
Abstract
More steel scrap from recycling is being used as a raw material during steel production. It is known that residual elements arising from the scrap can affect the microstructures and mechanical properties of the final steel product. In this paper, residual elements Cu, Ni, Cr and Sn have been added to a low carbon packaging steel to determine the influence on microstructure development through processing and the final mechanical properties. Approximately 25% low quality scrap content as feedstock has been considered, giving maximum Cr, Ni and Cu residual contents of 0.15 wt% and maximum Sn content of 0.03 wt%. A Taguchi 2-level 4 factor L8 matrix has been used to consider the influence of different residual elements. When the coiling temperature after hot rolling was 600°C the residual elements affected the CCT diagram and hence hot band microstructures with varying levels of polygonal ferrite and bainite/acicular ferrite were observed. However, when the coiling temperature was 700°C, the influence of residuals was less significant with polygonal ferrite microstructures observed except for the steel with the highest residual content where some bainite/acicular ferrite was present. The presence of residual elements and/or large bainite/acicular ferrite grains retard recrystallisation after cold rolling meaning a few unrecrystallised elongated grains were observed in the final annealed product. The final products showed tensile strength ranges from 362 to 401 MPa (hot coiled at 600°C) and 394 to 414 MPa (hot coiled at 700°C.) Similar elongation values were seen for the base composition packaging steels (23.8 / 23.4% for 600 / 700°C coiling). The steel with the highest residual content showed the highest strength values in both cases, due to differences in grain size, solid solution strengthening and dislocation density, but reduced the elongation (20.7 / 16.5% for 600 / 700°C coiling). Overall, the influence of the level of residuals studied on the hardness, mechanical strength and local formability (stretch bend performance) is relatively small. This is due to the high level of cold reduction (>85%) followed by annealing resulting in a similar final product microstructure of predominantly equiaxed ferrite despite the different hot rolled microstructures.
Keywords
Introduction
Residual elements in steel, such as Cu, Ni, As, Pb, Sn, Sb, Mo, Cr, etc., are defined as elements which are not added deliberately and which cannot be removed by simple metallurgical processes. Residual elements enter steel from impurities in ore, coke, flux and scrap, and among these, scrap is considered to be the main source of residuals. 1
In order to realise a more circular economy and reduce greenhouse gas emissions, more steel scrap is being used as a raw material in the blast furnace (BF)-basic oxygen furnace (BOF) process and electric arc furnace (EAF) process during steel production.2–5 Steel production by the EAF route can use up to 100% of steel scrap as the iron bearing charge, while BF-BOF can take up to 30% of steel scrap. Steel scrap is predominantly from recycled steel, and in 2017 about 86% of steel is recycled.6,7 However, the steel scrap often contains residual elements, which will enter the new steel product. The content of residual elements in a steel product will depend on the quality of the scrap and the amount of scrap used as feedstock. The residual element levels from steel scraps of different countries may be different. 8
The most commonly found residuals arising from scrap steel are Cu, Ni, Cr, Mo, and Sn. 9 The levels of residual elements present in scrap are determined by the scrap quality and retention rate during steelmaking. 3 Different potential residual levels can arise due to the amount of scrap used and the quality level selected. The acceptance limits of these residual elements in steel specifications depend mainly on the product requirements. The presence of residual elements in steel can have strong effects on the processing conditions, microstructure development and final mechanical and other properties.1,5,10,11 The processing conditions that residual elements can affect include recrystallisation (for both austenite and ferrite), rolling force during hot rolling, hot ductility, phase transformation, solid solution strengthening and hardenability etc.1,11 The effects of Cu are generally related to its presence in solid solution or as precipitates, while the effects of Sn are mainly related to grain boundary segregation.12–15 The research from Duan et al. 5 showed that residual elements affected the roughness of the scale/metal interface, internal Fe oxides formation, the amount of Ni and Cu enriched Fe phase and Cu and Sn enriched liquid phase at the scale/metal interface, and the depth of the liquid phase penetration along the grain boundaries. It also clearly showed a synergistic effect between Cu and Sn and the mitigation effect of Ni on oxidation and grain boundary penetration as both Sn and Ni affects Cu solubility. The detrimental effect of Cu and Sn on surface defects was also reported by Herman and Leroy. 11 It was reported that the residual elements of Cu, Ni and Sn could enhance the adhesion of scale to the substrate and affect the pickle-ability of the hot-rolled strips. 11 It has been demonstrated that residual elements of Ni, Cr, Mo, and Cu increase the hardenability, but also increase the potential distortion of a part during heat treatment. 6 Duan et al. 16 studied the influence of Ni, Cu, Cr and Sn residuals on the microstructure and mechanical properties of a low carbon steel, with maximum residual content of 0.297, 0.278, 0.177 and 0.058 wt%, respectively. Their results showed that the addition of residual elements resulted in a lower bainite fraction (higher pearlite fraction), a smaller effective grain size and the precipitation of Cu-rich particles. It was also shown that the addition of Ni, Cu, Cr and Sn increased the strength and reduced the elongation in the low carbon steel. Duan et al. 17 showed that Ni, Cu, Cr and Sn residuals can suppress the development of the γ-fibre texture in a low carbon formable steel. It is reported that residual Sn can significantly reduce the impact toughness of low alloy structural steels. 18 Sn tends to segregate at grain boundaries during heat treatment, which reduces the interface energy and accelerates the nucleation and growth of grain boundary micro voids. 18 Cu has been reported to have a recrystallisation retardment effect in a low carbon steel. 15 Overall, the presence of residual elements can deteriorate the steel properties, such as reducing ductility 16 and toughness,11,12,19,20 worsening hot ductility,21–26 causing temper embrittlement27–29 and aggravating surface hot shortness.8,30,31
However, there has been no study regarding the influence of residual elements on the properties of packaging steels. In order to ensure customers’ required properties can be achieved, it is necessary to understand the effect of residual elements on microstructure development through processing and the final mechanical properties of a packaging steel to determine whether processing parameters need to be altered and/or residual elements kept within acceptable limits. In this paper, residual elements Cu, Ni, Cr and Sn have been added to a low-carbon packaging steel to determine their influence on microstructural development and mechanical properties (hardness, tensile and stretch bend performance). Different combinations of residual elements have been used based on a Taguchi 4 factors 2 levels matrix, considering potential low quality scrap levels used as feedstock. Packaging steels are low alloy high performance grades that are traditionally made using a blast furnace-basic oxygen steelmaking route with low scrap steel content. The aim of this study is to determine if higher levels of scrap, and hence higher residual element content, can be tolerated without any detrimental effect on properties.
Materials and methodology
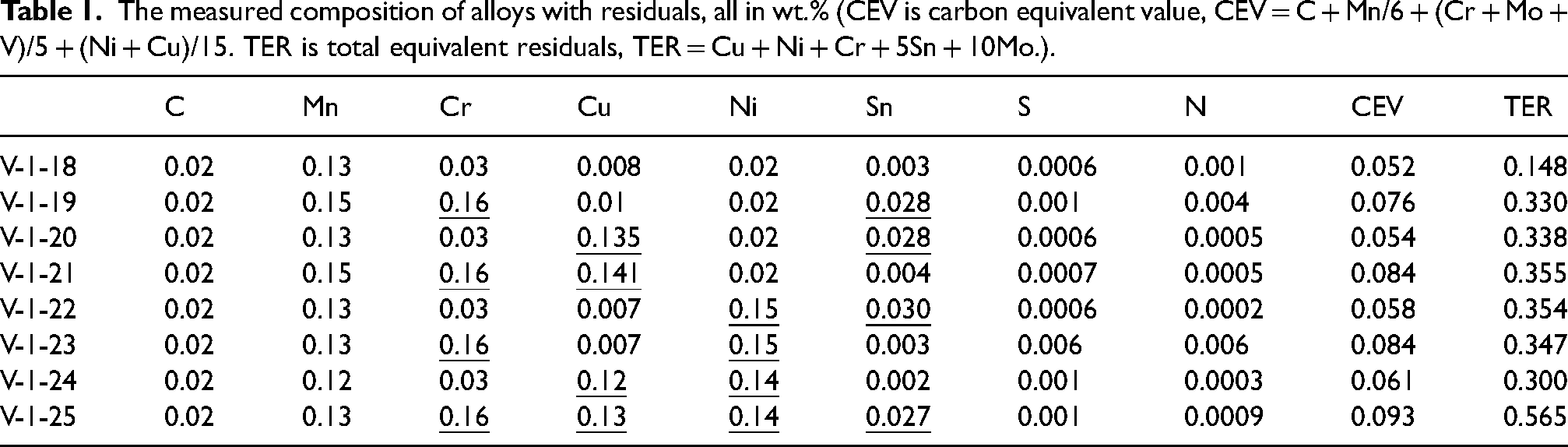
A Consarc vacuum induction melting (VIM) furnace (maximum heating power 35 kW, with a vacuum level of 10−5 mbar) was used to cast a base low-carbon packaging steel and those with added residual elements. The ingots were 8 kg each, measuring 240 × 80 × 35 mm. One cast has the base composition (V-1-18) and 7 others (V-1-19 to V-1-24 with 2 residual elements and V-1-25 with 4 residual elements) have different residuals (Cr, Cu, Ni and Sn) added. The design of the test matrix is based on a Taguchi 2-level 4 factor L8 matrix. Based on the current steel and the potential of 25% low-quality scrap being used as feedstock for steel production, the low and high levels of Cr, Cu and Ni are determined as 0.02 wt% and 0.15 wt%, respectively; and the low and high levels for Sn are 0.004 wt% and 0.03 wt%, respectively. The measured composition of the alloys is shown in Table 1, with the introduced residuals underlined. Mo is not included in the study, because its presence in scrap is very low and it is difficult to study its influence accurately. After casting, the slab was homogenized at 1050°C for 1 h, and then hot rolled from 35 mm to around 3 mm in 7 passes. The strip was reheated to 1050°C for 2 min between each pass to maintain starting temperature for each hot rolling pass to above 1000°C and the finish rolling temperature between 900 and 950°C. After the final pass, the strip was immediately put into a nearby large furnace at 600°C or 700°C. The furnace was then switched off with the door closed and the hot rolled strips were allowed to naturally cool over a period of 12 h to represent the commercial coiling cooling process. The hot rolled strip was sectioned and pickled in 25% HCl to remove the oxide scale on the surface.
The measured composition of alloys with residuals, all in wt.% (CEV is carbon equivalent value, CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15. TER is total equivalent residuals, TER = Cu + Ni + Cr + 5Sn + 10Mo.).
The hot rolled and pickled material was then cold rolled using a laboratory Durston F160 mill, for a cold reduction of 85% (for 600°C coiling temperature) or 88% (for 700°C coiling temperature). The cold rolled steel strips were fully annealed using a Gleeble 3800 thermo-mechanical simulator to reproduce the continuous annealing production line thermal profile used in industry with a peak soaking temperature of 660°C and over-aging temperature of 400°C, as shown in Figure 1. Samples for the Gleeble 3800 are 260 mm×45 mm×thickness and give a region of uniform heating in the centre of approximately 40 mm in length, which is sufficient for ASTM E8 subsized tensile samples (which has a gauge length of 25 mm). After full anneal, the strips were then further cold reduced by 2% using the Durston F160 mill, pickled in 25% HCl, and finally baked at 200°C for 20 min. This represents the temper rolling and bake hardening processes used in industry. The material in this state is called final product in this paper.
