
Abstract
The wood plastic composites (WPCs) are made using matrices of recycled polypropylene with sawdust (pine wood flour) as filler. Corresponding WPCs are also made using virgin plastics (vPP, virgin polypropylene) for comparison with the recycled plastic-based composites. All varieties of these WPCs are made through melt compounding and injection molding with varying formulations based on the plastic type (PP, polypropylene), plastic form (recycled and virgin), wood flour content, and addition of maleated polypropylene-coupling agent. The melt flow index and mechanical properties of WPCs are investigated. The results clearly show that recycled PP (rPP) can be successfully used to produce stable and strong WPCs. Properties and performances of WPC made of rPP are comparable to WPC made of wood and vPP. Therefore, WPCs based on both rPP and vPP matrices have potential to be used as construction materials with wood flour.
Introduction
Composite is a material formed with two or more components, combined as a macroscopic structural unit with one component as continuous matrix, and other as fillers or reinforcements. Normally, the matrix is the material that holds the reinforcements together and has lower strength than the reinforcements. In the plastic-based composites, the polymers, either thermoplastics, act as a matrix and flour of wood or other natural flour are reinforcement. 1 The reinforcing flour is the main load-carrying component in the composites. The performance of wood plastic composite (WPC) made using either recycled polypropylene (rPP) or virgin polypropylene (vPP) together with wood sawdust (Pine flour) is evaluated and compared in terms of melt flow index (MFI), tensile, and flexural properties. It is found that composites made from rPP through injection molding exhibited excellent dimensional stability, which is comparable to those made from vPP. The tensile and flexural properties of the rPP-based composites are also equivalent to those based on vPP. Effects of maleated polypropylene (MAPP) as a coupling agent are also investigated in the rPP-based composites. Incorporation of 3–5 wt% MAPP significantly improved the tensile and flexural strengths of the rPP-based composites at all wood flour contents. MAPP-modified composites confirmed the improved interfacial adhesion due to enhanced flour dispersion and stability resulting from the chemical reaction between maleic anhydride in the MAPP and the hydroxyl groups of wood flour.
Materials
Wood filler
Pine wood flour is used as a reinforcing material in this study which is collected from the local saw mill, Kanpur. The estimated properties of pine wood flour are not investigated. It is supposed to be the main load-carrying component in view of polypropylene (PP) properties. The flour is used to make the particulate composite. Chemical composition of pine flour is ‘cellulose 40%, hemi-cellulose and other compounds 31%, lignin 27%, extractives 2%, and ash 0.2%.’ The fresh sawdust of pine wood received is dried at 103°C for 24 h to a moisture content of about 2–3% and then ground to finer flour using a sieve analysis. On the basis of sieve analysis, it is found that most of the wood particles were in the 35–45 mesh sizes with corresponding particle diameter ranging between 0.2 and 0.5 mm (200 µm < D < 500 µm).
Thermoplastic polymer
Both virgin and recycled post-consumer thermoplastics of PP are used as matrix in this study. It is a homopolymer and it is fully recyclable and reusable. The grade is H10 MA. After arriving at the laboratory, the plastic granules are dried at 65°C for 12 h before mixing and compounding with wood flour in a twin-screw extruder (Figure 1).
