
Abstract
This paper presents the results of strength evaluation of poly methyl-methacrylate (PMMA) composite panels, bonded with polymeric adhesives containing nano silica (called ‘nanosil’ onward) particulates. Vertical weight drop and gas pressure propelled projectile impact methods were used in evaluating mechanical integrity of the transparent PMMA composite panels. Panels pressed with nanosil dispersed styrene–acrylonitrile (SAN) adhesives exhibited maximum impact tolerance with adequate optical transmission. The relation between projectile impact energy E (joules) and the panel thickness N (where N is the number of PMMA sheets in each panel) follows a linear relation of the type: E = pN2 + qN + r, with p, q, r as constants. This finding generalizes the nature of the relation between impact resistance and panel thickness behavior. Change in impact damage mode has also been verified.
Introduction
Poly methyl-methacrylate (C5O2H8)n, abbreviated as PMMA, is used in a variety of applications1–5 with ever increasing uses in electronics, optics, health, biotechnology and nanotechnology. Its unique properties, like good mechanical strength, excellent optical transparency and its ability to get molded in any form, have led to enormous possibilities. Its widespread use as structural components in houses, banks, submarines, airplanes and automobiles has led to developing structurally safer window-panels against impact without much loss in optical transmission, specially in the visible range. An attempt is being made to develop reinforced transparent plastic panels for specific applications. Wu et al. 6 have observed increase in tensile strength with increasing strain rate. Zhang et al. 7 have investigated effect of mesoporous nano silica composite framework structure on thermoplastic properties of PMMA. Workers have attempted 8 to enhance surface frictional resistance of PMMA sheets for recording media applications. Shinhan Tech. 9 has used UV coating for surface toughening of PMMA sheets. Altuglas of the USA 10 has developed strengthened PMMA sheets, using additives, which exhibit six-fold higher strength than normal products. In order to resist explosive impact, attempt is being directed towards developing multilayered composite PMMA panels, employing different approach, subject to minimum loss in transmission properties. Now it has become possible to apply co-extrusion processing for producing multilayer polymer composite panels on an industrial scale. Vaidya et al. 11 have discussed various schemes of producing high impact resistant multifunctional sandwiched structures recently.
An attempt has been made 12 to carry out in situ observation of strain rate effects on EVA/PMMA polymerization blend. Shieh et al. of US Army Research Lab. and Song of US Army at Natick13,14 investigated ballistic impact on monolithic, hybrid and nano composites of polycarbonate (PC) and PMMA panels and found that PMMA is very sensitive to impact velocity. Also brittle fracture mode at low velocities changed to localized severe crack at high impact velocities. The panel thickness which impeded the projectile velocity to 50% was proportional to velocity itself. However, no specific relation was proposed between impact energy and panel thickness. Very recently, a similar observation was reported 15 by workers at Virginia Tech. Dhananjay et al.16,17 have studied multilayered PMMA panels bonded by pure and nano alumina dispersed adhesives for resisting ballistic impact, while maintaining excellent transparency, against low/high velocity projectiles from vertical weight dropping machine and projectiles from civilian weapons (lead tipped projectiles of around 9 g at nozzle velocity of about 400 m/s). The relation between impact energy and number of layers was found to be near quadratic. The origin of this behavior was further derived 18 on the basis of enhanced impact energy absorption and scattering away from forward direction due to interfaces and nano particulate stress/strain field. It has been therefore felt that further investigation of the nature of impact resistance of multilayer PMMA panels using nano silica (nanosil) dispersion in polymer adhesives will help in deciding whether the similar analytical form is applicable to the other systems. Nanosil, being one of the hardest materials after alumina, has been chosen as particulate of choice as strengthening agent by dispersing in small quantities (2%) in polymer adhesives like PMMA, and styrene–acrylonitrile (SAN) as binder for PMMA sheets in the present work.
Experimental
In this section we describe various steps of multilayer panel making and mechanical evaluation. It mainly consisted of preparing nanosil particulates, synthesizing pure polymeric adhesives (PMMA and SAN), dispersing nanosil in respective polymeric adhesives, cutting 2 mm thick PMMA sheets into desired size/shape, their usual cleaning before adhesive bonding, followed by multilayer laying and adhesive-compaction into composite laminates/panels. The mechanical testing involved tensile testing, impact testing (in vertical weight dropping machine) and actual ballistic testing by civilian guns. The details of each of these steps are described in the following sections.
Preparation of amorphous nanosil powder from rice husk
The detailed procedure of Nanosil (nanosilica) and Nanocarb (a composite of nano silica and carbon) synthesis from rice husk and characterization is given in a recent literature
19
from our laboratory. In brief, nanosil was obtained by burning HCl leached rice husk in air at controlled temperature. After grinding, the product was a fine powder with amorphous structure, having particle size of approximately 5 nm and specific surface area of 115 m2/g, as revealed from X-rays diffraction (XRD) and Brunauer, Emmett and Teller (BET) investigation. The 3N HCl leaching of rice husk was carried out to remove the presence of alkali salts which otherwise would have hindered complete combustion, due to the presence of molten alkali salts on the charred carbon. Figure 1 shows the HCl leached rice husk (Figure 1(a)), nanosil powder (Figure 1(b)) and nanosil powder surface modified by methacrylol isocyanate (Figure 1(c)).
Photographs of (a) HCl leached rice husk, (b) nanosil powder and (c) nanosil powder surface modified by methacrylol isocyanate. Photographs of composite blocks made from pure (a) PMMA and (b) nanosil dispersed adhesive respectively. % Transmission for PMMA bonded panels by (a) PMMA-nanosil adhesive and (b) SAN-nanosil adhesive.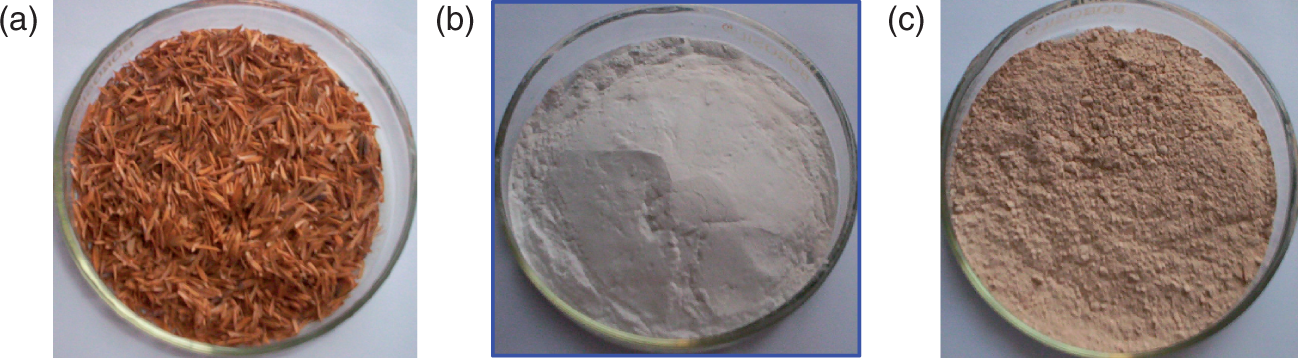
Nanosil (nanosilica) surface activation
The nanosil powder, obtained from above process, was highly hydrophilic due to presence of surface hydroxyl groups causing considerable agglomeration in polymer matrix. In order to bond covalently with polymer matrix, the nanosil surface was modified using methacrylol isocyanate, synthesized by reacting methacrylol chloride and sodium azide. This process makes nanosil particulate surface covalently bond with isocyanate readily. Synthesis of methacrylol isocyanate is a two step process in which methacrylol chloride is synthesized first followed by reacting with sodium azide to yield methacrylol isocyanate, as given below:
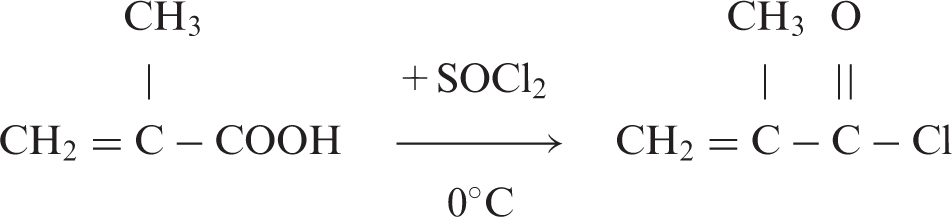
For synthesis of methacrylol chloride, methacrylic acid and thionyl chloride were reacted in equal molar ratio. Initially liquid methacrylic acid (48.5 ml) was taken in a conical flask, to which thionyl chloride (98 ml) was added dropwise through dropping funnel. The reaction was carried out at 0°C for 2 h. The product was methacrylol chloride (lq.) formed according to the reaction:
Methacrylol isocyanate was prepared by reacting sodium azide powder (35 g, 0.538 gmole) with equal moles of liquid methacrylol chloride in presence of dry benzene (20 ml).
