
Abstract
To find the optimal one from all feasible module configuration schemes of high-end computer numerical control machine tools according to performance, cost, and delivery, this article studies the method of module configuration optimization. An ideal outranking cardinal point based on the module configuration optimization approach of vertical computer numerical control honing machine is proposed in this article. First, it establishes the multi-objective decision model of the module configuration optimization according to performance indicator function, cost indicator function, and delivery indicator function. Second, the feasible configuration schemes, which are obtained based on customer requirements, are transformed into the data matrix of decision attributes. Third, ideal outranking cardinal point is used to calculate the multi-objective decision model of the module configuration optimization. According to the comprehensive distance between the feasible configuration schemes and the ideal outranking cardinal point, and the inverse ideal outranking cardinal point, the optimal configuration scheme is selected. The feasibility and universality of the proposed approach is verified by a module configuration optimization case of vertical computer numerical control honing machine.
Keywords
Introduction
Modular design is the key of computer numerical control (CNC) honing machine design. 1 The platform of CNC honing machine modular design can quickly configure the corresponding honing machine according to customized needs. It greatly improves the design efficiency and reduces the design cost. However, how to meet the different customized needs, reduce the cost of the enterprise, and produce the qualified products at the fastest speed must be solved by the CNC honing machine equipment manufacturers in the optimization of the configuration. 2
Current researches about product configuration design mainly focus on obtaining a feasible configuration scheme. Most of them use ontology technology and semantic computing to meet customer customization requirements based on knowledge and constraint reasoning. But the optimization of product configuration scheme is less involved.3–6 Zhou et al. decomposed customer expectations into the quality utility of each product characteristic. They established a mathematical model of product optimization configuration considering the quality utility and cost of mass-customized products. The optimal configuration was obtained through the goal of maximizing the “cost-effectiveness.” 7 For individual customization, the correlation matrix between customer requirements and functional requirements, and the mapping matrix between function requirements and structure, was constructed by Cheng. He optimized a mathematical model of individualized products to find the optimal configuration. The optimization objective function of the model was formed by performance requirements and product component instances, and the constraint function of the model was formed by the characteristics of cost and individualized demand. 8
The existing researches about configuration optimization mainly focus on configuration optimization of high-volume custom products.9,10 But the high-end CNC machine tools are individual products that need to be configured according to the different needs of each customer. 11 In addition, the researches mainly solve the optimization of performance, structure, and quality in product configuration design. However, they ignore an important factor, the production period. The production period refers to the time interval from the main raw materials being put into production to the qualified finished products being accepted. No matter whether production organization or fund management, production period is undoubtedly an important content that cannot be ignored. 12 This is because the deviations of actual due date (delay or early delivery) would result in increasing the product cost, decreasing the firm competitiveness. 13
To solve this problem, this article proposes a module configuration optimization approach of vertical CNC honing machine based on ideal outranking cardinal point. The maximum performance, the minimum cost, and the shortest delivery are selected as the optimization target of the optimization objective function. Based on this, the optimal model is solved by the ideal outranking cardinal point to obtain the optimal configuration scheme.
Procedure of module configuration optimization
The optimization of product configuration is a multi-objective decision problem.14,15 Its modeling process includes five steps, as shown in Figure 1:16,17 (1) establishing the feasible configuration schemes according to the customer requirements, (2) selecting decision variables according to the optimization target, (3) constructing the optimization function of each decision variable, (4) constructing the optimization model of multi-objective decision, and (5) solving the optimization model to obtain the optimal configuration scheme.
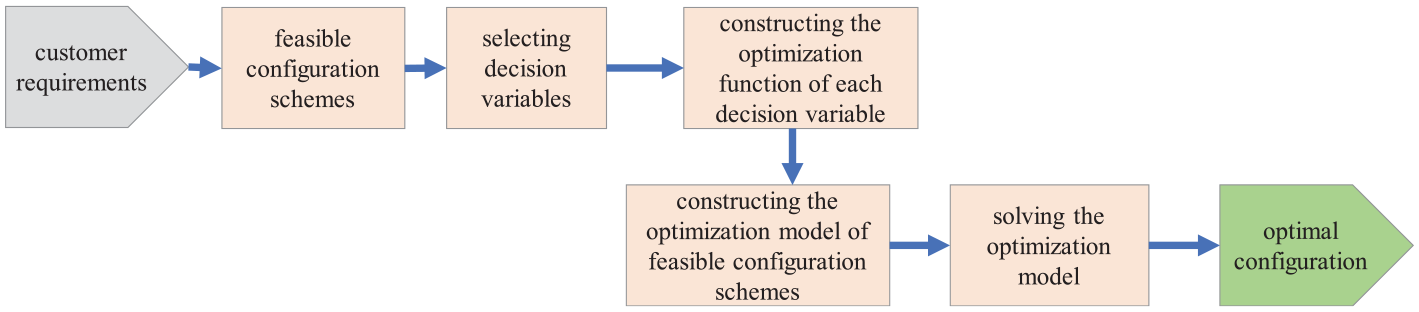
Optimization procedure of modularization configuration.
The input of multi-objective decision model of CNC honing machine configuration scheme is the feasible configuration scheme obtained through solving constraint and rule. And the output of the model is the optimal configuration scheme which solved by multi-objective optimization model. According to the previous discussion, this article takes the performance, cost, and delivery date into account to evaluate the advantages and disadvantages of each feasible configuration scheme and finally obtains the optimal configuration scheme. The performance indicator P, cost indicator C, and delivery date indicator T are not direct functions of the decision variable X, but are descriptions of their attributes. Therefore, the multi-attribute decision model is selected, and the mathematical description is as follows

