
Abstract
Auxetic materials, including textiles, exhibit a negative Poisson’s ratio (NPR), which is of interest for many applications. This research aims to optimize the structural parameters of helical auxetic yarns (HAYs) and to evaluate the auxetic performance of these yarns. The research reports on the improvement of auxetic yarn quality and the yarn auxeticity through studying the effect of helical angles, diameter ratio and tensile moduli of the two plies, as well as the binder filament feeding. The maximum NPR of the optimized auxetic yarns was experimentally achieved as low as –9.6, with the helical angle of around 14.0° on average using the optimal machine setting. The optimized yarn parameters enabled the making of high-quality auxetic yarns with a wider range of machine settings than before. In parallel, theoretical and numerical studies were carried out for the engineering design of auxetic yarns, which enabled comparisons among the experimental results, calculated results and results from finite element analysis. The comparison showed that a lower initial helical angle, higher tensile modulus of the wrap ply and lower tensile modulus of the core ply led to a higher auxetic effect. A new finding is reported in that a concave relationship between the diameter ratio and the NPR was discovered. The results of this study could assist researchers in producing HAYs, and this type of HAY could be used for many potential applications, such as filtration and impact protection.
Auxetic yarns are different from conventional yarns in that the auxetic exhibit a negative Poisson’s ratio (NPR). They get fatter when stretched in the longitudinal direction, which gives auxetic yarns various benefits for making functional products, such as auxetic blast curtains, medical textiles, protective clothing and children’s wear. 1 The helical structure is a novel structure for achieving yarn auxeticity. 2 The auxetic yarn is made from two plies, that is, a thicker elastic core ply and a thinner stiff wrap ply. The wrap ply wraps helically around the core ply and the outer contour diameter of the yarn is larger when stretched. After the principle introduction of helical auxetic yarn (HAY) by Hook in 2003, 3 he and his co-workers developed the HAY, reaching a maximum NPR of –2.1, using the standard manufacturing process. 4 Sloan et al. 5 reported an experimental-based systematic study of monofilament HAY on the yarn geometry, and the maximum NPR was –2.7. Further study on HAY was carried out to investigate the influence of the diameter ratio of the two plies, the wrapping angle and the tensile modulus on the auxetic behavior. 6 It was confirmed that a lower helical angle, a higher diameter ratio of the core to the wrap and an increased tensile modulus of the wrap could achieve a greater value of the NPR.7,8 The maximum NPR of the yarn they achieved was as low as –4.94. This type of auxetic yarn can also be made into fabrics9,10 and composites 4 for various applications.
One of the serious problems for HAY is the easy slippage of the wrap ply along the core ply, rooted in the control of tension applied to the two plies. Aiming at this problem, Lim 11 explored a semi-auxetic yarn by sewing a thin cord, in a triangular pattern, through an elastic fat cord. He found that the Poisson’s ratio of yarn is influenced by the Poisson’s ratio of the fat cord and the initial half angle of the thin cord. Ge et al. 12 presented a four-plied yarn structure with two soft and two stiff plies for auxeticity, which improved the structural stability and displayed a maximum NPR of around –4.5. Zhang et al. 13 created a three-component auxetic yarn coated by silicone rubber gel as a sheath, which exhibited a NPR of around –1.5. The yarn offered a good binding between the core ply and the wrap ply; however, the yarn structure can be restricted by the silicone sheath and the auxetic effect was decreased with the increasing coating thickness of the sheath. Another study was on producing auxetic yarns using the circular braiding technology where the wrap ply was directly braided with the elastic core ply, in which the maximum NPR was found to be –1.1. 14 The structural problem of the yarn was overcome, but the auxeticity of the braided yarn needs to be further investigation. Recent research by Liu et al. 15 proposed a heat treatment for HAYs, where a polyamide (PA) filament with a melting point of 80℃ together with the wrap ply were wrapped around the core ply. Then after the 120℃ heat treatment in an oven, the melted PA improved the contact state between the two plies without tension. However, the melted PA can be used only once under tensile loading and the complex manufacturing process was not suitable for large-scale production. The auxetic yarns produced in this research exhibited a maximum NPR of –1.12. Based on the existing literature, the auxeticity of the HAY still needs to be maximized and the quality of the yarn calls improved for further investigation for large-scale production.
