
Abstract
This study aims to investigate the use of waste material combinations to produce sustainable concrete. Wood ash (WA), silica fume (SF), and fly ash (FA) were used as partial replacements for cement in normal cement concrete (NCC), self-compacting concrete (SCC), and lightweight self-compacting concrete (LWSCC). Waste plastic aggregates partially replaced fine and coarse aggregates in LWSCC. Twenty mix designs were tested for flowability and mechanical properties. In NCC, 10% SF replacement maximized the compressive, splitting tensile, and flexural strengths. Increasing the FA (0–30%) and WA (0–15%) contents reduced the strength, although the reductions were relatively small and acceptable. In SCC, increasing the WA (0–15%) with 10% SF and 20% FA slightly reduced the strength. Meanwhile, the addition of WA to SCC reduced the flow properties. However, all flow properties met the guidelines developed by the European Federation of National Associations Representing Concrete (EFNARC), and no visible blocking was observed during the flow characteristics test. LWSCC incorporated 25–100% plastic powder, 5% WA, 10% SF, 20% FA, and 30% plastic aggregates. Increasing plastic powder reduced strength, flowability, and density (below 1950 kg/m³); however, all mixes remained within EFNARC limits. This study demonstrates the potential utilization of waste materials in concrete, reducing cement and natural resource consumption and offering significant environmental benefits.
Introduction
The growing popularity of concrete in the construction industry has resulted in several complications. Concrete comprises a variety of natural resources, including fine aggregates and stones, which are the fundamental elements of a product. 1 With the increasing use of concrete in the construction industry, these natural resources are depleting. Given the limited availability of these resources, there are growing concerns about their future use. Therefore, it is necessary to develop a concrete-manufacturing process that does not rely on these materials. 2
Furthermore, the overuse of cement has resulted in many problems over the past several years. The increased cement use in concrete is a serious environmental concern. CO2 emissions continue to increase, posing a significant risk to the surrounding environment. Similarly, wood-burning industries and coal power plants generate substantial quantities of wood ash (WA) and fly ash (FA), both of which are environmentally hazardous. Waste grows daily as it is dumped on open land.3,4
Environmental issues associated with the manufacturing and use of cement, concrete, and other building materials are becoming increasingly important. CO2 emissions from cement manufacturing in the dry process range from 0.8 to 1.3 tons annually. Likewise, the emission of SO2 is also high, along with the high-power consumption rate to produce cement (100–150 KWH/ton). The substitution of waste materials conserves depleting resources while avoiding the environmental and ecological damage caused by quarrying and exploiting raw materials for cement production. 5 To some extent, this will assist in resolving difficulties that would otherwise be experienced in garbage disposal. Partial replacement of cement with WA, FA, and silica fume (SF) addresses these issues. Partial replacement of natural materials that require little or no processing, such as pozzolans, saves energy and reduces gas emissions. The output of waste materials appropriate for cement replacement (WA, FA, and SF) is more than twice that of cement production. 6
WA with suitable pozzolanic properties can be used as a binder in concrete production. 7 FA and SF are frequently used as cementitious materials in concrete and these materials positively contribute to the strength and durability of concrete over time via pozzolanic reactions. FA is a byproduct of coal combustion in electric power plants. According to previous research, the yearly worldwide output of FA is nearly 800 million tons, and most FA are disposed in landfills, compounding environmental and land problems.8,9 FA is a versatile material that enhances the properties of concrete in both fresh and hardened states.10,11 The amount of cement used in concrete may be reduced when FA is added. SF, a ferrosilicon byproduct, enhances the mechanical and durability properties of concrete when added as a separate ingredient or blended with Portland cement. 12
Recycled plastics can be used in lightweight self-compacting concrete (LWSCC) mixes to create environment-friendly and sustainable building materials. 13 Plastic is one of the most significant inventions of the twentieth century and is a ubiquitous material. Recently, plastic consumption has dramatically increased, resulting in the worldwide accumulation of substantial amounts of plastic waste (PW) across the globe. PW has caused significant environmental problems in recent years. As a result, they are considered among the most dangerous forms of pollution. The threat posed by PW appears to be increasing in severity. Consequently, many countries have prohibited the use of plastic bags or are in the process of doing so. 14 Landfilling plastics are also hazardous because of their slow degradation rates and bulky nature. 15
Incorporating alternative materials such as WA, SF, PW, and FA into concrete formulations has garnered significant attention in recent years, driven by their potential to enhance the mechanical properties and promote environmental sustainability. For instance, Hamada et al. 16 highlighted that the compressive strength of cement mortar and concrete is improved by adding SF up to a certain threshold, beyond which a decline in strength is observed. This finding underscores the importance of optimizing the proportion of SF in concrete formulations to achieve the maximum strength. In addition to SF, the environmental sustainability of WA incorporated concrete has garnered significant attention. Hamid et al. evaluated the mechanical properties of concrete, specifically the compressive, tensile, and flexural strengths, when WA was used as a partial replacement for cement. Their findings indicated that a 10% cement replacement with WA yielded the highest strength values, suggesting that WA can effectively enhance the concrete performance and promote sustainability.17,18
Further supporting this notion, Raza et al. explored the effects of varying the proportion of wood waste ash (WWA) as a partial substitute for cement. Their rigorous experimentation revealed that increasing the proportion of WWA improved the strength up to a 10% replacement level, whereas parameters such as water absorption, density, and workability decreased. Consequently, this study advocates the use of 10% WWA as a sustainable solution for concrete structures.19,20 This aligns with the findings of Udoeyo et al., who observed that replacing 5–30% of cement with WA resulted in decreased workability at lower concentrations, transitioning to increased workability with higher WA content. However, the slump remained largely insensitive to higher concentrations. 21 By contrast, Ambili et al. found that substituting varying percentages of cement with WA (ranging from 0 to 9%) decreased the slump values, indicating reduced workability as the WA content increased. 22 This highlights the complex relationship between the WA content and concrete workability. Interestingly, Kotun et al. reported similar initial reductions in slump for up to a 10% replacement, followed by increased workability at higher ash contents, suggesting that WA can contribute to a more workable concrete mix that requires less water. 23
