
Abstract
This study presents the performance evaluation of a hybrid direct-mode solar dryer integrated with a PID-regulated tungsten filament furnace to maintain consistent drying temperatures under varying weather conditions. The system was tested on tomato, onion, and garlic under both passive (natural convection) and active (forced convection) airflow modes, with targeted drying temperatures of 50 °C, 45 °C, and 65 °C set for each crop, respectively. Results showed that forced convection significantly enhanced drying efficiency from 10.2% to 14.4% for tomato, 10.7% to 17.7% for onion, and 3.85% to 4.9% for garlic, while also reducing drying time by approximately 50%. The variation in drying efficiency among crops is attributed to differences in structure and moisture content, thus leading to different drying times, with garlic showing lower efficiency due to its dense texture, smaller sample size, and longer time required to reach the final moisture content, resulting in higher relative energy consumption. Overall, the system demonstrated strong potential as a reliable, efficient, and adaptable solution for sustainable food drying in off-grid and rural settings.
Introduction
Solar drying remains a vital method of food preservation, particularly in agricultural regions with limited access to grid electricity. Traditional open sun drying (OSD), while still widely practiced, presents several challenges including contamination from dust and insects, dependency on weather conditions, uneven drying, and prolonged drying durations (Kumar and Singh, 2020). Borkakoti et al. (2025) analyzed a cost-effective single-slope greenhouse dryer for bay and neem leaves, reporting 15–25% drying efficiency and up to 30% faster drying than open-sun methods. Previous studies highlight how low-cost dryer configurations can provide environmentally and economically viable drying solutions (Unar et al., 2026). While the fossil fuel burnt drying, or transporting produce to distant electric drying facilities powered by fossil fuels significantly increases the carbon footprint, undermining environmental sustainability goals. Large-scale operations of approximately 100,000 tons of fresh produce may emit up to 60,000 tons of CO₂-equivalent per season (Messina et al., 2022). To address these issues, solar dryers (SDs) have been developed as improved alternatives that enhance drying efficiency, hygiene, and reliability by enclosing the drying process and concentrating solar heat within a controlled environment (Ahmadi et al., 2021). Abadi et al. (2025) investigate a multi-generation heat pump ejector dryer system that operates on renewable energy specifically natural fuel and demonstrate its potential in significantly reducing CO₂ emissions of 42.342 tons per year. Moreover, SD significantly reduce drying time and improve product quality compared to OSD (Philip et al., 2022).
SDs are broadly classified into three main types based on their mode of heat transfer: direct (DSD), indirect (DSD), and mixed-mode (MSD) (Devan et al., 2020). In DSDs, the product is directly exposed to sunlight that passes through a transparent cover typically a high-transmittance glass, enabling solar radiation to directly heat the material (Dutta et al., 2021). DSDs can operate in either active or passive modes, depending on the airflow mechanism, and they often offer a shorter payback period compared to other types of SDs (Afzal et al., 2023). Bhatti et al. (2022) developed three different shapes of DSD named them as natural convectional (NC) SD, DSD and an oven SD for drying experiment on date samples. The collector section of the dryers was constructed using white transparent sheets to effectively absorb solar radiation. Of the three models tested, the oven-type dryer demonstrated superior performance, achieving the highest temperature of 47.9 °C after 10 h of operation, with an average internal airflow velocity of 0.4 m/s. ISDs utilize a separate collector to heat air, which is then circulated through the drying chamber to transfer heat without exposing products to direct sunlight, thereby preserving their quality while efficiently using renewable energy (Salhi et al., 2024). In some configurations, photovoltaic (PV) panels are integrated power blower or fans that channels heated air into an insulated drying chamber, enabling efficient moisture removal from products using convective hot air flow (Gupta et al., 2024). However, a photovoltaic thermal (PVT) collector can be employed in place of separate PV panels and solar air collectors, allowing simultaneous generation of electricity and thermal energy for air heating and airflow enhancement (Gupta et al., 2022). Amirtharajan et al. (2024) developed a hybrid solar dryer (HSD) integrated with a PVT system and evaluated its performance in three drying modes: OSD, NC, and FC. The FC mode achieved the highest thermal efficiency of 48.23%, overall efficiency of 60.86%, and significantly improved drying effectiveness for peanuts. Mixed-mode dryers combine both direct and indirect heating, providing better performance in terms of heat distribution and drying uniformity. When comparing ISD and MSD, it was observed that the mixed-mode configuration achieved higher drying chamber temperatures; however, the indirect mode exhibited the highest drying efficiency of 26.6% and a maximum energy utilization ratio of 44.8% (César et al., 2021). Kumar et al. (2024a, 2024b, 2024c) developed a MSD with a north wall reflector, which significantly enhanced tray temperatures and drying efficiency by utilizing both the direct solar gain through transparent surfaces and the indirect heat from a solar air heater, resulting in up to 63.76% higher drying efficiency compared to configurations without the reflector. Each of these configurations can be optimized depending on local climatic conditions, the nature of the product, and operational requirements. The air circulation mode greatly affects drying rate (DR) and uniformity. NC is simple but slower and less uniform, while FC uses fans or blowers for faster, more consistent drying, though it needs extra energy (El Hage et al., 2018).
To overcome the limitations posed by fluctuating solar intensity, HSDs have gained attention for their ability to operate continuously under varying weather conditions (Arbaoui et al., 2025). These systems incorporate auxiliary energy sources such as electric or biomass heaters to maintain optimal drying temperatures during cloudy periods or nighttime. In many cases, hybridization also involves the addition of thermal energy storage materials to retain and supply heat when solar energy is insufficient (Abi Mathew and Thangavel, 2021; Singh et al., 2025; Yüksel et al., 2024). Ceballos et al. (2025) developed and evaluated a hybrid PVT SD that integrates a flat-plate solar collector, a PV module to power fans, a thermal storage tank, an LP gas tank, and an LP gas water heater. Ankur Gupta et al. (2025) integrated a sand-filled thermal-energy-storage unit into a PVT SD, which reduced drying time by more than 50% and improved collector and dryer energy-storage efficiencies by 47% and 40%, respectively. This configuration enabled the system to operate in solar, hybrid, or conventional modes, ensuring continuous drying of habanero chili under varying weather conditions while enhancing energy efficiency and drying reliability.
Recent advances in solar drying have introduced integrated control mechanisms that enhance performance through automation and precise regulation (Saini et al., 2023). The use of sensors, electronic controllers, and particularly PID controllers allows accurate monitoring and adjustment of drying temperatures crucial for preserving the quality of sensitive agricultural products. In most systems, airflow regulation is achieved by integrating control mechanisms for DC fans or blowers, ensuring optimal drying conditions throughout the process (Eltawil et al., 2018). Smart integrations like IoT-based monitoring and adaptive control further improve efficiency by enabling remote tracking of temperature, humidity, and energy usage, along with real-time adjustments (Villa-Medina et al., 2025). Moreover, artificial intelligence and machine learning algorithms support SD systems by enabling predictive analysis and real-time control of environmental parameters, leading to improved drying efficiency, reduced energy consumption, and enhanced product quality (Dodia et al., 2025; Gupta et al., 2024; Wengang et al., 2025). In addition to intelligent control, advanced numerical approaches such as finite-element (FE) modeling have also been effectively applied to simulate and optimize SDs (Kumar et al., 2024a, 2024b, 2024c). Similarly, Kumar et al. (2024a, 2024b, 2024c) applied FE modeling for potato-chip drying, attaining 20.5% drying efficiency with strong agreement between simulated and experimental data. These technologies are transforming traditional SDs into intelligent, energy-efficient systems suitable for scalable and commercial applications.
In line with these technological advancements, the present study aims to evaluate the performance of a direct-mode HSD integrated with a temperature-controlled auxiliary heating system and operated under different airflow configurations. The objective of this research is to analyze how controlled heating and varied convection modes influence drying efficiency, temperature stability, and overall system performance. The study involves controlled drying experiments on selected vegetables under two airflow conditions, with and without fans, using an integrated control setup to maintain preset drying temperatures. This work seeks to contribute to the development of more adaptable, efficient, and resilient solar drying solutions for small-scale and off-grid agricultural applications.
Materials and methodology
Solar dryer setup and product preparation
The system employed in this study is a cabinet-type hybrid DSD, engineered to harness both solar energy and electrically regulated heating to ensure continuous operation under varying environmental conditions. The dryer features a transparent glass top that allows direct solar radiation to enter and enhances heating within the drying chamber. Constructed with a rectangular footprint of 18 × 18 inches (≈0.46 × 0.46 m) length × width giving a total drying area of 0.21
The products used for drying were tomato, onion, and garlic. Fresh tomatoes were washed, cleaned, and cut into uniform slices of approximately 0.8 cm thickness. Onions and garlic were first peeled and cleaned, then cut into slices of approximately 0.6 and 0.4 cm, respectively. The sliced samples were evenly spread on the drying tray to ensure uniform exposure to heat and airflow within the chamber.
Temperature control system
The temperature control system of the SD is engineered to deliver precise thermal regulation by integrating a temperature-controlled furnace based on a tungsten filament incandescent bulb. In this configuration, the incandescent bulb functions as a compact furnace, providing controlled auxiliary heat to the drying chamber. This furnace is managed through a REX-C100 temperature controller connected through a solid-state relay (SSR, 25 A, DC-to-AC). It is a PID (Proportional-Integral-Derivative) temperature controller, measuring 48 mm×48 mm in size and operating at a rated voltage of 220 V AC. According to the manufacturer's specifications, the REX-C100 supports on/off, PID, and auto-tuning modes, with adjustable proportional band, integral time, and derivative time parameters. The control output operates in time-proportional mode through the SSR with a control cycle period of approximately 2 s, ensuring smooth power modulation to the heater and minimizing thermal overshoot. It receives temperature input from a K-type thermocouple sensor and supports a temperature range of 0–1300 °C, which continuously monitors the internal temperature and adjusts the heating process accordingly. In this study, the controller was operated in auto-tuned PID mode, where the internal algorithm automatically adjusted P, I, D parameters for stable operation near the desired setpoint. While detailed tuning constants, step-response data, and overshoot measurements were not recorded, temperature variation around the setpoint remained within ±2 °C, which was sufficient for the steady drying process. The block diagram of temperature control circuit is shown in Figure 1 (modified from Chen (2023)). Schematic diagram of temperature control circuit and the practical circuit image are given in Figures 2 and 3, respectively.
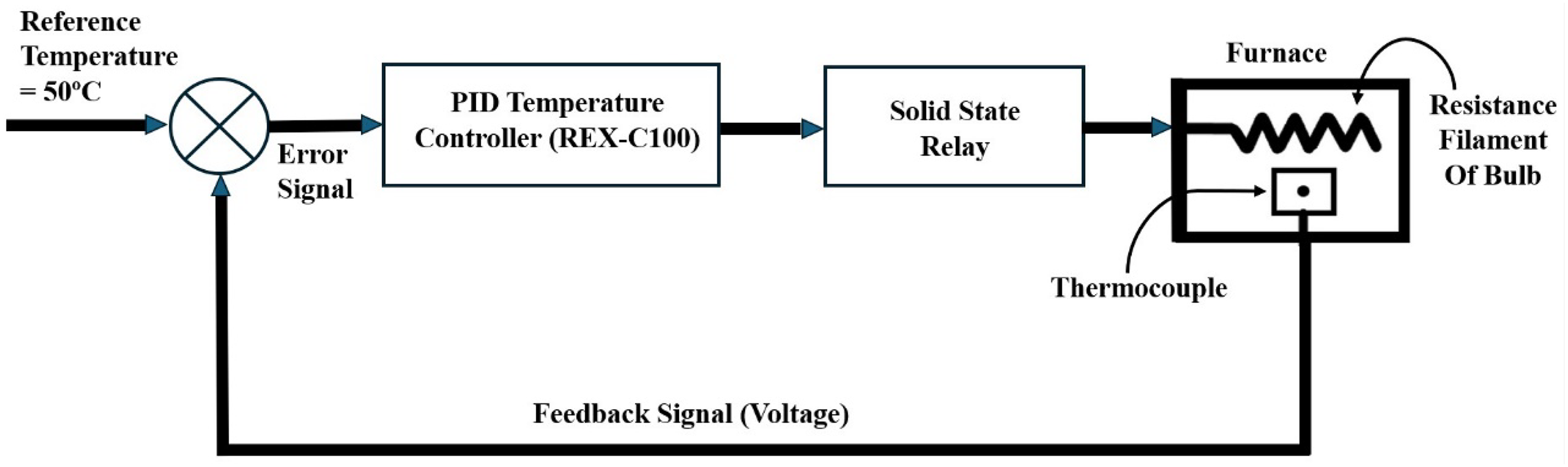
Block diagram of temperature control circuit.
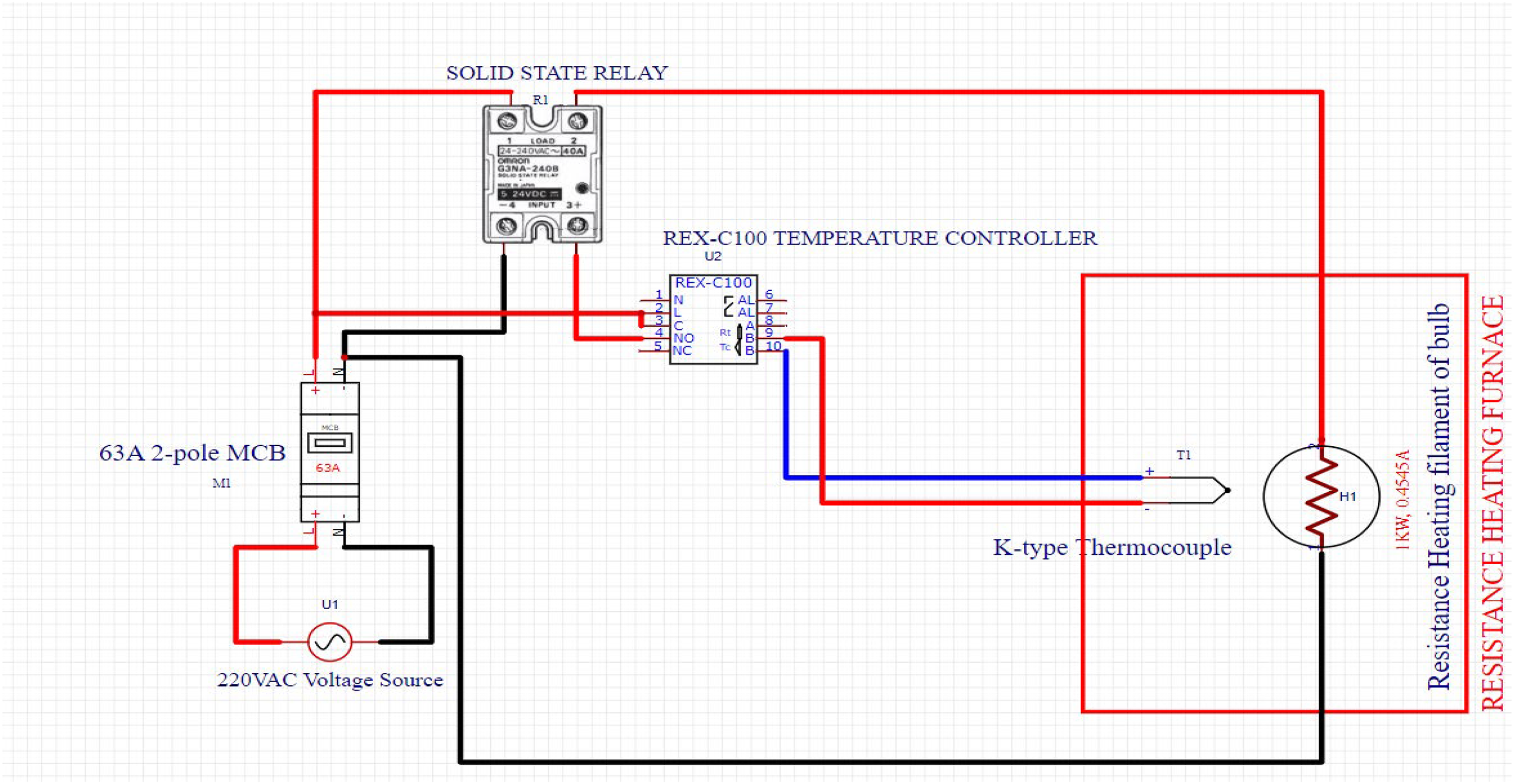
Schematic diagram of temperature control circuit.
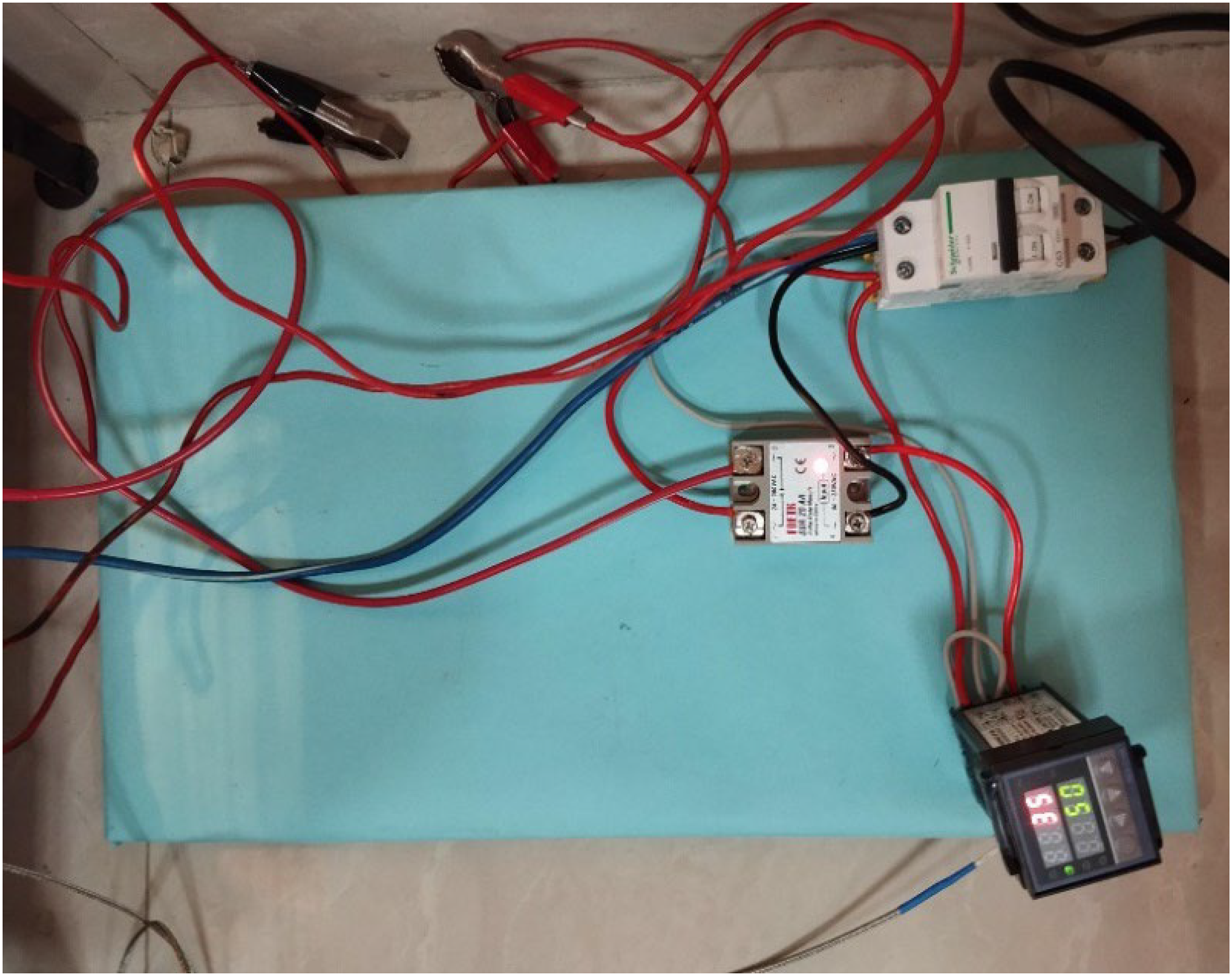
Temperature control circuit.
