
Abstract
This work deals with the development and investigation of self-reinforced polylactic acid (SRPLA) composites manufactured from two different nonwoven preforms with two different bicomponent filament architectures. The SRPLA nonwovens prepared via spun bonding technology have two different bicomponent filament architectures, that is, core-sheath, and islands in the sea. For the core-sheath filaments, spunbound nonwovens are compared with the dry-laid SRPLA nonwovens. The SRPLA nonwoven preforms are compression molded at three different mold temperatures to fabricate composite plates. The optimum mold temperature is identified based on the flexural properties and residual void volume fraction of composites. The flexural modulus and strength are about 38% and 50% higher than those of the pure PolyLactic Acid (PLA) matrix, respectively. The influence of bicomponent filament architecture on the mechanical performance of composites is negligible, whereas the nonwoven architecture leads to significant differences both in the residual void volume fraction and in the mechanical properties of composites. Finally, the mechanical properties of the SRPLA composites are compared with those of the conventional composites to prove their applicability to semi-structural parts.
Introduction
Owing to the growing environmental concerns about the carbon footprint of the materials used in different industrial sectors, bio-sourced or biodegradable materials are gaining great interest and serving as potential replacements for conventional petroleum-based materials.1,2 In the past decade, significant advancements have been achieved in the development of bio-based polymers to improve their mechanical and thermal properties. 3 PolyLactic Acid (PLA) is one of the common bio-based polymers owing to its attractive mechanical properties and high industrial production. 4 Due to its brittle nature and low thermal stability, its applicability for engineering products is limited. 4 These drawbacks are usually addressed either by the addition of another polymer resulting in polymer blends 5 or by the addition of natural fiber reinforcement which would improve the mechanical performance.6–8 In the case of natural fiber reinforced composites, the poor fiber-matrix interface and the residual voids are some of the pertaining issues that significantly compromise the mechanical performance of composites. Also, end-of-life treatments such as recycling and reuse could be an issue due to the poor thermal stability of the natural fibers. For this specific reason, Capiati and Porter 9 suggested a new generation of materials where the reinforcement and the matrix belong to the same type of polymer material, that is, self-reinforced polymer composites (SRC). In these composites, the matrix phase has the same functionality as in traditional composites, whereas, in the reinforcement phase, polymer molecules are highly aligned to obtain improved mechanical properties.10–16 One of the main advantages of SRCs is their excellent reinforcement-matrix interface. Because both the phases belong to the same type of material, they require no further surface treatment nor sizing to ensure an effective fiber-matrix interfacial adhesion.12,13 This excellent fiber-matrix interfacial adhesion leads to good stress transfer and better mechanical properties which common polymer blends or conventional composites cannot easily obtain. Moreover, the end-of-life treatment of SRCs is relatively straightforward because they are made of the same type of polymer. 17
Self-reinforced polymer composites are prepared either by weaving the reinforcement fibers and matrix fibers into a yarn, that is, commingled yarn, or by using bicomponent filaments where both reinforcement and matrix phase are incorporated within the same filaments. In the case of weaving, the composites usually tend to be unidirectional.18,19 In the case of bicomponent filaments, the reinforcement is surrounded by the matrix phase in the same filament, which can be achieved by co-extrusion.10,20 These filaments can have different cross-sectional architectures depending on the need and application of the nonwoven fabrics and the corresponding SRC.
21
The most common architecture of these bicomponent filaments is the core-sheath arrangement. Two polymers are arranged concentrically within a single filament. The core is usually composed of a high-performance polymer, and another polymer with good insulation properties usually constitutes the sheath of bicomponent filament. In the case of SRCs, the sheath is made of a polymer with a lower melting temperature than the core to ensure that only the sheath melts and transforms into a liquid matrix when heated. Otherwise, a number of reinforcement fibers can be encased in the matrix pool resembling islands in the sea, which can be co-extruded to form a single filament (see Figure 1). These filaments can then be transformed into a textile using different techniques such as carding, melt spinning, spun bonding, etc.
21
These textiles can be draped into a complex shape to manufacture composite parts.
22
Different nonwoven preforms developed in this study.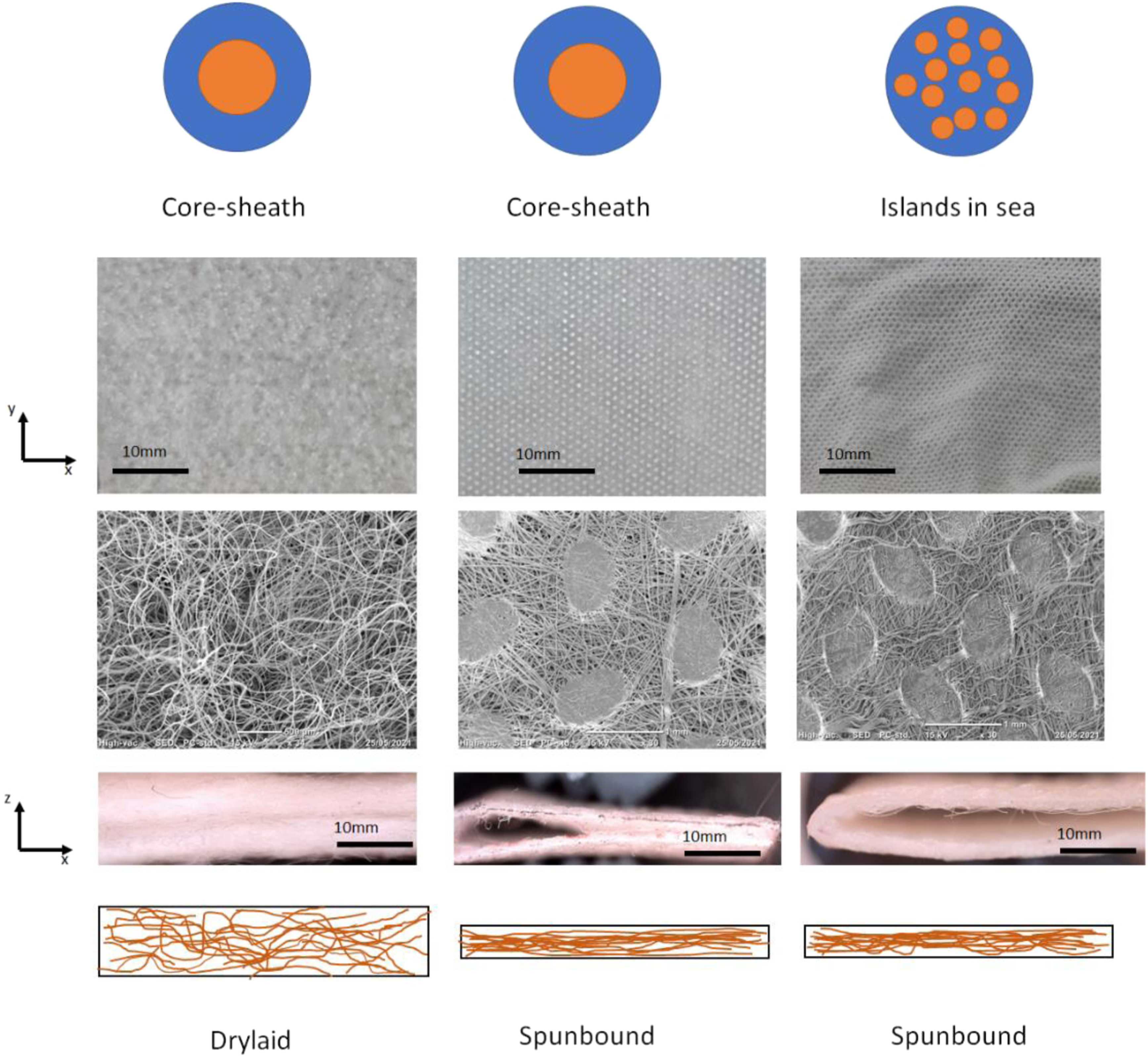
In recent years, the implementation and investigation of the SRCs have significantly increased, to obtain a variety of commercial products. 18 Most of these products are based on polypropylene (PP) or polyethylene terephthalate (PET).18,23 Swolfs et al. 24 reported that the influence of fabric architecture on the tensile and impact properties was insignificant for self-reinforced polypropylene composites. The fabric architecture was changed by changing the weave pattern of the reinforcement phase. It was identified that the mold temperature and pressure played an important role in determining the mechanical properties.