where x is the optimal configuration scheme;
Generation of feasible configuration scheme forCNC honing machine
Modularization is the ultimate goal of product modular design. 18 The possible configuration scheme of the CNC honing machine must go through three steps. (1) First is determining the configuration structure information. Through general bill of material (GBOM), every module of the CNC honing machine and its corresponding key attributes are given. The instance interface form of each module and its target module connected are clarified. Ontology technology is used to describe modules, attributes, interfaces, and other models in this article. (2) Second is confirming customer requirements. The ontology language is used to formalize the basic performance requirements, auxiliary requirements, and user customization requirements of the CNC honing machine. And those requirements are converted into the constraint conditions of the product configuration through semantic operations. (3) Third is matching module instance. According to the inherent constraints and rules of the CNC honing machine module, the customer requirements are solved by the ontology and rule-based reasoning. The feasible configuration scheme can be obtained by instantiating each module. Note that a module has only one instance in a feasible configuration scheme. Through the above processes, all feasible configuration schemes that meet the customer requirements and product model constraints are finally obtained.
Modeling of optimization target for CNC honingmachine configuration scheme
As mentioned above, this article takes the performance, cost, and delivery date into the module configuration of the CNC honing machine. Therefore, the optimization target of the configuration schemes should include performance indicator, cost indicator, and delivery date indicator.
CNC honing machine performance indicator
Suppose each product contains N modules, each instance of a module i has nj attributes, and the weight of each attribute is

where



CNC honing machine cost indicator
This article does not consider the module variant design because of different module properties. But the assembly-oriented module variant design, due to different module interface parameters, is considered. When constructing the cost optimization model of the configuration scheme, only the invariant cost and the variant cost of the N modules in each scheme are considered. Among them, the variant cost of the module includes the variant design cost

where
CNC honing machine delivery indicator
Since the manufacturing of each module is performed in parallel, the maximum time of designing and manufacturing of all modules in each configuration scheme is taken as its delivery time. Similar to cost optimization model, the delivery optimization model should consider the invariant time

where
In the above three optimization objective functions,

where
Solving of CNC honing machine configuration schemedecision model
Ideal outranking cardinal point is a typical method in multi-objective decision making. 19 According to the multi-objective optimization model constructed in the previous section, this article uses the maximal minimum ideal outranking cardinal point method to solve the model. 20 The specific processes include constructing an excellent cardinality matrix, obtaining an ideal outranking cardinal point, calculating a comprehensive distance, and sorting.
Building an excellent cardinality matrix
In order to solve the decision information of the multi-attribute decision problem, the quantitative attribute of each attribute function in every feasible configuration scheme should be clarified first. For displaying the selection information of all attributes numerically, here,

