
Abstract
Work in industrial contexts is confronted with various risks, which are further amplified by the trend toward Industry 4.0. Approaches are needed to examine safety communication (SC) in such changing environments. Existing studies focus on individual SC means and quantitative evaluation measures. This article proposes a qualitative approach for analyzing SC with which a process chain in a metal-working company is investigated. The results reveal that SC is implemented as a complex system of communicative means. Weaknesses in this system entail several problems at the level of both workplaces and process chains. Due to a lack of digitalization, SC does not meet the requirements of Industry 4.0. Several task areas for communication professionals are identified in optimizing SC. These include content preparation for existing SC means according to work contexts and related tasks, creating digital SC content, and increasing the companies’ resilience to novel risks.
Keywords
Introduction
The fourth industrial revolution (“Industry 4.0” or “Smart Factory”) changes production rapidly regarding digitalization and automation (Acatech, 2015). Industry 4.0 intervenes in the way work are organized and executed. This concerns all aspects of technological developments, socio-technical systems in organizations, and necessary changes in human behavior (Schuh et al., 2014). Despite various advantages such as decreased production costs, increased productivity, and faster innovation cycles (Brettel et al., 2014), the trend toward Industry 4.0 entails various risks which hamper its implementation (Birkel et al., 2019). Safety concepts must take into account that existing risks will multiply, gains made in current incident prevention could be lost (Badri et al., 2018), and new types of risks will emerge, which are challenging to predict (Javed et al., 2021). In this context, communication is of central importance for new safety approaches: Existing, changing, and entirely new risks need to be communicated to the staff. In addition, employees need to be prepared with appropriate safety practices and training. A safety-aware corporate culture that fits the requirements of Industry 4.0 can be achieved only by a consistent organization-wide understanding of safety. In this context, safety communication (SC) is an essential means of introducing and establishing an organizational safety culture that addresses changing industrial environments. SC is of high relevance for technical communication experts from both academia and industry because the field requires knowledge of technological developments and corresponding risks in automated and digitalized manufacturing on the one hand and profound knowledge of language and skills in target group-oriented communication on the other.
Several studies recognize communication as a critical element for developing, introducing, and maintaining safety in work contexts—but conceptualize SC in different ways (“Theoretical Background” section). Several publications merely list SC means and do not address purposes or challenges in their implementation. Besides, checklists are often used to evaluate the quality of SC in terms of individual aspects (e.g., the number of safety posters displayed within a company). In both cases, studies marginally address the context in which SC is used, and the interaction of individual SC means. This work proposes a qualitative approach for analyzing SC in industrial contexts (“Methodology” section). The approach is used as a foundation in a multimethod study to analyze a partly automated and digitized process chain in a medium-sized metal-working company (“Results” section). The study is part of the research project Nachhaltige Sicherheitskultur als Transformationsansatz für Industrie 4.0 in KMU (SiTra4.0) in which a transformation approach for the establishment of sustainable safety cultures for Industry 4.0 was developed. The results reveal that various means are used in a complex system to communicate safety within the company. In this system, several weaknesses are identified at the level of both workplaces and process chains. Such problems affect the well-being of employees and the efficiency of production. In particular, the results indicate a strong need for digitalizing SC to meet the requirements of Industry 4.0. SC is currently the responsibility of employees with a technical or engineering background. By involving technical and professional communicators, existing SC problems could be adequately addressed. In particular, the discussion of the study’s results (“Discussion” section) identifies several task areas for which communication professionals are needed to optimize SC means within the company and increase the resilience to novel risks.
Theoretical Background
Safety Communication
A broad definition conceptualizes safety as a system property necessary to keep events acceptably low, which are harmful to workers, the public, or the environment (Hollnagel, 2014). Due to rapid changes in the industry, threats leading to harmful events will multiply. As a result, previous gains in preventive management of workplace health and safety are at risk (Badri et al., 2018). Although developments in science and technology have put forth tools to decrease risks associated with industrialization, such means are not effective unless accompanied by a safety-aware organizational culture (Kim et al., 2016). A corporate safety culture is a relatively stable and functional construct that is shared by employees of a company and manifests in several dimensions such as artifacts, espoused values, and basic assumptions (Guldenmund, 2000). Hudson (2007) distinguishes between less advanced and more advanced safety cultures using a five-step ladder model. The more advanced levels are characterized by higher degrees of informedness, trust, and accountability. An essential aspect of safety cultures concerns how safety is communicated. In this context, SC is of genuine interest for the field of technical communication (Dombrowski, 2006). Topics to be addressed in SC are extensive and include the general organization of work, (non-)routine activities and corresponding hazards (e.g., arising from infrastructure, equipment, materials, substances, and the physical conditions of the workplace), past relevant incidents, potential emergency situations, hazards of individual work areas (e.g., installations, machinery/equipment), as well as actual or proposed changes (e.g., in the organization, operations, processes, activities, changes in knowledge of, and information about, hazards; Deutsches Institut für Normung/ International Organization for Standardization [DIN ISO], 2018).
SC has been examined from the perspective of technical writing in different contexts such as aerospace (Dombrowski, 2006), healthcare (Batova, 2010; Bonk, 1998; DeTora & Klein, 2020; Karreman et al., 2014), nuclear power plants (Dombrowski, 2011; Hirst, 2016, 2020), construction sites (Aphorn et al., 2003; Evia & Patriarca, 2012), mining (Sauer, 1996, 2011; Tachino & Paul, 2005), and product design (Helyar, 1992; Kemnitz, 1991; Smith, 1990). Only a few studies examine SC in the manufacturing industry (Cornelissen et al., 2014, 2017). SC is studied in terms of individual aspects or individual means by which safety is communicated. Aspects include legal conformity of SC (Helyar, 1992; Smith, 1990; Todd, 2014), requirements for the wording of instructions (Cornelissen et al., 2014; Elling, 1997; Lipus, 2006), and differences between target groups that are due to differing levels of expertise (Dombrowski, 2011; Hirst, 2016, 2020) or cultural backgrounds (Barnum & Huilin, 2006; Batova, 2010; Evia & Patriarca, 2012; Sauer, 1996). Means include safety labels (Kemnitz, 1991; Smith, 1990), flyers (Batova, 2010; Karreman et al., 2014), and manuals (Barnum & Huilin, 2006; Elling, 1997; Tebeaux, 2010). Despite its significance and its positive influence on occupational safety (Cornelissen, 2019; Hofmann & Morgeson, 1999; Kines et al., 2010; Nordlöf et al., 2015), the concept of SC lacks a clear understanding in terms of how it is put into practice in industrial contexts and what challenges arise in this regard (Cornelissen, 2019). Especially, there is a lack of insight into how SC contributes to the resilience of a company—“[…] the ability to prepare and plan for, absorb, recover from, and more successfully adapt to adverse events” (Kott & Linkov, 2019: p.3).
Direction, Formality, and Means of SC
In the scientific literature, SC approaches vary according to the direction of information flows, the degree of formality, and forms of communication used to store or deliver information (SC means). Findings on these aspects are described in the following.
Direction
Professional communication is organized depending on how information flows between the hierarchical levels (Bartels et al., 2010). Communicative action occurs between actors at the same hierarchical level (horizontal SC) or between actors at different organizational structure levels (vertical SC).
