
Abstract
Polyethylene (PE) has high flammability and can be quickly burned under atmospheric conditions without leaving any residues. This study presents PE fibers produced by a novel modified melt spinning line to enhance mechanical and flame retardancy properties. Scanning electron microscopy equipped with energy dispersive X-ray, thermogravimetric analysis, limiting oxygen index, micro combustion calorimeter and tensile tests were performed to reveal morphological, thermal and mechanical characteristics of the fibers. An organic phosphorus additive was used to provide flame retardancy in addition to mechanical performance in one-step production. Subsequently, the produced fibers were subjected to the hot drawing, increasing modulus values from 135 MPa to 2.8 GPa. In addition, phosphorus-treated fibers exhibited a limiting oxygen index (LOI) value of 21.5, leaving some residue at 600°C. Furthermore, a decrease in the peak heat release rate (pHRR) was observed in all samples compared to the control sample for the micro combustion calorimeter (MCC) test. Looking at the decrease in heat release (HR), the best result belongs to zone II with 50 and 95°C produced at 1000 m/min take-up speed for the samples. Moreover, about 23%, 23%, and 18% decreases were observed in HR capacity, pHRR, and total HR values, respectively. The modified spinning system is capable of continuous production of flame retardant linear low-density polyethylene (LLDPE) fibers, which can find widespread applications in aviation, automotive, and defense industries.
Introduction
Polyethylene (PE) is a member of polyolefin and one of the most widely used thermoplastic polymers in various forms from film and cable to fibers due to its low cost, high chemical resistance, and easy handling properties. 1 PE has a melting temperature of around 130°C and a pyrolysis temperature of 335–450°C. Besides, polyethylene is a highly flammable polymer with a 17.4 LOI value and can be quickly burned under atmospheric conditions without leaving any residues.2,3 Therefore; there is a strong need to improve the thermal resistance and flame retardancy properties. There are many studies on flame retardant materials in the literature, but most of them are used for polypropylene in mostly film or composite forms. 3
Melt spinning is one of the most common and convenient techniques to produce polymeric or synthetic filaments such as polyethylene (PE), 4 polypropylene (PP), 5 polyurethanes (PU), 6 polyethylene terephthalate (PET) 7 when compared with other techniques.8–10 In addition to these advantages, melt-spinning is suitable for modifying its operation and process conditions.11–13 The modification allows changing fiber formation parameters to gain different functionalities for various end-use purposes. In addition to the conventional melt spinning line, modified melt spin lines are also used with the development integrated into this line, fibers are made to the high performance. This developed line was initially designed by Cuculo et al. 12 in the 1990s to produce polyester fibers with high crystallinity and orientation. 11 A liquid isothermal bath (LIB) has been developed for high-performance polyester fiber production in this system. The molten fibers were immersed in the liquid bath, which is set to temperatures higher than the glassy transition temperature of PET, and then wound up at a speed of 3000–7000 m/min. 11 Non-toxic bath fluids were then used in the environmentally-friendly bath system called ECOB.13–15 By using the ECOB technique, Avci et al. 13 produced a new type of high strength and modulus polypropylene fiber in an environmentally friendly manner. The mechanical performance of fibers improved at low drawing ratios applied to the fiber with the ECOB process.
