
Abstract
Despite being inexpensive and robust, steel cord reinforcements are often prone to pose risks to user health and safety in some industrial applications such as escalator handrails and rubber conveyor belts. Steel cords can reduce the overall stability and performance of the application over time due to their inherent creep accompanied by cyclic thermal expansion and contraction. In this context, this research focuses on replacing steel cords in some critical thermoplastic polyurethane (TPU) composite applications with continuous sustainable alternate synthetic fibers that possess high specific strength (e.g. carbon, glass, and Kevlar fibers). The first part of this research characterizes the effect of epoxy coating on synthetic fibers alone by studying their mechanical properties before and after modification, whereas the second half of the research involves reinforcing a TPU matrix with raw and epoxy-coated synthetic fibers to fabricate fiber-reinforced composites by compression molding. The effect of the curing temperature of epoxy on the end performance of the manufactured specimen was also tested. An in-depth analysis of mechanical and morphological studies showed that, at almost the same volume fraction of fibers, the TPU reinforced composites with modified carbon fibers showed higher load-bearing capacities than steel cord-based analogs. Conversely, a wide variety of other relevant industrial and commercial applications can potentially draw significant benefits by implementing these modified carbon/TPU composites instead of steel cords.
Keywords
Introduction
In today’s world, Polymer Matrix Composite (PMC) materials play an extraordinary role in the evolution of modern material science. The recent years have witnessed a paradigm shift of composites, replacing materials like steel and metals, because of their extensive characteristic advantages, which has resulted in their applicability in many sectors such as aerospace, construction, and automotive, to name a few. These composites are a well-defined class of materials that manifests extraordinary characteristics in strength-to-weight ratio. The result of progressive research exploration from past decades has resulted in abundant potential pathways to exploit the features of PMC’s.1–3 Structurally, the two most essential components needed to constitute a composite material are the fibers (or reinforcement) and matrix. The matrix’s primary role is to hold the fibers in their designated orientation and transfer the loads between fibers. Further, the matrix protects the fibers from external factors such as abrasion (mechanical damage) and environmental effects. 4 At the same time, the fibers are the ultimate reinforcing agent that provides the necessary strength to the composite materials.
The composites made up of thermoset matrix systems, whose viscosities are significantly lower than thermoplastic polymers, dominated the industry of composites due to the ease in fiber impregnation. Incorporation of specific sizing on the fibers (based on the chemical nature of the matrix) and sufficient impregnation results in good wetting of the polymer with the fibers which promote adhesion and compatibility between the two phases and helps in the fabrication of complex-shaped structures. 5 Epoxy and polyester resins are the most commonly used thermoset polymers in composite industries worldwide. On the other hand, composite materials utilizing thermoplastic polymers have their fair share of advantages over thermoset ones. The most common and significant ones are ease of manufacturing at significantly reduced time periods and recyclability. 6 However, the most critical issue experienced during thermoplastic processing is the lack of proper impregnation with fibers due to their high viscosities. 7 To overcome this, continuous fibers can be used over short fibers, which were generally manufactured before. The continuous fiber reinforcement in a thermoplastic resin can produce composites having high strength and stiffness properties with high impact and corrosion-resistant properties.8,9 Under the category of thermoplastic resins, Thermoplastic Polyurethanes (TPU) are gaining attention worldwide due to their good tensile and elongation properties. TPU further offers high flexibility at both high and low-temperature ranges and possesses high abrasion resistance. 10 TPUs are engineered polymers used in an extensive range of applications (e.g. cable, sheet, sporting goods, medical devices, etc.) The TPUs have a structure that imparts great versatility in mechanical properties that bridge between rubber and thermoplastics.
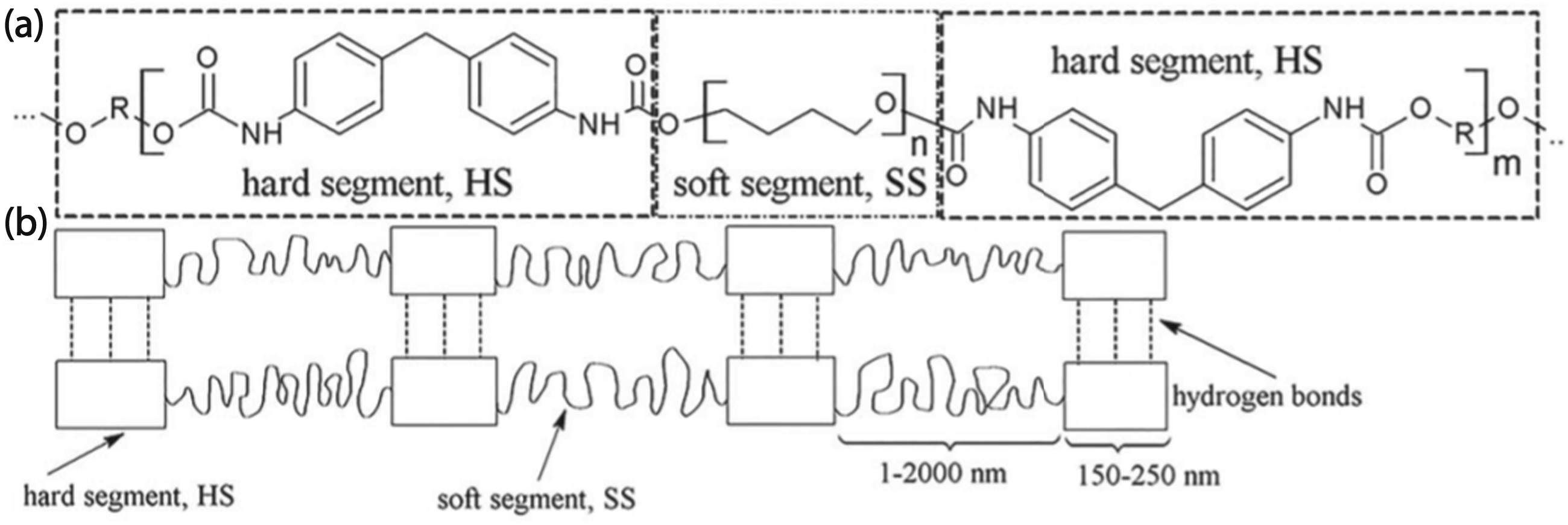
Thermoplastic polyurethanes are linear random block copolymers consisting of hard and soft segments. The hard segments are made up of a diisocyanate and a short diol as a chain extender. The soft segments form amorphous regions and consist of long flexible chains of polyethers or polyesters.11,12 Figure 1 shows the molecular structure of TPU in detail. Many fillers such as carbon nanotubes, carbon fibers, graphene, wood flour, and mica have been previously incorporated with TPU to enhance the overall properties of thermoplastic composites.
12
Continuous fibers are generally incorporated in the TPU matrix to improve mechanical performance. However, the latest research articles explore the non-conventional properties of the TPU, such as in the case of Lin et al.
13
who studied the electromagnetic interface (EMI) shielding effectiveness. The results showcased good EMI attenuation capabilities when continuous carbon fibers were reinforced with TPU blends. Molecular structure of TPU.