Horizontal SC refers to information exchange between colleagues on an equal hierarchical level (Taylor, 2005). A characteristic of successful horizontal SC is the extent to which the employees pay attention to the safety of colleagues and guide them accordingly (Laberge et al., 2014; Mearns et al., 2003). Vertical SC refers to information exchange between the hierarchy levels (Bartels et al., 2010) and occurs as one-way and two-way communication. According to Michael et al. (2006), SC is generally associated with downward, one-way communication between supervisors and subordinates. Supervisors need to integrate safety-related orders in day-to-day interactions with workers (Nielsen, 2014). In this understanding, supervisors must carefully decide how, when, and what to communicate about safety issues to employees. Furthermore, supervisors must ensure that safety information reaches the employees and is understood by them (Cooper, 1998; Filho et al., 2010; Glendon & Stanton, 2000; Mearns et al., 2003; Olive et al., 2006). By selecting relevant safety information to be communicated to subordinates, supervisors act as gatekeepers (Zohar & Luria, 2010) and thus significantly influence how subordinates perceive organizational safety (Huang et al., 2013; Zwetsloot et al., 2017). Vertical two-way SC refers to information sharing between the workforce, supervisors, and the management (Bernard, 2018; Mearns et al., 2003) and is beneficial for occupational safety (Ghosh, 2014; Michael et al., 2006). Bidirectional information flows between hierarchical levels require openness—the perceived freedom and ease to communicate about safety with supervisors (Cigularov et al., 2010; Mearns et al., 2003; Törner & Pousette, 2009). According to Mearns et al. (2003), vertical communication cannot be clearly distinguished from horizontal communication as mixtures of various directions occur in the workplace, such as group meetings with supervisors and colleagues. However, both concepts are widely accepted in the literature and practically useful classifications.
Formality
The literature distinguishes between two types of SC: formal and informal. Formal SC refers to scheduled communication forms (Alsamadani et al., 2013), which increase cognitive awareness of safe work and emphasize its importance (Wachter & Yorio, 2014). Informal SC refers to unscheduled (non-)verbal communication at the employee level as well as between employees and supervisors. Between employees, informal SC follows unwritten rules (Cornelissen, 2019) that reflect in several forms, such as ad hoc conversations at the workplace (Alsamadani et al., 2013) or personal confrontations (interventions) to prevent colleagues from acting unsafely (Nordlöf et al., 2015). Informal communication is characterized by the extent to which the ones involved have access to information and their frames of reference in interpreting information and situations (Antonsen, 2018).
Means
Companies communicate safety with oral, written, and digital means. The choice of means should consider the requirements of the particular work context and tasks, for example, Nordlöf et al. (2015) found that workers perceive using walkie-talkies as more efficient than body language and gestures. In this way, the management and supervisors negotiate relative priorities (e.g., safety vs. speed/flow of production) with employees through on-the-job discussions (Christian et al., 2009). Oral communication allows immediate feedback and includes nonverbal cues that improve the comprehensibility of a message. Oral means range from short discussions between a few participants to longer thematic sessions involving groups of employees. Examples given in the literature include safety training and education days (Cornelissen, 2019), safety briefings, corrective actions (Mohammadfam et al., 2017), safety information at the works council, safety as a fixed topic in staff and production meetings (Nielsen, 2014), safety events (Zwetsloot et al., 2017), and toolbox meetings (Alsamadani et al., 2013). SC in written form fixates verbally communicated information and thus transfers implicit safety-related knowledge into documented form. Documented knowledge is the basis for deriving technical regulations (Banse & Hauser, 2008). Written documents can undergo several revision cycles for quality improvement before distributing information (Zaremba, 2006). However, processes as designed (and documented in written rules and procedures) and those carried out in practice can differ significantly, which leads to problems in the application of rules. Hale and Borys (2013) thus suggest involving the workforce in rewriting rules. Means in the written form include incident reports (Nordlöf et al., 2015), documents on rules and procedures (Mohammadfam et al., 2017), safety-specific bulletin boards, a column on safety in the staff magazine, written safety instructions (Nielsen, 2014), and posters (Alsamadani et al., 2013). Electronic writing environments and communication media further support workers in solving communicative tasks and distributing instructions (Jakobs & Spinuzzi, 2014). Digital means include video tutorials, newsletters, mobile apps, info screens (Zwetsloot et al., 2017), and virtual/mixed reality systems (Moore & Gheisari, 2019).
Information about SC means is often rather vague. Most publications lack insights regarding which SC means can be used for specific purposes and work contexts. Studies mainly give recommendations for the design of SC means on a general level.
Evaluation of SC
The literature suggests some measures to evaluate the efficiency of SC. Those range from single key figures to comprehensive heuristics. Key figures include the number and frequency of safety meetings, the number of safety reports, the number of safety information posters (Kaassis & Badri, 2018), the number of meetings conducted by managers to inform workers about safety issues, the rating of the effectiveness of SC, the number of issues of company’s safety bulletin, and the number of internal safety publications (Podgórski, 2015). Heuristics offer multiple items on nominal scales to calculate a general efficiency score of SC (Cox et al., 2008; Filho et al., 2010; Ostrom et al., 1993).
Most studies rely on quantitative measures as these are often more practical in terms of time and cost-effectiveness. Measuring a safety culture with quantitative methods poses several challenges, for example, it is difficult to adequately capture complex issues (such as beliefs) in scales and to collect enough data to make statistically relevant statements. Moreover, quantitative measures about the status of a safety culture do not reveal concrete starting points for improvement: […] when a given safety culture or climate has been assessed, the next question will certainly be—so what? Most of the safety climate research reported here would yield some scores on certain dimensions. However, those scores do not speak for themselves, that is, the meaning of the scores will not be obvious. (Guldenmund, 2000: p.253)
Methodology
Theoretical Approach
This work defines SC as communicative efforts intending to
exchange information related to (potential as well as current) hazards that impact socio-technical systems in industrial organizations and to initiate improvements that are aiming to prevent such hazards.
SC focuses on the pragmatic and effective prevention of accidents and hazards within an organization’s boundaries. Outside stakeholder groups such as customers or the general public are thus excluded from SC. In addition, SC does not address any impacts of risks that go beyond work contexts (such as societal or economic impacts). These aspects highlight the difference between SC and related research areas, such as risk or crisis communication. To describe the definition in detail, an approach is proposed that draws on genre theory.
The approach assumes that examining individual SC means alone is not sufficient to conclude the quality of SC within a company. Instead, it is necessary to investigate how well SC supports value-adding activities. Such activities occur in production process chains: Materials, components, and information are processed at each point of process chains and passed on to the following point. The quality of SC is measured by how well SC means solve recurring standard problems at individual points in the process chain and how well all means used along process chains interact to communicate safety. Miller (1984) defines typified rhetorical actions used to solve recurrent problems as genres. In organizations, genres usually relate to each other and form a network of communicative solutions for particular purposes. (Spinuzzi & Zachry, 2000) define three characteristics of such ecologies of genres: Contingency, decentralization, and stability. Contingency describes connections between genres that the designers of the system did not plan. Decentralization refers to the fact that genres are not used in isolation but instead connected with other genres. Stability describes the system characteristic of being relatively stable over time.
Based on these considerations, it can be assumed that only the investigation of activities as they successively occur in process chains and the tasks and contextual conditions associated with such activities will provide insights into SC’s actual use. The approach allows identifying weaknesses in the communication of safety at individual points in a process chain and across process chains. Identified deficiencies offer concrete starting points for the optimization of SC, which distinguishes this qualitative approach from quantitative ones.
The proposed procedure is as follows: First, suitable process chains need to be selected. The selection should consider the following criteria:
The selected process chains should represent prototypical value-adding activities in the company. Prototypical activities include such parts of process chains that reoccur in the production of most products—for example, welding, grinding, and bending in the metal-working sector. The selected process chains should involve various roles and departments to map as many interconnections as possible. The selected process chains should include typical risks that employees in the respective industry domain frequently encounter. In the metal-working industry, for example, typical risks are cut and crush injuries.
Process chains and activities occurring within these chains can be modeled as visual flowcharts using methods of process modeling. For each point in such flowcharts, it should be determined which SC means are used, which standard problems the means solve, and with which other means they are connected. In addition, it must be investigated whether and to what extent the means are suitable for solving the standard problems that occur at the process chain’s individual points.
The approach is used in a case study to investigate SC along a process chain in a metal-working company. This study investigates the following research questions (RQs): RQ1: Which means are used to communicate safety along a selected process chain? RQ2: Which challenges arise from the use of SC means?
Data Collection
The data collection combined four qualitative methods to gain a comprehensive view of how the company establishes SC: nonstandardized pre-observational interview, site inspection, artifact collection, and semistandardized interviews. The works council (a shopfloor organization representing the workers’ interests) approved the study prior to its conduction.