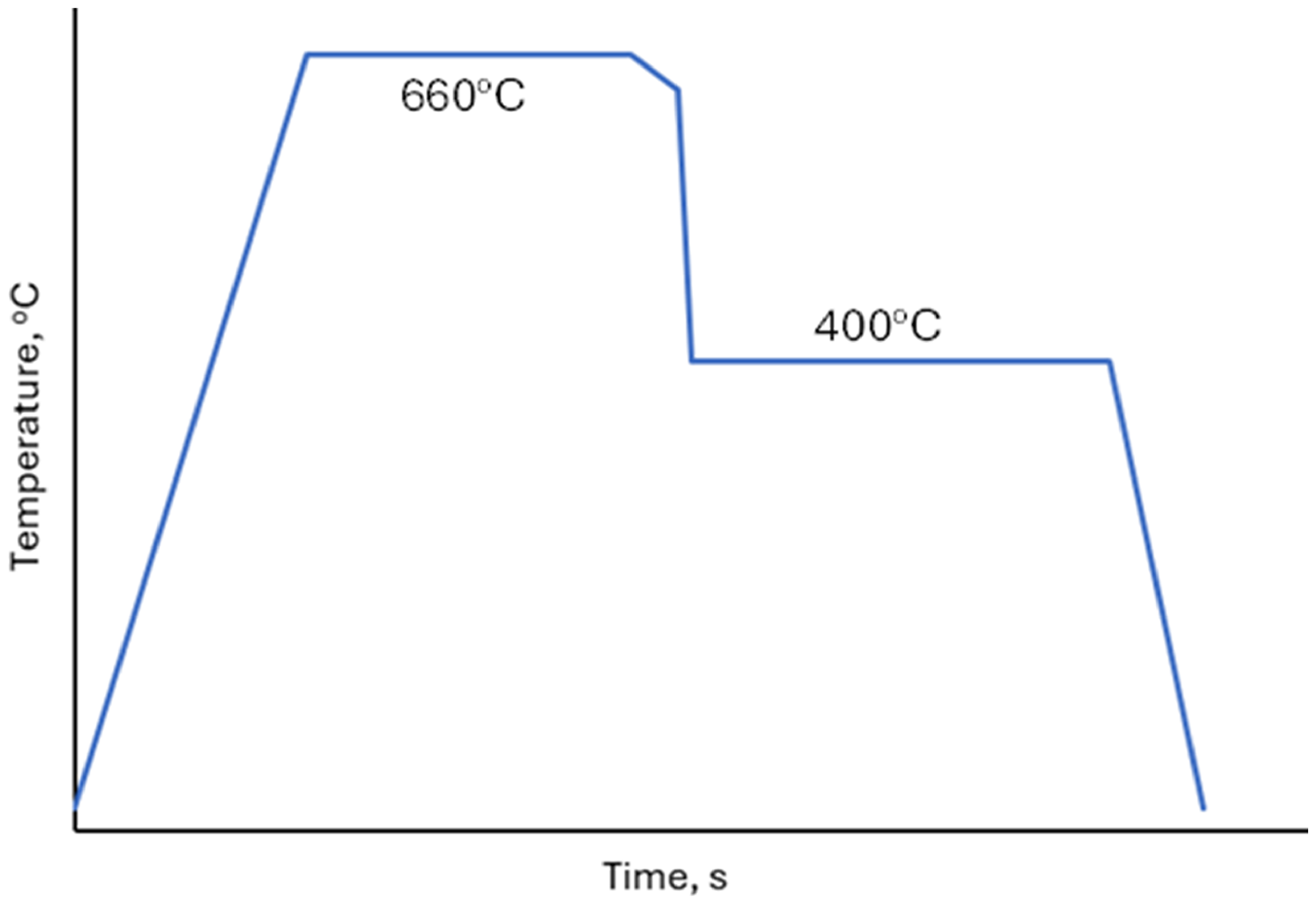
The continuous annealing production line schematic temperature-time profile.
The final heat-treated sheets (0.27–0.36 mm thick) were then punched into subsized dogbone tensile samples by following the ASTM E8 standard for subsized samples. The longitudinal direction of the tensile samples is along the rolling direction of the material. The tensile samples have a gauge length of 25 mm and gauge width of 6 mm and were tested with an Instron 5985 static machine equipped with a 10 kN load cell and a video extensometer. The crosshead speed used was 1 mm/min before 1% strain and 5 mm/min afterwards, and the criteria for the end of test was a drop of load by 40%.
An angular stretch bend test (ASBT) was used to measure the local formability of the materials. During the test, a strip of sheet metal is clamped at both ends and a tool with a radius stretches and bends the centre of the strip until failure. By using different radii, the sample is exposed to different amounts of superimposed bending during the stretching. 32 The stretch bend samples were 20 mm wide and 200 mm long with length along the rolling direction. The stretch bend test fixture was set-up in an Instron machine with a 30 kN load cell. The radius of the punch (r1) is 1 mm, and the radius of the clamp (r2) is 2 mm, and the gap between the 2 clamps is 20 mm. The crosshead compression speed was 3 mm/min and the criteria for end of test was a drop of load by 30%. The ASBT provides a comparison for the formability of the strips with and without residual elements.
For microstructure analysis, samples were mounted in the rolling-normal plane (RN-ND) in conductive bakelite (KonductoMet, Buehler) and then ground and polished using conventional metallographic preparation procedures. A final colloidal silica (MasterMet 2, Buehler) polish was applied using a vibratory polisher (VibroMet 2, Buehler) for 30 min to remove any deformation induced during the polishing procedures.
The microstructure was analysed using a FEI Versa 3D Field Emission Gun (FEG) Scanning Electron Microscope (SEM) equipped with a Symmetry 2 Electron Backscatter Diffraction (EBSD) detector (Oxford Instruments). EBSD analysis was performed at 20 kV with a current of ∼32 nA at ∼3000 Hz with the rolling direction horizontal and the sample tilted to 70°. Grain size data was restricted to a minimum grain size of 4.5 µm for hot rolled samples and 1.5 µm for cold rolled samples. Hot band samples were mapped with a 1.38 mm horizontal field width (HFW), cold rolled samples were mapped with a 0.59 mm HFW. 3 sites were mapped on each sample, spread across the length of the sample. Grain size data shown is the average of the 3 sites, with the standard deviation given as error. All un-recrystallised grains were left out of the grain size calculations. All data was processed using Aztec Crystal software (Oxford Instruments). For optical microscopy, V-1-25 hot band and cold rolled samples at both 600°C and 700°C coiling temperatures were polished and then etched using a 2% Nital solution. Images were taken on a VHX7000 Keyence optical microscope.
Results and discussion
Hot band microstructure
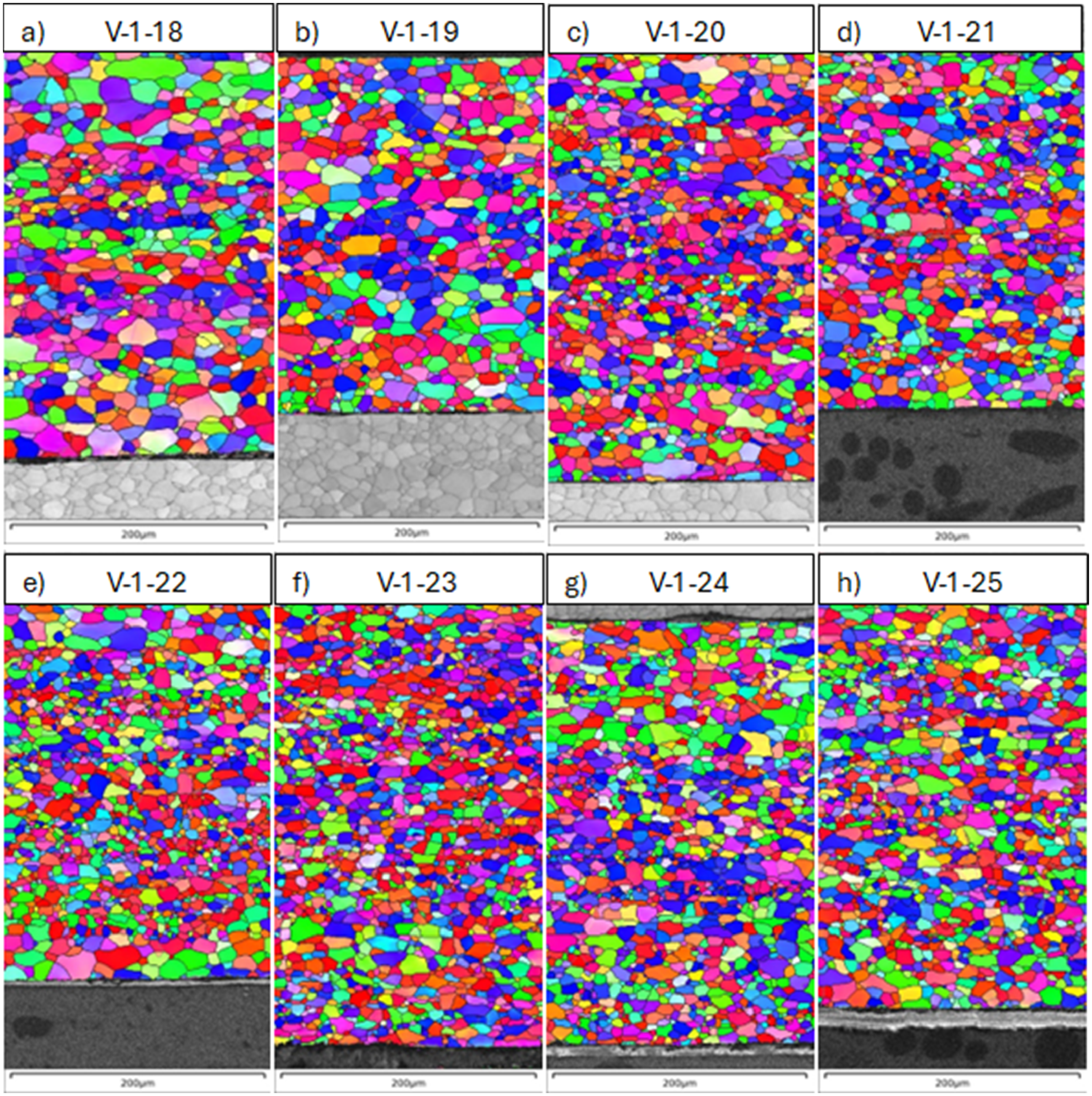
Figure 2 shows EBSD IPF maps of the hot rolled steel with the base composition (V-1-18) and with different residual element contents (V-1-19 to V-1-25) after coiling at 600°C. Sample V-1-18, the base chemistry, shows a relatively uniform coarse bainite/acicular ferrite grain structure with an average equivalent circle diameter (ECD) grain size of 142 µm and a high low angle grain boundary (LAGB, 2–10o) percentage (41%). Grain boundaries with misorientation larger than 10o are treated as high angle grain boundaries (HAGB). This microstructure is typical of a steel that has been rolled in the fully recrystallising region, with coarse austenite grains at the end of rolling and bainite/acicular ferrite formed on cooling and holding at a relatively low coiling temperature, in this case 600°C.