The compressive strength of WA in ordinary Portland cement (OPC) mortars was further examined by Leroy et al., who studied its strength after 7, 28, and 56 d. Their results indicated a decrease in compressive strength with increasing ash content above 10%, corroborating the findings in the existing literature.24,25 Additionally, Sebastian et al. investigated the split tensile strength of WA concrete and observed a significant decline in strength as the quantity of WA increased. 26 This trend was further supported by Chowdhury et al., who noted a decrease in the flexural strength with higher WA content, irrespective of the water-to-binder ratio, after 7 and 28 d. 27 According to Cheraghalizadeh et al., adding WA to self-compacting concrete (SCC) improves the compressive strength and fracture energy, thereby increasing the durability. 28 Similarly, Soleimani et al. provided evidence of improved mechanical characteristics of high-performance and SCC using local waste materials. 29 These results strengthen the suitability of waste materials for the partial substitution of conventional concrete binders in sustainable construction practices.
SF has been found to improve the compressive strength and decrease the permeability of concrete mixes. Narayana et al. reported that proportion is essential when SF is included in the SCC mix to obtain the appropriate compressive strength and viscosity. 30 Moreover, WA as a cement replacement improves workability and reduces the environmental footprint of cement production because it employs a waste product from biomass energy production. 31 The synergistic use of these materials provided a sustainable concrete mixture with improved mechanical properties.
Comprehensive studies on FA in SCC revealed its potential to enhance the flowability and stability of the mix. Kurt et al. reported that FA improved the self-compactability of pumice-aggregate lightweight concrete for various structural applications. 32 In addition, Aydın et al. highlighted the contribution of FA in preparing LWSCC which helped reduce the overall weight of the structure to achieve higher efficiency and better performance. 33 Hilal et al. studied the flow characteristics of SCC made with PW and showed that such materials improve flowability, enabling complicated structural uses. 34 Tochukwu et al. also emphasized the use of the V-funnel test to assess the SCC filling ability. This factor cannot be compromised if performance is to be ensured on site. 35
Uygunoğlu et al. found that the addition of recycled aggregates to LWSCC enhance the mechanical properties while contributing to environmental sustainability. 36 Expanded polystyrene beads and waste plastic fibers improved the fresh and hardened properties of LWSCC, making them a feasible alternative for lightweight construction. 37 This reflects the current interest in using waste materials to minimize the environmental impact of concrete.
Replacing coarse aggregate with shredded waste plastics increased the compressive strength up to an optimum, beyond which it declined, as reported by Afrifa et al., which suggests optimization of the replacement percentage is essential. 38 Thorneycroft et al. concluded that the properties of concrete with PW were more significantly affected by the proportion of replacement than by the curing conditions. 39 Thus, when considering the PW ratio, caution must be exercised when maximizing the properties of concrete. For LWSCC, adding recycled plastic particles improved the workability and reduced the density, while the strength was unaffected, further justifying its use in engineering applications. 40 The addition of PW contributes to environmental sustainability by decreasing the mechanical properties of landfill waste. 41
Recent research by Amir et al. has explored sustainable concrete alternatives and developed a greener lightweight foam concrete using 30% seaweed by-products and inorganic salts, achieving a density of 707.1 kg/m³ and compressive strength of 2.12 MPa, with significantly reduced energy and CO2 impact. 42 El-Aidy et al. engineered an eco-friendly recycled plastic concrete by replacing 30% sand and 80% gravel with plastic granules, yielding a 1900 kg/m³ density and compressive strength of 27.7 MPa, meeting structural lightweight standards. 43 Furthermore, a comparative study by Shams et al. on the alkali–silica reaction (ASR) revealed that geopolymer concrete (GPC), where FA is a primary binder, exhibited superior ASR resistance with expansion below 0.025% after 28 d, compared to OPC over 0.2%; GPC also showed 15–25% higher compressive and 5–15% higher flexural strength, whereas OPC experienced strength reductions. 44 Owais et al. developed a deep learning model to predict the compressive strength of eco-friendly concrete made from recycled waste. The model was trained using existing data and new experimental mixes and outperformed other methods, reducing laboratory work by 40%. Cement and waste contents are the most influential factors affecting concrete strength. 45
This study examined the use of waste materials in different types of concrete, which would reduce the use of cement and natural resources and eliminate such waste from the environment, resulting in a neat and clean environment. We used, WA, FA, and SF instead of cement at a partial replacement ratio, and plastic aggregates were used instead of natural aggregates at a partial replacement ratio.
In this study, WA was replaced with a maximum of 15% cement, FA with 30% cement, and SF with 15% cement. However, after conducting the trials, it was determined that FA and SF provided superior results in terms of mechanical properties at 20% and 10%, respectively. Consequently, both SF and FA with fixed values were used to produce SCC and LWSCC. Instead of fine and coarse aggregates, waste plastic is used to produce lightweight concrete. The plastic powder replaced sand to a maximum of 75%, whereas the ratio of plastic coarse aggregate to stone was fixed at 30%. The resulting concrete is a green product that eliminates the need for binders while reducing the consumption of natural resources such as sand and stone, which are being consumed at an alarming rate. WA and coarse and fine PW reduce the need for cement and other natural resources while significantly protecting the environment from waste.
Novel combinations of waste materials were used to produce normal cement concrete (NCC), SCC, and LWSCC materials. Most researchers have replaced WA with cement, but very little research has been conducted on the replacement of WA with other waste materials in cement formulation. In this study, we used a unique combination of WA, FA, SF, and plastic particles to prepare three types of concrete: NCC, SCC, and LWSCC.
This study aims to assess the mechanical properties of NCC, SCC, and LWSCC through various tests; examine the impact of WA, SF, and FA on their properties and flow characteristics; and analyze different ratios of fine and coarse aggregates to understand their influence on these concrete types. The investigation also explored the role of the water-cement (W/C) ratio in shaping the mechanical properties and flow characteristics of NCC, SCC, and LWSCC. Notably, a significant aspect of the research involved examining the utilization of PW in LWSCC, shedding light on its potential for sustainable material integration in concrete production.
Methods
Materials
Cement
The experimental work used OPC whose chemical composition, as determined in the testing laboratory, is listed in Table 1.
Properties and chemical compositions of materials used in the study.
WA: wood ash; FA: fly ash; SF: silica fume; OPC: ordinary Portland cement.
Aggregates
In this study, well-graded natural coarse aggregates with a density of 2640 kg/m3 and maximum size of 15 mm were used. Natural river sand with a density of 2570 kg/m3 and fineness modulus of 2.80 was used.
Plastic waste aggregates
PW powder is a byproduct of crushing plastic material into small particles. Waste plastic was sourced from the Lahore-based manufacturer “Green Earth Recycling.” PW powder was created by crushing plastic bottles into tiny particles. It was well-graded and suitable for use in concrete according to our requirements. PW coarse aggregates were employed as a partial replacement for stones in producing LWSCC. The PW fine and coarse aggregates are shown in Figure 1 (a) and (b).

