
Abstract
We reported previously that treatment of polyamide 66 with a mixture of CaCl2/EtOH/water results in a significant increase of surface roughness. A higher surface roughness is correlated with greater light scattering propensity, and therefore we investigated if polyamide 66 fabrics treated with the mixture exhibit lower ultraviolet (UV) transmission. The work was performed on a commercially available plain-woven polyamide 66 fabric, and the UV protection factor (UPF) increased from a value of 25 (of the fabric as received) to >100 (after a 1-min treatment with the mixture). There was no significant change in cover factor of the fabric. As the solvent mixture is environmentally benign and the desired effects are obtained with short treatment times, we believe this process may be a more sustainable alternative to the use of UV absorbers that is the state-of-the-art technology at the present time. In this paper, we have described the treatment and its effects on substrate topography and mechanical properties.
Keywords
The interaction between ultraviolet (UV) radiation and our skin has been well documented and the occurrence of skin cancer has been increasing in the last decade, which has been found to be a direct consequence of overexposure to UV radiation. 1 The energy spectrum of the sun that reaches the earth ranges from a wavelength of 280 nm to 3000 nm. The wavelength range of UV radiation lies between 290 nm and 400 nm. 2 The UV radiation is divided into three areas, UV-A, UV-B and UV-C. UV-A is the region with the longest wavelength (320–400 nm). It can penetrate into the dermis and causes premature ageing of the skin. The higher energy UV radiation is UV-B (290–320 nm). It penetrates into the skin and causes the formation of stable pigments and it can lead to damage of the skin, such as skin reddening or sunburn. UV-C (10–290 nm) is filtered by the ozone layer, thus it is not reaching the earth, otherwise it would be highly damaging to the human skin. 3
The ozone layer is a very important factor preventing the human skin from UV radiation. However, at the beginning of the 1980s an ozone depletion was observed and subsequently higher UV-B radiation was detected. 4 Therefore, protection of the skin from sunlight and especially UV radiation has become essential. Sunscreens, avoidance of sunlight during highest intensities and wearing protective clothing are some possibilities to protect the skin from damages caused by UV radiation. Particular interest has been focused on textiles and the improvement of fabrics and clothes to enhance sun protection. 5 The UV protection of textiles depends on their fiber type (i.e. chemical structure of the polymers), presence of additives such as UV absorbers, construction parameters of the fabric, moisture uptake and colour of the fabric.6–11
The bulk of UV transmission may be blocked simply by changing fabric construction, namely by increasing the mass/area. However, with the advent of performance apparel and its emphasis on reduction of weight and increasing fabric breathability, there are limits to the extent to which the fabric alone can reduce UV transmission, and thus the use of UV absorbers has gained prominence.
Aliphatic polyamide 66 (PA66) is known to have a high UV transmission. However, the presence of TiO2 within the fiber is increasing the UV protection factor (UPF) of the PA66 fabric. 12 An increase of the UPF of a PA66 fabric without the use of TiO2 is desired, which is also not affecting the cover factor of the fabric. Thus, a previously reported eco-friendly solvent consisting of calcium chloride, water and ethanol, which is less harmful, compared with standard solvents for PA66 such as phenol or formic acid, is used to treat the surface of the fabric and increase the UPF. 13 Compared to the addition of UV absorbers on the fabric such as TiO2, the increase of UV scattering through surface modification is a sustainable approach. Not only is the processing and chemistry more sustainable, the effect shown in this research is a physical property and therefore a permanent effect. This method allows for higher UV protection without the addition of any hazardous chemicals, which could also be problematic in recycling of the polymer. This research focused on the interrelationship between UPF and cover factor as well as the influence of scattering of UV radiation through surface modification. We studied the effects of the treatment on mechanical properties, cover factor and resulting UPF values, and also the changes in the properties with increasing treatment times.
Experimental section
Materials
A commercially available plain-woven PA66 fabric was investigated in this work and kindly supplied by Adidas AG. The fabric consists of 100% continuous PA66 fibers with a grams per square meter (GSM) of 9.3 g. Calcium chloride dihydrate (CaCl2.2H2O analytical grade, Sigma-Aldrich, Austria), ethanol (99.9% for analysis, Österreichische Agrar-Alkohol HandelsgesmbH), and deionized water were used to prepare the treatment solvent.
Fabric treatment
The solvent was prepared by dissolving CaCl2.2H2O in deionized water and after cooling to room temperature the ethanol was added. The composition of the mixture was 12.50 mol% CaCl2, 68.75 mol% H2O and 18.75 mol% EtOH and it caused swelling of the PA66 fibers.
The fabrics were cut to a size of 25 × 25 cm and were treated with the solvent for 0.5–4.5 min. The treatment was stopped after the designated time by dilution with water. The solvent was removed from the fabric by extensive washing with deionized water. Afterwards the samples were allowed to dry at room temperature overnight.
Light microscopy
The cover factor of samples was determined on an SZX16 stereomicroscope (Olympus, Austria) with attached digital camera, with backlight illumination, using the onboard software. The samples were observed at a magnification of 10× and the captured images were then processed using the analysis software ImageJ, where an analysis tool measured the area of the textile and the area of open spaces of the captured image.