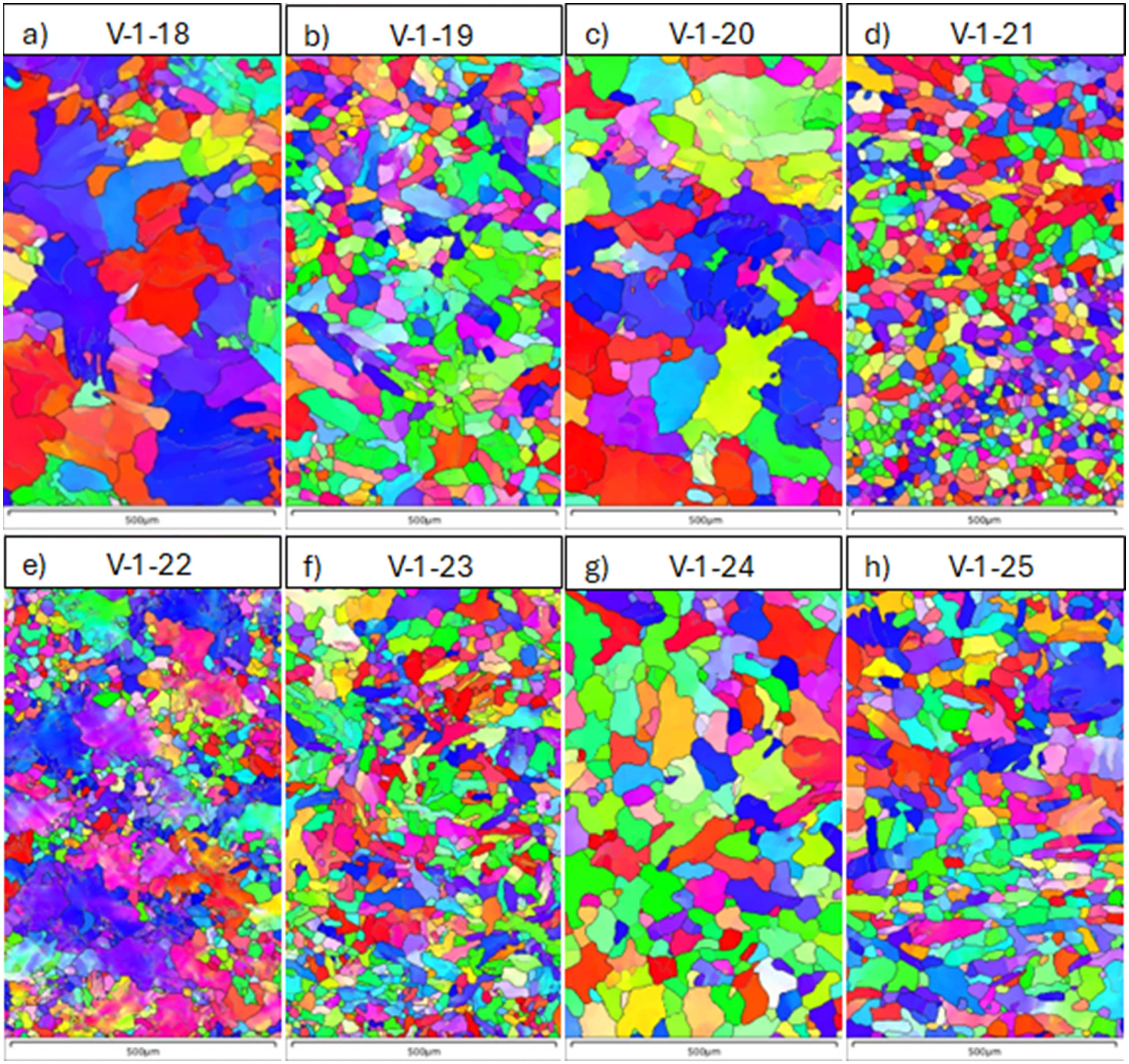
EBSD IPF maps of the hot rolled steel with and without residuals (coiled at 600°C), a, V-1-18 (base composition), b, V-1-19, c, V-1-20, d, V-1-21, e, V-1-22, f, V-1-23, g, V-1-24, h, V-1-25.
Figure 3 shows JMatPro predicted continuous cooling transformation (CCT) curves for samples V-1-18 (base composition) and V-1-25 (highest residual content composition) accounting for all other residual elements except Sn (the 0.1% line and 99.9% lines on the plot indicate the start and finish of the phase transformation). Currently, Sn is not present within the TCFe10 database in JMatPro-v14. The CCT curves show that if the cooling rate is above 0.3°C/s and slightly less than 100 oC/s, bainite is predicted to form before pearlite. It is estimated that the cooling rate between the end of the last hot rolling pass and coiling simulation is between 10 and 100 oC/s, so if the coiling temperature is 600°C, bainite is expected to form. With the addition of residual elements, the CCT is predicted to shift to slightly lower transformation temperatures / longer times as shown in Figure 3. Similar results have been reported by Duan et al. 33 and Hammer et al. 34 Ouchi et al. 35 showed that Ni, Cu and Cr can reduce the transformation temperature of austenite to ferrite. Leach et al. 36 proposed that Ni and Cr can lower the onset temperature of bainitic transformation. CCT curves in Figure 3 have been calculated based on an average austenite grain size of 150 µm. CCT curves for average austenite grain size as small as 50 µm have also been calculated and the results show that a higher undercooling is required for the larger grain size for the same transformation.
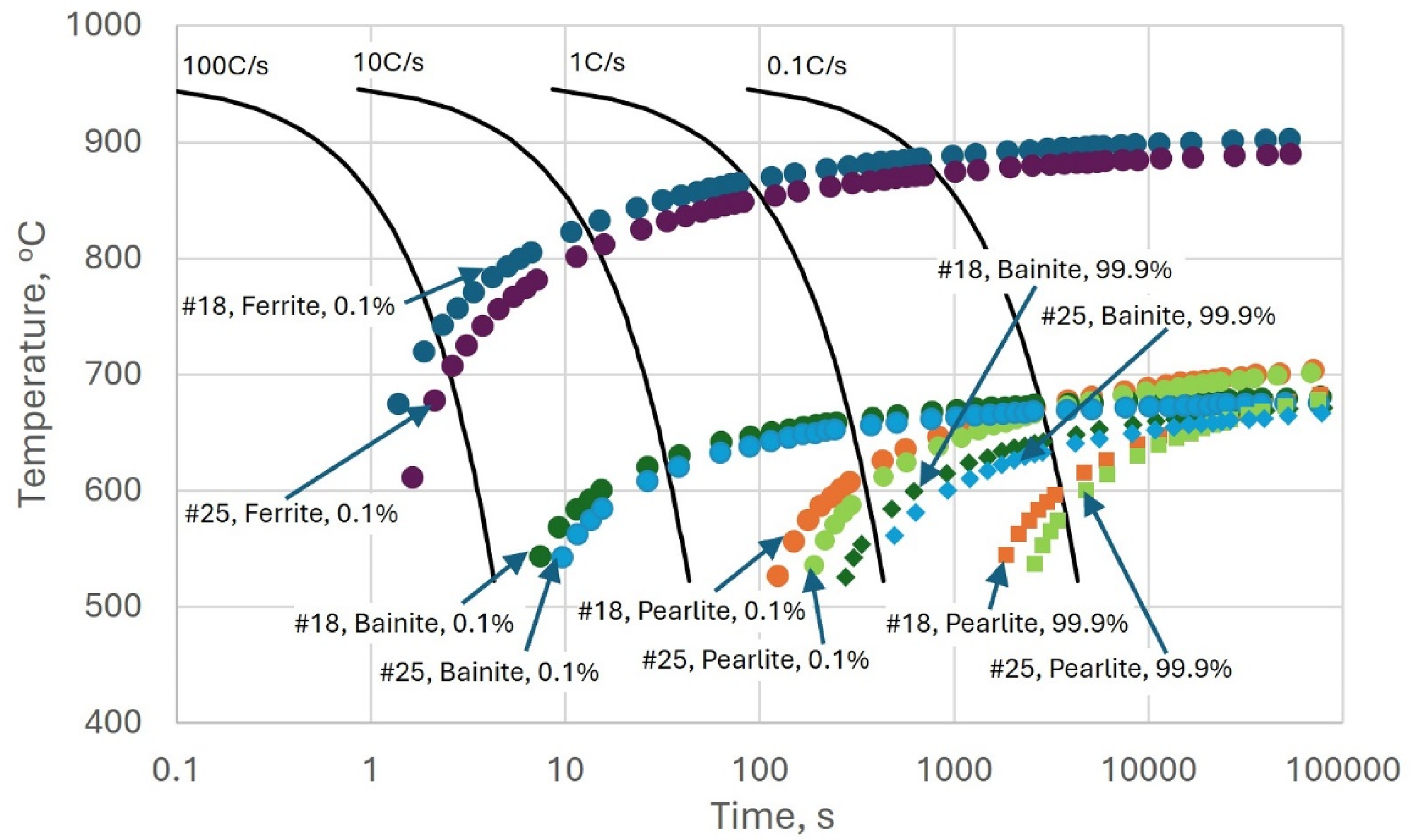
Continuous cooling transformation (CCT) diagrams for samples V-1-18 and V-1-25 (Austenite grain size, 150 µm, without including Sn in composition).
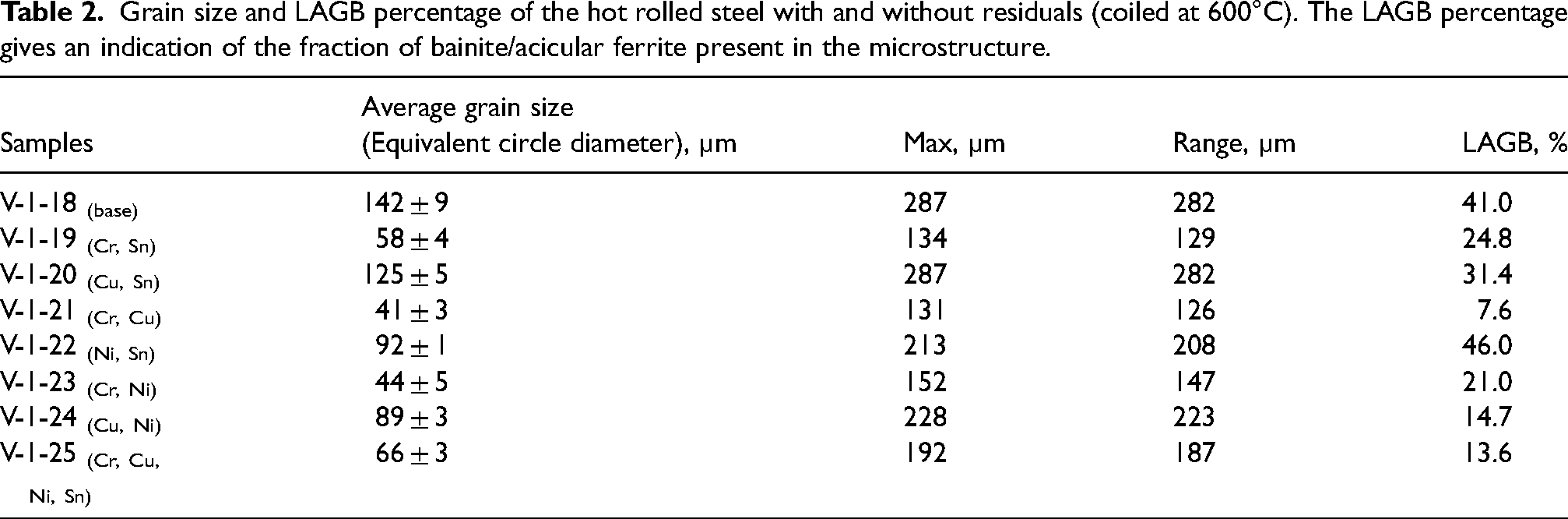
From Figure 2, it can be seen that when the coiling temperature is 600°C, samples with different residual element contents show different microstructures. Sample V-1-20 has a similar coarse grain structure with bainite/acicular ferrite as the base sample V-1-18, although the grain size is slightly smaller. Sample V-1-24 has a relatively coarse bainite/acicular ferrite structure, similar to V-1-18 and V-1-20, with the grain size further reduced compared to V-1-20. Samples V-1-19, V-1-21, V-1-23, and V-1-25 have a more refined grain size with a mixture of ferrite and bainite/acicular ferrite structure. Sample V-1-22 shows a mixed coarse bainite/acicular and fine ferrite grain structure, where the colour gradient inside the bainite/acicular ferrite grains indicates the existence of a large amount of dislocations. Samples V-1-19, V-1-21, V-1-23 and V-1-25 all have some fine ferrite grains present, which may be related to the Cr content in these samples. Cr can promote the formation of ferrite as reported by Bai et al. 37 Table 2 summarizes the grain size and percentages of LAGB in the different microstructures, which is related to the amount of bainite/acicular ferrite (the residual elements present are noted in the sample name). All samples have a large grain size range of more than 100 µm (from 126 to 282 µm). The average grain sizes vary for the different samples, ranging from 41 to 142 µm, with the largest two as V-1-18 (142 µm) and V-1-20 (125 µm) and the smallest two as V-1-21 and V-1-23 (around 40 µm). The results also show that apart from samples V-1-21, V-1-24 and V-1-25, all other samples have a high percentage of LAGB, ranging from 21% to 41%. Analysis of the grain size of samples with a 600°C coiling temperature with and without residual elements, show no clear correlation between grain size and CEV or TER, although addition of residual elements reduces the average grain size and the samples with Cr present consistently show a smaller average grain size.