In the above matrix, the unit of the quantitative value for different attributes is not same (e.g. the cost of unit is “10,000 yuan” and the delivery unit is “months”). Therefore, different attributes should be transformed to the dimensionless normalized form. To this end, the above matrix is normalized as follows
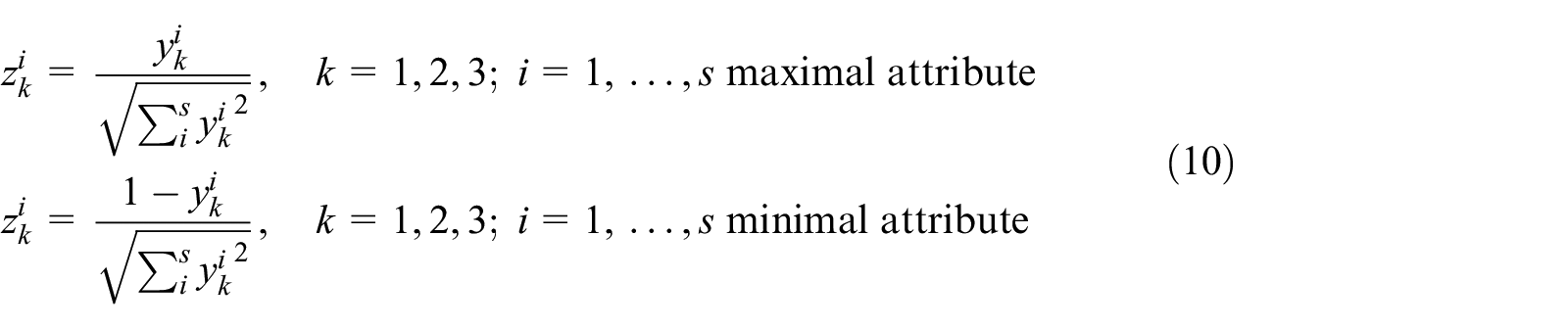
Through the above conversion, the value

Calculating the ideal outranking cardinal point
The excellent cardinal point of each scheme is

Determining the comprehensive distance of each configuration
In order to find the optimal configuration scheme, the distance of all the excellent cardinal points from the ideal outranking cardinal point in the Euclidean distance is considered, and the distance can be recorded as
In order to find the point which is closest to the ideal outranking cardinal point and farthest from the inverse ideal outranking cardinal point, the distance di is used to measure the comprehensive distance from

Sorting the comprehensive distance of the configuration scheme
According to the comprehensive distance, the optimal configuration scheme can be found. The smaller the value of
Case study
According to the above configuration optimization method and process, this article takes a vertical CNC honing machine of a machine tool company as an example to verify the configuration optimization process. The implementation steps are specified as follows.
Obtaining feasible configuration scheme
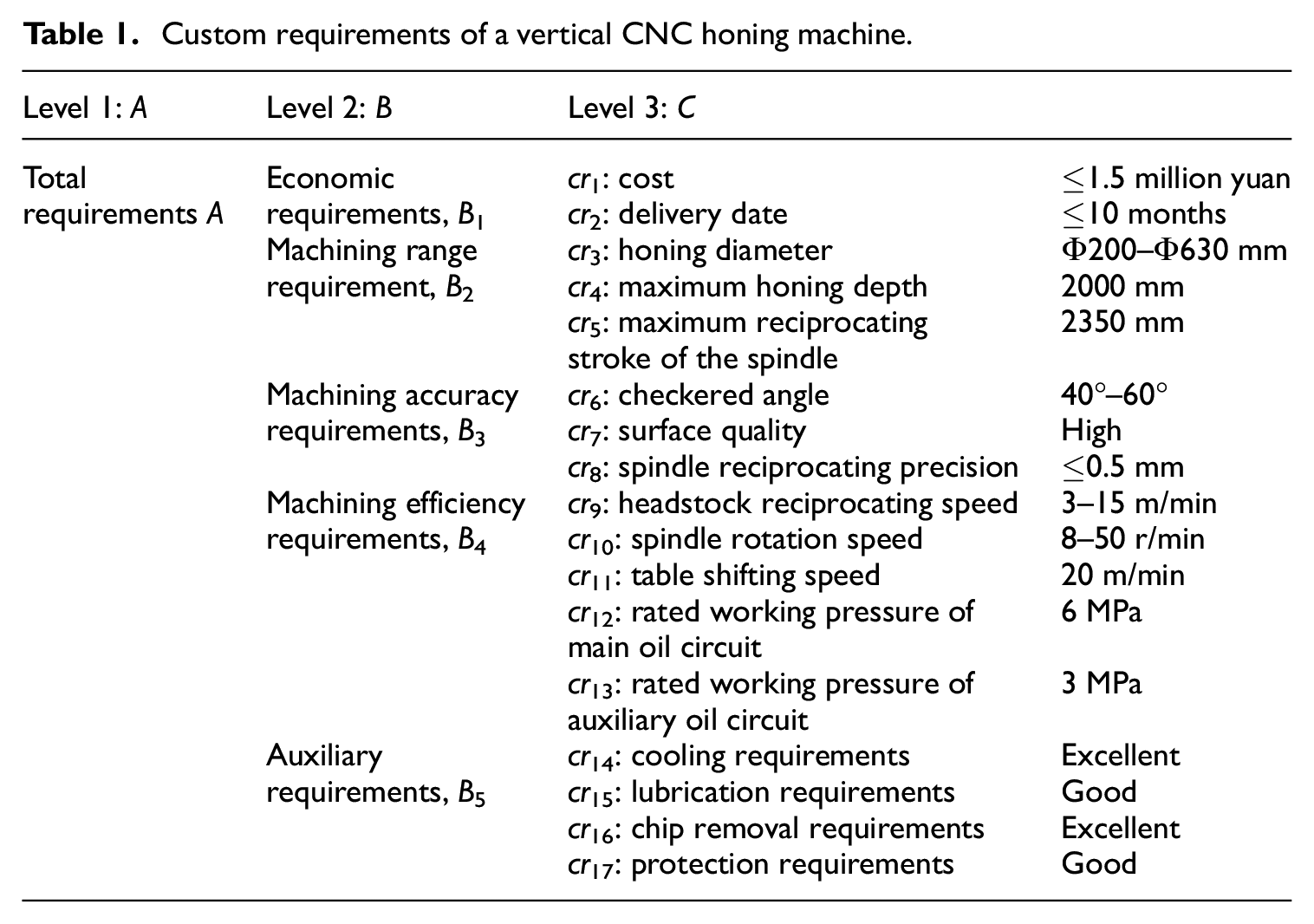
In order to realize the modular configuration of the vertical CNC honing machine, it is necessary to analyze the custom requirements first. The requirements are defined as classes, and instanced. The specific custom requirements are shown in Table 1.
Custom requirements of a vertical CNC honing machine.
By converting the configuration constraints to Semantic Web Rule Language (SWRL) rules, and then using the Racer inference engine in Protege4.1 software to infer the SWRL rules, eight feasible configuration schemes are obtained to meet the custom requirements. The modules included in each configuration scheme are shown in Table 2.
Modules of the feasible configuration schemes.