20
Initially sodium azide (35 g) was dissolved in dry benzene (20 ml) in a conical flask, and to this solution methacrylol chloride (92 ml) was added dropwise with the help of a dropping funnel. The reaction was carried out at 0°C for 8 h, after which it was filtered by vacuum filter. The neat permeate (liquid) was methacrylol isocyanate formed according to the reaction:
The left over solid mass on the filter is a material which is extremely explosive in the dry state. It was, therefore, immediately disposed of in a large pool of water. It is also important to remember that highly pungent and noxious isocyanate is emitted during all these reactions. It is therefore advised to carry out these reactions with utmost care and under well ventilated conditions.
Nanosil powder obtained from the above process was taken in a conical flask to which methacrylol isocyanate was added with vigorous stirring at 0°C for 6–8 h in order to attain complete wetting at particulate level. The final product was dried in an oven at 60°C. The slurry after drying looked like cake and was crushed into fine powder. The powder thus obtained was surface modified nanosilica. The surface reaction of nanosil particles with methacrylol isocyanate is shown below:

Preparation of polymer adhesives and nanosil dispersion
This involved two step processes. First the respective adhesives (PMMA and SAN) were polymerized to desired viscosity from purified monomers followed by nanosil dispersion into polymer slurry. These steps are further described below.
For preparing PMMA adhesives, commercially available monomer methylmethacrylate (MMA), initiators benzoyl peroxide (BPO) and azobisisobutyronitrile (AIBN) were purified. The monomer MMA as received contained inhibitors (monomethyl ether, hydroquinone and pyrocatechol) to prevent it from polymerizing. In order to remove these inhibitors, MMA monomer was washed initially three times with 5% aqueous solution of NaOH and then finally three more times with distilled water. BPO and AIBN were purified by dissolving each of these in methanol separately at around 40°C, filtering out the suspended impurities and re-crystallizing the neat methanol at 0°C, followed by separating crystallized powder. In order to prepare PMMA adhesive, suitable mixture of MMA, BPO and AIBN was polymerized with accelerator dimethylaniline (DMMA) at 65°C till desired viscosity, followed by mixing of nanosil powder (2% wt) with vigorous stirring for 2 h. Finally a cross linking agent, ethylene glycolddimethacrylate (EGDM), was added with stirring for about 10 min.
Styrene acrylonitrile adhesive was made in a similar fashion. For this, the monomers styrene and acrylonitrile ware polymerized using dual initiating system in the following way. A mixture of styrene (10 g / 096 gmoles) and acrylonitrile (10 g / 1885 gmoles), BPO (0.26 g / 0.1074 gmoles), AIBN (0.14 g / 0.085 gmoles) and an accelerator DMA (0.082 g / 6.789 × 10-4 gmoles) was mixed in a conical flask and then heated gently in a water bath up to around 70°C for 20 min. Once the change (increase) in polymer viscosity was felt, surface modified nanosil (2% wt., 0.4 g) was added and the mixture was well stirred for 1–2 h at room temperature. It was further preserved at 0°C.
Nanosil PMMA composite panel making
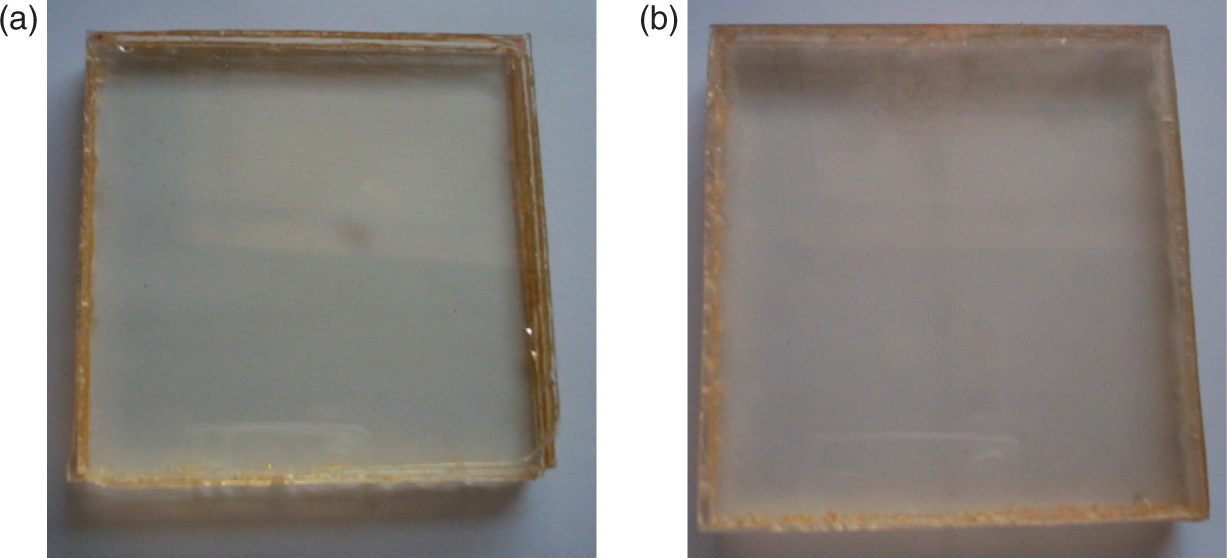
The final well mixed polymer adhesive slurries were used as binder between respective PMMA sheets. Each sheet was of 10 cm × 10 cm × 2 mm uniform dimension. Depending upon thickness requirement, the desired numbers of surface cleaned PMMA sheets were piled over each other after applying polymer adhesives, as described earlier, and were pressed from the top with 4.5 kg load during bonding. The bonding of the above composite block was carried out in an oven at around 60°C. Figure 2(a) and 2(b) show such composite blocks made from pure PMMA and nanosil dispersed adhesive respectively.
