
Abstract
Ramie composites have been widely used in automobiles, daily necessities, aerospace, ships, cruise lines, etc., but their flame retardant properties are relatively poor, which is difficult to meet the flame retardant performance requirements of composites for rail transit. In order to improve the properties of ramie reinforced composites, flame retardant treatment is necessary. In this paper, phosphorus flame retardant phytic acid (PA) was used to modify ramie fabric, and then the composites were prepared. The flame retardancy and mechanical properties of ramie reinforced composites were investigated. It was found that the flame retardancy of ramie composites was improved after flame retardant modification with phytic acid, but the mechanical properties were decreased. In order to improve the mechanical properties of PA ramie composites, two kinds of layered PA ramie/glass fiber hybrid composites were prepared by replacing part of ramie with glass fiber. The results show that the addition of glass fiber can improve the mechanical properties and flame retardancy of composites.
Keywords
Introduction
Plant fiber has the advantages of renewable, degradable, lightweight, low price,1–3 and similar tensile stiffness to synthetic fiber.4,5 Compared with glass fiber and carbon fiber, plant fiber reinforced composites are green and environmentally friendly.6,7 Therefore, plant fiber instead of synthetic fiber to prepare composites has received wide attention from all walks of life. 8 Ramie is one of the most important natural fiber sources, known as the “king of natural fiber”, and its strength and modulus rank first among natural fibers.9,10 Therefore, ramie reinforced composites are widely used in various fields, such as rail transit. However, the flame retardant performance of ramie fiber reinforced composites is relatively poor, bringing significant risks to life and property safety, 11 which has caused constant thinking on the flame retardant and fireproof performance of vehicle materials from all walks of life.12,13 According to relevant standards, it is found that the limit oxygen index (LOI) requirement of fiber reinforced composites for rail transit parts is 35%.14,15 However, the flame-retardant property of ramie composites are relatively poor, which is difficult to meet the requirements of flame retardant properties of composites for rail transit, so it is necessary to conduct flame retardant treatment on ramie composites.
At present, common flame retardants include halogen flame retardants, phosphorus flame retardants, boron-containing compounds, antimony trioxide, aluminum hydroxide, magnesium hydroxide, etc.16–20 Among them, halogen flame retardants, phosphorus nitrogen flame retardants, and intumescent flame retardants are widely used. 21 However, halogen flame retardants will give off hydrogen halide gas with thick smoke under high temperatures and open fire, which will lead to asphyxia in human body. Phosphorus flame retardants have some defects, such as imperfect surface treatment technology, poor compatibility, poor thermal stability, significant smoke emission, and high volatility. Intumescent flame retardants are easy to absorb moisture and have poor compatibility. Synthetic flame retardants are expensive.
Compared with the above flame retardants, biomass flame retardants have the advantages of renewable, environmentally friendly, low price and vast source.22–24 Among them, Phytic acid (PA), a phosphorous flame retardant of biomass, is mainly stored in plant tissues with a phosphorus content of up to 28%, 25 which is widely used in the field of flame retardancy. Zhang et al. 26 prepared hemp fiber reinforced composites for automobile parts by modifying hemp fiber (HF-P) with phytic acid. The test results show that 3 wt% phytic acid endows the composites with good flame retardancy, and the addition of HF-P can better improve the bending strength of the composites. Wu et al. 27 selected taurine (TA) and phytic acid (PA) to prepare a bio-based flame retardant to improve the flame retardancy of PLA. The results showed that the mechanical properties and degradation properties of PLA were improved. Yang et al. 28 modified PLA composites with 5 wt% intumescent flame retardant hexa (4-amino phenoxy) cyclotriphosphazene phytic acid (HACP-PA). The results indicated that the total heat release rate (THR) and peak heat release rate (pHRR) of the composites decreased by 21.5% and 15.3%, respectively, and the total smoke production (TSP) decreased by 31.0%.
The research shows that the single use of flame retardant to improve the flame retardancy of the composites will also cause the decline of the mechanical properties of the composites.29,30 Hybrid modification is one of the effective ways to realize the high performance of ramie fiber reinforced composites, that is, to introduce glass fiber, aramid fiber and carbon fiber into pure ramie composites to improve the flame retardancy and mechanical properties of the composites.
In this paper, phytic acid (PA) was used as a flame retardant to modify ramie fabric to prepare composites. When the phytic acid content is 3 wt%, the PA ramie composites meet the flame retardant standard of fiber reinforced composites for rail transit. So as to further improve the mechanical properties of PA ramie composites, two kinds of ply structures of PA ramie/glass fiber composites were prepared with glass fiber instead of some ramie fibers. The effects of the ply structure and glass fiber content on the mechanical properties of PA ramie/glass fiber composites were studied. It was found that the addition of glass fiber could improve the flame retardancy of the composites, and the flame retardancy of the hybrid composites was better when the glass fiber was outside. This study improved the flame retardancy of ramie composites and expanded their practical application in the field of rail transit (Figure 1). Molding process flow chart ramie composites.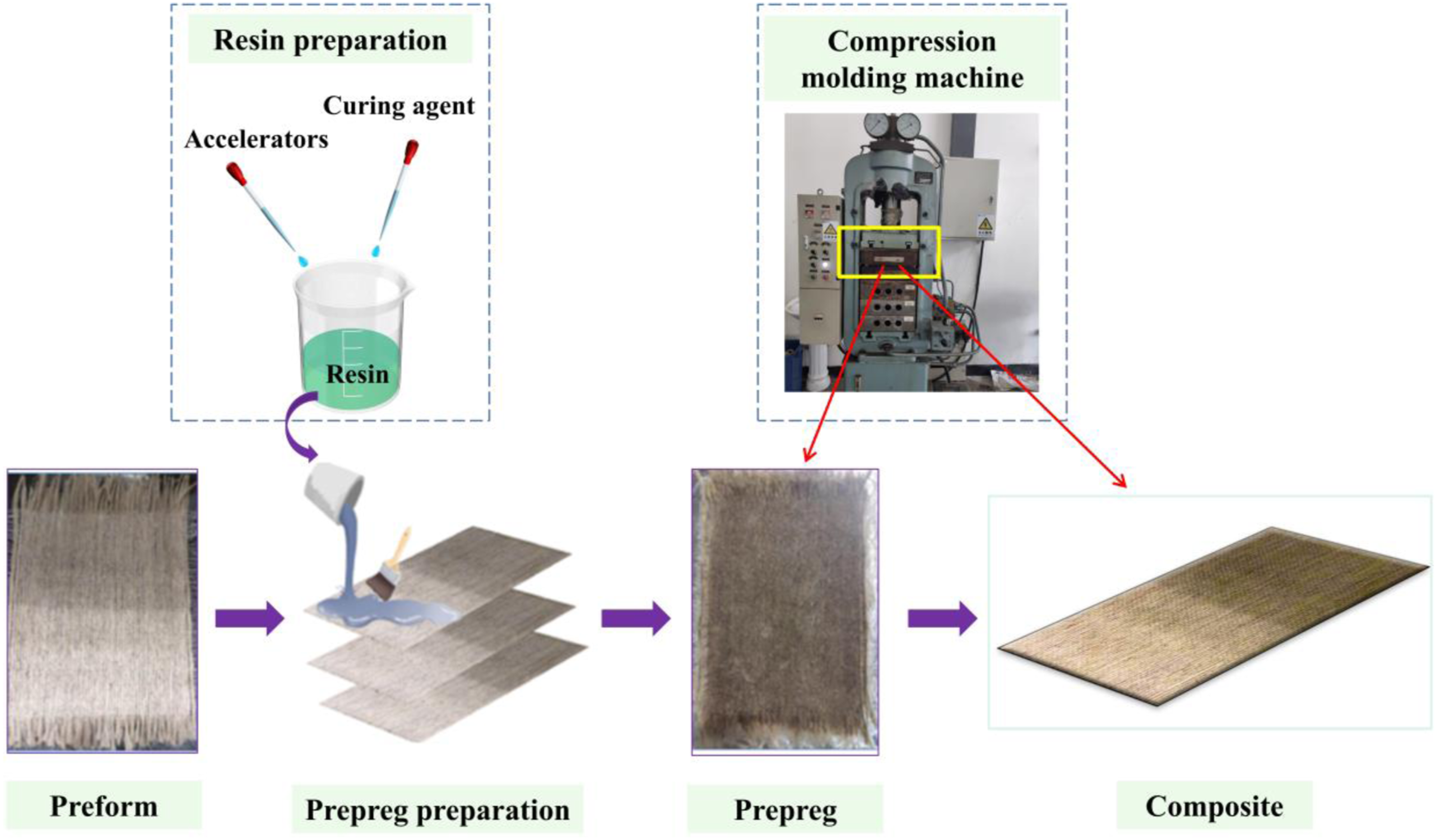
Materials and experiments
Experimental raw materials and reagents
Ramie plain cloth and ramie plain cloth 2 with a surface density of 190 g/m2 are produced by Hunan Huasheng Dongting Linen Industry Co., Ltd; Phytic acid of analytical reagent is manufactured by Tianjin Damao Chemical Reagent Factory; Sodium hydroxide of analytical reagent is produced by Tianjin Fengchuan Chemical Reagent Technology Co., Ltd; KH550 silane coupling agent of analytical reagent is produced by Dinghai Plastic Chemical Co., Ltd; HR-802D unsaturated polyester resin is produced by Changzhou Huarun Composites Co., Ltd; MEKP is produced by Changzhou China Resources Composites Co., Ltd; Deionized water is made in the laboratory; The glass plain cloth with a surface density of 200 g/m2 is produced by Kunshan Lvdun Chemical Co., Ltd.