Meanwhile, numerical techniques were used to analyze the behavior of yarns in the decades concentrating on the conventional yarn structures with a non-auxetic effect, such as twisted yarns, 16 wire ropes 17 and three-dimensional (3D) elastica. 18 Afterwards, finite element analysis (FEA) worked well on auxetic yarns. In 2010, Wright et al. 19 evaluated the auxetic behavior of the HAY using the finite element (FE) model. The NPR of the yarn was shown to be as low as –5, and they found that the wrapping angle and the stiffness of the two plies must be considered for achieving HAY auxeticity. Du et al. 7 studied the effect of different parameters of the HAY based on FEA, including mesh size, diameter ratio, tensile modulus of the wrap ply and helical angle. The research results indicated the HAY can be designed by setting parameters and the NPR value can be improved by increasing the tensile modulus of the wrap ply and the diameter ratio of the core ply to the wrap ply, as well as decreasing the helical angle. However, the range of each parameter still needs further expansion for general principles. Recently, McAfee and Faisal 20 presented their work based on HAY using analytical calculations and FEA. Nylon and carbon fiber were used for the core ply and the wrap ply, aiming to maximize the auxetic effect for impact applications. The maximum NPR reached to –12.04 with the critical angle of 7°, but the experimental result may differ compared with the FE result.
Thus, the aim of this study is to investigate the mechanical properties of HAY systematically by using experimental analysis, geometric analysis and FEA. The effects of structural parameters on the HAY were analyzed and each parameter was expanded to a wide range for production. The research concentrates on providing general principles of the HAY, which could assist researchers to produce the yarn efficiently. This is the first report of HAY produced in high quality using two components, which achieved a Poisson’s ratio as low as –9.6 in experiments and –20.94 in FE modeling. The optimization of the yarn quality focused on machinery that could apply to large-scale production.
Methodology
Experimental design
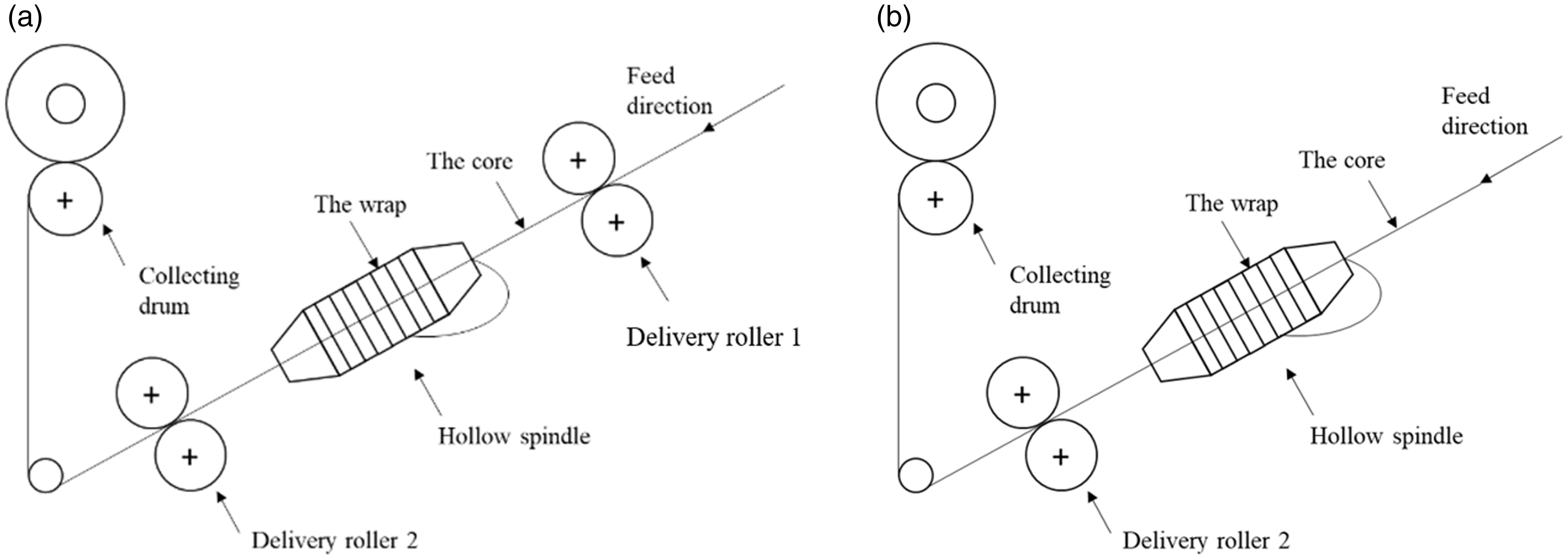
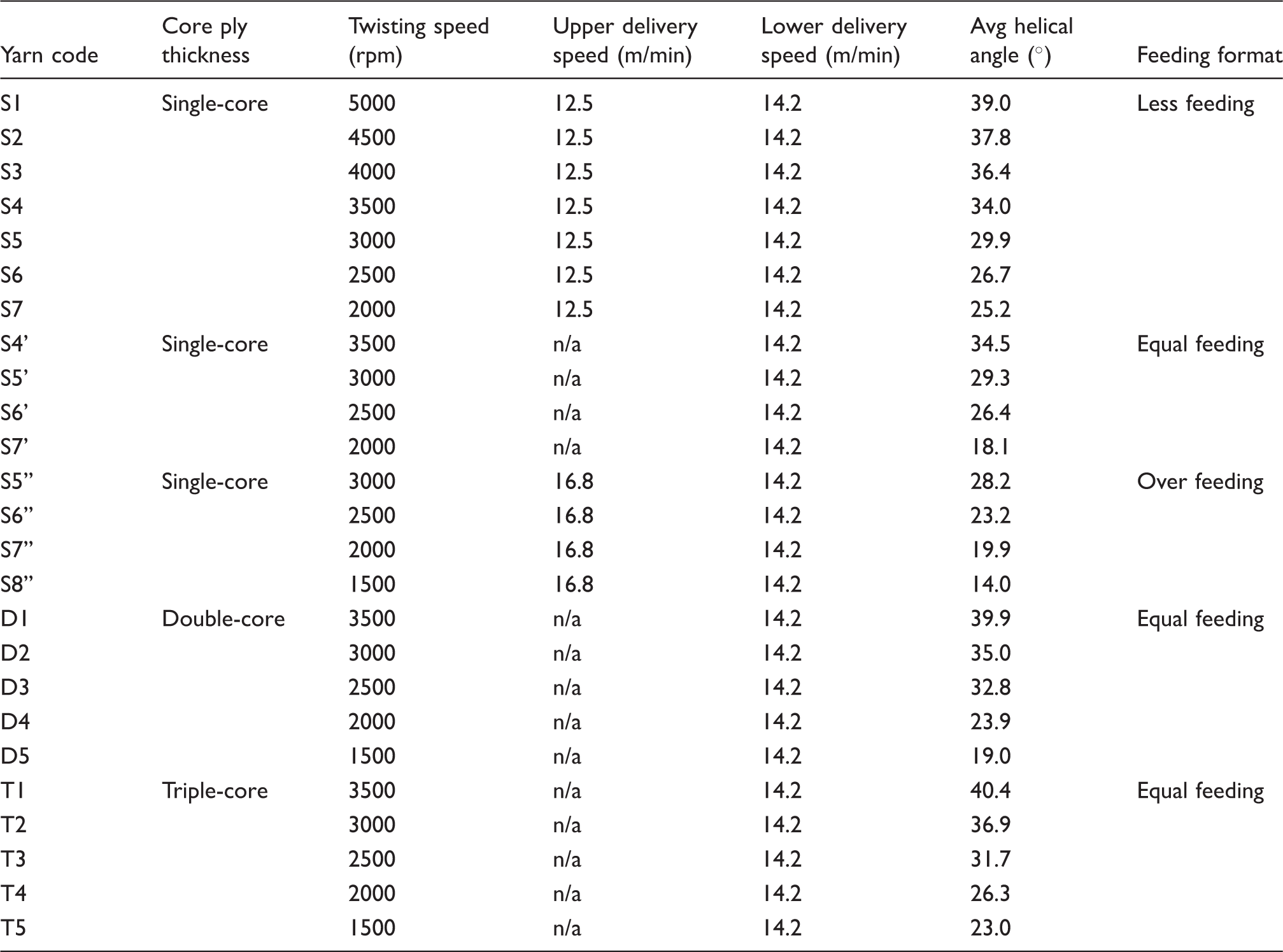
To produce HAYs, a highly elastic polyurethane (PU) multifilament of 241.1 tex and a conventional nylon 6,6 of 16.5 tex were selected as the core ply and the wrap ply, respectively. A hollow spindle fancy-yarn machine (model GDM/MK2/M manufactured by Gemmill & Dunsmore Ltd) was used for the yarn production, where the core and the wrap can be twisted together with different parameters by changing the delivery speed and the twisting speed, as shown in Figure 1. Two methods were used for the manufacture of HAYs, as indicated in Figure 2. One was to use two delivery rollers (two-pair roller system), where the core ply was delivered by the first pair of delivery rollers and before it went through the middle of the hollow spindle. The wrap ply was wound on the hollow spindle and it also entered the middle of the hollow spindle wrapping around the core ply. Then the yarn was directed out from the second pair of delivery rollers and it was finally collected onto the yarn package, as illustrated in Figure 2(a). Another method was to use one pair of delivery rollers (one-pair roller system) after the hollow spindle, which is shown in Figure 2(b), which led the wrapped core ply into the middle of the spindle and delivered the wrapped yarn to the yarn winding unit during production. The differences between the two methods are in the different levels of matching and stretching of the two components. All the produced yarns are listed in Table 1, and the yarn wrapping quality was examined under a Projectina microscope using 10× magnification.
The hollow spindle fancy-yarn machine. Two methods for auxetic yarn production. (a) Two-pair roller system (b) One-pair roller system. Manufacturing parameters of the helical auxetic yarns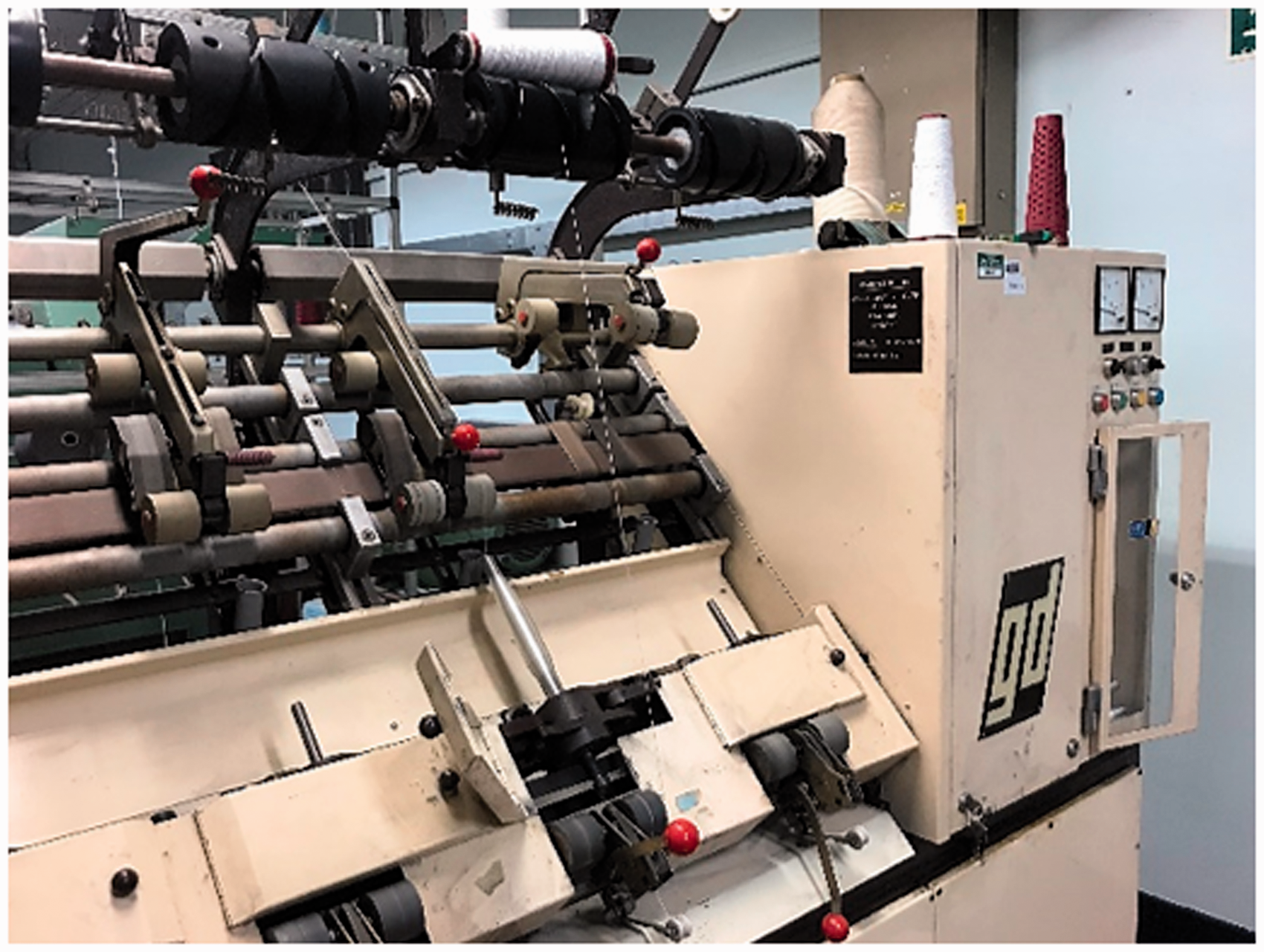
During the production, the wrapping quality of the HAY was found to be a main concern. A high-quality helical yarn is one where the wrapping ply wraps firmly around the core ply. Because of the compressibility of the real textile yarns, the actual wrapping length of the yarn is flexible. More extension of the core ply results in more recovery of it and a longer length of the wrap ply. The length of the wrapping ply per cycle Lw can be calculated using Equation (1), and the measured length, according to experimental observations, should not exceed 5% of the calculated value in order to guarantee the yarn quality

Seven types of yarn, coded as S1–S7, were created for the investigation on the effect of different twisting speeds from 2000 to 5000 rpm on the yarn wrapping quality, keeping the same delivery speed, as the helical angle of the yarn is not controllable and the twisting speed can be changed at every 500 rpm interval. It was found that the wrap ply is too loose when the twisting speed is lower than 3500 rpm, corresponding to the helical angle around 34°, as shown in Figure 3(a). This could be because the two pairs of delivery rollers showed less feeding and there existed some stretch of the core ply during the production. Then, four types of yarn, coded as S4’–S7’, were produced by one roller system representing the equal feeding of the yarn with the same delivery speed of 14.2 m/min. The quality of the yarn was slightly improved because of the decreased tension of the core ply. Therefore, yarns S5’’–S8’’ were manufactured using two roller system with 34.4% increased speed of delivery roller 1 corresponding to the over feeding format, which could achieve the best quality of the yarn, as shown in Figure 3(b). The range of the helical angles for the stable yarn was expanded to around 14.0°. In addition, to explore the relationship between the auxetic effect and the diameter ratio of the two plies, double-core yarns (D1–D5) and triple-core yarns (T1–T5) were created using the equal feeding format, as listed in Table 1.