Non-standardized pre-observational interviews: Two interviews were conducted in advance. The first interview was conducted with a supervisor, the second with a manager. The interviews lasted between 50 and 70 minutes. The aim of the interviews was
to obtain general information on work processes in the company, to select a suitable process chain for further investigations, to obtain specific information on this chain (process steps, departments involved, tasks to be performed in individual process steps), and and to identify suitable interview partners for the standardized interview study per process step.
The production of components of a ventilation system was defined as a suitable exemplary process chain. The process chain was selected because it includes typical activities to be conducted in the company (e.g., production of metal pipes) and associated risks (e.g., the risk of cutting oneself on sharp metal edges). Furthermore, it combines several digitalization approaches (e.g., sensors on machines, component localization using scanners) and automation technologies (e.g., programmable lasers, robots), representing the company’s orientation toward Industry 4.0.
Site inspections: Four inspections were carried out, lasting between 1 and 3 hours. During the inspections, all departments, machines, and manual workstations in the manufacturing hall were inspected. The first inspection was carried out with the supervisor with whom the first pre-observational interview had been conducted. The purpose of this inspection was to get to know the structure of the company as well as the location and tasks of the individual departments. Later inspections were carried out with a manager. During the inspections, short discussions were held with the employees at their workplaces. The discussions included questions about the perception of safety and suggestions for improvement. Audio recordings could not be made during the site inspections due to the machine noise. Instead, extensive notes were taken, and individual statements made by employees were transcribed. The data were subsequently converted into written reports.
Artifact collection: Safety-related artifacts were collected at computer, manual, and machine workstations. Artifacts include:
photos of safety signs, safety-related notices, instructions, and notes which are publicly displayed within the company (238 in total) and copies of safety-related documents (physical and digital, 65 documents in total).
It was ensured that no employees are visible in the photos.
Semi-standardized interviews related to the process chain which has been selected in the pre-observational interviews: An interview guideline was developed that contains three parts addressing the following topics: expertise and tasks of the interviewees, perception of problems and hazards, and perception of SC (see “Interview Guideline” section). The interview guideline was pretested before the interviews. Twenty-one interviews were conducted with representatives from the departments involved in the process chain (17 males, 4 females; age: 29–63 years,
Privacy protection: The following measures were taken to ensure the privacy of the interviewees: Recruiting interviewees was only discussed with the direct supervisors. All interviews were conducted under the exclusion of persons other than the interviewee and the interview leader. All interviewees were informed about the purpose of the study and about the possibility to omit questions and to pause or abort the interview at any time. Consent was obtained that the interview would be recorded. It was explained to the participants that all recorded data would be made anonymous, not passed on to third parties, and deleted after the data analysis.
Data Preparation
The audio files were transcribed and anonymized (e.g., all names of colleagues mentioned in the transcript were replaced by a “[name of a colleague]”). The anonymized transcripts, reports, pictures, and documents were imported in MAXQDA.
Data Analysis
Two coders annotated all transcripts and collected files. The coding was nonexclusive: Each file could be assigned multiple codes. Codes were developed deductively and inductively. Deductive codes were developed on the basis of the RQs and the literature analysis. Inductive codes were developed based on the prepared data. The complete set of codes is attached in the Online Appendix (“Coding Scheme” section). The first round of coding focused on annotating references related to the safety topics communicated in the process chain and the corresponding SC means used for this aim. For each mean, references to the direction of communication, formality, and purposes of use were coded. Differences between the annotations of the two coders were discussed and resolved. Based on the data, SC means were categorized and annotated in the second round of coding. Differences between both annotations were resolved in discussions. In the third round of coding, connections between means and challenges for each SC mean were annotated. Differences were again resolved in discussions. In a final step, the used SC means were summarized for each position in the process chain.
Based on the statements of the interviewees, the selected process chain, as well as each role and related tasks at the various points of the chain, as a visual representation in the form of a flowchart. The modeling language “C3” (Killich et al., 1999) was used to create the flowchart of the chain. SC means used for activities along the chain were identified in the data and added to the respective points of the flowchart.
Results
Means of SC Used in a Process Chain
The process chain comprises 35 steps and involves seven departments: An order for components of the ventilation system is received by the sales department, entered into the enterprise resource planning system, and forwarded to the work-preparation team of the production department. The work-preparation team creates a manufacturing order. The order is transferred to the work-preparation team of the assembly department and the procurement department. The procurement department checks whether all required construction materials according to the manufacturing order are in stock. The transport service moves the construction materials from the storage to the production department. The work-preparation team of the production department creates paper-based routing slips. The slips contain details of the component parts to be produced and related instructions. The routing slips are handed over to the workers. The workers produce the parts according to the routing slips. The parts are transported to the assembly department. The work-preparation team of the assembly department creates paper-based routing slips and hands them over to the workers. The workers assemble the parts according to the routing slips. A robot glues several of the produced parts. The final components are packaged and transported to the shipping department, where they are stored until shipment. Along the process chain, 23 SC means were identified.
The results indicate a multilayered understanding of safety that goes beyond occupational health and safety. It includes aspects such as the reliability of processes, machine safety, fire protection, and first aid. The individual means are described in Table 1 and assigned to the safety topics (see “Safety Communication” section). Figure 1 shows the entire process chain and SC means used at each point in the chain.
Means of Safety Communication Identified in the Process Chain.
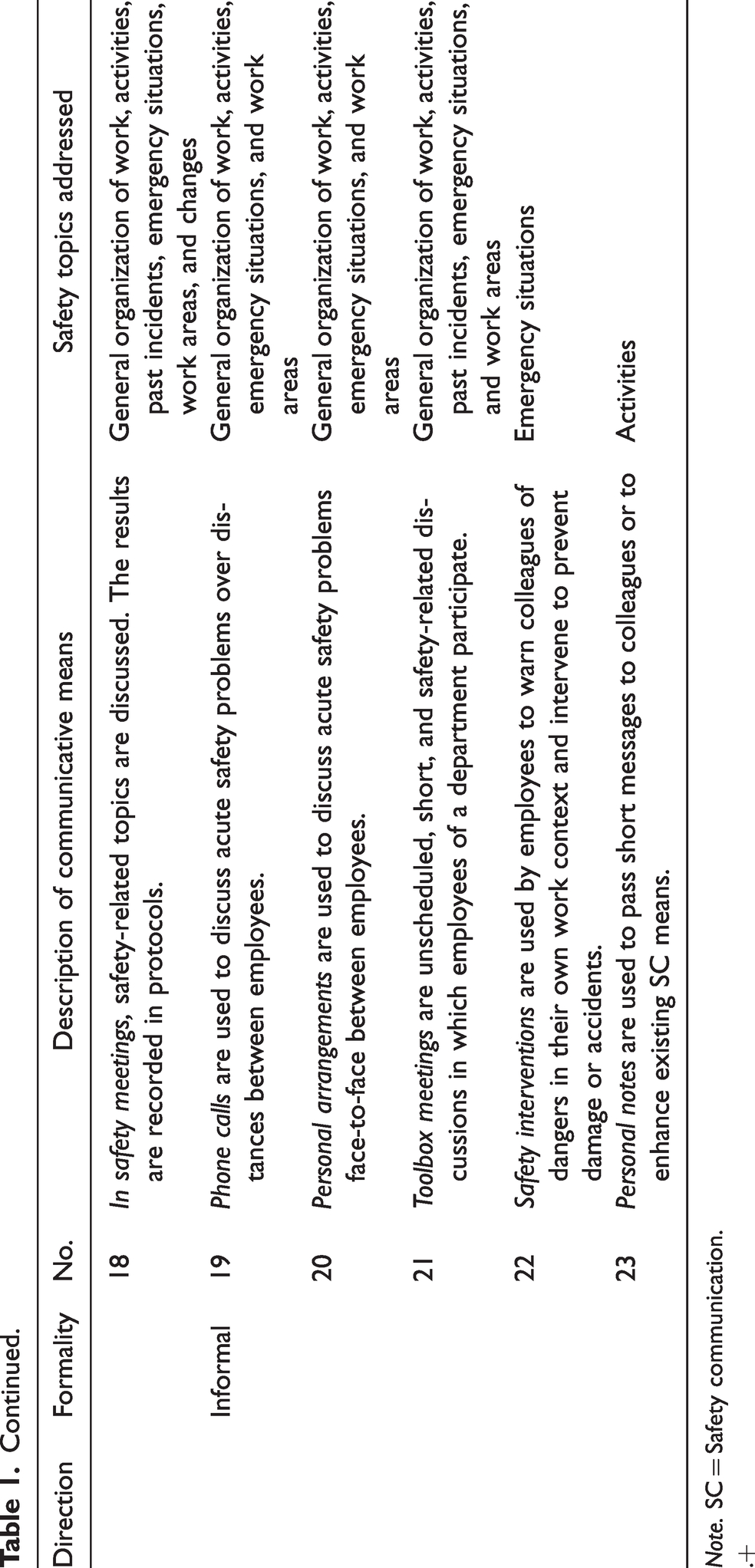
Note. SC = Safety communication.