Grain size and LAGB percentage of the hot rolled steel with and without residuals (coiled at 600°C). The LAGB percentage gives an indication of the fraction of bainite/acicular ferrite present in the microstructure.
The influence of coiling temperature on the samples with/without residuals has been investigated. Figure 4 shows the EBSD microstructures of the hot rolled steel V-1-18 (base composition), V-1-22 and V-1-25 after coiling at 700°C. The images show a more uniform grain size distribution than for the equivalent hot rolled samples coiled at 600°C. The base composition V-1-18 steel shows a fine ferrite grain structure with a low LAGB percentage (Table 3) indicating that the 700°C higher coiling temperature has allowed full transformation to ferrite rather than the formation of bainite, as predicted by JMatPro (as shown in Figure 3). Sample V-1-22 shows a similar microstructure with small equiaxed ferrite grains with a low percentage of LAGB (Table 3). The average grain size of sample V-1-18 and V-1-22 is 42.9 µm and 41.5 µm, respectively. However, sample V-1-25 (with the highest residual element content including all residual elements) shows a larger grain size and some acicular structure compared to those of V-1-18 and V-1-22. This microstructure is similar to the microstructure of V-1-25 coiled at 600°C with a mixture of ferrite and bainite/acicular ferrite structure, despite the CCT diagram suggesting that bainite is not expected. This suggests that for this composition the CCT prediction is not accurate, potentially due to the effect of Sn which is not currently included in the JMatPro database and/or differences in the austenite grain size before coiling. The orientation distribution functions (ODF) plots showed that all hot rolled samples coiled at 600°C and 700°C had random texture.
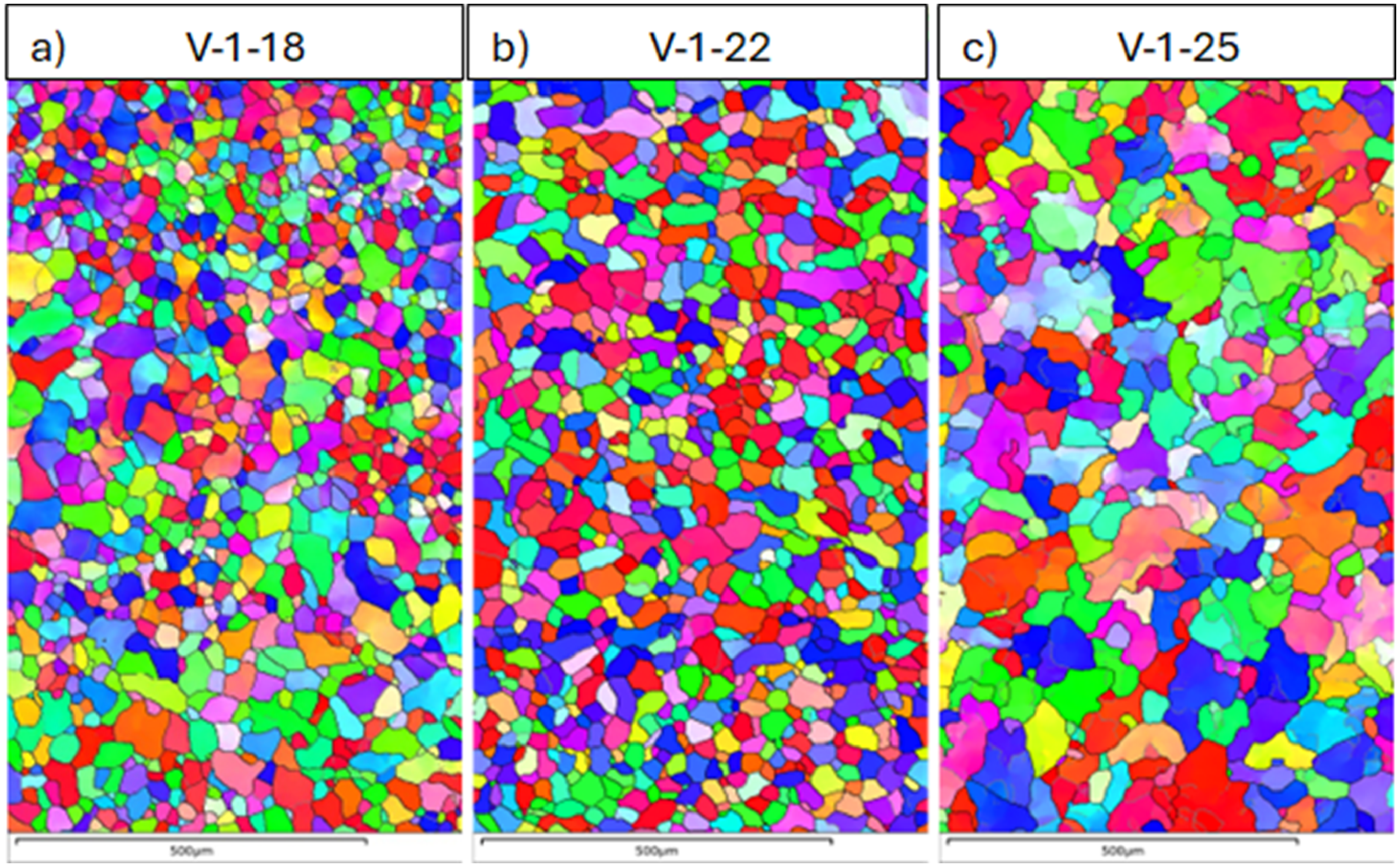
EBSD IPF maps of the hot rolled steel with and without residuals (coiled at 700°C), a, V-1-18, b, V-1-22 and c, V-1-25.
Grain size and LAGB percentage of the hot rolled steel with and without residuals (coiled at 700°C).

When there is phase transformation from austenite to ferrite, there is grain refinement due to ferrite nucleation at the grain triple points; however, when austenite transforms to bainite or acicular ferrite, the grain size is similar to that of the austenite structure (if considering high angle boundaries only). This is the reason why the average grain size for V-1-18 and V-1-22 coiled at 700°C is much smaller than that when coiled at 600°C.
From Figures 2 and 4, it can be seen that when the coiling temperature is 600°C, the residual elements in the steel samples have a significant influence on the hot band microstructure, but when the coiling temperature is 700°C, this influence is diminished. It is only in the steel with the highest residual content (V-1-25) that a noticeable increase in acicular ferrite/bainite amount and grain size is seen on coiling at 700°C.
