
Abstract
Thermal insulating materials are necessary for buildings, automobiles, and industrial operations to be cool and energy-efficient. Traditional insulation materials are usually made from synthetic polymers, known to release toxic fumes and are not readily biodegradable. Sustainable green materials are progressively more significant as the need for energy preservation and environmental conservation increases. In this line, a sustainable bio-composite comprised of coir fiber (CF) and natural latex suitable for thermal insulation purposes has been developed and is presented in this study. The composites were produced with varying CF content (10%−50%) to determine the optimum fiber-to-latex ratio for improved mechanical and thermal properties. These results indicate that the mechanical properties were improved by CF incorporation, and the optimal tensile strength, elastic modulus, and maximum breaking force were recorded at 40% CF addition (Coir-Latex Composites-4). In addition, the thermal conductivity of CLC-4 was 0.04411 W/m·K, which was 22.55% lower than conventional thermal insulating materials (Poly-Ethylene foam). It also shows strong thermal stability in the thermogravimetric examination with a high residue (17.7%) at 600°C, indicating good thermal resistance. Latex helped to reduce CF hydrophilicity and water uptake with advantages at high CF contents. Fiber-matrix adhesion was confirmed by Field-Emission Scanning Electron Microscopy (FESEM), showing adequate distribution and concentration at lower fiber loadings. The mechanical properties of the material deteriorated when the CF content exceeded 40%. Therefore, the CLC composite presents an eco-friendly alternative to conventional insulation materials, having the complementary features of enhanced mechanical strength, low thermal conductivity, and biodegradability, making it a sustainable insulation for construction and energy-efficient applications.
Introduction
Designing new materials for specific applications in science and technology has become more important, especially due to increased scope on environmental responsibility and sustainability.1,2 Bio-composites made by combining synthetic polymers and natural fibers represent a new prospect for manufacturing sustainable composite materials with high performance. 3 Greener alternatives to conventional building materials, which can reduce depletion of resources and environmental degradation, considering environmental issues regarding traditional construction. 4 Natural fibers, being derived from sustainable resources, are gifted with a bunch of properties such as biodegradation, non-toxicity, and eco-friendliness; this makes them an ideal choice for bio-composite production.1,5 Use of bio-composite corresponds to the green technology philosophy and concept, which attempts to obtain produced materials with low negative impact on the environment during their life cycle.3,6
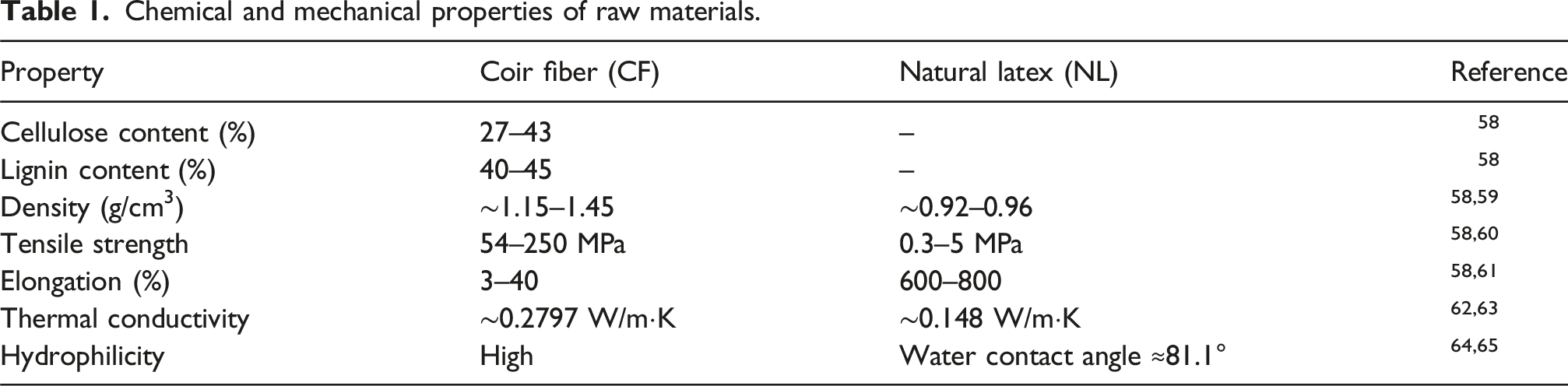
Research on renewable fiber-reinforced composites has sped up in recent years because of stricter environmental rules, a rising need for energy, and the need for materials that are good for the environment. Natural fiber reinforcements have gotten a lot of attention since they are less dense, can be used again, are cheaper, and have less of an influence on the environment than synthetic reinforcements. Natural fiber reinforced polymer composites have shown better mechanical performance, better thermal stability, and promising dielectric behavior, in addition to being good for the environment.7,8 This makes them good for structural, insulation, and electronic uses. Coir fiber (CF), obtained from coconut waste, is a member of Cocos Nucifera under the family of Arecaceae, is widely available worldwide, and plays a very important role in bio-composite applications. 9 CF being a lignocellulosic material, has been well recognized for its mechanical strength and low thermal conductivity.10,11 As a reinforcement, CF is a good choice because of its high tensile strength, low elongation at break, and thermal stability; these properties make it an ideal choice for usage in composites.2,12 Its high lignin content (40%–45%) and moderate cellulose content (27%–43%) impart rigidity, strength comparable to synthetic fibers, resistance against microbial attack as well as waterproofing properties.1,13,14 The fiber has a unique cellular structure, including a hollow lumen and lacunae formed in its cell wall, which provide better acoustic insulation as well as thermal insulation. 15 In the case of thermal insulation, CFs function as an encapsulation matrix, facilitating air retention in their porous form, which consequently minimizes heat transfer and is therefore applicable to building materials such as insulation boards and wall panels due to its good characteristics.16,17 The relatively poor thermal conductivity of coir (0.061−0.075 W/m·K) makes it comparable to glass wool (0.040−0.045 W/m·K) and so is a potential replacement for existing insulating material.18,19 The comparative studies also revealed that coir has a higher value in modulus and tensile strength, supporting its use in heat-resistant and structural composite panels. 20 Additionally, CF offers environmental advantages as a biodegradable, bio-renewable material with a low carbon footprint. 14 So, it is in agreement with the Sustainable Development Goals (SDGs) by decreasing industrial waste as well as generating circular economies. 21 Therefore, CF is a potential choice for reinforcement in bio-composites due to its low coefficient of heat conductivity, air entrapment, biodegradable properties, and availability in large quantities at a lower cost.2,14,22 Recent research has shown that adding natural fibers to polymer matrices like epoxy makes them much stronger, more resistant to impact, and better at insulating electricity. This means they can be used in electrical housings, insulating panels, and lightweight structural parts. Adding lignocellulosic fibers creates interfacial polarization and dipolar processes that may increase dielectric performance while maintaining the mechanical integrity of the material.7,8 These multifunctional benefits make natural fiber composites useful for more than just building things; they may also be used in electrical and thermal insulation systems.
Hevea brasiliensis, the source of Natural latex (NL), is a flexible and renewable binder to CFs. NL consists predominantly of rubber hydrocarbons and non-rubber constituents that are responsible for the elasticity and strength. 23 This matrix material provides flexibility and thermal stability to the fiber-reinforced composites. 24 Renewable polymer NL, with a low value of thermal conductivity 0.14 W/m·K, can act in synergy as it fills up the pores formed by coir with reduced local air movement due to its porous structure. 19 The biodegradable potential of NL also fits well with the worldwide trend in the use and manufacture of sustainable materials. 13
The growing use of green, sustainable, and energy-efficient materials has made natural fibre composites a prominent research topic. Coir-Latex Composites (CLC) are thought to be a promising option for environmentally friendly insulation and building materials because of their renewable and biodegradable qualities, among other qualities. Coir use is also an eco-friendly alternative to synthetic materials due to low biodegradability and high carbon footprints. 25 The inherent porosity of coir combined with the low thermal conductivity of natural latex contributes to effective thermal insulation; for example, thermal conductivities as low as 0.048 W/m·K have been reported for coir–wood composites. 26 This unique characteristic of coir being fibrous in nature and that of latex by its flexibility fabricates such a material with excellent insulation properties along with mechanical toughness.27,28 Studies have further highlighted that the low thermal transference of coir fibres makes them suitable for core layers in insulation panels, 29 while latex enhances composite flexibility under thermal stresses. 30 The low thermal conductivity of coir, conjugated with flexibility in latex, renders the composites suitable as insulation panels, roof claddings, and lightweight wall systems.10,31 Coir-based thermal insulation has been shown to minimize energy dissipation in buildings. 32
A lot of research has been done on natural fiber reinforced polymer systems, but much of it has been on synthetic thermoset matrices and chemically treated fibers to improve interfacial bonding and mechanical performance. There has been little research on entirely bio-based binder systems and untreated fiber reinforcements that are good for the environment and have balanced thermal, mechanical, and insulating performance. The increasing demand for coir-based composites is an indication that a shift from synthetic material to natural fiber non-woven industries in most sectors, including automotive, construction, and other manufacturing sectors, as compared. 2 Composites of coir and latex materials could be an economic stimulant as they utilize agricultural waste to produce value-added products that reduce the country’s reliance on synthetic insulating material. Global markets, worldwide need for bio-composite is expected to increase considerably, where the CF with latex-based products are known to be complementary and supportive in sustainable development. 31 These composites may potentially replace traditional materials in a range of applications due to their better properties and environmental impact. In construction, CLCs are widely explored for use in wall, roof, and floor insulation, contributing to reduced heat transfer and lower energy consumption in buildings. 33 The possibility to vary the mechanical and thermal properties of CLC makes this material a great candidate for automotive interior parts, like inside the doors, dashboard or seat cushioning, providing lightweight and sustainable substitution against conventional materials. 22 Moreover, coir-latex production also produces less CO2 with a reduction of up to 75% when compared with polystyrene foam manufacturing. 34 These composites are fully biodegradable under composting conditions, decomposing within 2–5 years, and exhibit end-of-life advantages over synthetic insulating materials, which seldom degrade and are difficult to recycle.10,35 The coir industry in Sri Lanka processes 85% of the coconut husks, which leads to recycling about 1.2 million tons/year from going into landfills. 15
Various chemicals have been used by different investigators to modify the fibre to improve mechanical strength. Alkalization with 5%–6% NaOH remains the most common treatment, removing hemicellulose and surface impurities and improving fiber–matrix adhesion. This problem has been tackled in some studies by surface treatments, such as alkali treatment that increases the fiber-matrix interfacial bonding and thereby increases the mechanical properties of coir-based composites.14,36,37 Similarly, hybrid treatments of NaOH with chromium sulphate (CrSO4) increased the flexural strength by 18% in polypropylene composites. 38 The use of alkali solution, bleaching agent, and vinyl grafting on CFs changes the surface property to increase tensile strength, bending strength, and impact force. 19 Stearic acid had been reported to act as a compatibilizer in high-density polyethylene–coconut coir composites with improved mechanical and thermal properties. 39 Chemical modification procedures, on the other hand, may raise costs, add to environmental problems, and lessen the sustainability benefits of natural fiber composites. So, making untreated fiber composites that work well is still an important area of study.
This study introduces a novel sustainable heat-insulating bio-composite that combines coir fiber (CF) and natural latex (NL) for thermal insulation applications. The developed bio-composite is different from the conventional synthetic polymers-based materials because it not only employs low thermal conductive, biodegradable, and biomass-abundant coir fiber but also emphasises that the flexibility, structural resiliency, and reusability of the material system can be obtained by using natural latex instead of a synthetic counterpart. The key innovation lies in the optimization of the coir-to-latex ratio (up to 50%), which has not been extensively explored in previous research. Nevertheless, chemical treatments pose economic and environmental concerns and may present health hazards. 40 Thus, this work intends to produce CLC without using any chemical additives or fiber modifications to encourage an eco-friendly, cost-effective alternative. A wide array of tests was carried out to verify the performance and feasibility of the novel bio-composite developed. The corresponding tests are thermal conductivity, mechanical properties, density, water absorbency, and thermogravimetric (TG) and differential thermal analysis (DTA) for thermal stability and degradation behaviors, respectively. Field-Emission Scanning Electron Microscopy (FESEM) was used to study the morphology of the composites and to understand fiber-matrix bonding. These tests allowed for comprehensive mechanical and thermal characterization of the bio-composite, where its performance against conventional insulating materials was evaluated, and its suitability for energy efficiency applications elucidated.