Materials used in the study (a) PW fine aggregate, (b) PW coarse aggregate, (c) wood ash, (d) silica fume, and (e) fly ash. PW: plastic waste.
Wood ash
The WA was collected from a plant in Pakistan, as depicted in Figure 1 (c). Its chemical composition was determined in a testing laboratory and listed in Table 1.
Silica fume
SF was obtained from Sika Pakistan (Pvt.) Limited as shown Figure 1 (d). Its chemical composition was determined in the testing laboratory, as listed in Table 1.
Fly ash
The current study used C-type FA acquired from a coal power plant in Sahiwal (Pakistan), as shown in Figure 1 (e). Its chemical composition was determined in a testing laboratory, as listed in Table 1.
Mix proportion
The mix design was finalized after an extensive literature review and several laboratory trials. In this study, four FA ratios were used to cast concrete. FA was used as a binder at concentrations of 0%, 10%, 20%, and 30%. Binder replacement ratios of 0%, 5%, 10%, and 15% were used for the SF. To investigate the effect of varying the WA concentration on the properties of concrete, several samples were prepared with WA concentrations: 0%, 5%, 10%, and 15%. Plastic powder partially replaced sand, whereas coarse PW aggregates partially replaced stone. The mix proportions are listed in Table 2.
Mix proportion used in the study.