Inside the drying chamber, a K-type thermocouple is installed to sense the actual temperature resulting from both the solar radiation entering through the glass top and the heat generated by the tungsten filament. The thermocouple transmits real-time temperature data to the PID controller. Based on this input, the controller decides whether the chamber needs additional heat and sends a control signal to a SSR. The SSR acts as a high-speed electronic switch that either powers on or shuts off the incandescent bulb.
When the sensed temperature is below the desired setpoint, the controller activates the bulb (furnace) through the SSR to supply heat. Once the target temperature is achieved, the controller cuts off power to the bulb, preventing overheating. This continuous feedback loop of sensing, controlling, and switching ensures that the dryer maintains a stable internal environment ideal for moisture removal. The entire control system, including the bulb and controller, operates using 220 V AC grid electricity, allowing reliable temperature regulation even in absence of sun hours. This integration of a grid-powered, temperature-controlled furnace into the SD enhances its flexibility and enables precise drying of various crops under both active and passive airflow conditions. All of the components comprised by system and devices used by system to record the current conditions on the time of experiment are given in Table 1.
Instruments used in experimentation.
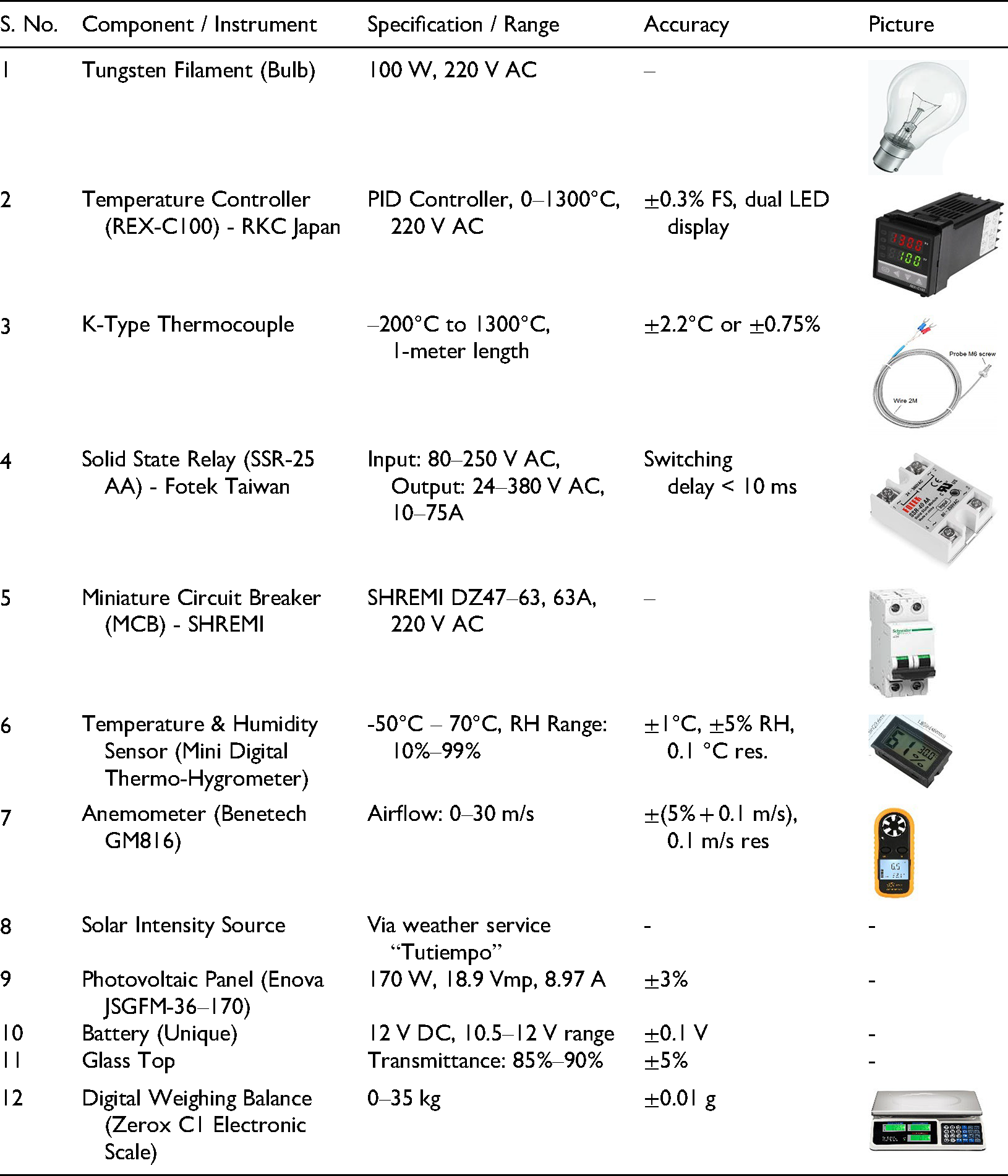
The drying tray was positioned at the center of the cabinet, which had a total height of 8 inches. The temperature and humidity sensor was mounted on the bottom wall, just below the tray, to capture representative chamber conditions. The temperature and humidity sensor used in this study is a digital thermohygrometer-type device. Key features of this type of device include a temperature range of −50 °C to 70 °C and a humidity range of 10% to 99% RH, with temperature accuracy of ±1 °C and humidity accuracy of ±5% RH. It features a large LCD display for simultaneous reading of temperature and humidity. The thermocouple was positioned directly above the product surface at approximately 2 cm distance to sense the actual drying temperature in the product zone. Since the cabinet is a compact prototype, the temperature and humidity were considered approximately uniform throughout the chamber volume, with negligible vertical gradients.
The anemometer (GM816 model) was placed at the outlet window to record the exhaust airflow velocity. The GM816 anemometer (range: 0–30.0 m/s, accuracy: ±(5% + 0.1 m/s), resolution: 0.1 m/s) was factory-calibrated as per the manufacturer’s datasheet. The measurement uncertainties from temperature (±2.2°C), air velocity (±5% + 0.1 m/s), humidity (±5% RH), and weight (±0.01 g) were propagated into the DR, moisture ratio and drying efficiency calculations, resulting in an overall estimated uncertainty of ±5–6%.
No computer-based modeling or software simulation was employed in this study. The temperature controller (REX-C100 PID) operated in a direct manual mode without any external programming or automation. All experimental data, including temperature, humidity, and airflow, were recorded manually at one-hour intervals and tabulated in Microsoft Excel for analysis. The inclusion of statistical software or AI-based modeling is suggested as part of future work to enhance data processing and predictive performance evaluation.
Operating modes
To assess the role of airflow in drying performance while keeping the temperature control mechanism constant, the dryer was operated under two configurations:
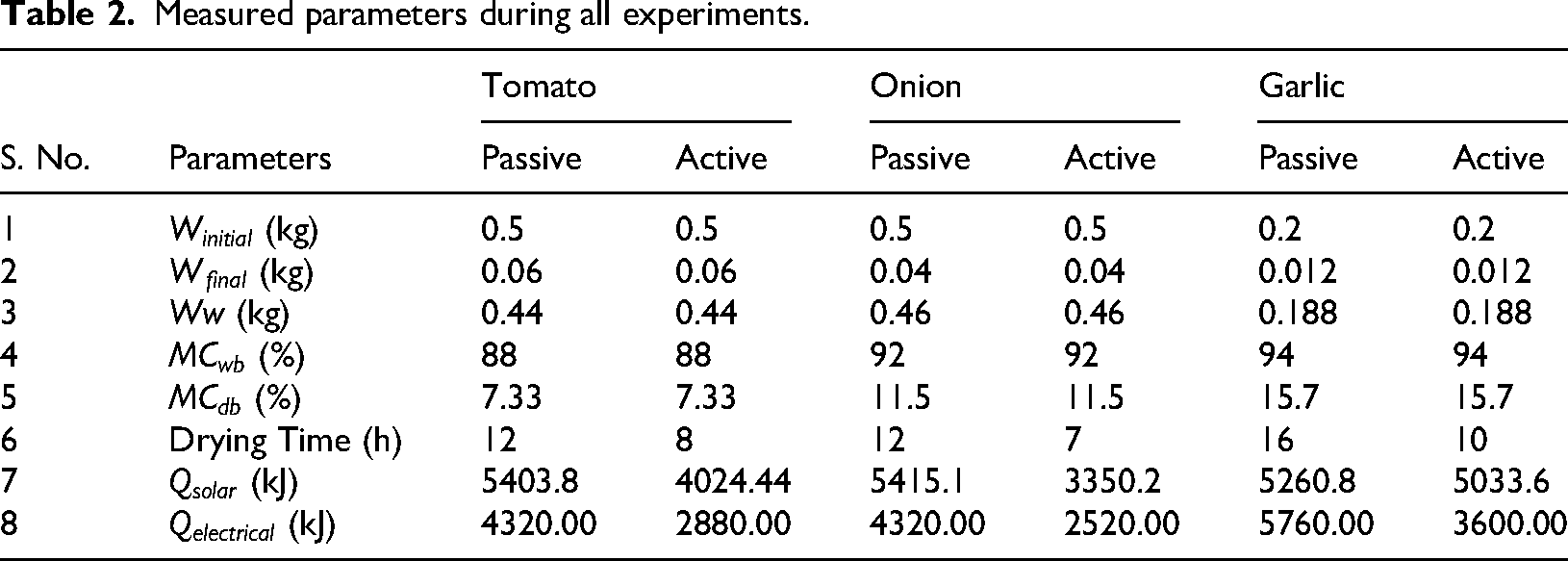
In both configurations, the temperature setpoint was maintained automatically by the controller according to the specific requirement of the crop under study. The measured values of different parameters for all of three vegetables are given in Table 2.
Measured parameters during all experiments.
Crops and experimental procedures
The drying performance of the SD was tested using three commonly consumed vegetables, each requiring a different optimal drying temperature. The selected crops and their drying conditions are listed in Table 3.
Drying conditions of each product.

Each crop was washed, cleaned, and manually sliced to uniform thickness. The samples were weighed using a digital balance (accuracy ±0.01 g) before placement on the drying tray. The Dryer setup with control circuit is shown in Figure 4.
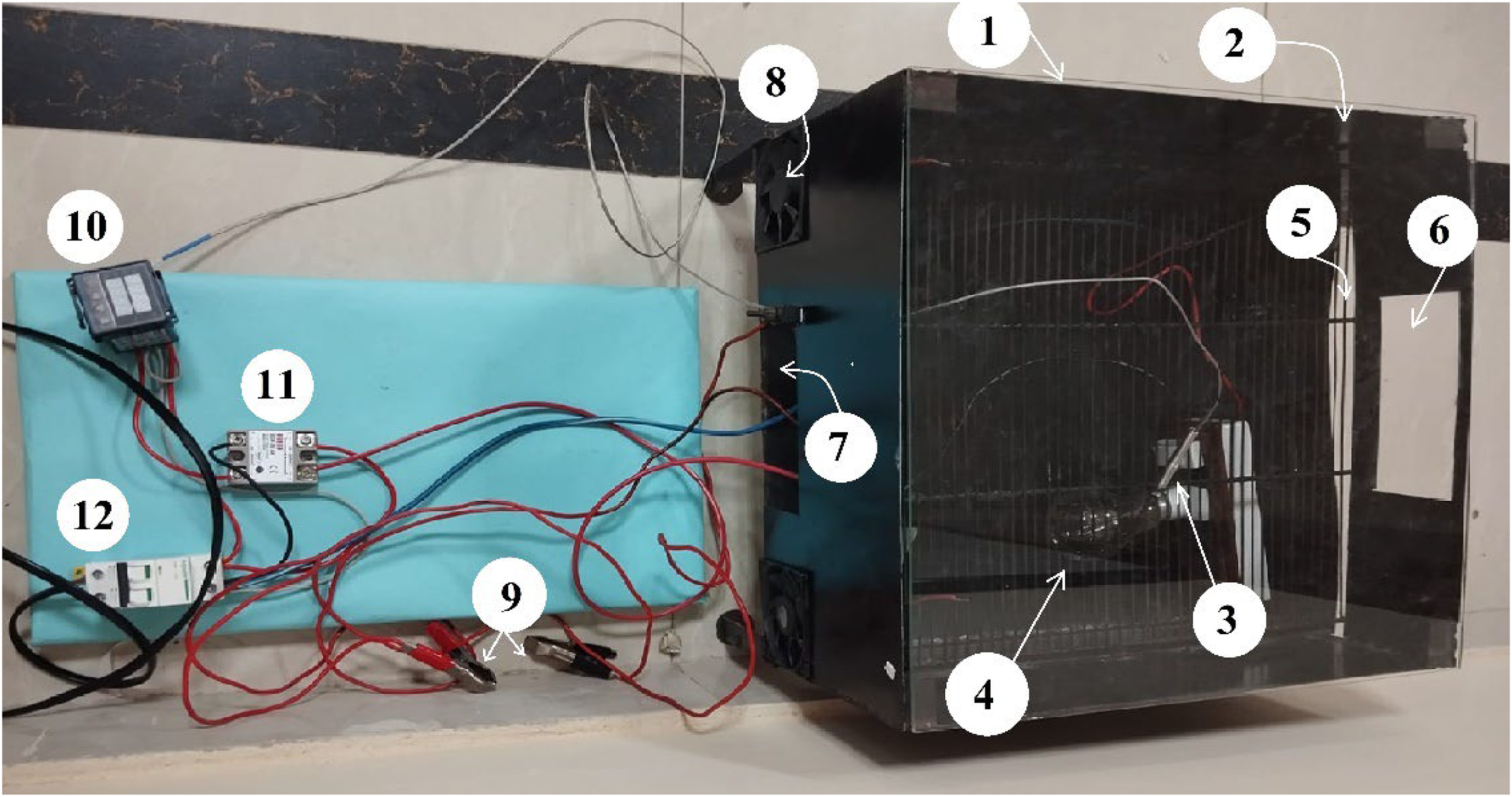
Dryer with temperature control circuit: 1. glass roof, 2. drying chamber, 3. thermocouple, 4. incandescent bulb (furnace), 5. drying tray, 6. air outlet window, 7. air inlet window, 8. fans, 9. probes to connect PV and battery to fans, 10. temperature controller, 11. SSR, 12. 2-pole MCB.
Drying procedure
The PID controller was programmed with the crop-specific target temperature.
The thermocouple and control circuit were verified for accurate response.
For each crop, drying was conducted under both active and passive modes.
The environmental conditions (ambient) and dryer chamber conditions including temperature, airflow, and solar irradiance intensity were recorded at 1-h intervals using temperature sensor, GM816 Anemometer and weather website “Tutiempo meteorological service (weather station located at GPS coordinates 26.1541° N, 68.6501° E, and altitude 91 ft)” respectively. The Tutiempo data provide hourly averaged global horizontal irradiance derived from the Pakistan Meteorological Department network. No on-site pyranometer was available during the experiment; therefore, this data were used as a validated reference for comparative solar intensity trends.
Sample weights were recorded at regular intervals until a constant final weight was achieved, indicating completion of the drying process.
Each experiment was replicated to ensure accuracy and repeatability.
Heat transfer and energy calculations
This section outlines the theoretical framework used to analyze the performance of the HSD system integrated with a temperature-controlled tungsten filament furnace. The analysis includes electrical heat input, radiative heat emission, MC removal, and overall drying efficiency under both passive and active convection modes.
Electrical heat input from the incandescent furnace (Joule's Law)
The auxiliary heating in the dryer is provided by a 100 W incandescent bulb operating at 220 V AC. The total electrical energy (Joules) input to the system from the filament is calculated using Joule's Law as given in the following equations:

Where,
This equation captures the total energy supplied by the grid to the filament, regardless of how it is dissipated. This energy ultimately leaves the filament in the form of radiation, convection to air, and minimal conduction to the socket.
Radiative heat transfer from the filament (Stefan–Boltzmann Law)
The heat energy transferred into the dryer chamber via thermal radiation from the tungsten filament is governed by the Stefan–Boltzmann Law. This law fundamentally applies to an ideal blackbody (emissivity = 1) that radiates the maximum possible energy at thermal equilibrium. However, real materials such as tungsten are gray bodies with emissivity < 1 and radiate less energy than a perfect blackbody. Therefore, the equation is modified by including the emissivity term 
Where P is power input to the filament (W).
The filament temperature can be estimated by rearranging equations (3) and (4):
The surface area of the filament is calculated using the following equation:
Where, d is diameter of the filament (0.0004 m) and L is length of the filament (0.34 m).
This model helps determine how much of the supplied electrical energy contributes to radiative heating, which directly affects the drying air and food material inside the cabinet.
Moisture content and drying characteristics
The mass and moisture characteristics of the drying material were tracked during each experiment. The following formulas were used:
Moisture content (MC)
MC indicates the amount of water removed during drying and is calculated on both wet and dry bases (Mugi and Chandramohan, 2022):


Here
Moisture ratio (MR)
The moisture ratio expresses the proportion of moisture remaining in the sample at any given time compared to its initial MC, and it is calculated by equation (8). It is commonly used in drying kinetics (Unar et al., 2025):
Here
Drying rate (DR)
The DR shows how fast moisture is being removed from the sample over time. It is calculated between two consecutive time intervals as given by equation (9) (Gilago and Mugi, 2023):
Where,
Drying efficiency
The drying efficiency 
Here, 
And 

Here
Results and discussion
The drying experiments were conducted during the month of August, under natural weather conditions typical of a hot and humid summer in the region. A total of six experiments were carried out across six separate days each starting from 6.00 am. One day per drying configuration for each of the three selected vegetables: tomato, onion, and garlic. Each vegetable was dried under both passive (NC) and active (FC with PV-powered fans) airflow modes, with consistent heating achieved using a PID-regulated incandescent furnace system.
Despite differences in ambient temperature, humidity, and solar irradiance over different days, the furnace-based controller effectively maintained precise drying temperatures within the chamber for each crop that was 50 °C for tomatoes, 45 °C for onions, and 65 °C for garlic throughout both day and night operations. The solar irradiance followed a typical diurnal pattern, peaking around midday (12–1 PM), while ambient airflow remained inconsistent and often insufficient to support NC-based drying. In contrast, the active mode maintained a constant and stable airflow using DC fans, significantly enhancing the convective heat and moisture transfer inside the drying chamber.
The following section presents detailed comparative evaluations of drying performance for each crop, including chamber temperature trends, airflow conditions, drying durations, and environmental influences.