Microstructures of the final products
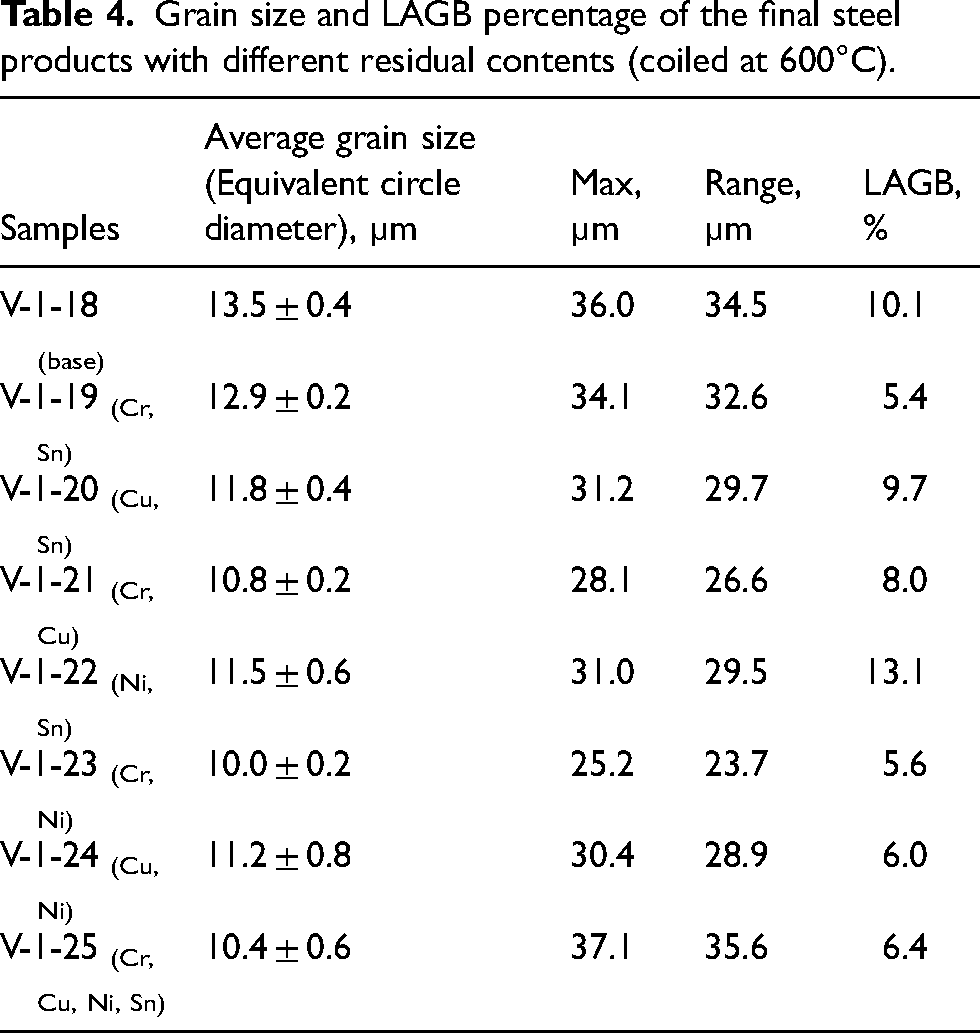
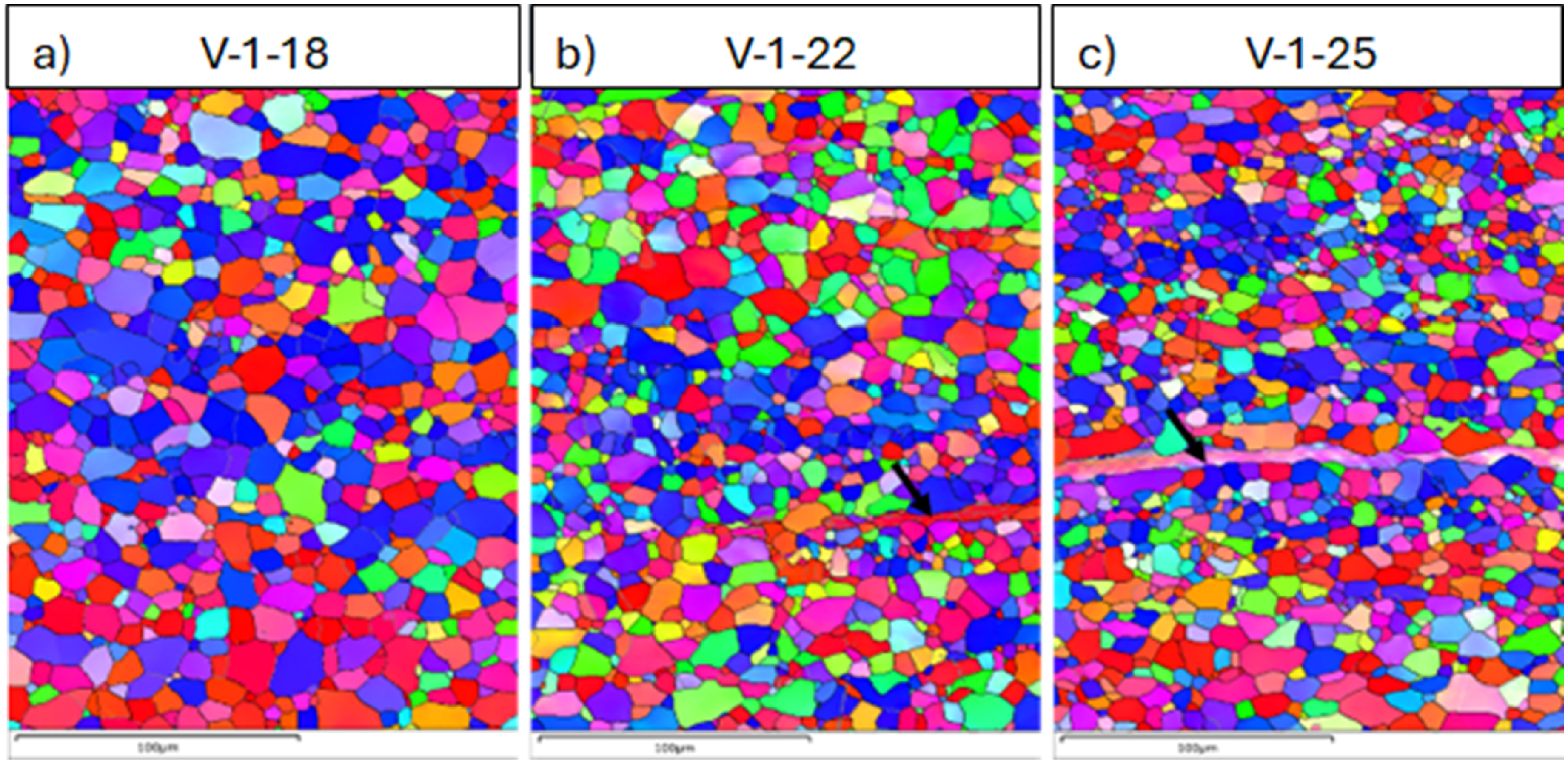
Figure 5 shows the EBSD IPF maps of the final products for the different compositions after coiling at 600°C. Figure 5(a) shows the microstructure of the base composition V-1-18, with fine equiaxed ferrite uniformly distributed. The microstructure of the samples with different residual elements is similar to that of the base composition. Table 4 shows the grain size and LAGB percentage of these steels. The grains of the final products are small, with average grain size ranging from 10 to 13.5 µm, the maximum grain size ranges from 25 to 37 µm. Overall, the average grain size of V-1-18 and V-1-19 is slightly larger than that of others, at 13.5 µm and 12.9 µm, respectively. The addition of residual elements slightly reduced the ferrite grain size, which has been reported previously.12,17 The grain refinement was attributed to the solute drag effect from residual elements. 38 The percentage of LAGBs in the final products is low, ranging from 5.4% to 13.1%. There are some grains in the samples that are not recrystallised, especially for samples V-1-18, V-1–20 and V-1–22, which is indicated by their higher LAGB percentages. These unrecrystallised grains only appear locally, as shown in Figure 6, indicated by arrows. There are three potential causes for these unrecrystallised grains: 1. Strain partition (due to the co-existence of hard and soft phases where the hard phases tend to experience less deformation during cold rolling leading to low stored energy and hence slower recrystallisation); 2. Large grain size after hot rolling and coiling (larger grain sizes show slower recrystallisation kinetics); 3. Retardment from residual elements. Samples V-1–18 (no residuals) and V-1–20 have bainite/acicular ferrite structures and their grains are large, therefore it is suggested that the large grain size is the reason for incomplete recrystallisation. The incomplete recrystallisation in sample V-1–22 could be caused by strain partition as it has a mixed microstructure. Acicular ferrite/bainite is typically harder than polygonal ferrite due to the presence of LAGBs so that, during cold rolling, these regions may experience less deformation and hence have less stored energy. As a result, during the following annealing process, some of these low stored energy regions will not have enough driving force to recrystallise. The residual elements can have some retardment effect on recrystallisation, and it has been reported that Sn had a strong effect. 11 In this case, the incomplete recrystallisation of samples V-1–20 and V-1–22 may also be caused by the residual elements, particularly Sn.
EBSD IPF maps of the final products of the packaging steel with and without residual elements (coiling temperature 600°C), a, V-1-18 (base composition), b, V-1-19, c, V-1-20, d, V-1-21, e, V-1-22, f, V-1-23, g, V-1-24, h, V-1-25.
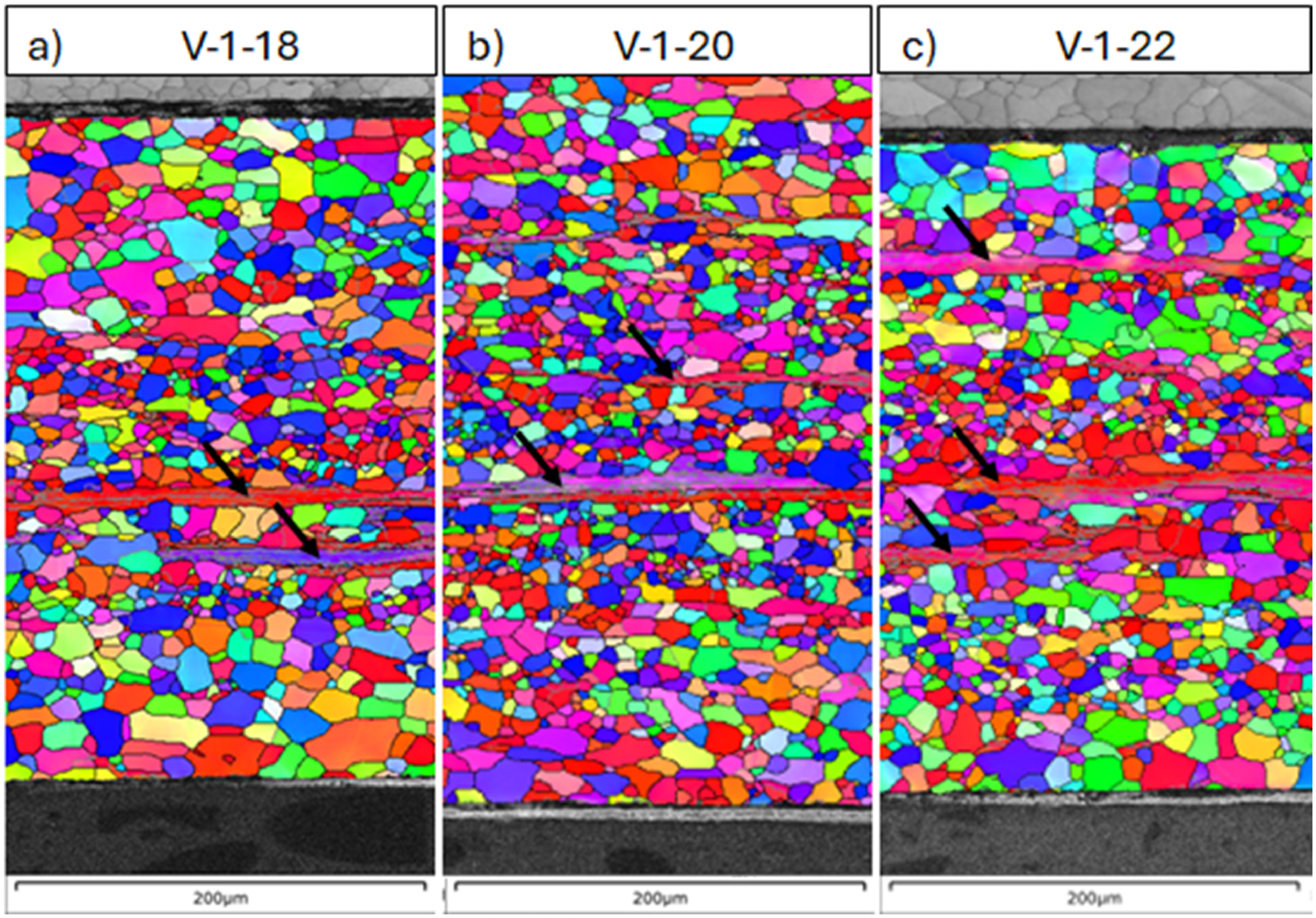
EBSD IPF maps of the final products of the packaging steel with and without residual elements (coiling temperature 60°C) showing unrecrystallised grains, a, V-1-18 (base composition), b, V-1-20 and c, V-1-22. Arrows are used to indicate localised un-recrystallised grains.
Grain size and LAGB percentage of the final steel products with different residual contents (coiled at 600°C).
From the above results, it can be seen that the residual elements have a large influence on the microstructure of hot rolled samples coiled at 600°C, where the microstructure can be coarse bainite/acicular ferrite (V-1–18, V-1–20 and V-1–24), mixture of ferrite and bainite/acicular ferrite (V-1–19, V-1–21, V-1–23 and V-1–25), or mixture of fine ferrite and coarse bainite/acicular ferrite with many dislocations inside the bainite/acicular ferrite (V-1–22). However, after heavy cold rolling (85% reduction) and heat treatments (full anneal + 2% 2nd cold reduction and bake hardening), all samples have a similar fine equiaxed ferrite structure, although some unrecrystallised grains can remain. It is suggested that the high cold rolling reduction has a large influence on the final microstructure and therefore the effect of the residual elements is less significant compared to their effect on the hot rolled microstructure.