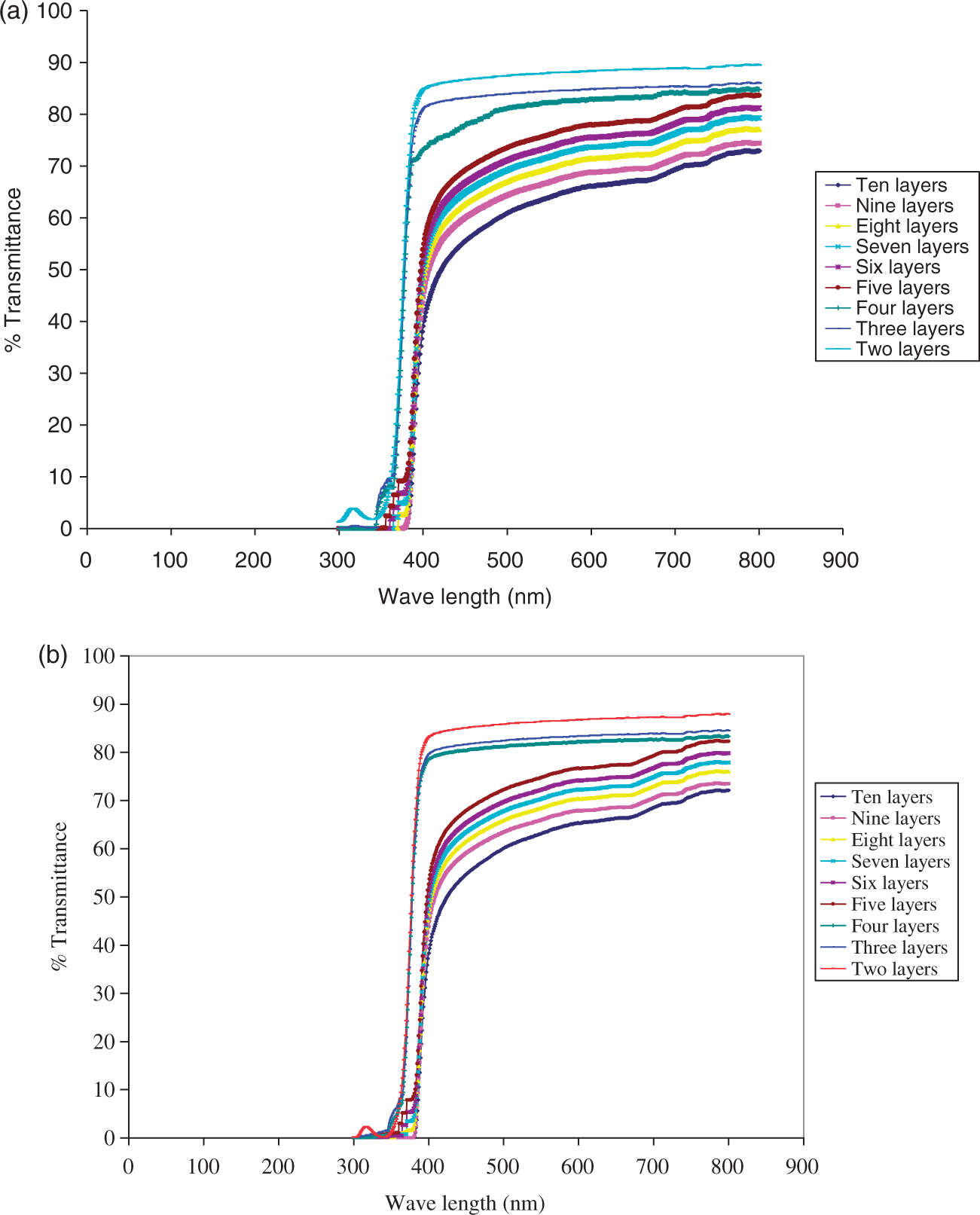
Panels have been placed over a blue sheet of paper in white light in order to give some idea of transparency of these thick panels. Even after sacrificing small fraction of transparency due to nanosil dispersion, one can clearly see through a distance of about 100 m. Ten layers of nanosil–PMMA panel exhibited maximum transparency up to 70%. In a similar situation, panels bonded with nanosil SAN dispersed adhesive exhibited a somewhat lower transmission of about 65%. This has also been verified from optical transmission studies. The transmission spectra in Figure 3(a) and 3(b), respectively, correspond to without nanosil dispersed and with nanosil dispersed PMMA adhesive bonded panels.
Mechanical testing
The panels made by aforesaid methods were cut into desired shape/size and were tested for (a) tensile behavior and (b) impact resistance. Both of these tests were carried out at room temperature. Methods of these evaluations are described in detail under the following subsections.
Tensile test
Tensile tests were carried out on specially machined samples (as shown in Figure 4), dumbbell shaped, of desired thickness, which were cut from composite panels made by bonding 2 mm thick PMMA sheets with pure and 2% nanosil dispersed polymeric adhesives. MTS (MTS system corporation, Minnesota, USA) tensile testing was used at pull rate of 1 mm/s min (strain rate é = 6.2 × 10−2/s). The load (vertical) time (horizontal) graph was converted into stress–strain (engineering) curve in each case. A total of five samples from each batch were tested with similar load and pull rate settings and further analysis was carried out from their averaged stress–strain curve.