NCC: normal cement concrete; SCC: self-compacting concrete; LWSCC: lightweight self-compacting concrete; WA: wood ash; FA: fly ash; SF: silica fume.
Samples preparation
This study included flow characteristics, compressive strength, flexural strength, and split tensile strength tests. The samples were prepared in the form of cubes for the compressive strength tests, cylinders for the split tensile strength tests, and beams for the flexural strength tests. Fabricated specimens are shown in the schematic as depicted in Figure 2. The specifications of the specimens are presented in Table 3.

Schematic diagram of overall experimental program.
Specifications of the specimens.

Testing of specimens
Slump flow, J-ring, V-funnel, and L-box tests were performed on fresh concrete. Tests for compressive, split tensile, and flexural strengths were performed on the hardened concrete to determine its strength after 28 d, according to American Society for Testing and Materials (ASTM) C39/C39 M, ASTM C496/C496 M, and ASTM C293, respectively. A universal testing machine was used for the compressive and split tensile strength tests, and a center-point loading method was used for the flexural strength test.
Results and discussion
V-funnel and L-box test analysis for self-compacting concrete and lightweight self-compacting concrete
A V-funnel test was conducted on fresh concrete using a V-shaped funnel. The V-funnel test results are presented in Tables 4 and 5. According to the data, the addition of WA positively affected the flow characteristics of SCC and LWSCC. The flow duration should be between 8 and 12 s, according to the European Federation of National Associations Representing Concrete (EFNARC) guidelines. Figure 3 shows that SCC and LWSCC can be formed if WA and PW aggregates are partially used instead of cement and aggregates. The V-funnel and L-box tests are shown in Figure 4.

(a) Effect of wood ash mass fraction on slump and V-funnel time of SCC; (b) effect of plastic powder mass fractions on slump and V-funnel time of LWSCC. SCC: self-compacting concrete; LWSCC: lightweight self-compacting concrete.

(a) V-funnel and (b) L-box tests.
Influence of WA mass fraction on L-box and V-funnel test parameters.

WA: wood ash.
Influence of plastic powder mass fraction on L-box and V-funnel test parameters.

LWSCC: lightweight self-compacting concrete.
According to EFNARC guidelines, if the V-funnel flow time is less than 8 s, the viscosity is extremely low. However, when the flow time exceeded 12 s, the viscosity of the concrete was too high. As our results conform to the EFNARC standards, our concrete is self-compacting.
The L-box test was performed to determine the vertical flow behavior and ability to pass. According to the EFNARC guidelines, the difference between H2 and H1 should be 0.8–1. The test results indicated that all values were within the acceptable range (0.8–1) and adhered to the EFNARC guidelines. However, the dose of superplasticizer increased when WA and PW were added to the concrete.
No significant blocking was observed when testing all SCC and LWSCC mixtures. According to the EFNARC guidelines, the viscosity of concrete is extremely high if the height difference between L boxes is less than 0.8. However, if the height difference between the L boxes was more significant than one, the results were incorrect, and there may have been a calculation or measurement error. As our results conform to the EFNARC standards, our concrete can be said to be self-compacting.
Slump flow test analysis for self-compacting concrete and lightweight self-compacting concrete
A slump flow test was conducted for all SCC and LWSCC concrete mixtures containing varying amounts of WA, and the results indicated that adding WA and PW aggregates in varying amounts affected the slump flow, as summarized in Tables 6 and 7. T500 mm values for all SCC and LWSCC concrete mixtures containing varying amounts of WA and PW were according to the code for SCC. It should be between 2 and 5 s according to European specifications. 46
Influence of WA mass fraction on slump flow.
WA: wood ash.
Influence of plastic powder ash mass fraction on slump flow.

LWSCC: lightweight self-compacting concrete.
The difference between
As shown in Table 6, the addition of WA satisfied the EFNARC guidelines, and the slump flow values were within the range. As shown in Figure 5 (a) and (b), the addition of WA and PW reduced slump flow.

Effect of wood ash mass fraction on slump flow of SCC, (b) effect of plastic powder mass fraction on slump flow of LWSCC, and (c) slump flow test. SCC: self-compacting concrete; LWSCC: lightweight self-compacting concrete.
This finding is consistent with that of Ambili and Valsalakumar. 22 They prepared concrete specimens with varying amounts of WA. According to their findings, the slump test demonstrated that increasing the WA content decreased the slump. The slump flow test of a mix is shown in Figure 5 (c).
J-ring flow test analysis for self-compacting concrete and lightweight self-compacting concrete
All designed SCC and LWSCC mixes were subjected to a J-ring flow test. This section discusses the effects of various parameters on the J-ring test, which are summarized in Tables 8 and 9. The J-ring test demonstrates the ability of the SCC mixtures to pass. According to European specifications, it should last between 2 and 5 s.
Influence of WA mass fraction on J-ring.
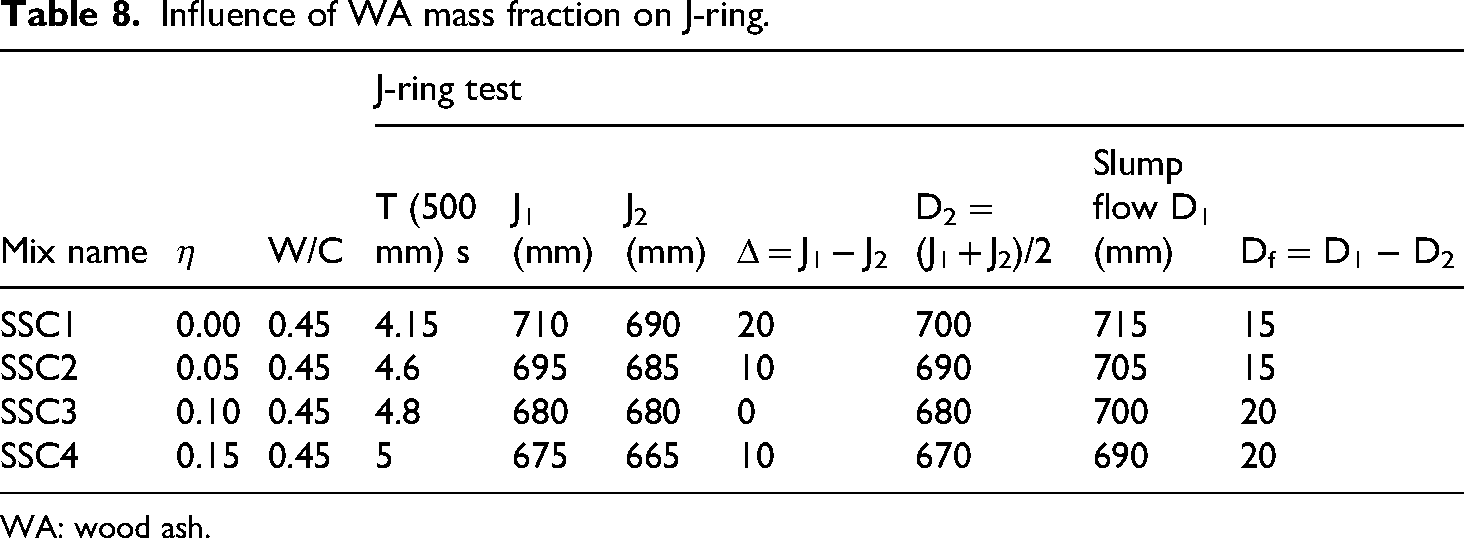
WA: wood ash.
Influence of plastic powder mass fraction on J-ring.