Conical twin-screw extruder.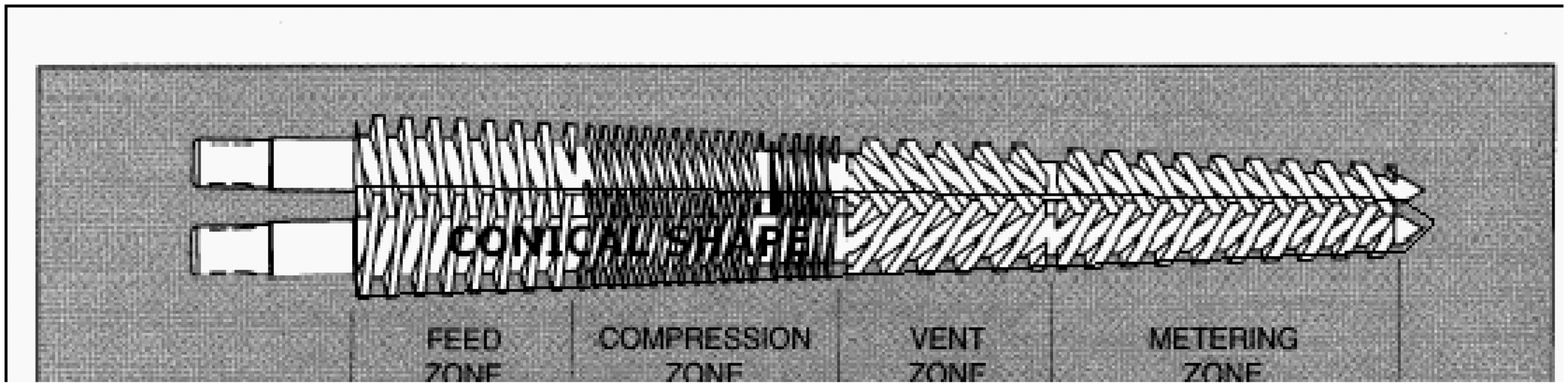
Coupling agent
The coupling agent used is MAPP. 3
Composite preparation
Matrix material – PP and reinforcing material – pine wood flour are combined to form composite material. Particles of pine wood flour are used. Amounts of these are added on wt% basis into twin extruder for mixing. Volumes of these cannot be obtained on a single scale (on same condition).
Mixing and compounding
The wood flour is compounded, respectively, with the recycled and the virgin plastic granules (PP) in the co-rotating twin-screw extruder. 2 Operating condition, speed of the screw is 80 rpm, cycle time 3 min, temperature range 186–190°C. Thermal degradation temperature of wood flour is 200°C. There is no mass loss at 190°C processing temperature.
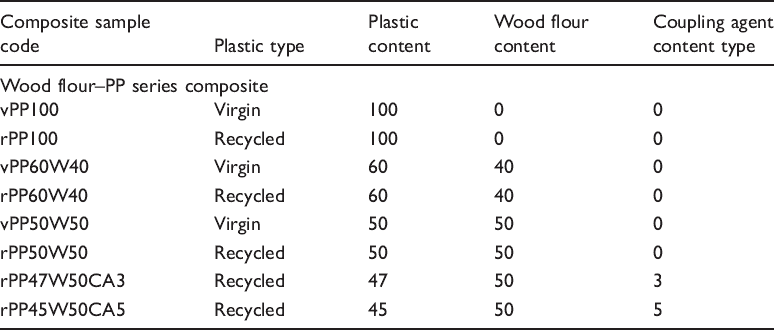
The wood flour and the plastic are fed through feeders at the extruder. The plastic pellets are first fed from the main feeding hopper at the end of the extruder, and then the wood flour is fed through a feeder. The conical shape, screw-based design, and various stages of extruder prevent the agglomeration. The extruded strand coming out from the die head is then passed through a water bath and subsequently palletized. The composite formulations are designed as per the mass proportion in percentage. The plastic proportion was varied from 50 to 100 wt% while the wood flour varied from 0 to 50 wt% in the composites. In some formulations, coupling agent (MAPP) is added at the proportion of 3 or 5 wt%. In the text of this section and the following sections, v, r, W, and CA will be used to represent virgin, recycled, wood flour, and coupling agent and the composition is given by the percentage values (wt%) in the formulations. In the formulations where the MAPP is added, the plastic mass is reduced correspondingly thus, the total proportion of the plastics and the agent is either 50% (rPP47W50CA3 and rPP45W50CA5).
Injection molding of pellets
WPC formulations for PP series composites (percentage by weight).