Different feeding formats of the yarn. (a) Less feeding (b) Over feeding.
Geometric calculation
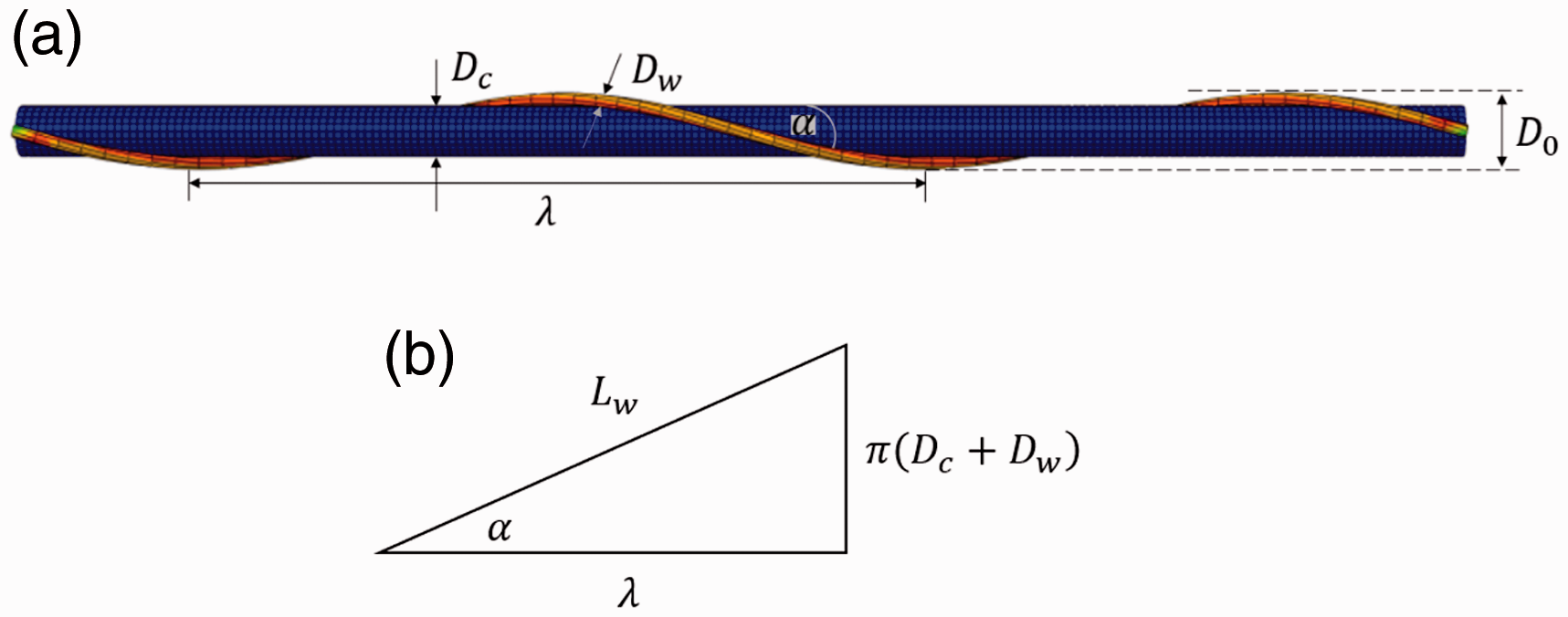
Based on the theoretical analysis of the HAY, the initial helical angle and the deformation of the outer contour diameter of the yarn can be calculated using the geometric model.5,7 In the illustration shown in Figure 4(a), the wrap ply twines around the core ply without tension and the initial helical angle α is represented by the core length per helical cycle λ. The helical cycle of the HAY can be rolled out on a surface and a trigonometric relationship is formed, shown in Figure 4(b). Then, the initial helical angle α can be calculated by using any combination between the λ and the diameters of the two plies, as shown in Equation (2). The initial diameter of the yarn D0 is expressed in Equation (3)
The helical auxetic yarn in the initial state: (a) geometric definitions; (b) trigonometric relationship.
5


According to Du et al.,
7
the two plies swapped their position when the load was large enough applied in the longitudinal direction, as shown in Figure 5. From the initial state to the fully loaded state, the helical radius of the wrap ply decreases and the wrap ply becomes in the center of the HAY. In addition, the radius of the core ply R is changed as well during the stretching, and it is yielded in Equation (4). Figure 6 illustrates the cross-sectional graph of the HAY. The distance between the center of the cross-sectional core ply and the center of the HAY is r, which can be calculated using Equation (5). From the initial state to the fully loaded state, the outer contour diameter of the yarn D is the larger value of D1 or D2, as shown in Equation (6). The values of D1 and D2 depend on the crimp shape of the core ply and that of the wrap ply, respectively
The helical auxetic yarn in the fully loaded state. The expanded graph of the helical auxetic yarn (HAY).
7





After the wrap ply is straightened, further loading makes the HAY thinner until the wrap ply is broken. So, in the further loading state, the outer contour diameter of the yarn depends on the period of the helical shape of the core ply, and the helical radius of the core ply axis r is expressed in the following equation

By using Equation (7), the outer contour diameter of the yarn D is calculated as follows

In the case that multiple numbers of core plies are used, the profile diameter of the bundle is assumed as the diameter of the core ply.
FE modeling
To investigate the effects of the HAY under tension, FEA was adopted using ABAQUS 6.14 software. There are five main steps for modeling. Firstly, a geometric model is created consisting of two parts. One is a cylinder with the diameter of 0.68 mm representing the core ply of the HAY; the other is a helix with the thickness of 0.17 mm corresponding to the wrap ply of the HAY. The cross-section of the two plies is assumed as circular. Secondly, a super elastic property is assigned to the core ply with the Young’s modulus of 30 MPa and the Poisson’s ratio of 0.48. An elastic property is applied to the wrap ply with the Young’s modulus of 1850 MPa and the Poisson’s ratio of 0.42 following the data in the experiments above. Thirdly, a tensile loading is applied to one end of the HAY with the speed of 1 mm/s assigned as a fixed constraint applied to other ends. During the tensile loading, the hard contact property between the two plies is applied in the model. Then, in order to achieve reasonable accuracy of the model, five different mesh sizes were experimented with the same initial helical angle of 28° and the diameter ratio of 4:1, as shown in Table 2. The mesh size of the wrap ply is set as three times larger than that of the core ply.
21
Then, a non-linear relationship between the NPR and the mesh sizes is generated, as shown in Figure 7. The denser mesh size results in higher auxetic behavior, which is closer to the geometric calculation and the experimental result. In ABAQUS, it is too time consuming when the mesh size of the model is set as infinitely small. Therefore, the lowest mesh size of M1 is used for the HAY model, which can provide accuracy and efficiency. The comparison between the experiments and the FE with the mesh size of M1 is shown in Figure 8. It was found that the two values had a good accordance with each other. They exhibited a positive Poisson’s ratio first and subsequently decreased with the increasing strain. The highest value of the FE was much larger than that of the experimental result from the axial strain of 0–2.5% because the produced yarn was not as sensitive as the FE model and it was too difficult to measure a dense interval strain in the experiments.
Relationship between the Poisson’s ratio and the mesh size. Comparison between the experiments and the finite element (FE) values. Input parameters of the mesh size
In the study of mesh sizes, three types of mesh were experimented. It was found that the tetrahedral and the wedge elements have the problem of being overly stiff, and this finding is supported by Sadowski and Rotter.