11
Synthetic fibers are being significantly implemented as reinforcements due to their high strength and stiffness properties in spite of being very light weight materials that can be processed easily. The most commonly used synthetic fibers that have applications in various industries such as mechanical, automotive, aerospace, construction, and electrical are carbon, glass, boron, and Kevlar fibers to name a few.14,15 In one of the recent literatures, Kevlar fibers were tested under tensile and indentation tests to analyze their cross-sectional and intrinsic effect. The results showed a significant amount of anisotropy caused by a high difference between its transverse and longitudinal modulus. 16 He et al. 17 investigated research in which long glass fibers (LFG) were used in the polymer blend of TPU and Acrylonitrile Butadiene Styrene (ABS), and the results showed enhanced thermal and mechanical properties at higher fiber loading.
The compatibility between the reinforcements and the matrix is one of the most critical factors to achieve the best performance of the composite materials. 18 Due to a difference in the polarity between the synthetic fibers and the polymeric matrix, it is essential to modify these components before adding together. Y. Zhang et al. 19 investigated the modification of carbon fibers by the technique of grafting by using 4,4′-diphenylmethane diisocyanate (MDI) after a pre-treatment of the electrochemical oxidation reaction. At a fiber content of 30 wt.%, the modified Carbon/TPU composites showcased a tensile strength of about 99% higher than pure TPU and about 53% than 20 wt.% of carbon fiber composites. Soo-Jin et al. 20 researched about modifying Kevlar 29 fibers with phosphoric acid (H3PO4) solution-based surface treatment technique. As evidenced from FTIR, The surface treatment on Kevlar fibers showed the occurrence of oxidation phenomenon at an optimum concentration of phosphoric acid which resulted in the increase of chemical polar groups in the form of hydroxyl or carboxy groups on the surface of the fibers which in turn gave rise to enhanced chemical interaction between the fibers and the matrix resulting in improved ILSS and fracture energy. Like these, there are other physical and chemical methods to modify the fibers out of which the chemical methods efficiently contribute better as these methods not only roughen the surface of the fibers so that it forms better interlocking with the matrix but also alter the chemical structure of the fibers internally forming chemical linkages that help in bonding with the matrix better thereby enhancing the overall compatibility factor between the two entities.21,22 These studies provide evidence for the need to modify the fibers to achieve optimum performance in fiber-reinforced composites.
It is a well-known fact that traditional materials like steel cords have been widely implemented in numerous applications across various industries. The global production of steel cords has also taken a considerable leap over the recent half a century. However, there are some inherent limitations of steel cords that can appear during their service life in certain applications as a result of which they can pose health and safety risks to the users of those applications. The two major factors that contribute to these limitations are the inherent properties of steel cords: temperature varied expansion and contraction and relatively low creep resistance that could result in an unexpected failure causing the steel cords to snap, which in turn could cause some serious injuries to the users. In order to address this issue, the main motive of the current research work is to investigate suitable reinforcements that possess equal or better strength properties compared to steel and can thereby overcome the said limitations of steel cords. The envisioned results of this research will be particularly beneficial for replacing steel cord reinforcements that are currently present in escalator handrails, a worldwide-used application in public high-frequency spaces. The present research experimentally investigates and compares high-performing synthetic fiber reinforcements such as carbon, glass, and Kevlar by manufacturing synthetic fiber-reinforced TPU composites with a motive to replace the steel cord composites in industrial applications