.+
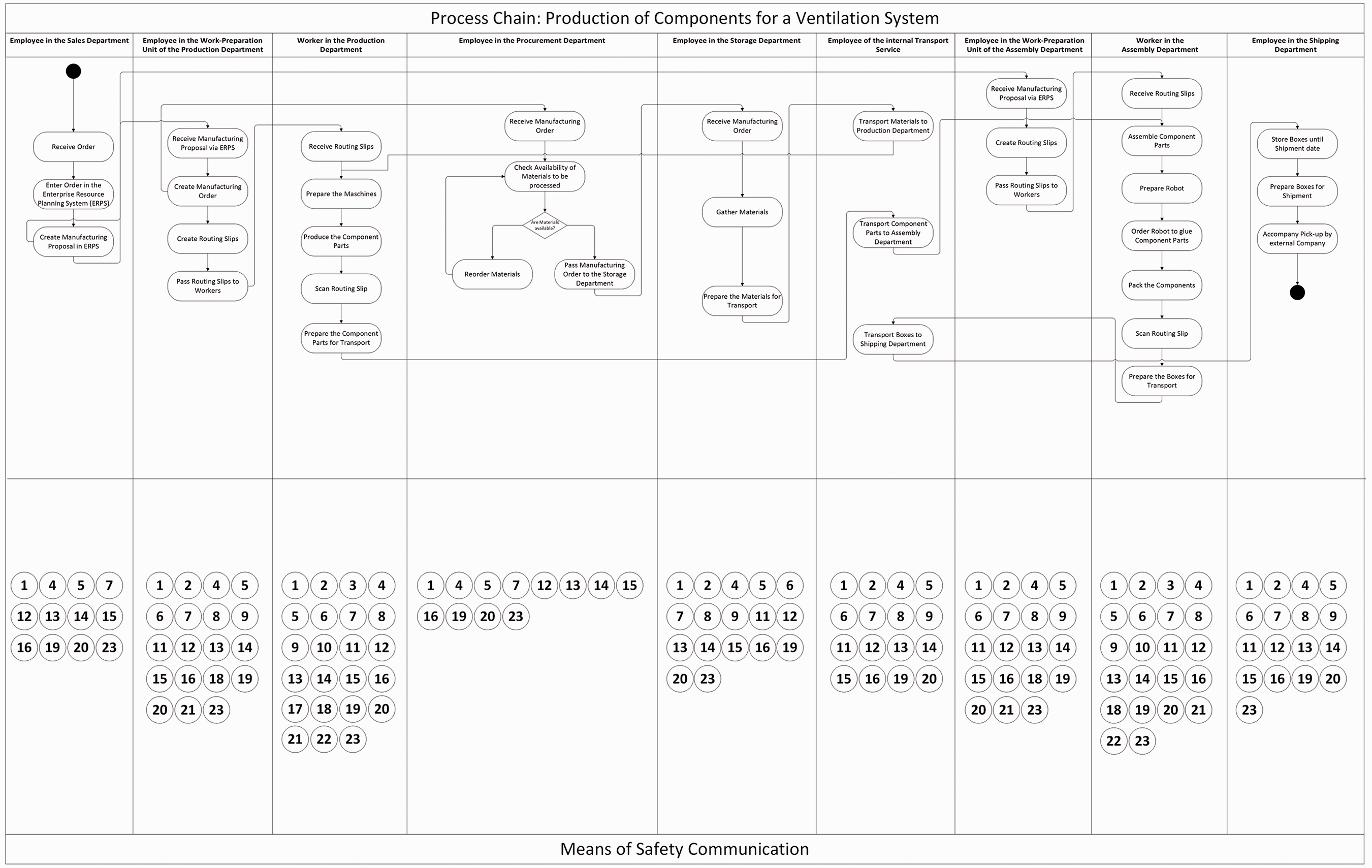
Visualization of the Process Chain and Safety Means Used at Each Point. ERPS = enterprise resource planning system.
The analysis shows that most SC means are used for several safety topics. Only few means focus on individual topics. Such means are specially designed to fulfill a specific function concerning the respective safety topic: For example, the shift protocols are used exclusively to document machine malfunctions.
The SC means used along the process chain involve several hierarchical levels. Thus, vertical and horizontal forms of SC have been identified in the study. Vertical SC is initiated at the upper (top-down) or the lower organizational hierarchy levels (bottom-up). Horizontal SC describes how employees at the same hierarchical level exchange safety-related information. Furthermore, information exchange is conducted either formally according to predefined schedules and addressees with predefined means (formal SC) or spontaneously using informal means (informal SC). In the following, a summary is given about for which purposes the varying manifestations of SC are used.
Means of vertical top-down SC are used to create binding rules for all employees according to which safety is handled in the company. Rights, duties, and expectations regarding the behavior of employees are thus made explicit. This formal framework aims to establish a shared understanding of safety within the company. It is used as a basis for safety-relevant decisions and clarifies the question of guilt in the event of incidents. A department head emphasizes the necessity of such rules: We have clear rules about what safe behavior means here in the company, how people must behave, which they must comply with. Without such regulations, safe work in the company would not be possible.
Department heads and supervisors concretize the general guidelines into specific instructions for particular points in the process chain. Most workplace-specific information is communicated orally using either formal (operation instructions and instructions on machinery) or informal means (safety talks and safety walks). In this way, superiors check whether employees comply with regulations, explain safety rules and hazards of particular tasks in detail, and draw conclusions if safety measures are not being followed. Besides verbal means, safety is also communicated at workplaces with written means. These include posters, manuals, risk assessments, and warning signs. Written means enable employees to look up particular safety-relevant aspects on-demand without the need to find a direct contact person. However, the written information often lacks detailed instructions and rarely addresses hazards of specific tasks.
Means of vertical bottom-up SC are used to enable employees to report problems and suggest improvements to higher hierarchical levels. Issues such as incidents and machine breakdowns are communicated verbally via formally predefined reporting chains specified in the company guidelines. In this way, interruptions of workflows and health threats are dealt with on time. In addition to such established chains of reporting, informal exchanges of information between subordinates and superiors have also been observed. This SC mean is used to answer safety-related questions and resolve ambiguities regarding instructions and rules.
Suggestions for improvement are mainly discussed informally with supervisors. However, there also exists a formal mean through which employees can suggest improvements to the management: A prestructured paper document is provided for this purpose, which employees fill out and drop in a mailbox. An expert panel consisting of several department heads evaluates submissions in meetings and instructs supervisors to implement accepted proposals. By making suggestions, employees are being involved in safety-related decision-making processes, raise their profile, and improve their salary through bonuses.