Flame retardant treatment of ramie fabrics and preparation of composites
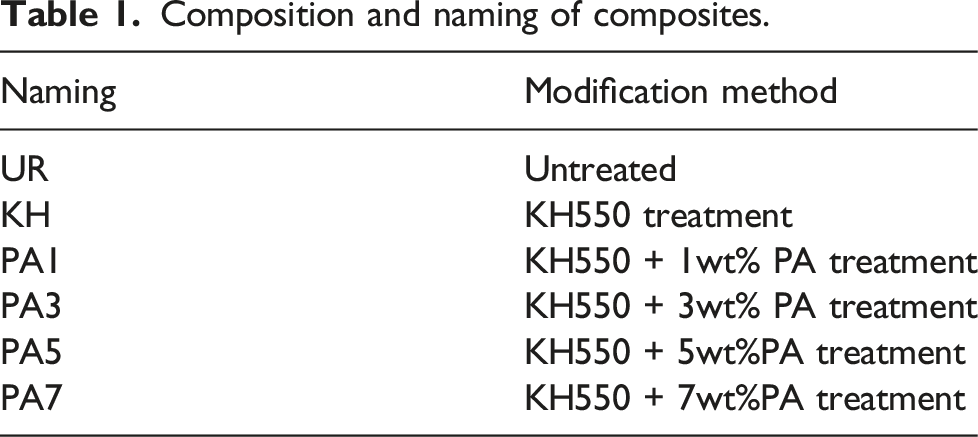
Composition and naming of composites.
Preparation of PA ramie/glass fiber hybrid composites
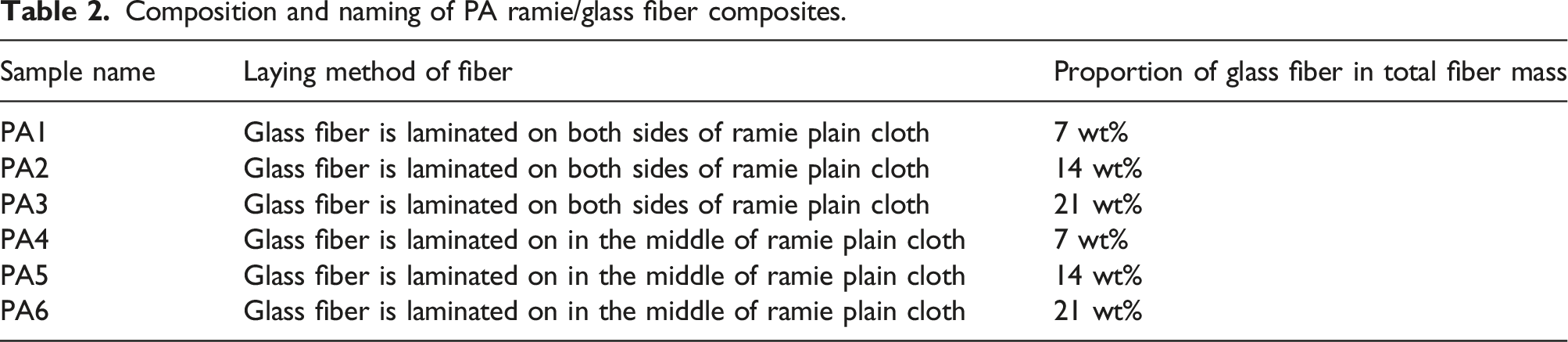
Composition and naming of PA ramie/glass fiber composites.
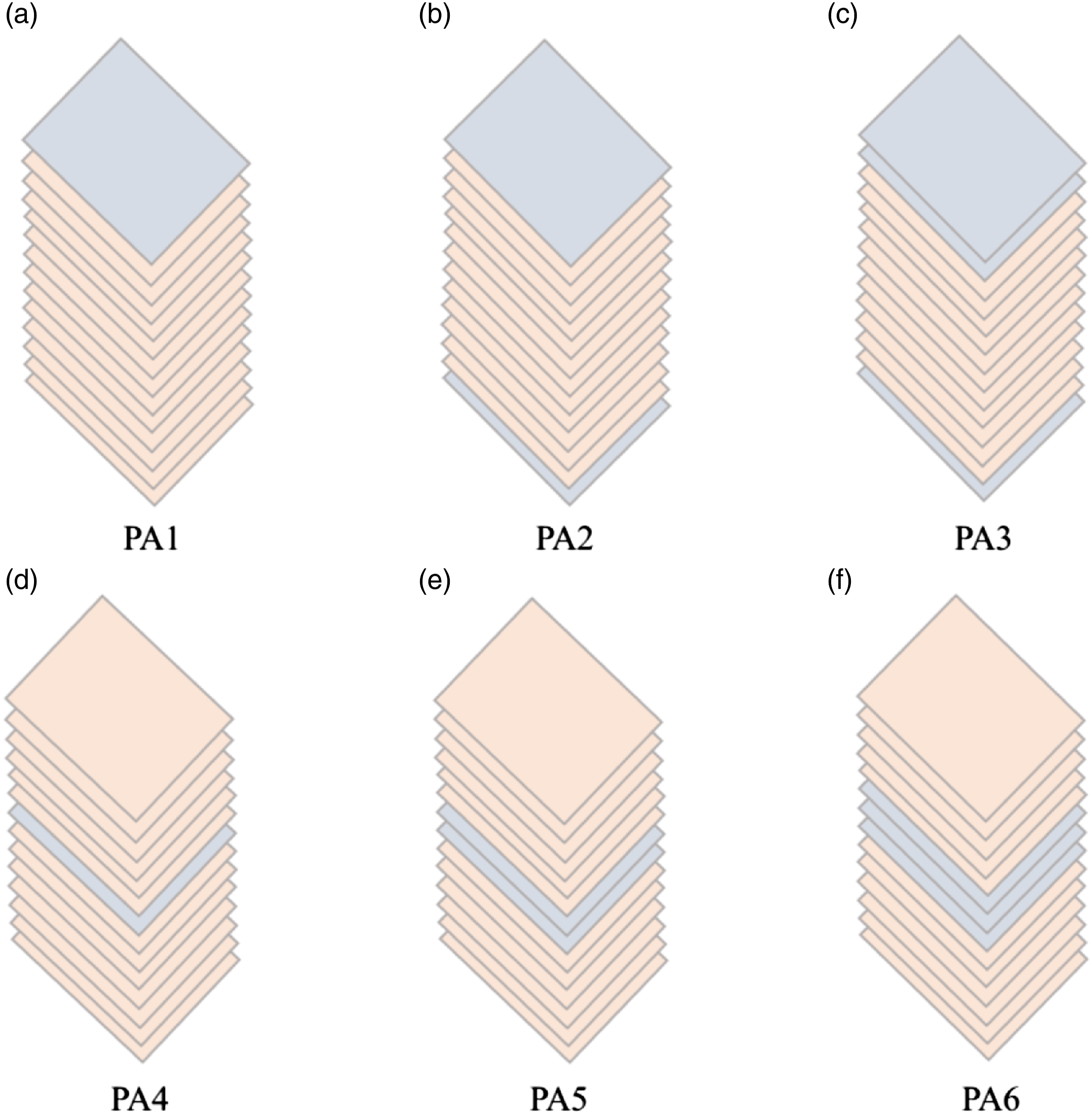
The layered distribution of PA ramie/glass fiber composites.