Drying performance and environmental conditions across vegetable samples
Tomato drying performance
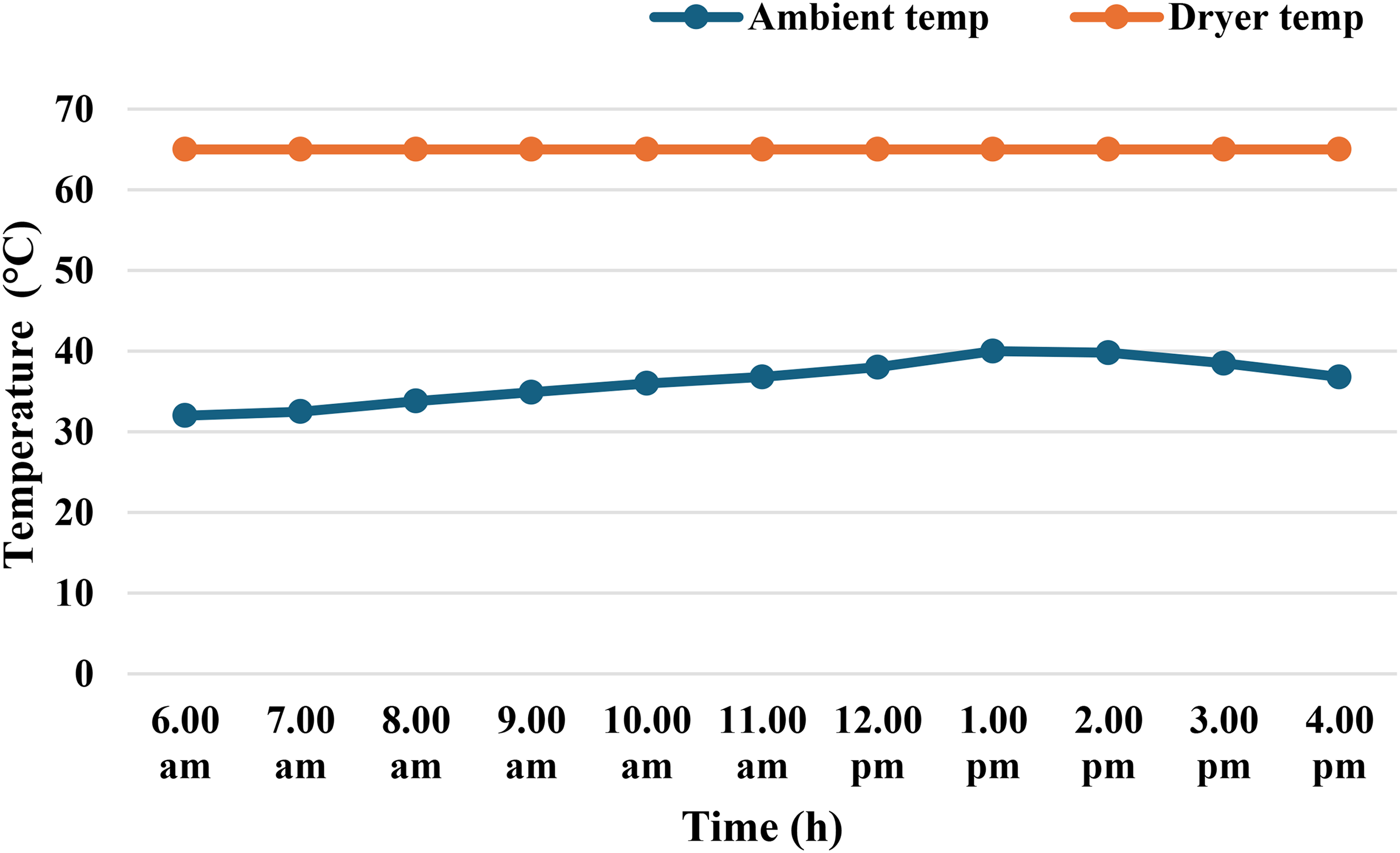
The passive drying of tomato slices was performed on a day with an average ambient temperature of approximately 36.7 °C whereas the highest temperature observed was 40.1 °C around 1.00 PM. During the entire 12-h drying cycle, the internal dryer temperature was consistently maintained at 50 °C by the PID-controlled furnace, regardless of external fluctuations as shown in Figure 5. The role of this controlled auxiliary heating was crucial, especially during early morning and late evening periods when solar intensity was low. The measured parameters during the experiment, including temperature (ambient and inside the dryer), solar irradiance, and airflow (ambient and inside the dryer), are presented in Table 4.
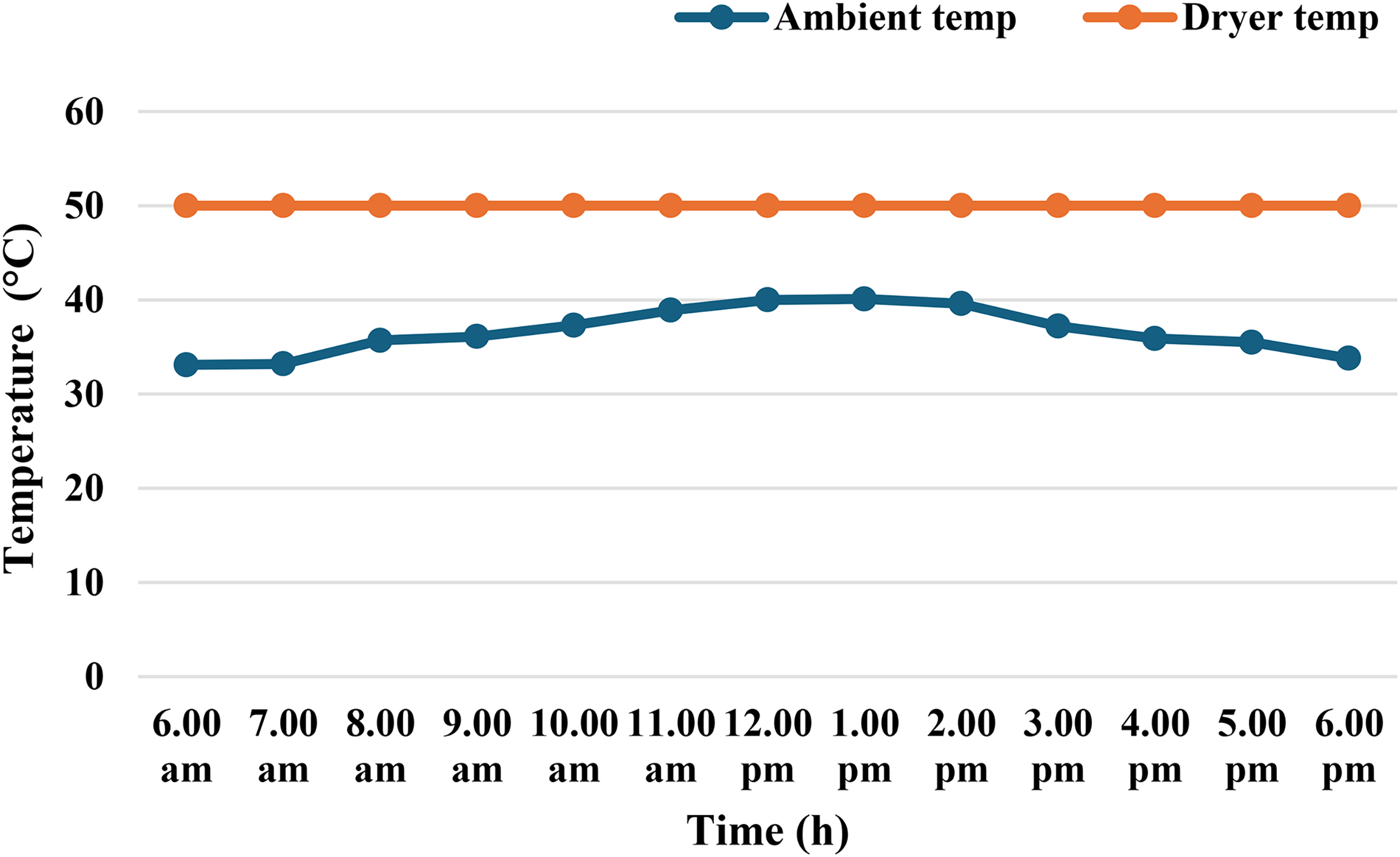
Temperature plot during passive-mode tomato drying.
Measured parameters in passive-mode tomato drying.
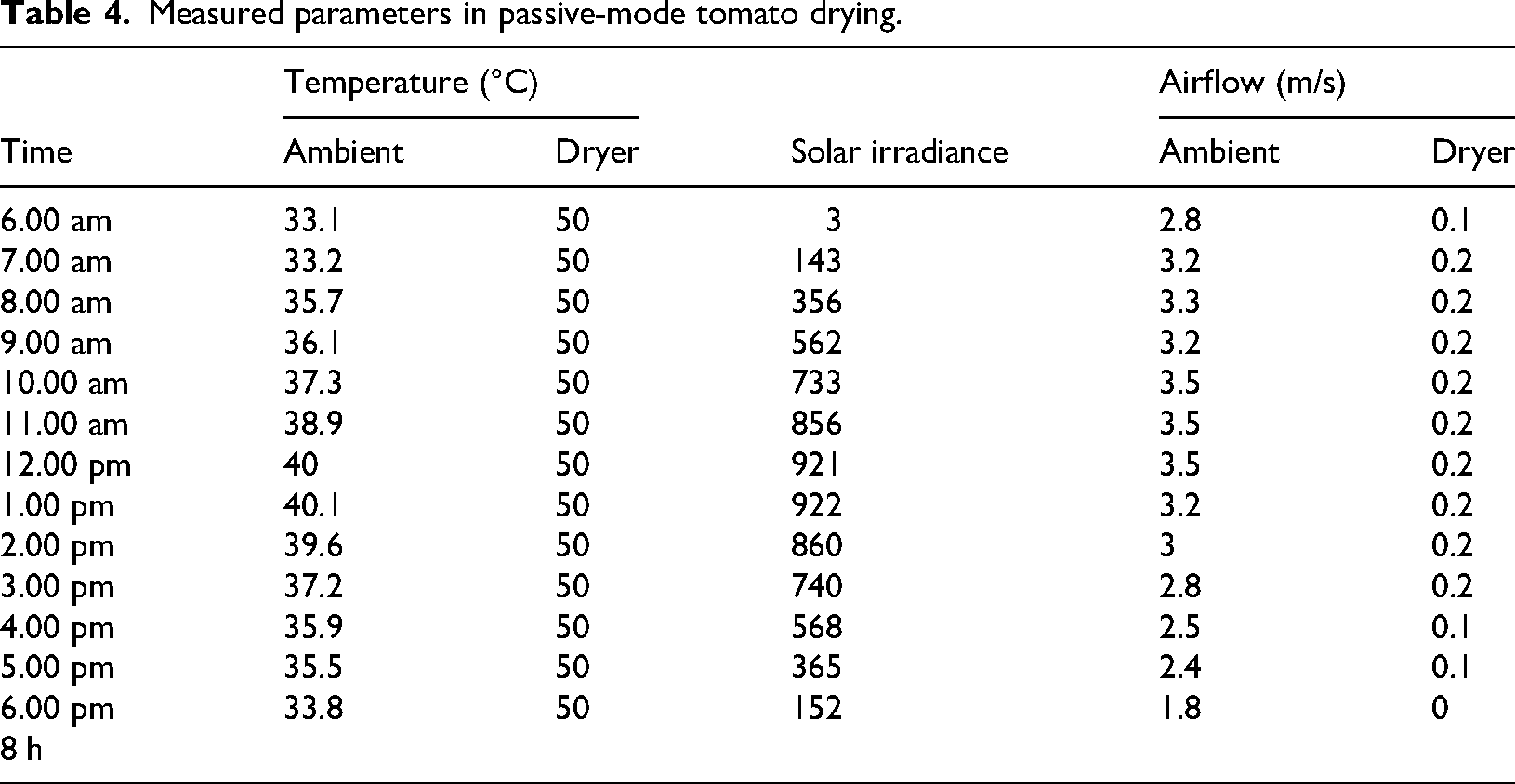
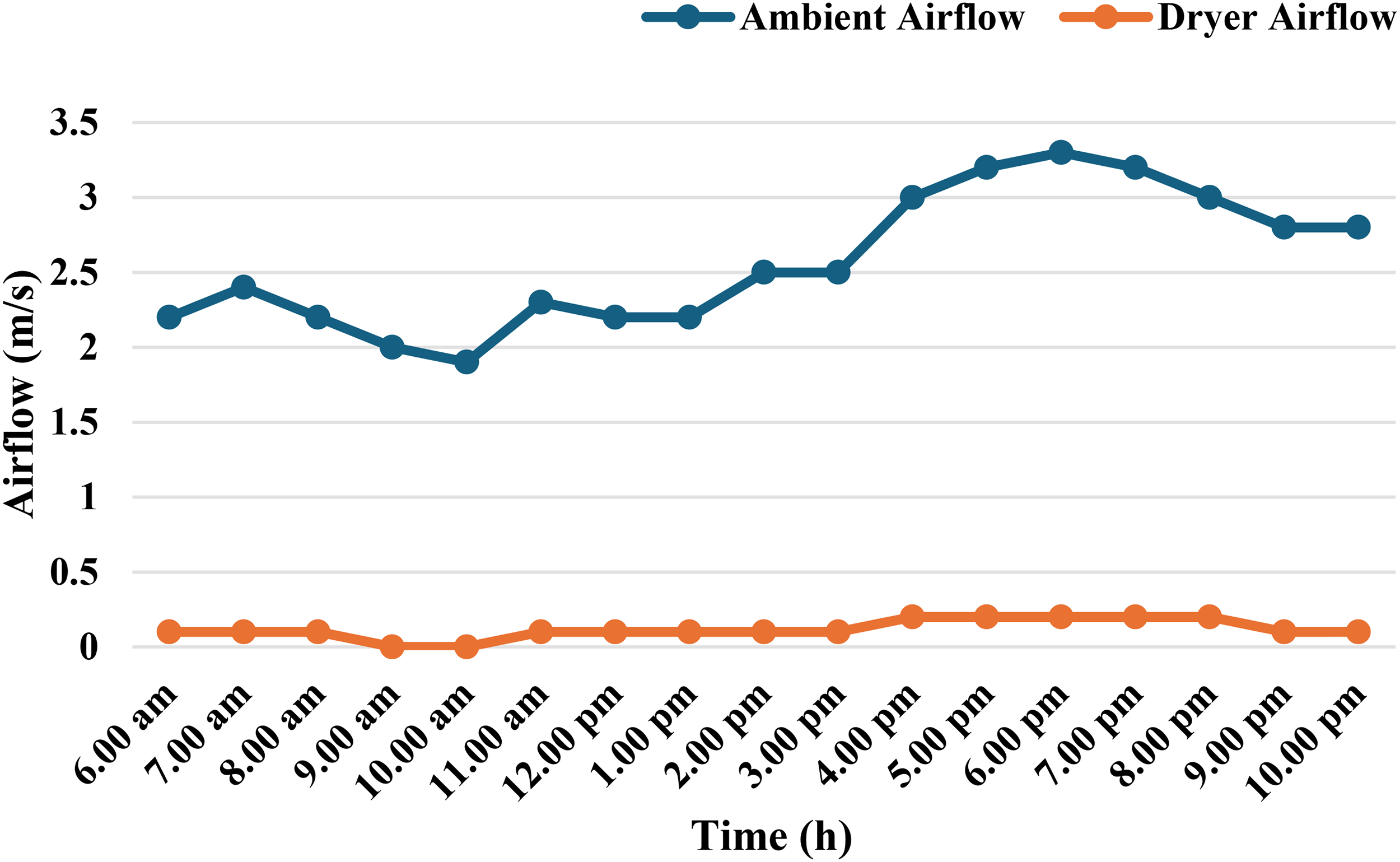
The ambient airflow measured during the experiment fluctuated between 1.8 and 3.5 m/s, but inside the dryer, where NC was the only mechanism for air circulation, the airflow remained extremely weak, ranging between 0.0 and 0.2 m/s. The graph of ambient airflow and dryer airflow is shown in Figure 6. This limited internal airflow reduced the efficiency of moisture removal, particularly in the dense core sections of the tomato slices.
Airflow plot during passive-mode tomato drying.
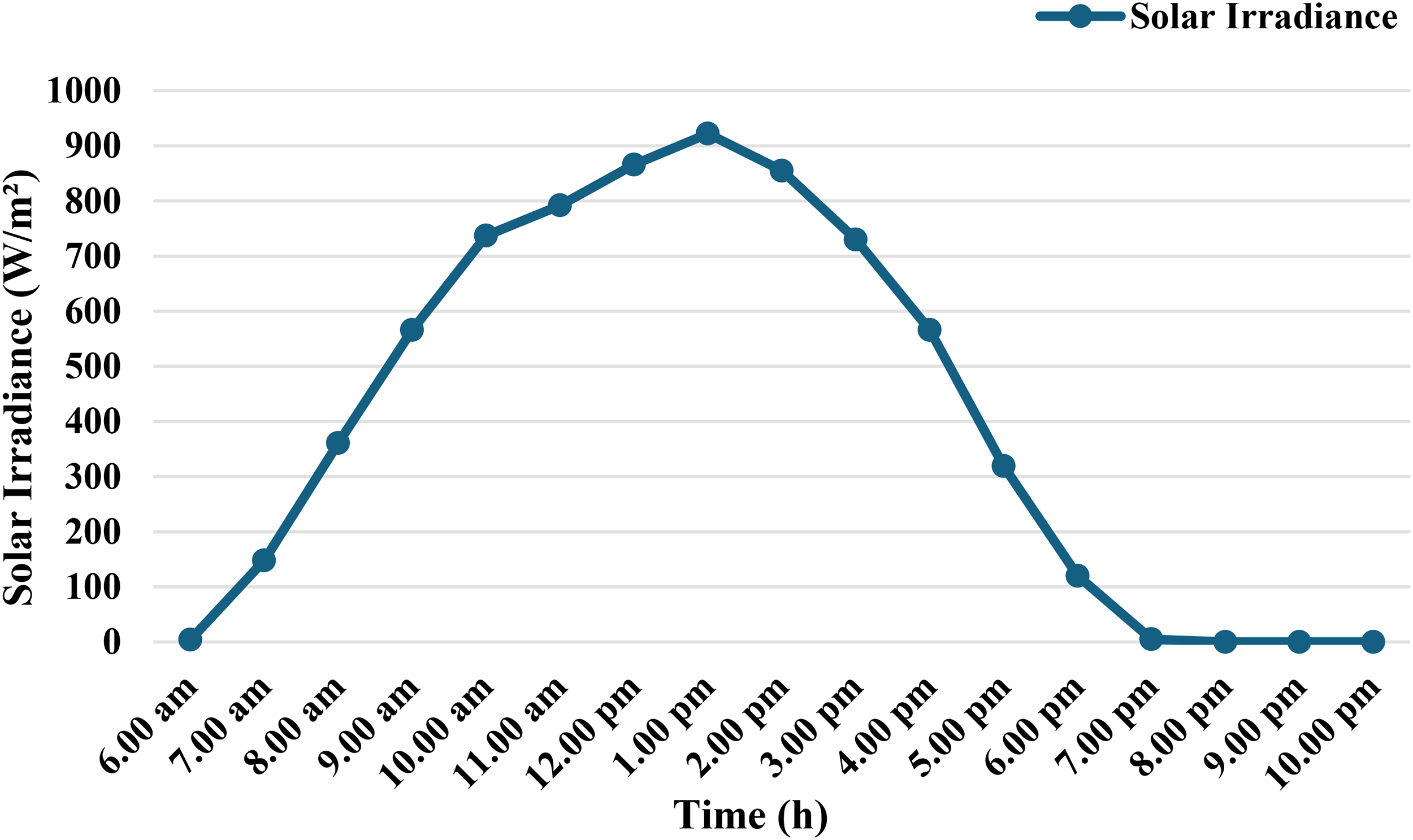
Solar irradiance peaked at 922 W/m2 around 1:00 PM as shown in Figure 7, with a gradual decline in the late afternoon. Although this intensity contributed to additional heating of the dryer through the transparent glass top, the lack of strong airflow led to prolonged moisture retention in the product. Consequently, the tomatoes required 12 h to reach the desired moisture level, with reduced DR and efficiency compared to active configurations.
Solar irradiance plot during passive-mode tomato drying.