via compression molding techniques. Further, the synthetic fibers were chemically surface treated with epoxy to enhance the TPU matrix’s compatibility with the fibers. The effects of the epoxy coating on the fibers were analyzed for three different conditions, that is, uncured, cured at room temperature and cured at high temperature (120°C). Mechanical tests and morphological characterizations are carried out to understand the strengthening mechanism occurring in the composite system thoroughly. The properties of the synthetic fiber-reinforced composites were evaluated and compared with the steel-reinforced TPU composites. The graphical abstract in Figure 2 provides a detailed overview of the present research work. Graphical abstract.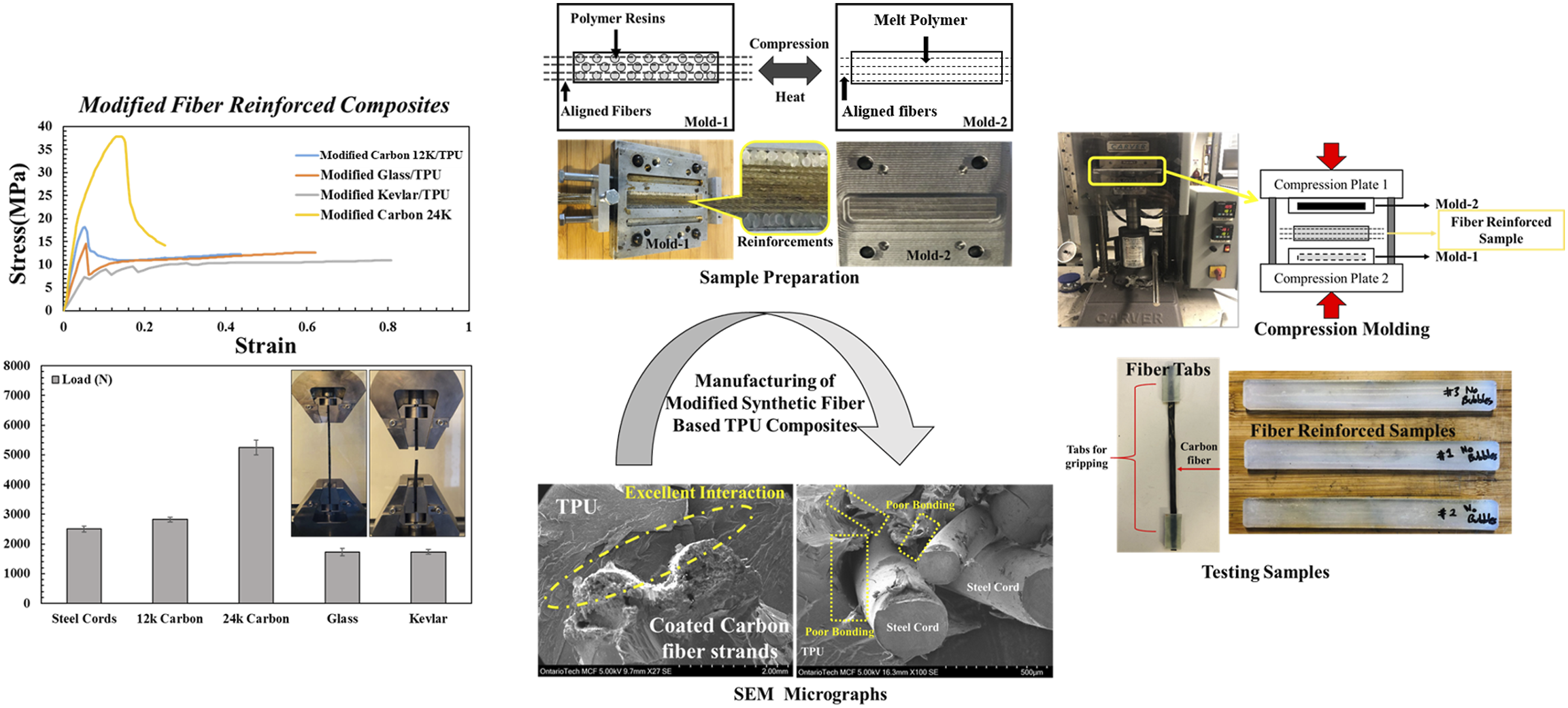
Objectives of research
From an extensive literature survey, it was evident that the TPU matrix has been previously incorporated with many synthetic fiber reinforcements to produce high-performing composite materials. However, among the fiber reinforcements, a comparison among the continuous fibers like carbon, Kevlar, and glass reinforced and short fibers such as carbon in TPU matrix for specific applications such as handrails and conveyor belts is very limited. Further, the fiber modification techniques incorporating epoxy coating have not been sufficiently carried out as a comparison study involving continuous fibers such as carbon 12K and 24K, Kevlar, and glass. Therefore, this research thesis aims to develop synthetic reinforced fiber TPU composites implementable in various industrial applications, primarily in escalator handrails and mechanical conveyor belts by utilizing compression molding techniques. The presented experimental work comprises three main objectives, as follows: • • •
Experimental
Materials
Carbon fibers of specification 12K tow were purchased from Composites Canada, Canada, whereas the 24K fibers were purchased from Aircraft Spruce Canada. Both 12K and 24K carbon fibers had filament diameters of 7 microns, a density of 1.8 g/cc, a tensile strength of 711 ksi, and a tensile modulus of 33.4 msi. The glass fibers had a TEX of 1150, a filament diameter of 17 μm, % of organic solid in terms of Loss on ignition (LOI) was 0.55 ± 0.20 and a moisture content of ≤0.10%, was purchased from Fiberlink Inc, Canada. The Kevlar fibers had rowings of 1500 denier Twaron (aramid), five ends (7500 denier total) and a yield of 567 yards/pound (0.588 lbs/1000 ft) was purchased from Aircraft Spruce Canada. The manufacturing grade of TPU exhibiting a hardness of 85 Shore A, elongation at break at 660% was provided by EHC, Canada. Medium viscosity epoxy resin, grade PR2032, and PH3660 hardener was also purchased from Aircraft Spruce Canada. The recommended mixing ratio of the resin and the hardener is 100:27 by weight or 3:1 by volume, respectively.
Mold design
The mold implemented for manufacturing composites by compression molding was designed in the lab itself. The mold made up of aluminum alloy consists of three plates, top, middle, and bottom, in which the top plate is the male part while the base plate is the female part and the middle part is the intermediate plate separating the two, as shown in Figure 3(a). Two clamping units were designed and inserted in either side of the mold (fig.3 (b)) to hold the fibers tightly and induce certain tension so as to withstand the pressure during manufacturing. (a) Original compression mold (b) modified mold for tensioning fibers.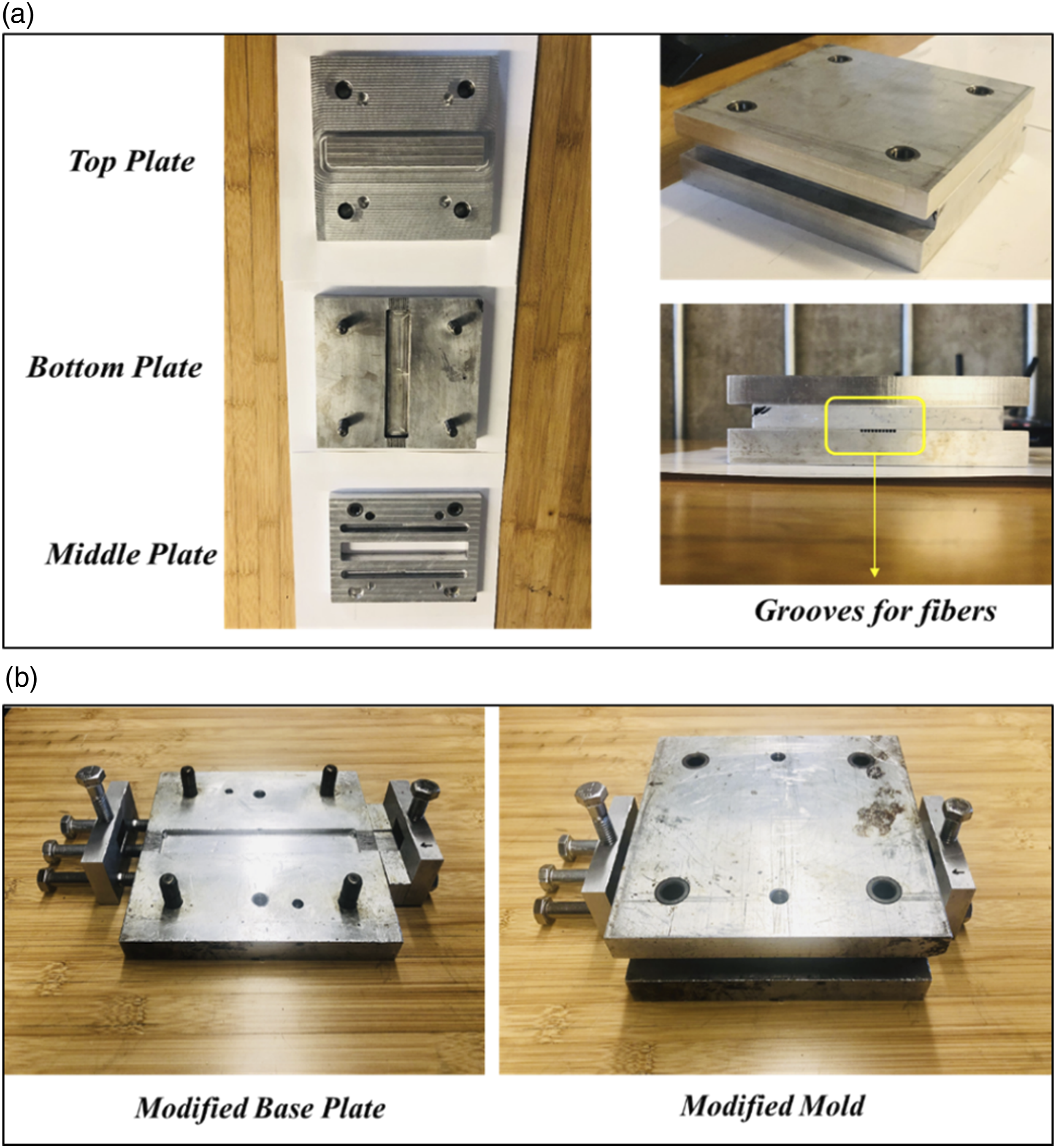
Fiber treatment
The epoxy resin and hardener were thoroughly mixed in a beaker in the ratio of 100:28 wt.% for 30 min using a magnetic stirrer. Meanwhile, the synthetic fiber strands of carbon 12K, carbon 24K, glass and Kevlar were kept stretched using dead weight for coating purposes while ensuring that all micro-filaments of the fiber strand were tensioned to contribute to the load-bearing capacity. The epoxy was then coated on to the fibers by using a brush to achieve homogeneous and sufficient coverage of the fibers with epoxy. Once the epoxy coating was complete, the epoxy-coated fibers were categorized into three groups for analysis: (i) room temperature cured (ii) heat cured at 120°C for 10 min and (iii) uncured before embedding them into the mold and subjecting to composite manufacturing.