Polymeric flammability and low thermal resistance arise as significant problems because of the organic nature of polymer materials. 16 Because, the carbon-containing polymers including, polyolefins, have only carbon-hydrogen atoms, 17 the thermal degradation of polyethylene and other polyolefin polymers possess the main degradation process followed by initial random chain scission.18,19 Although PE produces low smoke emission during the burning, it is a polymer that can be quickly burned, and polymer drops can be seen while burning.20,21 Due to its aliphatic carbon structure, polyethylene burns quickly without any residue and dripping. PE tends to spread the flame due to polymer dripping, and because of its higher heat release rate (HRR) value, it poses a danger in real fire situations. Thermal degradation of PE involves oxidative degradation, resulting in flammable combustion products containing several saturated and unsaturated hydrocarbons between C2 and C23. 22 Limiting oxygen index (LOI) is one of the basic tests to determine the flame retardancy of materials. According to LOI standards, the fibers with LOI values between 21.0–25.0 are called partially flammable and higher than 25.0 fibers are called flame retardants with regard to international test standards. 18 The studies based on polyethylene fiber flammability have limited sources because PE flammability is performed using PE composites or molds rather than PE fibers as test specimens.23–27 Fredi et al. 23 used fumed nanosilica with micro-sized ATH and Mg (OH)2) for LLDPE in different concentrations. Samples were hot-pressed to produce test specimens and the best results were obtained in samples called PE-HF-20 (%)-fume nanosilica-5 (%). The LOI result is 31.5%, and the cone calorimeter pHRR result is 246 kW/m2. Another PE flammability study 28 shows that the combination of phosphorus and LDH in the PE matrix creates char formation. This combination is effective in the condense phase, whereas this system does not affect the time to ignition PE. Therefore, phosphorus-containing additives are effective in the gas phase in polyolefin as polyethylene. To act in the solid phase, it is necessary to add synergistic agents that will provide coal formation.20,29
In this study, linear low-density polyethylene (LLDPE) was chosen as a polymer to produce flame retardant fibers that possess adaptable physical and chemical properties. The traditional melt spinning system was modified to obtain an environmentally friendly system with a relatively low-cost and high production speed than the traditional melt spin line. 13 After producing control LLDPE fibers (with the traditional approach) and LLDPE fibers with our modified method using micron-size organic phosphorus, the fibers' mechanical, thermal, and flammability properties were improved. Finally, the effects of production parameters and additives on the mechanical, morphological, thermal, and flame-retardant properties of the fibers have been investigated.
Experimental
Materials and methods
Materials
The ASPUN™ 6000 linear low-density polyethylene (LLDPE) was provided by the Dow Chemical Company. Technical melt flow index (MFI) and the density of ASPUN™ 6000 are 19 g/10 min and 0.935 g/cm³, respectively. Non-oily and non-toxic liquids ARK8010 (low viscosity, in line treatment zone I) and ARK4010 (high viscosity, in line treatment zone II) for in-line treatments modification were supplied from Areka Group Ltd, Istanbul, Turkey. Both liquids have water-based, non-oily nature aiming to provide a suitable environment through which the polymeric fiber is manipulated in terms of mechanical and flame-retardant performances.
For the flame-retardant additives, the phosphorus-containing flame retardant additive organic phosphor (pentaerythritol ester of phosphoric acid, Aflammit PCO-900) from Thor GmbH (Germany) was used in the line treatment zone II (Figure 1). For the Aflammit PCO-900 with a phosphorus content is 24 wt.%, the manufacturer reported the melting temperature as 245°C. Therefore, as the flame retardant (FR) materials, 99.95% purity aluminum trihydrate (ATH) powder with 20–25 µm grain size supplied by Entekno Industrial Technological and Nano Materials Industry Company; Cloisite-20 nanoclay powder with organic intercalated dry size <10 µm and density of 1.77 g/cm3, supplied by Feza Chemistry and nanocrystalline cellulose (CNC) with 10–20 nm width, 300–900 nm long and 1.49 g/cm3 density provided by Nanografi Industrial Company; and EXOLIT AP 422 ammonium polyphosphate (APP) powder from Acar Chemistry and Industry were used. The schematic illustration of the novel melt spinning line for polyethylene fiber production with unique treatment zones modified system.