Cover factor
From these values, the cover factor (CF) was calculated as a percentage using the following equation


UV spectrophotometry
In these experiments, a Zeiss MCS 521 UV-Vis spectrophotometer (Carl Zeiss AG, Germany) equipped with a Zeiss CLH500 deuterium lamp and Schott UG11 fluorescence filter was used. The analytical technique evaluated the transmission properties of the samples as a function of wavelength (from 290 to 400 nm).
UPF
The UPF quantifies the protection offered by a textile against harmful UV rays with one value. It is defined as the ratio of the effective UV radiation irradiance calculated for unprotected skin to the average effective UV radiation irradiance calculated for skin protected by the test fabric. 16
Specifically, to determine the UPF through in vitro methods, an effective UV radiation dose (ED) for unprotected skin is calculated by summing the products of the incident solar spectral irradiance, the erythemal spectral effectiveness, and the bandwidth of wavelengths measured for the wavelength range of 290–400 nm. This calculation was repeated with an additional weighting of transmission through a fabric to yield the effective dose for protected skin (EDm). The UPF of a specimen is therefore defined as the ratio of ED to EDm.
11

The relative erythemal spectral effectiveness value ensures that sufficient weighting is given to the biologically effective wavelengths below 315 nm or UV-B.17,18 The most highly weighted wavelengths occur around 305 nm. This weighting is appropriate, as UV-B is more damaging to the human body than UV-A. 19
The following statistical correction was applied to attain the rated UPF of a sample

Air permeability
The fabric samples were measured in accordance to EN ISO 9237:1995, where the international standard describes a method for the measurement of the permeability (R) of fabrics to air. The samples were conditioned in the test environment prior to the experiments for 24 h. The results have been expressed in meters per second, using the equation

Bending length and flexural rigidity
The flexural rigidity of the samples was determined according to the British Standard Method BS 3356:1990 for the determination of bending length and flexural rigidity of the fabrics. Samples were cut to a width of 2.5 cm and separate samples in warp and weft direction were prepared. The samples were placed onto the fabric stiffness tester (fabric stiffness tester model 112, TABER Industries, USA), perpendicular to the tester edge. The sample was moved into the direction of the edge until the sample overhung. Once the bending angle of the sample reached 41.5°, the length of the samples protruding beyond the edge was measured.
The mean bending length of all samples was determined in warp and weft direction.
The flexural rigidity is subsequently calculated with the following equation

3D laser-scanning confocal microscopy
The PA66 fabrics treated and untreated were examined with the 3D laser-scanning confocal microscope VK-X150, Keyence, Japan. The image quality was adjusted to “Fine,” thus the image is divided into 2048 × 1536 pixels. The microscope is controlled by a computer and the images are analyzed with the inherent MultiFileAnalyzer VK-H1XME software. The samples do not need any preparation steps before observation with the laser-scanning confocal microscope.
Atomic force microscopy
Height images were recorded with a nanoIR 2TM instrument (Anasys Instruments, Inc., Santa Barbara, California, USA). It is generated in contact mode with a contact mode NIR2 probe for nanoIR 2TM with a resonance frequency of 13 kHz ± 4 kHz and a spring constant of 0.07–0.4 N/m. The data was analyzed with AnasysStudio software (version 3.14, Anasys Instruments, Inc., Santa Barbara, California, USA). To obtain the height image of the cross-section of the fiber an area of 20 × 20 µm was scanned with a rate of 0.5 Hz and a resolution of 300 pts. Treated PA66 fibers were embedded in an epoxy resin (Technovit 7100, Kulzer GmbH, Germany). With an ultracryomicrotome (EM UC7, Leica Microsystems GmbH, Germany) and diamond knife (cryo 45°, DiATOME AG, Switzerland) 500–1000 nm thick cross-sections were cut. The cross-sections were cut at −40℃ and collected on infrared inactive ZnS windows.
Water retention value
A modification to BS ISO 23714:2007 was used to calculate the water retention value. Approximately 1.0 g of the sample was immersed in deionized water for 24 h at ambient conditions, whereafter the excess water was removed via centrifuge at 4000 g for 10 min. The sample was immediately weighed to give the wet weight (Ww). The samples were then oven dried at 105℃ for 4 h and allowed to cool in a desiccator over powdery P2O5, the samples were then reweighted to give the dry weight (Wd). The water retention value (WRV) was then calculated in g/g using equation (7)

Results and discussion
The untreated PA66 fabric is translucent, has some lustre and a fine handle. After a treatment time of 30 s, the fabric already appears more opaque and has a stiffer handle than the untreated fabric. The opacity further increases with longer treatment times. Higher opacity appears because the visible light transmission through the fabric is decreased.
In Figure 1, photomicrographs of untreated (part A) and treated (parts B–D) PA66 fabrics with 10× magnification were taken with a back light stereomicroscope. It can be seen that the appearance of the treated fabrics has changed compared with the untreated fabric. There are fewer interstices to be seen in the images of the treated fabrics.