22
Thus, the hexahedral element shape with the C3D8 model is adopted for the model. Finally, the job is created for running until the wrap ply of the HAY is broken. In addition, to validate the results of the model, a method of the mean absolute percentage error (MAPE) was used,
23
as shown in Equation (9). The MAPEs of the FE results were all lower than 10% compared with the experimental results

Results and discussion
Tensile property
In order to investigate the tensile property of the HAY, a polyester (PET) wrap ply with the linear density of 11.1 tex was involved for making a yarn. Figure 9 illustrates the tensile behavior of different yarns, including PU, PA 6,6, PET, the HAY made from the polyester wrap ply (HAY-PET) and the HAY made from the PA 6,6 wrap ply (HAY-PA 6,6). Compared with PA 6,6, HAY-PA 6,6 displayed larger tensile strain and slightly higher load bearing due to the involvement of the PU core ply. Similarly, HAY-PET showed much higher extension than PET and the axial strain depended on the wrapping number of the HAY. Combined with our previous study on HAY, the helical structure of the yarn demonstrated lower tensile rigidity compared with the parallel structure of the yarn, and these two structures had no effect on the tensile stress.
24
Tensile property of different yarns. PU: polyurethane; PA: polyamide; PET: polyester; HAY: helical auxetic yarn.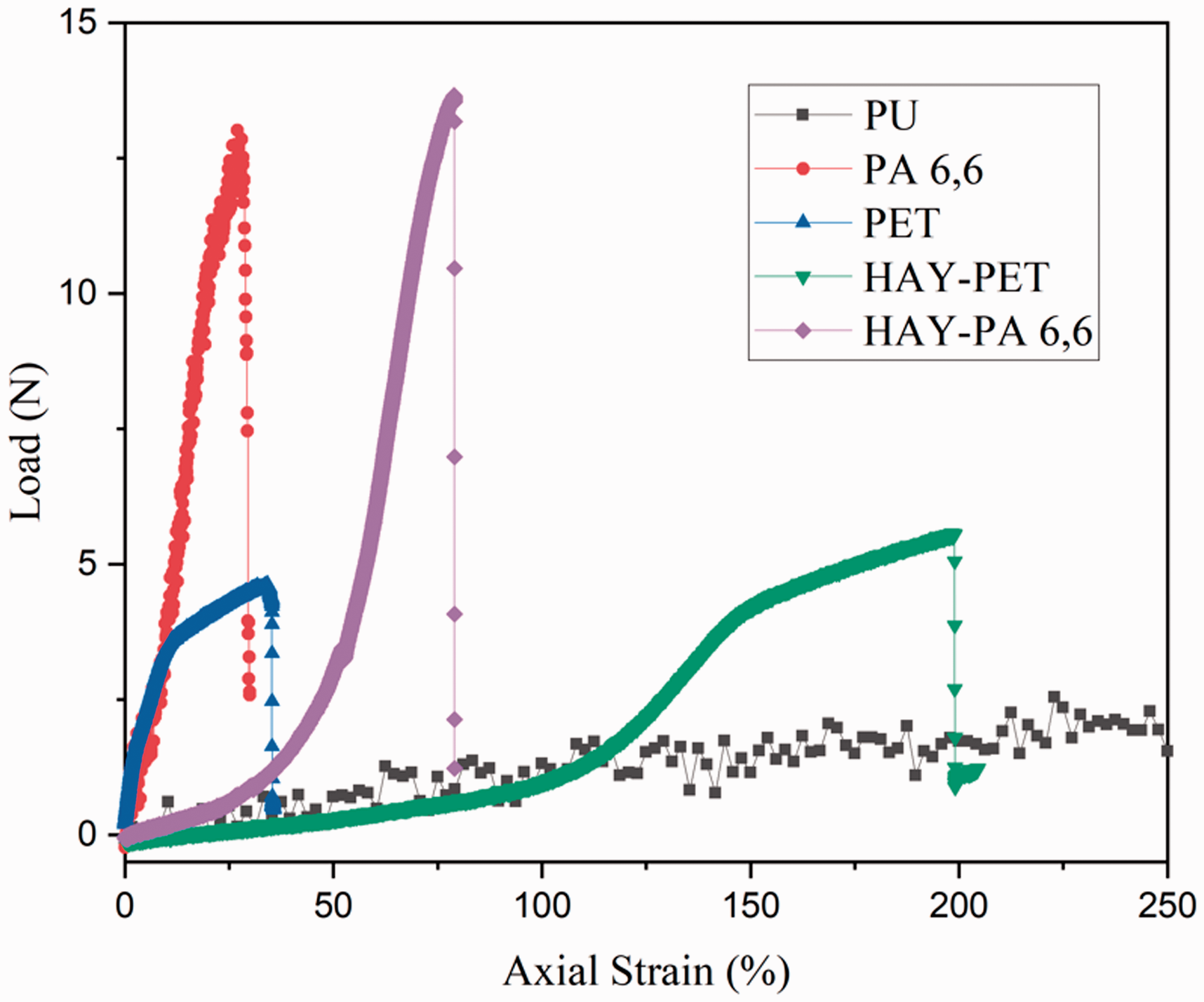
Yarn auxeticity
Three factors, that is, the initial helical angle, the diameter ratio of the core ply to the wrap ply and the tensile moduli of the two plies, were studied experimentally and numerically for their effects on the auxetic performance of the HAYs. To measure the change of the outer contour diameter of the yarn in experiments, a micro-focus camera (Jiusion 1000X USB Digital Microscope) was used during the tensile test following the standard ASTM D382225 on an Instron machine with Instron Bluehill software. The camera captured 48 pictures per minute, corresponding to a 2.5% interval axial strain of the yarns. Upon achieving the yarn strains in the axial and transverse directions, the Poisson’s ratio v was calculated as follows
2

In order to achieve a representative value of Poisson’s ratios, a mean absolute deviation (MAD) test was involved
26
and all the selected data were followed by the MAD method. The MAD can be calculated as follows

Then, each sample was tested 10 times and their median value was used for the parametric study below.
Effect of the initial helical angle
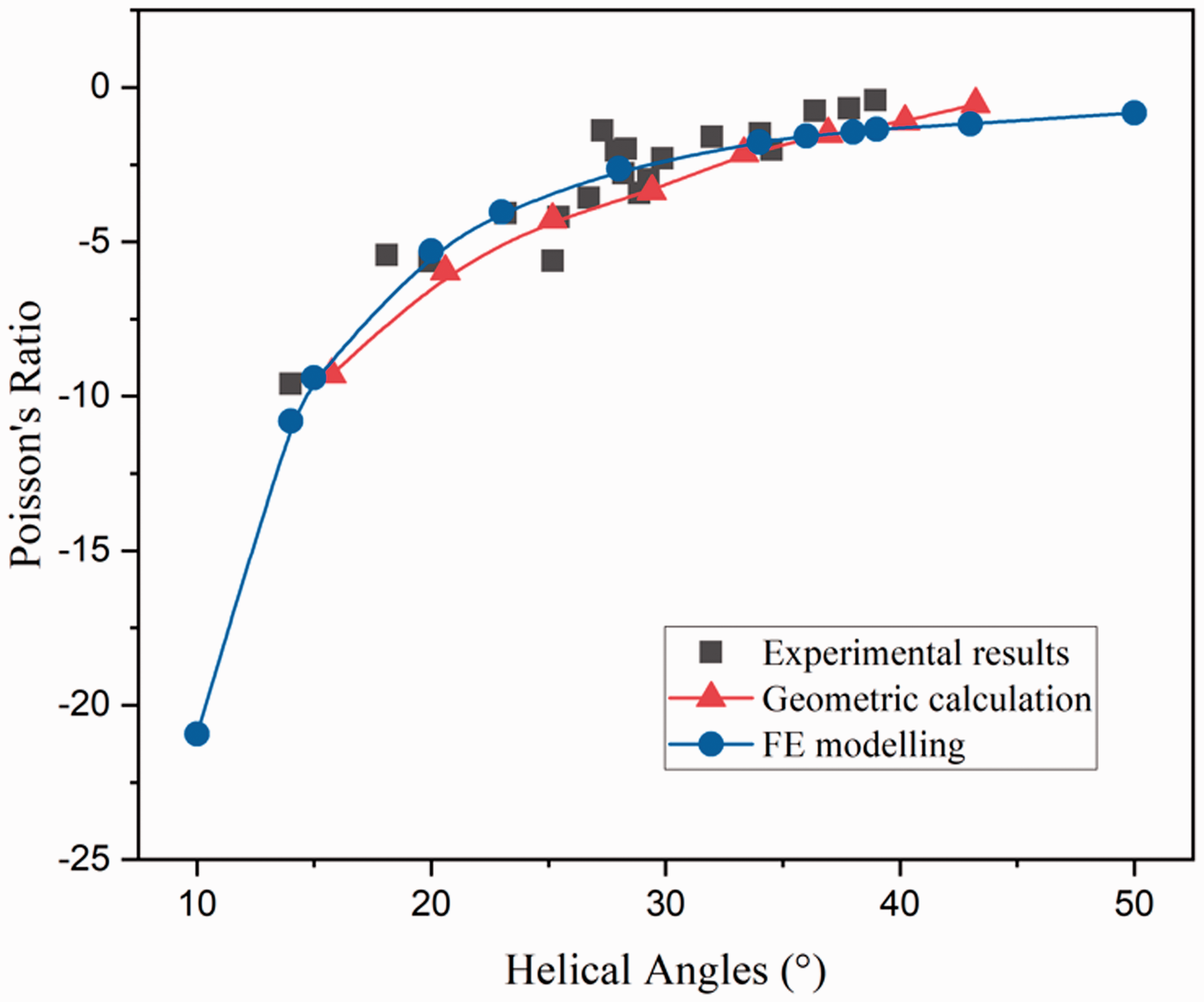
Figure 10 demonstrates the Poisson’s ratio of single-core auxetic yarns produced with different helical angles. The Poisson’s ratio has become smaller with the decreasing twisting speed from S1-38.96° to S8’’-14.01°, which indicates that the core filament has more space to be deformed with fewer wraps or a smaller helical angle. Figure 11 illustrates the relationship between the Poisson’s ratio and the helical angles. The Poisson’s ratio is gradually reduced as the helical angle decreases, corresponding to the principle that a lower helical angle leads to a higher auxetic behavior.