Materials and methods
Materials
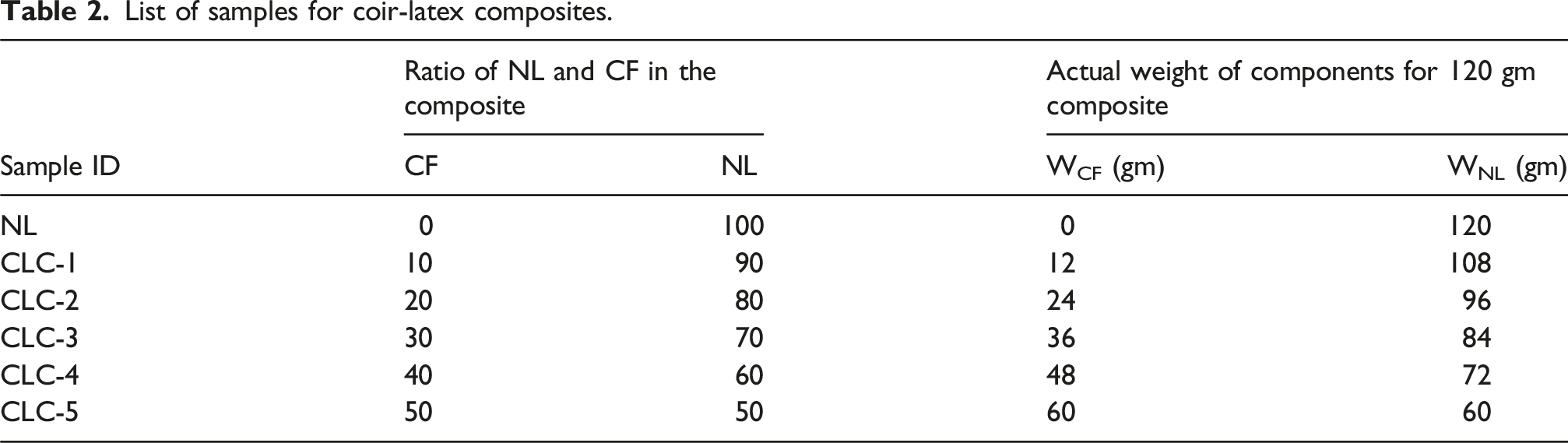
Coir fiber was collected from the local market. Natural latex in liquid form, sourced from Pirgacha Rubber Garden, Modhupur in Tangail, Bangladesh (24.690055°N, 90.017472°E), is maintained in its liquid state through the use of ammonia gas. A very small amount 0.05% formic acid (HCOOH; CAS Number: 64-18-6) (Merck, Germany) was used, which serves as a rapid coagulant in rubber production. Formic acid acts as a neutralizer of the charges on latex particles. The result of this process made it possible to reduce repulsive processes between these particles. This means that the latex is subjected to a simpler coagulation process and rubber products are produced.
Properties of raw materials
Chemical and mechanical properties of raw materials.
Methods
List of samples for coir-latex composites.

Preparation process of CLC from NL and CF.
Testing methods
A complete series of physical, mechanical, and thermal tests were carried out in line with accepted international standards to assess the performance of the produced coir-latex bio-composites. The testing program aimed to determine the effect of coir fiber loading on the structural, thermal, and morphological properties and to compare the performance of these composites with those of traditional insulating materials. All measurements were taken in a controlled laboratory environment, and specimens were conditioned at 25 ± 2°C and 65 ± 5% relative humidity for 24 h to attain moisture equilibrium before testing.
Universal testing equipment was used to evaluate the tensile strength and elongation at break in accordance with ASTM D412. A Universal Testing Machine (UTM), Model H10KS, Hounsfield, Germany, was used to measure tensile qualities. Dumbbell-shaped specimens measuring 115 × 25 × 12 × 5 mm and with a gauge length of 25 mm were tested with a 500 N load at a cross-head speed of 2 mm min−1.
Hardness was measured using a Qualitest H1000 durometer (USA) fitted with a tungsten-carbide indenter on the Shore D scale in accordance with ASTM D2240. Impact energy was 8 ft/lbs. Each specimen surface had three separate hardness measurements, which were then averaged to get typical values. The impact of fiber reinforcement on stiffness, flexibility, and surface resistance was shown by these mechanical tests. Five samples of each composite formulation were evaluated for all mechanical tests. The values provided are the averages of these measurements to make sure the results are statistically reliable and repeatable.
A Lee’s Disc Apparatus, Model Huber CC301, Huber, Germany, was used to measure thermal conductivity per ASTM C201. It had a copper plate that was 10 cm in diameter, 0.98 cm thick, and weighed 685.026 g. The temperature during the test stayed at 90°C in steady-state circumstance.
Thermogravimetric (TG), differential thermal analysis (DTA), and derivative thermogravimetric (DTG) were performed with a Seiko EXSTAR 6000 apparatus (Japan) following ISO 11358, with a heating rate of 0.01–200°C/min. Each sample (8–10 mg) is then placed in an inert atmosphere (nitrogen) and heated under controlled conditions from room temperature to 1300°C through various heating rates, enabling information about the maximum degradation onset, mass-loss response, and residual char yield to be extracted from these studies, thus allowing the thermal stability of the composite to be quantified.
Density was determined as mass to volume ratio according to ASTM D2395-14 using a precision electronic balance and digital slide calipers. Before measuring, the samples were dried in an oven at 110°C. The size of the specimen stayed at 1 in x 1 in. Water absorption tests were performed according to ASTM D570–98. Dried samples (3 in × 1 in) were weighed and then submerged in room temperature distilled water and reweighed after 2 and 24 h to determine the proportion of water uptake. The results demonstrated how the composites’ hydrophilicity was influenced by the latex encapsulation and the coir content.
A Schottky Field Emission Scanning Electron Microscope, Model JSM-7610F, from JEOL Ltd in Japan, was used for morphological examination. All samples were coated with gold sputter, and morphology was observed at 500x and 1000x for pore shape, matrix adherence, and fiber dispersion.
Results and discussion
The impact of including coir fiber on the thermal, mechanical, and physicochemical characteristics of each composite specimen was assessed by a series of thorough investigations conducted after construction. Thermogravimetric (TG), derivative thermogravimetric (DTG), and differential thermal analysis (DTA) were performed to assess thermal stability and decomposition behaviour. Thermal conductivity measurements were conducted to determine the insulation performance of the composites. Mechanical behaviour was evaluated through tensile testing, including determination of tensile strength, elastic modulus, elongation at break, and the maximum force required for fracture. Additional assessments included hardness measurement, density determination, and water absorbency analysis to understand the dimensional and moisture-related behaviour of the materials. Morphological features of the fibre–matrix interface were examined using field-emission scanning electron microscopy (FESEM). Representative images of all composite samples are presented in Figure 2. Different samples fabricated by CF and NL (a) NL, (b) CLC-1, (c) CLC-2, (d) CLC-3, (e) CLC-4, and (f) CLC-5.
Mechanical properties
Tensile properties of the CLC
Tensile properties of the composite materials depend on various parameters such as fiber loading, resin or adhesive loading, length of the fiber, fiber-matrix adhesion, etc. Generally, fiber loading improves any mechanical properties of the composite, but only under specific conditions. The test was done using the standard procedure. All samples were subjected to a conditioning environment of 25°C and 65% relative humidity for 1 day, and all tests were conducted under identical conditions. The final results were determined by averaging the obtained values.
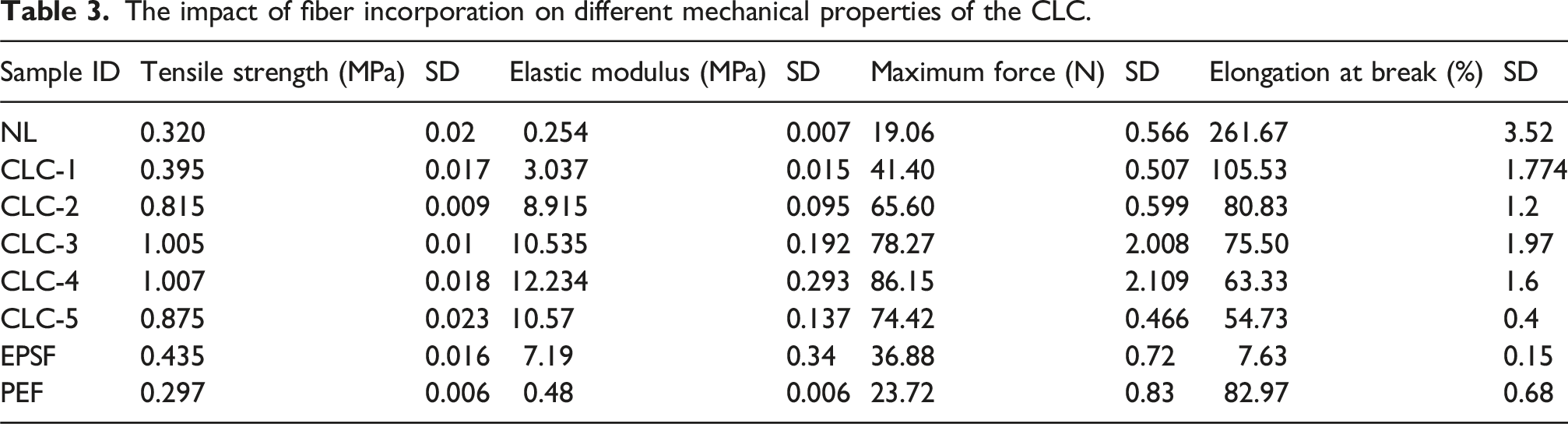
The impact of fiber incorporation on different mechanical properties of the CLC.
To provide a comprehensive understanding of the tensile behavior beyond the summarized numerical values, the representative stress–strain curves of all composite samples are presented in Figure 3. Representative stress–strain curves of the coir fiber reinforced natural latex composites (CLC-1 to CLC-5) obtained from tensile testing.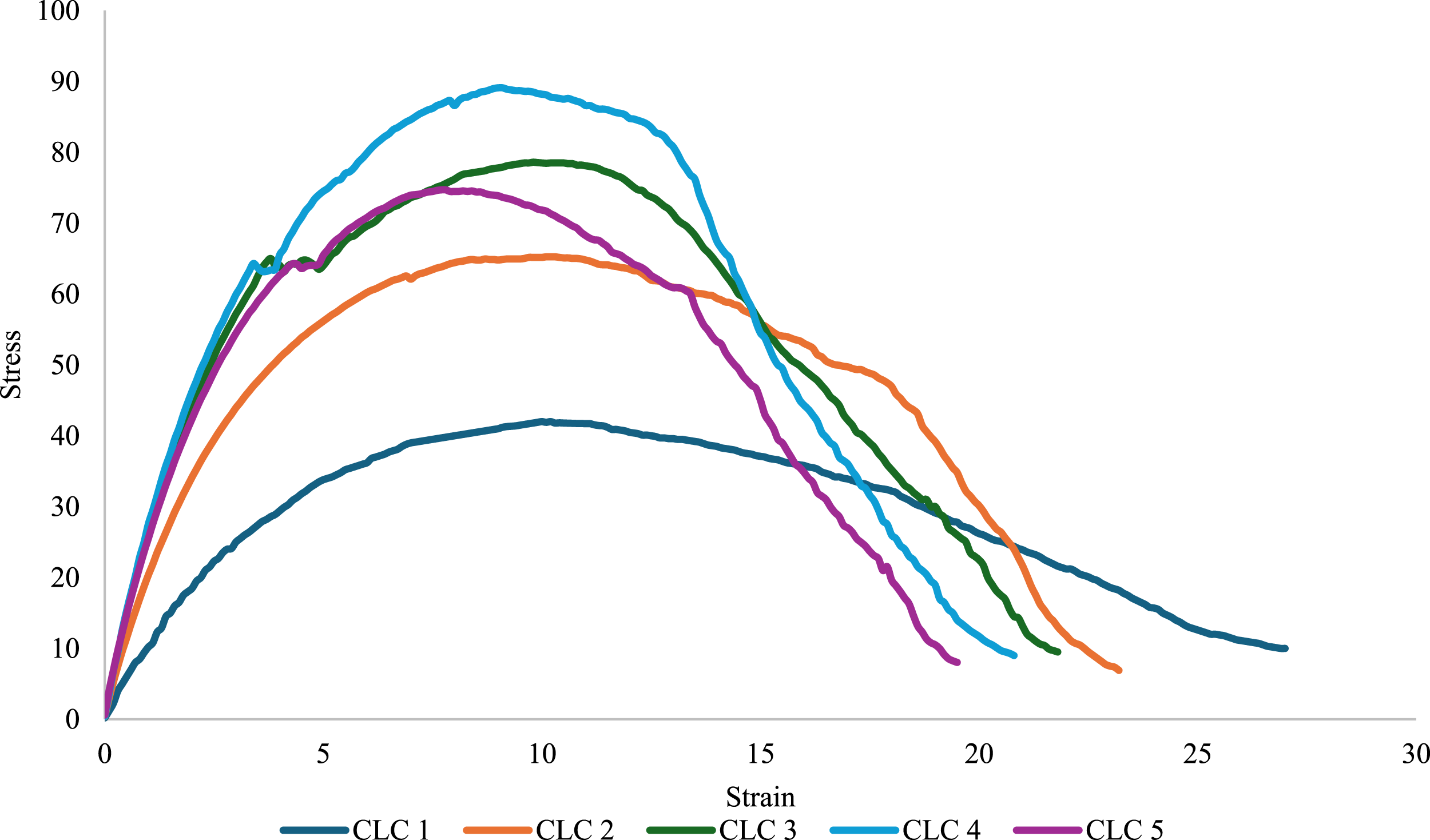
The stress–strain curves illustrate the deformation behavior of the developed composites, including the elastic region, peak stress, and failure characteristics. A clear variation in stiffness, strength, and ductility can be observed with increasing coir fiber content. All samples exhibit an initial linear elastic region followed by a non-linear region leading to peak stress and subsequent failure. With increasing coir fiber content, the slope of the initial region increases, indicating enhanced stiffness, while the strain at failure decreases, reflecting reduced ductility. Among all compositions, CLC-4 demonstrates the highest peak stress and a balanced deformation profile.