Typical tensile stress strain curves of the composite joined by (a) PMMA adhesive containing nanosilica and without nanosilica; (b) Styrene acrylonitrile adhesive containing nanosilica and without nanosilica particles.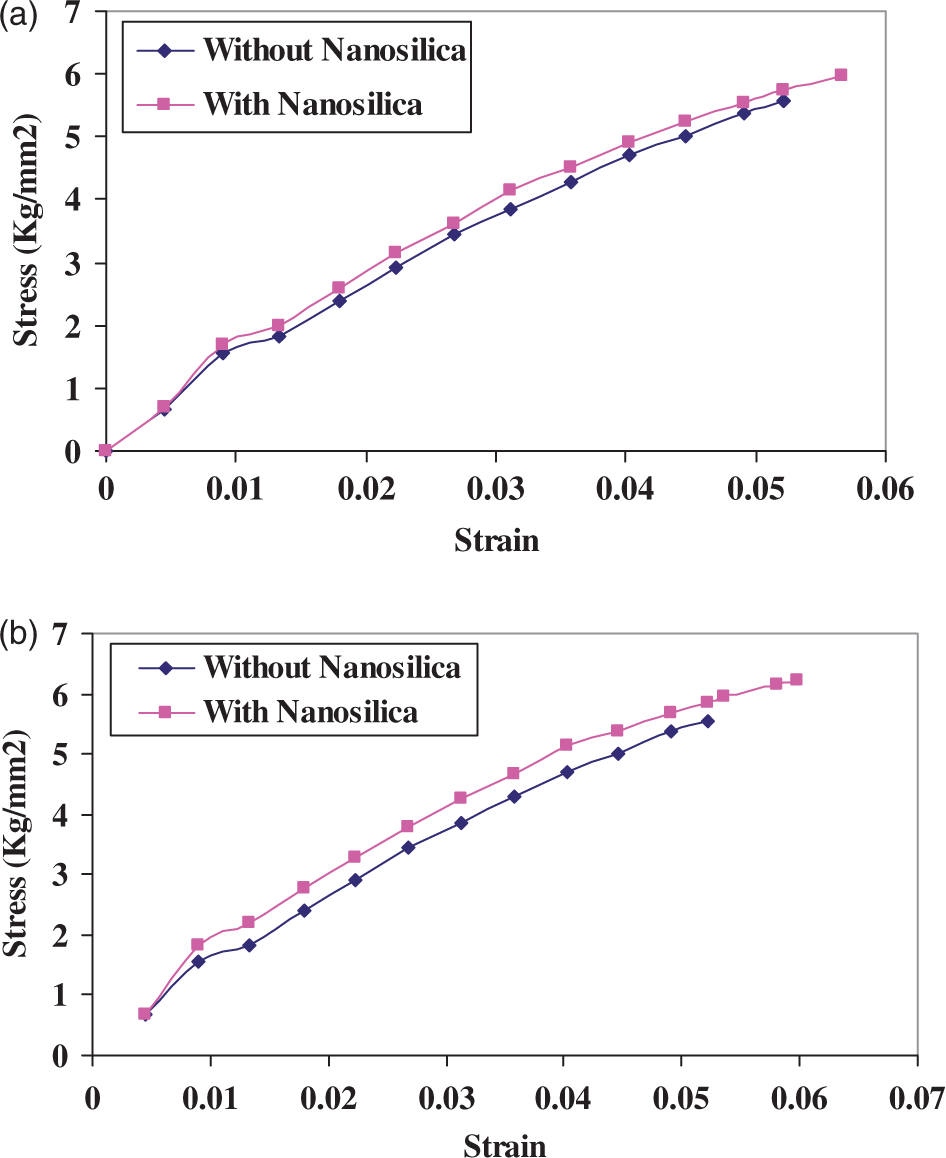
Impact strength evaluation
Impact tests were carried out on square (10 cm × 10 cm) shaped panels of various desired thicknesses. In each panel, individual PMMA sheet was of 2 mm thickness. The panel plate thickness was varied by increasing the number of individual 2 mm thick sheets in the adhesive bonded blocks and thickness was expressed in terms of the number of sheets (10 cm2 each) that a panel contained. The composite panels were clamped horizontally on the sample stage of a Vertical Weight Drop Impact Testing Machine. The impact energy was closely manipulated by varying weight and the drop height till indenter (plunger) was just able to create visible fracture in a particular composite panel of given thickness. Initially only two sets of (two layered each) panels, one joined by pure PMMA adhesive and the other joined by nanosil dispersed PMMA adhesive, were tested at low energy, utilizing a gas pressurized projectile machine, in order to carry out preliminary evaluation of the nanosil reinforcement effect, if any. Further tests were carried out with the vertical weight drop machine only. In each case panels of increasing thickness, pressed with pure and nanosil enforced adhesives, were tested with increasing impact energy till they just showed visible signs of failure. An attempt to correlate impact energy tolerance was established by drawing graph between projectile impact energy E (Joules) and number of layers N in the nano composite panel. From close fitting of graphs, analytical relation was derived.
Results and discussion
Tensile testing