Fiber spinning
Linear low-density polyethylene fibers were produced by an industrial-scale modified melt spinning line shown in Figure 1 with a 0.6 mm spinneret diameter under the controlled temperature. The novel system has two-stage modified zones with lower and higher viscosity liquids. This novel approach to melt spinning system was described in the previous work. 30 In this study, zone I was adjusted to 160 cm at room temperature for the fiber travel length for all productions, and zone II was modified with flame retardant agents with different fiber travel lengths and temperatures. One of the most important aims is to manipulate the medium in terms of liquid temperature and viscosity induced drag force within the semi-molten thread line and interaction with the fibers. Viscosities, liquid temperatures, and additives are the main parameters for the modification zones. Control samples were produced using conventional, without zones, spinning production lines. As spun filaments were immersed into two-stage zones with and without phosphorus additive. The take-up speeds were set to 500, 750, and 1000 m/min for LLDPE fiber production, and their performances were investigated.
To increase the mechanical performance of fibers, single and multi-stage hot drawing was applied at different temperatures between 90-110°C with a drawing speed of 55 mm/min and various drawing ratios (DR). Zone-annealing and zone-drawing techniques have also been performed on the samples.
FR treatment preparation
Four solutions of APP, organic phosphorus, nanoclay, and nanocellulose were separately prepared. The purpose of this FR treatment is to reduce the adverse effects of additives on the mechanical properties of the fibers and to provide flame retardancy at the same time. Four different solutions were prepared with 10 wt.% additives and solutions were mixed at 50°C for a day in a magnetic stirrer. After a day under the mentioned conditions, all solutions were precipitated except the phosphor-based solution shown in Figure 2. As a result of these preliminary studies, organic phosphorus was chosen and integrated into the spinning line of zone II. Concentration was also reduced during production, considering mainly cost and system productivity as 1.5 wt.% phosphorus. Images of (a) APP; (b) phosphorus; (c) nanoclay; (d) nanocellulose solutions after mixing at 50°C for a day by a magnetic stirrer.
Morphology
The scanning electron microscopy (SEM) and energy dispersive X-ray analyzer (EDS) were performed to evolve the morphology and elemental analysis of PE fibers, respectively. The TESCAN VEGA three SEM was used to observe the fiber morphology. Au/Pd was coated on the surface of the fiber to ensure conductivity during the 165 s. Samples were scanned in the magnification range of 1.00 kx to 60.000 kx, and morphological images were obtained.
Thermal properties (TG/DTG)
Thermogravimetric analysis (TG/DTG) TA Instrument SDR Q 600 machine performed the thermal behavior and mass loss of samples. The fibers that have phosphorus-containing additives were examined by TG/DTG analysis to determine the value of the temperature at which 10% mass loss occurs, residue amount at 600°C, and the maximum mass loss temperatures (TDTGmax). To determine the thermal behavior of the samples, about 10 mg samples were analyzed in an open alumina pan under a nitrogen atmosphere by heating up to 800°C with a rate of 10 °C/min.
Limiting oxygen index (LOI) test
The LOI test determined the fire behaviors of PE samples under atmospheric conditions. LOI analysis was performed according to TS 11162 EN ISO 4589 standards by using the LOI Test device (Concept Equipment/UK). Samples are prepared with the following dimensions; length: 80 mm, width: 10 mm, and thickness: 4 mm.
Micro combustion calorimeter (MCC) test
MCC test was performed to obtain information about heat release capacity, flame resistance, ignition temperature, and heat of combustion. The sample chamber is heated by the controlled heating program (1 K/s) under the inert atmosphere and pyrolysis occurs. Volatiles released after pyrolysis combines with oxygen at 900°C in an oxygenated combustion calorimeter. The data obtained in this contact is used to calculate the burning temperature of pyrolysis products. Oxygen consumption and mass flow rate are converted to specific heat release (W/g) as a function of temperature. The MCC test was performed based on ASTM D 7309 Method A standard.
Mechanical test
All fibers, both treated and non-treated were stored for at least 24 h in laboratory conditions. The optical microscope images were taken from different regions of at least 10 samples to determine the average fiber diameter by the Nikon Eclipse 50i polarize microscope. Then, using an Instron 4411 Universal Tensile Tester device with a 50 N load cell, mechanical tests were carried out based on ASTM D3822 standard with a head speed of 15 mm/min and the gauge length was set to be 25.4 mm.