The effect of fiber incorporation on the tensile strength of CLC developed for heat insulation applications are shown in Table 3. NL exhibited a tensile strength of 0.320 MPa without any breakage. Incorporating CFs into the NL matrix significantly enhanced its mechanical properties. With 10% fiber (CLC-1), the tensile strength was found to be 0.395 MPa, which is not a significant increase in mechanical strength. An increase of 0.815 MPa for tensile strength was detected at this condition of 20% fiber (CLC-2) compared to the control. The composites with fiber contents of 30% and 40% (CLC-3 and CLC-4) attained maximum tensile strengths of nearly 1.005 MPa and 1.007 MPa, respectively (214.06% and 214.69% increases compared to NL, respectively). Contrarily, incrementing the fiber content up to 50% (CLC-5) decreased the tensile strength to 0.875 MPa, due to possible fiber agglomeration or decreasing matrix-fiber adhesion. 41 In comparison with conventional insulating materials, all the fiber-reinforced composites outperformed Expanded Poly-Styrene Foam (EPSF) with a tensile strength of 0.435 MPa and Poly-Ethylene Foam (PEF) with a tensile strength of 0.297 MPa. Notably, CLC-4 exhibited 131.49% and 239.06% higher tensile strength than EPSF and PEF, respectively. This is a clear indication of the higher mechanical performance achieved by the developed composites. The increase in tensile strength with the addition of fiber also indicates better load transfer and reinforcement within the composite. 42 Since such excellent thermally insulating NL composites also show improved mechanical properties due to the fiber reinforcement, they can be a good substitute for conventional insulating foams.
To further quantify the relationship between coir fiber loading and tensile strength, a second-order polynomial regression analysis was performed, as illustrated in Figure 4. The fitted curve shows a strong non-linear dependence of tensile strength on fiber content, described by the equation Second-order polynomial regression analysis showing the relationship between coir fiber content and tensile strength of coir–latex composites (CLC).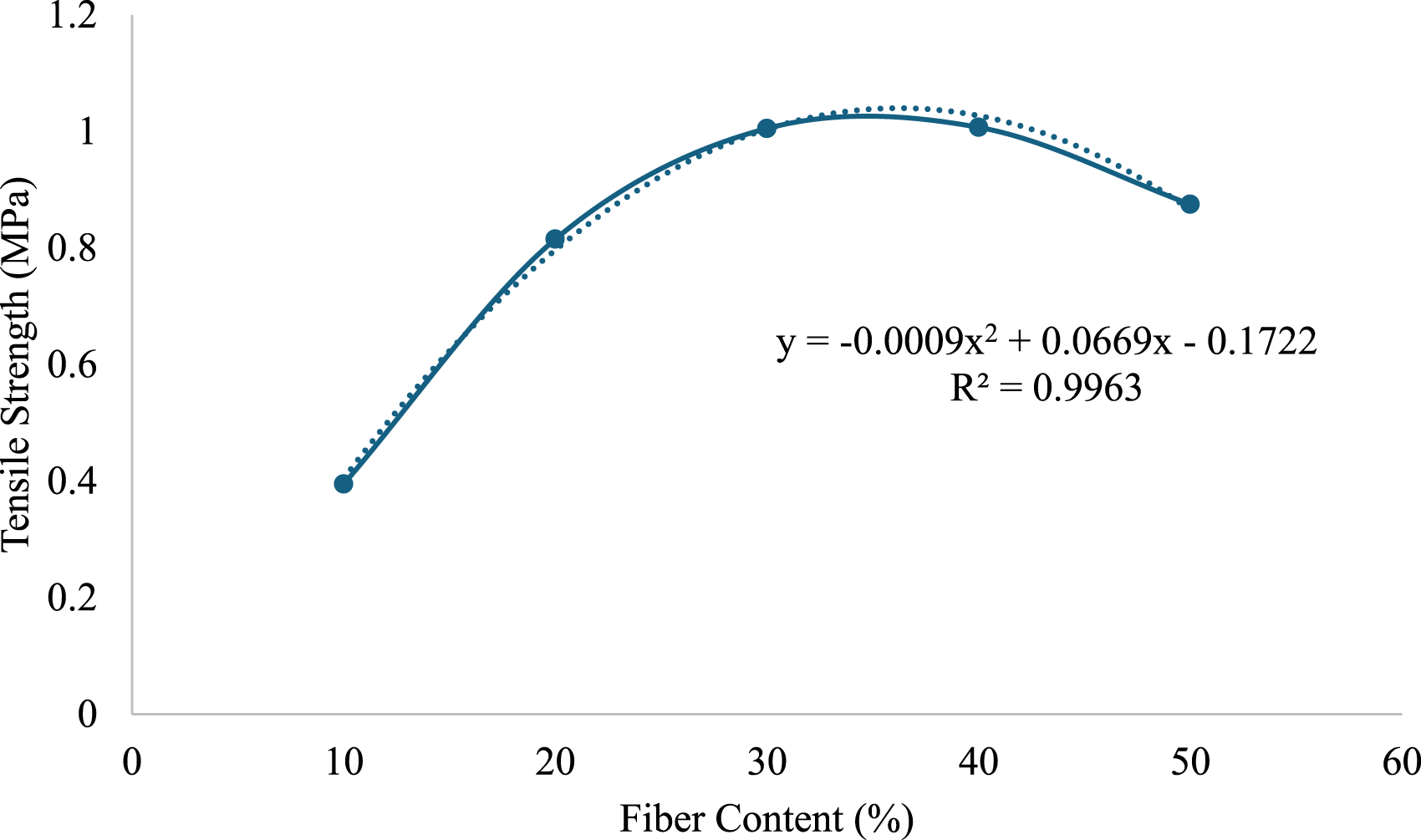
The rise in tensile strength as CF concentration rises can be explained by the fact that coir fibers strengthen the latex matrix. Coir fibers have a high tensile strength and stiffness since they are made of lignocellulose and have a lot of lignin in them. This makes them good at bearing stress when they are implanted in the elastic latex matrix. As more fibers are added, they build a network that strengthens the rubbery matrix and makes it less likely to change shape. Interfacial adhesion between the fiber surface and latex allows for efficient stress transfer. This lets the fibers act as load carriers and slows down the start and spread of cracks. A similar phenomenon has been observed in natural fiber–reinforced polymer composites, where higher interfacial bonding and fiber dispersion lead to increased tensile strength via efficient stress transfer processes. 43
At moderate fiber loadings (up to 40%), better fiber dispersion and matrix encapsulation lead to stronger interfacial bonding and mechanical interlocking, which makes the material stiffer and stronger. But when the load is higher (50%), fiber agglomeration, not enough wetting, and fiber–fiber interactions make stress transfer less effective and create stress concentration spots, which lowers tensile strength. This shows that there is a best fiber content that balances the efficiency of the reinforcement and the continuity of the matrix.
The elastic modulus of the CLC
The elastic modulus of NL composites is also significantly improved by fiber incorporation, as shown in Table 3. NL shows an extremely low modulus of 0.254 MPa, which indicates very high flexibility. The addition of fibers significantly increases the stiffness to 3.037 MPa (more than 10 times the modulus of the NL) at CLC-1. Further increasing fiber content to 20% (CLC-2) enhances stiffness to 8.915 MPa, which is almost 35 times that of NL. The reinforcement effect is the most significant at 40% fiber (CLC-4), and the modulus peak appears with 12.234 MPa. However, at 50% fiber (CLC-5), the modulus actually reduces slightly to 10.57 MPa, indicating 40% fiber content is optimal. EPSF presents a modulus equal to 7.19 MPa, which is intermediate as far as typical materials are considered, while PEF, being much softer, presents only a modulus of 0.48 MPa. All latex composites containing fiber reinforcement have stiffness values higher than viscosity-modified PEFs, and for 20% fiber-properties age, they exceed EPSF’s modulus. The composite is about two times stiffer than EPSF at peak reinforcement (CLC-4).
The shift in elastic modulus that was seen can also be explained by looking at the composite structure’s free volume. Free volume is the space between molecules in the polymer matrix that isn’t filled with anything else. This space directly affects how easily chains can move and how well stress can be transferred. Prior research indicates that a decrease in free volume inhibits polymer chain mobility and increases stiffness via enhancing intermolecular interactions and load-bearing capacity. 44 In this study, raising the CF content from 0% to 40% probably lowers the effective free volume by filling in empty spaces in the latex matrix and making the fiber-matrix network more compact. This structural densification enhances stress distribution under tensile loading, leading to a gradual increase in elastic modulus.
At 50% fiber loading (CLC-5), the little drop in modulus may be due to fiber aggregation and poor matrix wetting, which can cause microvoids and interfacial defects. These flaws make the free volume more concentrated and make it harder for stress to go through the material, which makes it less rigid.
Overall, fiber reinforcement produces a large enhancement in the mechanical properties of CLC, with an increase in the stiffness of as much as 50 times compared to NL. It has a nice peak at about 40% fiber content, where the composite performs better than typical foams such as EPSF and PEF. And this high fiber-reinforced NL composite is ideal for applications needing a higher strength and durability compared to regular foams.
The force required to break the CLC
Incorporating fibers into CLC significantly enhances their mechanical strength, as shown in Table 3, as shown by the increase in maximum force to break. NL has a very low breaking force of 19.06 N which is more than doubled to 41.4 N with 10% fiber (CLC-1), and increasing to 65.6 N with 20% fiber (CLC-2), showing a positive trend; furthermore, this strength continues to 86.15 N with 40% fiber content (CLC-4) before decreasing to 74.42 N with 50% fiber (CLC-5) due to factors such as fiber agglomeration and loss of bonding at the matrix. The results of all fiber-reinforced composites are also higher than conventional materials of EPSF and PEF themselves, which have maximal forces of break (36.88 N and 23.72 N, respectively). The weakest fiber composite (CLC-1) is stronger than EPSF and PEF, while the fiber composites with 40% fiber content (CLC-4) are already over two times stronger than EPSF and almost four times stronger than PEF.
Overall, the incorporation of fiber in NL composites enhances strength significantly, and the optimum fiber content is about 40%. Such composites have better mechanical behaviour in comparison to common foams, so they can be ideal for applications such as dynamic and higher power operational environments.
Elongation at break of the CLC
Elongation at break (%) is shown in Table 3, which illustrates the effect of fiber content on the elongation at break of CLC and compares these with typical materials, PEF, and EPSF. NL demonstrated the maximum elongation at break of 261.67%, indicating superior flexibility. On the other hand, the elongation sharply decreased from 58.89% at 10% fiber at CLC-1 to 54.73% at 50% fiber at CLC-5. This trend indicates that with the inclusion of fiber, the extensibility of the material is decreasing, which might be attributed to the higher stiffness resulting from the presence of fibers. The elongation of PEF, 82.97%, is not only lower than that of the 10% fiber composite (CLC-1, 105.53%) but also higher than most other fiber-reinforced composites. EPSF has the lowest elongation, which is 7.63%, and thus it is the most brittle among the materials compared.
All in all, the incorporation of fibers into NL has a tremendous decrease in elongation at break, with higher fiber concentrations resulting in higher rigidity and lower ductility. NL is the most flexible, while PEF provides moderate elongation. EPSF has extremely low elongation and is extremely brittle. The selection of the most suitable material is determined by the appropriate ratio of elasticity to rigidity for applications.
Hardness properties of CLC for different compositions
Hardness, as a material property, refers to its resistance to indentation. This characteristic is contingent upon the stiffness or firmness of the composite surface, with its structure and material composition dictating this trait. Hardness testing is conducted to assess a material’s ability to withstand indentation if necessary. The end use depends heavily on these materials, with lower hardness materials that cannot be used along with projectile-type material. The samples underwent conditioning at 25°C and 65% relative humidity for multiple days, and all tests were conducted under consistent conditions. The average values were obtained for all tests.