LWSCC: lightweight self-compacting concrete.
J-ring tests were conducted to assess the properties of fresh concrete containing WA. ASTM C1621/C1621 M – 14 requires the difference between the slump flow and J-ring value to be 25 mm. All the findings in this study fell within this range. As illustrated in Figure 6 (a) and (b), the addition of WA and PW altered the properties of the fresh SCC mixtures. However, all results fell within the 650–800 mm range, with a maximum difference of 20 mm between the slump flow and J-ring. ASTM C1621 M – 14 specifies that SCC mixes should not be used if their thickness exceeds 50 mm.
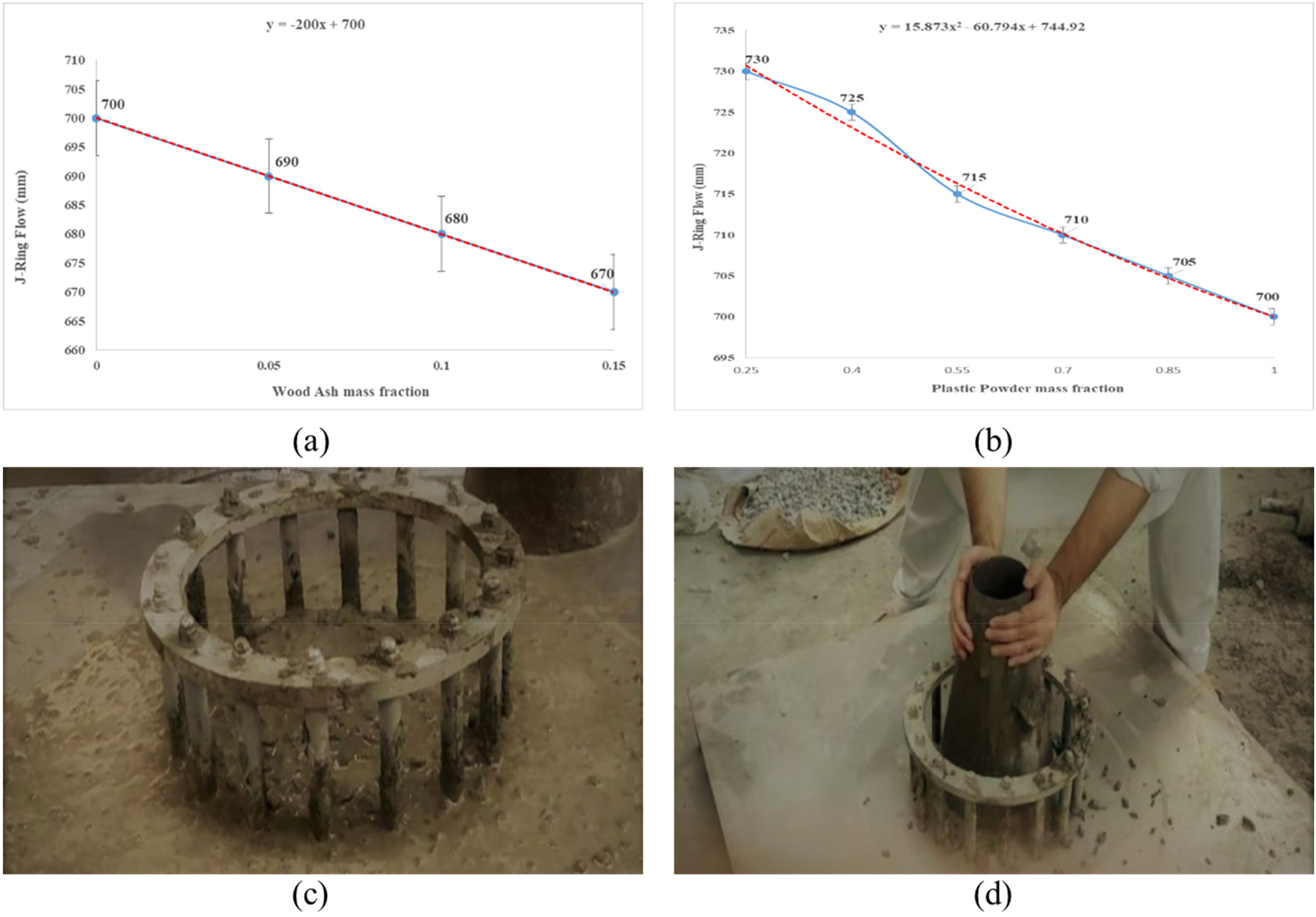
(a) Effect of wood ash mass fraction on the J ring of SCC, (b) effect of plastic powder mass fraction on the J ring of LWSCC, (c) J ring assembly, and (d) J ring test. SCC: self-compacting concrete; LWSCC: lightweight self-compacting concrete.
As shown in Figure 6 (a) and (b), the addition of WA and PW had similar effects on the slump flow and J-ring test results, with a maximum variation of 20 mm. Because all the values were within the range of the EFNARC guidelines, it can be concluded that adding WA and PW produced positive results at all stages but resulted in less flow than the control mixture. Images of the J-ring assembly and test are shown in Figure 6 (c) and (d).
Influence of fly ash on compressive strength, split tensile strength, and flexural strength of normal cement concrete
Different proportions of FA (0%, 10%, 20%, and 30%) were used to determine the compressive strength of NCC concrete after 28 d. FA was not used in the first mix of this series. However, a 10% SF and 10% WA ratio was maintained throughout this series as a partial replacement for cement, as shown in Table 10. Figure 7 (a), (b) and (c) shows the influence of FA on concrete strengths for compression, split tensile and flexural testing.
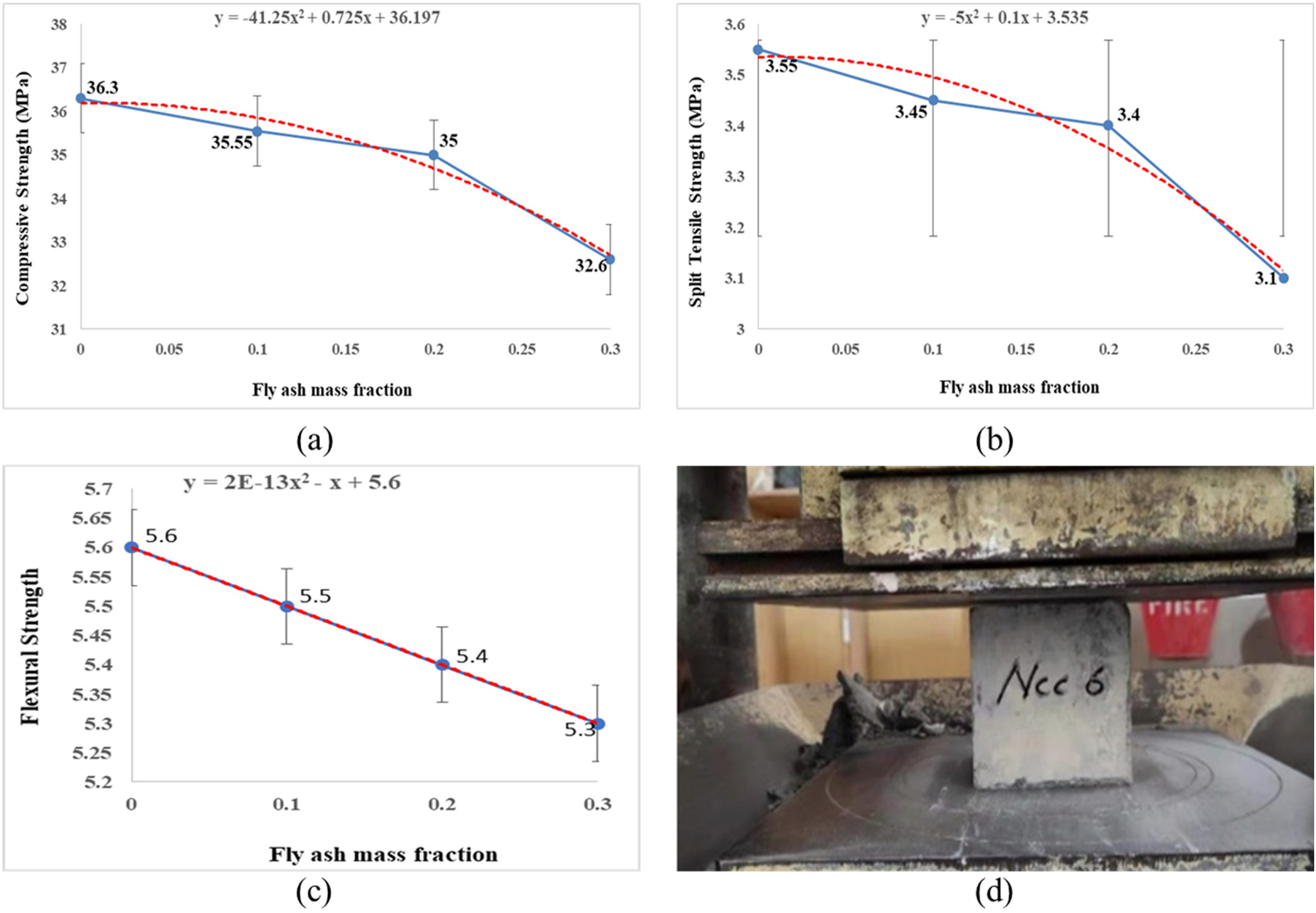
(a) Effect of fly ash mass fraction on (a) compressive, (b) split tensile, (c) flexural strengths of NCC samples, and (d) testing assembly. NCC: normal cement concrete.
Influence of fly ash mass fraction on compressive strength, split tensile strength, and flexural strength at 28 days.