Results and discussions
Morphology
Pure, untreated LLDPE filaments that do not contain any FR additive were compared with FR treated fibers by our novel melt spinning line at different take-up speeds. In the modified system, without any additive before the melting, the flame-retardant property is provided to the fibers while passing through the zones during the production line. During production, zone II had organic phosphorus with, a 1.5 wt.% which resulted in a favorable production environment. Scanning electron microscopy (SEM) and energy dispersive X-ray analysis (EDS) results are shown in Figure 3. Due to the aliphatic hydrocarbon structure of PE, C is the only element of as-spun pure LLDPE fiber. The FR treated fibers as seen a droplet-like formation on the fiber surface demonstrated in Figure 3(a). When the fiber surface was scanned, Au and Pd elements from the coating for SEM analysis, O (11.40%) and P (0.90%) elements from the phosphorus-containing additive, and 19.40% C from the PE were found on the treated fibers. According to the results of EDS, it is seen that the fiber surface is relatively covered with phosphorus while passing through an in-line modified system. Morphological and elemental analysis of phosphorus containing FR fiber, phosphorus treatment with a concentration of 1.5 wt.%, (a) SEM images; (b) EDS full color distribution: (b1) C (carbon); (b2) O (oxygen); (b3) P (phosphorus) distributions on the fiber surfaces.
Thermal properties
The TG/DTG values of control and phosphorus-containing fibers.

Compared with the control sample, the fibers produced by zone II with 95°C began to decompose earlier, leaving more residue after the test. The temperature at which the maximum mass loss rate of the control sample observed was also similar. Moreover, the fibers produced by zone II with 50 and 95°C at 1000 m/min take-up speed decreased in T10% values and there was no change in TDTG values and residue formation was observed at the end of the analysis at 600°C. It can be concluded that the in-line modified system can affect the gas phase since it degrades before the polymer and increases the thermal degradation resistance of LLDPE in the solid phase by forming residues.
Limiting oxygen index analysis
LOI results in different production conditions of the control and fibers containing 1.5 wt.% phosphorus.

According to the LOI test result, the flame-retardant additive (organic phosphorus) reduced the flammable rate and increased the LOI value. Images of the control LLDPE fibers and LLDPE fibers with zone II containing 1.5 wt.% phosphorus at 25°C and during the LOI test are presented in Figure 4. To show the combustion rate and low flame height, the images of some samples when their LOI value is set to 21.5 are shown in Figure 4(b). It can also be seen from the figure that smoke is not released during burning because the phosphorus-containing additives acts in the gas phase and inhibits the smoke releasing.
31
It was observed that after the fire source was withdrawn, the flame did not grow and self-extinguished due to the FR additive reducing the flammable rate of PE. Burning behaviors of fibers (a) control LLDPE fibers under room conditions; (b) LLDPE fibers with zone II containing 1.5 wt.% phosphorus under room conditions; (c) LLDPE fibers with zone II containing 1.5 wt.% phosphorus during the LOI test. Micro combustion calorimeter (MCC) analysis.
MCC test results for control LLDPE and LLDPE fibers treated with 1.5 wt.% phosphorus in zone II.

Mechanical properties
LLDPE filaments produced at 1000 m/min take-up speed were used for tensile tests to indicate effect of FR additive on mechanical properties. In order to FR addition, hot drawing was applied to filaments for further mechanical performance improvement. In this way, functional fibers with improved thermal resistance and flame retardancy can be produced with the flame-retardant additives added to zone II without reducing the mechanical properties of the fibers. Phosphorus-treated LLDPE fibers were spun into the phosphorus-containing zone II system at temperatures of 25, 50, and 95°C. The fibers produced by the zone system were examined under an optical microscope shown in Figure 5. In the optical microscope images of LLDPE fibers, it is observed that there are droplets of phosphorus solution on the fiber surfaces. These droplets on the fiber surface of low-speed production (500 m/min) (Figure 5(a)) are larger than other samples. This is clearly seen in the sample obtained from zone II with a 50°C condition (Figure 5-a2). Optical microscope images of phosphorus-treated LLDPE fiber at 500 m/min with (a1) 10 cm, and (a2) 15 cm of zone II length; at 750 m/min with (b1) 10 cm–50°C, (b2) 15 cm-50°C, and (b3) 15 cm-25°C of zone II length; at 1000 m/min with (c1) 50°C, and (c2) 95°C zone temperatures.