The outcomes of the test are illustrated in Figure 5 and the test utilized the D-scale on the Shore hardness tester. Shore hardness testing is typically conducted on materials such as rubber and plastics, with the Shore D scale specifically designed for harder materials
45
. The results showed that the addition of fiber to the composite made the material comparatively harder. It was because of the structure of the fibers. The data evaluates the Shore-D hardness and compressive hardness (N) of NL, composites (CLC-1 to CLC-5), and conventional foams (EPSF and PEF). NL shows a Shore-D value of 28.4 and a compressive hardness of 12.59 N. As CF content increases from 10% to 40%, both hardness metrics improve significantly, with CLC-4 (40% coir) reaching the highest Shore-D hardness of 54.8 and a compressive hardness of 24.29 N. At 50% coir (CLC-5), hardness slightly decreases, indicating that 40% coir offers optimal reinforcement. Compared to synthetic foams, EPSF exhibits moderate Shore-D hardness (26.4) and lower compressive hardness (11.70 N), while PEF shows the lowest values in both categories (Shore-D: 9.8, Hardness: 4.34 N). This highlights the superior mechanical performance of coir-latex composites, especially in surface hardness. The impact of fiber incorporation on Shore-D hardness of the CLC.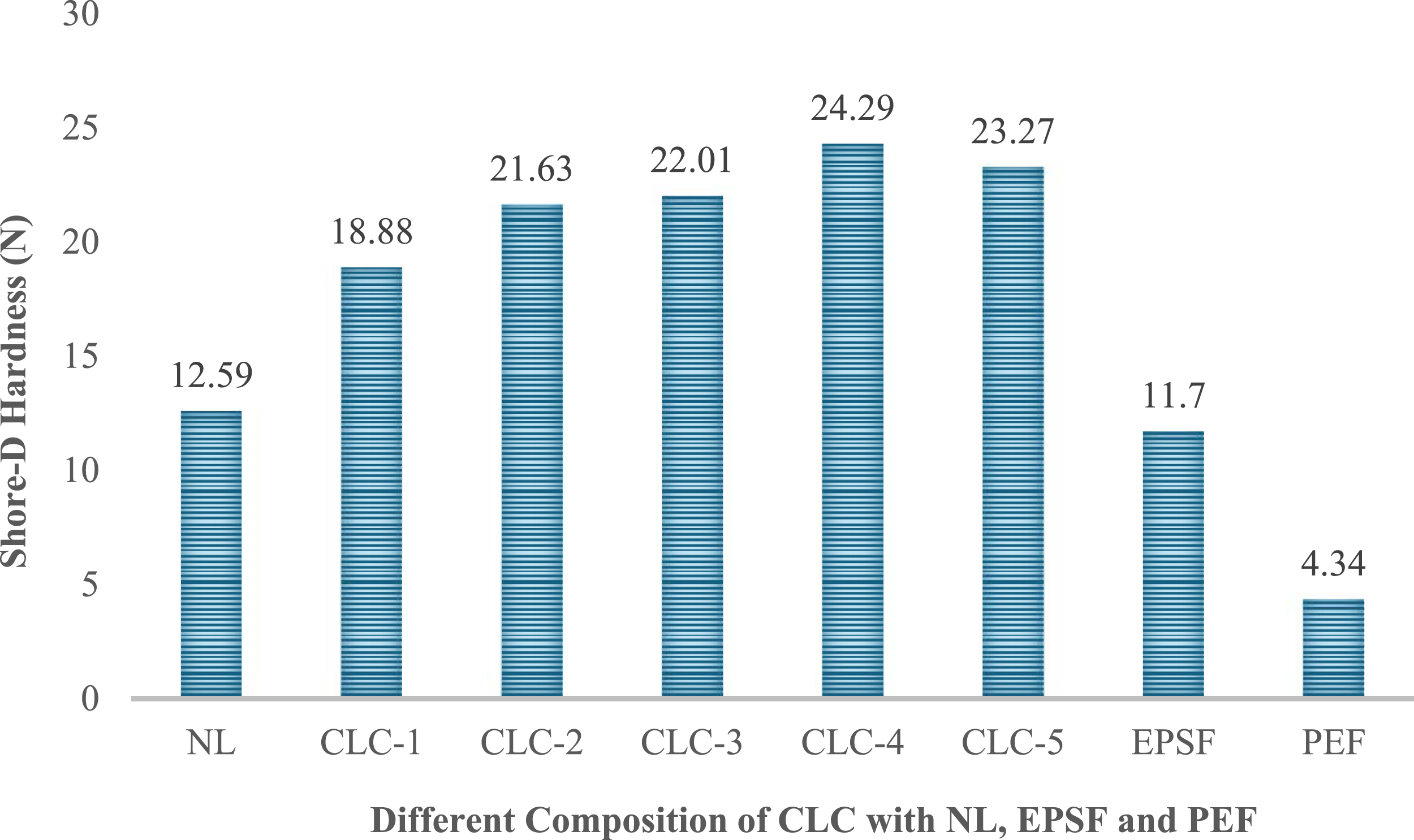
In summary, CLC demonstrates a clear enhancement in hardness properties over pure latex and commonly used foams. The CLC-4 sample, with 40% coir content, provides the best overall performance. These composites present a promising, sustainable alternative for applications demanding higher hardness and durability, such as cushioning, insulation, and eco-friendly product design.
The density of the CLC
The density did not vary significantly because the dimensions were tried to be kept constant for all the samples by compressing the fibers into the mold using loading. However, the thickness varied slightly when higher fiber loading was used, resulting in a lower material density. The average results are given in Figure 6. The impact of fiber incorporation on density of the CLC.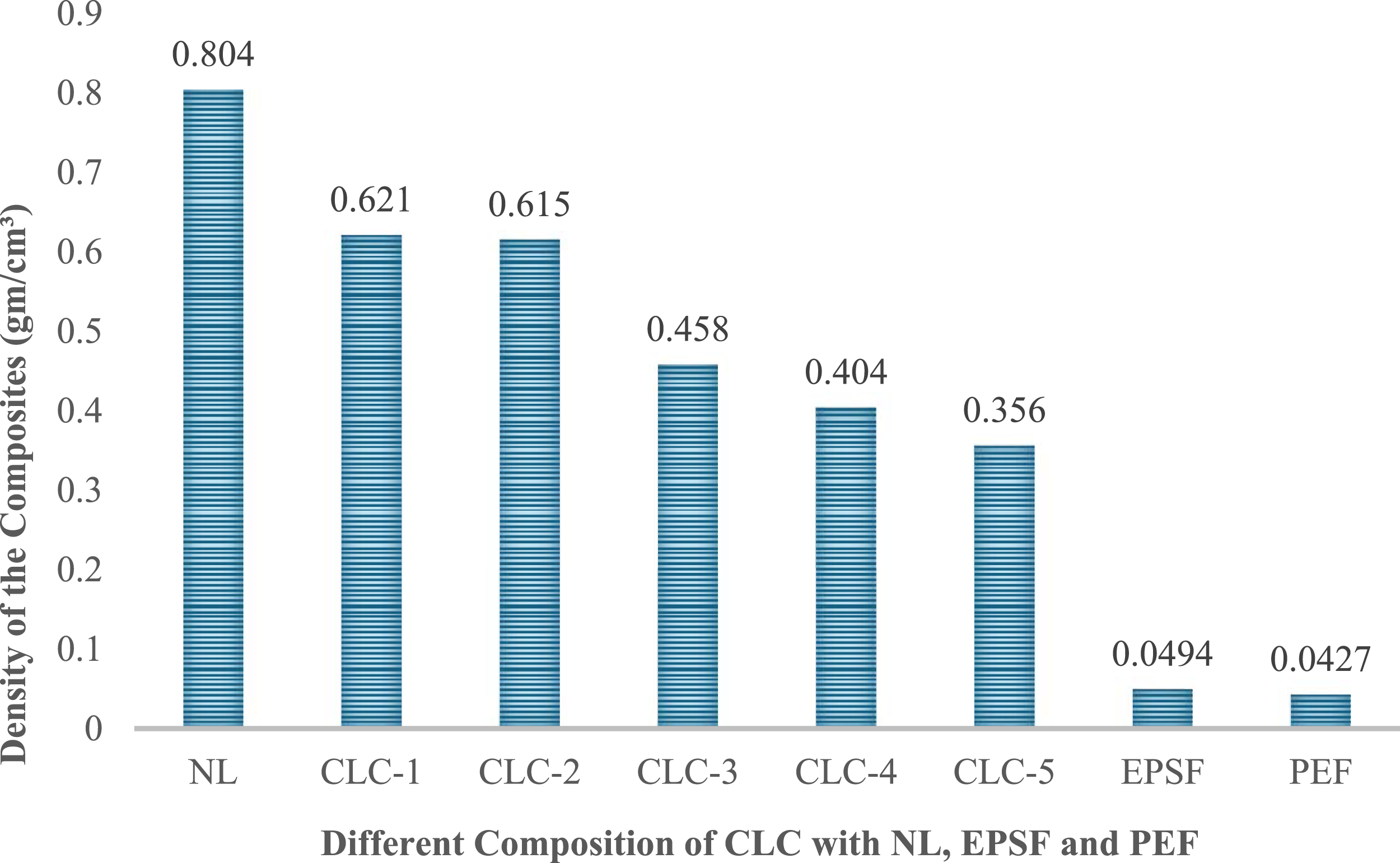
The density varied due to the variable thickness of the materials. When the fiber loading is increased, the density gradually decreases because the density of NL is quite high. 46 Based on Figure 6, the bar graph compares the average densities of various CLC containing increasing amounts of CF, as well as two typical foam materials - EPSF and PEF. The NL has the highest density of 0.804 gm/cm3, reflecting the compact nature of 100% latex. As CF is added to the latex, the density decreases due to the lower density of coir compared to latex. For example, CLC-1 (10% CF) has a density of 0.621 gm/cm3, and CLC-5 (50% CF) has the lowest density of 0.356 gm/cm3. This shows the effect of higher CF contents leading to weaker composites but more lightweight. In contrast, EPSF and PEF, which are regular low-density foams typically found in packaging and insulation, have a much lower density of 0.0494 gm/cm3 and 0.0427 gm/cm3, respectively. These are both lightweight materials. The graph shows that when CF was incorporated into latex, the density of the composite decreased, indicating that it could possibly be used in applications that may need lower weight and/or biodegradability. Again, low-density EPSF and PEF indicate the suitability of these foam products in applications requiring less mass and also indicate their contrast against coir-latex composites.
The water absorbency of the CLC
The absorbency of a composite is mainly determined by the absorbency properties of the composite’s constituents. Cellulosic fiber has, of course, very high absorbance, but counteracting this is the development of the significantly more hydrophobic character of NL post-coagulation. Absorbency percentages were determined from absorbance measurements after 2 h and 24 h in the test.
As shown in Figure 7, the incorporation of CF greatly increases the water absorption capacity of CLC because of its hydrophilic property. This behaviour followed the same trend with respect to absorption, where maximum absorption was observed at the 24 h soaking time compared to the two-hour time periods. As stated in earlier studies, composites with 20% CF can reach water absorption quickly over the 90% threshold.
47
In this study, on the other hand, the CFs were coated with NL, which was bound to the surfaces of the fibers and hindered direct water passage because of the encapsulation of the latex. This was reflected in lower-than-expected water retention. NL showed minimal absorption (0.45%), confirming its optimal hydrophobicity. For the highest absorbency reported in this study, CLC-5 containing 50% CF and 50% NL showed an absorbency of 73.59%, which represents a significant increase in water absorption while remaining below the theoretical maximum of 200%.