8
The maximum NPR can be achieved as –9.6 with the helical angle of approximately 14.0° based on the experiments; however, the values achieved from the geometric calculation and the FE modeling are –9.3 and –10.8, respectively, because the shape of the yarn is assumed as a cylinder with a hard contact of the binder. In this figure, the trends between the experiments and the theoretical results are almost identical, with a low MAPE of 9.29%. Then, based on the experimental values, the helical angles can be extended from 50° to 10° in the FE model. The relationship between the helical angles and the Poisson’s ratio has two regions. From the helical angle of 10° to around 20°, the HAY is more sensitive as the Poisson’ ratio dropped quickly by changing a small value of the angle. From the helical angle 20° to 50°, the gradient of the auxetic effect decreased with the increasing helical angles and the HAY is not as sensitive as in the first region. The maximum NPR of the yarn could reach –20.94 with the angle of 10° in simulation.
Poisson’s ratio of single-core auxetic yarns. Relationship between the Poisson’s ratio and the helical angles. FE: finite element.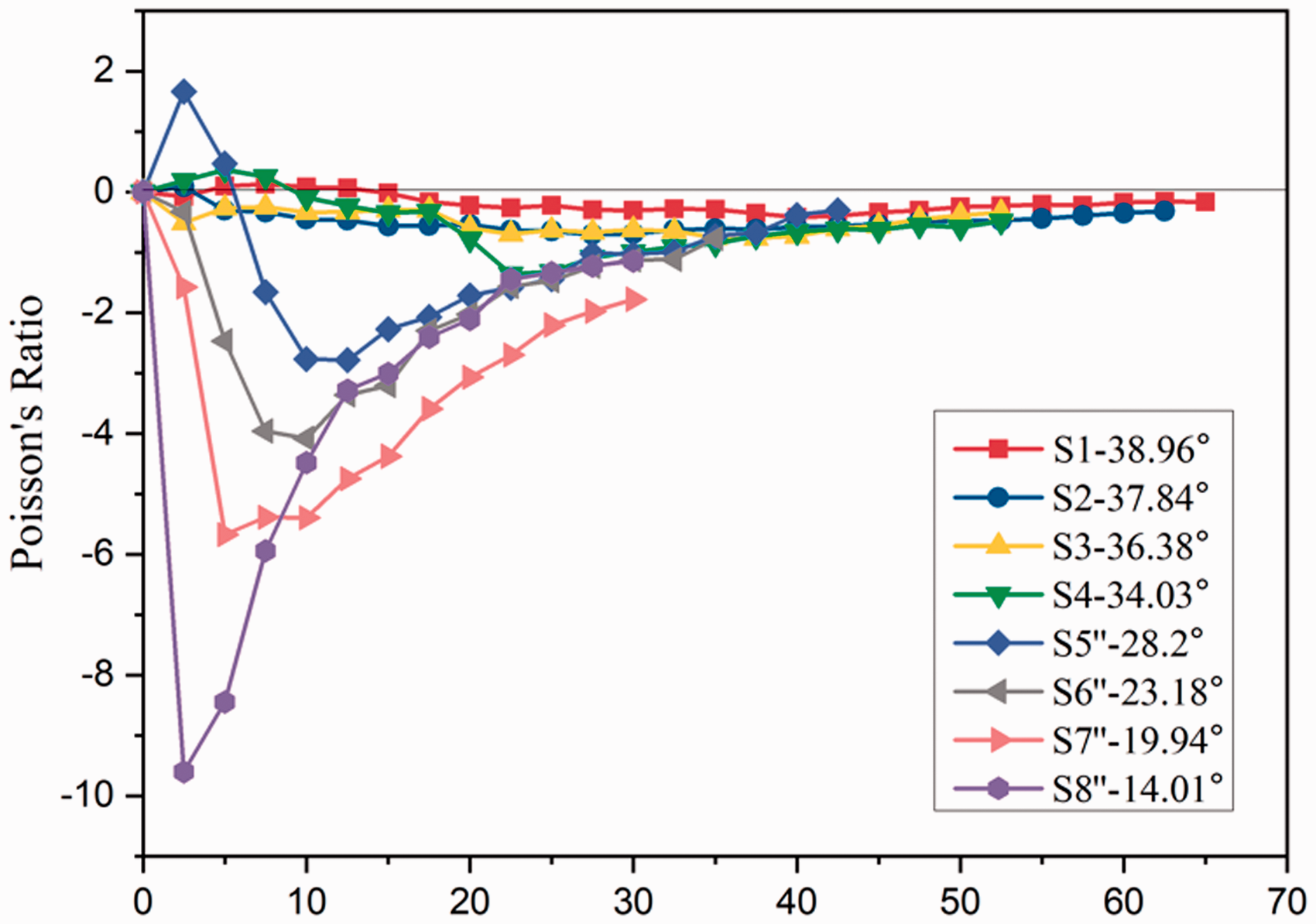
Effect of the diameter ratio
Practical results
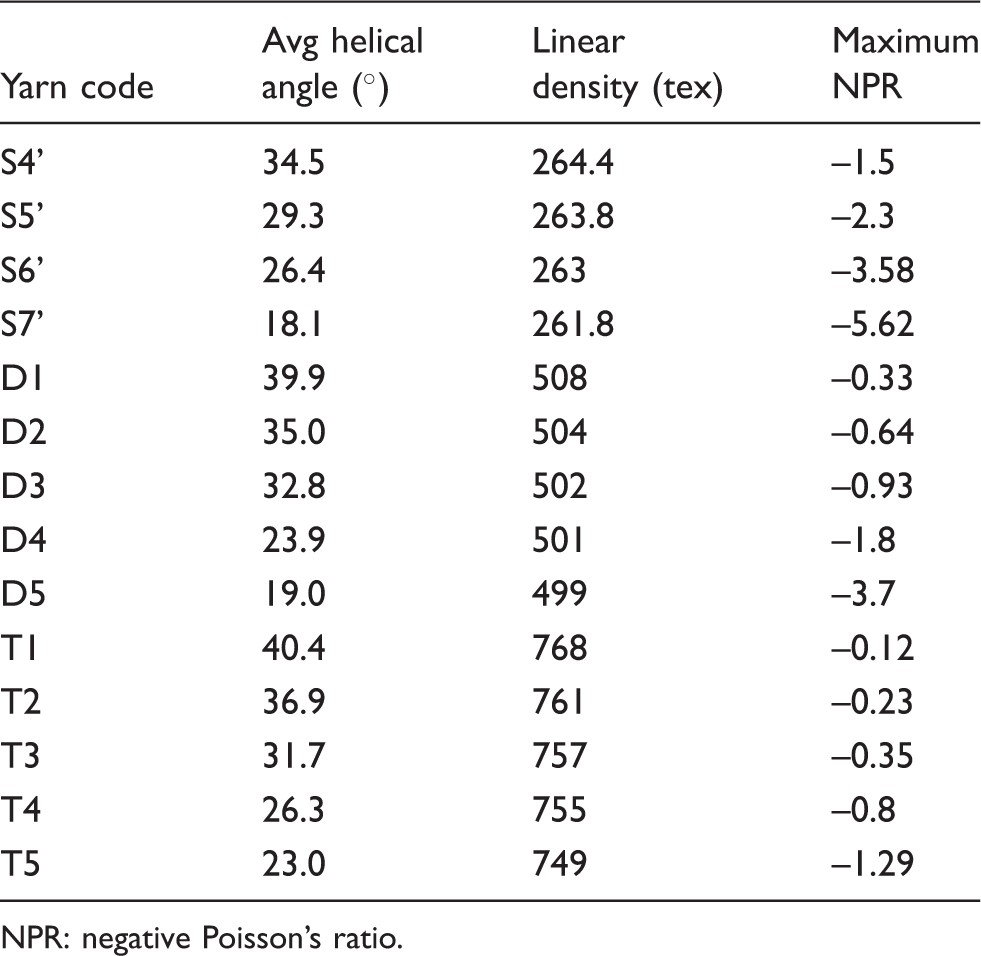
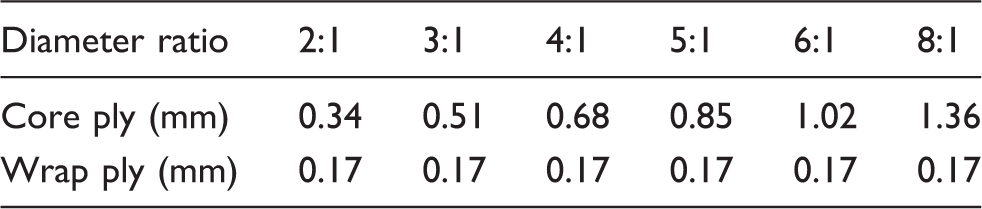
In order to investigate the effect of diameter ratio on the Poisson’s ratio, three types of yarn were spun, that is, single-core, double-core and triple-core. The details of these yarns are shown in Table 3. With the same twisting speed and the delivery speed applied to making the single-core and double-core yarns, the triple-core yarns generated higher Poisson’s ratios among all five samples due to the contraction within the multi-core filaments. The helical angles were slightly increased as the core filament became thicker. Figure 12(a) shows a comparison between the single-core, double-core and triple-core yarns. It was noted that thicker cores led to higher helical angles because the yarn length became shorter for one helical cycle of the binder. Moreover, with the same helical angle of the yarn, a thicker core resulted in a lower value of NPR, as indicated in Figure 12(b), where the single-core and triple-core yarns with the same helical angle of around 26° were compared. In this figure, the triple-core yarn T4 started to be extruded at approximately 5% axial strain, but the single-core yarn S6 showed a later extrusion at around 7.5% axial strain. The maximum NPRs of yarns T4 and S6 were achieved when the axial strain increased to 12.5% and 15%, respectively. Yarn T4 exhibited a much lower NPR of –0.8 than yarn S6, which had a value of –3.58. This phenomenon showed that a larger diameter ratio led to a lower auxetic effect, and there are two reasons that can explain it. Firstly, the auxetic effect was decreased because the space within the multi-core ply led to a large initial diameter of the yarn and the spaces can easily be contracted with each other. Secondly, the thicker core ply was too soft such that the wrap ply was a eaten by the core ply when it was straightened during the stretching, that is, the core ply cannot be fully deformed as a helical shape.