The results of tensile tests are presented in Figure 4(a) and (b), for samples pressed with pure and nanosil (nanosilica) dispersed adhesives. Five samples in each case were tested in identical pull rate situation. The error bar is 2.5% in each case. In Figure (a), the stress–strain curve for composite shows that nanosil dispersed adhesive offers 8% better tensile strength than pure polymeric adhesive. While the pure polymeric adhesive bonded composite fractured at 5.2% strain, the nanosil dispersed adhesive bonded panels failed at about 5.7% strain. This proves that nanosil dispersion offered a marginally better material in tensile testing. From the linear portion of the curve, where Hooke’s law is valid, the Young’s Modulus for pure polymeric adhesive bonded composite came out to be 1.54 GPa while for those joined by nanosil dispersed adhesive it is 1.75 GPa. The tensile stress–strain curve for composite using pure styrene acrylonitrile adhesive and nanosil dispersed adhesive is shown in Figure 4(b). As is evident from the figure, the composite panels using nanosil dispersed adhesive show higher stress values (about 10%) at all strain values. While pure styrene acrylonitrile adhesive bonded composite fractured at 5.3% strain, the composite bonded by nanosil dispersed adhesive failed at about 5.8%. Again, from the linear portion of the curve, where Hooke’s law prevails, the value of the Young’s Modulus for composite having pure polymeric adhesive came out to be 1.65 GPa and that for composites joined by nanosil dispersed adhesive was 1.98 GPa. As shown in the comparative Figure 5(a) and 5(b), the tensile failure at room temperature is brittle type with almost no residual strain.
Panels pressed with (a) pure and nanosil dispersed PMMA adhesive and (b) pure and nanosil dispersed SAN adhesive.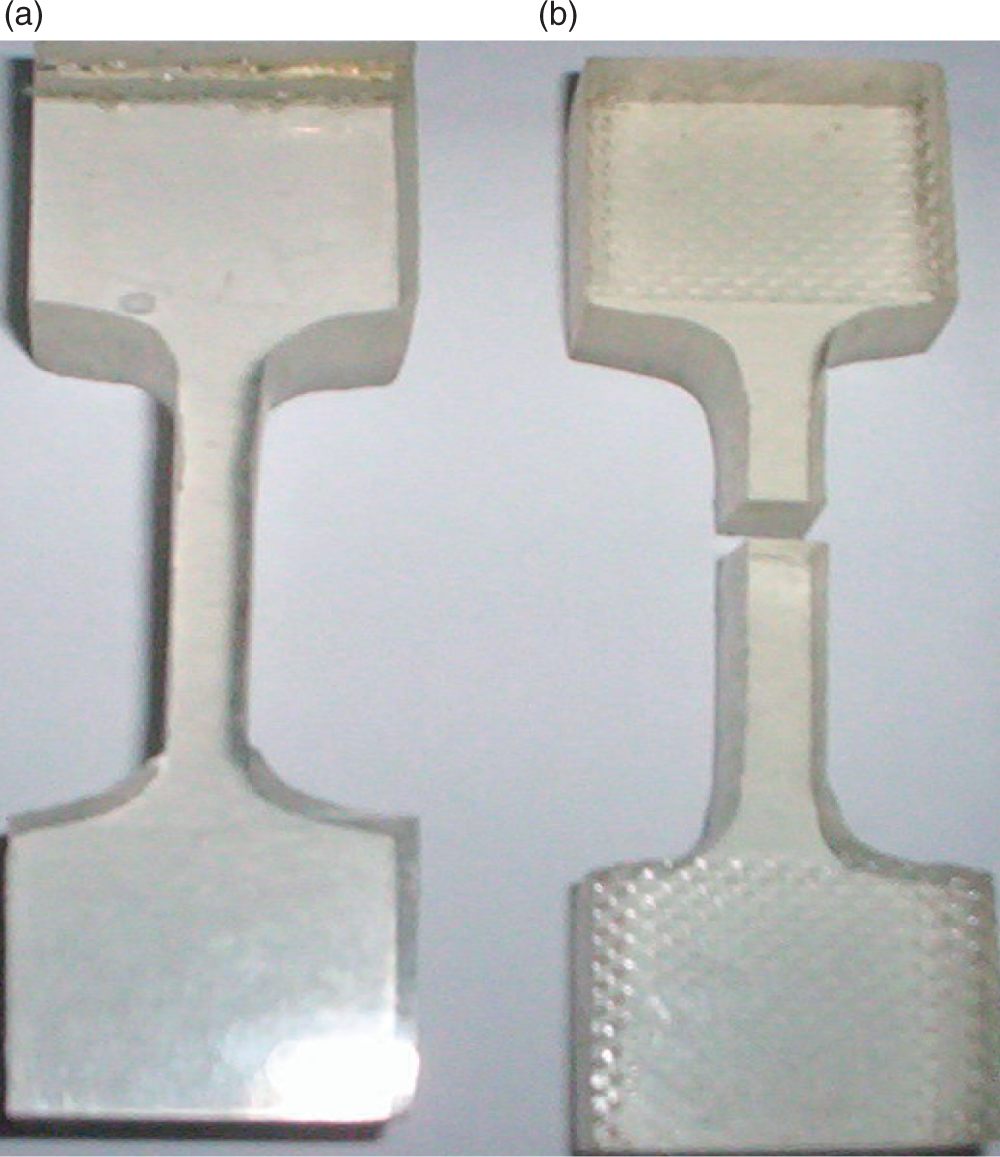
Impact resistance
Low impact evaluation
In order to carry out preliminary evaluation of strengthening effects of surface modified nanosil dispersed adhesives on impact behavior of composite panels, low energy impact of 3 J from gas pressurized projectiles was used. The force time graphs for such impact tests for two sets of (two layered each) panels, one set bonded with pure PMMA adhesive and the other bonded withnanosil dispersed PMMA adhesive, are shown in Figure 6(a) and 6(b) respectively. The maximum force undergone with the first set is around 91 kg while forthe other set it is 167 kg. This contrasting result led us to advance our exploration further.