Equipment (manufacturing, testing and characterization)
Compression molding
Carver’s benchtop compression molding is used to manufacture the composite materials. The maximum temperature and pressure the machine can withstand is 650°C and 12 ton, respectively. The three most prominent factors that determine the quality of the compression-molded product are temperature, pressure, and dwell time.
Tensile test
The tensile tests were carried out on a tensile test machine, LLOYD Instruments, Model LS 100, according to ASTM-D3039 with a crosshead speed of 2 mm/min at room temperature. An average value of five specimens along with standard deviations has been incorporated in the study.
Scanning electron microscope (SEM)
The fiber-reinforced composites’ fractured surface morphology was analyzed utilizing Hitachi’s FlexSEM 1000 Scanning Electron Microscope (SEM). The micrographs obtained were examined at various magnifications and resolutions to analyze the interfacial bonding between raw fiber-reinforced and epoxy-coated composites.
Experimental method
Thermoplastic polyurethanes pellets were initially dried in the hot air oven for 3 h to remove as much moisture as possible before manufacturing the composites. The dried TPU granules were then poured into the bottom plate manually. Two uncoated fibers strands of the fibers of carbon, glass, and Kevlar were then placed onto the grooves of the bottom plate and were stretched and tightened via a pulling module to give a significant amount of tension. The TPU pellets were then initially allowed to melt without any applied compression at 210°C, followed by a one-ton compression force for 30 min before allowing the mold to pressure cool and hence the sample was removed. Similar process was incorporated for the manufacturing of modified fiber composites wherein instead of two raw fiber strands, two epoxy-coated fiber strands carbon, glass, and Kevlar were placed in the grooves of the mold. Figure 4 shows the schematics of the compression molding procedure in detail where (a) represents the mechanism of fiber coating, (b) steps involved in the mold preparation and (c) depicts the process of manufacturing of the composites. Schematics of (a) surface treatment of fiber (b) mold preparation and (c) composite manufacturing.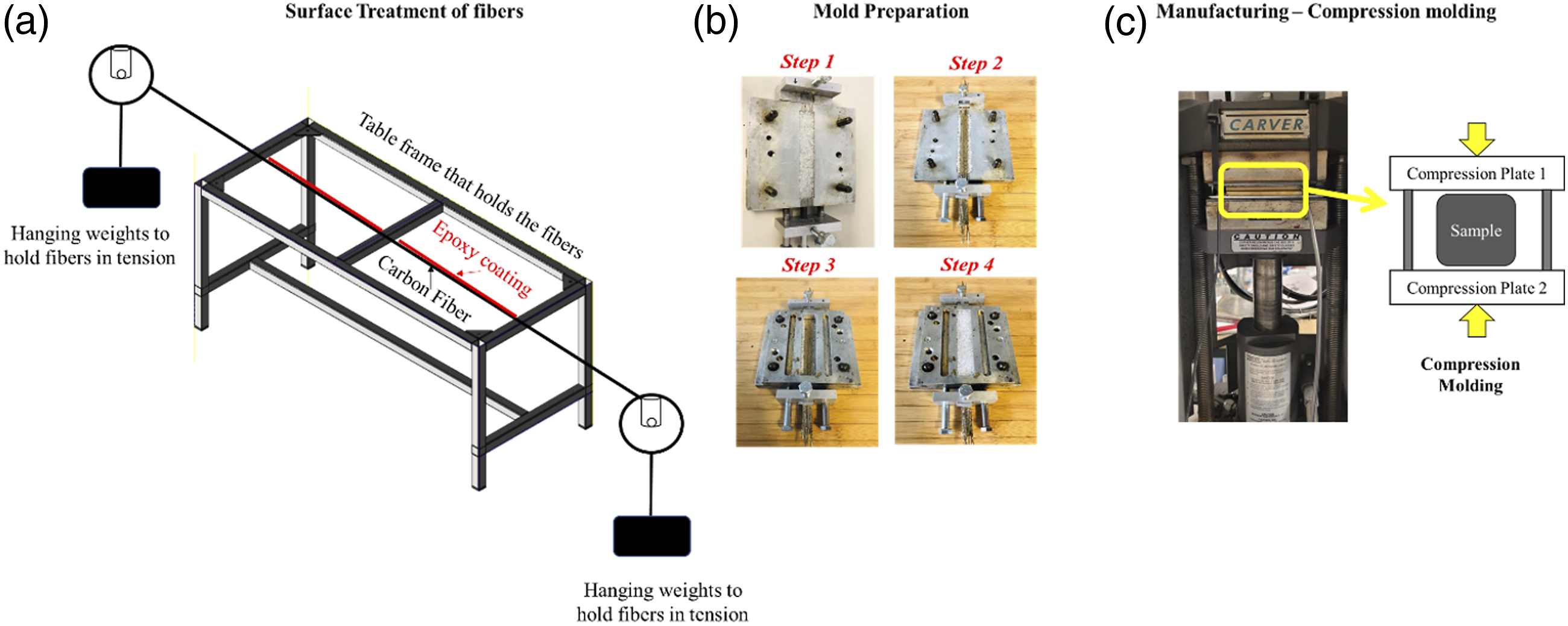
Results and discussion
The results pertaining to the tensile properties of the raw and epoxy-coated individual fiber roving’s of carbon, glass, and Kevlar have been discussed first, followed by the raw and epoxy-coated fiber-reinforced in TPU composites.