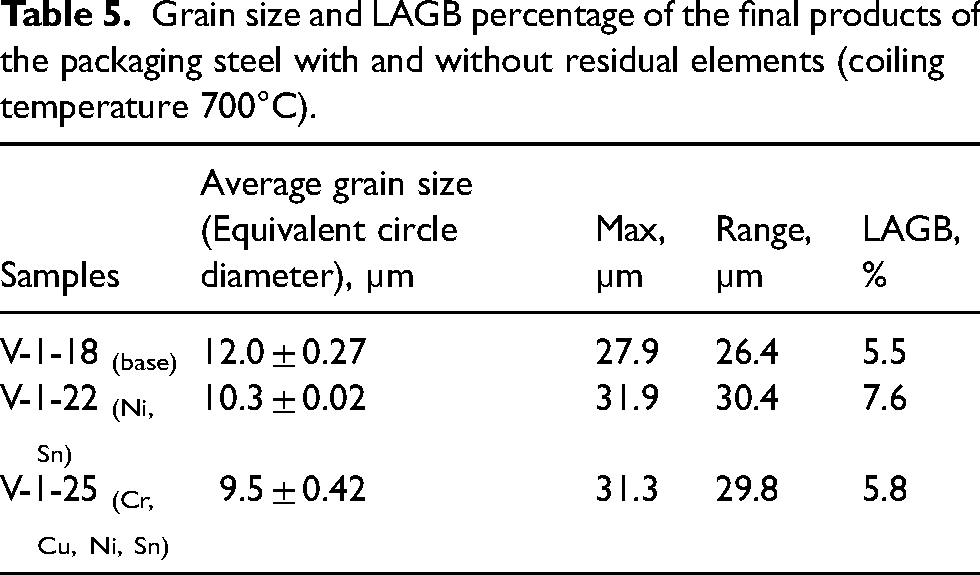
Figure 7 shows the EBSD IPF maps of the final product with a hot coiling temperature of 700°C and Table 5 shows their grain size and LAGB percentages. The grain size and LAGB percentage show the same trend as for the final products with a coiling temperature of 600°C, where the addition of residual elements tends to reduce the ferrite grain size. The final grain size of the samples coiled at 700°C is slightly smaller than that of the samples coiled at 600°C; this may be caused by the slightly higher cold reduction (88%, instead of 85%) used. The orientation distribution functions (ODF) plots from EBSD show that all final products with coiling temperature of 600°C and 700°C have random texture. Figure 7 also shows that there are still a small number of unrecrystallised grains in the final product of V-1-22 and V-1-25 coiled at 700°C (indicated by the arrows). Recrystallisation retardment by residual elements Cr, Cu, Ni and Sn in a low carbon formable steel has been reported by Duan et al. 17 Herman and Leroy 11 also showed recrystallisation retardment by Sn. The final product of V-1-25 has more unrecrystallised grains than V-1-22 but both have similar levels of Sn, therefore there may also be an influence of the hot rolling microstructure of V-1-25, which has a larger grain size and a higher percentage of bainite/acicular ferrite.
EBSD IPF maps of the final products of the packaging steel with and without residual elements (coiling temperature 700°C), a, V-1-18 (base composition), b, V-1-22, c, V-1-25.
Grain size and LAGB percentage of the final products of the packaging steel with and without residual elements (coiling temperature 700°C).
Optical and SEM imaging did not reveal the presence of any precipitates in the hot rolled or final product microstructures. Duan et al. 17 studied the precipitates and grain boundary segregation present in a low carbon formable steel with similar level of residuals as V-1-25 that had been annealed. Using TEM analysis, they did not detect any Cu precipitates; however, fine MnS and carbide particles rich in Cr and Mn were observed within ferrite grains. Sn, Ni and Cr are not expected to form precipitates in these steels. Grain boundary segregation of Cu and Mn was also detected using EDX on TEM samples. In a different study, when the residual Cu content was increased to 0.278 wt%, nano Cu precipitates with size range from 7.3 to 50 nm were found within ferrite grains, at the ferrite/pearlite interface, and at ferrite grain boundaries. 16 It is therefore expected that Cu will be present in solid solution, potentially with some segregation to grain boundaries in this packaging steel, and therefore it may affect the recrystallisation kinetics.
Overall, the results show that after heavy cold rolling (>85%) and annealing a similar microstructure is seen in samples that were hot rolled and coiled at 600°C and at 700°C. Whilst the presence of residual elements affects the hot rolled microstructure significantly, there is less effect on the final product microstructure.
Hardness, tensile properties and stretch bend
Figure 8 shows the hardness of the hot rolled samples after coiling at 600°C. The hardness of the samples is quite consistent at the centre and close to the surface, although for some samples there is a slight difference (but within the standard deviation value). Overall, the hardness of sample V-1-19 and V-1-21 is similar to that of the base sample V-1-18, the hardness of samples V-1-23 and V-1-25 is slightly higher than that of the base sample, and the hardness of samples V-1-20, V-1-22 and V-1-24 is even higher, with the highest hardness in sample V-1-22, around 95 Hv0.5. Hardness can be affected by different factors, such as grain size, grain boundary type (high or low angle), dislocations, phases, solid solution strengthening, and precipitation strengthening. In this study, the microstructures show different grain sizes, LAGB percentage, phases and residual element contents (different solid solution strengthening). Bainite/acicular ferrite is generally harder than polygonal ferrite, but because of the very low carbon content (0.02 wt%) in the materials the hardness difference will be limited. It is well know that residual elements can contribute to the tensile strength and hardness of hot rolled steel, either through solid solution or due to an increase of hardenability. 11 Work by Pickering and Gladman39,40 showed that Cu has a positive solid solution strengthening effect and Cr has a slightly negative strengthening effect. Although V-1-18 has a fully bainite/acicular ferrite structure, the grains are very large and there is no extra solid solution strengthening from residual elements, such that it has a low hardness. Samples V-1-20, V-1-24 and V-1-25 have higher hardness, and this may be caused by the bainite/acicular ferrite structure and the influence of residual element Cu through solid solution strengthening. Sample V-1-19 also has residual Cu, but has a low hardness, because it also has Cr, and Cr has a slightly negative strengthening effect. 34 Sample V-1-22 has the highest hardness caused by having a bainite/acicular ferrite microstructure with a large number of dislocations inside the bainite/acicular ferrite grains.
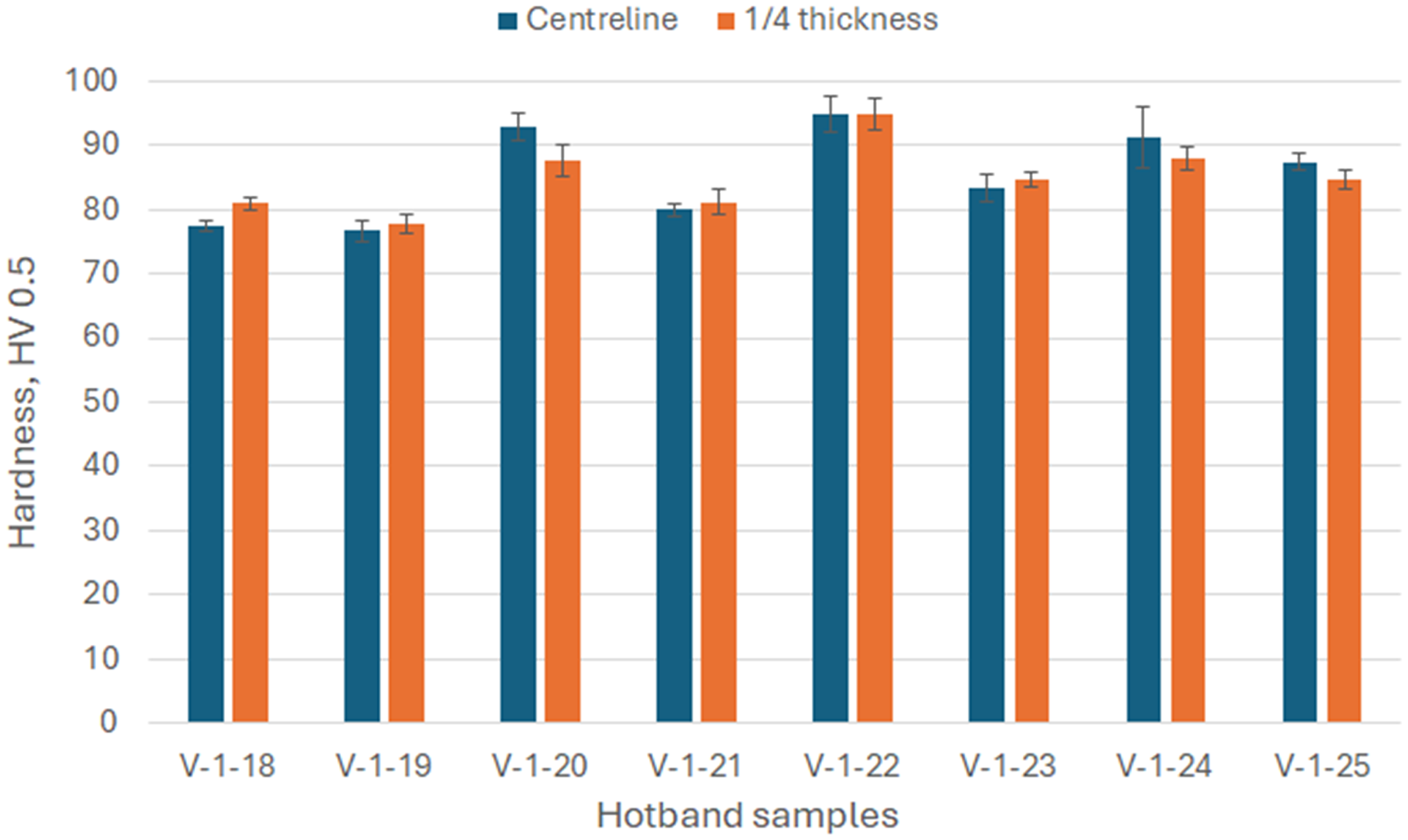
Hardness of hot band samples coiled at 600°C with different residual element contents.
Table 6 shows the tensile mechanical properties of the final product with and without residual elements (coiling temperature 600°C). The base sample has a yield strength, ultimate tensile strength (UTS), and total elongation of 337.6 MPa, 364.8 MPa and 23.8%, respectively. When the mechanical properties of the samples with residuals are compared with that of the base sample, it can be seen that samples V-1-20, V-1-21, V-1-24 and V-1-25, especially V-1-21 and V-1-24, have lower elongation. Yamada et al. 41 reported that both Cu and Sn residuals increase the strength and reduce the elongation of a Ti added IF steel, with the effect of Sn being greater than that of Cu (for Sn up to 0.085 wt% and Cu up to 0.2 wt%). In this study, the results suggest that Cu may have a larger influence than Sn on reducing the elongation. The low elongation of samples V-1-21 and V-1-24 could be caused by the residual Cu content in these samples. When comparing UTS, the results show that samples V-1-19, V-1-21 and V-1-24 have similar UTS as the base sample, but samples V-1-20, V-1-22, V-1-23 and especially V-1-25, have higher UTS than the base sample. As to yield strength, samples V-1-20 and V-1-21 have similar yield strength as the base sample, samples V-1-19 and V-1-24 have lower yield strength than the base sample, and samples V-1-22, V-1-23 and especially V-1-25, have higher yield strength than the base sample. When all residuals are combined in sample V-1-25, the yield strength and UTS are much increased, but the elongation is only slightly reduced. The representative tensile strength-strain curves are presented in Figure 9. All samples show long discontinuous yielding, and the work-hardening rate is low. This is unusual for a fully recrystallised low carbon steel with temper rolling and bake hardening but may be due to the presence of a small fraction of unrecrystallised grains. Overall, the influence of residual elements on the tensile mechanical properties of the studied low carbon steel is not significant, apart from sample V-1-25, which has a higher yield strength and UTS, and V-1-21 and V-1-24, which have a much-reduced elongation. The higher strength in V-1-25 may be due to a higher solid solution strengthening effect from the residual elements and its fine grain size. It is unclear why the low elongation results occurred (seen in repeat tests).