The force time graphs for impact tests for panels (a) bonded with pure PMMA adhesive and (b) bonded with nanosil dispersed PMMA adhesive.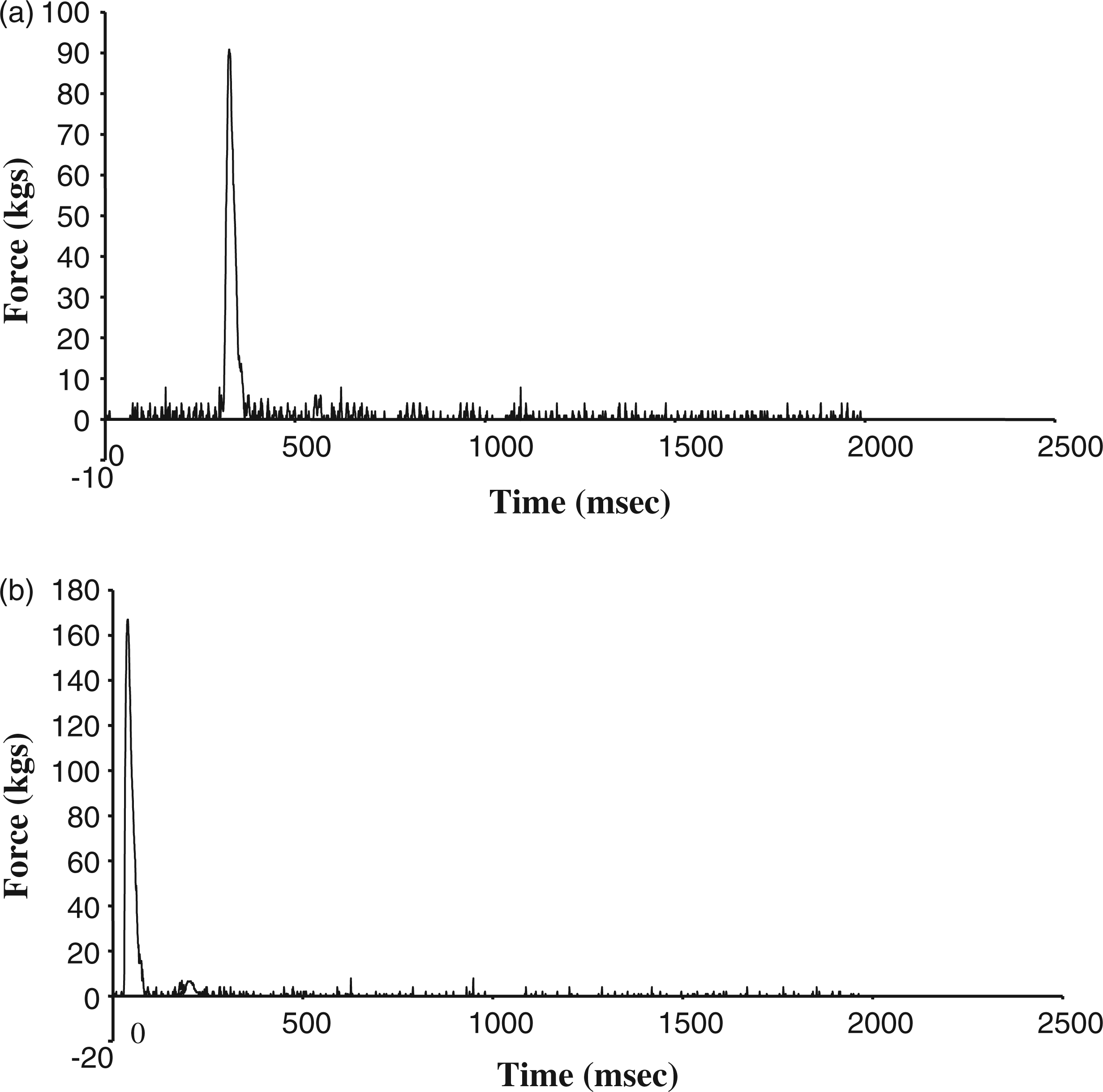
Vertical weight drop impact test
This method provided better control on impact energy. The composite specimens consisting of increasing number of layers of PMMA sheets, joined by pure and with 2% silica dispersed polymer slurry, were tested. Composite panels consisting of ten layers, joined by mere PMMA adhesive, fail through glass-like brittle fracture as shown in Figure 7(a) at much lower impact of 50 J. In contrast, a similar ten layered composite panel, joined by silica dispersed PMMA adhesive as shown in Figure 7(b), survives the impact of 115 J with localized damage. Nanosil dispersion effect is thus evident from the above observation. The change from glass-like brittle fracture at low impact (Figure 7(a)) to localized severe deformation mode (Figure 7(b)) at high impact velocities has also been observed by other workers.12,13
Photographs showing (a) glassy fracture at low impact energy, (b) severe localized fracture at high impact energy.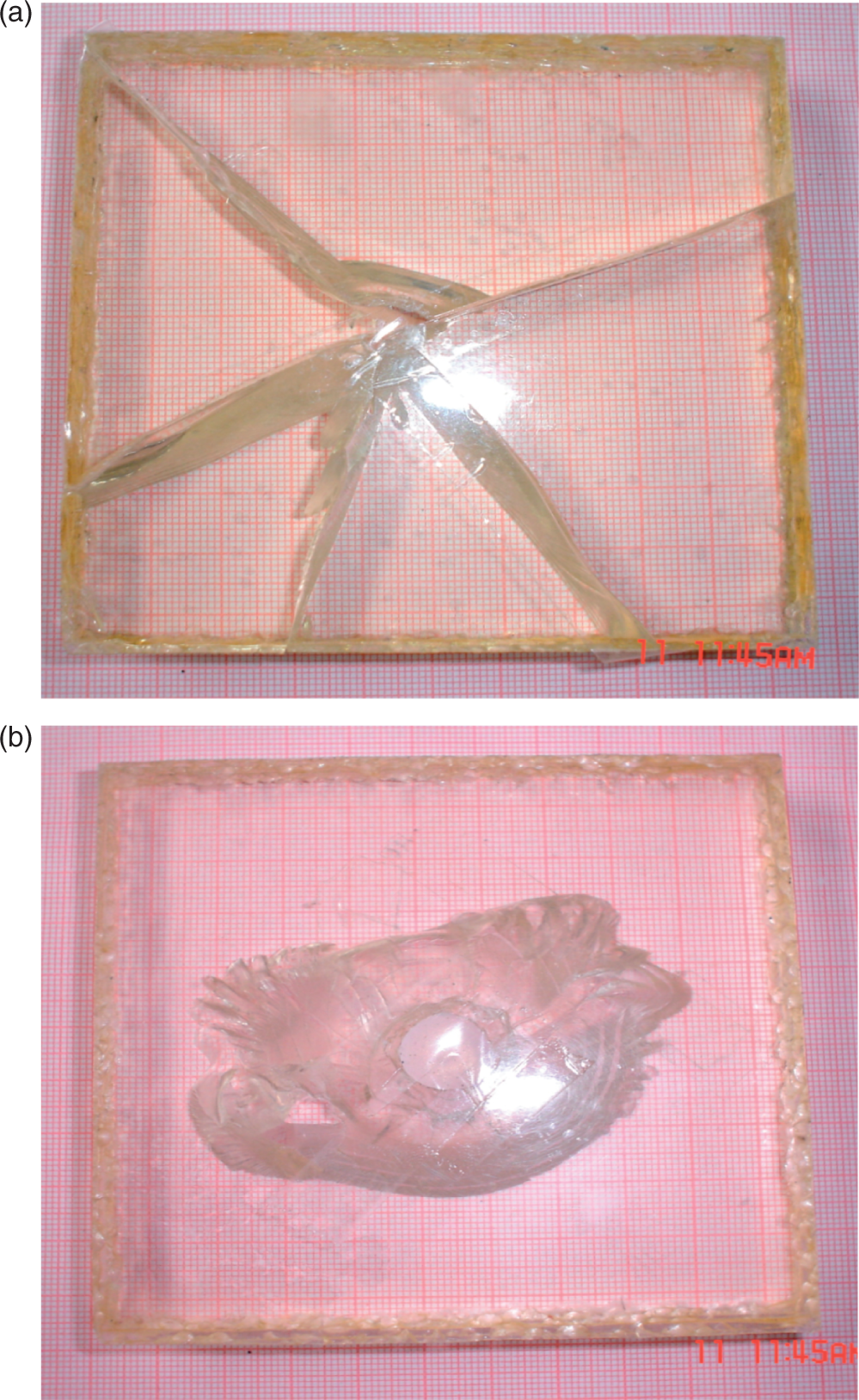
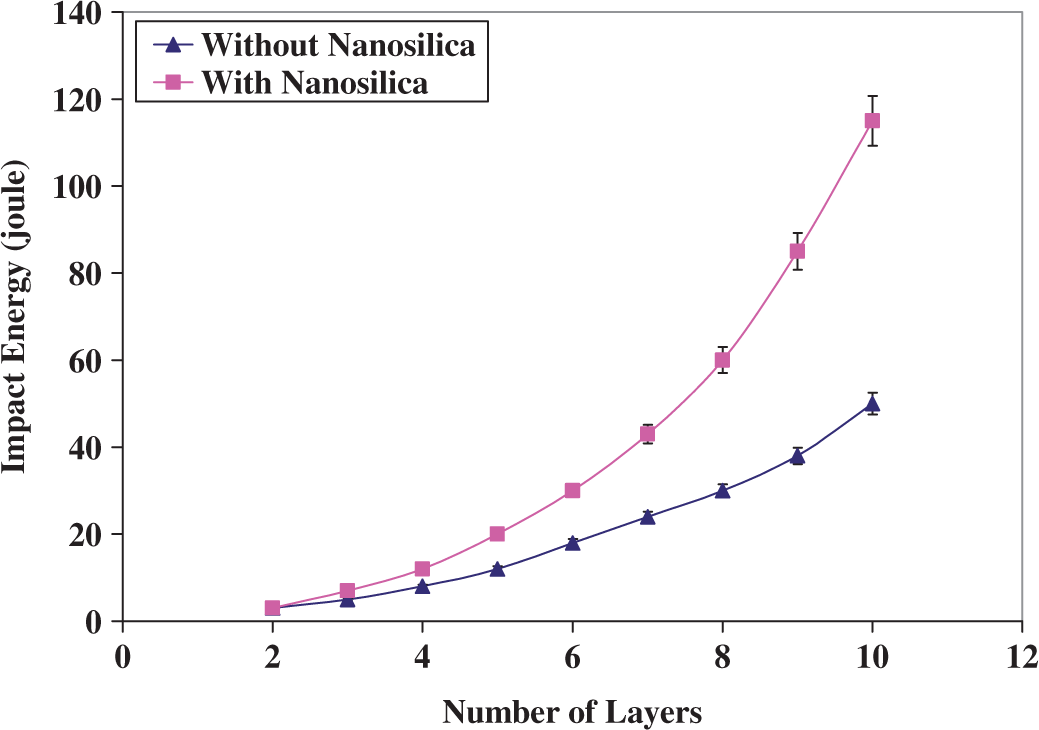
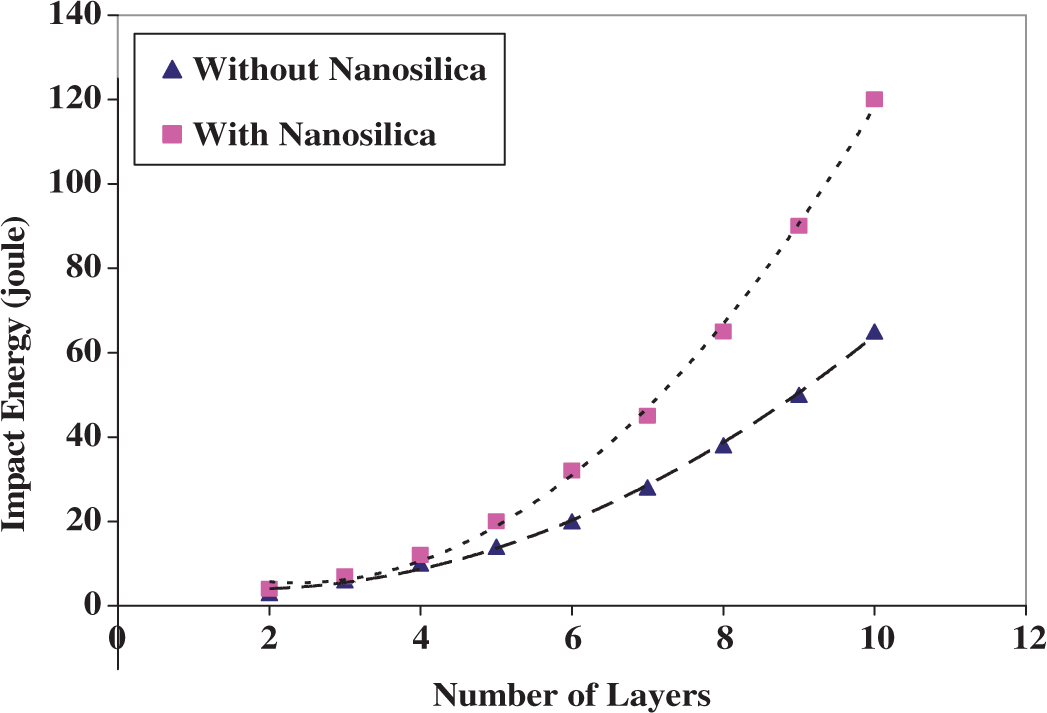
The plot between projectile energy E just sufficient to initiate fracture (measure of impact resistance) and number of sheets N in a panel joined by pure and nanosil dispersed PMMA/SAN type adhesive are shown in Figures 8 and 9. As observed in our earlier work, again two distinct behaviors are evident: (a) the impact resistance increases continuously with increasing slope as number of layersin each composite pack increases and (b) the slope is steeper in the caseofcomposite panels bonded with 2% nanosil dispersed PMMA/SAN adhesives.