Configuration scheme optimization
The above eight feasible configuration schemes are used as decision variables, and the multi-objective decision-making method is used to obtain the optimal configuration scheme. The solution of optimization target of each scheme is the core of multi-objective decision making. The feasible configuration scheme 1 is taken as an example to illustrate the determination of its performance indicator P, cost indicator C, and delivery date indicator T.
Performance indicator calculation of scheme 1
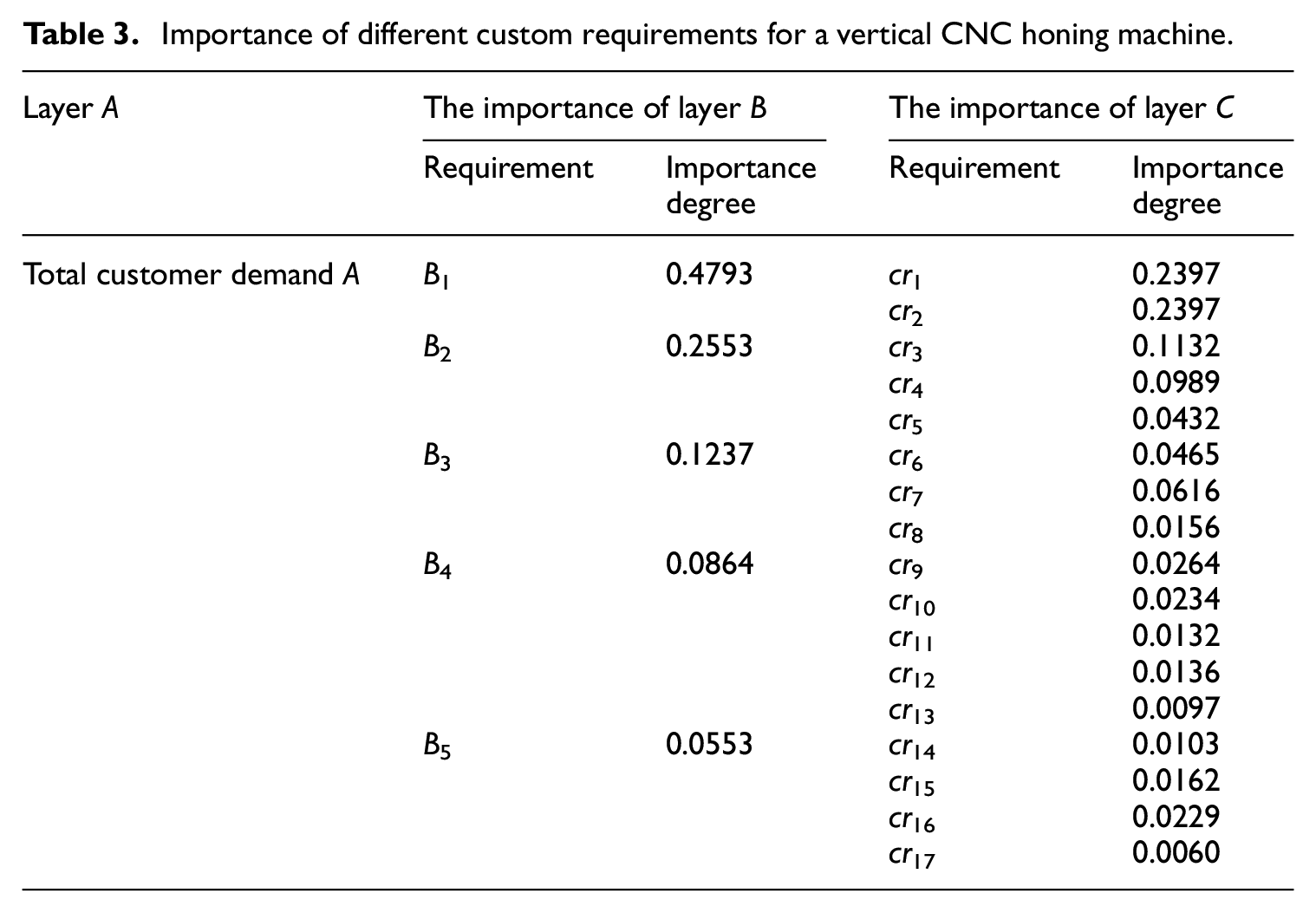
Since the calculation of performance indicators needs the weight value of each module according to the custom requirements and its importance, this article uses the analytic hierarchy process to determine the weight value, as shown in Table 3. The calculation process is not described here.
Importance of different custom requirements for a vertical CNC honing machine.
Based on the importance of custom requirements, the requirements are mapped to the product technical features. The mapping process of the custom requirements related to the spindle is shown in Table 4.
Mapping between custom requirements and module properties about spindle.