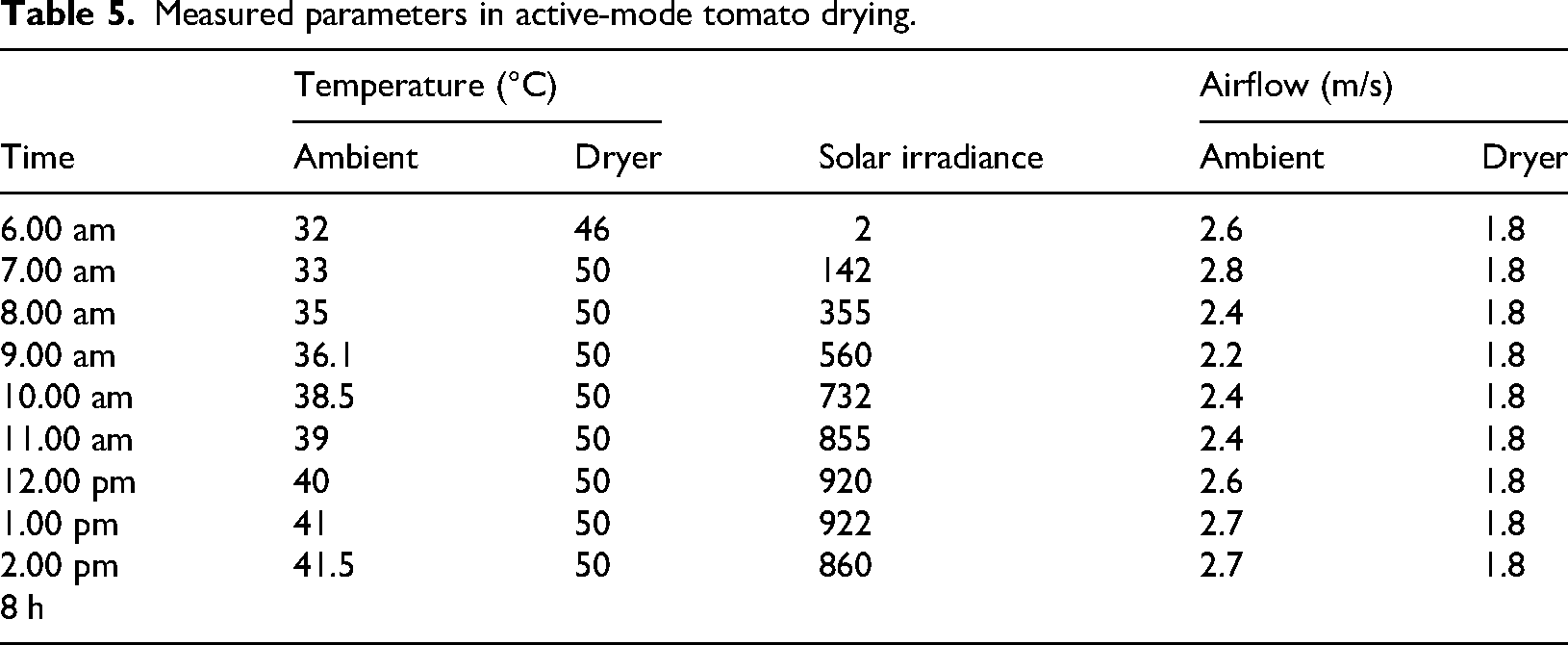
On the day of active drying for tomatoes, the ambient temperature averaged slightly higher at 37.0 °C, while the maximum temperature attained was 41.2 °C at 2.00 PM. The drying temperature again held constant at 50 °C using the same temperature-controlled furnace system. The graph of temperature is shown in Figure 8. However, the inclusion of two PV-powered DC axial fans drastically improved the drying conditions inside the cabinet. Table 5 represents the experimental data recorded during the drying process, including ambient and dryer temperatures, solar irradiance, and airflow conditions.
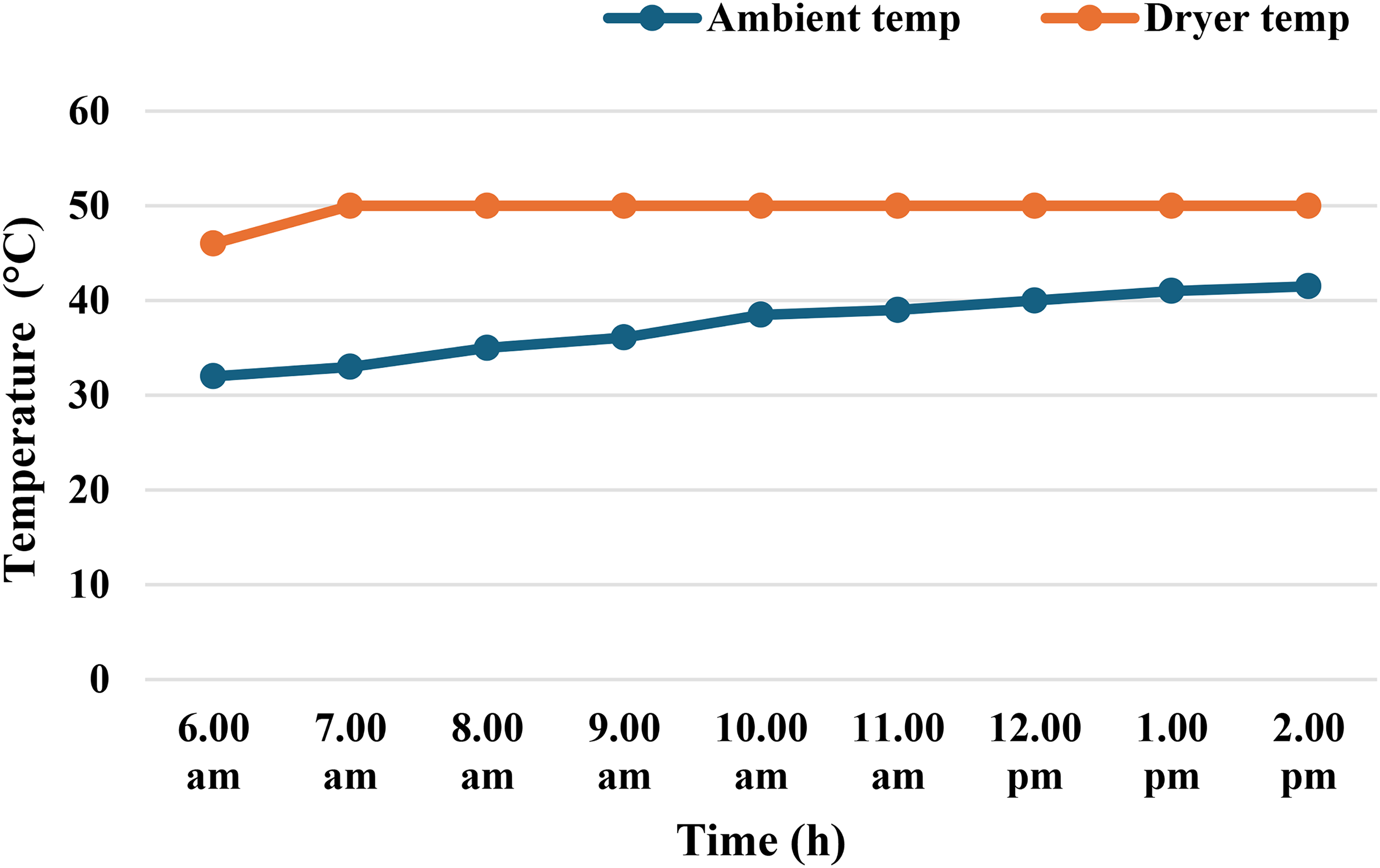
Temperature plot during active-mode tomato drying.
Measured parameters in active-mode tomato drying.
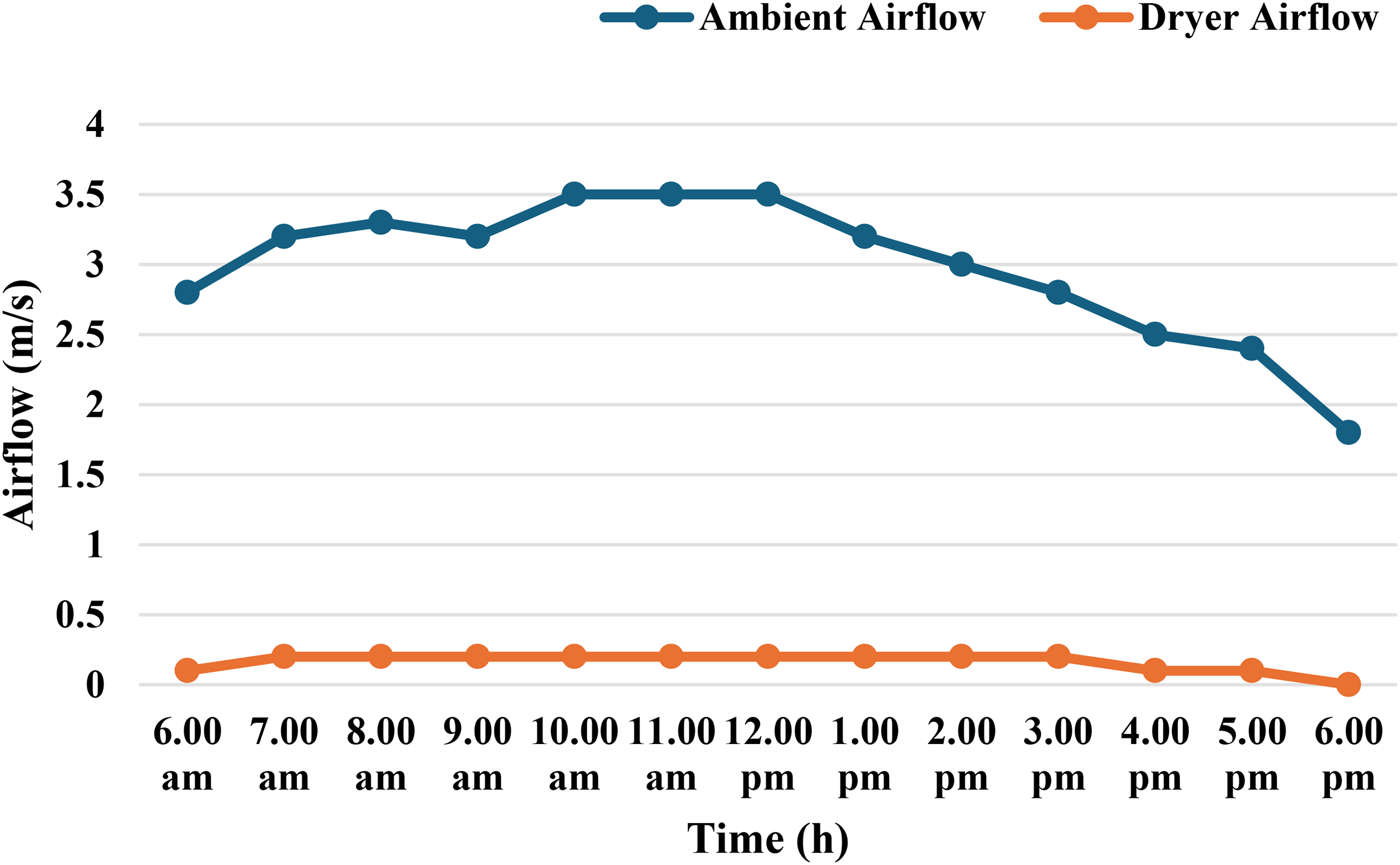
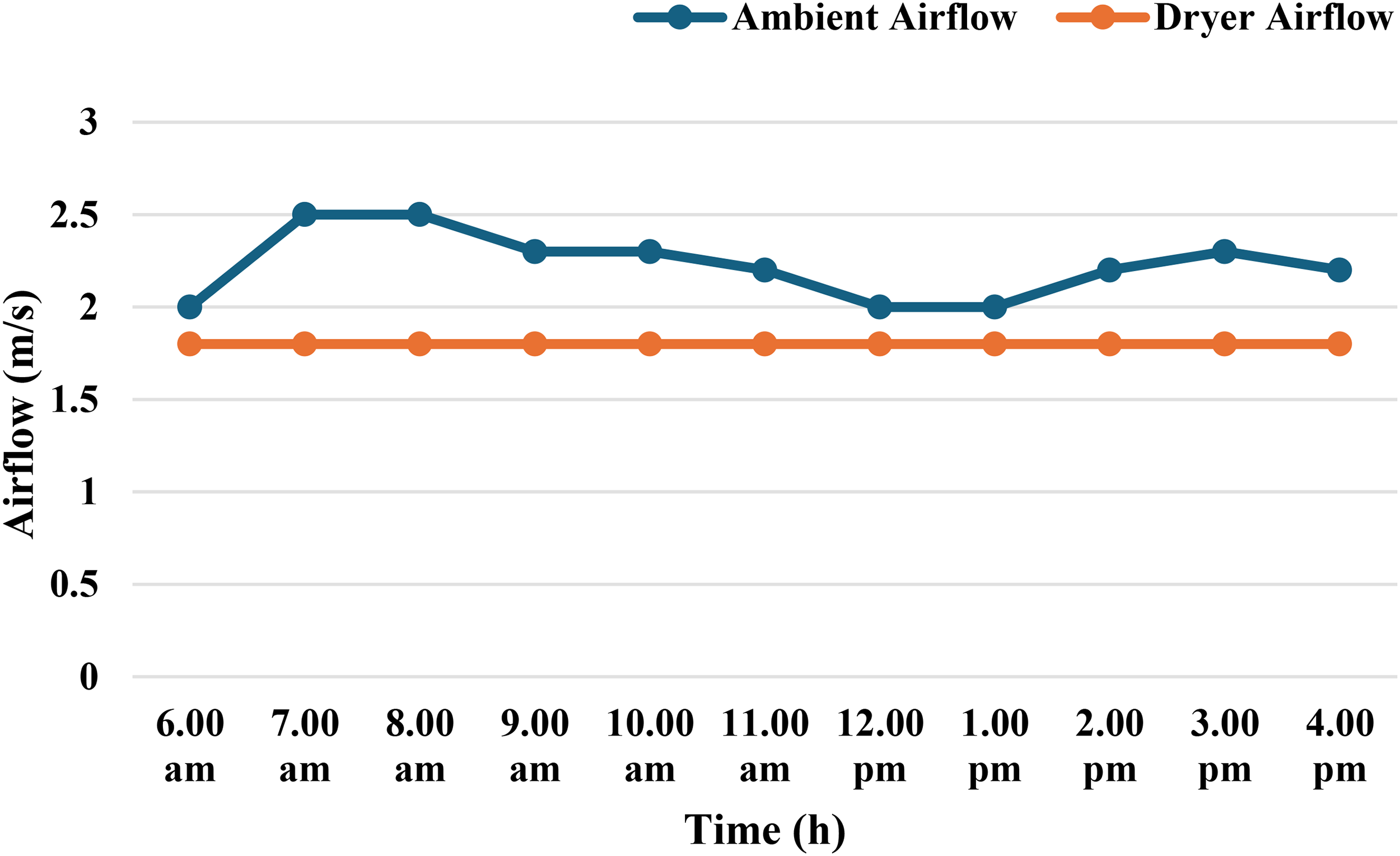
The internal airflow was maintained steadily at 1.8 m/s, unaffected by the variations in ambient airflow, which fluctuated between 2.2 and 2.8 m/s as depicted in Figure 9.
Airflow plot during active-mode tomato drying.
This stable FC enhanced the rate of heat and moisture transfer from the tomato slices to the surrounding air, preventing vapor saturation and ensuring uniform drying across the tray.
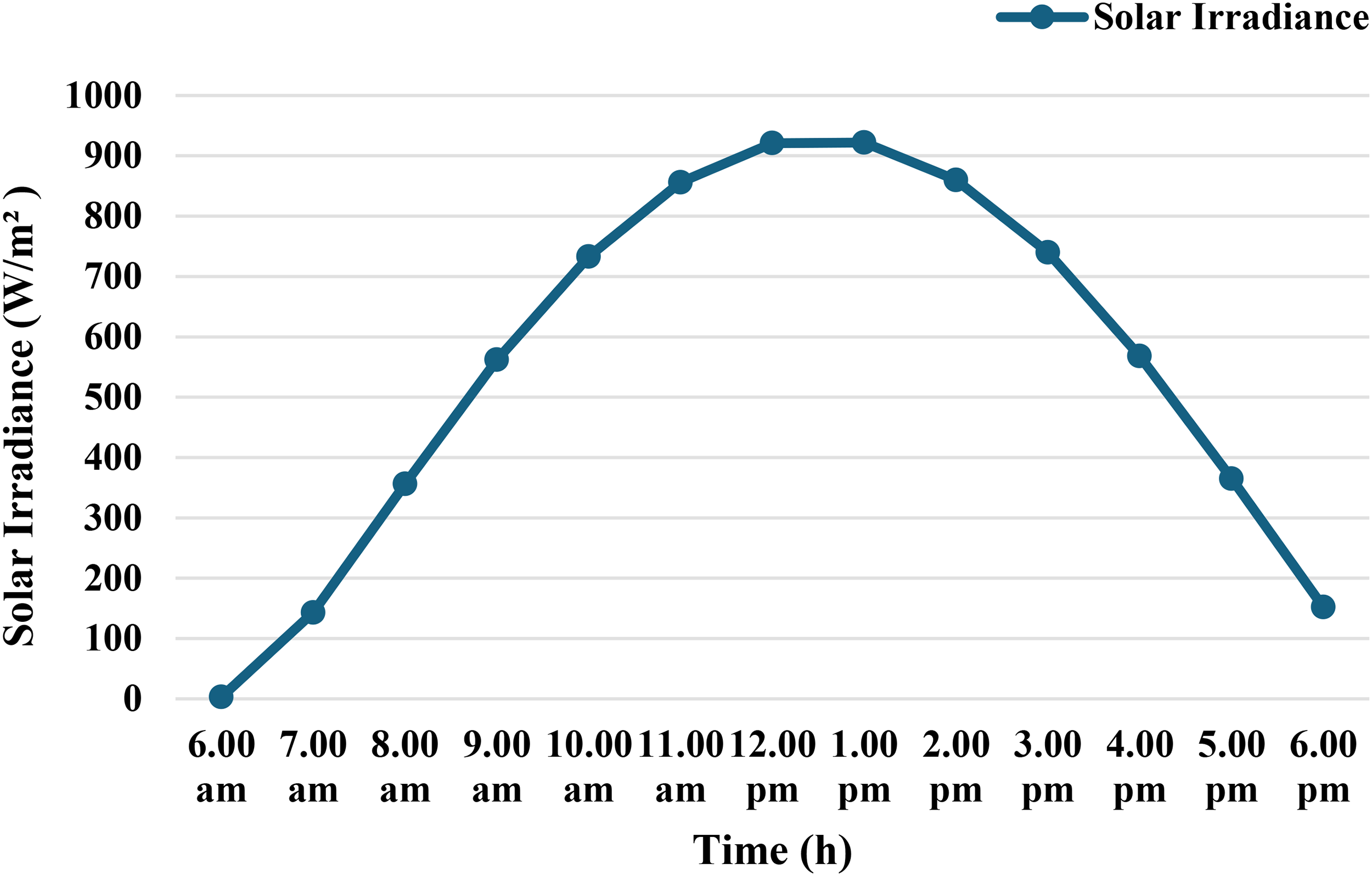
The solar intensity on this day peaked at 922 W/m2 around 1:00 PM, nearly identical to the passive mode given in Figure 10. However, due to better mass transfer enabled by active airflow, the drying time was reduced to only 8 h, a 33% decrease compared to passive drying. The fans not only accelerated the evaporation process but also helped maintain product quality by avoiding temperature spikes or wet patches caused by stagnant air.
Solar irradiance plot during active-mode tomato drying.
Overall, active drying of tomatoes demonstrated significantly better performance, with reduced drying duration, higher DR, and improved energy utilization.