Panels pressed with pure and nanosil dispersed SAN adhesive. Panels pressed with pure and nanosil dispersed PMMA adhesive.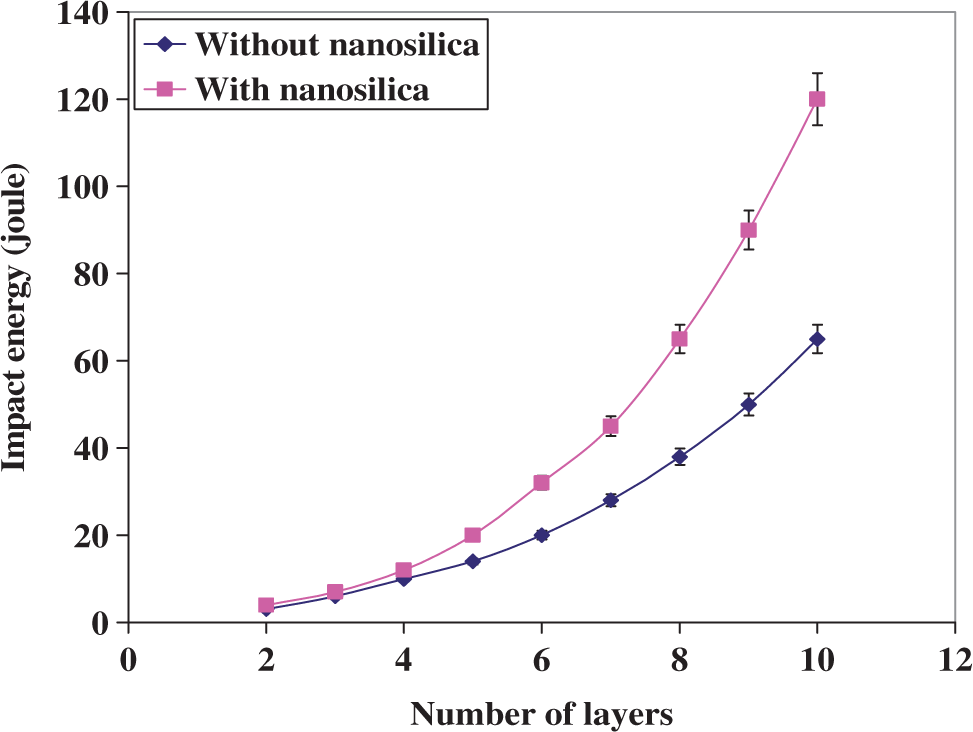
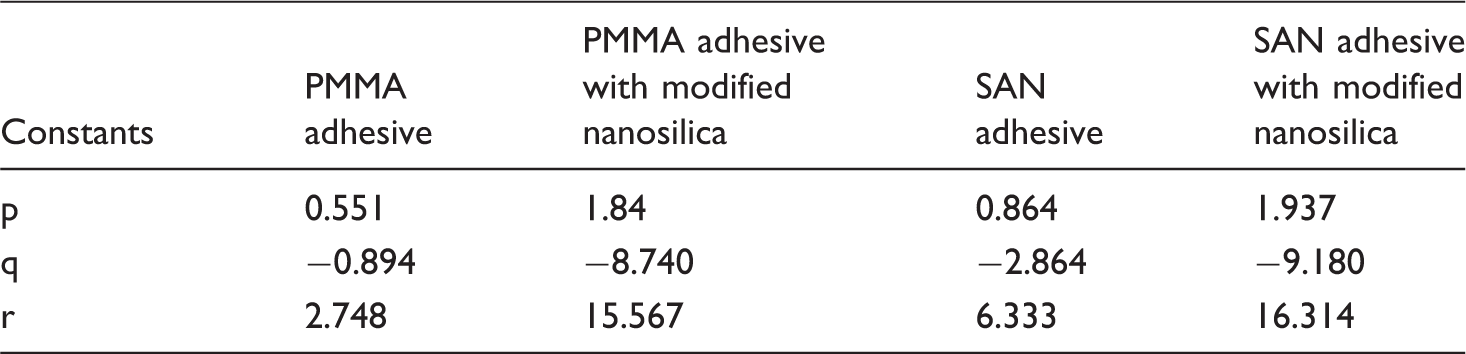
As observed earlier,16,17 the curve fitting in the present study (Figures 10 and 11) also leads to a model (quadratic) equation which is closely valid for the whole range of measurement. It is given in the following form:
Model plot for panels bonded by pure and nanosil dispersed PMM adhesive. Model plot for panels bonded by pure and nanosil dispersed SAN adhesive.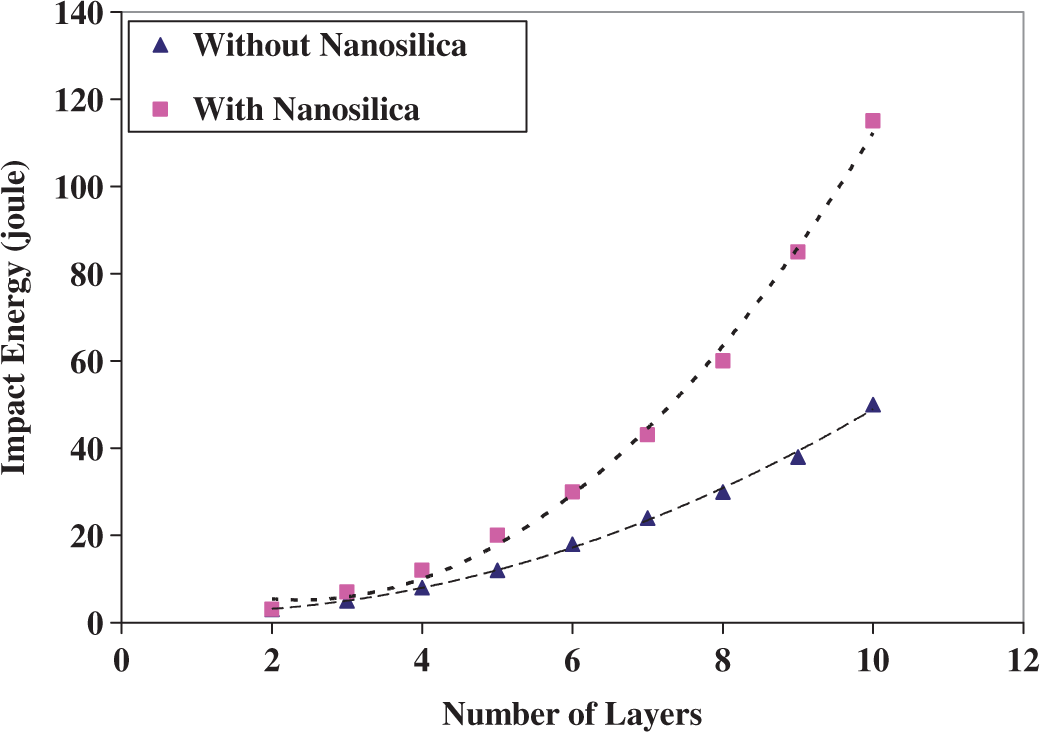

Value of constants used in the modeled equation for different types of adhesive.