Poisson’s ratio of helical auxetic yarns with different core diameters. (a) The yarns with the same twisting speed (b) The yarns with the same helical angle. Parameters of the single-core, double-core and triple-core yarns using the equal feeding process NPR: negative Poisson’s ratio.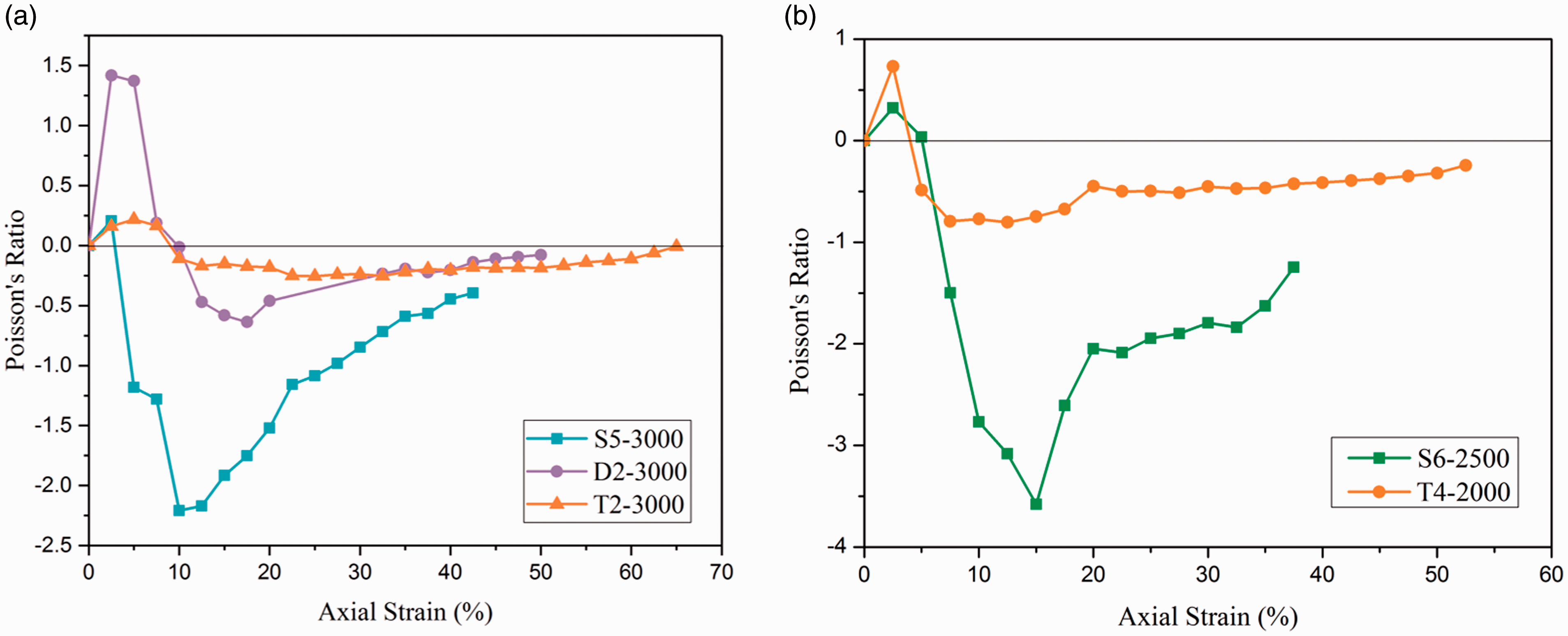
Simulation
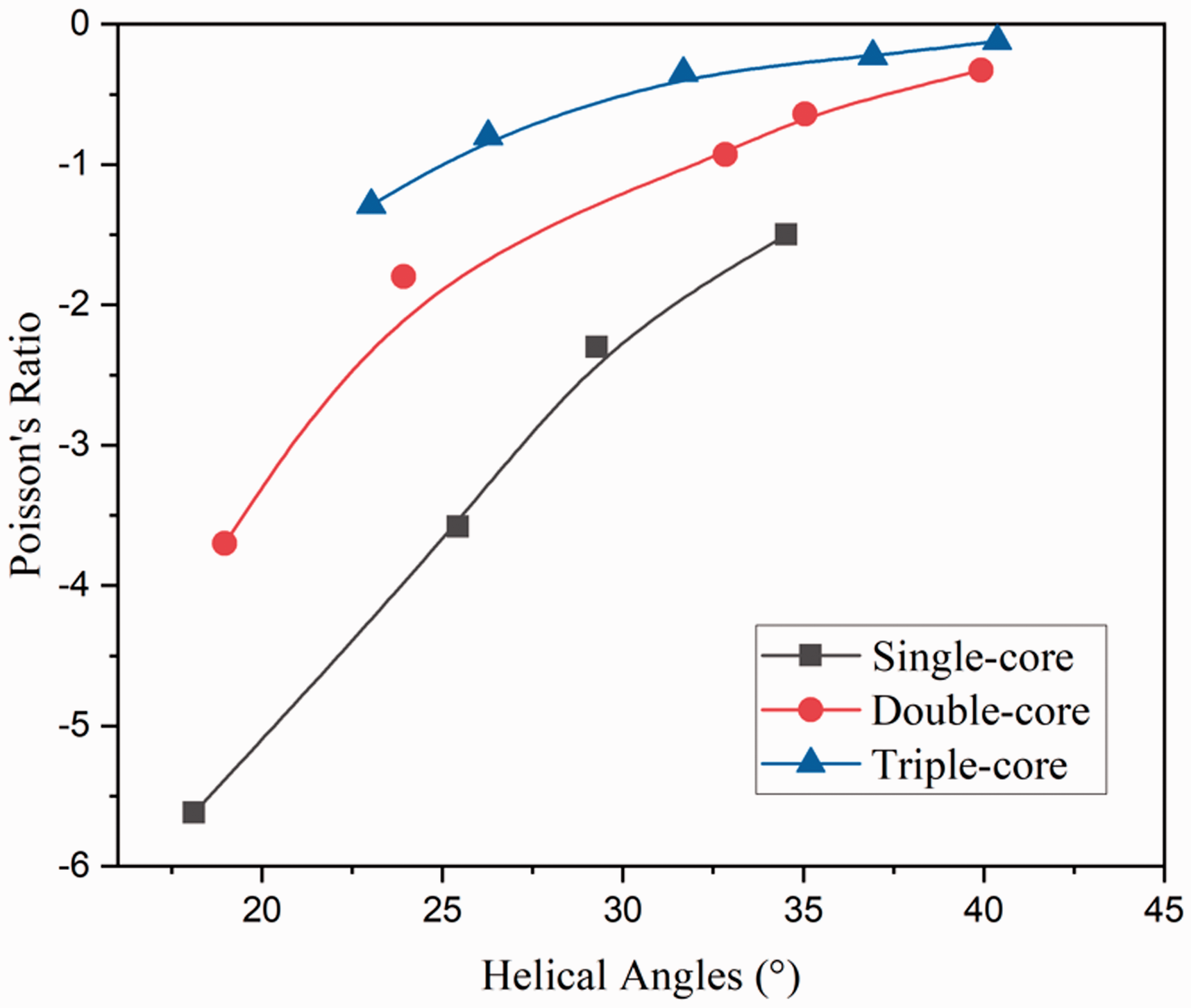
To verify the above phenomenon, geometric models of six types of HAYs were set up using ABAQUS 6.14 with different diameter ratios of the core ply to the wrap ply, the details of which are listed in Table 4. All the models were generated having the same initial helical angle of 28°, and the relationship between the NPR and the diameter ratio is illustrated in Figure 13. Because 1 was taken for the wrap ply in the diameter ratio, the integer numbers 2–8 are used in the figure to represent the ratio. It reveals a NPR peak at the diameter ratio of 4:1, indicating the greatest auxetic effect. This result coincides the experimental finding that the increasing diameter of the core ply led to a less obvious effect. This could be because the diameter ratios of the double-core yarn and the triple-core yarn were much larger than the peak point of 4:1. Thus, a concave relationship was discovered. The auxetic effect is larger with the increasing diameter ratio from 2:1 to 4:1. When the ratio reached 4:1, further ascending the ratio made the auxetic effect smaller. Figure 14 demonstrates the influence of the helical angle on the NPR for yarns with the three different numbers of core plies obtained experimentally, representing the single-core, double-core and triple-core yarns. It was noted that the triple-core yarn exhibited the lowest auxetic effect and the single-core the highest.