Tensile test
Single fiber strand
Carbon (12K) fiber single strand
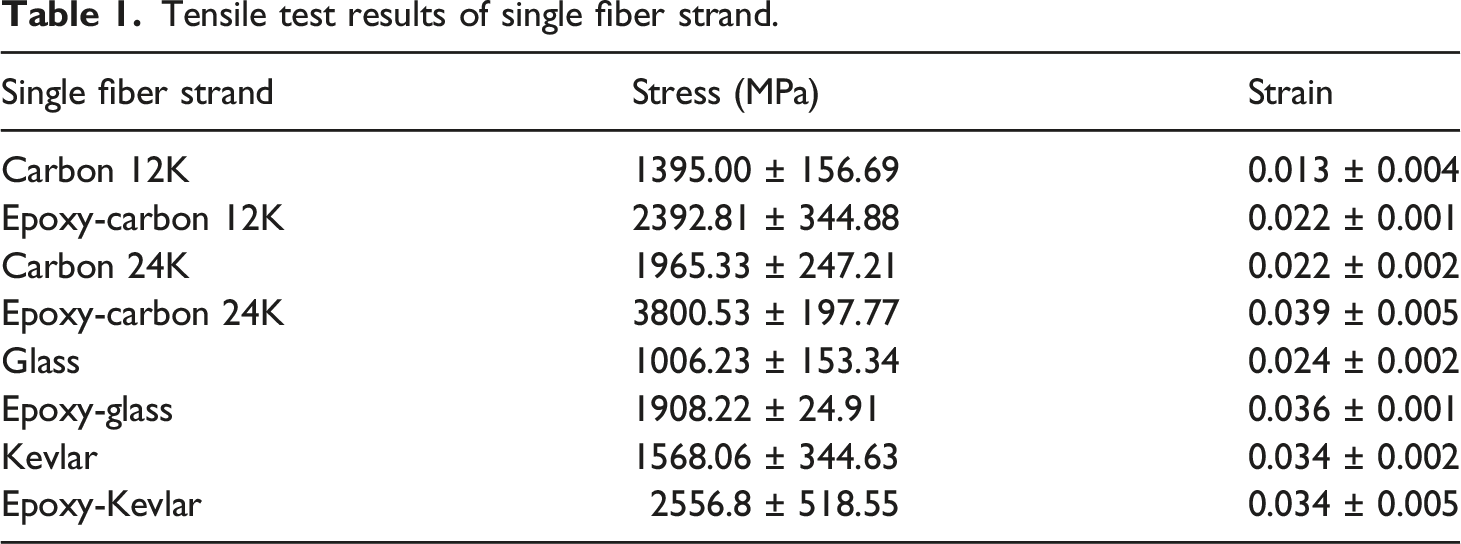
Tensile test results of single fiber strand.
Carbon (24K) single fiber strand
24K single carbon fiber strands, both raw and epoxy-coated, were tested under tensile loading and the results are shown in Table 1. Based on other tensile properties, the average load capacity of the raw carbon fiber strand is 1816 N, whereas the epoxy-coated 24K carbon fiber shows a significant increase with the average load capacity of 3539 N. The increase due to the epoxy coating is about 94.8% with regards to raw 24K fibers. The reasons for this significant increase have been discussed in the previous section.
Glass - single fiber strand
The tensile test results for glass fiber strands, raw and epoxy-coated, are shown in Table 1. Based on other tensile properties, it can be seen that the average load of the raw glass fiber strand is around 430 N. During the tensile loading, very similar to carbon fibers, it was noticed that the microfibers split up and fractured progressively. Furthermore, the epoxy-coated glass fibers showed an increase up to 850 N which is about 97.67% of load capacity compared to the raw glass fibers. The coated glass fibers exhibited a good adherence among the microfibers that can be considered as visual evidence for the significant increase in their load-bearing ability. Overall, it is clear that the microfibers present in the strands, when adhered to one another, contribute to stress bearing mechanism in a much more efficient manner, provided they are compatible with the chemicals coated on them.
Kevlar—single fiber strand
The results of raw and epoxy-coated Kevlar fibers have also been incorporated in the Table 1. Further from the tensile data, it is observed that the average load-bearing capacity of the raw Kevlar fibers was 784.01 N. Furthermore, very similar phenomenon as experienced by carbon and glass fibers was observed with epoxy-coated Kevlar fibers which showcased an increase of up to 1253 N which is about 59.81% of load capacity compared to the raw Kevlar fibers. The overall stiffness of the fiber strands was also increased.
Fiber-reinforced TPU composites
Raw synthetic fiber/TPU composites
Compression-molded specimens were produced via embedding two steel cords into the TPU polymeric matrix This composite was considered as the control sample to compare and evaluate the effects of the alternative synthetic fibers to reinforce the TPU samples. Figure 5 shows a comparison between the load experienced by raw fibers/TPU and epoxy-coated fiber/TPU composites The load-bearing capacity of raw and epoxy-coated composites.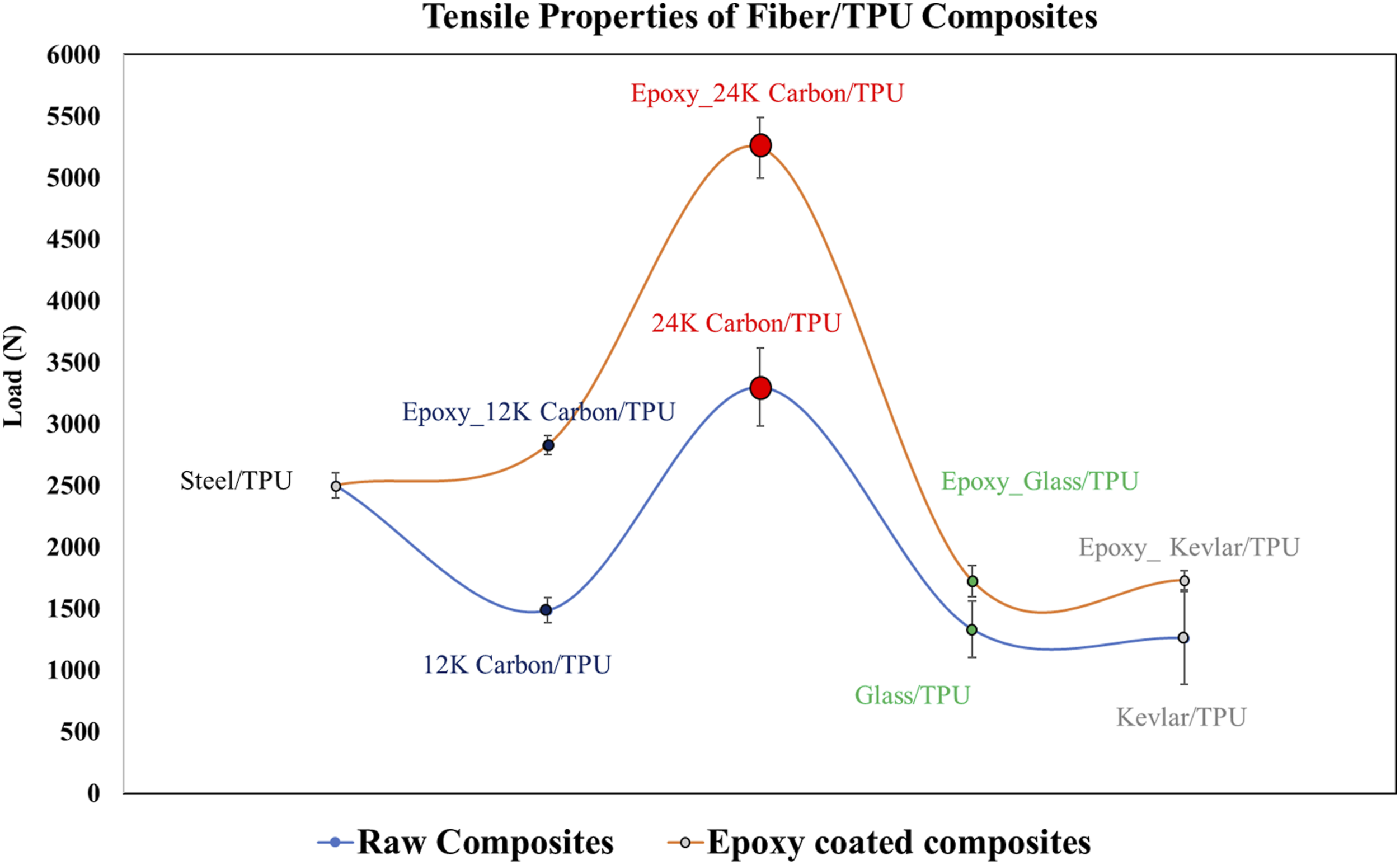
According to the results, the steel cord/TPU composites have undergone significant deformation upon tensile loading. The experienced elongation with the steel cords was much greater than those with the synthesized fibers because it is much less brittle. The total load experienced by the entire steel-reinforced composite was about 2500 N. The load-carrying capacity of a single steel cord, as reported by the manufacturer, is 1850 N. The expected total load capacity for two steel cords embedded in the polymeric matrix should be about 3700 N, provided that the matrix is capable of transferring the entire load to the steel cord via a perfect adhesion. However, it is not the case practically and this difference could be attributed to the deficiency in the interface adhesion between the matrix and steel cords. On the other hand, the carbon fiber composites showed higher properties among the synthetic fiber-reinforced composites. The average load experienced by carbon 12 K/TPU, carbon 24 K/TPU, glass/TPU and Kevlar/TPU were 1484 N, 3301 N, 1331 N and 1259 N, respectively. Compared with the steel/TPU composites, only the composite reinforced with carbon 24 K/TPU performed better. It should be noted that the fibers were not surface treated (not epoxy-coated) and thus, the overall load-carrying capacities are not fully achieved. 25