47
Strong interactions between the CF and the NL matrix enhance integration of the resultant composites and restrict water flow pathways, which could be improved with surface treatments or coatings in subsequent studies. This was visually reinforced by FESEM surface images, where uniform dispersion was visible with matrix-fiber adhesion. Overall, the improved interfacial bonding enhances not only absorbency but also the thermal and mechanical properties of the composites, validating their effectiveness for practical applications. The impact of fiber incorporation on water absorbency of the CLC.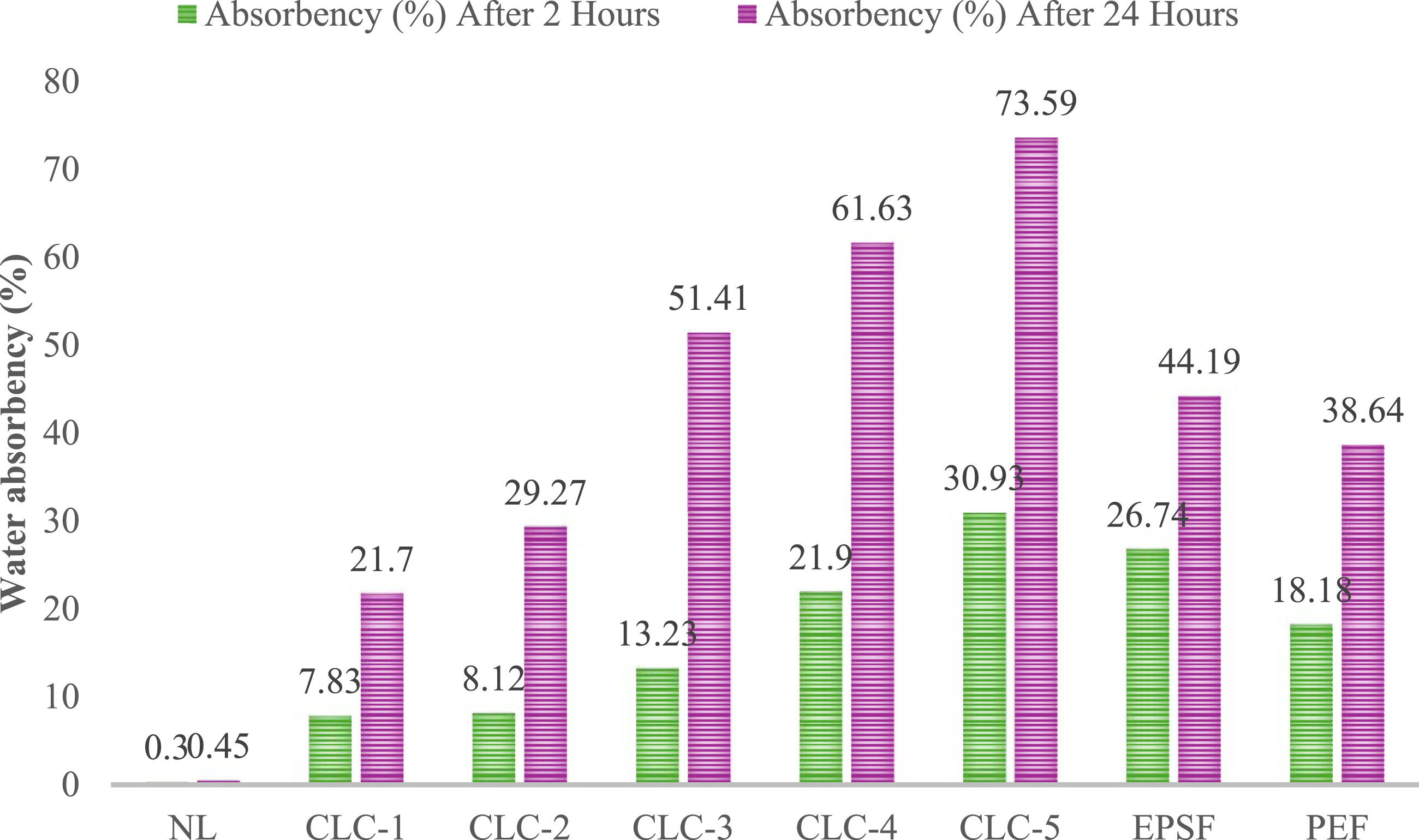
The composites absorbed a lot of water since the coir fiber is hydrophilic, but this doesn’t mean they can’t be used in real life. Moderate moisture absorption can help with acoustic dampening, indoor humidity control, and thermal comfort in thermal insulation and building envelope applications. The latex matrix also partially surrounds the fibers, which cuts down on direct water paths and keeps the structure strong even after it becomes wet. For applications that need to be resistant to moisture, such as exterior panels or places with a lot of humidity, simple post-treatments like surface coatings, hydrophobic finishes, or thin protective laminates can greatly minimize how much water the composites take in without affecting their eco-friendliness. So, the way the water absorption works should be seen as an application-dependent feature rather than a constraint. With the right protection measures, the CLC materials that were made are still good for insulation and sustainable building projects.
Thermal properties of CLC
The various materials, such as NL, CF, and composites having CLC, were characterized using thermogravimetry and differential thermal analysis. The analysis was designed to study thermal properties and behaviour of these materials. Moreover, the thermal conductivity of NL composites with specific compositions was characterized.
TG, DTA, and DTG analysis of NL, coir, CLC, and typical materials
The attached figures below reveal the thermal behavior of NL & CLC. Firstly, NL & coir were tested individually. After that, two graphs were combined for TG, DTA, and DTG analysis.
The thermal behavior of pure NL studied by TG, DTG, and DTA techniques is shown in Figure 8. There were three significant stages of mass loss on the TG curve. An initial minor weight loss (∼0.9%) occurred below 300°C, corresponding to the evaporation of moisture and low molecular volatiles. The initial decomposition started at 315°C and extended to 440.0°C, which is about 88.7% mass loss from the degradation of polyisoprene chains in natural rubber. The residual mass obtained between 440.0°C and 600°C shows a limited phase of degradation with 1.7% of residual mass. The DTG analysis produced a distinctive peak illustrated by the maximum rate of decomposition, 3.23 mg/min at a temperature of 397.2°C, indicating the temperature of the extreme decomposition taking place. Due to the endothermic nature of thermal degradation, the DTA curve of NL shows prominent endothermic events at 260.7°C, 334.8°C, and 393.1°C, which explain the absorption of energy during the destruction of polymer chains. The analysis confirms that pure NL is not thermally decomposable up to 315°C, and significant degradation occurs at 315–450°C; these findings are crucial to understanding the limits of processing conditions and the thermal properties of latex-based materials that could meet some of the emerging applications. TG, DTA and DTG curves of NL.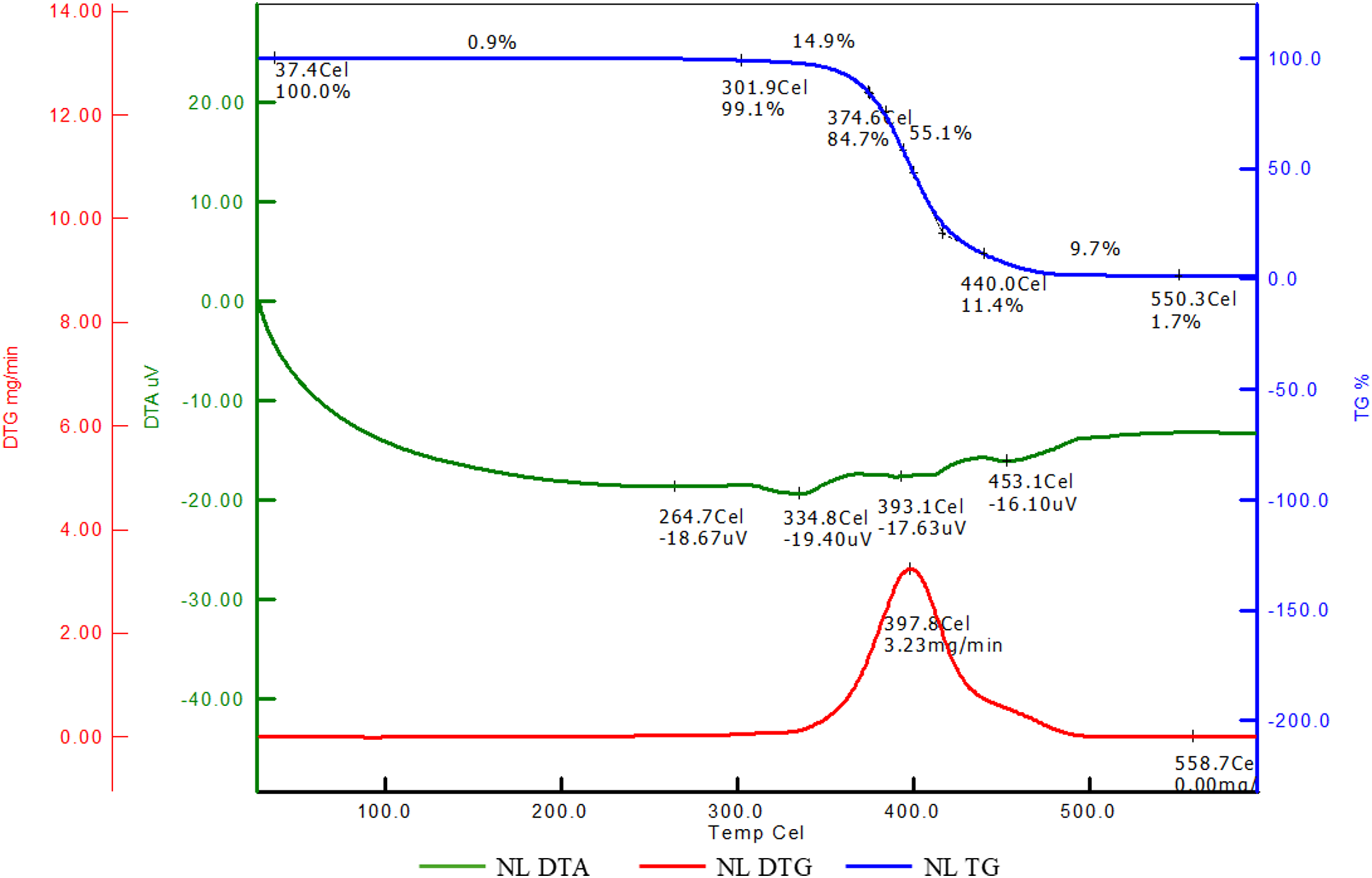
The thermal stability of CF determined by TG, DTG, and DTA is shown in Figure 9. The TG curve revealed a multi-step degradation process. An initial weight loss of approximately 9.4% occurred below 125°C due to moisture and volatile removal. Subsequent major degradation stages were observed between 125°C and 443°C. Hemicellulose decomposition occurred from 125°C to 285°C (10.9% mass loss), and cellulose decomposition occurred from 285°C to 342°C (29.3% mass loss). Lignin decomposition evolved slowly in the range of 342–443°C, accounting for another ∼27.3% weight loss. Cellulose degradation initiates at 315°C and lignin degradation at 370°C.
48
A final residual mass of 12.6% was observed up to 600°C, which indicated the formation of stable char and inorganic residue. The DTG curve displayed two major peaks located at 294.2°C and 348.2°C, overlapped with the hemicellulose degradation peak of cellulose, respectively. The maximum decomposition rate, 0.759 mg/min, occurred at 348.2°C. DTA analysis results for CF showed predominant endothermic events described in the early stages as moisture evaporation and polymer degradation, which suggests high thermal resistance up to nearly 300°C, while an exothermic peak at 347.7°C was related to the oxidative decomposition, with higher temperature exothermic response attributed to lignin and carbonaceous residue decomposition. TG, DTA and DTG curves of CF.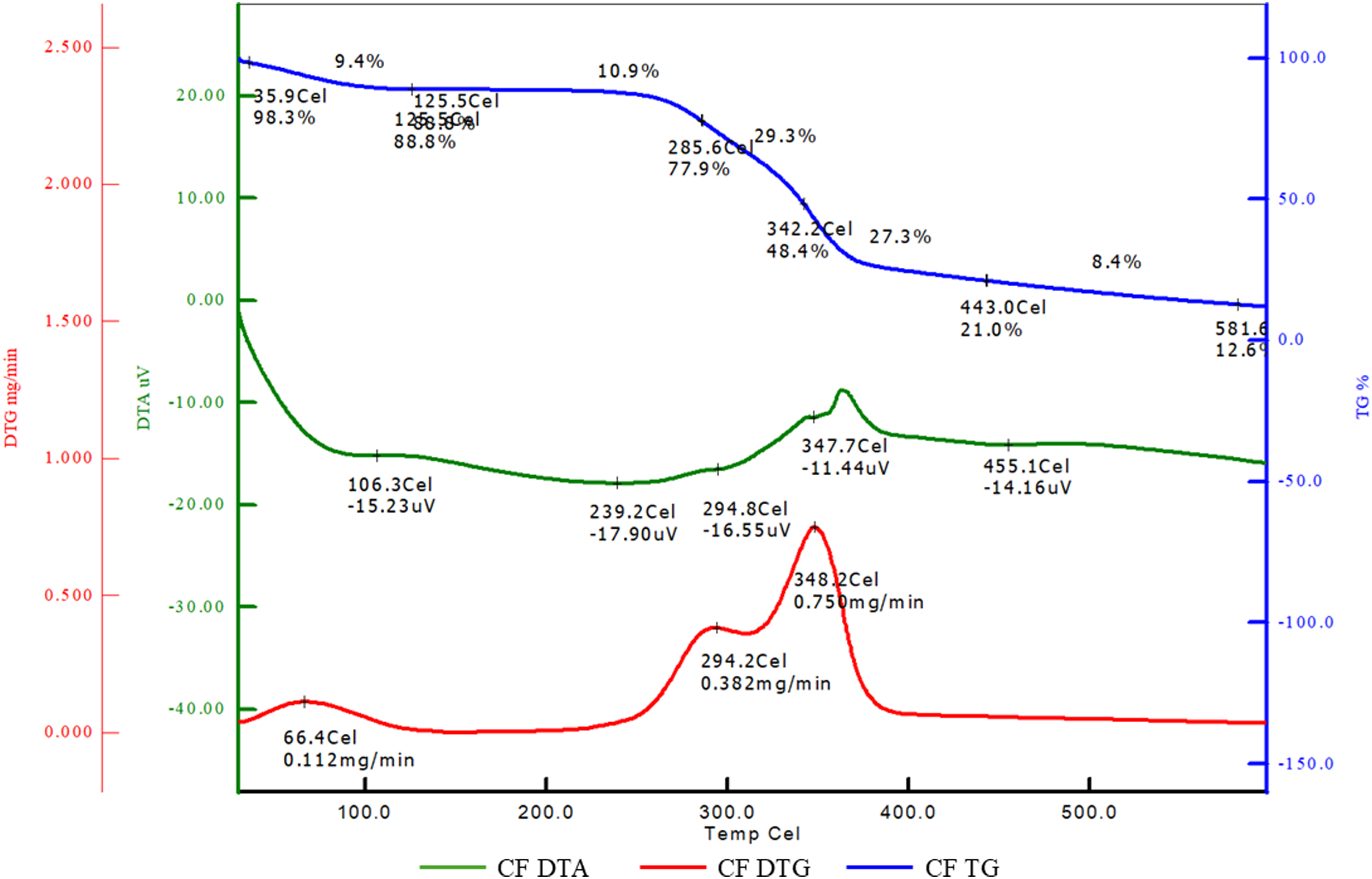
The moderate thermal stability property of CF due to its lignocellulosic structure, based on the regression results, provides significant insight pertaining to the application of CF in thermally processed bio-composites as well as insulation materials.