Experiments
Tensile properties
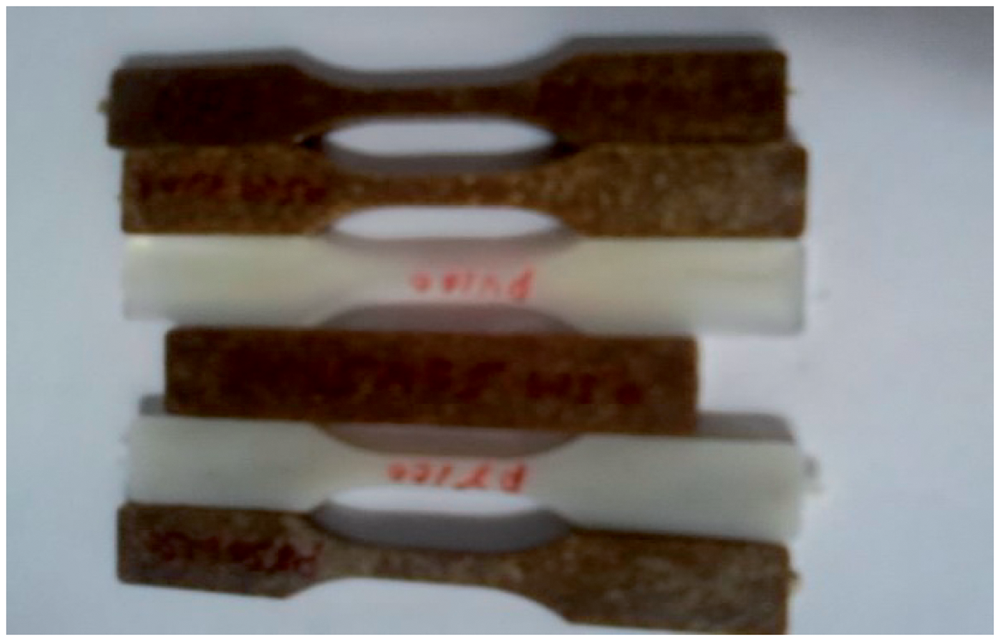
Tensile bar specimens with dimensions of 63.2 × 9.5 × 3.2 mm3 (thickness) are molded from the injection molding machine. The tensile tests were performed in accordance with American Society for Testing and Materials (ASTM)
5
using a standard material testing system with 5 kN load at a cross-head speed of 50 mm/min. Elongation (strain) of the specimen is measured over a 23-mm gage length using an extensometer. All measurements are performed at ambient conditions (23 ± 2°C and 50% RH, relative humidity), and five replicates are tested for each composite formulation (Figures 2 and 3).
Chips of WPC prepared. Specimen for tensile test.
Flexural properties
The flexural properties are measured in three-point bending tests using a standard material testing system with 2.5-kN load cell at a cross-head speed of 2.8 mm/min in accordance with ASTM. 6 The flexural test specimens are also cut from the composite panels with dimensions 50 × 10 × 4 mm3 (thickness). The bending measurements are also performed at the ambient conditions of 23 ± 2°C and 50 ± 5% RH. Five replicates of each composite formulation are tested.
MFI test
MFI is a measure of the ease of flow of the melt of a thermoplastic polymer. It is defined as the mass of polymer, in grams, flowing in 10 min through a capillary of a specific diameter and length by a pressure applied via prescribed alternative gravimetric weights for alternative prescribed temperatures. The method is described in the similar standard ASTM D1238. Melt flow rate is very commonly used for polyolefin and PP at 230°C, 2.16 kg.
Results and discussion
MFI test
Result for the MFI.

The result clearly shows that the MFI of vPP is higher than rPP, so it means that the vPP has less viscosity or in other words, it is a less viscous material compared to the rPP material. It is also shows that rPP has a higher molecular weight compared to vPP.
Tensile properties
Tensile properties of the wood flour–PP composites.