Given the nature of PLA and its biodegradability, the self-reinforced PLA (SRPLA) composites are also gaining great attention.10,11,25–27 Gil-Castell et al. 25 investigated the biodegradability of SRPLA composites manufactured from fiber tapes and reported that the glass transition temperature (T g ) of composites was decreased as the decomposition duration increased. Mai et al. 26 identified that the drawing temperature of the PLA fiber tapes significantly affected the tensile behavior of the SRPLA composites because it dramatically affected the molecular orientation and crystalline structure in the reinforcement phase. Gao et al. 20 found that incorporating PLA fibers into the PLA matrix remarkably improved the tensile modulus and strength by 50% and 100%, respectively. Vadas et al. 27 found that annealing of the melt-blown SRPLA mats for 30 seconds improved the tensile properties by 47%, indicating that incorporating crystallinity into SRPLA improved the mechanical properties significantly. Almost similar observations were reported by Somord et al. 28 for electrospun PLA fiber mats.
Because these composites are manufactured only via a hot compaction process facilitating the melting of the matrix phase to form a composite, 29 the mold temperature plays an important role. Considering that the viscosity is dependent on the mold temperature, it significantly influences the compressibility of the preform and the quality of composites in terms of uniformity of thickness and residual voids. It should also be noted that a high mold temperature also leads to the melting of the reinforcement phase, which can deteriorate the mechanical properties of composites.10,11 Beauson et al. 10 investigated the influence of mold temperature on the tensile properties of unidirectional SRPLA composites. They identified a linear relationship where with an increase in mold temperature from 155 to 170°C, the tensile strength decreased by 21.27%. This decrease was attributed to the deterioration of the molecular structure of the reinforcement. The same group also suggested that to obtain better tensile properties, the mold temperature should approach the melting temperature of the reinforcement to ensure an excellent reinforcement-matrix interface and lower residual void volume fraction. 30
It can be noticed that most of the studies investigated a single filament configuration, that is, core-sheath or a single fabric architecture, that is, unidirectional tapes, in different testing conditions. A comparison of different fabric and filament architectures has not been performed in the literature. The aim of this work is twofold. Firstly, random mats containing bicomponent filaments to manufacture SRPLA composites are developed. These random mats are prepared using two techniques: spun bonding and dry layup. These random mats will significantly decrease the preparation time and ensure easier drapability. Secondly, two different bicomponent filament architectures are compared, viz. core-sheath (CS) and islands in sea (IS). The investigations are carried out with an emphasis on the consolidation process parameters of the SRPLA composites. The relation among mold temperature, residual void volume fraction, and mechanical properties is discussed in detail.
Materials and methods
PolyLactic acid grades
Different nonwovens used in this study.

Nonwoven fabric preparation
Three different types of nonwoven PLA/coPLA nonwoven mats were fabricated (see Figure 1). The first two configurations, the one with a CS and the other with an IS filament architecture were prepared using spunbond technology, while the last one was prepared using dry layup and carding with filaments having a CS architecture. The ratio of reinforcement to matrix was always maintained as 50:50 for the sake of fair comparison. These fabrics will be referred to using the abbreviations presented in Table 1.