Means of horizontal SC are used to exchange safety-related information between employees at the same hierarchical level. At the level of employees, information is usually exchanged informally and orally in personal arrangements (face-to-face exchange of information and or opinions between two employees), telephone calls, interventions, or toolbox meetings. In this way, questions, acute problems, and the status of processes are discussed ad hoc with colleagues. Interviewees particularly emphasize that employees use informal verbal means to warn each other of potential hazards and to discourage unsafe actions. Personal notes are the only informal SC mean used in writing. The purpose of such notes is to pass messages to colleagues or to enhance existing SC means. Personal notes are usually attached as paper slips to danger spots and point out specific sources of danger or safety-relevant actions to be taken. An example of this is the note on a fire door, which is intended to remind colleagues to keep the door closed. In addition to these informal means, a formal SC mean is also used in the company: Problems and incidents during a shift at the production department’s machine workstations are recorded on a structured paper document. The purpose of this mean is to pass information about possible delays in work processes and measures taken (e.g., notification of colleagues from the workshop) on to the employees of the following shift. Shift logs are essential because there is no physical contact between workers of the late and early shifts, which would allow them to discuss safety problems orally. At the level of department heads, persons in charge of the different departments exchange information in safety meetings. The purpose of meetings is to review safety issues that affect several areas of the company and cannot be solved by one supervisor alone. The topics to be discussed follow a predefined agenda. The agenda contains mandatory topics such as the review of implemented safety measures, the maintenance of machines, the planning of risk assessments, the planning of training measures, the evaluation of employees’ current workload, and discussions of new legal requirements on safety. Irregularly recurring agenda items include the implementation of new legal requirements and the preparation of guidelines. Based on the consensus-building between the participants, measures to be taken are decided upon (e.g., purchasing protective equipment, releasing new safety instructions), which are documented in minutes and transferred into guidelines if necessary.
Challenges of SC
The results reveal considerable challenges regarding individual points in the process chain, regarding the entire process chain, and the lack of digitalization in SC. Such challenges do not always have to lead to accidents (in fact, accident rates were low during the period of the study) —however, deficiencies in SC lead to various undesirable effects such as risky situations, near-accidents, high workload, and stress at individual workplaces, as well as delays in workflows throughout the process chain. Selected findings for the identified challenges are described and discussed in the following.
Issues at Individual Points of the Process Chain
Interviewed workers state that they expect the management and supervisors to provide safety-relevant information for their respective tasks in a complete, consistent, and up-to-date manner. Only under these conditions is top-down SC be perceived as a reliable basis for all company safety-related processes. A worker from the production department summarizes this requirement as follows: Every day I receive a lot of information that has to do with safety in one way or another. Orally and in writing. The most important thing is: That information needs to be relevant for my tasks. And, of course, correct and up to date. […] I do not have time to check if instructions are complete and in line with the latest DIN standard. And when I ask different people or read documents, instructions should not differ or even contradict each other. This is incredibly important. I must be able to rely on it.
Problems of written SC means at individual points of the process chain: Safety-relevant information is often inadequately formulated and does not consider the recipients’ information needs. Linguistic optimization potentials can be illustrated using the example of the manuals: Statements about hazards and defense measures are not ordered according to a recognizable prioritization or sequences of actions (e.g., by means of which machines are operated). Formulation weaknesses were identified, for example, in the form of elliptical half-sentences and an increased number of unfinished bulleted lists. In addition, the results reveal redundancies in the instructions. For example, the documents state in several places, “Have damage repaired only by the specialist” as well as “Damage to the machine may only be repaired by the specialists or authorized persons.” In addition, differences between new and experienced employees were identified in the data. New workers require extensive information on action sequences, while experienced workers rely on their expertise and consult SC means only in exceptional cases. A worker from the production department describes differing information needs depending on the expertise of the employee: There are basic instructions attached to the machines and risk assessments available for all workplaces. That is undoubtedly fine for new colleagues. However, experienced workers tend not to read through these but to build on their knowledge for standard tasks. For new or complex jobs, we sometimes consult the instructions to look up specific aspects. Machine settings. Or individual safety instructions. But in such cases, it is difficult for us to find precisely the information we need in the abundance of information. The notices are not department-specific. However, it would make sense if there were department-specific markings so that I would be able to determine at a glance what is important for my department and my workplace. It would really help if such information were better prepared for those who are concerned. Safety often has a commanding tone here. Do this, don’t do that, or you’ll seriously hurt yourself. It is all not very enjoyable. Why not focus on fun for a change? Why not show happy faces instead of cut fingers? Just look at how they use videos to show safety in airplanes. In the past, the instructions were very formal and everywhere more or less similar […] Now they have realized that people get bored and make funny safety videos. I still enjoy watching those, even though I have heard the content a thousand times in different forms. Safety instructions should always be consistent. For example, it should not be communicated at one workplace that you must always wear safety gloves when performing hazardous work and the exact opposite at the next. However, this requires a great deal of effort between those responsible. And there is often no time for this in day-to-day business. We have the manuals, but they only cover the absolute basics. I started writing down safety instructions for the machines in my department once. […] The problem is: There is so much that it is difficult to cover everything and keep it up to date. Also, so much is changing here, especially in the tasks, but also in the technologies. We now use sensors, robots, smart machines, and even talk about 3D print. But we still have safety instructions on paper that do not even cover the potential risks of new technologies. […] Besides: How do you write safety information down so that every worker will understand what you mean? Who guarantees that the instructions are correct? What is the legal situation if not? Who would sign that everything is one hundred percent accurate? Shift handovers are an important source for my work to obtain up-to-date information about safety problems, especially about the safety of processes. Here in the company, handovers are mainly conducted via shift logs. These logs are necessary, but I would not say that they are implemented in the best way possible because the shifts are documented on paper. There are several weaknesses: Until now, we still must write everything down by hand. Even if no problems occurred during a shift. In this way, we waste time and paper, lots of paper. This should be automated in some way. Let the mechanics know that the machine is not working by just pressing an icon instead of writing it down and then making a phone call.
While the documentation of shifts is a mandatory daily duty of workers at machine workstations, suggestions for improvement are submitted voluntarily. The results of the study indicate a high interest in improving the safety conditions in the company. In particular, there is a high demand for being informed about suggestions submitted by colleagues and being allowed to improve such ideas. Statements of the interviewees, however, indicate that they are only willing to participate in safety improvements if they consider submission conditions to be adequate. Such conditions relate to the SC mean “suggestion scheme” and the process of evaluating submissions. Several weaknesses were identified in this context: Employees often have problems formulating their suggestions in writing. Especially for employees in the production hall, it is challenging to write down their thoughts due to the noise and tight production schedules, which require their full attention. The format is only available in a paper-based form and does not allow the addition of resources such as images, diagrams, or three-dimensional models. The evaluation process of submissions is perceived as lengthy due to many intermediate steps and as lacking feedback about reviews’ progress. If a proposal is approved, the implementation process is criticized for the same reasons. Furthermore, employees fear that if they suggest potential improvements “over the head of their supervisors” to the management, supervisors could interpret these as complaints about their department’s deficiencies. Some interviewees criticize that colleagues submit suggestions only to increase their salaries or complain about deficits but do not propose actual solutions. Due to these issues, employees prefer to discuss suggestions for improvement directly with their supervisors: The suggestion system still exists but is rarely used because it is simply faster to discuss things directly with your supervisors. For example, I have recommended installing an additional sensor via the suggestion system. This has been done, but it took half a year. Today I would solve this problem with my supervisor.
Problems of oral SC means at individual points of the process chain: Through oral communication, supervisors flexibly adapt safety-related instructions and explanations to the respective situation as well as to the level of knowledge and current tasks of the addressed subordinate. Written (paper-based) SC as used in the company at the time of the study cannot meet the demand for providing highly individualized information due to the high effort required to create such information, keep it up to date, and provide it to the right addressee in the respective required situation (see earlier). The approach of verbally transmitting the appropriate safety-related information individually for the respective situation and addressees was also identified regarding operational instructions and the instructions on machinery: Although these means are regularly carried out formally for all new workers, there is no defined standard for both means. Supervisors select safety topics, risks, declarative information, and instructions to be communicated based on their own experience and rely on internal company guidelines. Which aspects of the guidelines are focused on depends on their choice. The results indicate that supervisors are often inadequately prepared for this role but are still expected to manage SC alongside their primary tasks. Statements from supervisors indicate a need for additional training in communicating safety orally: I must often repeat and explain safety instructions, and yet there are always further questions and discussions. […] It would be great if, as a supervisor, you could be shown a little bit how best to deal with such inquiries. If two colleagues clarify processes, then I would also like to receive the information. Sure, you can forget something sometimes. But if it happens more than once or twice, you get annoyed. If parts that are important for my work are placed in the yard in the morning, but I don’t receive the information until noon and then have to finish the parts by the end of the working day, that means a lot of stress for me.