Onion drying performance
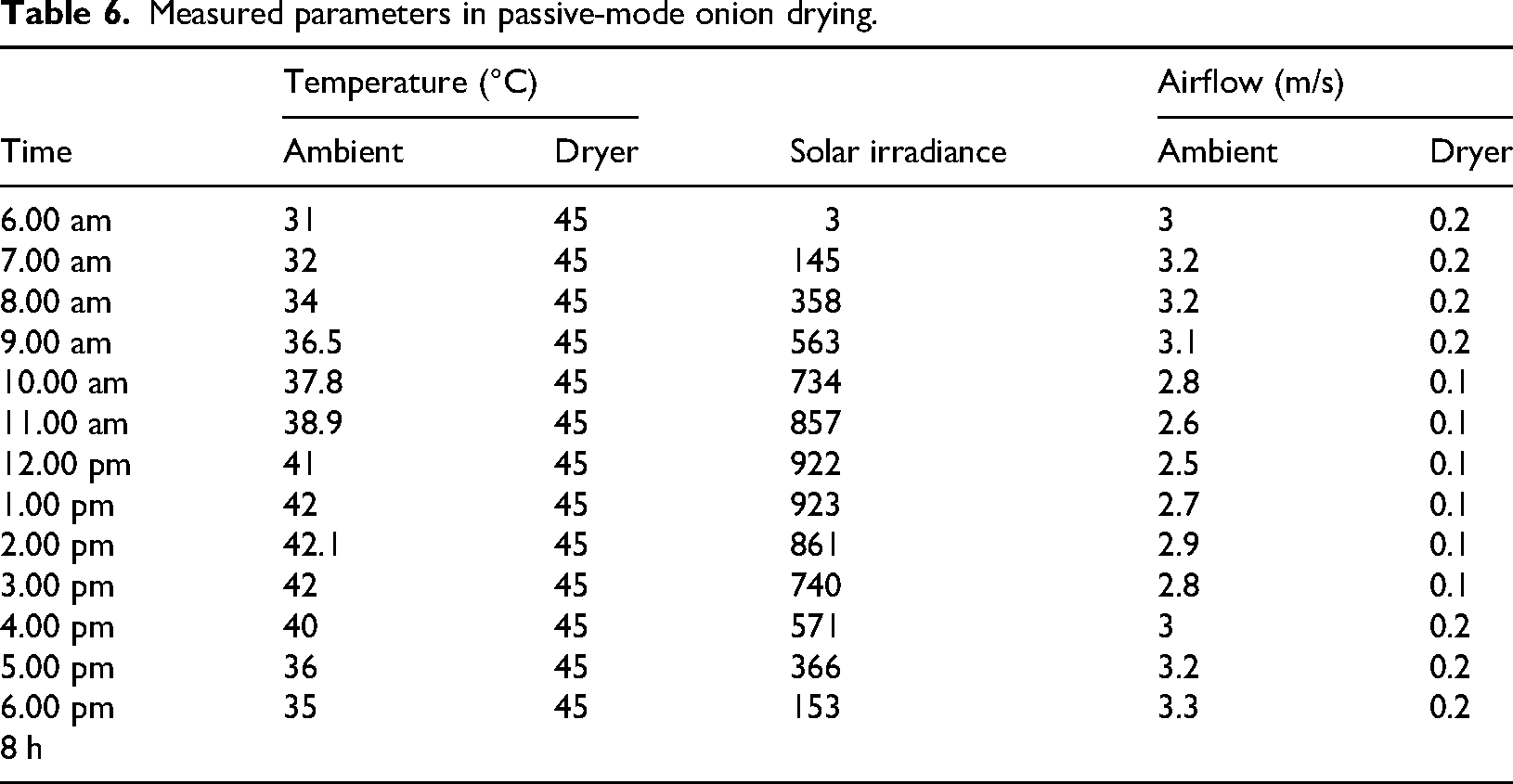
The passive mode drying trial for onions was conducted under similar thermal conditions, with the average ambient temperature being 36.7 °C with maximum temperature of 42.1 °C at 2.00 PM. The drying chamber temperature was maintained at a lower target of 45 °C, suitable for onion dehydration, through continuous regulation by the PID controller and filament furnace. The graph of temperature ranges is shown in Figure 11. Parameters measured throughout the passive drying of onion slices, such as temperature, solar irradiance, and airflow, are illustrated in Table 6.
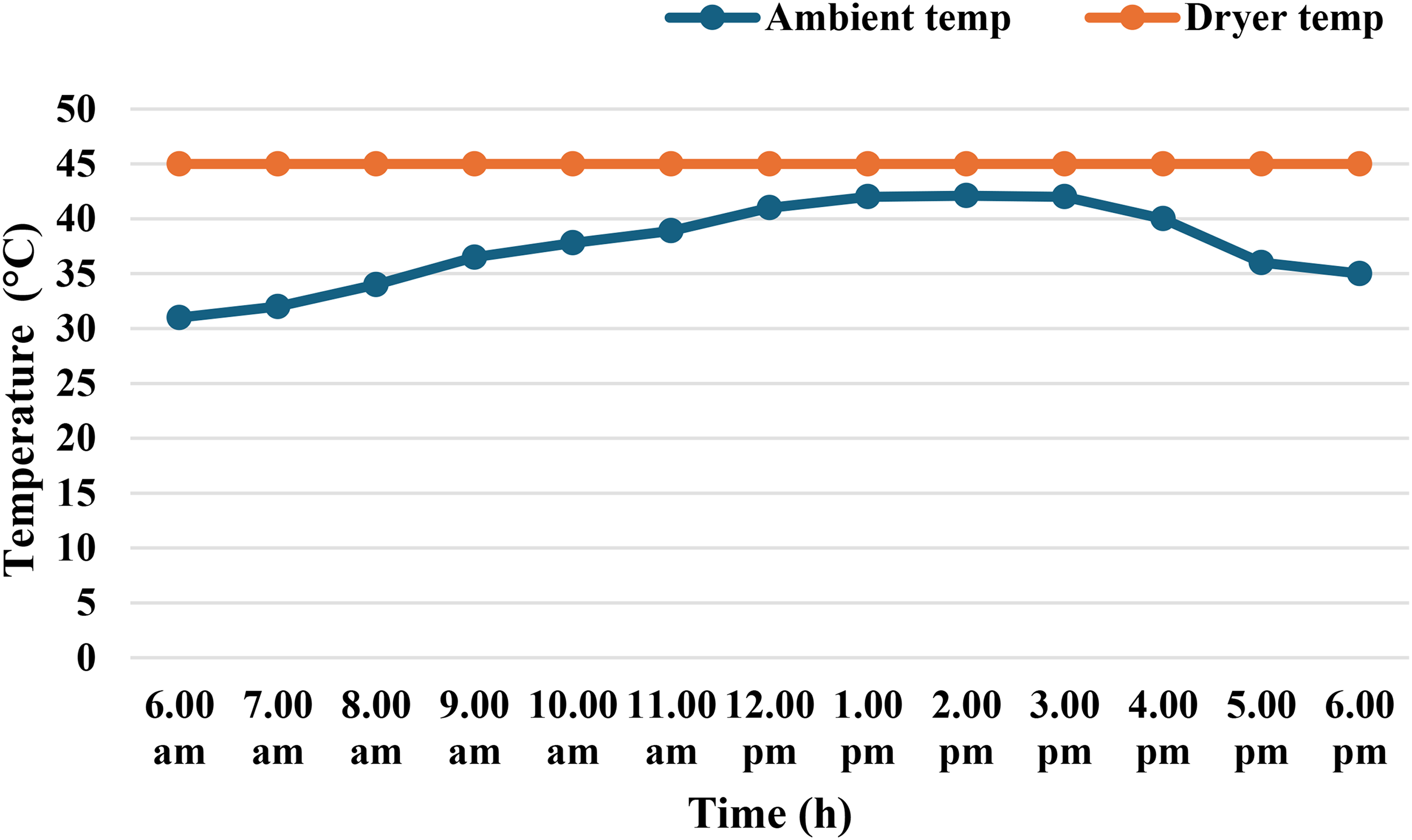
Temperature plot during passive-mode onion drying.
Measured parameters in passive-mode onion drying.
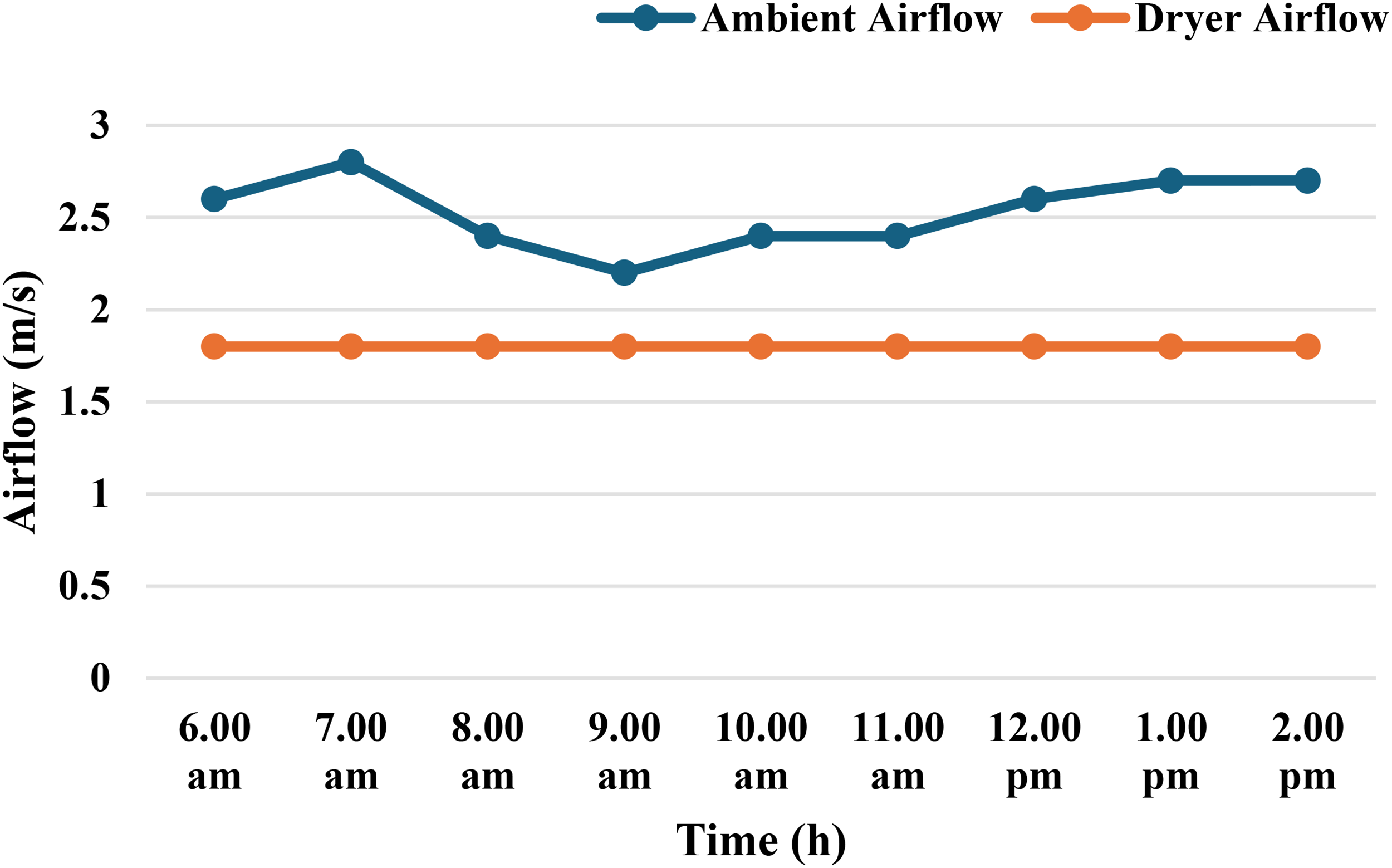
Despite relatively favorable external airflow ranging from 2.5 to 3.3 m/s, the internal airflow inside the dryer remained limited to 0.1–0.2 m/s due to the absence of mechanical ventilation as shown in Figure 12. This severely restricted the rate of convective moisture removal and led to extended drying times.
Airflow plot during passive-mode onion drying.
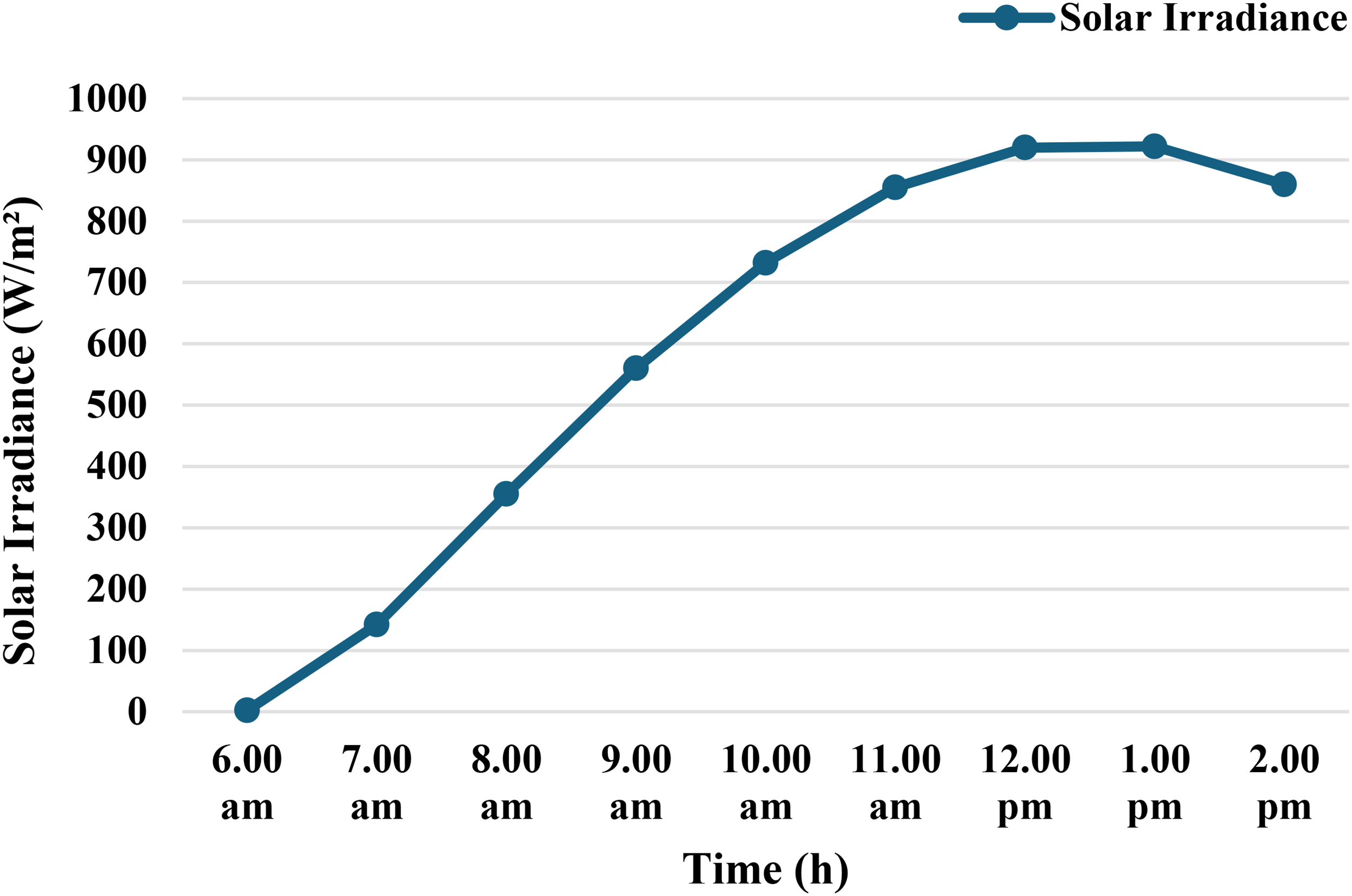
Solar irradiance during this day peaked at 923 W/m2 around 1:00 PM, offering sufficient energy for supplemental heating. The graph of solar irradiance during experiment is given in Figure 13. However, the limited internal circulation impeded the vapor removal process, and as a result, the onions required 12 h to reach their target MC. The slower drying process can be attributed to the limited vapor pressure gradient and air exchange across the product surface.
Solar irradiance plot during passive-mode onion drying.