Comparison of the mechanical performance of fibers produced at 1000 m/min from LLDPE with different production parameters passed through the control and zone system containing 1.5 wt.% phosphorus.

These droplets, which accumulate on the surface after the phosphorus treatment, are also found intensely on the fibers produced at 750 m/min and 10–15 cm of zone II length, shown in Figure 5(b). As seen more clearly in Figure 5-b2 when compared with the production at 500 m/min speed (Figure 5(a)), a dimensional shrinkage occurred in the drops and the spread of the drops increased in the region where they are located. Besides, the zone treatment of the fiber at room temperature (25°C) shown in Figure 5-b3 is not effective as 50°C. Moreover, the droplet-like structures dispersed more homogeneously and turned into a film form for the phosphorus-treated LLDPE fiber at 1000 m/min. It is thought that the interaction between the fibers that do not fully solidify when entering the system with the additive chemicals and the increase in the bath temperature is better, as seen in Figure 5(c), due to having a film like structures on the surface of filaments.
Mechanical performance of flame-retardant fibers produced from LLDPE with different production parameters passed through 1.5 wt.% phosphorus zone system was compared in Table 4. In the table, phosphorus-containing flame-retardant fibers are also compared with as-spun pure LLDPE fibers fabricated at the same take-up speed of 1000 m/min and the operation conditions without phosphorus content.
For the sample of zone II with 50°C produced with pure LLDPE at 1000 m/min take-up speed, there was an improvement in strength and elongation at break values in the fibers immersed in the phosphorus-containing zone system, while a decrease in the module value was observed. Sample with the treatment of zone II with 50°C has a strength value of 35 MPa, whereas a 48 MPa strength value was calculated for the sample immersed in zone II with 50°C containing phosphorus. In addition, there is a significant increase compared with strength and modulus values of samples when the zone II temperature increase from 50 to 95°C. Moreover, a decrease in the elongation at break of the fibers produced at 1000 m/min under 50°C for zone II was observed. However, the mechanical properties of filaments produced at 95°C with FR additives are lower than those made at 95°C without FR additives.
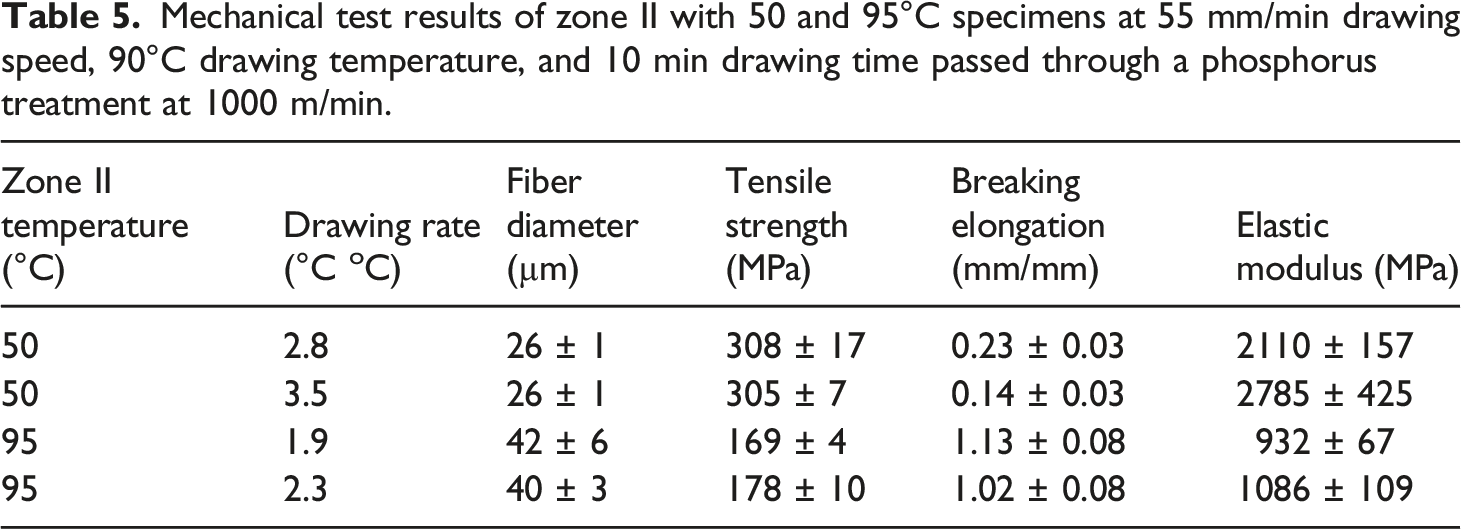