Property test and characterization of composites
Testing of tensile properties of composites
Refer to ASTM D638-2014 31 for tensile properties. Five samples were prepared for the tensile test. Instron 3369 universal strength machine was used for testing.
The sample size was 160 mm (length, L)×12.5 mm (wide, W)×3 mm (thickness, T), the stretching speed was 5 mm/min, and the measuring interval was 90 mm.
Flame retardancy test of composites
The limiting oxygen index refers to ASTM D2863 32 and is tested by HC-2C limiting oxygen index tester (ATLAS, USA). The sample size was 100 mm × 6 mm × 3.12 mm. Each group of samples should not be less than 5. Contacted the lowest end of the igniter flame with the upper surface of the specimen, and removed the ignition source immediately after the upper surface of the specimen was completely ignited. The minimum oxygen concentration of the test sample burning time was more than 3 min. The thermal stability of the composites was characterized by TG 209 F3 Tarsus thermogravimetric analyzer(NETZSCH, Germany). Vertical combustion of composites was tested according to DOT/FAA/AR-00/12 33 and UL-94 vertical combustion test standards. Used VFC-type vertical combustion tester (ATLAS, USA) to test the combustion performance of composites. The combustion time of the sample was 15 s. At the same time, recorded the droplet status, continuous combustion time, damage length, and other information on composites.
Results and discussion
Analysis of flame retardancy of PA ramie composites
Analysis of limiting oxygen index of PA ramie composites
Limiting oxygen Index of PA ramie composites.
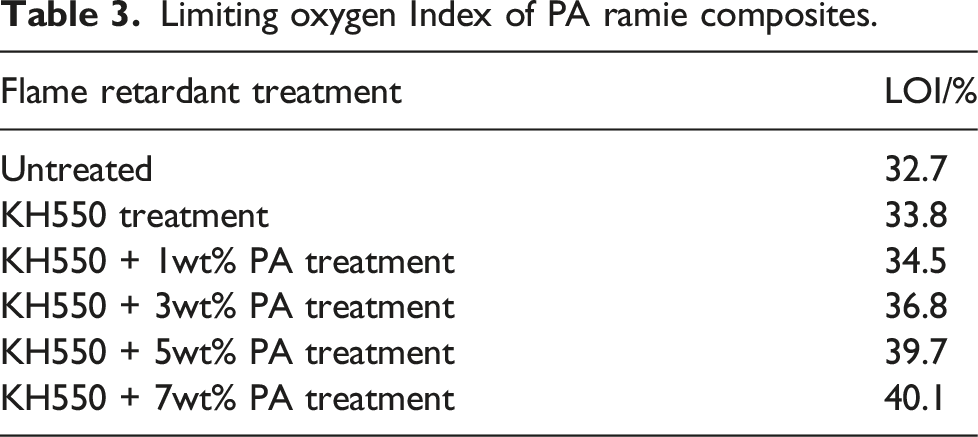
Figure 3 shows the surface morphology of PA ramie composites after burning. Figure 3 reveals that the carbon layer of untreated and KH550-modified ramie composites is loose and thin after burning, and the single fiber structure is clearly visible, which cannot effectively prevent the internal heat transfer of the composites, and the flame retardant effect is relatively poor. The flame retardant performance of KH550/PA modified ramie composites is better. With the increase of PA modification concentration, fibers and fibers bond with each other, forming a dense carbon layer with multiple surface swells, effectively reducing the gap holes in the composites after combustion, reducing the volatilization of combustible gas and isolating the external oxygen. This is because PA is a flame retardant with the high phosphorus content. Phosphoric acid generates metaphosphoric acid and polymetaphosphoric acid during heating. Because polymetaphosphoric acid has a high thermal decomposition temperature, it can generate an incombustible liquid film on the surface of ramie composites. On the one hand, it can reduce the escape of active radicals in the resin matrix; on the other hand, it can isolate external oxygen and play a flame retardant role. At the same time, phosphoric acid and polymetaphosphoric acid can catalyze the degradation of ramie fiber into carbon, reduce the release of combustibles, and help slow down the thermal decomposition of composites. Surface morphology of PA ramie composites after burning: (a)Untreated; (b)KH550 treatment; (c)KH550 + 1 wt% PA treatment; (d)KH550 + 3 wt% PA treatment; (e)KH550 + 5 wt% PA treatment; (f)KH550 + 7 wt% PA treatment.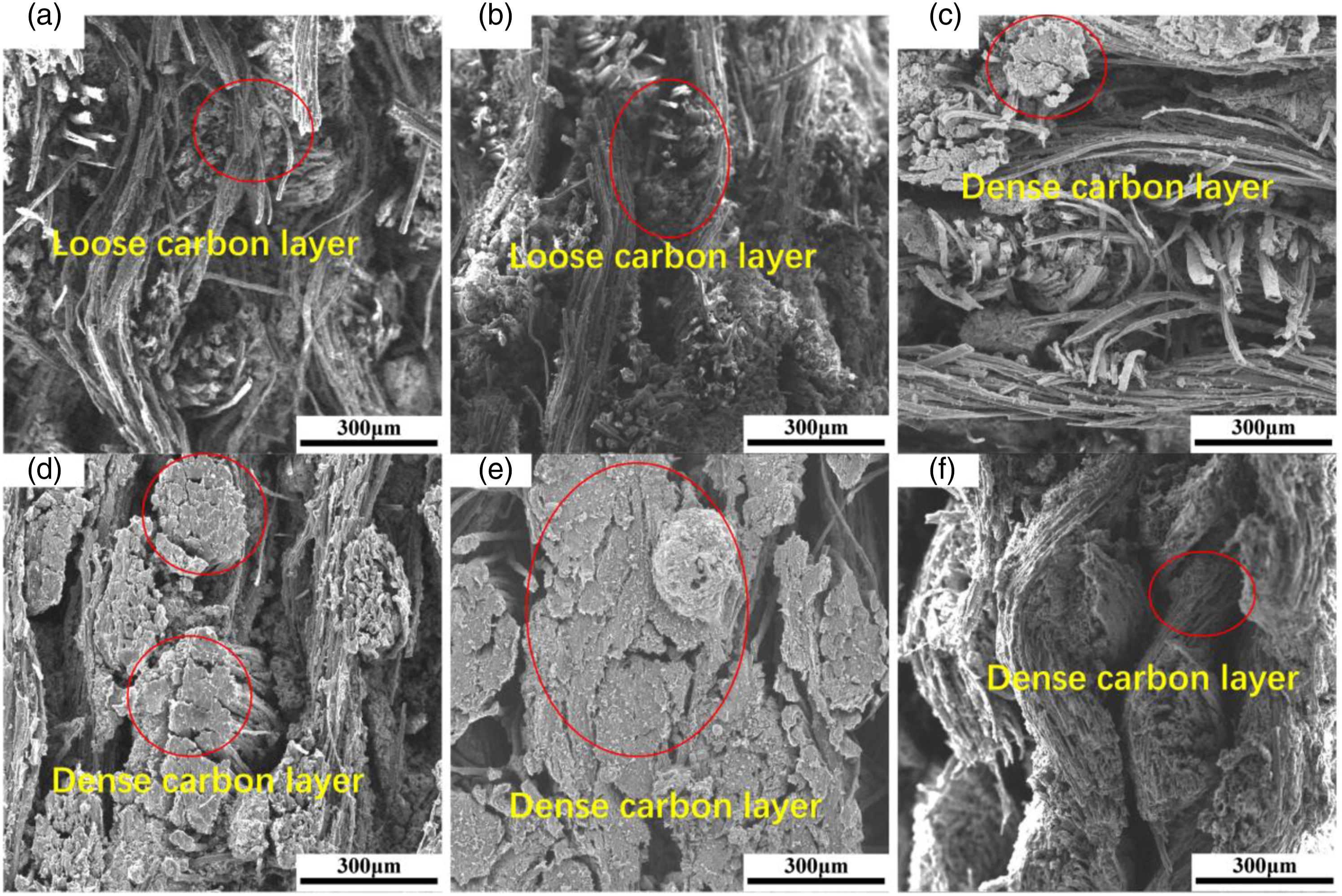