NCC: normal cement concrete; WA: wood ash; FA: fly ash; SF: silica fume.
Saha et al. studied the impact of FA on the hardened properties of concrete and concluded that the addition of FA reduced the compressive, split tensile, and flexural strengths. 47 Joshi et al. discovered that strength decreased as the FA content increased. Their study revealed that the compressive strength of concrete decreased by 4.57%, 12.20%, and 20.55% when 10%, 20%, and 30% of the cement was replaced with FA, respectively. 48
Influence of silica fume on compressive strength, split tensile strength, and flexural strength of normal cement concrete
The influence of SF on the compressive, split tensile, and flexural strengths of NCC was studied at various ratios of 0%, 5%, 10%, and 15%. Other variables, such as WA and FA, were used as partial replacements for cement to investigate the effect of SF. After 28 d, the compressive, split tensile, and flexural strengths were determined, and the impact of SF with varying replacement ratios was investigated simultaneously.
The results are listed in Table 11. The test was conducted on three samples, and the mean value was used to calculate the results. The addition of SF resulted in a behavior distinct from that of FA. After the curing of 28 d, the addition of SF produced superior results in this series, as shown in Figure 8. The primary objective of this study was to determine the optimal amount of SF for use in NCC production by experimenting with various WA ratios. Mazloom et al. assessed and analyzed the impact of SF on the behavior of high-performance concrete. They discovered that the mechanical properties of concrete improved with the addition of SF. 49