Spunbound nonwovens
To prepare the spunbound PLA/coPLA nonwoven fabrics, the PLA pellets were dried for four to six hours at 100°C. The PLA pellets were then transferred into an extruder shown in Figure 2. The pellets were gradually heated within the single screw extruder following the temperature profile in Table 2. The extruded polymer melt was then distributed inside a spin-pack to achieve a good cross-section of filaments, which were transferred out of the spinneret. The throughput was 0.6 g/holes/min. The pump rotation speeds were set at 5.1 rpm (high melt in the core or in the islands – A side of the equipment) and 7.2 rpm (low melt in the sheath or in the sea – B side of the equipment) to deliver the 50:50 ratio. Both configurations (i.e., core and sheath, and islands in the sea) needed the same preparation and parameters whereas only the distribution plates were different to achieve the different cross-sections. Schematic of nonwoven preparation (a) Spunbond process (b) dry layup and carding process. Spunbonding extruder temperature profile.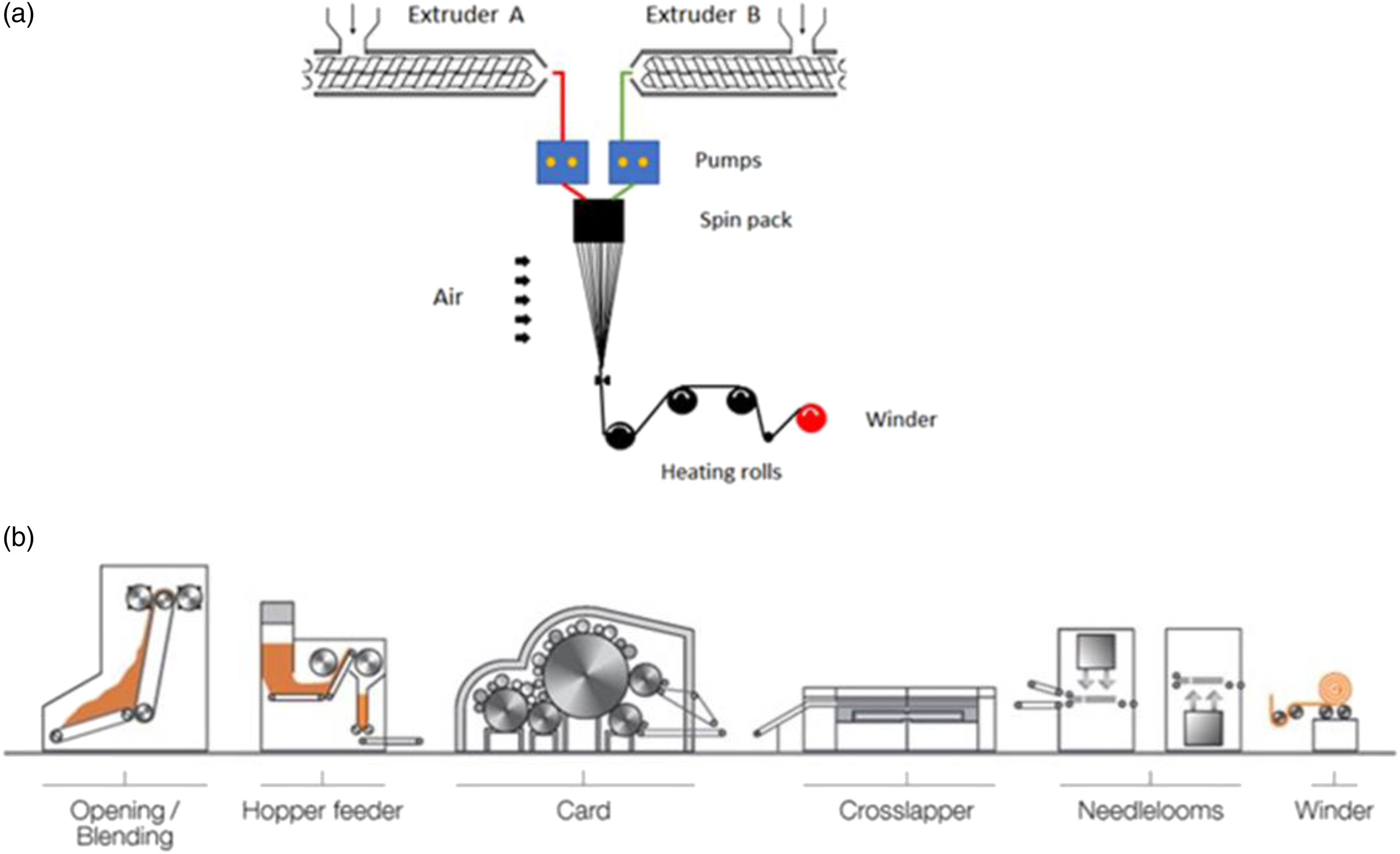

The filaments were then immediately quenched using cold air while being drawn by a suction device at 4 bars. The spinning distance, that is, the distance between the spinneret and the suction pump (100 cm), was optimized while drawing and cooling the filaments to obtain the required filament diameter. Once this step was complete, the filaments were distributed on a mat depending on the laying distance (55 cm), which plays an essential role in determining the architecture of the spunbound fabrics. Lower the distance, the narrower the spaces between each filament, thus lower air permeability and vice versa. The non-consolidated filament web then underwent the calendaring process for consolidation. In this work, the calendaring process was carried out at temperatures of 125°C and 120°C for each roll, and at a linear pressure of 75 N/mm, to create local thermal bonds on the fabric (see Figure 1). The final areal weight of the fabrics was identified to be around 100 g/m2.
Dry-laid nonwovens
The preparation steps of dry-laid fabrics can be seen in Figure 2(b). The dry-laid carded nonwovens were prepared using commercial PLA/coPLA bicomponent fibers (4.4 Dtex, 51 mm, Maxmodel, France). These fibers were delivered in an opening Laroche system by using two Laroche feeding rooms. The fibers were weighed to provide a good blend to a carding system. The fibers were laid down on a conveying belt and superposed to be fed to the opening system. The feeding system was composed of one pin cylinder, which nibbled two layers of fibers and fed a constant and open fiber blend to the system. The fibers were then condensed to feed homogeneously a special Excelle Andritz Carding machine composed of a pre-working unit with three carding groups, the main cylinder with five carding groups, and two doffers. The veils coming from the cards were then cross lapped to form nonwoven mats which were bonded to each other. The bonding technology used was a needle punching. The needle plates used are described below: • 3600 needles/m, conic needles 40 gauge. Top plate • 7000 needles/m, standard needles 38 gauge. Bottom plate
At the first step, the aerial weight of samples was 100 g/m2 and their density was 40–60 kg/m3. For the second step, the aerial weight and the density were 160 g/m2 and 55–70 kg/m3, respectively.
Fabrication of composites
In this study, rectangular composite plates were fabricated using a compression molding technique. In order to understand the influence of mold temperature, the composites plates were manufactured at four different temperatures viz. 135°C, 145°C, 155°C, and 165°C. This temperature range was selected based on the melting temperatures of the matrix PLA and reinforcing PLA, which were identified using a differential scanning calorimeter measurement.
The nonwoven fabrics were cut into the mold dimensions, that is, 100 × 100 mm2 and were stored in a conditioning room (23°C and RH 50%) for at least 24 hours. The fabrics were not dried before the molding, because the spunbound fabrics exhibited high wrinkling after a drying step in a vacuum oven. The nonwoven fabrics were stacked and transferred to a preheated hydraulic press (Dolouet, France). The number of layers varied from plate to plate owing to variations in the areal weight of the fabric. Each stack contained about 24 to 26 layers of nonwoven fabrics. The total weight of stack was maintained constant for every plate to ensure good repeatability. Two plates were manufactured for each case. The adopted consolidation pressure cycle is shown in Figure 3. In this study, a stepped consolidation pressure cycle was selected based on the recommendations by our previous study.