Thermal stability analysis of PA ramie composites
Figure 4 shows the thermogravimetric and differential thermogravimetric curves of PA ramie composites. Table 4 shows the specific data. Figure 4 illustrates that the initial thermal decomposition temperature of untreated and KH550-modified ramie composites is 250.39°C and 262.95°C, respectively, and the maximum temperature of thermal weight loss rate is 364.23°C and 363.54°C, respectively. It can be seen that coupling agent KH550 can improve the thermal stability of ramie composites, but the improvement effect is not obvious. However, the initial decomposition temperature of KH550/PA modified ramie composites increased to 313.75°C, and the temperature of the maximum thermogravimetric rate decreased to 332.80°C, while the carbon residue rate did not change significantly. The maximum thermal weight loss rate of KH550/PA modified ramie composites and ramie fabric has the same downward trend, because the thermal decomposition temperature of PA is lower at about 120°C, and the P = O bond is not as stable as the ordinary C–C bond, which can generate phosphoric acid group in advance to catalyze the pyrolysis of ramie fabric to form a stable carbon layer. At the same time, the phosphoric acid group can destroy the macromolecular chain structure of unsaturated polyester resin, and promote the dehydration between or within the resin molecules to form carbon. Thermal stability of ramie composites: (a) untreated; (b) KH550 treatment; (c) KH550 + 3 wt% PA treatment. Thermogravimetric data of PA ramie composites.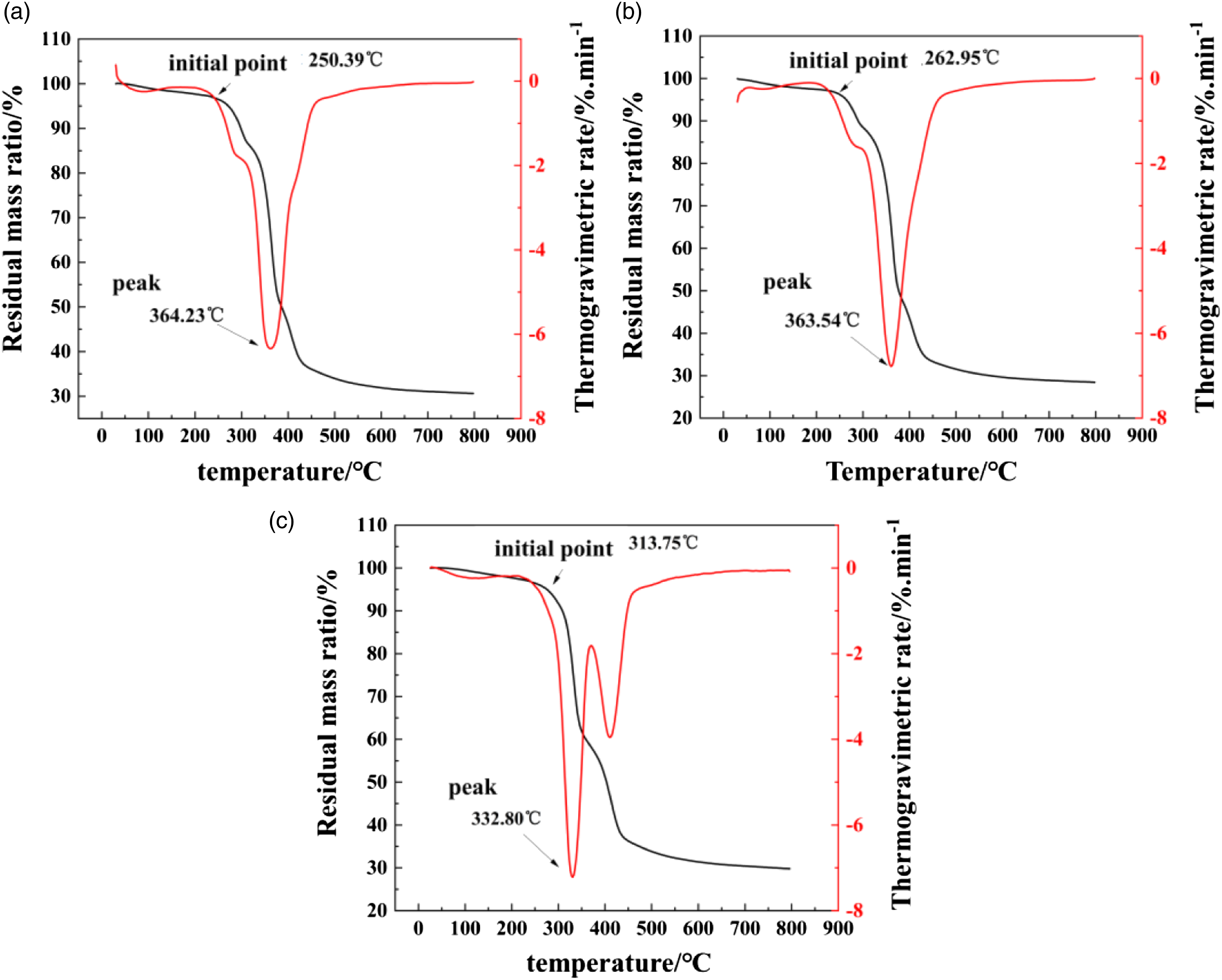

Analysis of mechanical properties of PA ramie composites
Figure 5 shows the tensile fracture morphology of KH550/PA modified ramie composites. It can be seen from Figure 5(b) that there are fewer gaps and holes at the composites cross-section treated by KH550. Figure 5(a), (c)–(f) reveal that the tensile area of the untreated and KH550/PA modified ramie composites are relatively rough, with obvious fiber pull-out fracture, and a large number of gaps and holes at the section, indicating that the continuity of the resin matrix has been damaged. Figure 5(c)–(f) shows that along with the increase of the modified concentration of PA, the fiber pull-out fracture is more serious, the gap and hole are increased, and the damage degree is continuously enhanced, which leads to the stress concentration of the sample in the tensile process and the strength is reduced. Tensile fracture morphology of PA ramie composites: (a)Untreated; (b)KH550 treatment; (c)KH550 + 1 wt% PA treatment; (d)KH550 + 3 wt% PA treatment; (e)KH550 + 5 wt% PA treatment; (f)KH550 + 7 wt% PA treatment.