Epoxy-coated synthetic fiber/TPU composites
The epoxy-coated fibers were reinforced into the TPU matrix to manufacture the modified composites. The results shown in Figure 5 clearly explain that the synthetic fibers’ epoxy modification positively increased the tensile strength of all the composites. Assumingly, the epoxy treatment improved the bonds between the fibers and the TPU polymeric matrix, thereby enhancing the overall load transfer. Further, the results also confirm sound chemical interaction between the functional groups of synthetic fibers and the epoxy repeating units, thereby enhancing the overall compatibility of the composites. For the composite reinforced with the epoxy treated 12K Carbon fiber, the load capacity was nearly 20% higher than that of the steel/TPU composites. Whereas, for the composite reinforced with the coated 24K carbon fiber, the increase was remarkable and was 100% higher than that of the steel wire reinforced one. These results indicate the efficiency of the epoxy coating and the load transfer mechanism from matrix to the fibers. Guo et al. 23 achieved similar results, who analyzed and reported the physicochemical interactions between epoxy and carbon fibers and the resultant effect on tensile strength. Chen et al. 24 also examined the effect of carbon filament and epoxy based composites and achieved enhanced tensile properties due to improved chemical interaction between epoxy and carbon fibers. It is also important to note that the effective area of the 12K and 24K carbon fiber strands were 0.46 and 0.92 mm2, respectively, which were lower than that of the steel cord area (1 mm2); hence the overall efficiency is enhanced by a significant factor. Further, the results in Figure 4 also indicate that, although the overall load capacity of the composites reinforced with glass and Kevlar was lower than that of the steel-reinforced samples, their values are higher with respect to the raw glass and Kevlar fiber/TPU composites.
Effect of curing temperature on carbon/TPU composites
As carbon fiber reinforced in TPU matrix showed better load-bearing capacities, these fiber-reinforced composites were further investigated to analyze the effect of epoxy curing on the basis of temperature. The effect of the curing temperature was investigated that could potentially affect the adhesion quality between the fibers and the polymeric matrix. Therefore, three different scenarios for curing were conducted as follows: 1. Curing room temperature: In this scenario, after coating carbon fiber strands, they were allowed to cure at room temperature for 24 h while being under tension with a moderate load. 2. Curing under heating: In this case, after the epoxy coating was performed on the fiber strands, the fibers were placed in a hot air oven at 120°C for a period of 10 min for curing. 3. Uncured epoxy: Soon after epoxy coating at room temperature, the coated fiber strands were placed in the mold (while wet) already filled with TPU matrix and proceeded with the compression molding. It was hypothesized that the in-situ curing, which is curing while in contact with the high-temperature polymeric melt, would enhance chemical bonding between the coated fibers and the matrix and thus improve mechanical properties.