Effect of silica fume on (a) compression strength, (b) split tensile strength, and (c) flexural strength of NCC samples. NCC: normal cement concrete.
Influence of silica fume mass fraction on compressive strength, split tensile strength, and flexural strength at 28 days.

NCC: normal cement concrete; WA: wood ash; FA: fly ash; SF: silica fume.
Influence of wood ash on compressive strength, split tensile strength, and flexural strength of normal cement concrete
The influence of WA was investigated using various fractions of WA (0%, 5%, 10%, and 15%) in the cement mix. The results of compressive, split tensile, and flexural strengths for various WA ratios are presented in Table 12.
Influence of WA mass fraction on compressive strength, split tensile strength, and flexural strength at 28 days of NCC samples.

NCC: normal cement concrete; FA: fly ash; SF: silica fume.
As illustrated in Figure 9, the addition of WA affected the mechanical properties of NCC. The compressive strength was measured after 28 d curing. According to the results, the strength of the concrete decreased when the quantity of WA was increased. As the percentage of WA replacement increased, the surface area of the filler material to be bonded by the cement also increased, reducing the strength. However, the strength increased with age, indicating the occurrence of a pozzolanic reaction. 50

Effect of wood ash on (a) compressive, (b) split tensile, and (c) flexural strengths of NCC samples. NCC: normal cement concrete.
The split tensile strength results aligned with the findings of Udoeyo et al., indicating a reduced WA particle filler activity and poor bonding to the mortar matrix owing to its high surface area. 51 The flexural strength test results were similar to those reported by Udoeyo et al. 21 They also observed a decrease in strength. The strength parameters decreased owing to the increased WA content, resulting in an increased cement required to coat the filler particles and poor matrix bonding.
Influence of wood ash on compressive strength, split tensile strength, and flexural strength of self-compacting concrete
After 28 days of curing, the effect of WA on the compressive, split tensile, and flexural strengths was investigated using various WA ratios ranging from 0% to 15%. The results are shown in Table 13. The maximum strength was observed at the 5% replacement level, whereas the minimum strength was observed at the 15% replacement level. As shown in Figure 10, increasing the amount of WA decreased the strength.

Effect of wood ash on (a) compression, (b) split tensile, and (c) flexural strengths of SCC samples. SCC: self-compacting concrete.
Influence of WA mass fraction on compressive strength, split tensile strength, and flexural strength at 28 days of SCC samples.

SCC: self-compacting concrete; FA: fly ash; SF: silica fume.
Influence of plastic powder on compressive strength, split tensile strength, and flexural strength of lightweight self-compacting concrete
The effects of plastic powder on the compressive strength, split tensile strength, and flexural strength of LWSCC were investigated using a combination of FA (α = 0.20), SF (β = 0.10), WA (η = 0.05), and various plastic aggregate ratios, as illustrated in Table 14.
Influence of plastic powder mass fraction on compressive strength, split tensile strength, and flexural strength at 28 days of LWSCC samples.