Figure 6 shows the tensile properties of PA ramie composites. The tensile properties of KH550-modified ramie composites are higher than those of untreated ramie composites. It is due to the existence of a large number of noncellulose components such as pectin, pulp and water-soluble fabric on the surface of ramie fabric, which leads to the fact that ramie fiber is easy to hydrophilic, greatly reducing the infiltration and adhesion of the resin to ramie fiber, causing the increase of holes and defects in the composites, and reducing the tensile properties of the composites. The tensile strength and tensile modulus of KH550-modified ramie composites were increased by 10.96% and 30.18%, respectively. On the one hand, the reaction of KH550 with hydroxyl groups on the surface of ramie fiber led to a decrease in the number of hydroxyl groups, which was conducive to resin infiltration of fibers; On the other hand, the KH550 modification can bridge the fiber and resin matrix in the form of chemical bond or hydrogen bond, forming a cross-linked structure between them, so the interface performance of the composites becomes better, and the external tensile stress can effectively act on the ramie fiber, giving full play to the role of ramie fiber reinforcement.
35
Tensile properties of PA ramie composites.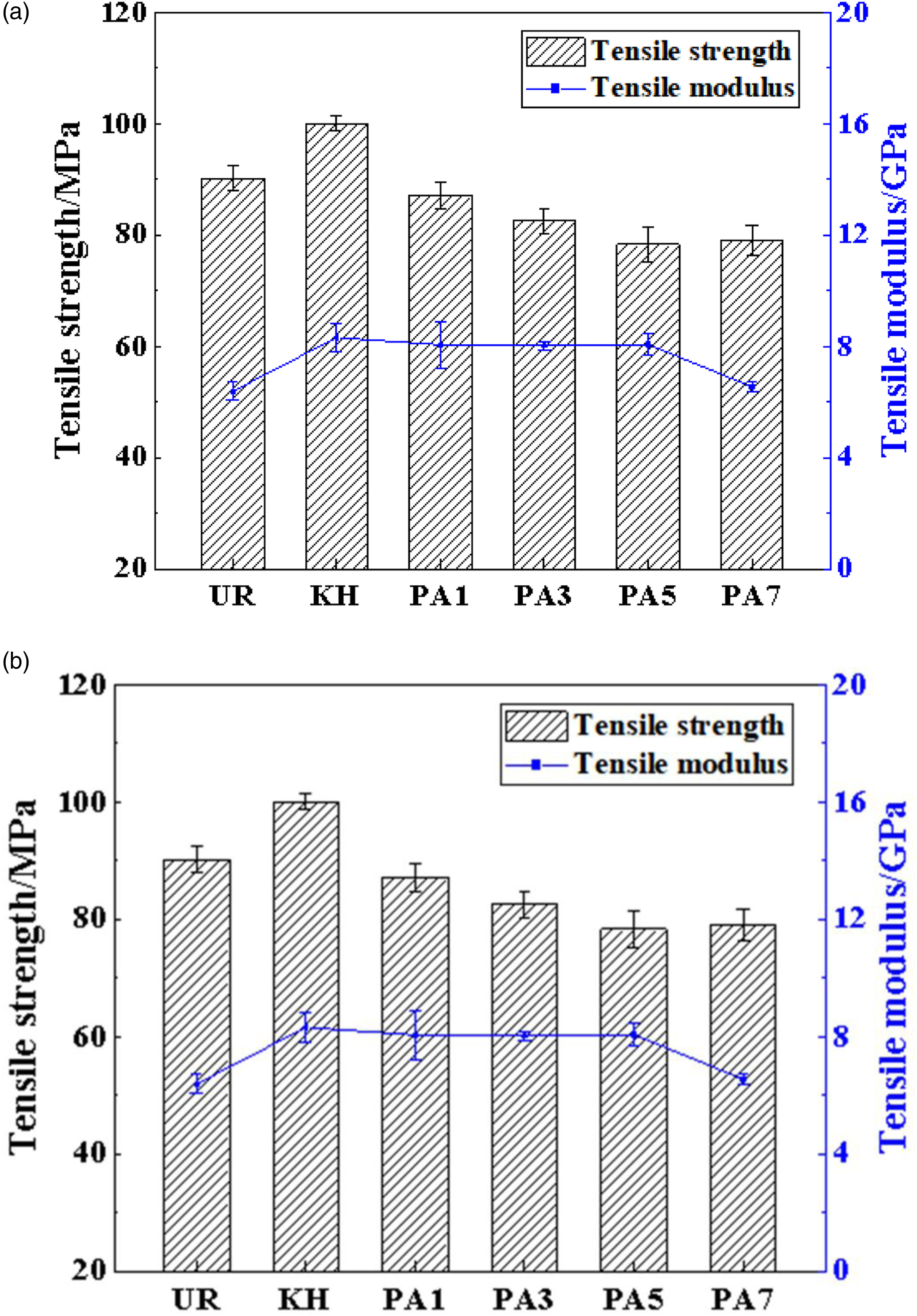
However, with the increase of PA concentration, the tensile properties of KH550/PA modified ramie composites decreased gradually. When the modified concentration of PA was 1 wt%, 3 wt%, 5 wt%, 7 wt%, the tensile strength of PA ramie composites was 87.05 MPa, 82.58 MPa, 78.30 MPa, 78.99 MPa, decreased by 13.00%, 17.48%, 21.76%, 21.07%, respectively, while the overall change trend of tensile modulus was slight. This is because the tensile properties of composites mainly depend on the reinforcement fibers and interface bonding properties. Flame retardant modification of PA will reduce the strength of ramie fabric, and then cause the decline of tensile properties of ramie composites. In addition, the addition of PA will destroy the chemical bond formed by KH550 between the fiber and resin, which will reduce the interface bonding performance of the composites, and cause the external load cannot be effectively transferred from the resin to the fiber.
Effect of hybrid structure on flame retardancy of composites
When the phytic acid content is 3%, the limiting oxygen index of PA ramie composites is up to 36.8%, and the flame retardancy of the composites is the best. The PA ramie composites meet the flame retardancy standard of fiber reinforced composites for rail transit, but their mechanical properties decline. Therefore, based on the flame retardant treatment of ramie fabric with 3% phytic acid, we further improve the mechanical properties of PA ramie composites through ramie/glass fiber hybrid modification and composites layer structure design.