According to Figure 10, the TG, DTG, and DTA curves for the CLC reveal its thermal stability and decomposition behavior. TG curve shown in blue indicates that mass loss occurred in three different stages, where the first stage (weight loss of 2.9% at 29.8°C) could be related to moisture removal, the second stage (8.2% loss at 148.3°C) to the release of volatile compounds; and the third stage (60.7% decomposition from 308.9°C to 514.0°C) was due to the degradation of lignocellulosic components, as well as to the degradation of NL. The degradation of cellulose begins at 315°C and continues at 370°C in lignin degradation.
48
This reduces to around 17.7% magnitude of residue at 600°C. In the main thermal decomposition stage, the DTG curve (red) has a peak height of 2.48 mg/min at 397.5°C. There is a smaller peak at 347.2°C (0.75 mg/min), indicating that some of the degradation events overlap, which can be assigned to hemicellulose and possible latex degradation. The DTA curve (green) shows clear endothermic peaks at 110.0°C and 237.1°C, which can be attributed to the evaporation of liquid moisture and the degradation of low molecular weight constituents, respectively. In these thermal events, lots of heat is absorbed, and this indicates a high thermal shock resistance of the material. NL is vital to the thermal buffering effect in the composite, which is deepening the thermal decomposition delay. Moreover, the presence of CF residue showing persistence till above 600°C indicates its thermal stability. All of these highlight that NL and CF act synergistically to enhance the overall thermal stability of the composite, indicating that this composite is a good thermal insulating material to be used at high temperatures. TG, DTA and DTG analysis of sample CLC-4.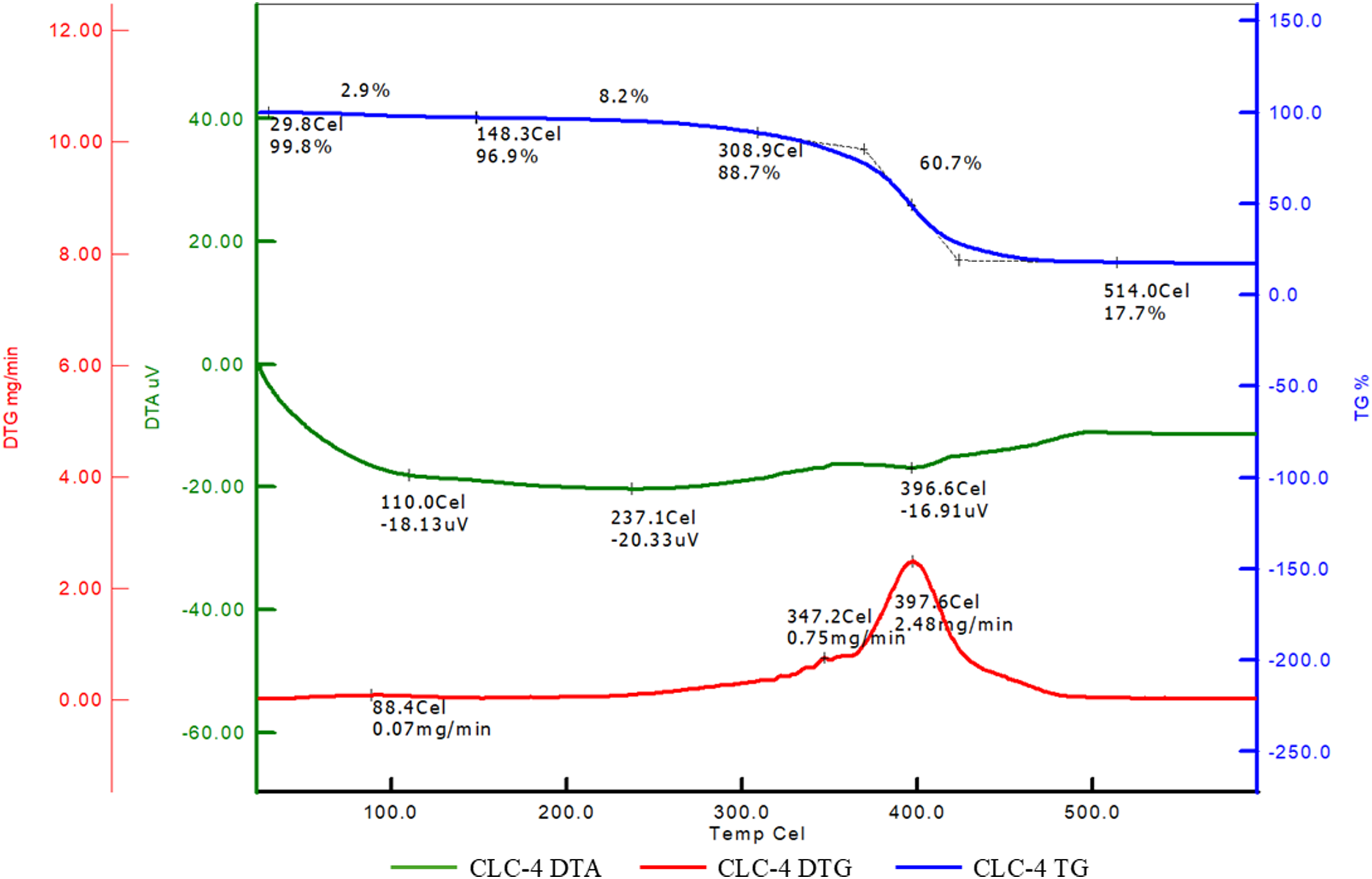
Thermal Analysis (TG, DTG, DTA) of EPSF and PEF reveals their thermal degradation behavior. In contrast, the TG curve (blue) displays two separately-weight-loss regions that can be attributed to EPSF and PEF, as illustrated in Figure 11. Weight loss associated with EPSF initiation and completion occurs at approximately 350°C and 430°C, respectively, whereas PEF degradation begins at 430°C, and near-complete decomposition occurs by ∼500°C. These transitions imply that the thermal stability of EPSF is lower than that of PEF. In the DTG curve (red color), two narrow peaks appear. The first (350–430°C) is attributed to EPSF, suggesting rapid mass loss. The second, associated with PEF, happens at 430–500°C with a marginally higher degradation rate, providing further evidence of sequential decomposition. The two peaks verify that the two polymer foams have an exactly different behaviour. The DTA curve (green) of both materials shows an identical endothermic event. EPSF exhibits a sharp endothermic peak at 400°C, which is attributed to the associated volatilization and decomposition, and PEF exhibits a larger endothermic peak around 480°C, suggesting a more thermally stable degradation. In summary, the results confirm that EPSF has a lower thermal resistance than PEF, undergoing degradation at lower temperatures. PEF has better thermal stability, thus it can be more widely applied in high-temperature resistance. Combined TG, DTA and DTG analysis of PEF and EPSF.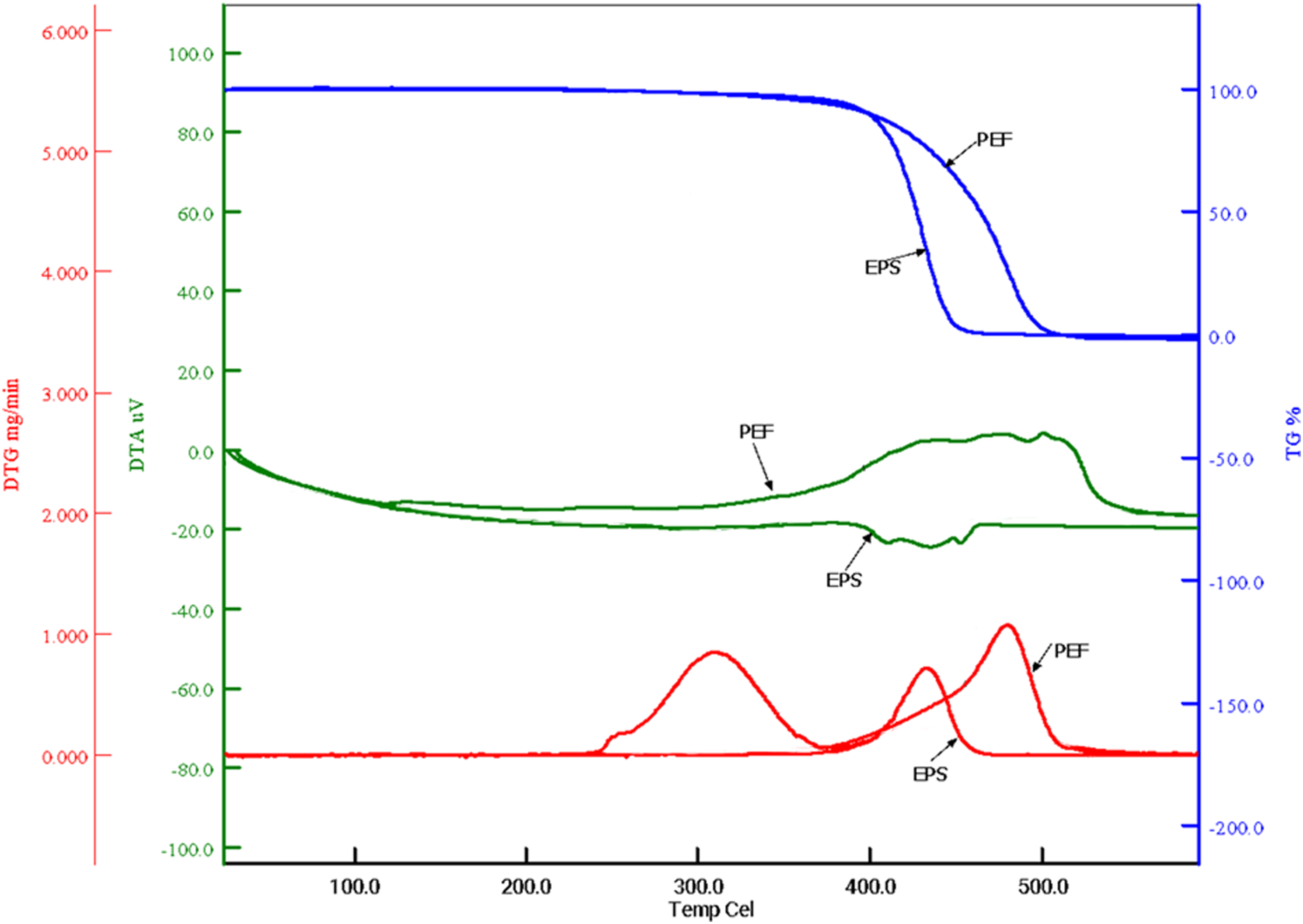
The excellent thermal stability of PEF up to 240.5°C, with mass loss of 0.5%, was mainly ascribed to the moisture evaporation. The major degradation stage is from 240°C to 501°C with a total mass loss of ∼99.5%, and no residue after 501°C. The DTG curve shows a single sharp degradation peak at 479.8°C with the highest degradation rate of 1.074 mg/min, indicating a one-step decomposition mechanism. The DTA curve gives evidence of endothermic events at temperatures 111.8°C and 211.4°C and exothermic peaks at 451.6°C and 491.3°C that correspond to physical transitions as well as decomposition peaks. On the other hand, EPSF exhibits thermal stability up to 378°C, then rapidly degrades. The TG curve shows an early small weight loss of ∼4.6%, attributed to volatiles. A significant decomposition stage at 378–444.5°C accounts for 100% mass loss by 514°C, where no mass remains. In the DTG curve, a steep peak appears at 433.3°C (0.719 mg/min) and a shoulder appears at 413.4°C, which also indicates a minor overlap between degradation stages. The DTA curve indicates the presence of significant endothermic transitions at 294.4°C and 452.2°C, which can be ascribed to softening/melting and decomposition, respectively.