Similarly, according to the mapping between custom requirements and attribute parameters, the values and weights of all modules’ attributes can be obtained. For the convenience of subsequent calculation, the attribute information, cost information, and delivery date information of all module instances in the feasible configuration schemes are displayed in Table 5.
Performance information of different modules.
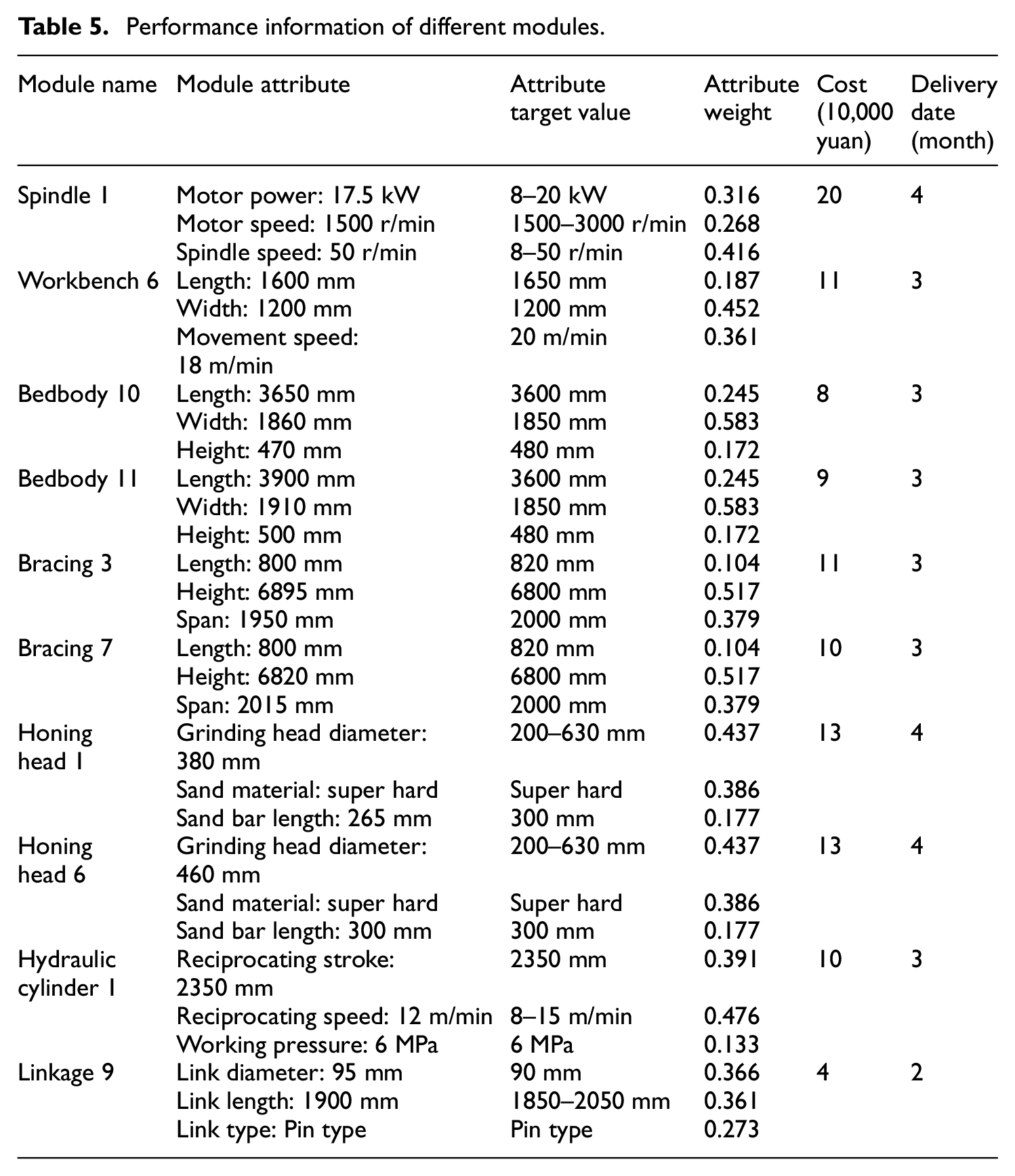
Based on the attribute information of the module instance and the value and weight of the corresponding attribute in Table 5, the performance indicator of all the module instances in the feasible configuration scheme 1 is calculated according to formulas (3) to (5), as shown in Table 6. The performance indicator of the feasible configuration scheme 1 is calculated to be 5.287.
Performance indicator of different module instances of scheme 1.