Analysis of limiting oxygen index of hybrid composites
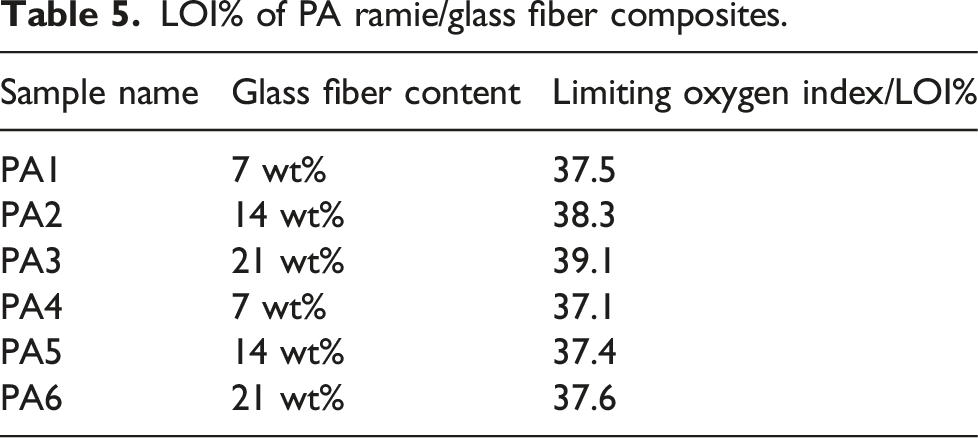
LOI% of PA ramie/glass fiber composites.
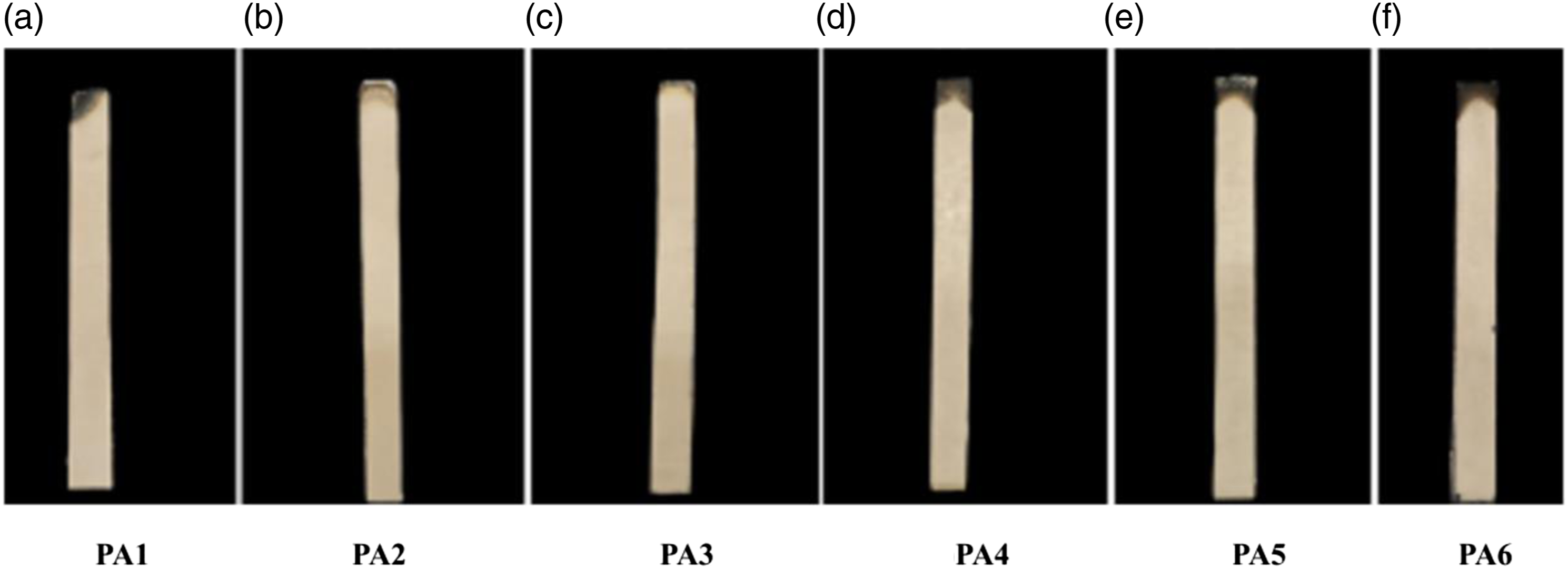
Physical diagram of limiting oxygen index test for composites with different glass fiber contents.
Analysis of vertical combustion performance of hybrid composites
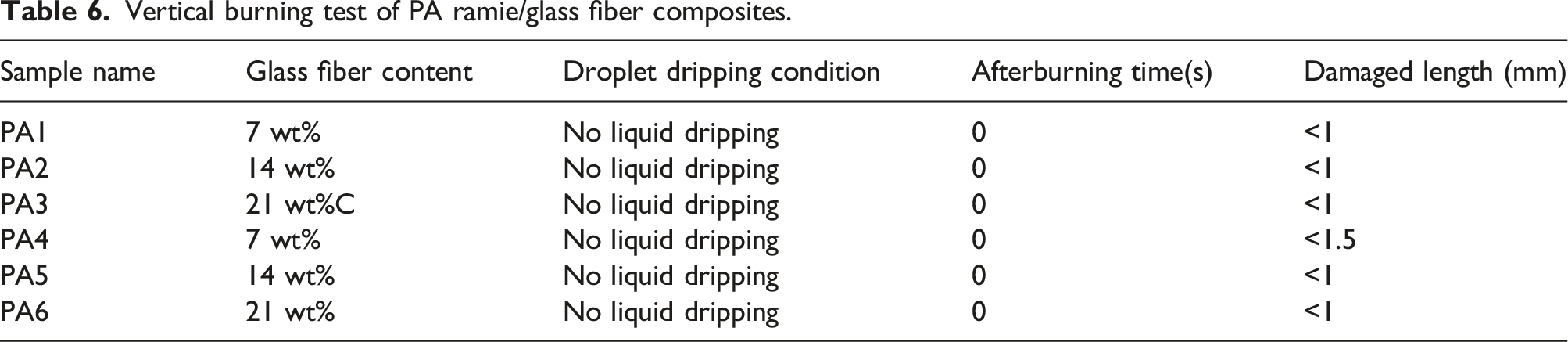
Vertical burning test of PA ramie/glass fiber composites.