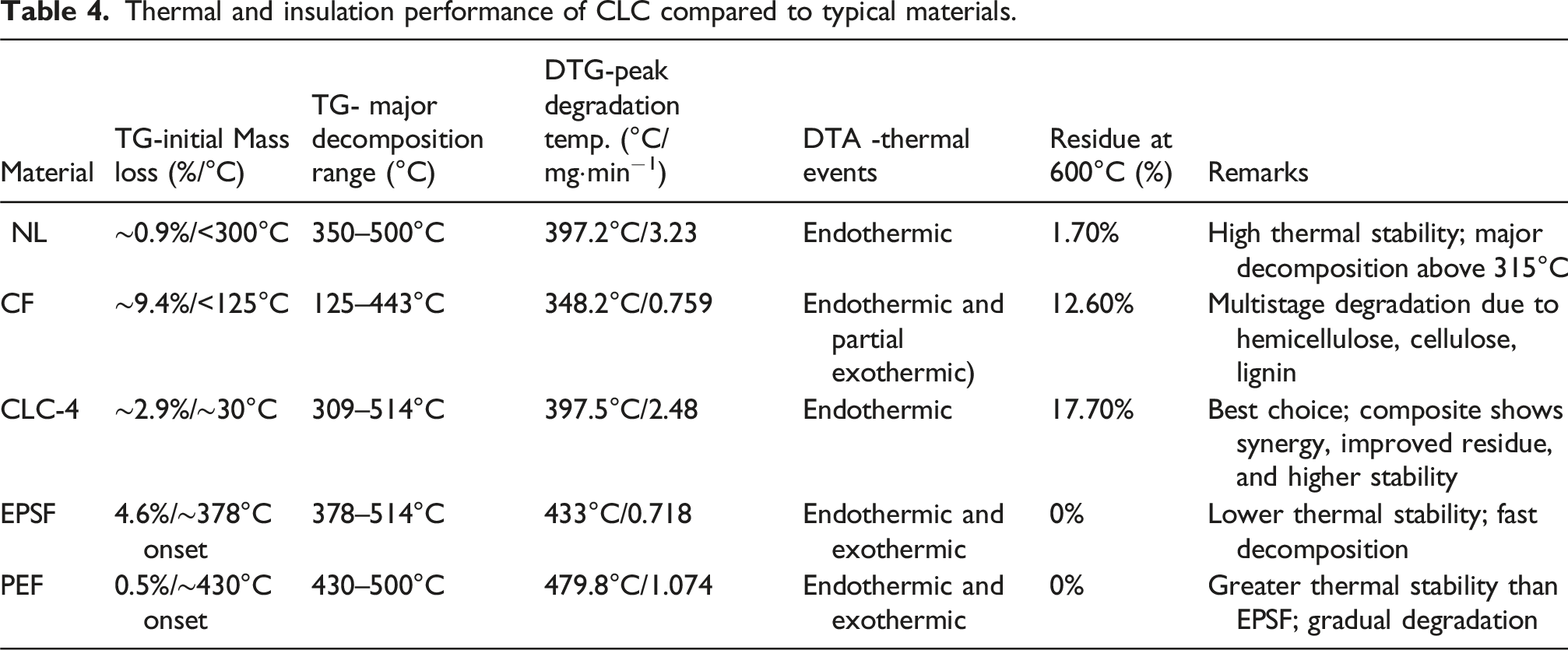
Thermal and insulation performance of CLC compared to typical materials
Thermal and insulation performance of CLC compared to typical materials.
The thermal conductivity
The thermal conductivity performance of NL, CLC, and benchmark insulators (EPSF and PEF) is shown in Figure 12. Although NL presents the greatest thermal conductivity among the compositions demonstrated in this research (0.14833 W/m·K), its conductivity remains lower than that of numerous widely available synthetic and natural resins that act as moderate insulators. The high thermal conductivity is explained by its high density, because denser composites tend to allow more heat transfer due to fewer air voids. Bio-composites trend upward for thermal conductivity as these materials have greater densities.
1
On the other hand, the addition of CFs considerably lowers the thermal conductivity of the composites to a certain extent. Among these, the CLC-4 sample with 40% CF and 60% NL attains the minimum value of thermal conductivity of 0.04411 W/m·K, representing a 70.26% reduction in thermal conductivity compared to NL, which is close to that of EPSF (0.03909 W/m·K, only 12.84% higher than EPSF) and better than that of PEF (0.05695 W/m·K, 22.55% lower than PEF), both of which are conventional commercial thermal insulators. The found results aligned with relatively low thermal conductivity exhibited by natural fiber-reinforced hybrid composites, typically ranging from 0.1 to 0.5 W/m·K with 10−30 weight% fiber content, depending on the type of fibers, matrix material, and composite structure.49,50 The impact of fiber incorporation on thermal conductivity.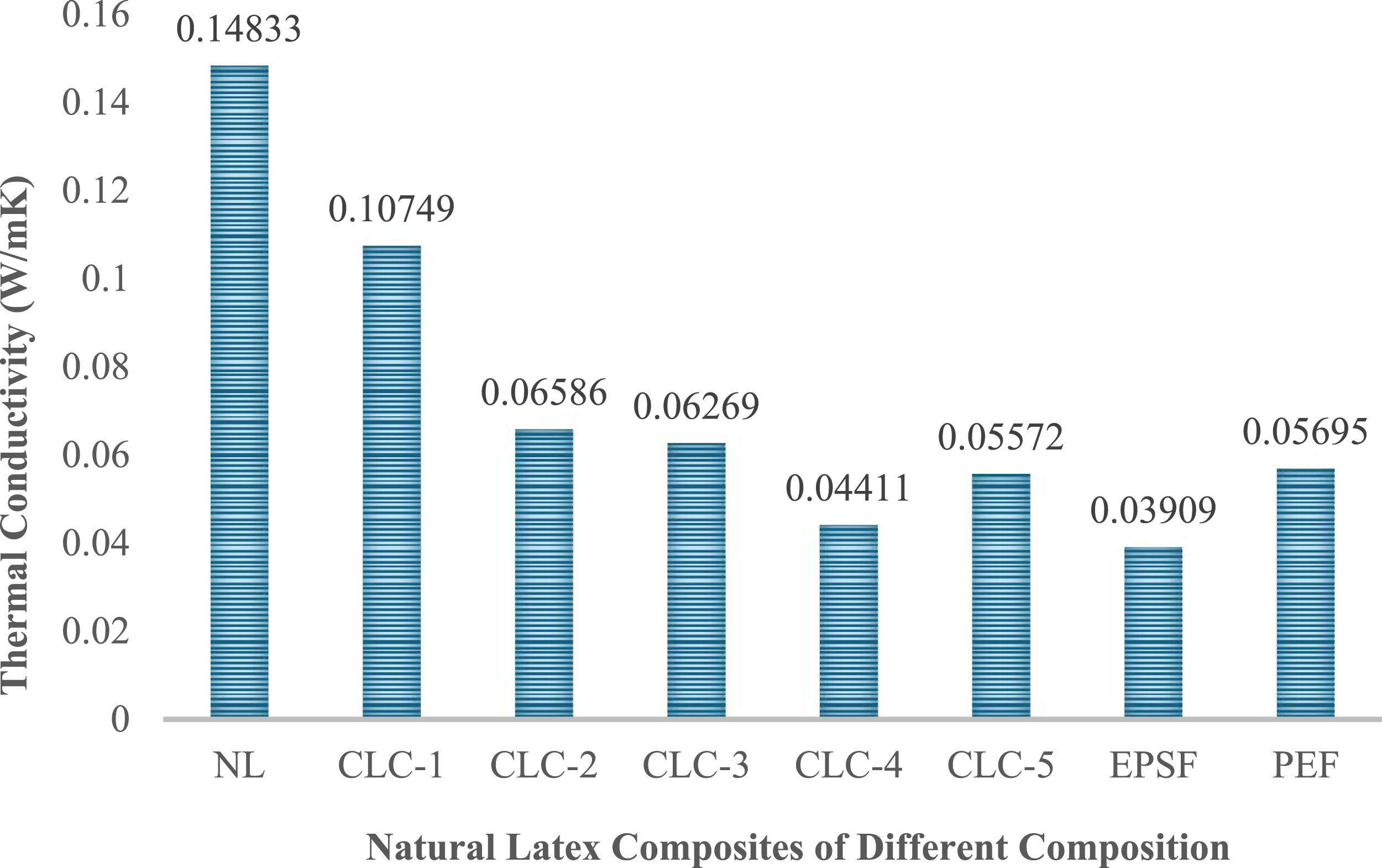
The gradual formation of a more efficient insulating microstructure is responsible for the drop in thermal conductivity from CLC-1 to CLC-4. The extraordinary enhancement of thermal insulation was attributed to the synergistic effect of fiber dispersion together with the manufacture of micro-voids and interfacial resistance. The hollow lumen and a honeycomb-like cellular structure of coir fibres further limit heat transfer, and the composite structure probably has more widely distributed micro-voids and air-filled areas as the coir content rises to 40%. Therefore, more voids are possessed by CLC-4, which was caused by the random orientation of fibers, facilitating phonon scattering and heat flow paths interruption between these fibers. Natural fiber composites with similar porous microstructures, such hemp and other lignocellulosic fibers, have also been shown to offer better thermal insulation.51,52 The internal spaces and cell wall porosity in these materials serve as barriers to heat movement and make insulation more effective. Studies have shown that air gaps or voids embedded in a composite can lead to improved insulation performance. 15 Furthermore, enhanced fibre dispersion and fiber-matrix interaction raise interfacial thermal resistance, which disrupts ongoing heat-flow channels. Consequently, the lowest thermal conductivity is shown by CLC-4. On the contrary, there is a marginal increase in thermal conductivity (0.05572 W/m·K) at 50% fiber loading (CLC-5), while still remaining 62.44% lower than NL, perhaps as a result of fiber crowding that provides more conductive paths. The CLC-5’s small increase in heat conductivity suggests that the ideal fibre loading was surpassed. Fibre agglomeration, uneven pore structure, and greater fiber–fiber interaction may result from inadequate latex’s restricted uniform fibre wetting and encapsulation at this higher loading. This less uniform microstructure can lessen the efficiency of trapped air as an insulating phase and produce more continuous conductive routes through the solid phase, even though the composite is still relatively light. As a result, the balance between porosity, pore dispersion, and microstructural homogeneity controls the thermal conductivity trend in addition to density reduction. In summary, these results show that the addition of optimal CF (40%) into NL considerably improved the thermal insulating performance of NL, confirming its applicability as an environmentally friendly, sustainable substitute over synthetic insulators for energy-efficient applications.
FTIR characterization of CLC Across Various Compositions
FTIR spectra for NL and Various CLC (CLC-1 to CLC-5) depicted in Figure 13 illustrate the effect of increasing fiber volume fraction (10%−50%) on the chemical structure of the composites. Characteristic peaks attributable to aliphatic hydrocarbons are evident in the NL spectrum, including prominent C–H stretching bands at 2950–2850 cm-1 and fewer absorption features, including a sharp C=C stretching band (near 1650 cm-1) that reflects a polyisoprene backbone corresponding to a relatively pure latex matrix.53,54 These peaks are the reference for changes due to fibre loading. A narrow O–H stretching band around 3500–3200 cm-1 shows an initial contribution from lignocellulosic hydroxyl groups with the incorporation of a relatively low fraction of coir fibre in CLC-1.
55
The peaks at 1730–1650 cm-1 band are associated with carbonyl (C=O) stretching, and their intensity increases with more fibers, indicating the possibility of ester or acid groups from cellulose or lignin.56,57 The weak bands in the region 1500–1200 cm-1 corresponding to the aromatic vibrations of lignin and C–O stretching of hemicellulose also appear to increase in intensity slightly at this stage, which suggests the presence of fibre in the matrix is only partial.
55
Also, developed peaks at the region 1050–900 cm-1 (C–OH stretching and C–O–C) provide evidence of the incorporation of functional groups from the fiber. This lower transmittance at these particular wavelengths in both CLC-5, relative to both NL and CLC-1, also indicates that at this level of complexity, the surface chemistry of the composite is becoming dominated by the fibre constituents. In the higher fiber composites, the fingerprint region below 900 cm-1 is increasingly complex, suggesting greater structural diversity.
