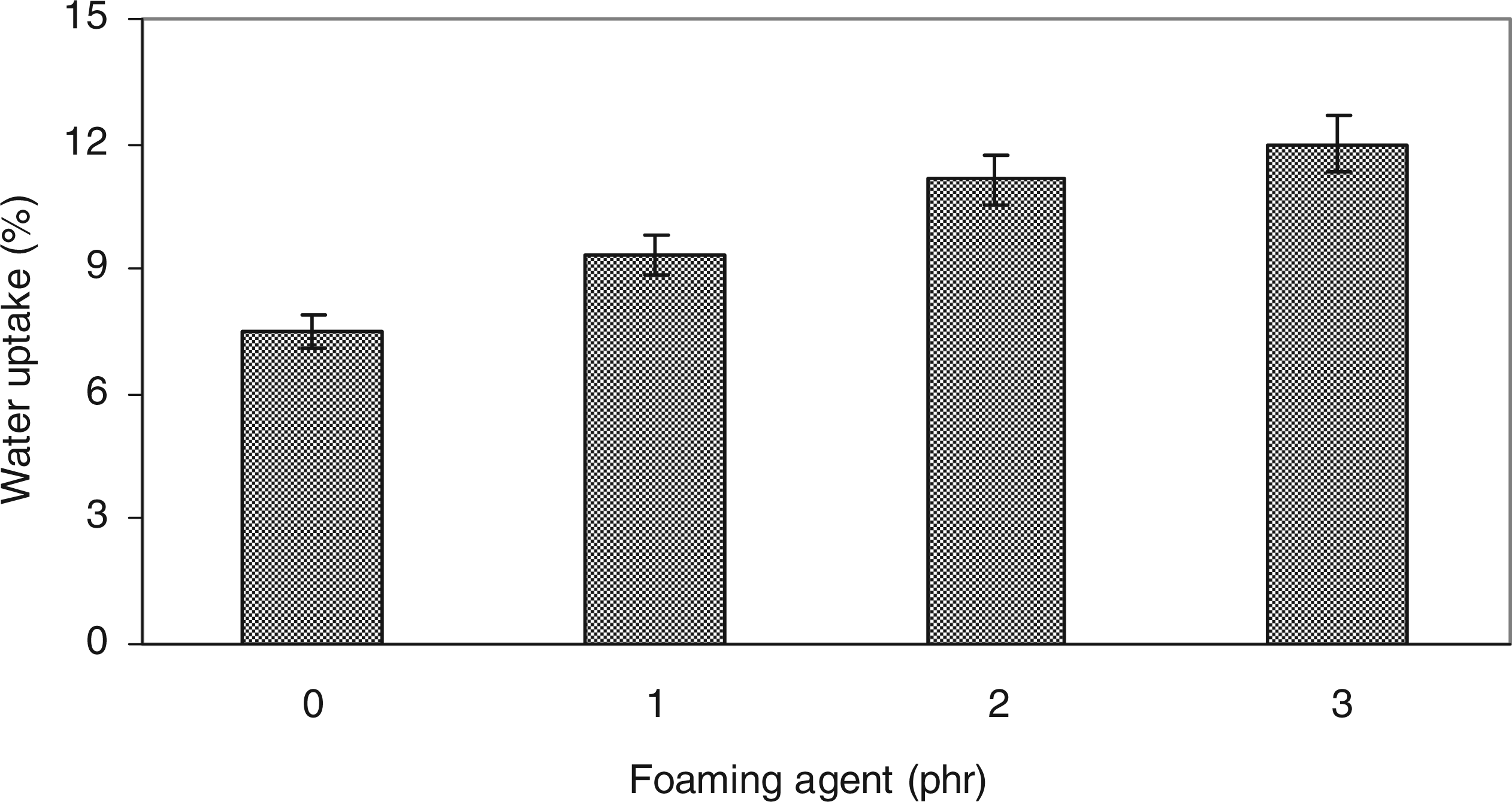
Conclusions
The following conclusions could be drawn from the results of the present study:
The cell size and average cell density of samples increased with increase of foaming agent content. By increasing the chemical foaming agent content, the density, tensile modulus and flexural strength of rice husk flour filled HDPE composites were decreased. However, the water absorption and thickness swelling of the composites increased by addition of foaming agent. SEM confirmed that the chemical foaming agent had significant effects on the density reduction of foamed composites. This project has shown that the strategy of foaming WPCs can be a good solution to overcome the high density of these composites.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.