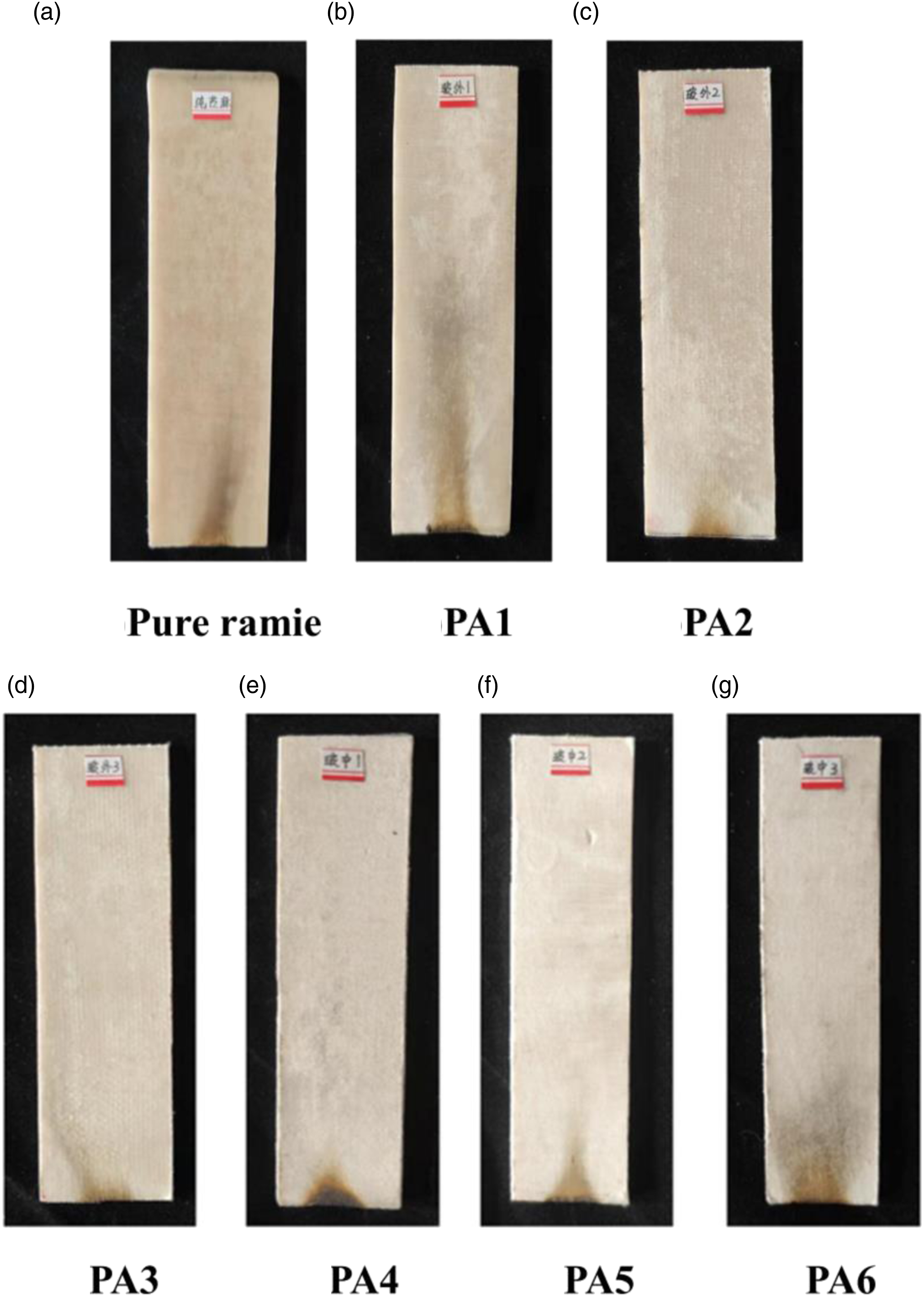
Picture of vertical combustion of PA ramie/glass fiber composites.
Effect of hybrid structure on mechanical properties of composites
Figure 9(a) shows the tensile strength of PA ramie/glass fiber composites. Figure 9(a) shows that compared with pure ramie composites, when the glass fiber content in hybrid composites is 7 wt%, the tensile strength is not significantly improved. The tensile strength of samples PA5 and PA2 are 100.99 MPa and 102.21 MPa, respectively, which are increased by 22.29% and 23.77%, respectively. The tensile strength of samples PA6 and PA3 are 102.27 MPa and 109.33 MPa, respectively, which are increased by 23.84% and 32.39%, respectively. The tensile strength of samples PA1 and PA4 are not obvious, because the positive effect of glass fiber strength is less than the negative effect of interface delamination. The tensile strength of the glass fiber is laminated on in the middle of ramie plain cloth is relatively low, because the strength of the ramie fiber in the surface layer is low, and it cannot bear too much tensile stress, so the tensile sample starts to damage from the surface layer and then expands to the middle layer. At the same time, the interface bonding ability between the ramie fiber and the resin is worse than that of the glass fiber, which leads to the poor bearing capacity of the composites when the glass fiber is laminated on in the middle. The tensile strength of the composites is higher when the glass fiber is laminated on both sides of ramie plain cloth. On the one hand, the glass fiber itself bears the primary tensile stress; On the other hand, the elongation at the break of glass fiber is relatively low. The ramie fiber with high elongation at the break of a core layer can prevent the transverse transmission of the surface crack of glass fiber. In turn, the overall fracture of the material is delayed. So the tensile strength of the composites is relatively good. (a) Tensile strength of composites with different glass fiber contents; (b) Tensile modulus of composites with different glass fiber content.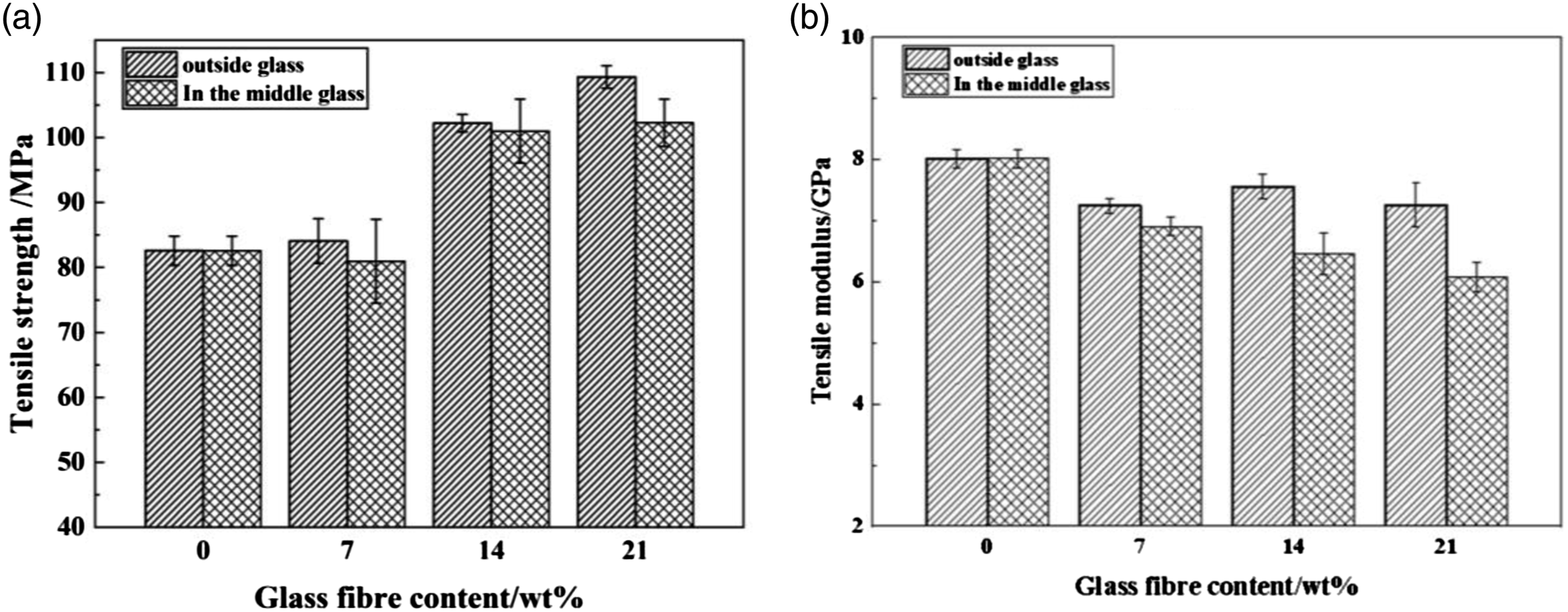
Figure 9(b) is the tensile modulus of PA ramie/glass fiber composites. As seen in Figure 9(b), with the increase of glass fiber content, the modulus of the composites shows a slight downward trend. When the glass fiber is laminated on both sides of ramie plain cloth, the tensile modulus is higher and the overall variation is small. When the glass fiber is laminated on in the middle of ramie plain cloth, the modulus reduction of the composites is relatively large. It can be seen that the proportion of hybrid fibers and the ply structure have a great influence on the tensile modulus of composites. When the glass fiber is laminated on both sides of ramie plain cloth, because the modulus of the glass fiber is higher than that of the ramie fiber, the glass fiber can better exert the bearing capacity of the fiber to resist external deformation when subjected to external tensile load. When the glass fiber is laminated on in the middle of ramie plain cloth, the modulus reduction of the composites is due to the delamination phenomenon when the glass fiber is mixed with the ramie fiber. Moreover, the interfacial bonding ability of ramie fiber and resin is worse than that of glass fiber, which leads to defects at the interface of composites and easy to form stress concentration. The specimen will fail in advance when subjected to an external tensile load.