Issues Affecting the Entire Process Chain
Apart from SC problems at individual points in the process chain, problems affecting multiple points or the entire chain were identified. Such communication problems occur due to two reasons: if problems are passed between points in the process chain and if employees enter hazardous areas that are unfamiliar to them. These aspects and resulting communication problems are described in the following.
Passing problems between points in the process chain: Materials and components are processed at each point in the process chain and passed on to the next point. For this reason, errors in processing can affect not only the position where they occur but also the subsequent points in the chain. An employee in the production department describes such sequentially continuing errors as very challenging for daily business: If I do not produce components of reasonable quality at my workplace, then my colleagues further down the process chain in the final assembly will get into trouble. It is a constant theme here. What is bad at the beginning is bad at the end. That is an issue that concerns all in this process chain. And it is a significant burden when you have to re-schedule and cannot get your work done in the expected time because of such problems. New orders come in. Before we produce 1,000 pieces, we should do the following: Go to the individual workstations together and try executing the process steps with just ten pieces. Does the process work the way we imagined it? Can it actually be implemented the way we imagined? Can errors occur? Can safety issues arise that need to be discussed in advance with the employees involved in the production? The employees should be able to identify and retrieve all the information necessary for the current tasks […] They need to know what is going to happen next, and they need to know if any of the old orders might become relevant again because of errors. And we can only solve this problem with digitalization. We cannot start printing out pictures in paper form and make a book out of them. That is the wrong way. The employees must receive the information digitally, preferably via a tablet. This also allows them to react directly to the contents. I usually work in the office and only pass through the shopfloor to discuss orders with the workers. I do know that hearing protection and safety shoes are necessary in various areas. However, I don’t always know if I need to go into such an area. And I do have to remind myself to put on the protective gear. It happens that I forget, especially when I need to complete tasks quickly. I once worked myself for a while at the machine workplaces where the pipes are manufactured. I experienced what mistakes the workers make that can lead to problems for the forklift drivers. Especially where the workers place the finished pipes for removal. It is difficult for a forklift driver to collect components or pallets that are positioned in close proximity to the workstation. If you drive too close, you can damage things with the forklift or endanger colleagues. However, colleagues often don’t think about this, and so risky situations arise time and again.
The Lack of Digitalization in SC
The results show that SC is purely analog; digital forms of communication were not used to address safety-related purposes at the time of the study. The adherence to traditional, analog communication means is particularly noteworthy given that the company’s production technology is simultaneously being digitized and automated in rapid innovation cycles. The lack of SC innovation causes multiple problems that affect the execution of tasks: For example, written, paper-based SC means can be lost or become unreadable due to frequent use. Illustrations that highlight critical hand movements or dangerous machine parts as part of instructions cannot be enlarged or displayed from different angles. Oral SC means must be repeated by supervisors for each addressee, which discourages them from working.
The results indicate three reasons why SC modernization has low priority in the company: Lack of specifications for digital SC means, high demands on digital SC means, and suspected risks of using digital SC means. The aspects are described in the following.
Lack of specifications for digital SC means: Efforts to communicate safety usually focus on the facts to be released, rarely on their design (e.g., structuring, wording) or the method of dissemination (choosing the most appropriate SC means). For example, in safety meetings, management and department heads decide which facts are to be communicated; supervisors are responsible for the exact implementation. Due to a lack of guidance, supervisors resort to established means such as billboard postings instead of trying out new digital means. Legal regulations also only determine that employees must be informed about risks at the workplace but do not specify how this is to be achieved. Therefore, existing inventories of SC means often remain unchanged for long periods.
High demands on digital SC means: The conditions of several workplaces place particular demands on SC means, such as noise, dirt, or high levels of attention required for machines or work steps. Machines and manual workplaces, in particular, are not prepared for digital SC means: There is a lack of suitable devices, Wi-Fi reception, and training for employees addressing the use of new means. Adapting digital SC means to these requirements requires careful, time-consuming development. Employees responsible for SC often have little knowledge of digital content design, such as video creation or app programming. Instead, traditional paper-based or oral formats are preferred.
Suspected risks of using digital SC means: Supervisors bear responsibility for their subordinates. For this reason, innovations are often initially perceived critically: Interviewed supervisors were concerned about subordinates being distracted from their work by additional information (e.g., current incidents or upcoming work orders) or digital devices (such as smartphones or tablets). It is suspected that in the worst case, such distractions could lead to incidents.
Discussion
Theoretical Implications
The theoretical implications of this study are threefold: The research contributes to the understanding of (a) SC as part of safety cultures in industrial contexts, (b) the design of SC means, and (c) SC as a complex system of interacting problem-solving means in the form of genre ecologies. The three aspects are elaborated in the following.
SC as Part of Safety Cultures in Industrial Contexts
In the investigated company, various phenomena were identified that influence safety and are typical in the context of the manufacturing industry. These include
a variety of machines with different hazard potentials in a confined space; production principles that constantly introduce new hazards into employees’ daily work and require increased attention to safety (e.g., diversity of variants, rapid innovation cycles, the constant introduction of digitization and automation technologies); a variety of work contexts with associated tasks and hazards (e.g., workplaces at production machines and desktop workplaces); and differing degrees of experience in dealing with risks (e.g., permanent and temporary employees).
A complex system of SC means is used to ensure safety in the face of such phenomena. Employees are extensively educated about possible dangers with formal and informal means. Overall, the results indicate that the investigated company has an established safety culture that places a high value on the employee’s well-being. The culture is characterized by a high level of mutual trust between employees and accountability. At the same time, the results indicate that the behaviors set forth in the SC means are not always being followed; exceptions are made both unintentionally and intentionally. Unintentional rule violations occur, for example, when inexperienced workers, temporary workers, or office workers enter danger zones that are unknown to them. In such cases, employees do not seem to be able to inform themselves quickly enough about the hazards that are currently relevant to them. Intentional rule violations occur when employees weigh up whether compliance with safety measures can be reconciled with efficiently accomplishing given tasks. Should conflicts arise in this context, exceptions to safe behavior are accepted, and the negative consequences for the own personal well-being are considered negligible. In these cases, employees are sufficiently informed about safety regulations but subordinate them to current goals. In contrast to the personal need for safety, the well-being of direct colleagues is given a considerably higher priority; measures such as interventions are actively taken to avert threats from co-workers.
In the face of these contrasting results in terms of informedness, trust, and accountability, it is difficult to classify the company’s safety culture as generally less or more advanced (according to Hudson, 2007). This finding suggests that generalizing stage models are not sufficient to evaluate safety cultures in detail—especially with regard to SC. Rather than using informedness as an overarching measure for the maturity of a safety culture, it is more appropriate to examine the ways in which employees are informed and whether SC means are adequately applied to the requirements of the particular work contexts. The results indicate that SC is closely interwoven with the company’s internal safety culture: On the one hand, SC controls the expectations for safe behavior and the shared perception of safety within the company. On the other hand, the safety culture determines how safety is communicated within the company and manifests in both artifacts (e.g., formal SC means) and expressed values (e.g., informal SC means; see Guldenmund, 2000). As a result, SC is both an influencing factor and a product of the safety culture.
The Design of SC Means
Regarding the question of how SC means should be designed, scientific research has so far mainly focused on legal aspects, the formulation of instructions, and prerequisites of target groups. This study highlights three aspects that are relevant in the design of SC means and require further research: The consideration of goal hierarchies, the positive representation of safety, and the facilitation of safety awareness.
Goal hierarchies: Overall, the main goal of SC is to exchange information related to hazards that impact socio-technical systems in industrial organizations and to initiate improvements as prevention against such hazards. In the investigated company, this goal can be divided into subgoals of varying importance. For example, subgoals of exchanging information are documenting safety-related actions taken, clarifying causes of problems, or ensuring legal protection; initiating improvements aims to improve workplace conditions, optimize production processes, or raise one’s own profile. Existing studies have so far only marginally addressed goal hierarchies as a focus of SC. Further studies should examine how SC means incorporate goal hierarchies and whether conflicts can arise from conflicting subgoals or different weighting of subgoals (e.g., when legal regulations are given higher priority than the practicality of instructions).