31
A stepped consolidation pressure cycle is advantageous for two reasons. When a preform is compacted sequentially, the polymer flow will induce lower drag forces on the fibers, avoiding significant fiber movement during the consolidation step. Furthermore, if a sudden pressure is applied on a smaller surface area, there could be considerable squeeze flow, which would lead to defective parts exhibiting dry zones. Manufacturing scheme (a) Stepped consolidation pressure cycle (b) Schematic of specimen extraction [Dimensions in mm].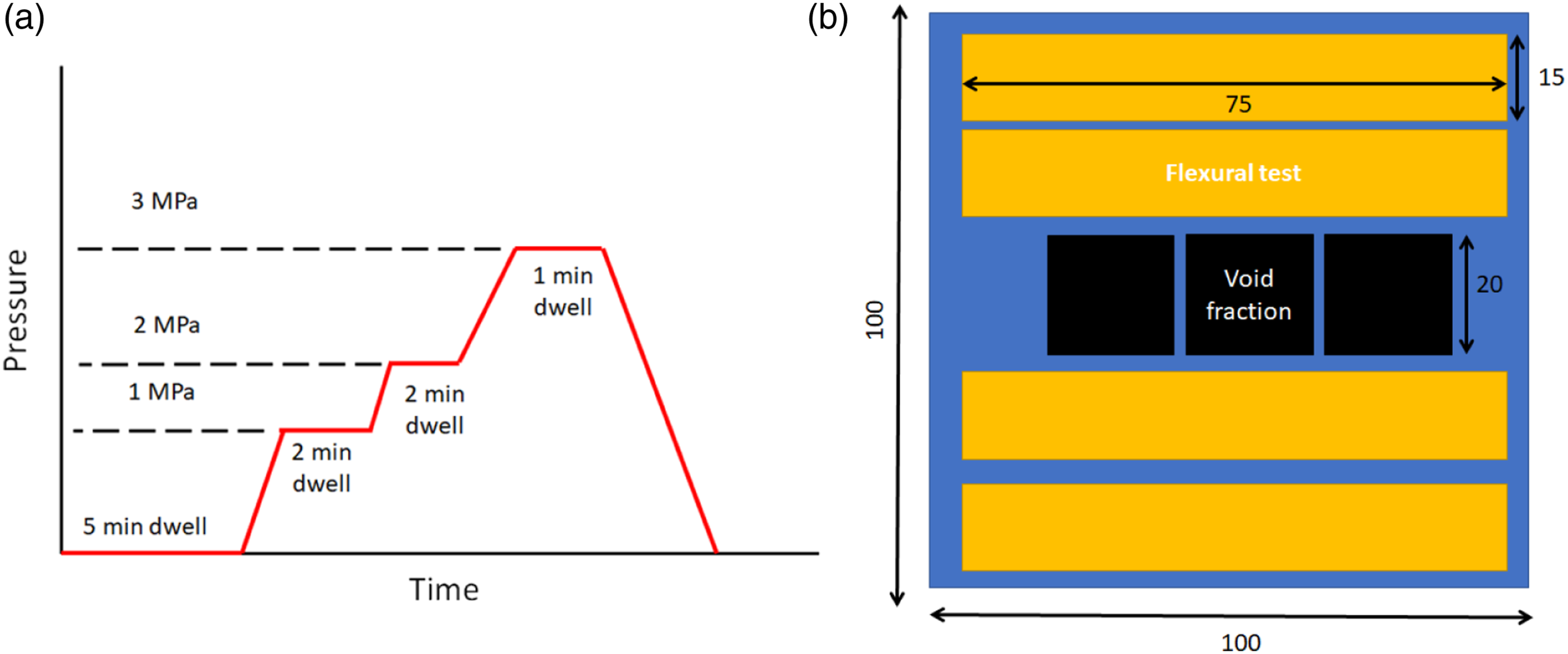
Quality assessment: void volume fraction and uniformity of thickness
The quality of composite plates was assessed in two different ways. It was evaluated in terms of the thickness uniformity and the residual void volume fraction. The composite plates were passed onto a coordinate measuring machine (Bagreal AG, Switzerland) to measure the thickness of the composite plates. The thickness was measured on 9 × 9 grids on each composite plate with an accuracy of 1/100th of millimeter accuracy. The average value at each point for each case is reported in this study. Once the thickness was determined, three pieces of dimensions 20 × 20 mm2 were cut along the central region of each plate to measure the residual void volume fraction via density measurements (see Figure 3). 32
Flexural tests
Flexural tests on the composites were performed using a three-point bending approach with a universal testing machine (Zwick Roell Z010, Germany) according to ISO 14125. The rectangular specimens had dimensions of 70 × 15 × 2 mm2 and bending tests were performed with a constant cross-head speed of 1 mm/min. The vertical displacements were measured using a transverse extensometer. At least eight samples were tested per case to report the average values, that is, four samples per plate, ensuring the repeatability of the properties.
Results and discussion