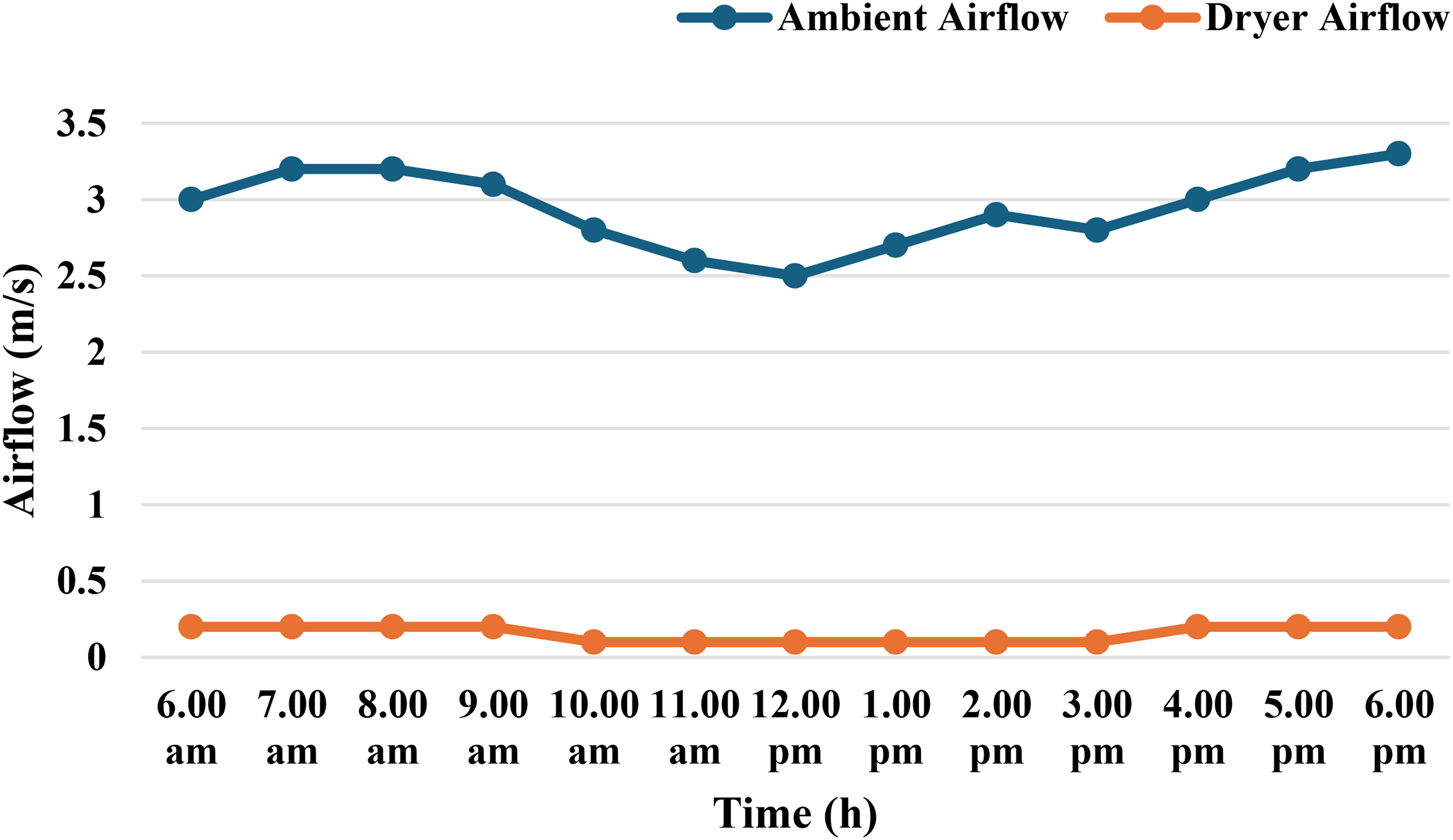
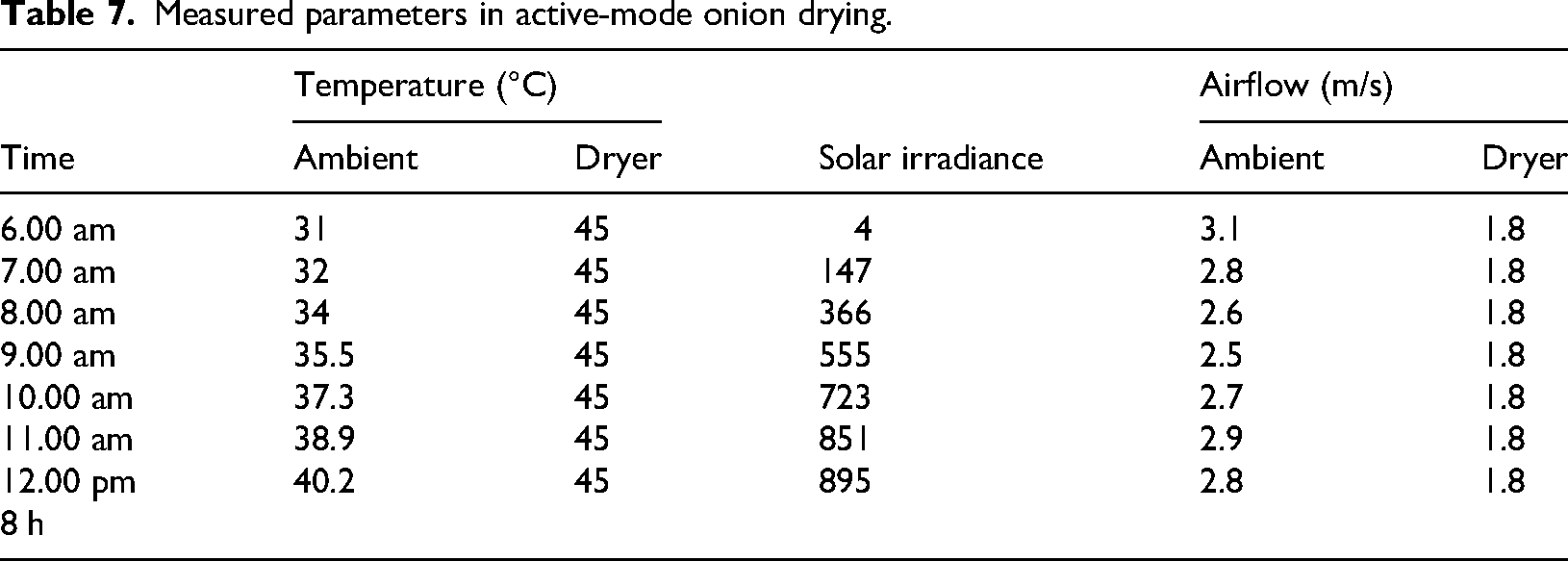
The active mode drying of onions took place under an average ambient temperature of 36.0 °C, whereas highest temperature observed was 41.3 °C at 1.00 PM. As with the passive mode, the drying temperature was tightly regulated at 45 °C using the temperature controller, but this time with the addition of continuous airflow from the two DC fans. Table 7 shows the measured parameters of the active drying experiment, including ambient and dryer temperatures, solar irradiance, and airflow rates.
Measured parameters in active-mode onion drying.
The airflow inside the chamber was consistently maintained at 1.8 m/s, while external ambient airflow fluctuated between 2.5 and 3.1 m/s. This consistent and focused airflow enabled efficient removal of evaporated moisture from the onion slices, reducing internal humidity levels and promoting faster drying. The graph of temperature ranges is shown in Figure 14, and graph of airflow is shown in Figure 15.
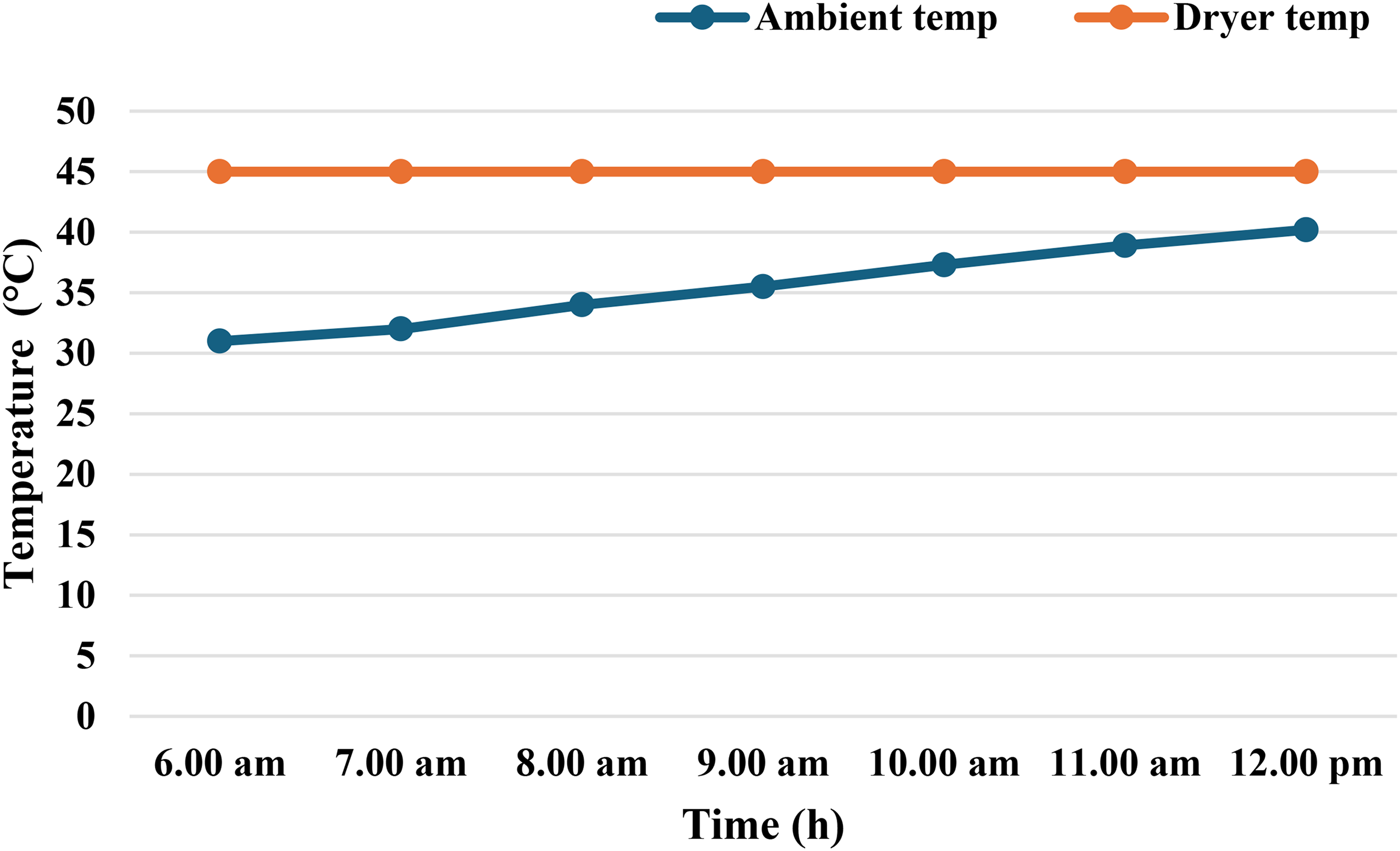
Temperature plot during active-mode onion drying.
Airflow plot during active-mode onion drying.
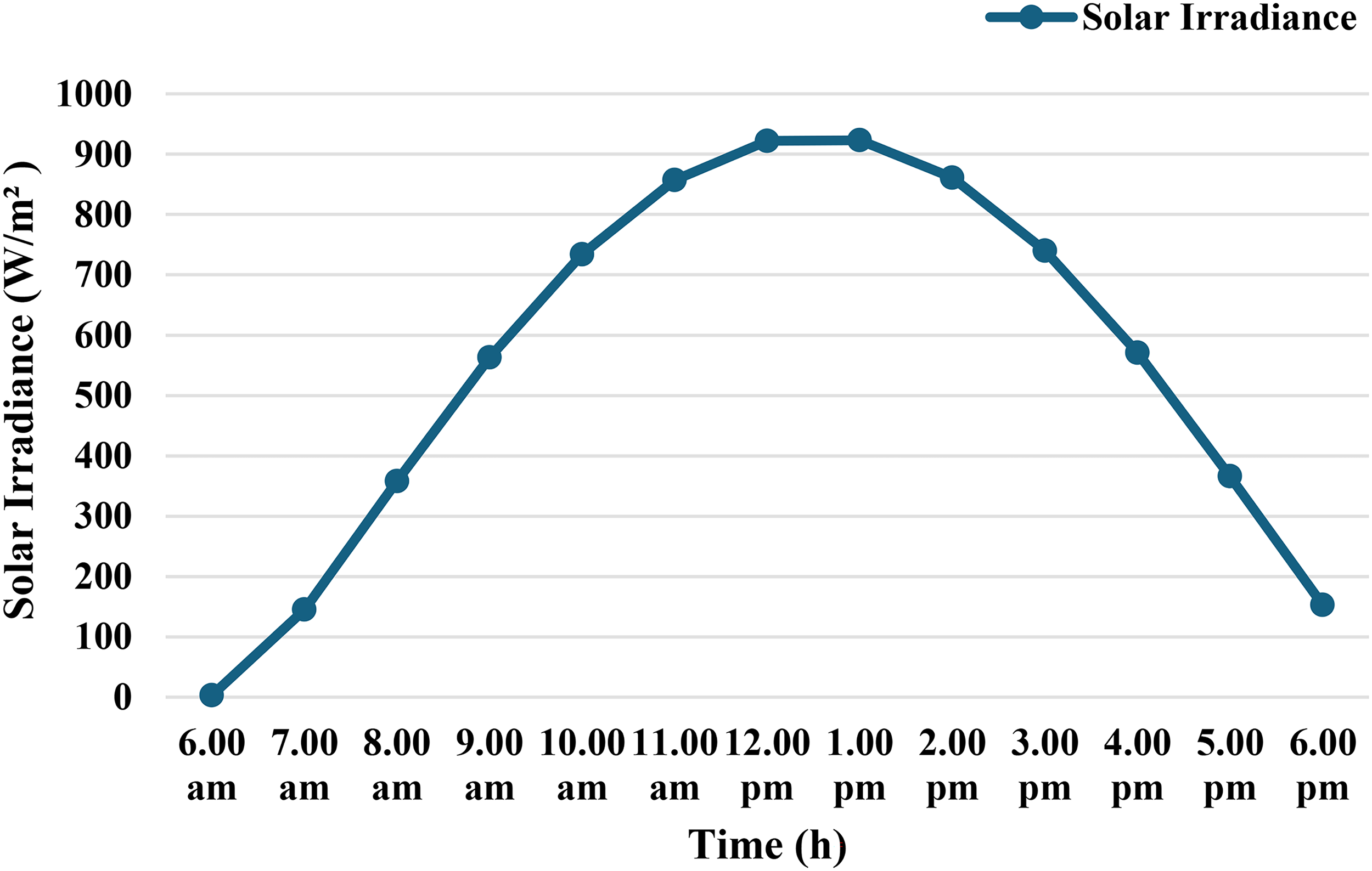
Solar intensity during this trial peaked at 911 W/m2 around 1:00 PM, slightly lower than the passive day, depicted in graph of Figure 16. Despite this, the increased convective drying efficiency enabled a significantly shorter drying time of 6 h. Compared to the passive mode, this represented approximately 50% reduction in drying duration, highlighting the effectiveness of forced airflow in accelerating drying, especially for high-moisture-content products like onion.
Solar irradiance plot during active-mode onion drying.
Garlic drying performance
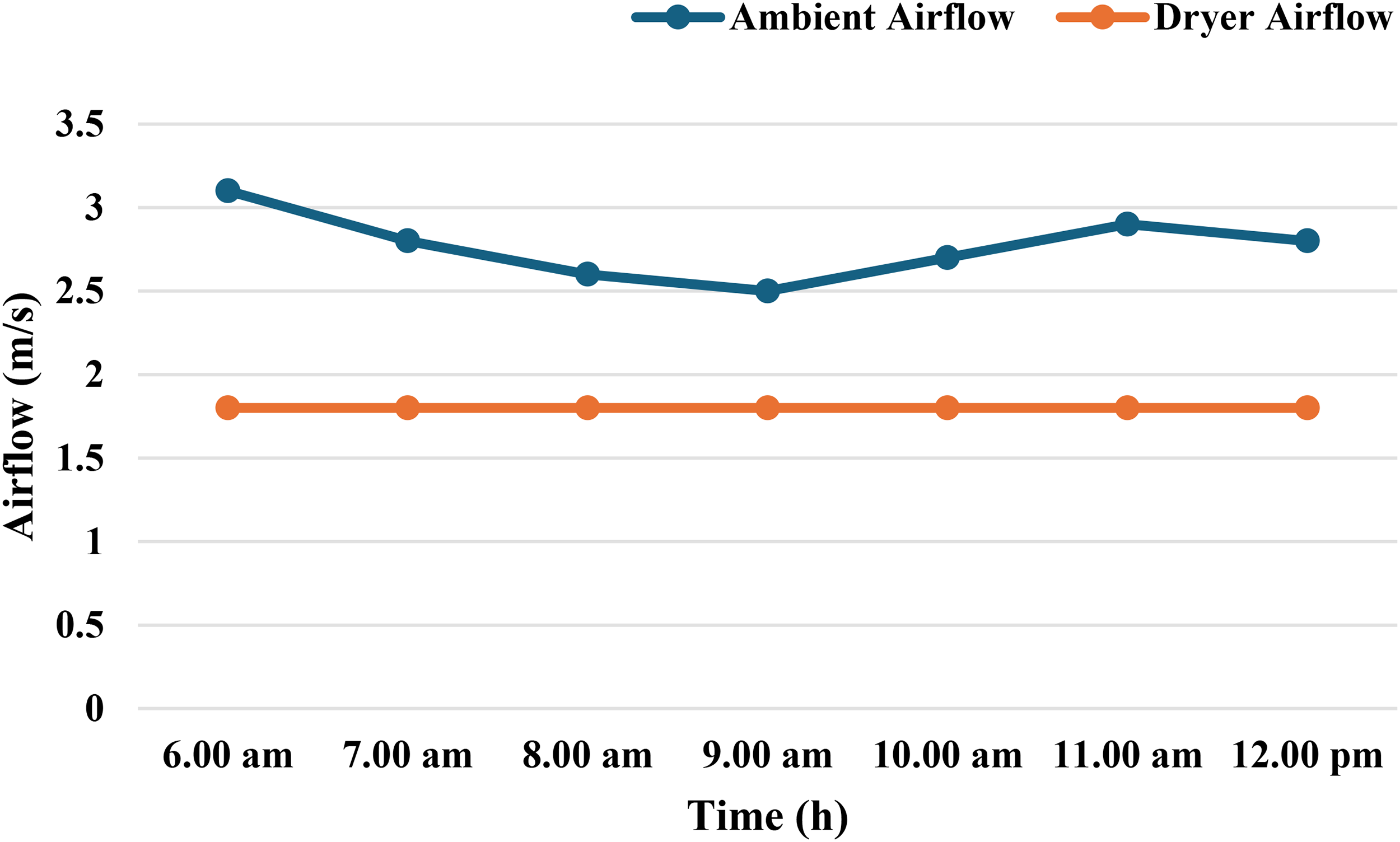
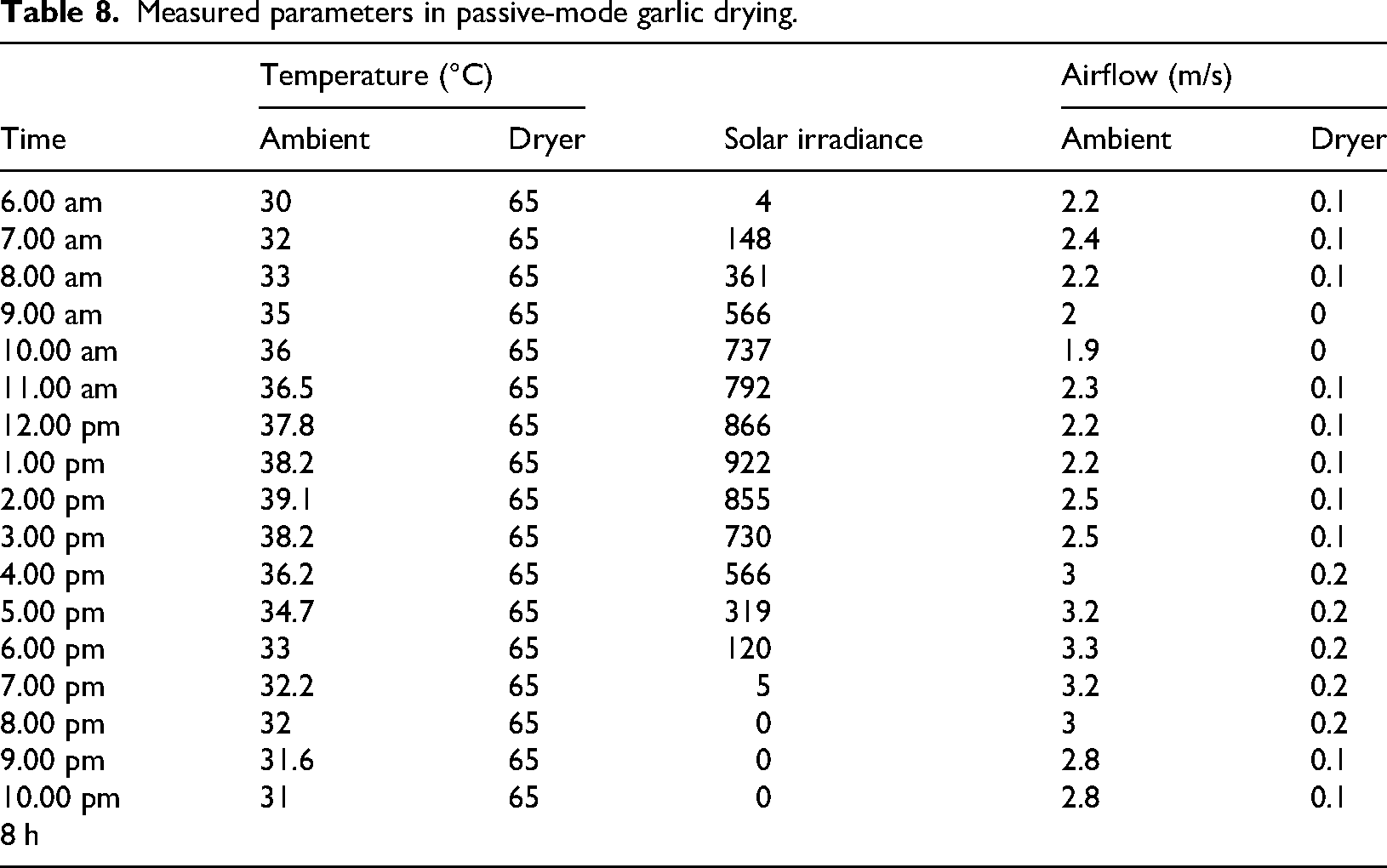
Garlic drying under passive conditions was carried out on a day when the average ambient temperature was 34.5 °C, however the peak temperature reached was 39.1 °C at 2.00 PM. The dryer temperature was set and maintained at 65 °C, a requirement for garlic to effectively inhibit microbial activity and ensure proper dehydration as depicted in Figure 17. The recorded readings of temperature (ambient and within the dryer), solar irradiance, and airflow obtained during the passive drying of garlic slices are summarized in Table 8.