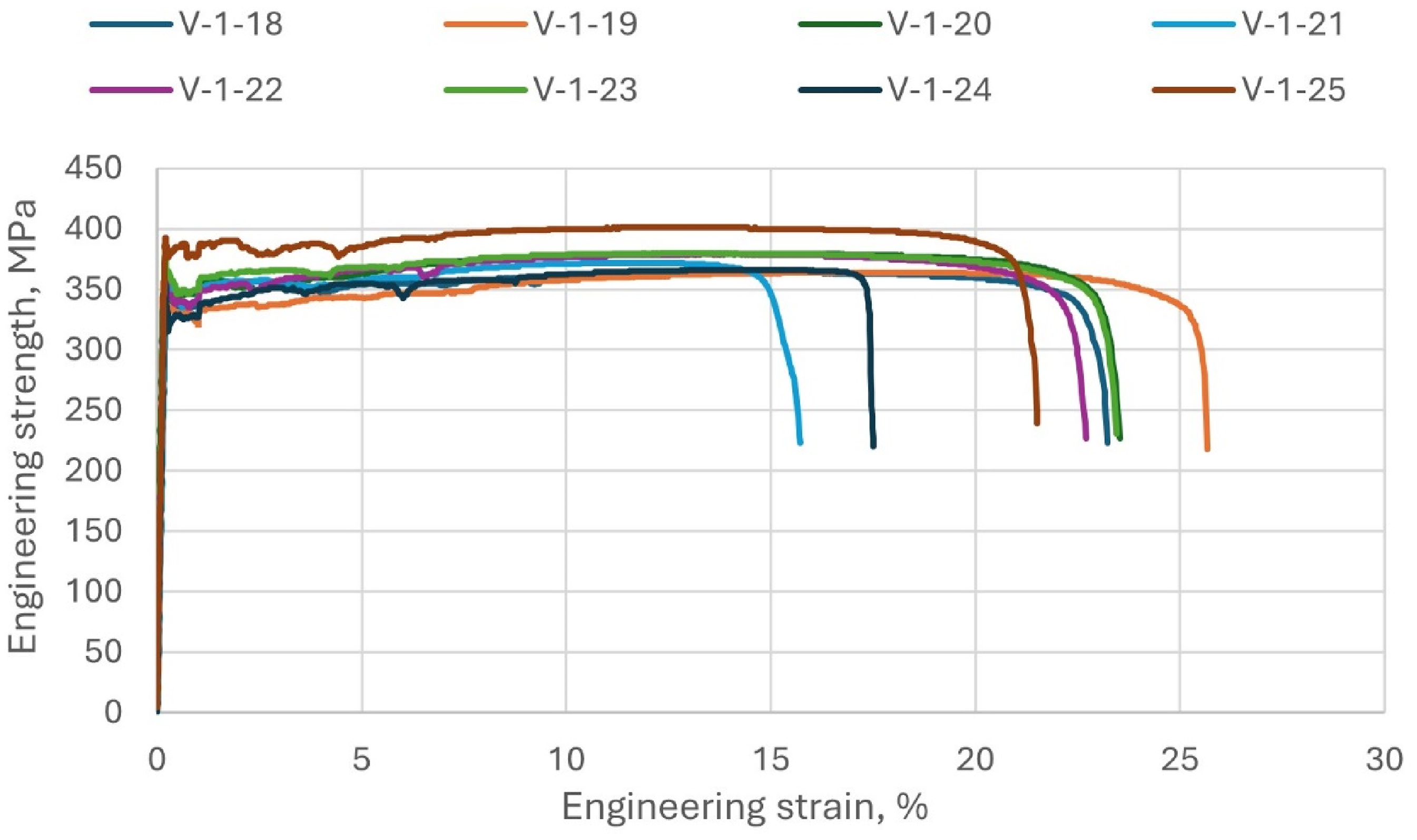
Representative tensile strength-strain curves of the final products of the packaging steel with and without residual elements (coiling temperature 600°C).
Mechanical properties of the final products of the packaging steel with and without residual elements (coiling temperature 600°C).
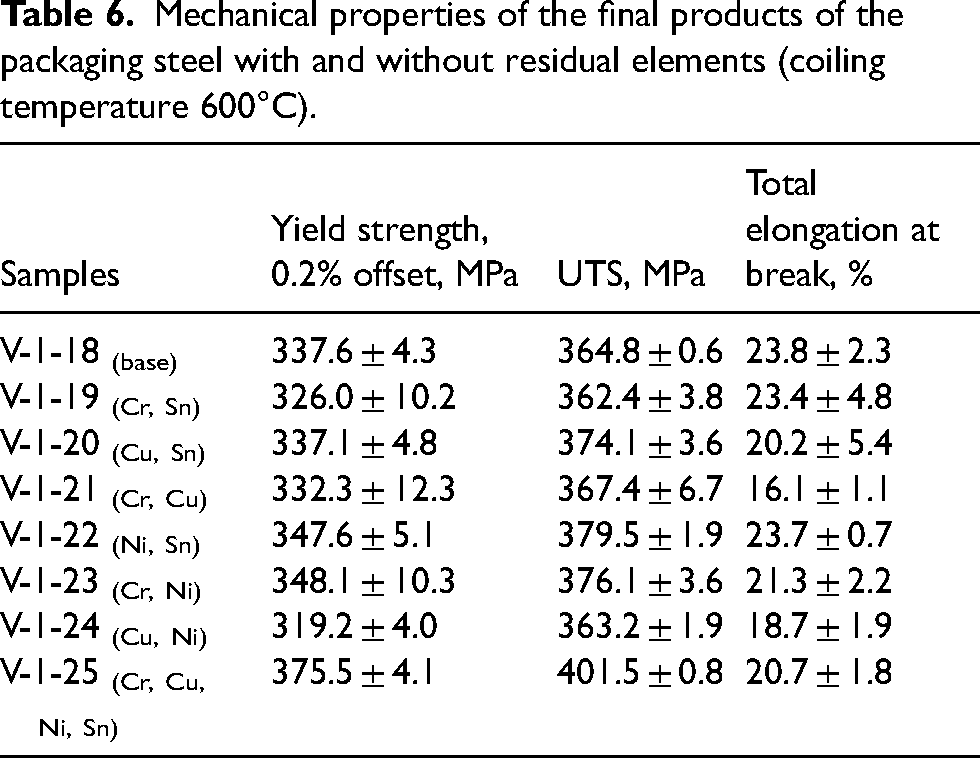
Table 7 shows the tensile mechanical properties of the samples coiled at 700°C, in the final product state. Figure 10 shows their representative tensile strength-strain curves. The work-hardening rate for these samples is higher and the discontinuous yielding is much shorter than those coiled at 600°C. The base sample has a yield strength, UTS and total elongation of 295.1 MPa, 393.6 MPa and 23.4%, respectively. Compared with the base sample coiled at 600°C, the elongation is similar, but the UTS is higher, and the yield strength is lower. For V-1-22 and V-1-25, when compared with the samples coiled at 600°C, the UTS is higher and the yield strength is lower, and the elongation is also lower. The higher UTS may be related to the higher cold reduction for these materials (88%, instead of 85% for the samples coiled at 600°C), which does give a smaller grain size. The results showed that for the coiling temperature of 700°C, the inclusion of residuals reduced the elongation and increased the yield strength. Similar results have been reported by Duan et al.
16
Many studies reported the influence of residual Cu, Ni, Cr on the yield strength of steels,39,42,43 and the reported solid solution strengthening effects of Cu, Ni and Cr are 39, 0 and −31 MPa per wt.% respectively. It has also been reported that residual Sn can increase the yield strength and UTS of steel,19,44 and the reported solid solution strengthening effect of Sn is around 120 MPa per wt.%. Based on the Hall-Petch equation, yield strength increase from grain size refining is:
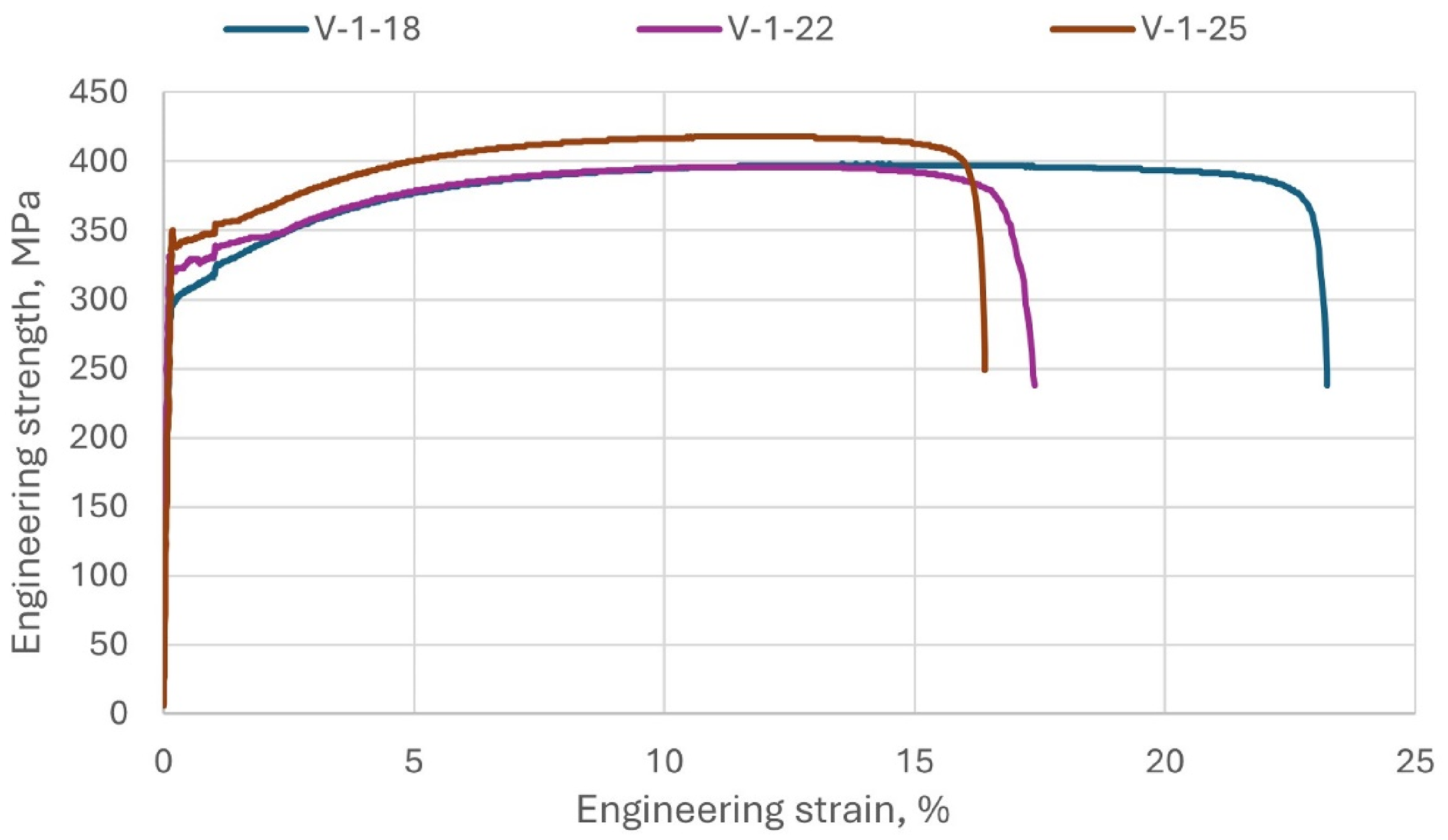
Representative tensile strength-strain curves of the final products of the packaging steel with and without residual elements (coiling temperature 700°C).