Void volume fraction and thickness uniformity
In Figure 4, the melting of the matrix phase can be noticed on the DSC thermogram. The spunbound nonwovens had the melting temperature around 160°C whereas the dry-laid nonwovens had a slightly higher melting temperature, viz. around 165°C. DSC curves of SRPLA nonwovens.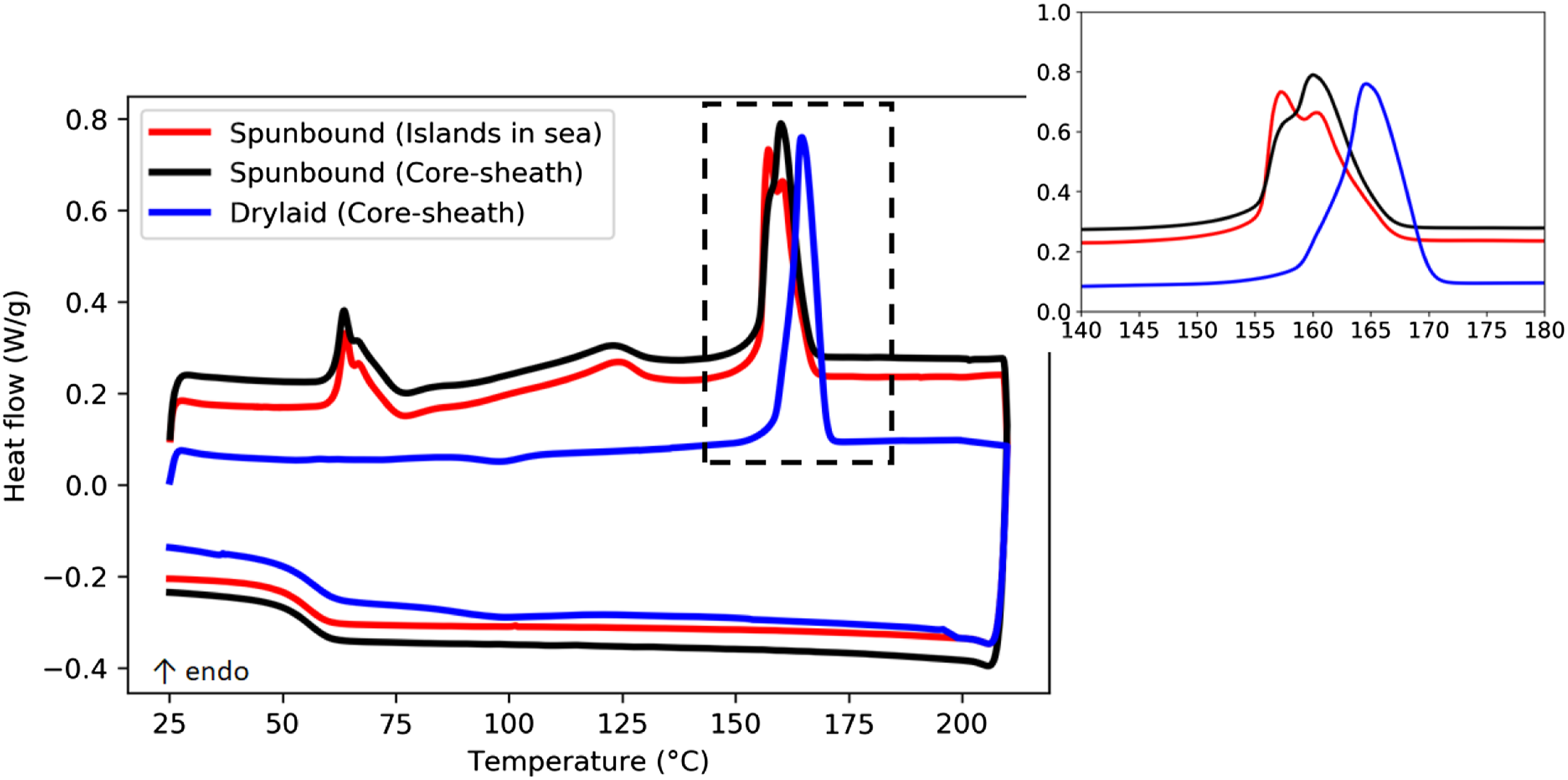
The experimental results of void volume fraction and plate thickness are presented in Figure 5(a) and (b), respectively. In Figure 5(b), a decrease in the composite plate thickness with the increase of the mold temperature can be observed. The composites based on spunbound nonwovens exhibited almost uniform thickness for each case. Dry-laid nonwoven based composites had very high thickness with a relatively great scattering when manufactured at lower mold temperatures. Also, dry-laid based composites failed to reach the target thickness value (i.e., 2 mm in this case) even after a high compaction pressure of 3 MPa. It was noticed that these nonwovens required about 4 MPa to reach the target thickness values, which was difficult to control with the current manufacturing setup. Influence of mold temperature on the quality of composite plates (a) Void volume fraction against mold temperature (b) Plate thickness against mold temperature.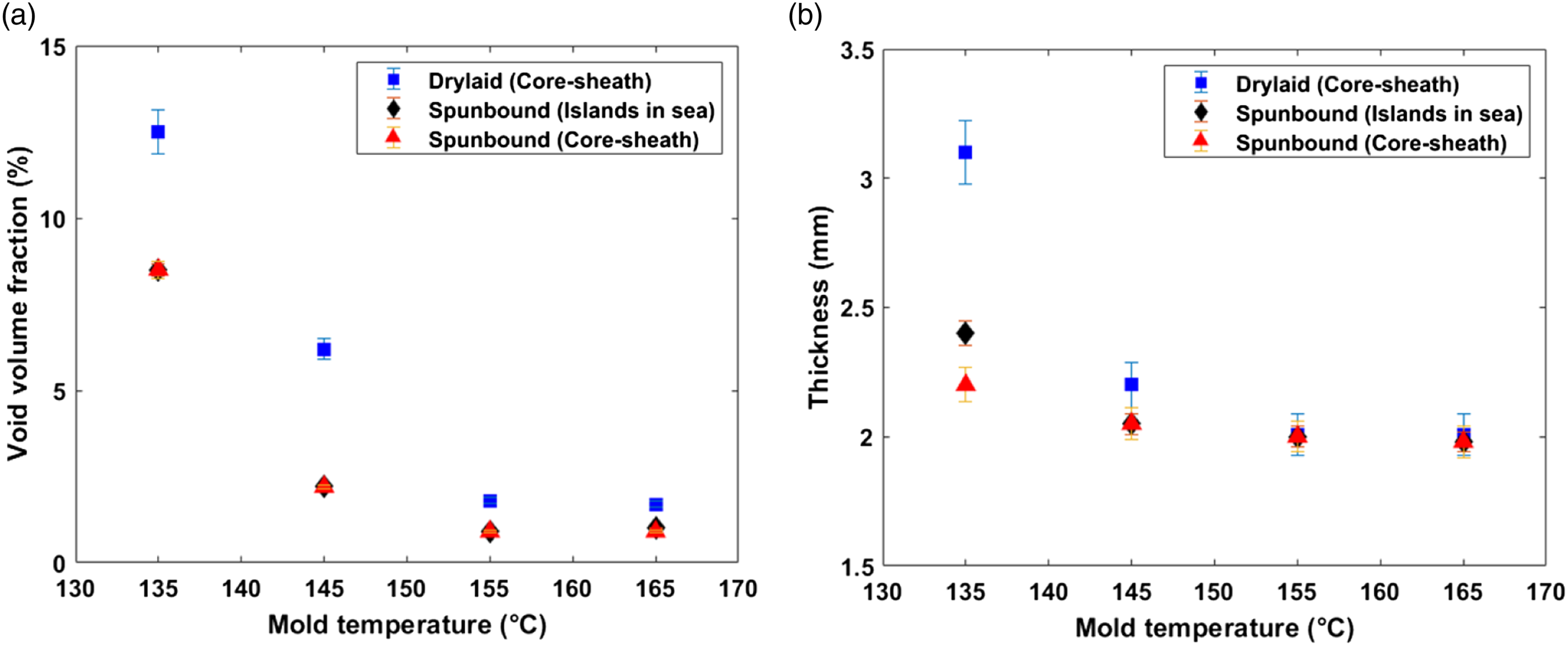
The drop in the thickness values with an increase in mold temperature is due to the decrease in the viscosity of PLA melt, facilitating easier compaction of the preform. In the spunbound nonwoven preforms, the filaments were highly oriented in the planar directions, resulting in the target value thickness at low temperatures, that is, from 145°C. In the case of dry-laid preforms, however, owing to the highly random arrangement of the filaments with partially out of plane orientation (see Figure 1), it was difficult to compact these preforms at low temperatures.