Photomicrographs of untreated and treated polyamide 66 fabrics: (a) untreated, (b) 0.5 min treated, (c) 2 min treated, (d) 4 min treated.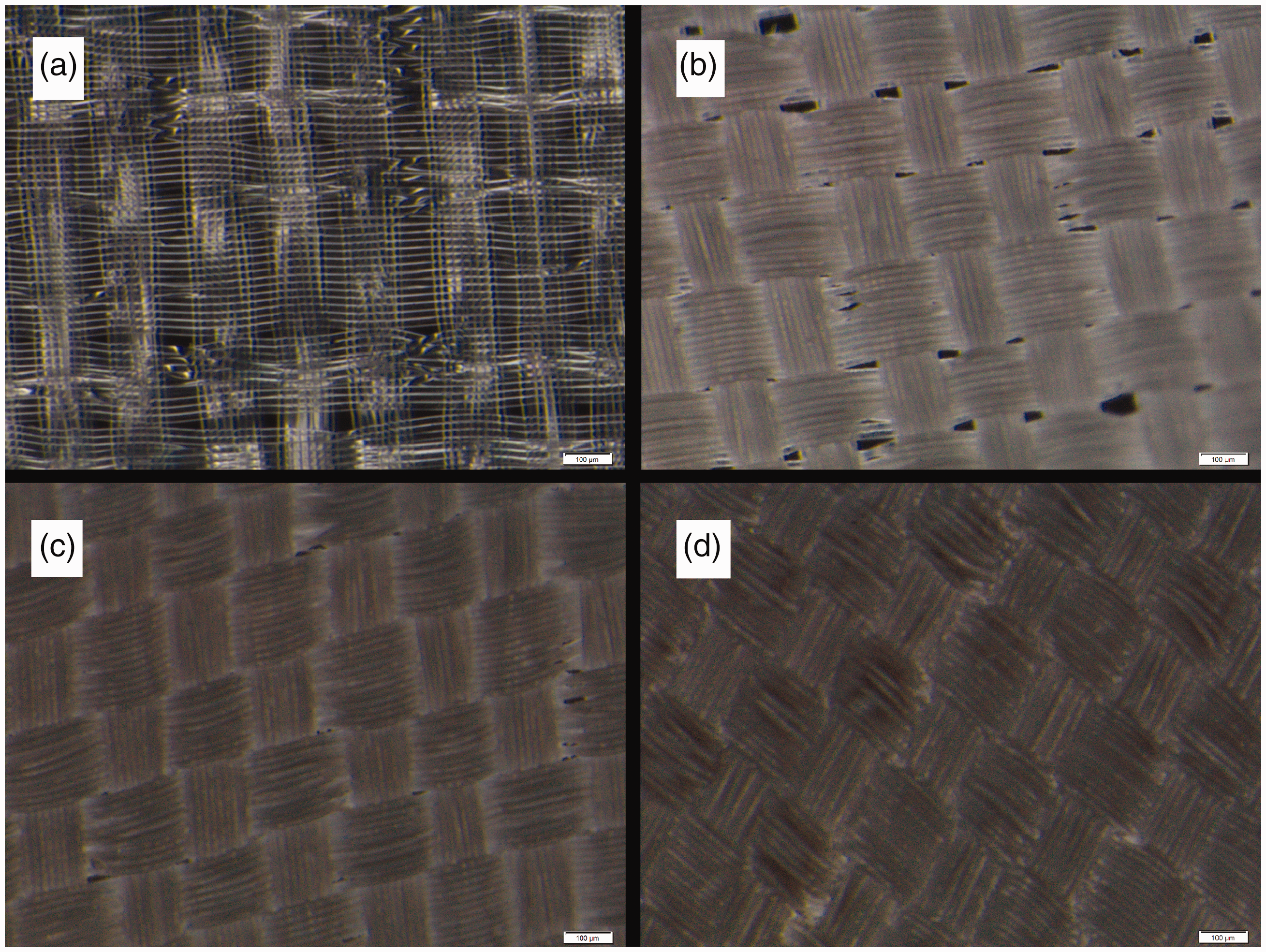
However, we were interested in the effect of the treatment on the UV light protection of the fabric. Therefore, we determined the UPF to observe if the treated fabrics show a higher protection than the untreated. The UPF is categorized into different classes. UPF values from 15 to 24 (4.1–6.7% UV transmission) mean the protection is good, from 25 to 39 (2.6–4% UV transmission) the fabric offers very good protection and above 40 (<2–2.5% UV transmission) the UV protection is excellent. 20
Ultraviolet protection factor of untreated and treated polyamide 66 fabric
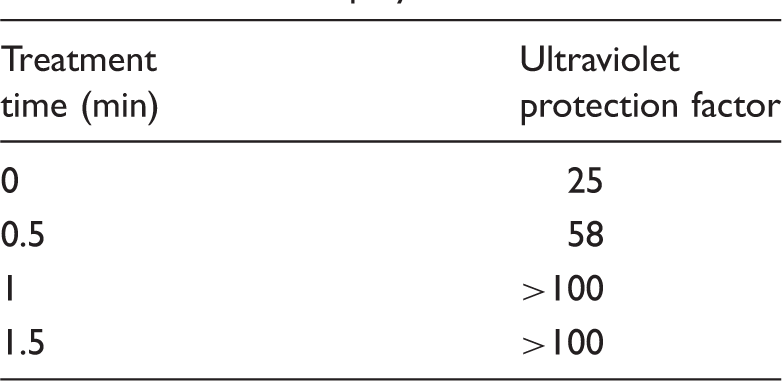
The sharp increase in UPF can be caused by different factors. The UPF is influenced by the cover factor of the fabric as well as the scattering of the UV radiation on the surface, which is caused by the roughness of the fabric.