Positive representation of safety: To date, there is little research on the positive representation of safety in SC means. For example, Cornelissen et al. (2014) found that personal motivation proved relevant for creating a healthy safety climate and healthy safety performance. The present results suggest that the consideration of humor can positively influence the perception of SC. Against this background, it should be investigated whether approaches such as gamification or nudging can be transferred to SC. On the other hand, the question should be investigated to what extent joyful elements and a positive tone achieve opposite effects, for example, whether employees view such SC means more frequently and remember them better but take them less seriously and follow the instructions correspondingly less.
Safety awareness: The results indicate that it seems to be crucial how frequently employees come into contact with SC means: Supervisors emphasize in the interviews that they must continuously repeat safety instructions so that employees comply with them. Safety awareness, therefore, seems to be increased if safety-related topics are continuously integrated into communication. The scientific literature mainly focuses on individual formal means to communicate safety; there is a lack of insights regarding how SC means need to be used to achieve safety awareness. The results indicate that informal means, in particular, are used to quickly remind employees of the information they currently need in relation to the context in question. However, this practice has disadvantages; for example, it keeps supervisors from doing their work. The development of digital SC means could remedy this situation (see “Practical Implications” section).
SC Means as Part of a Genre Ecology
The results indicate that safety cannot be localized in a single isolated SC mean: In some cases, several safety-related topics are addressed with individual means, and in some cases, several means are necessary to cover a safety-relevant topic across a process chain adequately (see Table 1 and Figure 1). The interconnections between the investigated SC means are complex and dynamic: Several means build on others (e.g., instructions on machinery extend operations instructions) or recycle them (e.g., operational instructions verbalize written company guidelines, risk assessments partly summarize instructions on machinery); other means accompany each other and are only effective due to this interplay (e.g., instructions on machinery and safety signs). Both formal and informal SC means manifest in recurring, recognizable, to some extent standardized forms which emerge as genres. The results indicate that SC is taking place in genre ecologies—in interrelated groups of genres used to mediate the activities that allow people to accomplish complex objectives (Spinuzzi, 2003). In particular, the results indicate that the three characteristics of genre ecologies (as described in “Theoretical Approach” section) are fulfilled.
Contingency: In several cases, the company employees make connections between SC means that were not planned by the management. For example, employees supplement SC means and nonsafety-related documents (routing slips) with personal notes or use suggestions for improvement to complain about safety problems over the heads of direct superiors and to increase their salaries.
Decentralization: At each point in the process chain, several SC means are used in combination. The situational circumstances at each workplace determine which means are suitable. For example, warnings of cut or crush injuries are communicated through quickly detectable visual signs in combination with oral instructions. Situational conditions also result in requirements regarding the contents to be communicated and activities to be carried out based on SC means. Due to a large number of safety-related topics, many different means are simultaneously relevant for employees, for example, risk assessments for the safe execution of tasks and emergency pillars for fire prevention.
Stability: The connections between SC means have been conventionalized for several years, which is indicated in particular by statements of the interviewees (e.g., “This has always been done this way here”) and the creation date of various documents (e.g., minutes of meetings and notices). The lack of digital SC means indicates that this relative stability of genre ecologies has been intact for a considerable time. Nevertheless, management is making attempts to communicate safety more efficiently and effectively by introducing digital means.
Investigating safety-related genre ecologies in industrial contexts opens a promising field of research for technical communication, which connects various safety concepts (e.g., occupational safety, machine safety, fire protection, innovating safety, security) and addresses diverse challenges in their communication. Furthermore, the study of genre ecologies in industrial contexts allows insights into the requirements that SC must meet in specific work environments. Or as Bazerman (2004; p.318) puts it, “In cataloging all the genres someone in a professional role is likely to speak and write, you are identifying a large part of their work.” By considering connected genres that are applied along a process chain, it is possible to examine how work is organized with regard to safety aspects. A genre-specific investigation of SC in process chains further allows identifying breakdown points at “which a worker finds the present interpretation of an artifact to be inadequate for the task at hand” (Spinuzzi, 2003; p.70). The identification of such breaking points allows deriving recommendations for communication professionals on how to implement theoretical approaches to SC in practice.
Practical Implications
The results indicate that safety is regarded a necessary and important but at the same time often only as an accompanying topic among other issues of higher priority. This phenomenon could occur as production (and therefore production-related information) is the focus of the value creation chain and a key driver of economic growth in the company. However, this perspective fails to recognize the potential of safety generating economic added value: On the one hand, costs are saved by minimizing recurring incidents (e.g., cut injuries). On the other hand, safety is an innovation driver that can increase the resilience of a company and, in this way, increase its economic efficiency. Therefore, SC should not be regarded as an obligation of lower priority but rather as a key element in the change processes of a company. Developing and establishing SC approaches that support the transformation to modern production principles such as Industry 4.0 require the guidance of communications experts. A wide range of tasks emerges for such specialists in the two areas of optimizing existing SC means and developing resilience and adaptability to new risks, which are discussed in the following.
Optimizing Existing SC Means
Overall, it appears that SC in the company studied falls within the range of tasks of employees with no background in communication. With respect to writing tasks, (Jakobs & Spinuzzi 2014: p.365) define “integrated writers” as employees who “[ . . .] achieve writing skills as they work within their discipline [and] often demonstrate deficient problem-solving strategies in their writing (e.g., intensive text planning, but weak revising).” The results reveal various weaknesses in SC means (see “Challenges of SC” section) that integrated writers cannot solve. It can be expected that the reasons mentioned earlier for deficient SC are not unique to the company examined in the study but manifest in a similar form in other companies. To prevent such issues, communication professionals should be involved in both vertical and horizontal SC. In vertical SC, they act as a link between the hierarchies, contextualize general regulations released by the management for employees, and abstract requirements suggested by employees for the management. In horizontal SC, they communicate with and thus connect various points in process chains and the roles tied to those points. Communication professionals are especially needed for the following tasks of optimizing existing SC means: Identifying weak points, optimizing workflows, preparing contents, translating contents, defining reporting chains, digitizing SC means, and developing training.
Identifying weak points: Optimizing SC first requires communications experts to gain an overview of the company’s process chains as well as of the work contexts, risks, and SC means tied to them. The results enable examining breaking points of SC. The procedure introduced in “Methodology” section can be used for the analysis of such deficiencies. To determine the next steps of SC optimization, identified problems should be classified. Measures for problem+ weighting are the frequency of occurrence (e.g., if warnings are often overlooked), the severity of their impact (e.g., if incorrect instructions can result in injuries or machine breakdowns), or according to how easily problems can be remedied.
Optimizing workflows: Results of the study indicate that analyzing and optimizing work tasks and actions tied to them can simultaneously increase the efficiency of SC means. One example of this is how shift handovers are organized: Employees need to fill out shift logs even if no incidents occurred during a shift. Changing the task to only recording incidents would decrease documentation efforts and exclude the high amounts of nonincident-related information. Such workflow improvements would also increase the searchability and evaluability of logs. Communication professionals should investigate workflows for optimization potential before introducing new SC means.