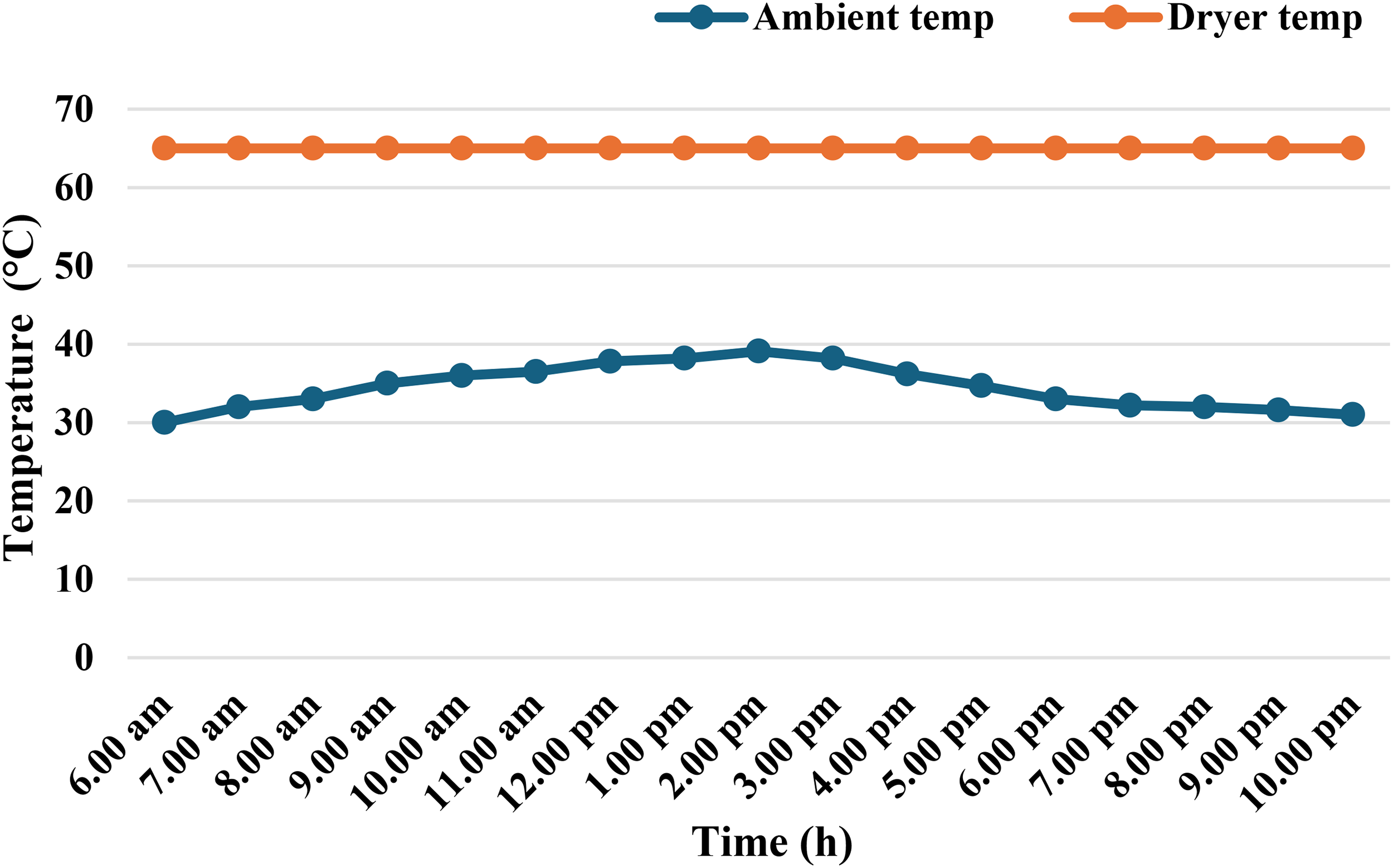
Temperature plot during passive-mode garlic drying.
Measured parameters in passive-mode garlic drying.
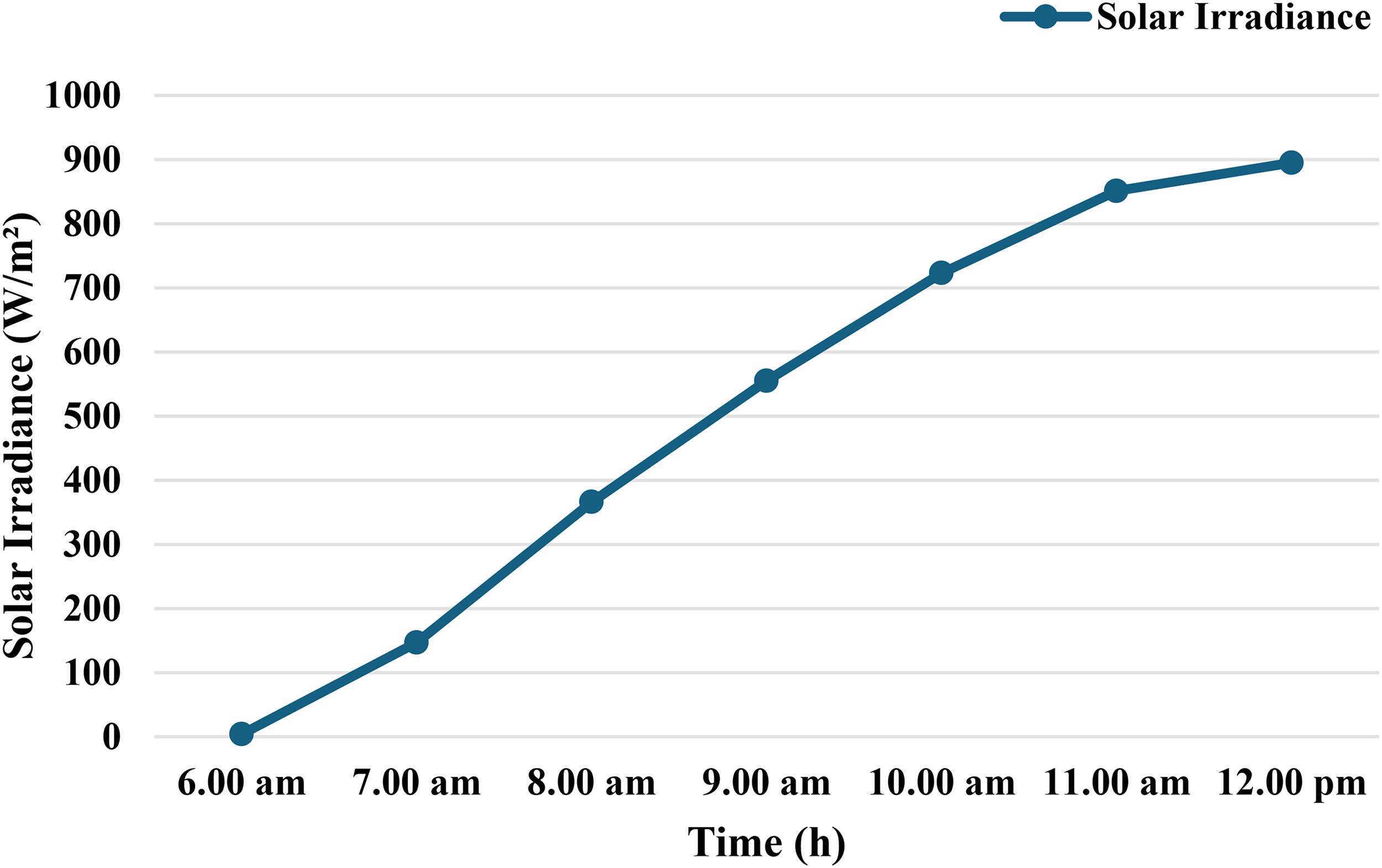
The ambient airflow fluctuated from 1.9 to 3.3 m/s, but airflow inside the drying chamber remained minimal (0–0.2 m/s) due to the reliance on NC, shown in Figure 18. In addition, solar irradiance was relatively low during this day, with a maximum value of only 746 W/m2 at 12:00 PM, limiting solar contribution to chamber heating as shown in Figure 19.
Airflow plot during passive-mode garlic drying..
Solar irradiance plot during passive-mode garlic drying
Due to garlic's inherently high initial MC and compact clove structure, coupled with limited airflow and low solar input, the drying process was notably slower. It took approximately 16 h for the garlic slices to achieve the target MC. This long drying duration reflects the importance of airflow and solar availability, particularly for denser materials.
On the day of active garlic drying, the ambient temperature averaged 36.3 °C with maximum temperature of 40 °C at 1.00 PM. The chamber temperature was again maintained at 65 °C via the PID-controlled furnace system. The airflow within the dryer was kept constant at 1.8 m/s through the use of DC fans, while ambient airflow ranged from 2 to 2.5 m/s. The graph of temperature and airflow is shown in Figures 20 and 21 respectively. Table 9 represents detailed measurements of ambient and internal dryer temperature, solar irradiance, and airflow during the active drying of garlic slices.
Temperature plot during active-mode garlic drying.
Airflow plot during active-mode garlic drying.
Measured parameters in active-mode garlic drying.
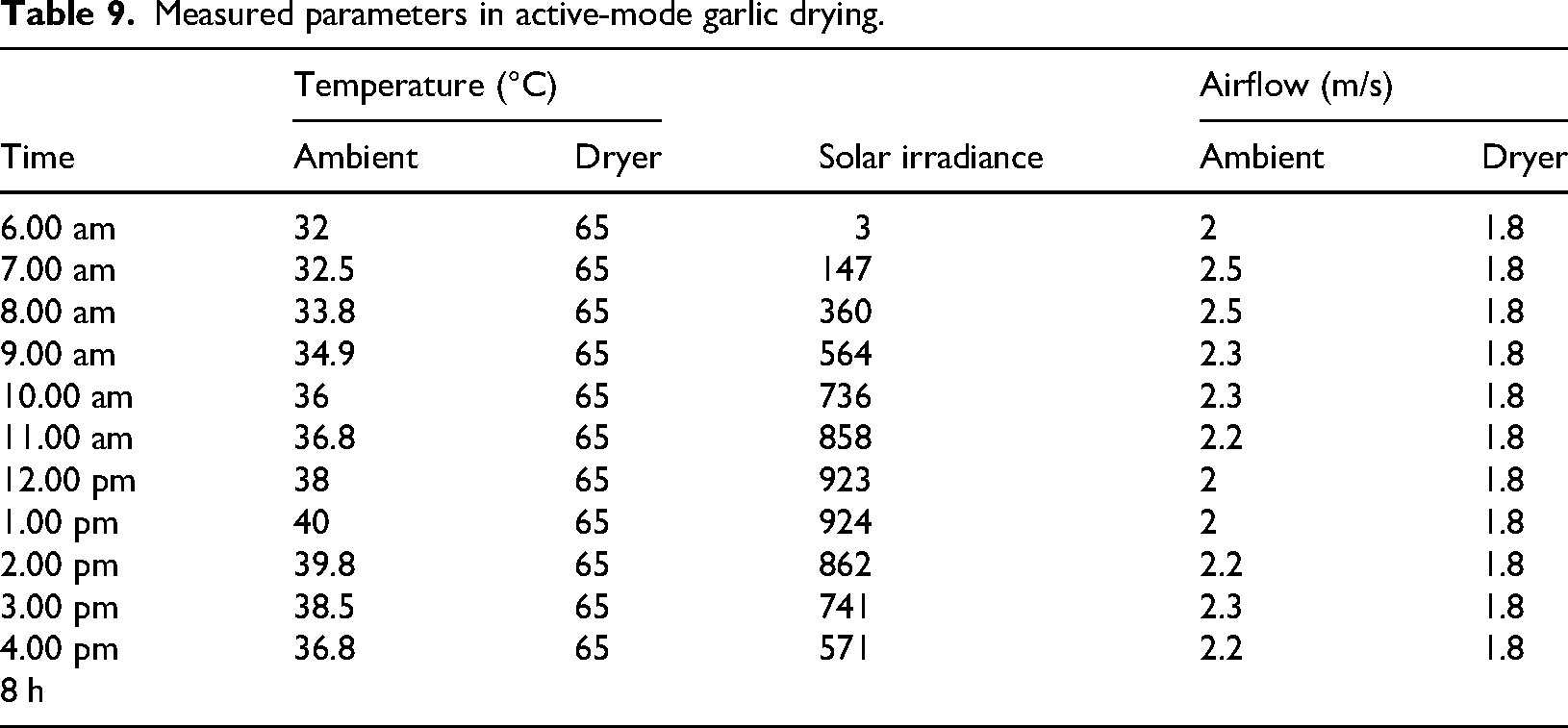
The solar irradiance on this day peaked at 924 W/m2 around 1:00 PM as shown in Figure 22, which combined with enhanced convection, significantly improved drying conditions. As a result, the drying time was reduced to 10 h, compared to 16 h in passive mode, representing a 37.5% reduction in duration.
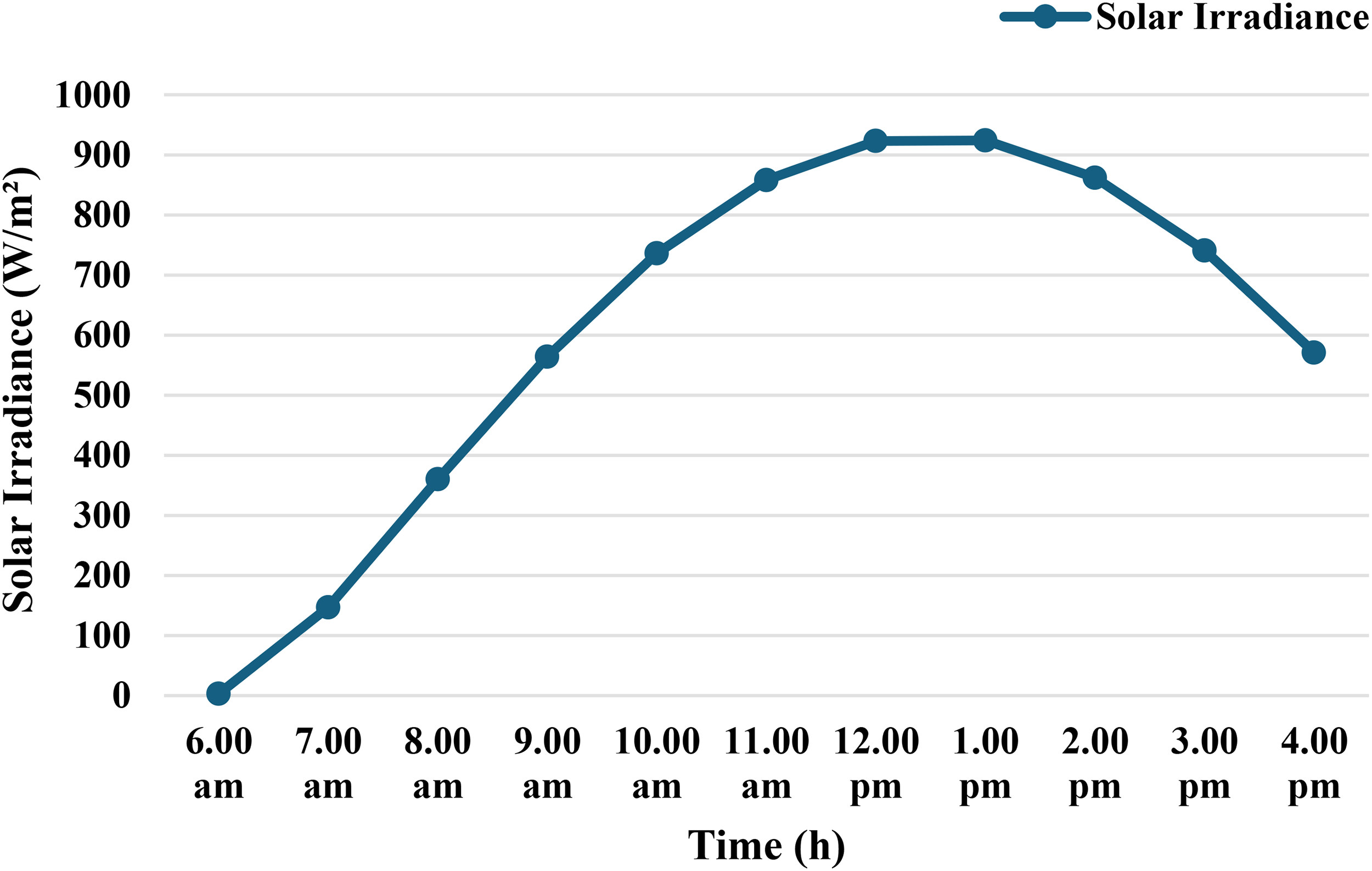
Solar irradiance plot during active-mode garlic drying.
This improvement demonstrates how the synergy between elevated drying temperatures and steady airflow can offset the limitations posed by high MC and lower solar availability, making FC indispensable in garlic drying applications.
Energy calculations
To evaluate the energy performance of the HSD under varying airflow conditions, thermal energy inputs were analyzed for each experiment conducted during the month of August. Each crop (tomato, onion, garlic) was tested under both passive (NC) and active (FC) modes on separate days, totaling six experimental runs. In all setups, auxiliary heating was provided by a 100 W incandescent bulb operating on 220 V AC. The tungsten filament of this bulb acted as a compact heating furnace, and the filament temperature was calculated using the Stefan–Boltzmann equation to find radiative temperature. With an emissivity of 0.35 and surface area calculated from the filament's physical dimensions (length 0.34 m and diameter 0.0004 m), the filament temperature was estimated to be approximately 1820.7 °C in every configuration due to the constant AC supply.
For tomato drying, in passive mode, the total solar energy absorbed over the 12-h drying duration was approximately 5403.8 kJ, while the electrical energy input from the incandescent bulb was significantly higher at 4320 kJ, resulting in a total energy input of around 9.7 MJ. In contrast, under the active mode, with the help of PV-powered fans enhancing internal heat and moisture transport, the drying time was reduced to 8 h. This led to a slight increase in solar energy uptake (4024.44 kJ) due to more effective use of sunlight, but a noticeable decrease in electrical input (2880 kJ), leading to a total of 6.9 MJ. This reduction in energy consumption highlights the role of active airflow in improving energy utilization and drying performance.
During onion drying, the energy dynamics followed a similar pattern. In the passive configuration, the solar input totaled approximately 5415.1 kJ, while the electrical input remained at 4320 kJ, totaling about 9.7 MJ. The drying process extended to 12 h due to NC limitations. Under active mode, however, the total drying time dropped to just 7 h, decreasing the electrical energy required to 2520 kJ. Despite a slightly lower solar input of 3350.2 kJ, the combined energy input reduced drastically to 4.8 MJ, further demonstrating that the use of fans not only accelerated drying but also minimized reliance on grid-based heating.
Garlic drying, due to its higher target drying temperature of 65 °C and naturally slower drying behavior, exhibited the highest overall energy requirements. In passive mode, solar input was 5260.8 kJ, and the electrical energy consumed by the furnace over 16 h was a substantial 5760 kJ, giving a combined input of approximately 11.02 MJ. Conversely, in the active configuration, improved airflow allowed the drying to complete in 10 h, thereby reducing the electrical consumption to 3600 kJ, while solar input increased to 5033.6 kJ due to better heat absorption dynamics. The total input for this mode amounted to 8.6 MJ, which, though still high, reflected a 30% reduction in energy compared to passive operation.