The fibers that were passed through phosphorus treatment at 50 and 95°C without hot drawing and had high mechanical performance were drawn at different drawing rates and drawing speeds of 55 mm/min at 90°C temperature. Optical microscope images of the fibers are demonstrated in Figure 6. The optical microscope images of the annealed fibers produced with 1000 mm/min take-up speed with double drawing, zone II with 50°C samples produced at 90°C drawing temperature for 2.83 drawing ratios with 10 min annealing (a), 2.83 drawing ratios with 10 min annealing +1.22 drawing ratios (b); the zone II with 95°C samples at 90°C drawing temperature 1.92 drawing ratios with 10 min annealing (c), 1.92 drawing ratios with 10 min annealing followed by 1.18 drawing ratios (d).
Mechanical test results of zone II with 50 and 95°C specimens at 55 mm/min drawing speed, 90°C drawing temperature, and 10 min drawing time passed through a phosphorus treatment at 1000 m/min.
Conclusion
This study successfully set a novel in-line modified melt spinning technique to obtain high mechanical and flame retardancy performance for polyethylene fibers. The fibers that passed through the phosphorus bath at 1000 m/min take-up speed were drawn at different rates at 90°C with a drawing speed of 55 mm/min. It is seen that the best results were obtained by applying the second hot drawing. After a two-stage drawing, the modulus values were increased from 135 MPa through zone II with 50°C to 2.8 GPa. The TG/DTG test shows that control LLDPE fibers do not possess any residue at 600°C. However, some residues were observed in phosphorus-treated fibers, zone II with 50°C at 500 and 1000 m/min; zone II with 95°C at 1000 m/min at 600°C. Then, the maximum LOI value was reached as 21.5 LOI in the fibers passed through the phosphorus bath of zone II. In addition, a decrease in pHRR was obtained in all samples passed through the zone system compared to the control sample depending on the MCC test results. In the MCC test, it was observed that the heat release of the fibers passed through the zone II containing phosphorus bath was decreased compared to the control sample, and the highest result belonged to the sample produced with a 750 m/min take up speed under 15 cm zone II length at 50°C. It is seen that the obtained fibers decrease the T10% temperature and the peak value of the DTG curve. The results indicated that organophosphorus additive might show activity in the gas phase by affecting the thermal decomposition of PE and in the solid phase by forming residue at the end of the analysis. It is believed that this versatile, cost-effective and industrial-scale modified spinning system is capable of continuous production of flame retardant LLDPE fibers which can find widespread applications in aviation, automotive and defense industries.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific and Technological Research Council of Turkey (TUBITAK) [Project Number: 117Z673].