Preparing contents: The results reveal that SC means are often used to communicate several safety themes at the same time (see “Means of SC Used in a Process Chain” section) and contain extensive, weakly structured, and redundant information. Communication professionals should break down complex SC means into meaningful information units and transfer them into suitable SC means specified for particular work contexts and the employees involved in these. Attributes that should be considered include educational backgrounds, experience levels, technical expertise, and electronic literacy. For example, the results show that manuals often contain too little information for inexperienced workers but too much information for experienced employees. This problem can be solved by extracting a summary of the most critical or error-prone actions from manuals in the form of short “dos and don’ts” that experienced employees can grasp at a glance. For inexperienced employees, all the basic action steps of these tasks should be described in detail. Here, it must be ensured that important instructions are highlighted and formulated in a comprehensible manner: Instructions should be recognizable as such and not confused with declarative content. Basic descriptions should also make use of appropriate visual means. Visual means include sketches, icons, and photographs for analog media. With the introduction of digital SC means, there is also the possibility of including (zoomable) three-dimensional images and video instructions that show action steps from different perspectives. In addition, communication professionals should continuously review SC means to ensure that content is up-to-date and considers new legislation. Because several means are often used in parallel for specific tasks (see “Theoretical Implications” section—SC means as part of a genre ecology), dependencies and cross-connections between SC means should be evaluated for practicality. For example, it should be checked whether the comprehensive guides for inexperienced employees described earlier adequately reference and explain the warning signs used at the machines.
Translating contents: Content should be offered to each employee in their native language so that information can be grasped quickly and misunderstandings are reduced. However, translation work goes beyond this: legal texts must be transferred into instructions that employees can apply to their respective work contexts and tasks. Communication professionals should examine whether and how legal texts’ content can be usefully integrated into existing SC means instead of posting such texts unedited on bulletin boards.
Specifying reporting chains: Only a few explicitly specified reporting chains were identified in the company guidelines (e.g., for the occurrence of machine failures or fires). Frequently, the SC means do not specify who must be informed of which events, which communication channels must be used for which purpose, and which information must be documented in which way. Communication professionals should develop appropriate guidelines and supporting tools. For example, in case of machine failures, such tools could automatically request mechanics from the workshop and inform the work-preparation teams and sales department about possible production delays at the same time.
Digitizing SC means: Digital SC means enable communicating context-, role-, and task-specific safety information on demand. In this way, employees do not have to identify relevant content from SC means for their tasks. Instead, safety-related information is automatically shown to them for each step of particular workflows. For example, workers could view each action in producing the Quadro silencer’s outer tube on a tablet. Specific safety information and instructions can be shown for each step, such as warnings, dangerous machine parts or hand movements, and frequently made mistakes. A prerequisite for this type of information provision is, on the one hand, the systematic recording of action sequences for all tasks of the various workplaces. On the other hand, all workplaces must be prepared for the use of digital SC means: Suitable devices must be procured, recharging ports installed, and Wi-Fi reception provided. In addition, employees must be trained in the use of digital SC means. Digitization of SC would allow analyzing data generated by SC means for frequently occurring and newly emerging safety problems with machine-learning approaches (e.g., the frequency of machine failures recorded in shift logs). Furthermore, digital SC means would circumvent problems of the existing paper-based versions, for example, digital suggestion schemes would support employees in formulating ideas and enriching them with additional files such as sketches or audio files. Using digital SC means in combination with position tracking would allow showing location-specific risks, reducing the problem of employees being exposed to hazard zones that are unfamiliar to them (see “Challenges of SC” section—issues affecting the entire process chain). Digitizing SC means also requires coordinating changes with supervisors and discussing suspected risks.
Developing training: Employees currently only receive comprehensive safety instructions on the first day at work (operation instructions, instructions on machinery) and once a year (safety training). SC should be integrated more frequently into everyday work and constantly kept as a communication topic to maintain the necessary awareness. Continuous SC requires frequent refreshers, for example, in the form of short exercises and training sessions. Communication professionals should develop such trainings, considering current teaching principles and methods such as eduScrum (Wijnands & Stolze, 2019).
Resilience and Adaptability to New Risks
The results suggest that SC is often used reactively as prevention against already known risks and only adapted retrospectively after new risks (e.g., discontinuation of tasks due to changing technologies) or requirements (e.g., safety regulations) emerge. What has been missing in the company studied so far are approaches that forecast novel risks, introduce measures to proactively counter such risks, and build resilience in this way. Novel risks include deficiencies in the company’s current technology landscape (e.g., vulnerabilities in the control software of smart machines that allow external access) as well as trends (e.g., disruptive innovations) and events (e.g., the Corona pandemic) that threaten the business model, production processes, or employee well-being. Increasing a company’s resilience and innovativeness is supported by continuously improving and adapting existing safety concepts to novel risks. In this perspective, communication professionals are needed to monitor technological change in the industry in exchange with domain experts and with predictive methods such as horizon scanning and foresight (Cuhls, 2020). Potential negative effects, implications, and requirements for the various work contexts within the company need to be derived from the results.
Employees must be involved in the development of adequate resilience measures because their extensive experience can provide valuable input on the requirements and feasibility of individual solutions for their respective work contexts. Moreover, change processes only succeed if those involved feel included, well informed, and involved in decision-making processes. Essential prerequisites for a resilient, participatory safety culture are thus transparency, trust, and the experience of being able to participate. An empowerment approach would allow using the employees’ knowledge by disclosing and productively using implicit or informally handled problem-solving strategies. Communication professionals are needed in such change processes as mediators and innovation managers. They must develop appropriate information materials on new types of risks and maintain a constant exchange with employees to gather opinions and implement solutions in cooperation with management and supervisors. In this way, communication professionals facilitate safety in a wide variety of work contexts and increase the innovativeness and sustainability of companies.
Limitations
The research methodology has some limitations: A combination of methods was used to ensure that SC could be investigated in all its aspects along a process chain. However, it cannot be excluded that further SC means and challenges exist in the company that could not be identified in the study. Interviews were carefully conducted to ensure that interviewees could express themselves as freely as possible on the topics covered. Nevertheless, some of the study participants may have answered questions about problems and risks incompletely due to expected negative consequences should the answers become known to their supervisors. As only one company was investigated in the qualitative study, the results may not be generalizable for companies of other sizes (small or large companies) and other industries.
Conclusion
This article has investigated which means are used to communicate safety in industrial settings (RQ1) and which challenges arise from the use of such means (RQ2). A qualitative approach has been proposed to analyze both RQ in more detail than existing quantitative approaches would allow. Regarding RQ1, the results show that an extensive range of SC means is used to achieve various aims, such as legal assurance, safety improvements, and documentation in the investigated process chain. Only through the interaction and combination of these means can all aims be pursued at the same time. However, while production technology in the company is being automated and digitized at a high frequency, SC still relies on paper-based and verbal means.
Regarding RQ2, the results reveal several challenges that emerge both at individual points of the process chain and along the entire chain. Such issues affect the efficiency of production and the well-being of employees. The problems arise because SC is the responsibility of employees who have no training in professional and technical communication. For communication specialists, a variety of tasks arise to optimize SC in the company. The results indicate that the dynamic change of industrial contexts requires constant further development of SC approaches to establish resilience to novel risks. Including employees’ expertise and collective intelligence is an essential factor for the success of such resilience projects.
There is a need for further research: Follow-up studies should apply qualitative methods to investigate SC in other companies, process chains, and industries. There is a lack of insight into how digital SC means on devices such as smartphones, tablets, and smart glasses must be designed to be practically useful for the actual requirements of process flows in various work environments. How SC means can be successfully developed in accordance with production technology to meet the requirements of Industry 4.0 and established a digitally supported safety culture warrants further investigation. In this respect, SC contributes not only to the well-being of employees but also increases the innovation potential of companies.
Supplemental Material
sj-pdf-1-jtw-10.1177_00472816211014126 - Supplemental material for Analyzing Safety Communication in Industrial Contexts
Supplemental material, sj-pdf-1-jtw-10.1177_00472816211014126 for Analyzing Safety Communication in Industrial Contexts by Claas Digmayer and Eva-Maria Jakobs in Journal of Technical Writing and Communication
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by German Federal Ministry of Education and Research.” with “This work is part of the research and development project ‘Nachhaltige Sicherheitskultur als Transformationsansatz für Industrie 4.0 in KMU (SiTra4.0)’. The project is funded by the German Federal Ministry of Education and Research (BMBF) within the “Innovations for Tomorrow’s Production, Services, and Work” Program and by the European Social Fund (ESF) (Funding Number 02L15A002) and implemented by the Project Management Agency Karlsruhe (PTKA). The author is responsible for the content of this publication.
Supplemental material
Supplemental material for this article is available online.
Author Biographies
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.