The results of void volume fraction also exhibit the same trend as that of thickness (see Figure 5(a)). The void volume fraction is higher for dry-laid composites at all three mold temperatures, whereas spunbound composites exhibited negligible void volume fraction. The increased void volume fraction of dry-laid composites can be due to the out of plane orientation of filaments and the corresponding poor compressibility of dry-laid nonwovens (see Figure 1). The lack of such out of plane filaments and the corresponding better compressibility of spunbound preforms resulted in high-quality composites. At mold temperatures higher than 155°C (i.e., 155 and 165°C), all three nonwovens exhibited a low void volume fraction (i.e., below 2%). The dry-laid nonwoven composites had greater void volume fraction than the spunbound composites below 145°C (i.e., 135 and 145°C). This difference can be attributed to the difficulties in achieving a good compaction ratio caused by the high viscosity of the PLA melt. In Figure 4, the difference in the melting behavior can be clearly noticed, which can be a cause for high void volume fraction in the composites. Similar to the thickness results, the void volume fraction is found to be minimum in composites manufactured at 155°C. Thus, it can be inferred from the above observations that temperatures above 150°C and below 160°C could be optimal for these types of composites.
Flexural properties
Figure 6 show the flexural properties of self-reinforced composites and pure coPLA. The composite samples manufactured at 135°C were not submitted to mechanical tests due to their high void volume fraction. It can be noticed that the flexural modulus of all three composites is higher than that of the pure coPLA (see Figure 6(a)). Meanwhile, a decrease in the flexural modulus can be noticed with an increase in the mold temperature in the case of spunbound (CS and IS) composites. Due to their high void volume fraction, the flexural properties of dry-laid composites are lower than those of spunbound composites. From Figure 6, it can be noticed that the composites are stiffer at lower mold temperatures and tend to reach the value equivalent to that of pure coPLA as the mold temperature increases (see Figure 6(a)). At 165°C, even the reinforcement phase starts to melt, leading to a significant drop in the flexural modulus of the composites. Flexural properties of SRPLA composites against mold temperature (a) Flexural modulus (b) Flexural strength (c) Failure strain.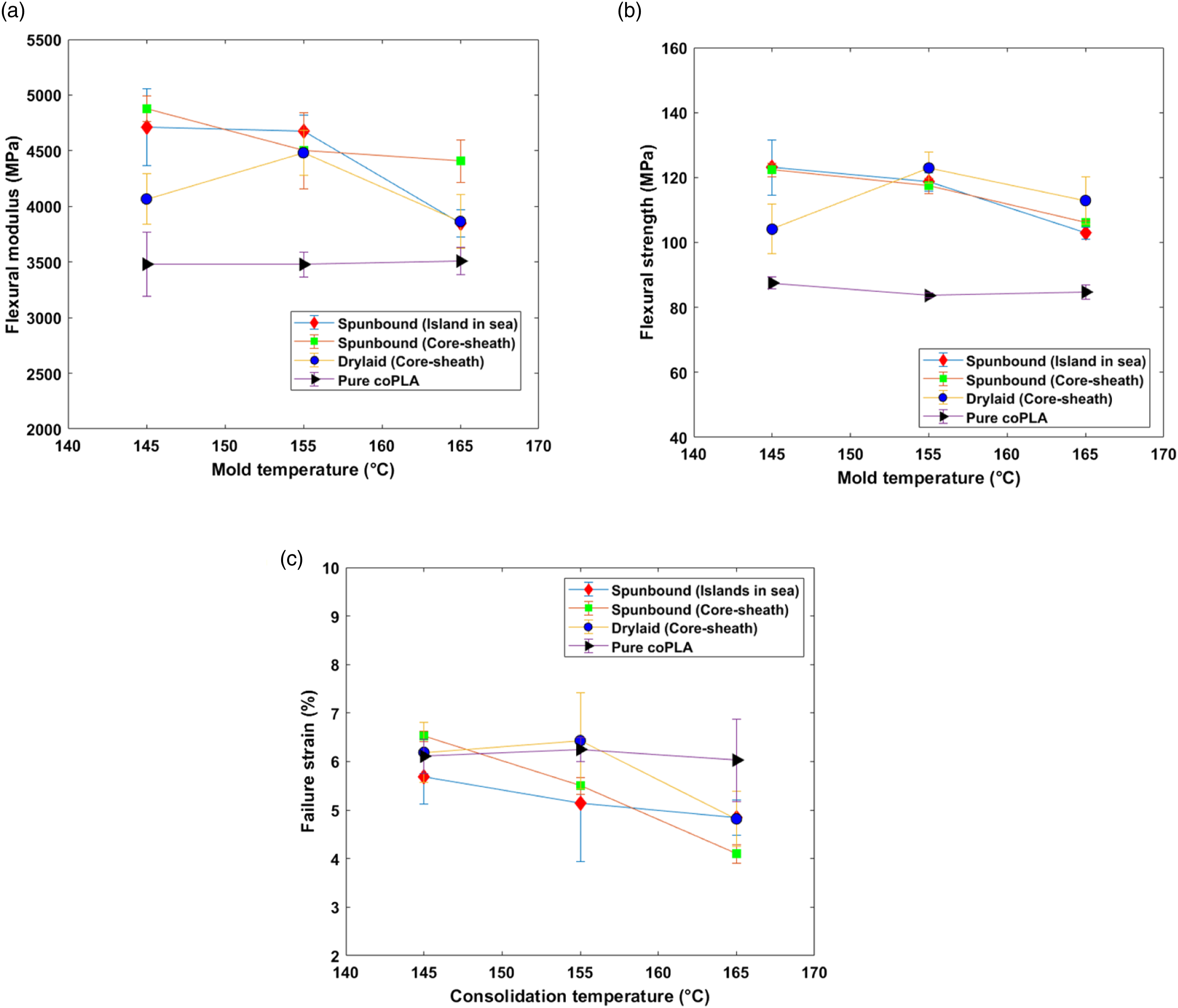
Similarly, the flexural strength (see Figure 6(b)) of the composites also follows a similar trend as that of modulus. In Figure 6(c), no clear conclusion can be drawn due to the highly scattered failure strain values. Most of the composites had lower failure strains than that of pure coPLA. It should be noted that these values correspond to the failure strains where there is a complete breakage of the specimen and not to the strain at maximum stress. These results show that the optimal mold temperature for these particular self-reinforced PLA composites is around 155°C.