Cost indicator and delivery date indicator calculation of scheme 1
When calculating the cost indicator and the delivery date indicator, the cost and variant time of each module need to be calculated according to the interface code. Here, the calculation process of the interface of shaft 1 and linkage 9 is taken as an example. The interface code of spindle 1 is 3204D, and the interface code of linkage 9 is 3205T. According to equation (6),
According to the actual production,
Solution of optimization model
According to the solution process of the optimization target of the feasible configuration scheme 1, the indicator value of the optimization target of all feasible configuration schemes can be obtained in the same way. The attribute matrix

In the above attribute matrix

According to formula (12), the ideal outranking cardinal point
Sorting the comprehensive distance, the order of feasible configuration schemes 1 to 6 can be obtained as follows:

Module of the optimal configuration scheme.
Conclusion
This article presents an optimization method for the module configuration scheme of the CNC honing machine. First, the performance, cost, and delivery date are used as decision attributes to construct an optimization model based on multi-objective decision making. Second, the performance indicator is calculated by the similarity of the performance attribute between all modules and the corresponding target modules. The cost indicator is constructed by the invariant cost and the variant cost of all modules in the configuration scheme. The delivery indicator is obtained according to the maximum time of designing and manufacturing of all modules in configuration scheme. The optimization target of the configuration scheme is established based on the performance indicator, cost indicator, and delivery indicator. Third, the excellent cardinality matrix is built by converting three attributes into a dimensionless normalized form. And the ideal outranking cardinal point method is used to solve the optimization target. Finally, according to the comprehensive distance between the feasible configuration scheme and the ideal outranking cardinal point, and the inverse ideal outranking cardinal point, the optimal configuration scheme is selected.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the China Postdoctoral Science Foundation (Grant No. 2018M643727), Natural Science Foundation of Shanxi Province (Grant No. 2019JM-099), and National Natural Science Foundation of China (Grant No. 51975463).