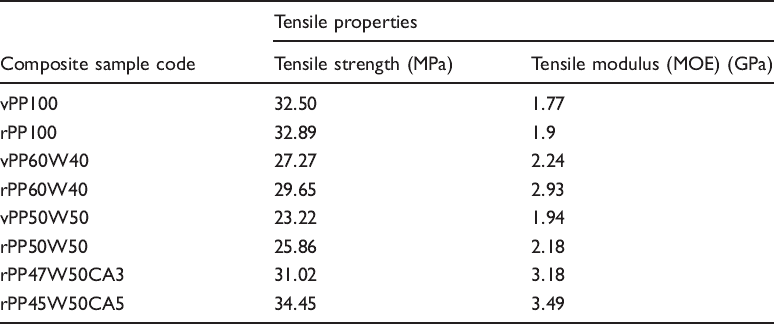
The tensile property variation of composites based on recycled and vPPs can be explained differently. It is found that composites based on rPP exhibited higher tensile strength and modulus than those based on vPP for the same plastic-to-wood ratio This is probably due to the better fiber dispersion within the rPP matrix by the increased stability induced from the chemical impurities present. Although, rPP has lower MFI than that of vPP, the better wettability could be possible for rPP processing due to chemical impurities during processing. On the other hand, MAPP-coupled composites showed the highest tensile strength and stiffness for all the composites tested. The observed increase in the tensile strength and stiffness is attributed to the improved interfacial bonding between the wood flour and the PP matrix as well as the modification of individual components (Figure 4). The improvements with the coupling agent are believed to be due to the formation of ester bonds between the anhydride carbonyl groups of MAPP and hydroxyl