LWSCC: lightweight self-compacting concrete; FA: fly ash; SF: silica fume.
As illustrated in Figure 11, the addition of WA affected the compressive strength of LWSCC. After 28 days of curing, the maximum compressive strength was found to be 23.12 MPa, while the minimum compressive strength was found to be 20.01 MPa. Similarly, the maximum split tensile strength was 2.30 MPa, and the minimum was 2.0 MPa. Furthermore, the maximum and minimum flexural strengths were 3.90 MPa, and 3.40 MPa, respectively. The strength gradually decreased owing to the maximum replacement of fine aggregate with PW powder and stone with PW coarse aggregate.

Effect of plastic powder mass on (a) compressive, (b) split tensile, and (c) flexural strengths of LWSCC specimens. LWSCC: lightweight self-compacting concrete.
The density of lightweight concrete
Plastic powder and coarse plastic aggregate were used to produce LWSCC, where plastic powder was used as the fine aggregate. However, the coarse PW particles replaced stones in the as-prepared LWSCC. The sand was replaced with PW powder at a ratio of 25% to 100%, whereas the coarse aggregate was replaced with PW at 30% as a partial replacement.
Lightweight concrete should have a density of less than 1950 kg/m3 according to Chinese specifications, and all the values remain in this range. Table 15 illustrates the effect of WA and plastic aggregates on concrete density. The PW powder and coarse aggregate were used solely to reduce the weight of the concrete, and the primary objective was to determine the effect of WA on the hardened and fresh properties of LWSCC.
Influence of plastic powder mass fraction on the density of LWSCC.

LWSCC: lightweight self-compacting concrete; FA: fly ash; SF: silica fume.
Conclusion
This study explored various materials used in concrete mixes. Waste materials, such as WA, FA, and SF, partially replace cement. For LWSCC, the waste plastic powder and coarse aggregate partially replaced the fine and coarse aggregates.
SF, FA, and WA have been investigated as cement replacements in concrete. Optimal results were achieved with 10% SF replacement, yielding increases of 8.6% in the compressive strength, 7.4% in the split tensile strength, and 5.6% in the flexural strength compared with concrete without SF. However, higher percentages of SF (15%) led to a decreased strength. Conversely, the addition of both FA and WA reduced the strength. Increasing the FA content (0–30%) decreased the compressive strength by 10.2%, split tensile strength by 12.7%, and flexural strength by 5.4% at the 30% replacement level. Similarly, increasing the WA content (0–15%) decreased the compressive strength by 11.8%, split tensile strength by 15.8%, and flexural strength by 13.9% at a 15% replacement level. Although FA and WA reduced the strength, the reductions were acceptable. Notably, the use of these supplementary materials provides environmental benefits. In SCC mixes with 10% SF and 20% FA, the impact of WA content (0%, 5%, 10%, and 15%) on strength and flow was investigated. Increasing the WA content decreased the compressive, split tensile, and flexural strengths. At 15% WA, the strength reductions were 11.4%, 14.5%, and 4.0%, respectively, compared with the control mix (0% WA). The addition of WA also reduced flowability; all mixes remained within the EFNARC guidelines. No flow obstruction was observed. However, the strength reductions were considered relatively insignificant. LWSCC was produced using varying plastic powder content (25%–100%) and fixed amounts of WA (5%), SF (10%), and FA (20%). Increasing the amount of plastic powder reduced the flowability, mechanical properties (compressive, tensile, and flexural strengths), and density; however, all the mixes remained within the EFNARC guidelines and showed no flow blockage. Densities were below 1950 kg/m³. Although the strength decreased slightly (approximately 13%) with a higher plastic powder content compared with that of the 25% mix, the reduction was considered acceptable. This study demonstrates the feasibility of using plastic powder to create LWSCC with adequate properties.
Study limitations
Additional modifications and improvements should be made in future studies. Continued research on the following topics is necessary.
Numerous tests should be conducted, including rapid chloride migration and natural chloride diffusion tests. Similarly, other tests, such as freeze-thaw resistance and dynamic elastic modulus, can be performed with this type of SCC and LWSCC. Additional tests such as water absorption and fire resistance tests can be conducted. These tests should be applied to all concrete varieties, including NCC, SCC, and LWSCC. The anti-chloride characteristics and freezing qualities can be researched, with a focus on the ocean environment.
Supplemental Material
sj-pdf-1-sci-10.1177_00368504251337856 - Supplemental material for Experimental study on properties of green concrete containing wood ash, silica fume, fly ash, and plastic waste
Supplemental material, sj-pdf-1-sci-10.1177_00368504251337856 for Experimental study on properties of green concrete containing wood ash, silica fume, fly ash, and plastic waste by Hamza Shams, Yanjun QIU, Hamid Abdrhman, Hanif Ullah and Arif Khan in Science Progress
Footnotes
Authors contributions
HS involved in conceptualization, methodology, data analysis, writing- original draft, reviewing, and editing; YQIU involved in funding acquisition, supervision, reviewing, and editing; HA contributed to editing; HU contributed to writing—reviewing and editing; AK involved in editing
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported jointly by a research project “Distress identification and design optimization of concrete bridge deck paving in mountainous areas” from Sichuan Mianjiu Expressway CO., LTD (No.KY3) and NSFC of 52178438.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
All the data supporting this study's findings are included in the article.
Supplemental material
Supplemental material for this article is available online.