A correlation between the UPF and cover factor of the fabric, which is already quoted in the experimental section (equation (2)), was observed. Through the interstices of the woven fabric, the UV radiation can pass very easily. With a higher cover factor, the interstices are reduced and the UV radiation cannot pass without interaction with the fabric. Through the treatment, the fibers in the fabric are swollen and in the crossing points they are even fused together.21 Under the optical microscope, it appears as if a film of dissolved and reprecipitated PA66 is formed on top of the fabric, which fills the interstices of the woven fabric (Figure 1). The cover factors of the untreated and the treated fabric are determined to investigate the influence of the fabric treatment. Based on the images shown in Figure 1 the cover factor of the fabrics was determined.
It is observed that the cover factor of the untreated fabric is around 99.1% ± 0.2%. After the first treatment step of 30 s, the cover factor did not significantly change; additional treatment times also showed that the cover factor is not dependent on the treatment time (Figure 2). Therefore, it can be concluded that the cover factor is not the reason for the significant increase of the UPF. Using equation (2) to determine the UPF based on the found cover factors, the UPF of the untreated fabric should already be higher than 100. Thus, in this case equation (2) cannot be applied. Another factor affecting the UPF is the surface roughness. A high surface roughness leads to scattering of light radiation on the surface of the fiber; thus it causes a decreased UV transmission through the fabric, which increases the UPF of the fabric. In an earlier work, the surface roughness of a PA66 fiber treated with the CaCl2/H2O/EtOH solvent used in this study was analyzed and it was found that the surface roughness increases significantly after the treatment, which is also the case for PA66 fabrics.
13
Cover factor versus treatment time of polyamide 66 fabrics. The red reference line at 99.1% shows the cover factor of untreated polyamide 66 fabric.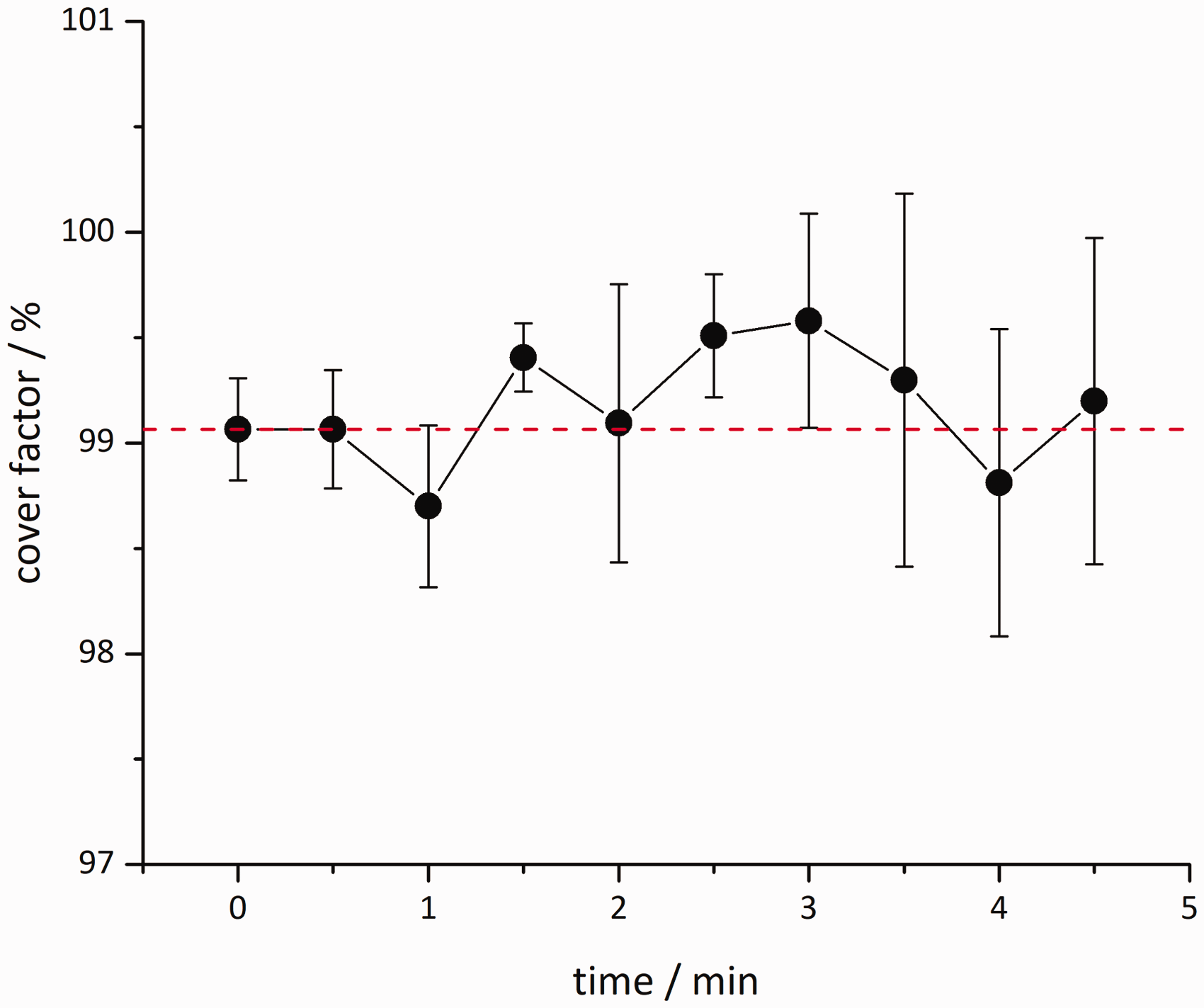