57
FTIR characterization of CLC across various compositions.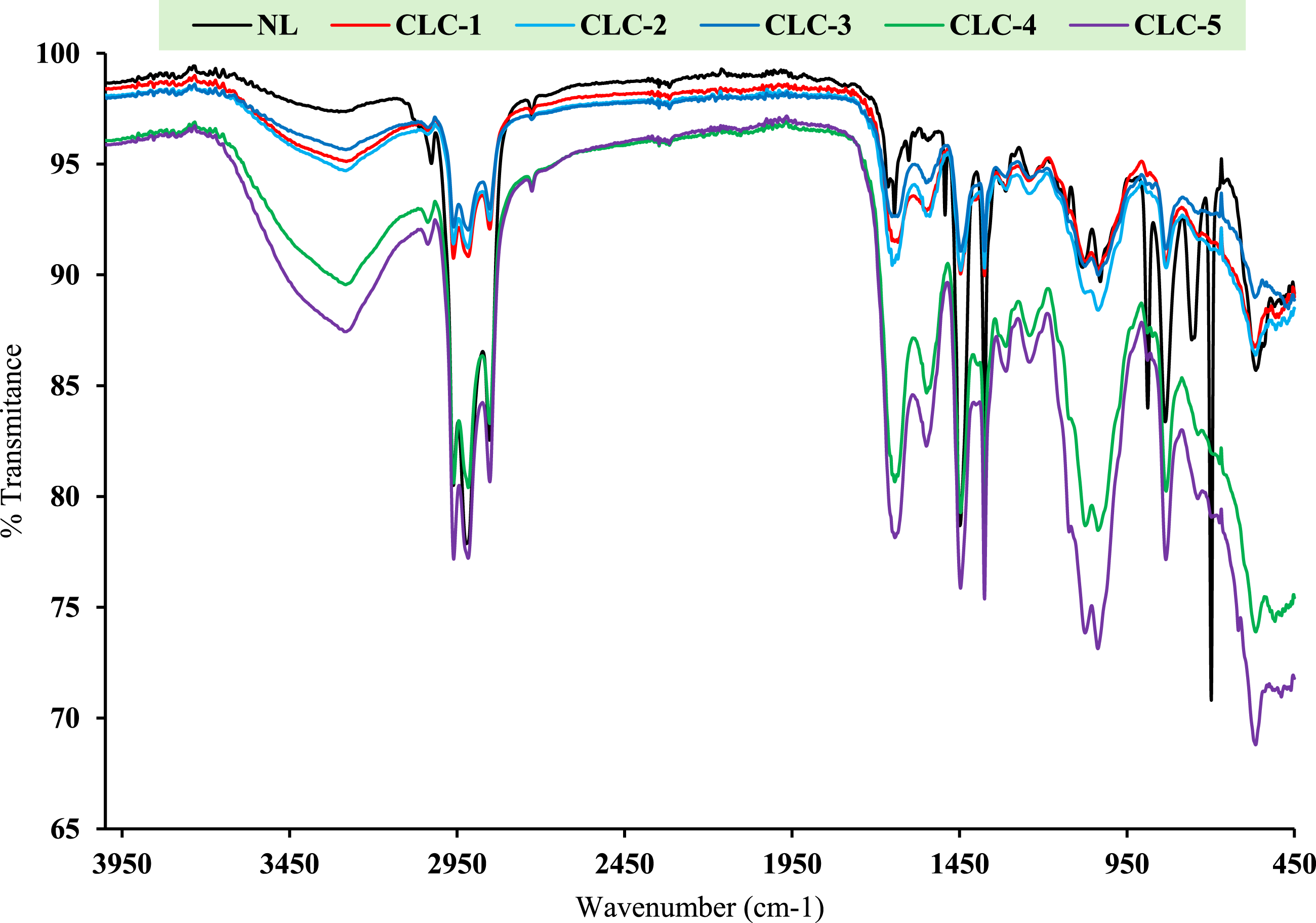
Notably, all composite spectra retain the characteristic C = C stretching band centered at ∼1650 cm-1 of latex, which demonstrates that the polyisoprene structure is preserved and that no chemical degradation of latex is incurred in the process. The retention of the latex core and the presence of generations of fibre-associated functional groups suggest that this maintenance of interaction and compatibility between the two phases is due to efficient physical interaction rather than new covalent bonding. The FTIR results evidently show a successful incorporation of coir fibres in the natural latex matrix, and that increase in fibre percentage increases the contribution of oxygen-containing functional groups, bonding energy, and lignocellulosic signatures, mostly pronounced in CLC-4 and CLC-5.
Morphology analysis of CLC
The FESEM images of samples CLC-1, CLC-4 and CLC-5, containing 10%, 40%, and 50% CF, respectively, at magnifications of 500X and 1000X are shown in Figure 14. FESEM images of different CLC.
Micrographs show considerable microstructural differences as fiber content increases, such as in fiber distribution, fiber matrix interface, and fiber surface details, as shown in Figure 14.
Smooth, dense surface and better fiber distribution with less void without separation, and better fiber–matrix adhesion for CLC-1 (10% fiber). This suggests efficient encapsulation and improved mechanical performance through good interfacial compatibility of the CFs and NL matrix. CLC-4 with 40% fiber is more porous and contains voids, but has sufficient bonding at the fiber–matrix interface. The interfacial integrity plays a vital role in the transmittal of forces between matrix and reinforcing fibers, which directly corresponds to the enhancements achieved in ultimate tensile properties, surface hardness, water absorption resistance, and thermal stability. In particular, CLC-4 shows the lowest thermal conductivity (0.04411 W/m·K), and the mechanism of synergistic effect, including the fiber dispersion with micro-voids and interfacial resistance, is proposed to improve phonon scattering or to disrupt heat conduction pathways. However, in CLC-5, which contains 50% fiber, matrix encapsulation is balanced with more fiber additions. The surface is very porous due to fiber agglomerations and poorly distributed pores, which shows that the matrix is saturated and its dispersion is low. This results in the weak interfacial bonding, low structural integrity, and marginal increase of thermal conductivity (0.05572 W/m·K) caused by the continuous conduction paths from the excess fiber. Although bonding does occur, high fiber concentration inhibits bonding efficiency, as evidenced by residual latex found on fiber surfaces for all samples. In brief, low to moderate coir loading (∼10%) promotes relatively homogeneous microstructure and stable performance, whereas high content (≥40%) causes topological defects and hence a significant loss of mechanical strength and thermal insulating property.
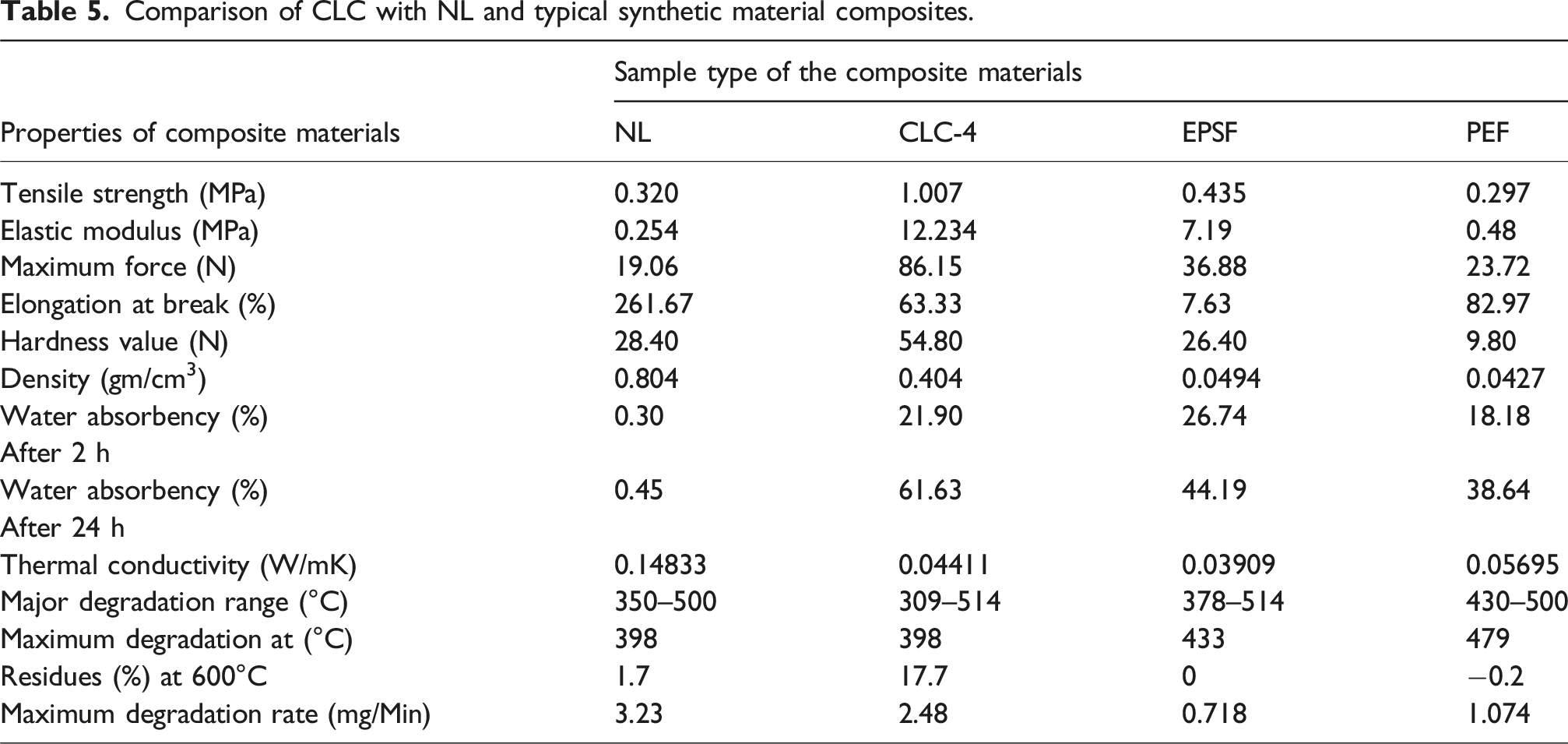
Comparison of CLC composite with typical synthetic material
Comparison of CLC with NL and typical synthetic material composites.
The successfully developed heat-insulating bio-composite (CLC–4) based on CF integrated in NL, together with benchmarking conventional materials EPSF and PEF, is shown in this study. Notably, the CLC-4 composite maintained superior mechanical, thermal, and insulation properties over the NL matrix and synthetic counterparts, making it uniquely desirable.
Compared with EPSF and PEF, CLC-4 has higher tensile strength (1.007 MPa), which indicates that CLC-4 has great potential for stability in structural applications. Also, the stiffness of CLC-4 (12.234 MPa) is much higher than that of EPSF and PEF, further indicating the good bearing capacity of CLC-4s. In comparison with EPSF and PEF, the maximum rupture force (86.15 N) of CLC-4 is significant, indicating that CLC-4 has the best anti-deformation performance when subjected to the same stress. Although CLC-4 (63.33%) is less flexible than NL (261.67%), it still results in superior elongation retention compared to EPSF (7.63%) and PEF (82.97%), indicating a harmony between stiffness and flexibility. As for thermal property, compared with EPSF (0.03909 W/m·K) and PEF (0.05695 W/m·K), which are typically used in thermal insulation, CLC-4 (0.04411 W/m·K) has also indicated its high potential as an energy-efficient building material with low thermal conductivity. Moreover, CLC-4 has obviously higher thermal stability than EPSF and PEF, with decomposition temperature ranging from 309°C to 514°C, and 17.7% residue remains at 600°C; meanwhile, no residues at 600°C for EPSF and PEF, suggesting their relatively low thermal stability. Unlike EPSF (44.19%) and PEF (38.64%), CLC-4 has higher water absorbency (61.63% in 24 h). This can be mitigated through surface treatments to impart water repellency, which is a huge advantage CLC-4 holds for future applications. CLC-4 (0.404 g/cm3) is denser than EPSF (0.0494 g/cm3) and PEF (0.0427 g/cm3), because of its stronger structure. This interaction between strength and weight is attractive for uses where improved mechanical properties are needed.
The superior balance of tensile strength, elastic modulus, and thermal conductivity of CLC-4 compared with EPSF and PEF indicates that CLC-4 has the potential to be a high-performance and environmentally friendly insulated building material. Even with the water retention being higher, CLC-4 may be improved to resist moisture further. This specific recycled composite, known as CLC-4, is a powerful contender for eco-friendly material design as a replacement for petroleum-based insulators to meet future green architecture and material requirements worldwide.
Conclusion
The synthesis and characterization of environmentally friendly heat-insulating bio-composites with CF and natural latex shows that it is a promising solution in sustainable building materials. The present study demonstrated that high-performance thermal insulation of alternative materials, for example, conventional glass wool, could be developed by mixing CF with NL. It was concluded that a 40:60 fiber-to-latex proportion with randomly distributed fibers produced better thermal performance without compromising its structural nature. The composite with 40% CF had the best tensile strength, elastic modulus, and maximum breaking force. It also had a low thermal conductivity of 0.04411 W/m·K and better thermal stability, with 17.7% residue at 600°C. Bio-composite has good mechanical properties, moisture-resistant, and fire-retardant behavior through natural lignin content in coir. FESEM investigation indicated robust adhesion between the fibers and the matrix and even distribution for lower fiber loadings. However, fiber concentrations beyond 40% reduced the mechanical performance. Both materials are recyclable and biodegradable, thus achieving the reduction of embodied carbon and enabling circular economy ideals. Coconut is a source of valuable agricultural byproducts, and its husk waste is abundant and yields value-added products. It satisfies the objectives that made research for cost-effective material from global production, almost all over one million tons per year, in good supply as well. The produced composites exhibited diminished hydrophilicity and enhanced dimensional stability relative to untreated fiber systems, hence affirming their appropriateness for practical insulation applications. The material’s compatibility with sustainable building standards makes it an ideal solution for wall insulation, roofing systems, and thermal barrier applications. Easy production allows for local production with low transportation emissions. This bio-composite solution is a game-changer in sustainable thermal insulation that offers the best of both worlds: no environmental impact and no sacrifice on performance.
Future studies should concentrate on enhancing the moisture resistance of composites by environmentally friendly surface treatments or hydrophobic coatings to diminish water absorption while preserving biodegradability. Improving the orientation, size distribution, and dispersion techniques of the fibers could make the material even stronger and last longer. Hybrid reinforcement with other natural fibers or mineral fillers could be used to make the thermal and structural performance better for certain construction uses. Also, long-term aging, fire performance, acoustic insulation, and evaluations of building performance on a real scale are needed to prove that the product can be used in the field. It is also suggested that life-cycle assessment and large-scale manufacturing studies be done to make sure that the coir-latex bio-composites are good for the environment, cost-effective, and can be made on a big scale.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
All data generated or analyzed during this study are included in this published article.