Figure 10 shows the tensile fracture morphology of PA ramie/glass fiber composites. Figure 10(a) shows that the cross-section of the PA ramie composites sample is relatively flat and brittle fracture. Figure 10(b)–(g) reveal that the fiber pumping of PA ramie/glass fiber composites is serious. It can be seen from Figure 10(b)–(d) that when the glass fiber is laminated on in the middle of ramie plain cloth, with the increase of glass fiber content, the transverse splitting and delamination between ramie fiber and glass fiber become more and more obvious. It shows that the addition of glass fiber does have a negative effect on the interfacial properties between ramie fiber and resin. This may be the main reason for the decrease in the tensile modulus of the composites. The tensile strength is improved because of the high strength of glass fiber. Figure 10(d)–(g) shows that when the glass fiber is laminated on both sides of ramie plain cloth, the pull-out fracture of the outer glass fiber layer and the brittle fracture of the core ramie fiber can be clearly observed. Due to the low elongation at the break of glass fiber, ramie fiber with high elongation at the break of core layer can delay the overall fracture of the sample when the composites fail. Therefore, when the glass fiber is laminated on both sides of ramie plain cloth, the tensile property is relatively good. Tensile fracture morphology of composites with different glass fiber contents.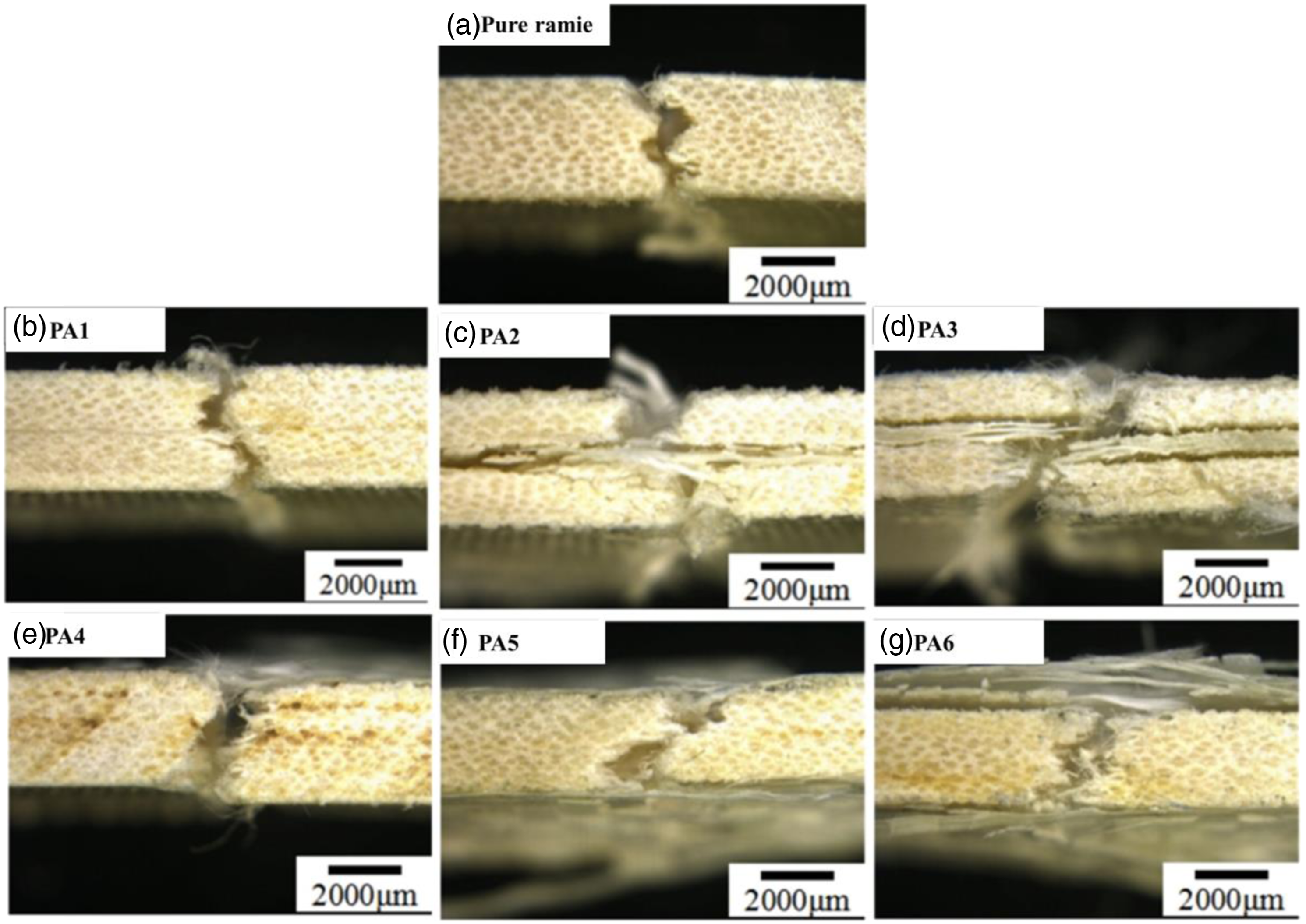
Conclusion
In this paper, the naturally friendly phosphorus flame retardant phytic acid (PA) was used to modify the flame retardancy of ramie fabric, thereby improving the flame retardancy of ramie composites. The PA ramie/glass fiber hybrid composites were prepared by partially replacing ramie fiber with glass fiber. The main conclusions are as follows: 1. The flame retardancy of ramie composites can be significantly improved after the flame retardant modification of ramie fabrics with phytic acid (PA). When the amount of phytic acid (PA) was 3 wt%, it was observed that the carbon residue on the surface of the composites changed from loose and porous structure to dense and expansive structure after burning; The limiting oxygen index of the composites is as high as 36.8%, meeting the flame retardant standard of fiber reinforced composites for rail transit, but its mechanical properties have declined. 2. When the ramie fabric was treated with 3 wt% phytic acid, the hybrid glass fiber could improve the flame retardancy and mechanical properties of the composites. The limiting oxygen index of PA2 was 38.3%. At this time, the vertical combustion effect of the hybrid composites is good, there is no liquid drop, and the combustion cannot be continued. The damaged length is less than 1 mm, which meets the requirements of the flame retardant performance of composite plates for rail transit. At the same time, the tensile strength of the hybrid composites is 102.21 MPa, which is 23.77% higher than that of the PA ramie composites, meeting the mechanical property requirements of composite plates for rail transit.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Science and Technology Guidance Program of China National Textile And Apparel Council, Development and research of mesh reinforced nonwoven thermosetting composites(2021057).