Figure 6 presents the results of the tensile test on the reinforced composites with the above-mentioned conditions. The epoxy-coated 24K carbon/TPU composites, which were cured at room temperature, showed the highest average value of the load capacity, that is, 5136 N. It was interesting to find that the heat-cured scenario showed the lowest value compared to the other scenarios, 3162 N, and surprisingly inferior to the raw fiber/TPU composite. This indicates the deteriorating effect of heating on the coating quality and microfibers. This could be because epoxies are mostly durable and hardest at room temperatures. However, as we subject to heat, the viscoelastic properties of the epoxy change. As the temperature increases, epoxies become softer and experience loss of stiffness and load-bearing capacities. The epoxies usually reach their heat distortion temperature (depending upon the grade) around 40°C–60°C which is correlated to their Tg. The continued increase in temperature until 120°C could lead to deterioration of the cured epoxy-coated fibers.26,27 Further, the uncured epoxy-coated carbon/TPU composites almost had the same load-bearing capacity (4998 N) compared to the room temperature cured composites. These results support the hypothesis that curing could also be effective during molding. This procedure, namely curing during the process, could be preferred in large-scale production. The fibers could be coated as an integral part of the manufacturing process on a large scale, similar to the extrusion process. If the fibers are completely cured before the molding process as a separate process (room curing), the strands will be too stiff and fragile to be spooled for storage. Effect of curing procedure on epoxy-coated 24K carbon/TPU composite.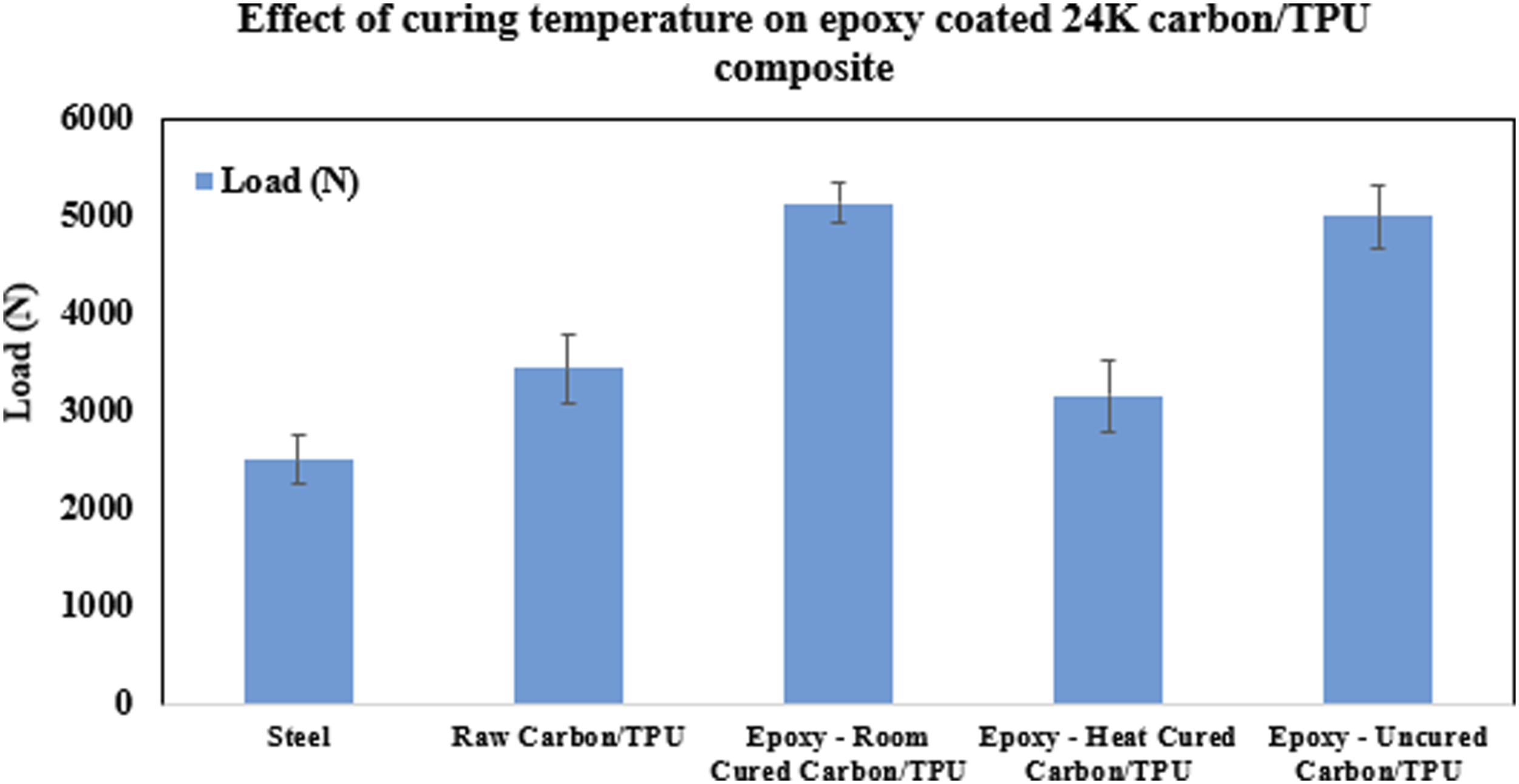
Spectral analysis
The FTIR spectra of raw carbon/TPU and epoxy-coated carbon/TPU composite are shown in Figure 7. The graph pertaining to spectral analysis of pure carbon composite demonstrates spectral peaks conforming to the corresponding functional groups of carbon fiber and TPU. From the spectrum observed in raw carbon/TPU, the peaks between 3000 and 3500 cm−1 represent the asymmetric stretching vibrations of O-H bonds, while the ones at 2852 and 2921 cm−1 correspond to the stretching vibrations of C-H bonds. The peaks at 1620 cm−1 represent the bonds of C=C stretching vibrations. In a comparative analysis with the epoxy-coated carbon/TPU, only one significantly intensified and broadened spectrum was observed in the form of epoxide functional groups formed between 915 and 920 cm−1. It is a well-known fact that the broadening or shifting of the bands indicates a certain amount of chemical interaction that has taken place, leading to improved compatibility.
28
The epoxide chemical linkage is responsible for chemically interacting with the carbon fiber and the TPU matrix to form bonds, enhancing compatibility for improved composites’ performance.
29
FTIR analysis of raw carbon/TPU (left) and epoxy-coated carbon/TPU (right).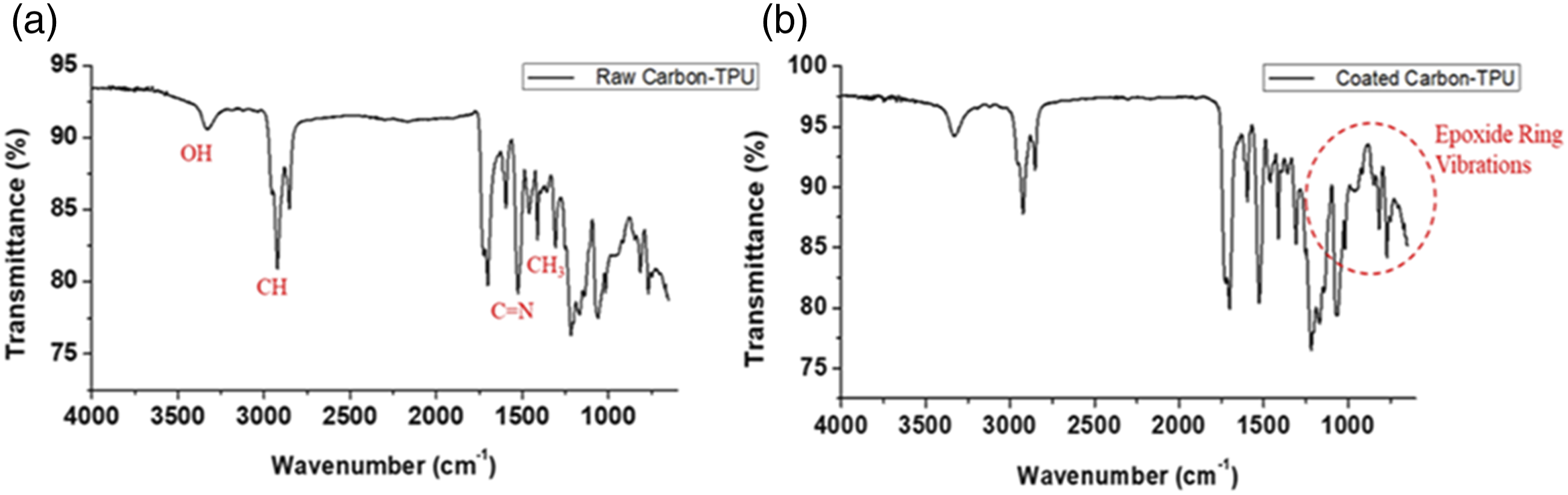
Morphological analysis
The fractured surfaces of the tested composites were examined under an SEM. The primary purpose was to investigate the synthetic fibers’ adhesion quality and interfacial interactions with the polymeric matrix and the related effects on the final mechanical properties of the fiber-reinforced composites. The SEM micrographs of steel/TPU, raw carbon/TPU and epoxy-coated/TPU composites are shown in Figure 8. As observed from Figure 8(a), there is a significant interfacial gap between steel and TPU matrix; this indicates poor bonding between the two phases. It is well-established that if the bonding between the reinforcement and matrix is poor, the stress transfer will be poor. Therefore, the resultant mechanical properties will also diminish. SEM micrographs of the fractured surface of the composites: (a) steel/TPU, (b) raw carbon/TPU and (c) and (d) Epoxy-coated carbon/TPU composites at low and high magnification (e) single fiber filament coated with epoxy.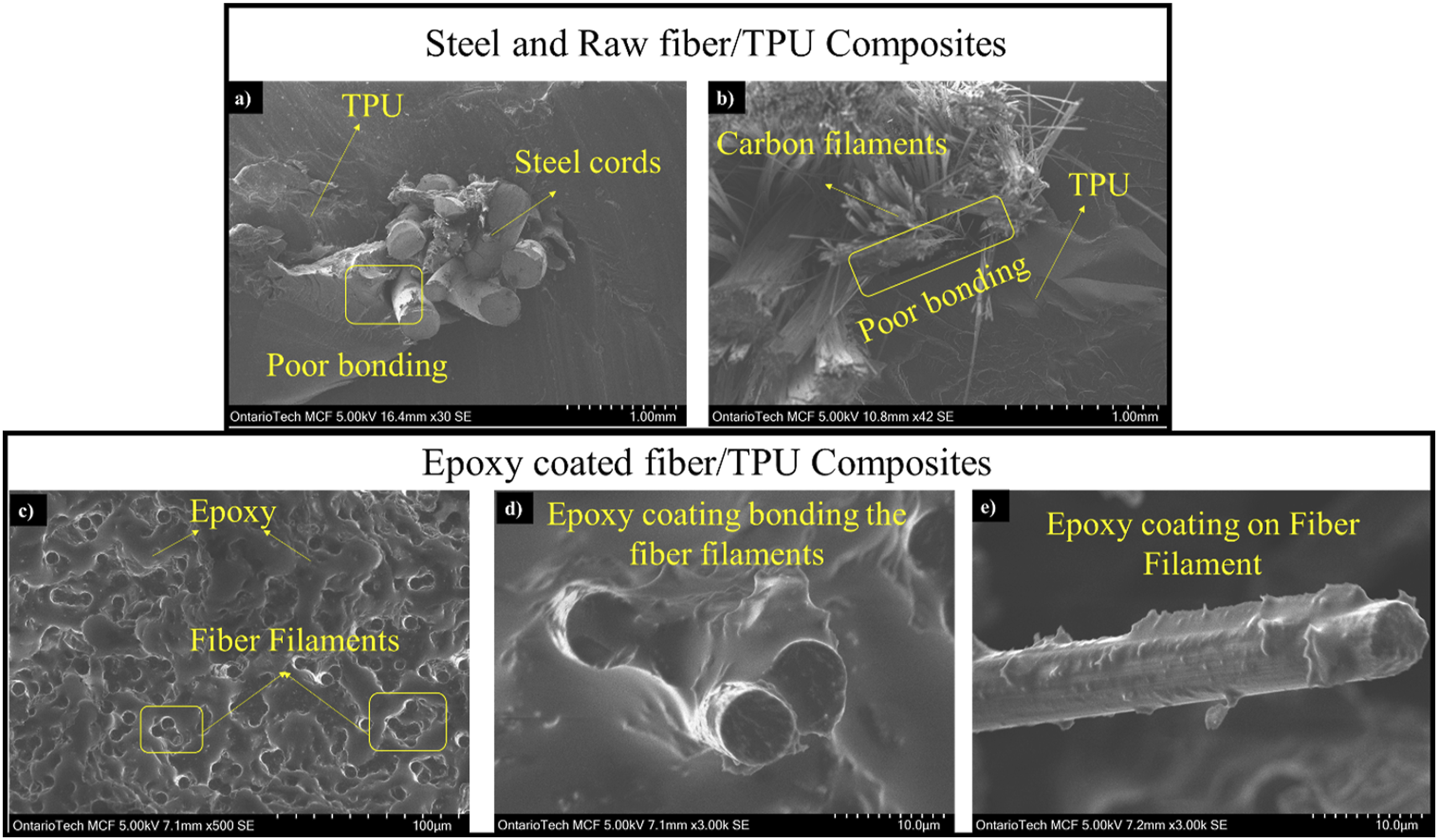