groups of the wood fibers. Upon esterification, the exposed polyolefin chains diffused into the PP matrix phase and entangled with PP chains during hot pressing. These changes created chemical bonds at the interface between the wood flour and the PP matrix and thereby improved the compatibility between the wood flour and PP matrix, which in turn, enhanced the mechanical properties.
Tensile test chart.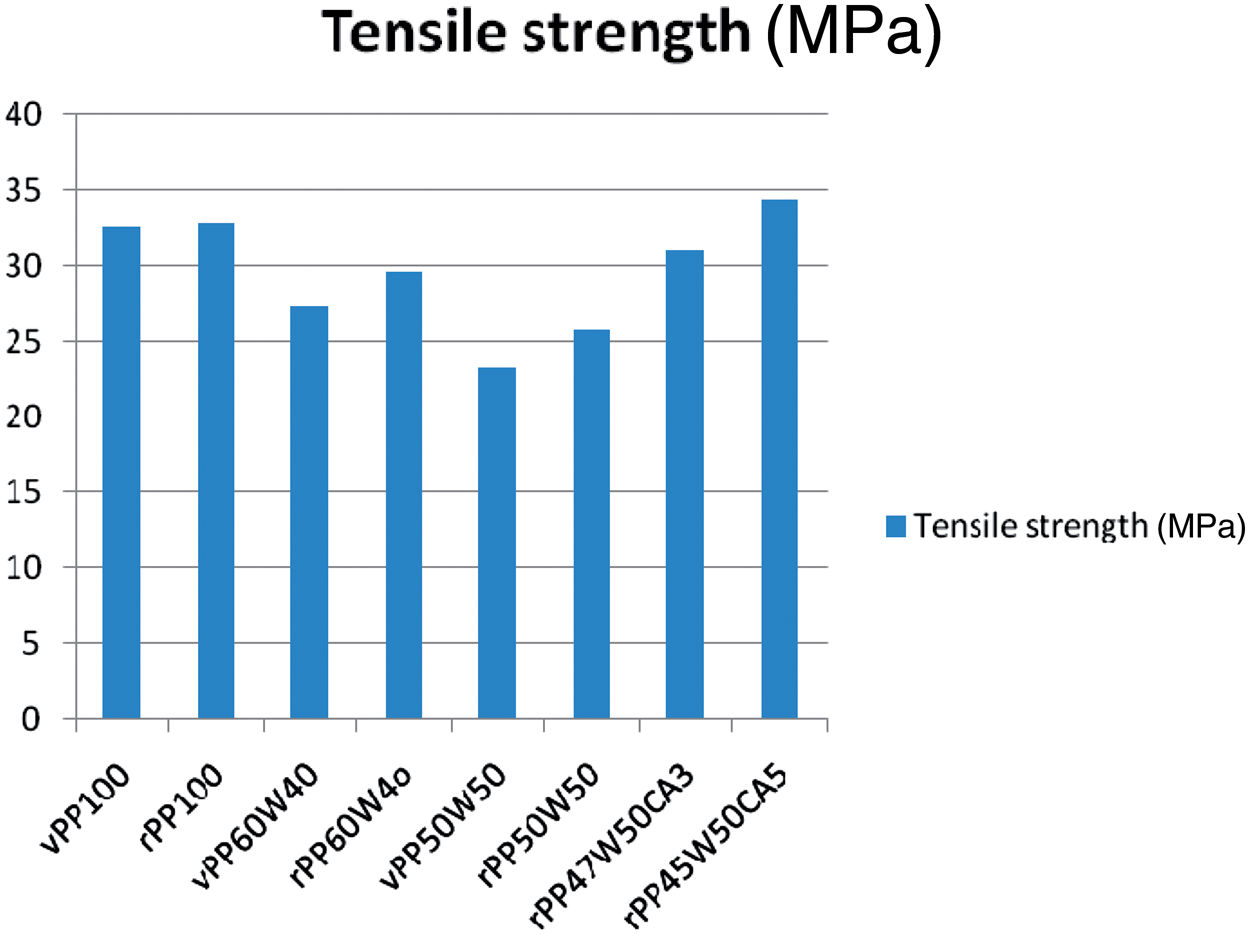
Flexural properties
Flexural properties of the wood–PP base composite.
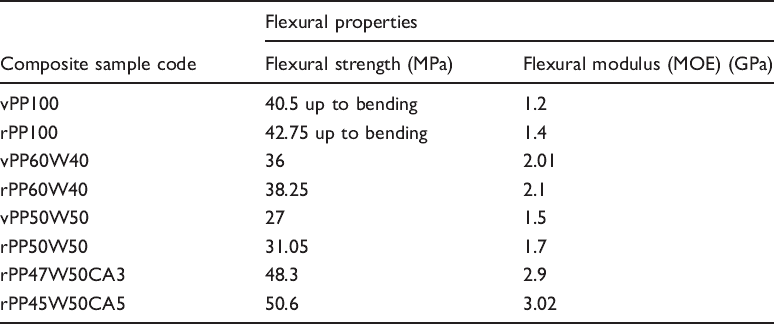
The flexural MOR and MOE of the composites made from the rPP are slightly higher than those of vPP-based composites at the same plastic-to-wood ratio. The MOE value of rPP-based composites is higher as compared to that made from vPP. It is observed that for the non-coupled composite formulations, incorporation of wood flour into the PP matrix did affect the MOE more as compared to coupled composite. The yield strength of composites followed the similar trend as that of flexural MOR for all composite formulations.