The flexural modulus and strength are plotted against void volume fraction in Figure 7. We can see that for all three types of SRPLA composites, the flexural modulus and strength are decreased as the void volume fraction is increased, even if there is no significant change of the mechanical properties between 1% and 2% of void volume fraction. It should be noted, however, that there are two cases where the mechanical properties are low even if the void volume fraction is low (see the two dots in a red circle in Figure 7(a) and the two dots in a red circle in Figure 7(b)). In those cases, the composite samples were fabricated at the mold temperature of 165°C which corresponds to the melting temperature of reinforcing phase (i.e., high melt PLA). Therefore, the reinforcing PLA started to melt and lost the aligned molecular structure which led to the decrease of its mechanical strength, even if the impregnation quality was good owing to a low viscosity of the matrix. Flexural properties of SRPLA composites against void volume fraction (a) Flexural modulus (b) Flexural strength.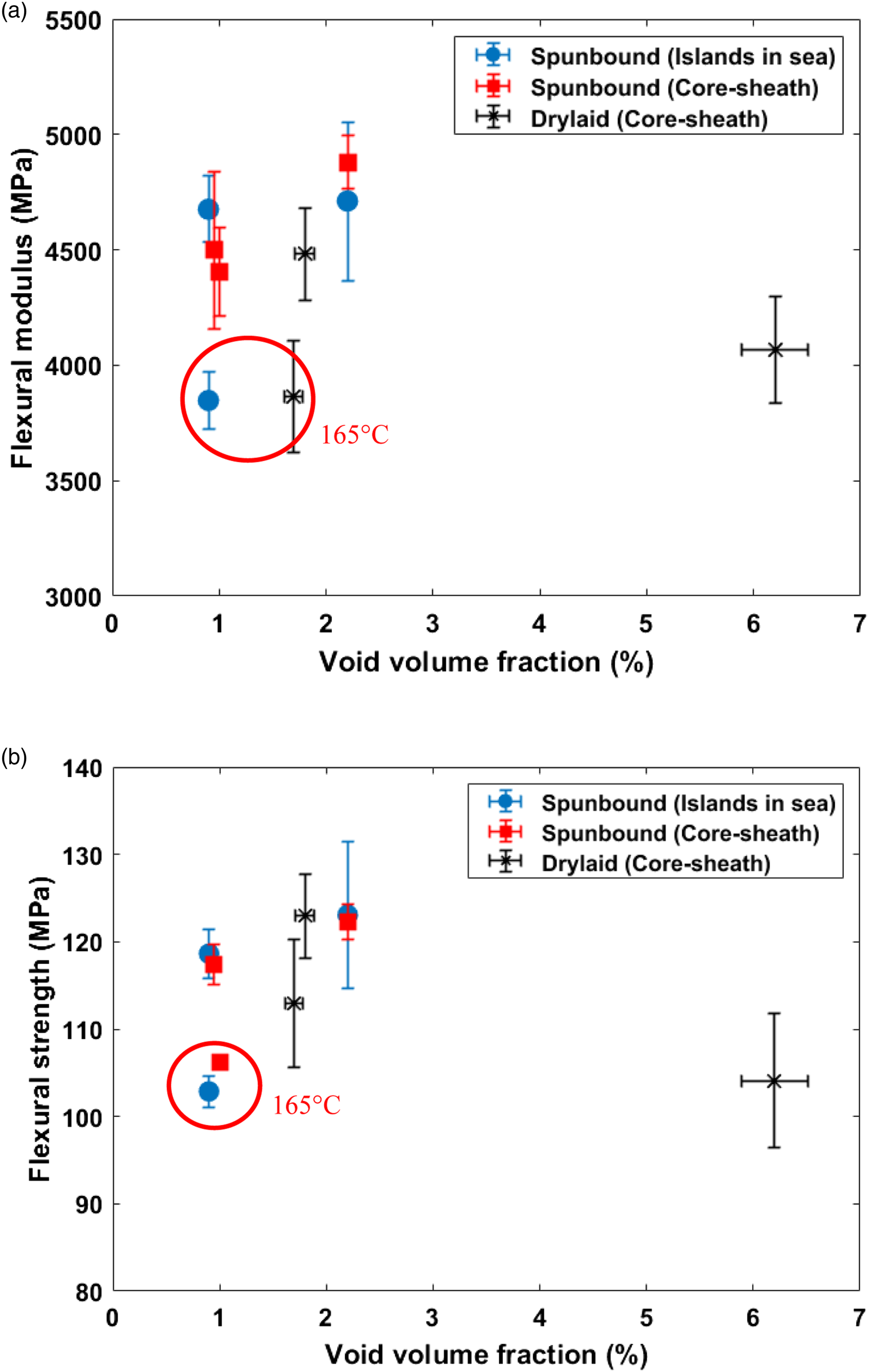
In Figure 8, the fractographs of different SRPLA composites are presented. It can be observed that all three SRPLA composites retain distinct reinforcement and matrix phases when manufactured at 145°C and 155°C. The CS composites exhibit a fibrous microstructure which can account for the higher flexural properties. This variation can be due to the use of the different PLA grades for the different nonwoven types, even if the PLA grades do exhibit similar crystalline melt temperatures. The flexural behavior of the SRPLA composites can easily be explained by the fractography in Figure 8. The absence of the fibrous microstructure leads to lower properties owing to the lack of reinforcement phase. Therefore, it can be concluded that the role of mold temperature is crucial for the mechanical properties of the SRPLA composites.