Especially in sport textiles, it is desired to obtain materials with a high UPF, without compromising performance-related properties, such as air permeability. Therefore, we investigated the influence of the fabric treatment on the air permeability. As shown in Figure 3, the air permeability is decreasing with longer treatment times. The untreated PA66 fabric shows a permeability of approximately 1.32 m/s. With the treatment, the permeability goes down until it reaches a value of around 0.13 m/s after 2 min. After 2 min of treatment, the permeability is not changing significantly anymore. It takes up to 2 min of treatment to reach the maximum decrease of air permeability that is found in the measurement. Up to 1 min of treatment, the air permeability of the fabric is still acceptable and the fabric already shows excellent UV protection.
Air permeability versus treatment time of polyamide 66 fabrics.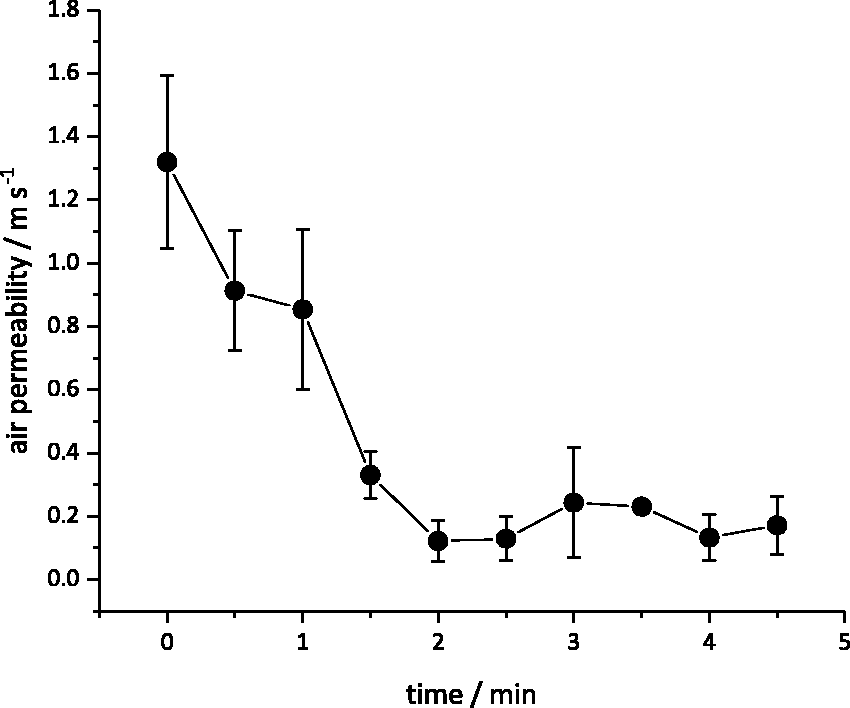
Further influence on the physical properties of the PA66 fabric was found in the investigation of the flexural rigidity. In the beginning, the fine handle of the untreated and the stiff handle of the treated fabric was mentioned. It was found that the treatment of the PA66 fabric was having a significant influence on the bending length of the fabric, which results in higher flexural rigidity. The fabric was examined in both directions (warp and weft) and in both directions, a steady increase of the stiffness was observed, although the influence in weft direction was higher (Figure 4). After 2 min of treatment, the flexural rigidity in the warp direction shows no significant change; however, in the weft direction it is still increasing. The increase of the stiffness in general can be explained by the observation reported earlier in this work, that the crossing points of the woven fabric are fusing together during the swelling process. The adhesion between the fibers leads to increased bending length and higher stiffness.