Mechanical properties of the final products of the packaging steel with and without residual elements (coiling temperature 700°C)

For UTS the final products with a coiling temperature of 700°C show the same trend as the samples coiled at 600°C: The strength of samples V-1-18 and V-1-22 is similar, but the strength of sample V-1-25 is higher. Further study is required to understand the difference in yield strength of the final products coiled at 700°C and 600°C as their microstructures are similar. Study is also required to understand why the elongation of samples V-1-22 and V-1-25 is lower when coiled at 700°C than coiled at 600°C.
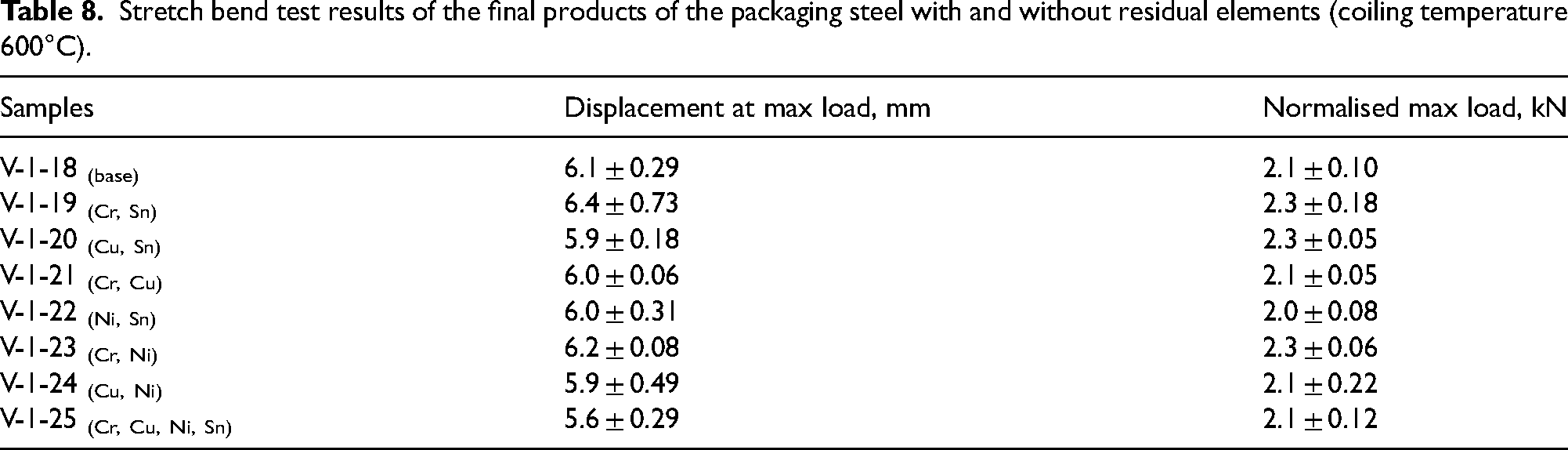
Table 8 shows the stretch bend test results of the final steel products (coiling temperature 600°C). In the test condition used, bending has a significant influence on the failure, and all samples failed at the bending location. The main deformation mode was plane strain around the failure location. Due to slightly different thicknesses of the samples, the maximum load was normalised against the thickness of the base sample. The results show that due to the inclusion of residuals the maximum load of samples V-1-19, V-1-20 and V-1-23 increased, and all others are similar compared to the base sample. The residual elements increased the maximum displacement of samples V-1-19 and V-1-23 and reduced the maximum displacement of V-1-20 and V-1-24, especially V-1-25. Figure 11 shows the typical stretch bend force-displacement curves for the final steel products (coiling temperature 600°C). It has been reported that Sn can reduce the r value (indicator of formability) of extra low carbon steel and Ti added IF steel; 11 however, in this study, the influence of Sn on stretch-bend displacement is not obvious, which may be because the overall texture and hence r values of this steel is low. Overall, the influence of residual elements on the stretch bend or local bending-forming performance is not significant.
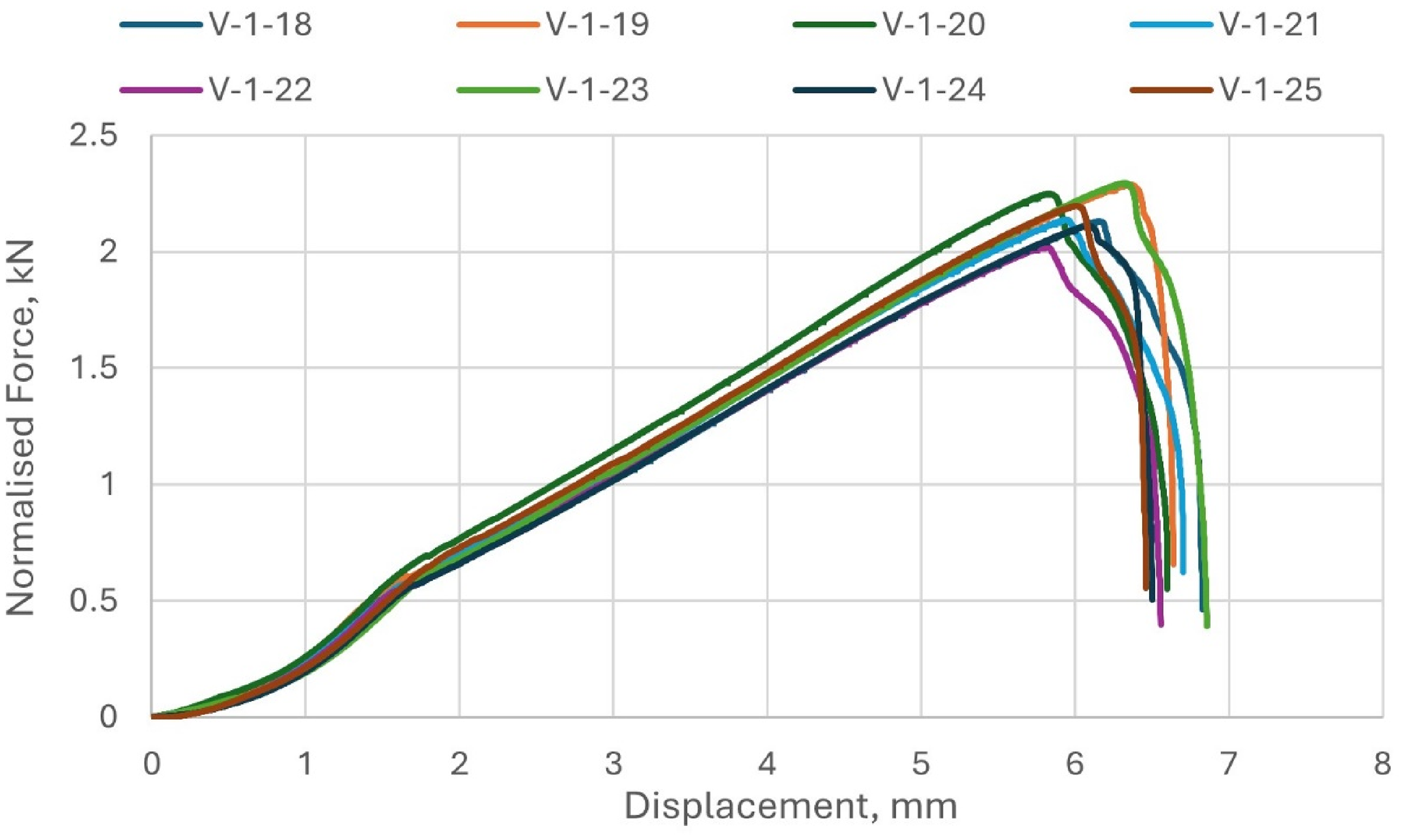
Representative stretch bends force-displacement curves of the final products of the packaging steel with and without residual elements (coiling temperature 600°C).
Stretch bend test results of the final products of the packaging steel with and without residual elements (coiling temperature 600°C).
Conclusion
The influence of residual elements Cu, Ni, Cr and Sn on the microstructure and mechanical properties of a low-carbon packaging steel at different points in its processing (hot rolled and coiled at 600°C or 700°C; cold rolled and annealed with temper rolling and bake hardening) has been assessed. The following conclusions can be drawn:
There is an influence of coiling temperature after hot rolling on the microstructure of the hot rolled materials. At low coiling temperature, 600°C, bainite/acicular ferrite can form, whereas at a higher coiling temperature predominantly polygonal ferrite forms. The presence of residual elements affects the CCT curve and transformation behaviour, with differences in the amount of bainite/acicular ferrite and polygonal ferrite being observed for the 600°C coiling samples. Bainite/acicular ferrite is only seen in the steel with the highest level of residuals on coiling at 700°C. The annealed microstructures are predominantly equiaxed ferrite although a small amount of unrecrystallised elongated grains were also observed, with the amount of unrecrystallised elongated grains being affected by the hot rolled microstructures. The presence of large bainite/acicular ferrite grains and a high residual content results in a greater amount of unrecrystallised elongated grains. For the steels coiled at both 600°C and 700°C, the addition of residual elements slightly reduces the grain size of the final products (from a maximum ferrite grain size of 13.5 / 12 µm to 10.4 / 9.5 µm in the base composition to the highest residual content composition for 600°C / 700°C coiling). The final products showed yield strength and tensile strength ranges from 319 to 375 MPa and 362 to 401 MPa, respectively, for the final products coiled at 600°C. The steel with the highest residual content showed the highest strength values. There was some inconsistency in elongation values with two steels (V-1-21 and V-1-24) consistently showing much lower elongation values, but no reason could be discerned. For the final products coiled at 700°C, the addition of residuals increased the yield strength (from 295 to 331 MPa) but reduced the elongation (from 23.4 to16.5%). Overall, the influence of the level of residuals studied on the mechanical strength and local formability (stretch bend performance) of the studied final product for the conditions applied is relatively small such that, for the same processing conditions, the packaging steel with residual elements meets the required properties for the grade.
Footnotes
Acknowledgements
The authors would like to thank the support of Tata Steel-HVM Catapult funding.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research is financially supported by Tata Steel-HVM Catapult funding.