The addition of wood flour in the composites increased the stiffness and brittleness, however, reduced the elongation at break. Nevertheless, coupling agent (MAPP) improved interfacial bonding between wood filler and polymer matrix and improved the flexural strength. However, during loading, fractures occurred at the filler locations, and these fracture locations are more brittle than other parts of the matrix. Hence, these composites showed little change in the specimen appearance in the initial stage of loading until the maximum load is reached when the specimen failed suddenly with extensive breakage at the interface between the wood flour and the matrix. The elongation at break of the wood flour–PP composites is much lower than that of entirely PP panel. This decrease is probably due to the higher degree of brittleness introduced by the incorporation of wood flours into the PP matrix. As in the case of modulus, improvement in the adhesion between flours and PP did not enhance elongation at break. From the experimental results presented, it is found that effect of wood is notable in material properties of the composites. Wood is a lignocellulosic material made up of three major constituents (cellulose: 42–44%, hemicelluloses: 27–28%, and lignin: 24–28%) with some minor constituents (extractives: 3–4%). The major portion of wood is crystalline cellulose. The aligned fibril structure of cellulose along with strong hydrogen bond has high stiffness; thus, addition of the wood flour can increase the stiffness of the polymer-based composites. Lignin as an amorphous polymer does not greatly contribute to the mechanical properties of wood flour but plays an important role in binding the cellulose fibrils that allows efficient stress transfer to the cellulose molecules. Hence, wood filler increased the stiffness of PP without excessively increasing the density. Furthermore, these composites have potential to take up water under humid conditions due to the presence of numerous hydroxyl groups available for interaction with water molecules via hydrogen bonding. The MAPP coupling improved the compatibility between the wood filler and PP through esterification and thus reduced the water absorption and improved the stability and mechanical properties (Figure 5).
Test chart for flexural test.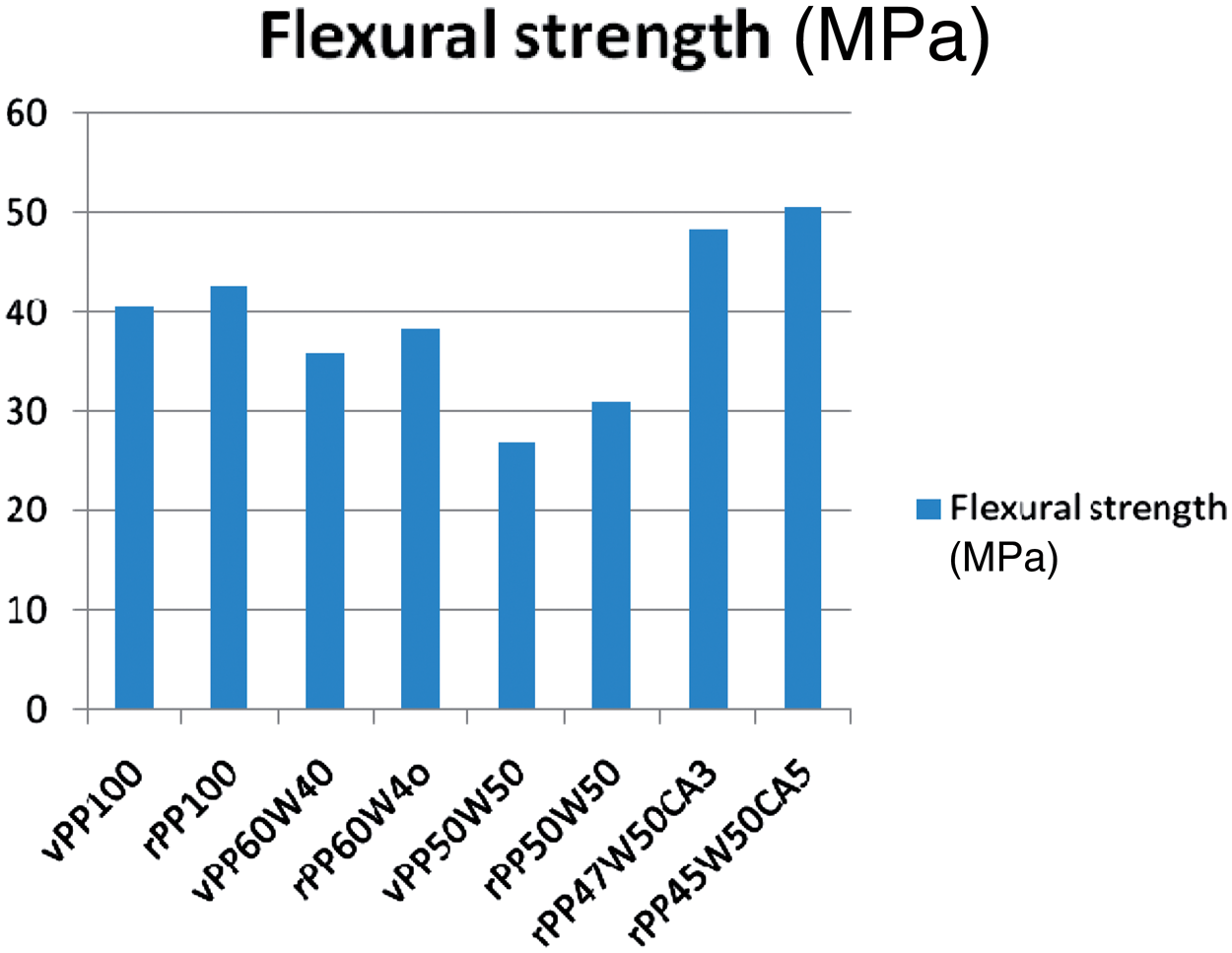
The tensile and flexural properties’ variation of composites based on recycled and vPPs can be explained differently. It is found that composites based on rPP exhibited higher tensile and flexural properties than those based on vPP for the same plastic-to-wood ratio This is probably due to the better fiber dispersion within the rPP matrix by the increased surface stability induced from the chemical impurities present. Although, rPP