10
Fractorgraphy of SRPLA composites.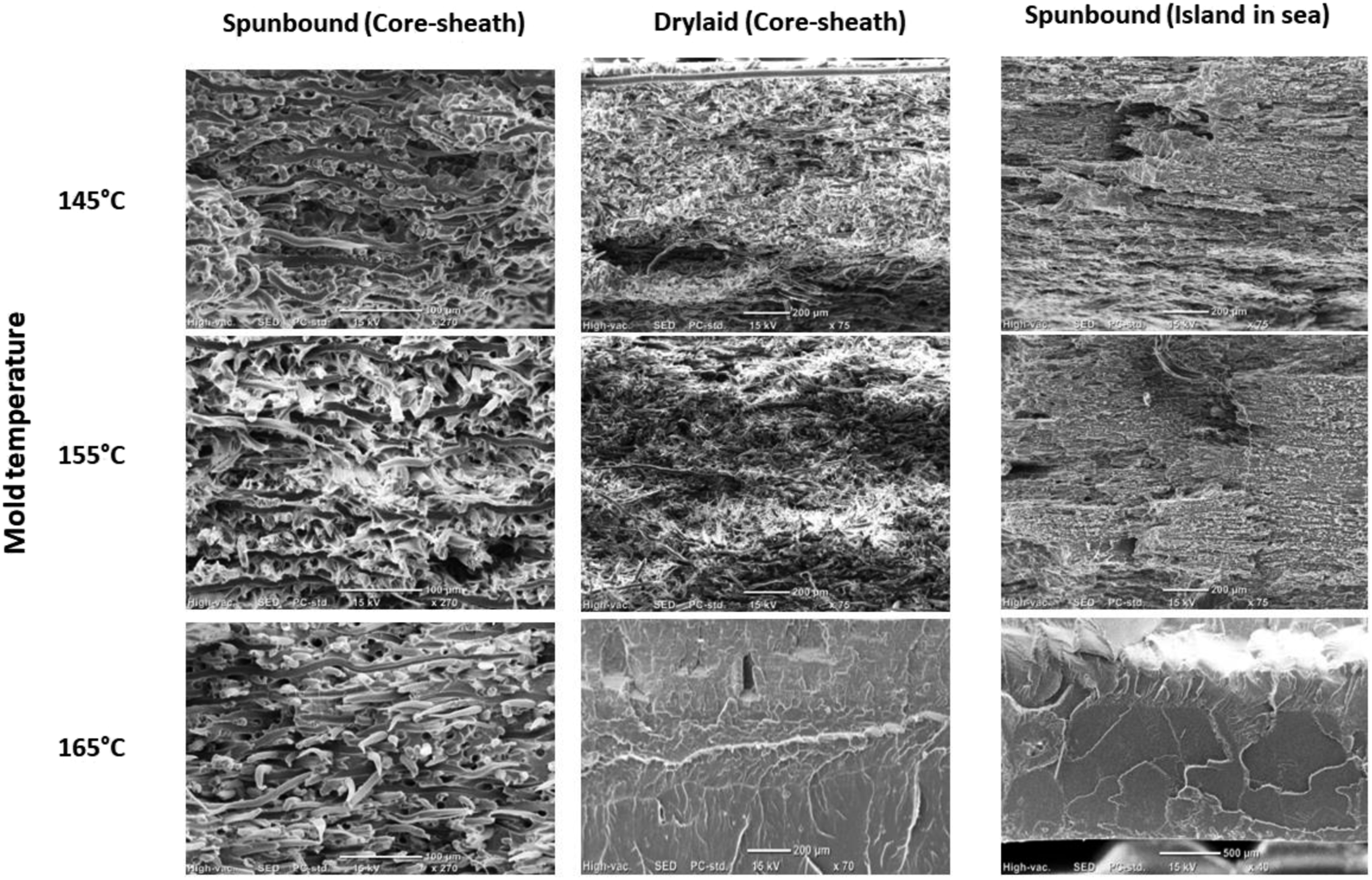
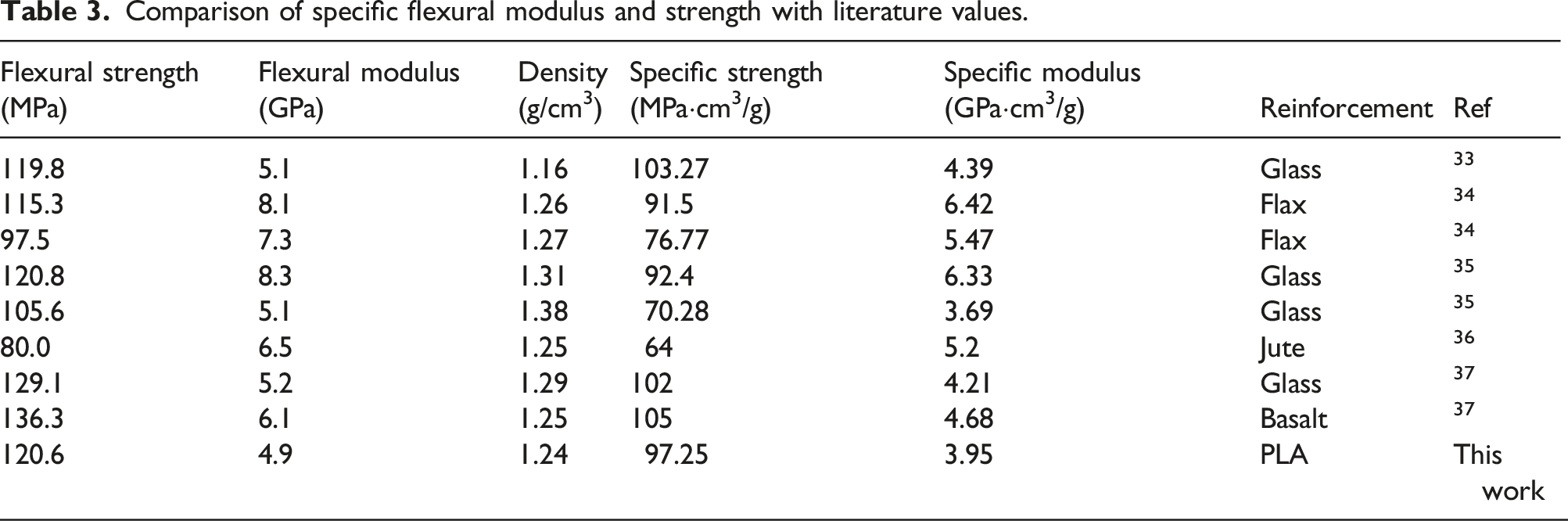
Comparison of specific flexural modulus and strength with literature values.
Conclusion
In this work, the SRPLA composites manufactured from the nonwoven preforms with different fabric and bicomponent filament architectures were developed. These nonwovens were prepared using two different techniques, that is, spunbond and dry layup. Two different bicomponent filament architectures, viz. core-sheath and islands in the sea were produced using the melt spinning technique. The SRPLA composites were fabricated using the compression molding and the optimum mold temperature was identified based on the flexural properties and the void volume fraction of the composites. The flexural properties of SRPLA composites were highly dependent on the mold temperature. In particular, the transition of the material behavior from ductile to brittle nature was observed as the mold temperature was increased. There was a negligible difference of the flexural properties between the core-sheath and islands in sea filaments based composites. Conversely, the spunbound composites exhibited better flexural properties than the dry-laid composites. It was identified that this difference in flexural properties was caused by the difference in the filament arrangement in the nonwoven fabric. These nonwovens are easier to handle in terms of drapability and have shorter manufacturing cycles. Finally, the specific mechanical properties were identified to match those of discontinuous glass or flax fiber reinforced composites. In future studies, we will investigate the damage behavior and the impact properties of these composites.
Footnotes
Acknowledgments
The authors would like to thank the European Regional Development Fund (ERDF) for the financial support to the SEABIOCOMP project within the framework of INTERREG2SEAS under subsidy contract No 2S06-006.
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the European Regional Development Fund (SEABIOCOMP INTERREG2SEAS / No 2S06-006).