Overall, these results clearly demonstrate the significant impact of airflow on energy dynamics within the hybrid dryer. Passive mode, relying solely on NC, demanded longer drying durations, leading to higher cumulative electrical energy use. In contrast, active mode capitalized on continuous airflow to enhance convective heat transfer and moisture removal, thus reducing drying time and energy demand. The role of solar energy remained supplementary across all experiments, contributing between 7% and 14% of the total thermal input, with the furnace bearing the major load in maintaining stable drying temperatures. These observations underscore the importance of hybridization and airflow optimization in enhancing the operational efficiency of SDs under fluctuating environmental conditions.
Moisture content and drying characteristic
Drying characteristics are fundamental to evaluating the performance of any SD. These include the ability of the system to remove moisture effectively, reduce product mass, and maintain final quality while minimizing energy usage and drying time. In this study, tomato, onion, and garlic samples were dried under two configurations passive (NC) and active (FC), while maintaining consistent drying temperatures using a PID-controlled electric furnace. The section below explores the outcomes for each crop, discussing MC, moisture ratio, and DR based on observed experimental results.
Moisture content
In both active and passive modes, the initial and final weights of each vegetable sample were recorded and used to calculate MC on wet basis (
Onions started at the same
For garlic, which has a tougher structure and requires a higher drying temperature, the
These results underline that MC targets were successfully met in all cases; however, the energy consumption and process duration differed significantly depending on the airflow mechanism. Active mode resulted in faster and more efficient drying across all vegetables due to enhanced heat and mass transfer dynamics.
This improvement demonstrates how the synergy between elevated drying temperatures and steady airflow can offset the limitations posed by high MC and lower solar availability, making FC indispensable in garlic drying applications.
Although the study primarily focused on drying performance parameters such as moisture content, DR, and energy efficiency, no laboratory-based quality assessments (e.g. color change ΔE, rehydration ratio, or nutrient retention) were conducted. Therefore, the results mainly represent thermal and mass transfer efficiency rather than product quality attributes. Future work should integrate post-drying quality evaluation to correlate thermal performance with food quality outcomes.
Moisture ratio (MR)
Moisture ratio (MR) provides a normalized measure of how much moisture remains in the product compared to its initial condition. This ratio is especially useful in comparing drying kinetics under different setups.
For tomato samples, the final moisture ratio was 0.073, indicating that only 7.3% of the initial moisture remained in the product at the end of the drying cycle. This was consistent across both passive and active configurations. However, the time required to reach this low MR differed greatly: the passive mode took 12 h, while the active setup achieved it in just 8 h.
Similarly, onion samples showed a final MR of 0.115, meaning that only 11.5% of the initial MC persisted. Despite identical final values, the time to reach this point was 12 h for passive and only 6 h for active drying, showcasing the impact of enhanced airflow on drying kinetics.
Garlic, being the most moisture-rich and structurally dense, had the highest final MR of 0.158, which translates to 15.8% residual moisture relative to the initial value. The difference in drying time was notable 16 h for passive mode, reduced to 10 h in active configuration.
The consistent final MR across both modes for each crop illustrates that the PID-controlled furnace system successfully maintained target temperatures and brought all samples to the desired moisture endpoint. However, the rate at which MR approached its final value was much faster under FC, reflecting improved mass transfer conditions due to higher internal airflow rates.
Drying rate (DR)
DR is a critical indicator of the system's efficiency and is expressed as the amount of moisture removed per unit time (kg/h). It is influenced by several parameters including product type, temperature, relative humidity, and airflow velocity inside the dryer.
For tomatoes, the DR in passive mode was 0.037 kg/h, while in active mode, it increased substantially to 0.055 kg/h. This improvement is attributed to the consistent airflow of 1.8 m/s in active mode, which enhanced both sensible and latent heat transfer, causing faster moisture migration from the product surface and interior. In contrast, the passive setup experienced fluctuating ambient airflow, limiting the evaporation rate and prolonging drying time.
In the case of onions, the passive mode DR was recorded at 0.038 kg/h, while active mode achieved a much higher rate of 0.066 kg/h. This nearly doubled drying performance highlights the role of internal convection in overcoming boundary layer resistance, which is especially crucial for thin-sliced and high-moisture vegetables like onion. Even though the drying temperature (45 °C) remained constant via furnace control, the effect of improved air velocity (again, 1.8 m/s in active mode) was clearly evident.
Garlic had the slowest DRs due to its dense and low-surface-area nature. In passive mode, the rate was just 0.012 kg/h, indicating that NC was insufficient to accelerate internal moisture diffusion. However, under active mode, the DR improved to 0.020 kg/h, reflecting a 66% increase in DR. While still lower compared to tomato and onion, this improvement was significant given garlic's challenging drying profile.
In summary, DR comparisons conclusively show that airflow enhancement plays a pivotal role in speeding up moisture evaporation, even when drying temperature is strictly controlled. The consistent temperature maintained by the PID-regulated furnace ensured thermal uniformity, but it was the addition of FC that truly elevated the system's drying performance by improving internal mass transfer rates.
Drying efficiency
Drying efficiency is a crucial metric that reflects the effectiveness of a drying system in utilizing available energy to remove moisture from a product. It is defined as the ratio of the useful energy used to evaporate water from the material to the total thermal energy input to the system, comprising solar energy and electrical input in this HSD. A higher drying efficiency indicates that more of the input energy is being converted into productive heat that contributes to drying, rather than being lost through conduction, convection, or radiation to the environment.
The drying performance of the system was also influenced by the air velocity and the amount of sample loaded in the chamber. Increasing air velocity enhanced the mass flow rate of air through the dryer, which improved convective heat and moisture transfer from the product surface, resulting in higher drying efficiency and shorter drying time. Similarly, the sample mass should be sufficient enough to make effective use of the available thermal energy. When the product quantity was very small, much of the supplied energy was wasted because the dryer chamber remained partially empty. In contrast, when a reasonably filled load was used, a greater amount of product could be dried with nearly the same energy input, improving overall energy utilization. However, excessive loading that restricts airflow can reduce efficiency, indicating that an optimal air velocity and sample mass are essential for the best dryer performance.
In the case of tomato drying, the system showed significant improvement in drying efficiency under FC. For the passive mode, the drying efficiency was calculated to be 10.2%, which already demonstrates a relatively productive use of combined solar and electrical energy. However, in the active mode, where airflow was maintained at a constant 1.8 m/s using DC fans, the efficiency rose to 14.4%. This roughly 40% improvement in efficiency can be attributed to the better utilization of thermal energy facilitated by the steady airflow, which accelerated moisture removal and reduced drying time. With lower residence time and higher energy absorption per unit mass of evaporated water, the system avoided unnecessary heat loss over prolonged operation.
Onion drying exhibited a more pronounced difference. In the passive mode, drying efficiency was recorded at 10.7%, close to that of tomatoes. However, under active conditions, efficiency soared to 17.7%, which is nearly 81% higher than the passive case. This large gap is due to the onion's structural composition and higher initial MC. FC drastically improved evaporation by continuously removing the saturated boundary layer around the onion slices, thereby maintaining a higher moisture gradient throughout the process. Moreover, the reduced drying time in active mode (6 h compared to 12 h) ensured minimal energy loss through surface radiation and extended furnace operation, further enhancing efficiency.
For garlic, although the PID-controlled furnace successfully maintained the desired high drying temperature of 65 °C, the system's overall efficiency remained lower than in tomato or onion drying, due to garlic's compact structure and thicker cell walls that inhibit moisture migration. In passive mode, the drying efficiency was found to be 3.85%. In active mode, efficiency improved to 4.9%, a notable increase but still relatively modest. The improvement reflects the benefit of continuous airflow; however, the intrinsic resistance to internal moisture diffusion in garlic limited the DR, keeping efficiency low even with FC. Additionally, the taken product quantity was less (0.2 kg), therefore the energy was wasted significantly. Thus, the high-power consumption required for that small quantity of products over a longer drying duration further diluted the energy utilization ratio. The graph in Figure 23 presents the drying efficiencies from all six experiments.
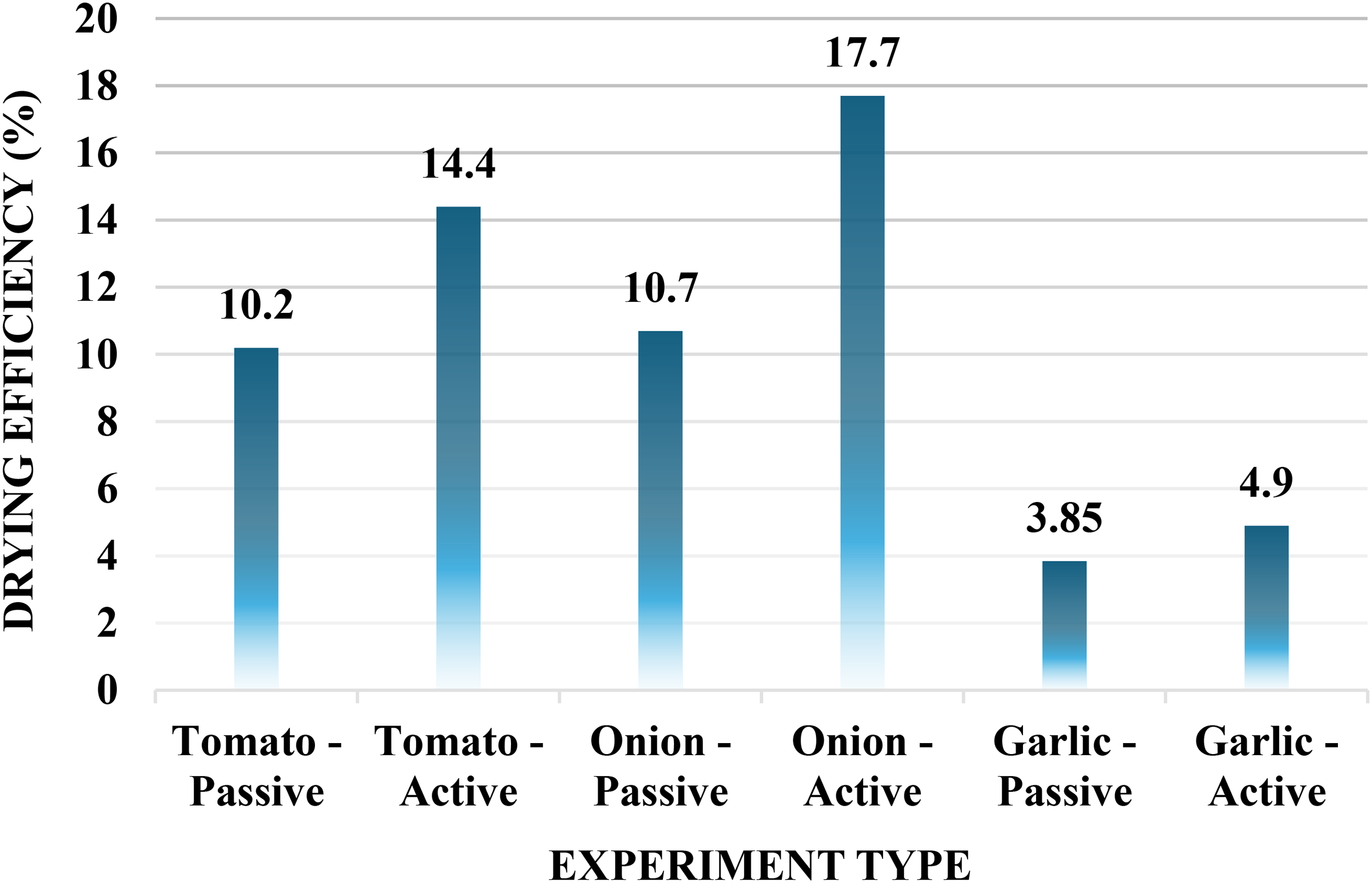
Drying efficiencies in different experiments.
Overall, these results emphasize that drying efficiency is strongly influenced not only by the energy input and temperature regulation, but also by the physical properties of the product, quantity of product taken, and the air movement inside the chamber. Active convection consistently improved efficiency by reducing drying time and energy waste, demonstrating the importance of air velocity control in hybrid solar drying systems. While each crop responded differently based on its MC and structure, the system's ability to maintain constant temperature with the PID-controlled furnace and flexible airflow adaptation proved effective in optimizing drying performance. Table 10 highlights some recent studies incorporating various control mechanisms, with the present study included at the end. It clearly demonstrates that limited work has been done specifically on precise temperature control within the drying chamber. This study aims to bridge that gap by demonstrating the effectiveness of a PID-regulated HSD in maintaining consistent drying temperatures, thereby enhancing drying efficiency, product quality, and system reliability under variable environmental conditions.
Recent studies based on control mechanism in solar dryers compared with present study.
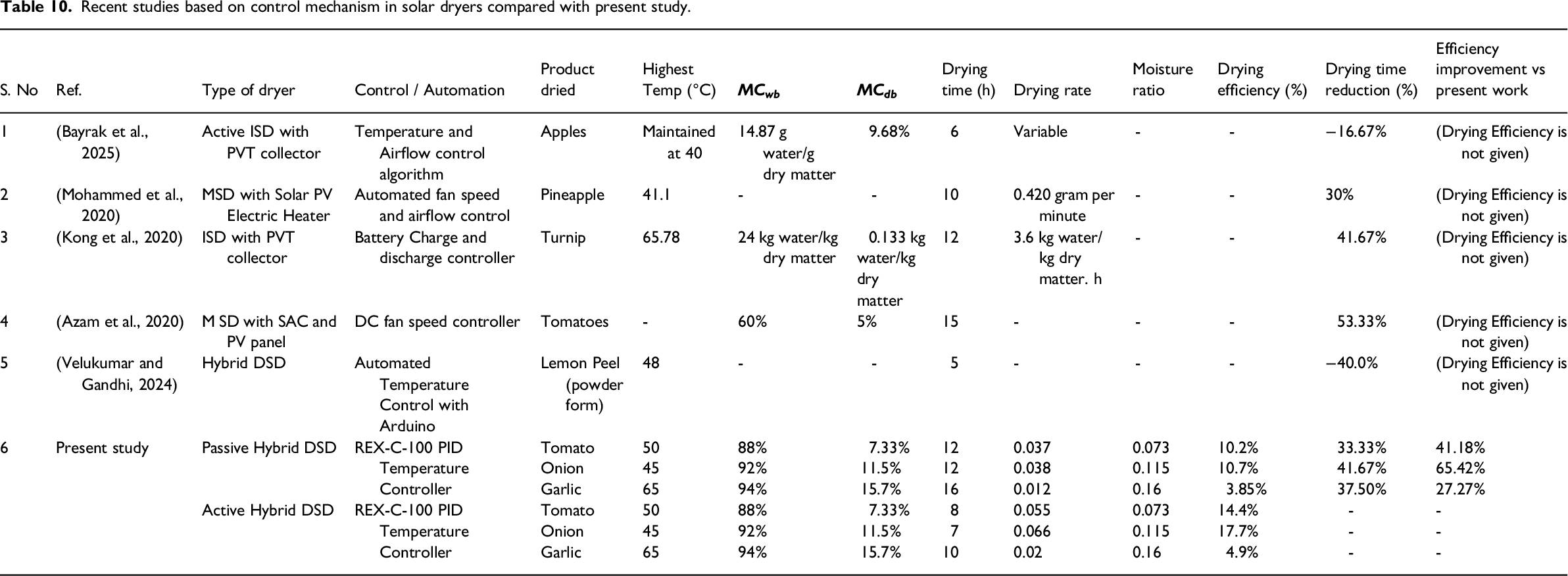
When compared with various SD models reported in the literature, the developed mixed-mode active SD demonstrated notable performance advantages. The most effective configuration, achieved during onion drying in active mode, required only 7 h of drying time and attained a drying efficiency of 17.7%. Compared with several reported SD models, the developed dryer demonstrated noticeably faster drying performance. While some systems operated slightly quicker, the present design showed competitive results with better overall efficiency, stable temperature distribution, and reliable drying under active conditions.
A comparative analysis between passive and active modes of the same dryer further confirmed the performance improvement achieved through forced convection. For tomato, onion, and garlic, the active configuration reduced drying time by 33.3%, 41.7%, and 37.5%, and enhanced drying efficiency by 41.2%, 65.4%, and 27.3%, respectively, compared to the passive mode. These findings clearly indicate that integrating fans to enable active air circulation significantly improves both the DR and efficiency across all tested products.
Conclusion
This study evaluated the performance of a hybrid direct-mode SD integrated with a PID-controlled electric furnace, designed to address the limitations of conventional solar drying systems. The dryer maintained consistent temperature control throughout the experiments using a tungsten filament incandescent bulb, while active and passive convection modes were tested to assess airflow effects. Experiments were conducted during August on three vegetables tomato, onion, and garlic under fixed temperature setpoints relevant to each crop's optimal drying requirement.
The results demonstrated that stable drying temperatures were achieved in all setups, regardless of external solar variations. The incorporation of a PID controller ensured that the set drying temperature (50 °C for tomatoes, 45 °C for onions, and 65 °C for garlic) was reliably maintained, significantly improving the uniformity and quality of drying.
In terms of airflow, the active mode with PV-powered fans consistently enhanced DR and efficiency across all three crops compared to passive mode. For instance, tomato drying time reduced from 12 h to 8 h, onion from 12 h to 7 h, and garlic from 16 to 10 h. While the drying efficiency increased from about 10.2% to 14.4% for tomatoes, from 10.7% to 17.7% for onions, and from 3.85% to 4.9% for garlic. These improvements directly reflect the benefit of FC in promoting faster moisture removal and reducing total energy input per unit of water evaporated.
While the system demonstrated effective thermal regulation and drying efficiency, this study did not include assessments of quality-related parameters such as color retention, texture, or rehydration capacity. These aspects remain important for validating the commercial applicability of the dried products and should be explored in future work.
The calculated maximum filament temperature of approximately 1820.7 °C under constant AC supply provided effective and continuous thermal energy, especially during periods of low or no solar irradiance. The combined use of solar and electrical energy enabled 24-h operation capability, making the system functional even during night hours or cloudy conditions. Overall, the integration of a controlled auxiliary heating system with a SD significantly improved performance by ensuring thermal consistency, enabling round-the-clock operation, and enhancing drying efficiency. The comparative analysis between active and passive modes highlighted the importance of airflow control, particularly for crops with higher initial MC like onions and tomatoes.
In conclusion, the proposed system provides a practical, energy-efficient, and adaptable drying solution, especially suitable for small-scale agricultural settings where reliability and temperature precision are critical. It meets the key objectives of this study by improving the effectiveness and flexibility of solar drying while keeping the system simple and cost-effective.
Future scope
While the present study successfully demonstrated the performance and reliability of a PID-regulated HSD, there remains considerable scope for further development and optimization. Future improvements can focus on the following aspects:
PID controller's performance to enhance heating precision and thermal stability. Product quality aspects such as color, rehydration ratio, and nutrient retention should be evaluated to confirm drying effectiveness. DC-based temperature control system directly powered by the PV–battery setup is recommended for complete off-grid operation. Incorporating automation and data logging can improve monitoring and operational control. Multi-Tray and Scale-Up Designs with improved insulation and lightweight materials can increase drying capacity and reduce heat losses. A detailed techno-economic and lifecycle analysis is needed to support practical large-scale deployment.
Through such improvements, the proposed system can evolve into a robust, self-regulating, and modular solar drying unit, supporting sustainable food preservation practices in diverse climatic and geographic regions.
Footnotes
Appendix
Acknowledgement
The authors would like to acknowledge Mehran University of Engineering & Technology, Jamshoro Department of Electrical Engineering, Mehran University of Engineering & Technology, Jamshoro and Ignite National Technology Fund.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.