Flexural rigidity of treated and untreated polyamide 66 fabrics; A (broken line) is the weft, B (solid line) is the warp.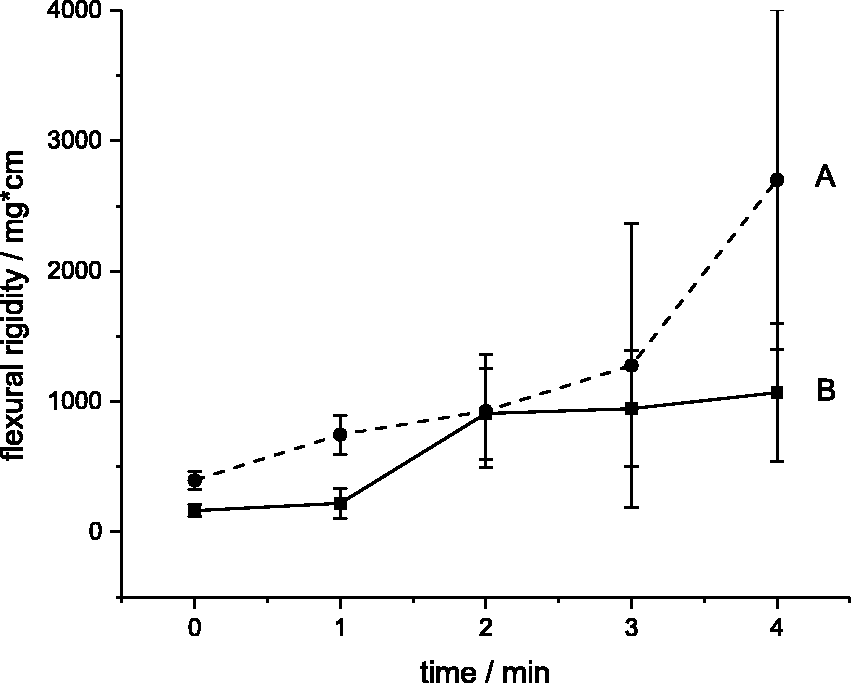
After the observation of the fabrics under the 3D laser-scanning confocal microscope, we obtained the pictures shown in Figure 5 with a magnification of 10×. The untreated PA66 fabric shows a very smooth surface with some lustre, which makes it harder to get good pictures with not too high laser power on the highest point of the fiber and enough power in the interstices. In comparison, the treated PA66 did not show such problems. The surface of the treated fabric looks uneven and rough without any lustre.
Micrographs of the fabrics recorded with a 3D laser-scanning confocal microscope with 10× magnification: (a) untreated, (b) 0.5 min treated, (c) 2 min treated, (d) 4 min treated.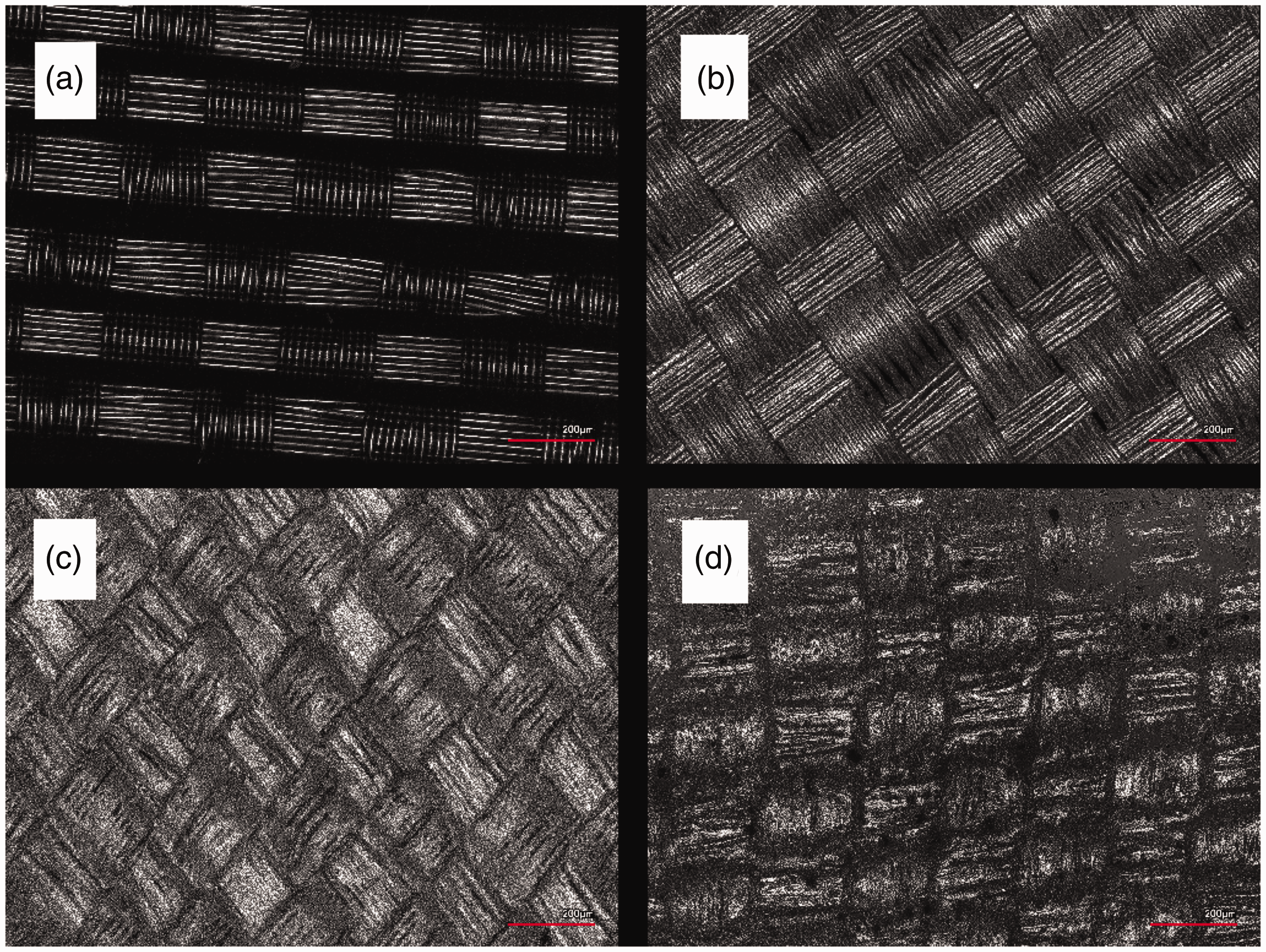
In our previous work, we reported about the high surface roughness of a PA66 single fiber, measured with the 3D laser-scanning confocal microscope. 13 When we were trying to determine the surface roughness of the fabric with the 3D laser-scanning confocal microscopy, we found it was not possible since the original fabric itself shows some unevenness. Nevertheless, we measured the surface roughness of the single fibers and the fibers and the fabric observed with the 3D laser-scanning confocal microscopy look similar; therefore it can be concluded that there is also an increase in surface roughness on the treated fabric. However, the observations made so far allow for the conclusion that the higher UPF of the treated fabrics is caused by a higher surface roughness.