Relationship between the Poisson’s ratio and the diameter ratio. The negative Poisson’s ratio of the yarns with different numbers of core plies in experiments. Input parameters of the diameter ratio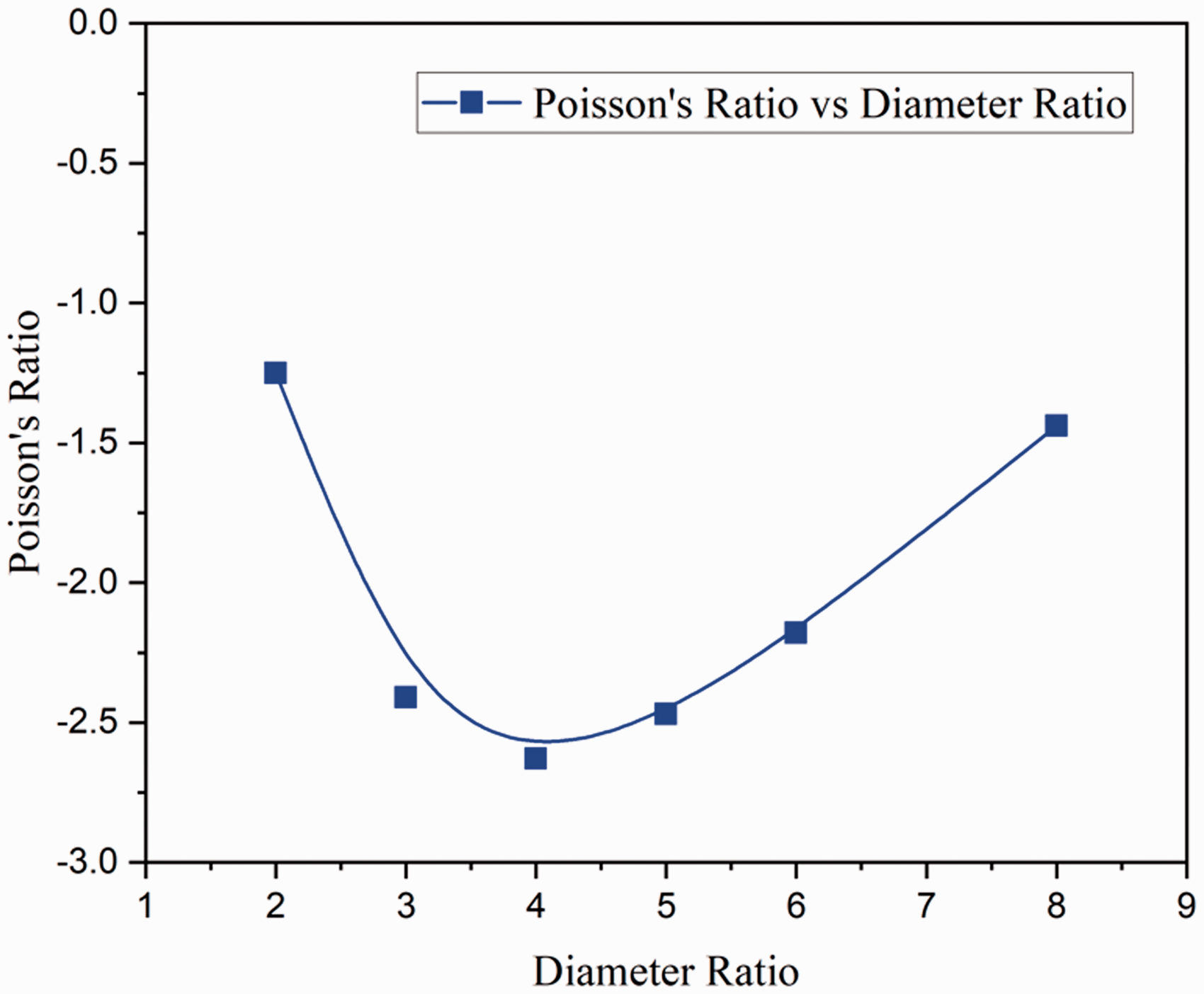
Effect of the tensile modulus
Tensile modulus of the wrap ply
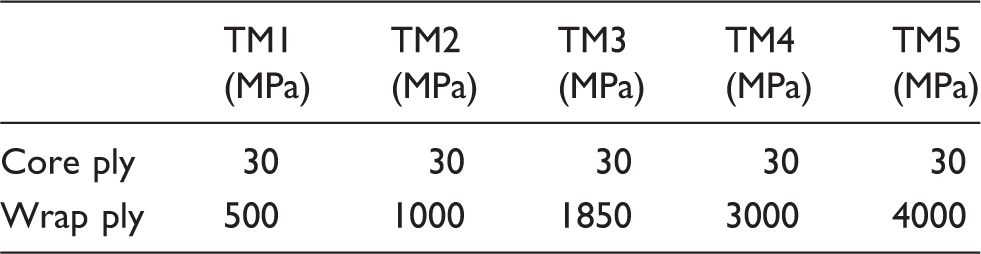
To explore the HAY variation, wrap plies with different tensile moduli were created for the FE models. The moduli of the two plies were obtained from the experiments, with the moduli of the core ply being 30 MPa and that of the wrap ply 1850 MPa, and this model was coded as TM3. Then the moduli of the wrap ply was assumed to be 500, 1000, 3000 and 4000 MPa for numerical investigation, coded as TM1, TM2, TM4 and TM5, respectively, as shown in Table 5. The other parameters of the model, including the modulus for the core ply, were kept constant with the initial helical angle of 28°, the diameter ratio of 4:1 and the mesh size of M1. Figure 15 demonstrates the results of the HAYs with different tensile moduli for the wrap ply; the relationship between the NPR and the axial strain, shown in Figure 15(a), resembles that from the experiment. When the tensile moduli of TM1 was used for simulation, no auxetic effect was apparent for the corresponding HAY, and the Poisson’s ratio was 0.05, while the Poisson’s ratio became negative by increasing the wrap modulus from 500 to 600 MPa. It was revealed that the auxetic effect was more obvious and the gradient of the curve became lower with the ascending tensile modulus of the wrap ply, as illustrated in Figure 15(b). This obviously provides a reference for selecting ply materials, and it suggests that the tensile modulus of the wrap ply should be at least 20 times larger than that of the core ply for achieving any yarn auxeticity.