has lower MFI than that of vPP, the enhanced wettability may be due to chemical impurities present in the rPP. The MAPP-coupled composites showed the highest tensile and flexural properties for all the composites tested. The observed increase in tensile and flexural properties is attributed to the improved interfacial bonding between the wood flour and PP matrix as well as the modification of individual components. This is due to the anhydride moieties of functionalized polyolefin-coupling agents entered into esterification reaction with the surface hydroxyl groups of wood flour. Upon the esterification reaction, the polyolefin backbone chain of the coupling agent is exposed on the surface of wood flour. It is believed that these exposed polyolefin chains diffused into the PP matrix phase and entangled with PP molecules during processing creating a bridge at the interface between the wood flour and the PP matrix.
Conclusions
WPCs are made using rPP with wood flour (pine radiate) as filler. Mechanical properties and MFI of WPCs are evaluated. It is found that the MFI of vPP is higher than rPP. So, it evident that the vPP has less viscosity in comparison to the rPP material. It may be concluded that rPP has a higher molecular weight as compared to vPP. It is also observed that the different properties of the composites can be improved by addition of coupling agent (MAPP). The experimental results further showed that the mechanical properties of the rPP-based WPCs could be optimized with an appropriate combination of the (MAPP) coupling agent. Efforts have been made to reuse these waste plastics in order to reduce the environmental impact and consumption of the VPP. Consumption of plastic and wood can be reduced using recycled wood plastic. Recycled wood plastic is considered to be eco-friendly and green composite. Use of recycled wood plastic reduces municipal solid waste. Aim of recycling the waste plastic is to find suitable products with desired properties. The present investigation shows that the composite panels made from rPP exhibited excellent dimensional stability and mechanical properties as compared to those made from vPP. The ensile and flexural properties of the composites based on rPP are found to be equivalent or slight higher and followed the similar trend to those based on vPP. The investigation is advantageous with respect to tensile strength and flexural strength of the material for building applications.
Footnotes
Acknowledgments
The authors express their gratitude and sincerely thank Shri A.K. Pandey, Scientist, Polymer processing lab DMSRDE, Kanpur, for his valuable guidance and constant encouragement at various stages. They also sincerely and heartily thank Shri Praveen Verma, Scientist ‘E,’ Dy. Director, DMSRDE, Kanpur.