Impact endurance evaluation
As these nanocomposite panels are transparent and exhibited fairly good resistance against impact, the ten layered panels were tested against projectiles from 32 caliber civilian (9 g, lead pellets) revolver and carbine rifle. The tests appeared hopefully safe in the case of panels bonded by nanosil dispersed SAN adhesives. An important reason for this success seemed to be the collapse of lead pellets at the impact site. This is shown in Figure 12. However, the present observation places these composite panels in the category of most sought after transparent armor materials.
Severely deformed near circular impact site and shattered lead pellet at the top right.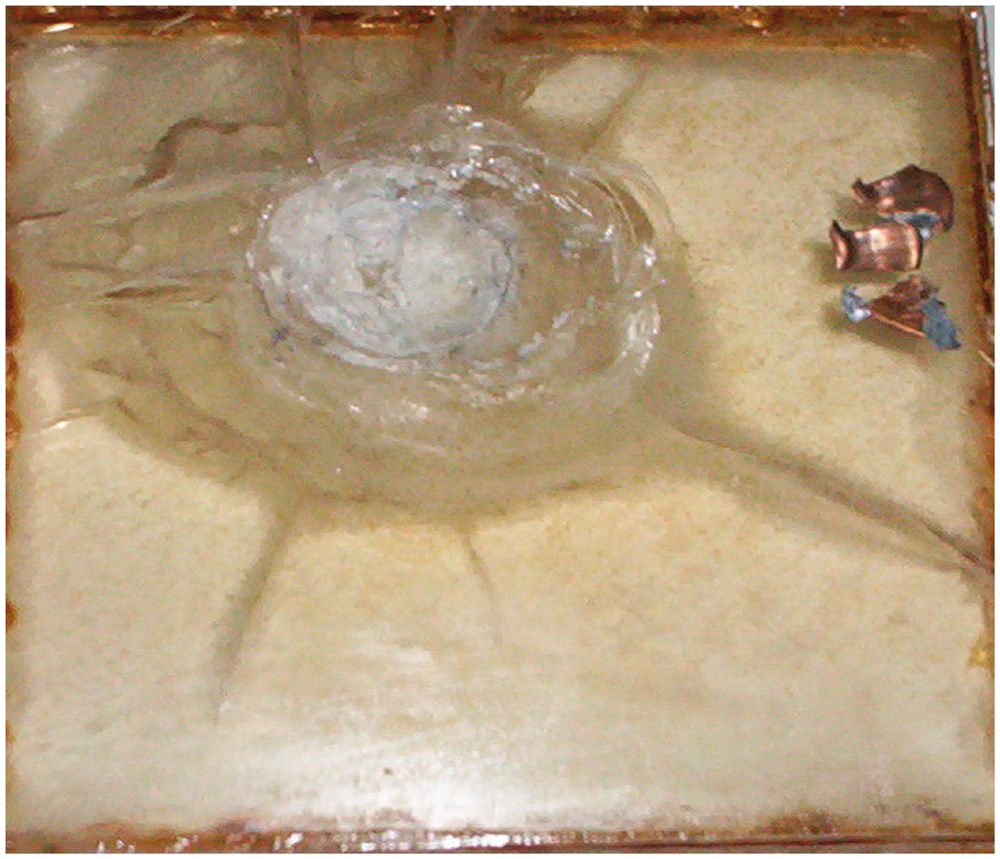
In Figure 5(a), the stress–strain curve for composite shows that nanosil dispersed adhesive offers 8% better tensile strength than pure polymeric adhesive. Out of four sets of panels, the nanosil dispersed SAN adhesive binder provided the highest impact resistance. The origin of strengthening mechanism due to nano particulate/interface and its analytical behavior represented by quadratic polynomial has been explained in our earlier work. 18 When the interface is free, impact propagates and the break opens cracks through the free surface whenever local impact-generated stress crosses the yield stress. The resistance to impact is therefore quite small. When several sheets are bonded by polymeric or particulate dispersed polymeric adhesive, the interfaces are no longer free. Now at each interface (i) stress propagation scatters away from purely forward mode to partially transverse (lateral) mode, and (ii) impact energy is absorbed at each nanoparticulate. Thus at each layer bonded interface offers increasing resistance to impact. Harder nanosil (SiO2) reinforced interface, therefore, offers resistance to impact failure by introducing continuous changes in direction and magnitude of impact propagation. Itspresence also reduces chances of stress concentration at the crack tip. This is more so because silica nanoparticles are hardest (next to alumina), amorphous and devoid of sharp corners.
Conclusion
Nanosil reinforced transparent multilayer panels with adequate optical transparency have been assembled and investigated for impact resistance. Panel thickness and impact energy which is just sufficient to avert damage bear the same quadratic relation as observed with nano alumina reinforced PMMA panels. Ceramic nanoparticulate reinforced polymeric adhesives as binder between sheets exhibited significantly superior impact resistance in comparison with pure polymeric adhesives. PMMA matrix exhibited glassy brittle fracture at low impact and highly localized severe damage at high impact. Nanosil reinforced SAN binder produces panels of highest impact resistance. These panels possess great potential in applications related to visor windows in banks, automobiles, and personal armor against low impact projectiles.
Footnotes
Acknowledgments
This work was funded partially by All India Council of Technical Education and partially by University Grant Commission of India through their emeritus fellowship program.