The Poisson’s ratio of helical auxetic yarns with different tensile moduli of the wrap ply. (a) Poisson's ratio vs axial strain (b) Poisson's ratio vs tensile modulus. Assumed tensile moduli of the core and wrap plies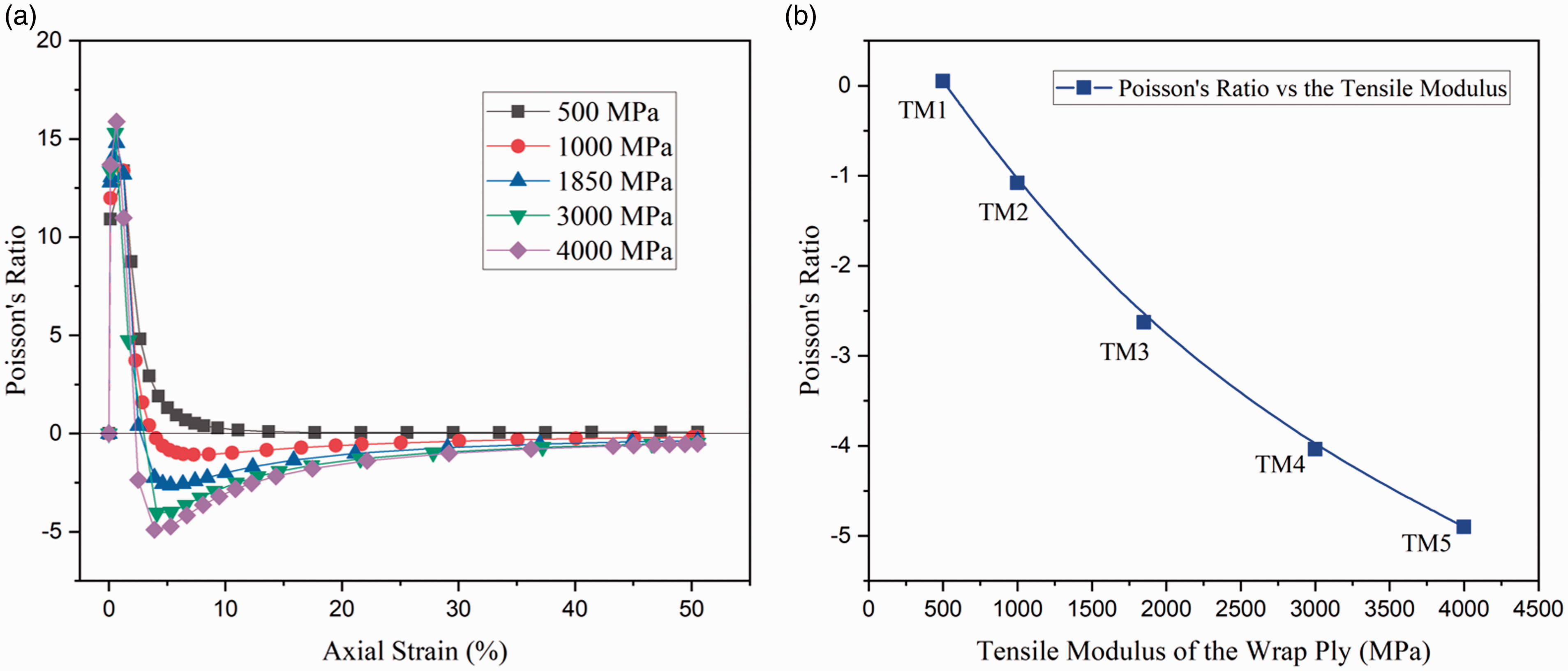
Tensile modulus of the core ply
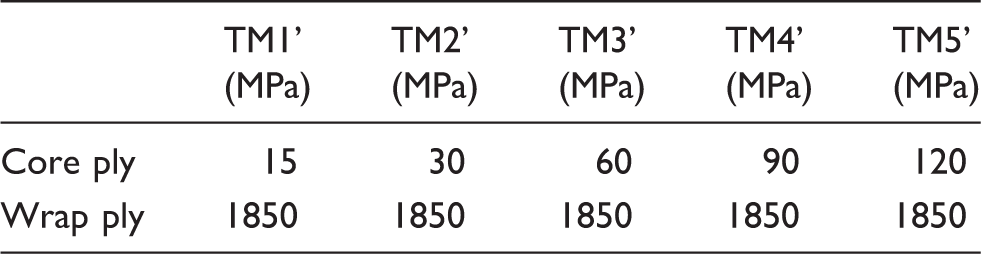
Different tensile moduli of the core ply were experimented on in the simulation; the moduli levels used for the simulation are listed in Table 6. For this investigation, the tensile modulus of the wrap ply was kept constant at 1850 MPa and that of the core ply was changed from 15 to 120 MPa, which was coded TM1’–TM5’, respectively. It is seen in Figure 16(a) that when the modulus of the core ply is sufficiently high, the HAYs would not show auxeticity, and the lower the core modulus, the more obvious the yarn auxeticity. Figure 16(b) plots the relationship between the NPR and the modulus of the core ply, which shows that as the tensile modulus of the core ply was decreased the yarn auxeticity became more sensitive, such as in the case of TM1’–TM3’. This also supports the claim that the tensile modulus of the wrap ply should be at least 20 times higher than that of the core ply, as the Poisson’s ratio of TM4’ is negative and the Poisson’s ratio of TM5’ is positive.
The Poisson’s ratio of helical auxetic yarns with different tensile moduli of the core ply. (a) Poisson's ratio vs axial strain (b) Poisson's ratio vs tensile modulus Input parameters of the tensile moduli of the core ply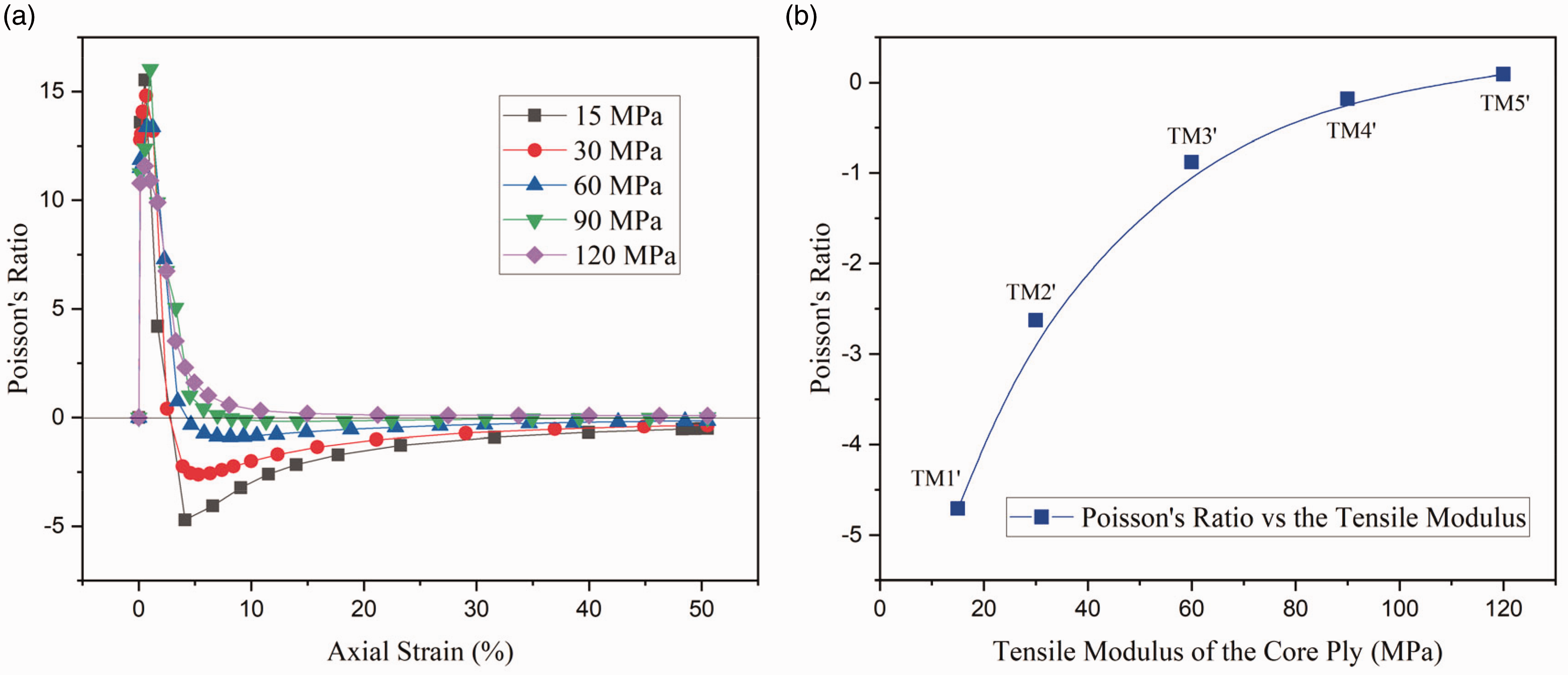
Conclusion
This paper reported the experimental and numerical analyses of HAY systematically by using three different methods. The properties of the HAY were investigated and the effects of the key parameters on the Poisson’s ratio were discussed. The conclusions can be drawn as follows.
The problem of the yarn quality has been overcome and the maximum NPR of the yarn were achieved as low as –9.6 for the single-core yarn with the helical angle of 14.0° experimentally. The auxeticity was further explored numerically where when the helical angle is 10°, the NPR reached –20.94. The research results revealed that a lower initial helical angle of the HAY leads to a higher auxetic effect, and the yarn is more sensitive when the angle is smaller. For a given core and a given binder, both experimental and numerical studies suggested the existence of the smallest helical angle. A concave relationship between the diameter ratio and the NPR was discovered through the numerical analysis, which is a new finding not reported yet in the literature. This was supported by the experimental results. The combination of the tensile moduli of the two plies has been found to have great influence on the NPR. It was indicated that the tensile modulus of the wrap ply should be at least 20 times higher than that of the core ply to achieve the auxetic effect.
The NPR of the HAY indicates great potential for many technical applications, and the reported finding in this paper could be used for researchers to select the best structural parameters for yarn auxeticity. The performance of auxetic fabrics made from the HAYs will be reported in future publications.
Footnotes
Acknowledgements
The authors are grateful to experimental officers Peter Moroz, Stephen Gillespie, Adrian Handley and Stephen Cowling for their technical support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.