We investigated the cross-sections of single fibers with atomic force microscopy in a previous work.
21
Figure 6 shows a topographical image of the cross-section of a PA66 single fiber after 3-min treatment embedded in an epoxy resin. The fiber diameter is increased compared with an untreated PA66 fiber, which has a diameter of approximately 15 µm, and the shell layer shows a porous structure. The shell layer has a thickness of 1.9 µm ± 0.3 µm.
Topographical image from atomic force microscopy of (1) untreated polyamide 66 fiber and (2) 3 min–treated polyamide 66 fiber embedded in epoxy resin: (a) core of polyamide 66 fiber, (b) swollen shell region, (c) epoxy resin.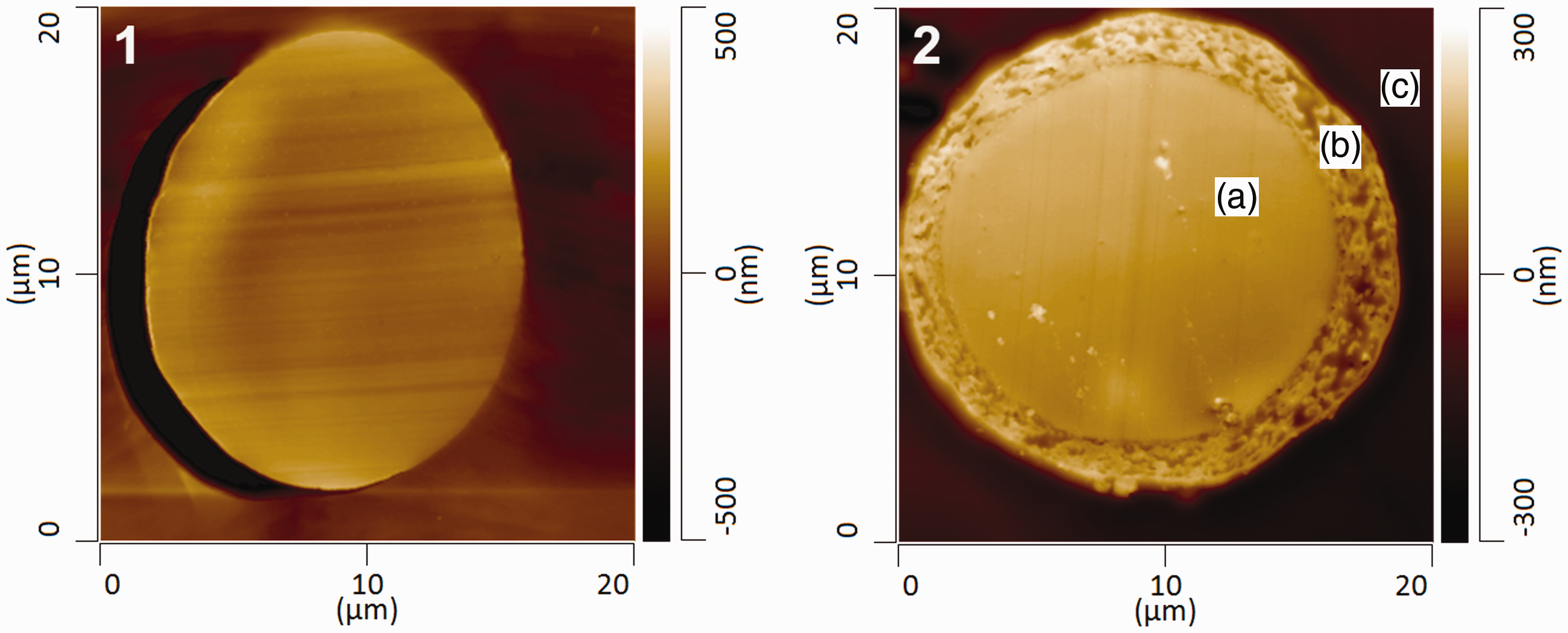
The porous structure of the shell layer, which is formed after the swelling and washing of the fiber, enables water to permeate into the fiber structure. Through the channels, which are formed throughout the shell, the water permeates into the shell layer and adheres to the inner surface of the fiber structure. The water retention test yielded a much higher water retention value for the treated fibers compared with the untreated (Figure 7). Furthermore, with increasing shell layer thickness the water retention is also increasing. The untreated PA66 fabric shows a water retention of 8.5% and it increases after a treatment time of 4 min to 54.0%. The water retention of treated single fibers shows the same characteristics.