Similarly, the adhesion quality of fibers for the raw carbon fiber and the TPU matrix micrograph is slightly better than the steel cord composites but still indicated some interfacial debonding justifying a low mechanical load-carrying capacity. However, the SEM micrographs of epoxy modified carbon/TPU composites show a much-improved interface between the fiber and the matrix, as evident in the bottom line of Figure 8(c) and (d). Figure 8(e) shows that the epoxy coating has been very effectively coated at filament levels. These image (c to e) presents a clear understanding about the influence of the epoxy coating on the fibers and, consequently, on enhancing the overall performance of the composite.
Conclusion
The present research work presents an experimental study of manufacturing continuous synthetic fibers, namely carbon, glass, and Kevlar-reinforced TPU composites, with the prime objective of replacing the steel cords in practical applications such as handrail and conveyor belts.
The results yield the following conclusions ✓ The raw and uncoated 24K carbon fiber having a cross-section of 0.92 mm2 showed an improvement of over 33% when reinforced with TPU matrix compared to steel/TPU composite having a cross-section of 1 mm2. ✓ The other raw and uncoated continuous fibers such as 12K carbon, glass and Kevlar produced a load-bearing capacity lower than steel/TPU composites. However, it is important to note that the cross-sectional area of 12K carbon, glass and Kevlar are 0.46, 0.58, and 0.45 mm2 which is almost half of that of steel’s area of cross-section. ✓ The modification of fibers by epoxy coating, especially on 12K and 24K carbon fiber/TPU composite, has shown a significant increase in the load-bearing capacities at 12% and 100%, respectively, against the steel cord/TPU composites due to improved compatibility between the fibers and the matrix caused by the chemical interaction between the functional groups of carbon and the repeat unit of epoxy. ✓ The room temperature cured composite specimen showed the best results. In contrast, the uncured epoxy-coated fiber-reinforced composites showed enhanced results and can be a better option to incorporate considering the industrial continuous manufacturing process. ✓ The morphological analysis also confirms an improved interaction between the epoxy-coated fiber and the matrix, proving the composite’s enhanced compatibility. This proves that the epoxy modified fiber achieved by chemical modification of continuous synthetic fibers provides a suitable replacement for steel cords for safer, durable, and long-lasting industrial/commercial applications.
Future Scope
The synthetic fiber-reinforced TPU composite in the form of a handrail profile should be prototyped, manufactured, experimentally tested, analyzed, and verified for material fatigue life. Furthermore, the quest for continuous improvement allows investigation of the handrail’s matrix component. TPU is undoubtedly an excellent candidate to function as the matrix in the present handrail system. However, it’s handling, storage, and manufacturing are not simple due to its hygroscopic characteristics. Therefore, it would be vital to research various pathways to chemically modify the polymer to reduce its hygroscopic traits and imbibe additional reactive sites to promote its affinity towards the synthetic fibers, further enhancing the overall properties of the handrail system.
Footnotes
Acknowledgments
The authors are grateful to EHC Global, NSERC’s Discovery Development Grant, NSERC’s Discovery Grant, and NSERC’s Chairs in Design Engineering Program for the financial support of this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.