18
This shows that the bulk fiber is being made more accessible to water. This is further evidence of a physical structural change not a chemical change.
Water retention value of polyamide 66 fabrics.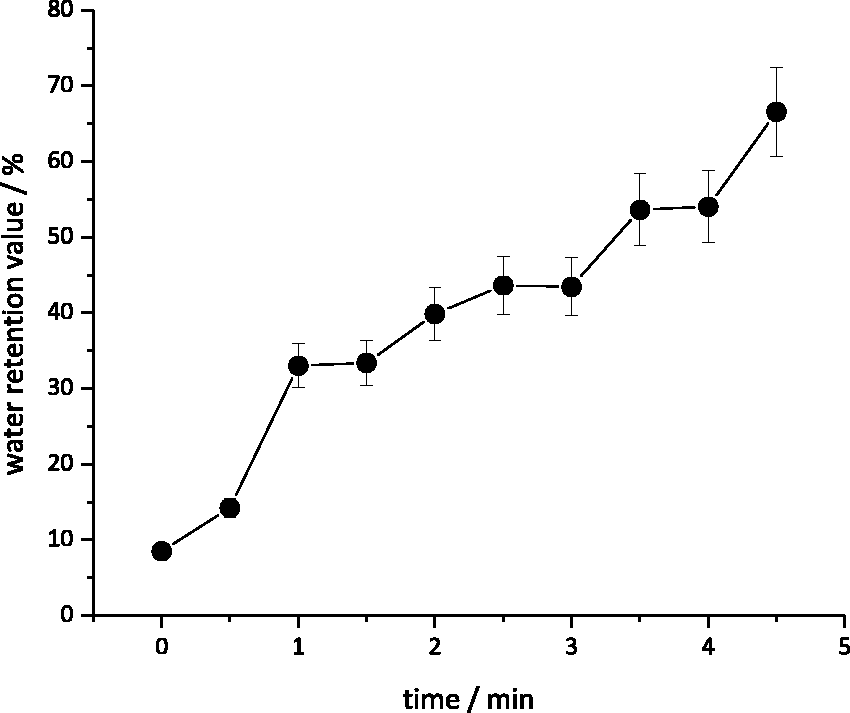
Conclusion
In summary, this study on the UV protection of PA66 fabric has shown the effect of the solvent treatment, which induces swelling, on different physical properties. Modified properties such as cover factor, air permeability and water retention were observed and analyzed in detail. The changes can be explained by the swelling of PA66 in the used solvent, which also causes a high surface roughness after washing off the solvent. The swelling affects the air permeability, as the interstices are filled and the number of interstices reduced, which leads to the formation of a membrane-like fabric. Furthermore, the swollen and reprecipitated shell forms a rough layer on the fabric, which also contributes to the increased UPF, as it causes higher light scattering. However, the cover factor is not changing significantly, which would be expected; but the cover factor of the untreated fabric is already very high, therefore a change was not observed after the treatment. This observation leads to the conclusion that the cover factor is not having a great influence on the UPF in this case, but the UPF is only increased because of the higher light scattering on the surface of the fabric, because of the higher surface roughness. It would be interesting to investigate in a future work shorter treatment durations, which we would expect to lead to higher UPFs without significantly reduced air permeability. Another option would be to modify the solvent composition and slow down the swelling rate of the fabric, which would allow for longer treatment times without significant decrease in air permeability.
Footnotes
Acknowedgements
The authors thank Anna-Lena Moosbrugger for her support with the laboratory tests.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: from the Austrian Federal Ministry of Transport, Innovation and Technology (BMVIT) to the Endowed Professorship Advanced Manufacturing (FFG-846932) and to the K-Project Textile Competence Center Vorarlberg (FFG-860474). Anna-Lena Moosbrugger was funded by the BMVIT FFG talent funding.